Режущая вставка - RU2450894C2
Код документа: RU2450894C2
Чертежи




Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к режущим вставкам для обрабатывающих инструментов, таких как развертки, зенковки и расточники, и к способу фиксации режущей вставки на обрабатывающем инструменте.
Уровень техники
Алмаз является самым твердым и, соответственно, самым износоустойчивым материалом; некоторые режущие наконечники или кромки пластины для обрабатывающих инструментов выполнены из алмазного порошка, из которого может быть получен чрезвычайно твердый поликристаллический алмаз (ПКА), обладающий хорошей износоустойчивостью по сравнению с твердосплавными режущими инструментами.
ПКА представляет собой соединение отдельных кристаллов алмаза, спеченными в решетку. Кристаллы ПКА можно напрямую впекать в режущий инструмент, такой как фреза, как указано в ЕР 00528243 А.
ПКА также применим для круглых заготовок, состоящих из первой ПКА-фазы, сформированной на второй фазе из спеченного карбида вольфрама. Заготовки изготавливают, воздействуя сверхвысоким давлением и высокой температурой на слой алмазного порошка, расположенный на подложке в виде основания из карбида металла, нитрида или порошка карбонитрида. Вторая фаза из металла в течение этого процесса проникает из основания из сцементированного карбида в междоузельные пространства между кристаллами алмаза и соединяет их вместе. Получившаяся заготовка включает чрезвычайно твердую ПКА-поверхность, связанную с карбидным основанием. Все вышеупомянутые процессы описаны в GB 2408735 А.
ПКА-заготовки очень дороги; ввиду этого, ПКА-заготовку обычно разделяют на несколько небольших частей, которые можно напрямую зафиксировать на режущих инструментах пайкой, как указано в DE 19937739 A. Однако недостаток этого способа заключается в том, что если режущая ПКА-кромка инструмента износилась или была поврежден, то потребуется замена или ремонт всего инструмента.
Еще один недостаток материала ПКА-заготовок заключается в том, что он относительно хрупок и может разрушиться, если инструмент подвергается зажимным нагрузкам. В другой реализации режущая ПКА-кромка инструмента приваривается или припаивается к опорному телу, которое, в свою очередь, механически фиксируется на головке инструмента. Такая конструкция позволяет телу вставки воспринимать любые зажимные нагрузки, а также допускает замену вставки. Такая вставка предоставлена настоящими заявителями.
Еще одна известная вставка описана в DE 4423861, где раскрыта режущая вставка, режущие ПКА-кромки которой припаяны к телу, причем вставку можно переориентировать в инструменте, что позволяет использовать каждую кромку по очереди.
Приваривание или припаивание режущих ПКА-кромок к опорному телу является дорогостоящей операцией, поэтому после приваривания кромки должны быть аккуратно отшлифованы.
Раскрытие изобретения
Задача настоящего изобретения заключается в создании усовершенствованной и более дешевой в изготовлении режущей вставки из поликристаллического алмаза, предназначенной для обрабатывающего инструмента.
Изобретение предлагает режущую вставку для обрабатывающего инструмента, содержащую плоскую пластину из поликристаллического алмазного материала и имеющую переднюю поверхность, образованную первой фазой из поликристаллического алмаза, снабженную по меньшей мере одной режущей кромкой, и заднюю поверхность, образованную основанием из второй фазы, снабженную по меньшей мере одной канавкой, проходящей перпендикулярно каждой режущей кромке и выполненной в пределах основания из второй фазы.
Предпочтительно, чтобы канавка представляла собой элемент одного из множества мелкозубчатых соединений, образованных в основании.
Пластина может иметь от двух до четырех режущих кромок; предпочтительно, чтобы указанная пластина была квадратной или по существу квадратной, имела четыре режущие кромки, а на задней поверхности пластины располагалось два ряда пересекающихся мелкозубчатых соединений.
Мелкозубчатые соединения могут иметь различные формы, в том числе симметричных волн, таких как синусоиды, зигзаги, волнистости, а также могут представлять собой несимметричные соединения.
Также изобретение предлагает режущий инструмент, содержащий тело с выемкой, в которой смонтирована пластина согласно первому аспекту изобретения, причем каждая канавка, выполненная на задней поверхности пластины, входит во взаимное зацепление с взаимодействующим выступом или выступами на инструменте для фиксации пластины при нагрузках, возникающих в процессе обработки.
Предпочтительно, чтобы выступы проходили по всей ширине пластины, а режущая пластина была установлена с возможностью регулировки вдоль выступа (выступов) посредством единственного регулировочного элемента с винтовой резьбой. Взаимодействие канавки и выступа препятствует отклонению пластины во время регулировки.
Выступы на инструменте могут быть выполнены в виде мелкозубчатых соединений, а мелкозубчатые соединения на инструменте могут быть выполнены на поверхности выемки или на съемной державке, закрепленной в выемке.
Пластина фиксируется на указанной поверхности головкой зажимного винта или прижимной пластиной. Однако зажимная нагрузка может быть относительно низкой, если нагрузки при обработке принимают на себя взаимодействующие канавка (канавки) и выступ (выступы).
Если пластина квадратная, а на ее задней поверхности расположены ряды пересекающихся мелкозубчатых соединений, то можно задействовать любую из четырех режущих кромок, разжав пластину для освобождения входящих во взаимное зацепление мелкозубчатых соединений, и затем поворачивая пластину требуемым образом и обеспечивая повторное вхождение соединений в зацепление.
Далее предлагается способ закрепления режущей пластины из поликристаллического алмазного материала в режущем инструменте, имеющей по меньшей мере одну режущую кромку на поверхности из поликристаллического алмаза и снабженной по меньшей мере одной канавкой, выполненной на задней поверхности в основании из второй фазы, в котором указанную пластину зажимают на предусмотренном на инструменте выступе, выполненном с возможностью вхождения во взаимное зацепление.
Предпочтительно, чтобы канавка или канавки проходили по существу перпендикулярно каждой режущей кромке, а положение режущей кромки пластины регулировалось путем смещения пластины вдоль выступа или выступов на инструменте.
Если пластина имеет множество режущих кромок, то можно заменить кромку пластины или всю пластину целиком, просто удалив пластину из державки и переместив указанную пластину или любую другую идентичную пластину на мелкозубчатые соединения или выступы, чтобы обеспечить новую режущую кромку, причем входящие во взаимное зацепление канавки и выступы будут обеспечивать повторное выравнивание указанной режущей кромки.
Краткое описание чертежей
На Фиг.1 показана известная режущая вставка в горизонтальной проекции.
На Фиг.2 показана режущая вставка по изобретению в изометрии.
На Фиг.3 показана режущая вставка по Фиг.2 на виде сбоку.
На Фиг.4 показана ПКА-поверхность режущей пластины по Фиг.2 в плане.
На Фиг.5 схематически в радиальном сечении показан режущий инструмент с установленной режущей вставкой.
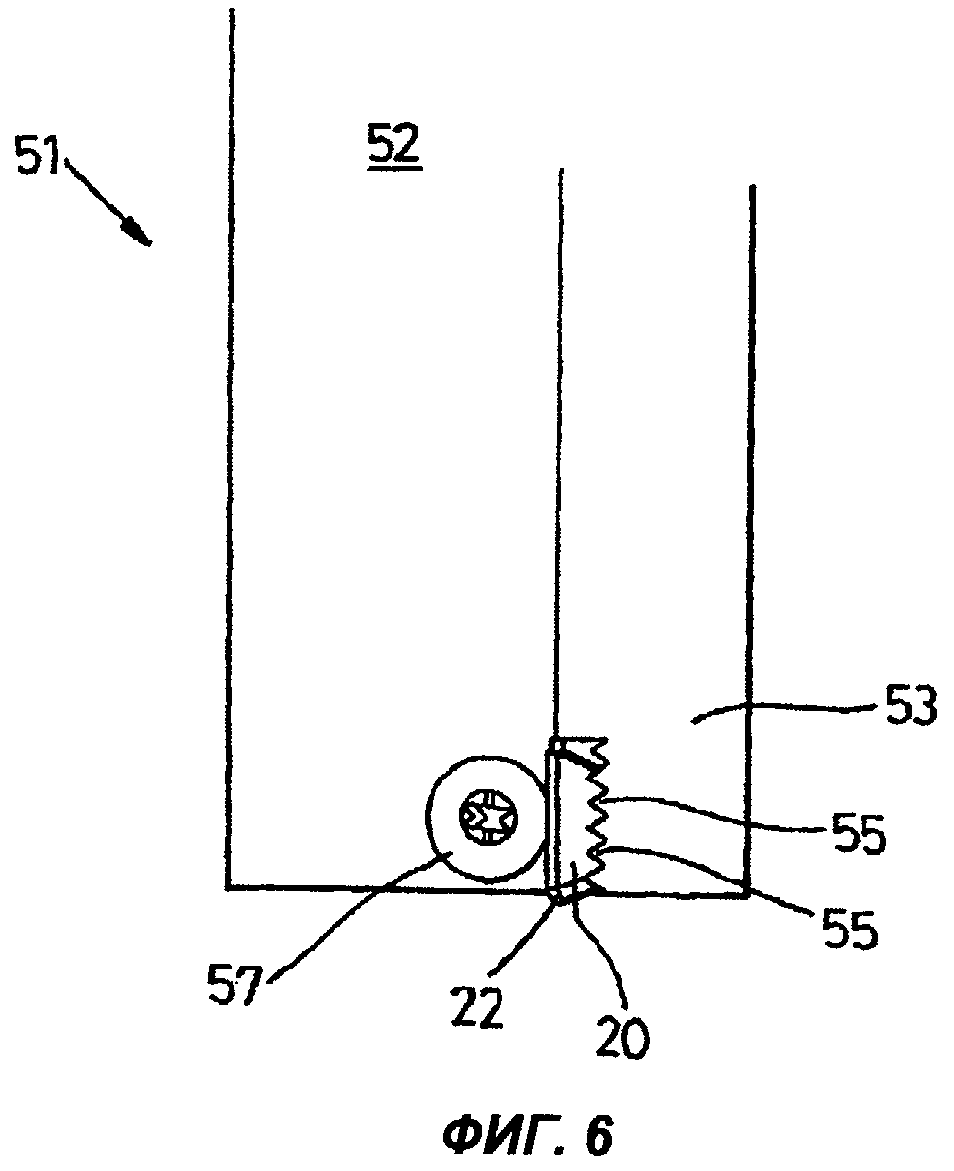
На Фиг.6 показан инструмент по Фиг.5 на виде сбоку.
Осуществление изобретения
На Фиг.1 показана известная режущая пластина или вставка 10, тело 11 которой изготовлено из карбида вольфрама, по существу, прямоугольным в плане. На передней поверхности 14 вставки выполнена выемка 15 или лунка, расположенная симметрично относительно аппроксимирующих центральных линий, проходящих посередине длины и ширины поверхности 14. Выемка 15 используется для зажима вставки 10 в инструменте, что подробно описывается в GB 2338196.
Режущая ПКА-кромка 12 впаяна в карман 13, выполненный в теле 11 из карбида вольфрама.
На Фиг.2-4 показана режущая пластина или вставка 20 по настоящему изобретению. Вставка 20 электроэрозионным образом вырезана из ПКА-заготовки, имеющей ПКА-фазу 23, которая сформирована на карбидном основании 24. Вставка 20 имеет по существу прямоугольную плоскую форму, а ее плоская передняя поверхность 21 на ПКА-фазе снабжена по меньшей мере двумя, предпочтительно, четырьмя режущими кромками 22. В общем случае толщина ПКА-фазы составляет 0,45-0,7 мм в зависимости от размера частиц алмазного порошка. Карбидное основание 24, толщина которого обычно находится в пределах 0,55-2,6 мм, формирует заднюю поверхность вставки 20. В настоящем варианте изобретения толщина ПКА-фазы 23 составляет около 0,7 мм, а толщина карбидного основания находится в пределах 1,3-2,6 мм.
На задней поверхности вставки 20 находится по меньшей мере одна канавка и, предпочтительно, множество мелкозубчатых соединений 25. Мелкозубчатые соединения 25 содержат соединения, проходящие по существу перпендикулярно режущим кромкам 22 по всей длине пластины. В настоящем примере с четырьмя режущими кромками 22 один ряд мелкозубчатых соединений 25А проходит поперек другого ряда мелкозубчатых соединений 25 В таким образом, что зубья пересекаются друг с другом, формируя отдельные пирамидальные выступы. Зубья обычно имеют глубину 0,85 мм, вытачиваются в основании профильным алмазным шлифовальным кругом и полностью расположены в карбидном основании 24 из второй фазы.
На противоположных сторонах пластины располагаются две режущие кромки, причем мелкозубчатые соединения 25 проходят только между указанными противоположными сторонами.
На Фиг.5 и 6 чертежей показан инструмент 51, имеющий хвостовик 52, который в рабочем состоянии фиксируется в обрабатывающем инструменте для вращения инструмента вокруг продольной оси.
Инструмент 51, обычно являющийся разверткой или зенковкой, имеет цилиндрическую головку 53, несущую по меньшей мере одну режущую вставку 20. Головка 53 обычно снабжена множеством режущих вставок 20, расположенных под углом вокруг головки 13; ради простоты на фигуре показана только одна вставка и изобретение будет детально описано в отношении только одной пластины, поскольку любая другая пластина является по существу идентичной.
Каждая вставка 20 расположена в соответствующей выемке 54, выполненной на периферии головки 53. В головке 53 также может находиться множество проходящих в аксиальном направлении центрирующих вкладок (не показаны), распределенных вокруг головки. Если используются две вставки 20, то они могут располагаться диаметрально противоположно друг другу.
Режущая вставка 20 ориентирована радиально относительно головки 53. Выемка 54 имеет радиальную боковую поверхность 56, на которой режущая вставка фиксируется зажимным винтом 57.
Мелкозубчатые соединения 25 на задней поверхности вставки входят во взаимное зацепление с по существу радиальными мелкозубчатыми соединениями 55 на радиальной боковой поверхности 56 выемки 54. В настоящем примере мелкозубчатые соединения 25 и 55 выполнены в форме прямых ребер треугольного профиля с плоскими сторонами, угол между которыми при вершине ребра составляет 45-90°, предпочтительно, 60°. Шаг мелких зубьев составляет от 1,00 мм до 1,75 мм, а с вершин ребер снята фаска. Аксиально проходящее отверстие 58 с зазором находится на пересечении боковой поверхности 56 выемки 54 и радиальной внутренней поверхности выемки.
Вставка 20 удерживается в выемке винтом 57, который давит на вставку 20 таким образом, что мелкозубчатые соединения 25 и 55 входят в плотный контакт друг с другом, поэтому любые нагрузки на пластину передаются головке 53 инструмента через взаимодействующие зубья.
Вставка примыкает своей внутренней поверхностью по меньшей мере к одному регулировочному элементу 59. Каждый регулировочный элемент 59 состоит из конического клина, который может перемещаться в проходящем по хорде отверстии 63, посредством регулировочного винта 64 для радиальной регулировки высоты режущей кромки 22. Общий диапазон регулирования составляет примерно 0,5 мм.
При первой фиксации на инструменте положение вставки можно корректно отрегулировать в радиальном направлении обычным методом проб и ошибок. Точность установки пластины обычно задается в пределе 3-5 микрон. В связи с этим, если необходимо заменить режущую кромку 22, то вставку 20 удаляют из выемки 54, отвинчивая зажимной винт 57. Вставку 20 затем перемещают в другое положение для обеспечения новой кромки, или заменяют идентичной вставкой. Поскольку мелкозубчатые соединения 25 на задней поверхности любой пластины точно вырезаны в ней относительно режущей кромки или кромок, то новая пластина при фиксации на зенковке обеспечит режущую кромку с точным расположением относительно оси и поэтому требует только радиальной регулировки.
Вставка 20 может быть закреплена на съемной державке (не показана), а узел вставки 20 и державки фиксируются в соответствующей выемке 54.
Типичные обрабатывающие инструменты, для которых могут быть использованы вставки 20, включают в себя расточники, развертки и зенковки, фрезерные головки и т.д.
Реферат
Инструмент содержит хвостовик, головку с выемкой, имеющей радиальную боковую поверхность со множеством мелкозубчатых соединений, режущую пластину, имеющую переднюю поверхность, образованную первой фазой из поликристаллического алмаза, снабженную по меньшей мере одной режущей кромкой, и заднюю поверхность, образованную основанием из второй фазы, причем режущая пластина зафиксирована на радиальной боковой поверхности зажимным винтом, а задняя поверхность режущей пластины имеет множество мелкозубчатых соединений, которое входит во взаимное зацепление со множеством мелкозубчатых соединений на радиальной боковой поверхности выемки за счет давления на нее зажимного винта, и регулировочный элемент, состоящий из регулировочного клина, примыкающего к радиальной внутренней поверхности режущей пластины. Регулировочный элемент выполнен с возможностью перемещения в проходящем по хорде отверстии посредством регулировочного винта для радиальной регулировки высоты режущей кромки пластины, установленной в режущем инструменте. Технический результат: повышение точности обработки. 7 з.п. ф-лы, 6 ил.
Комментарии