Сборный резец - SU1250398A1
Код документа: SU1250398A1
Описание
Изобретение относится к обработке металлов резанием и может быть использовано при проектировании и эксплуатации сборного инструмента.
Целью изобретения является расширение технологических возможностей инструмента путем бесступенчатого регулирования положения стружколома относительно режущей кромки пластины.
На чертеже представлен резец.
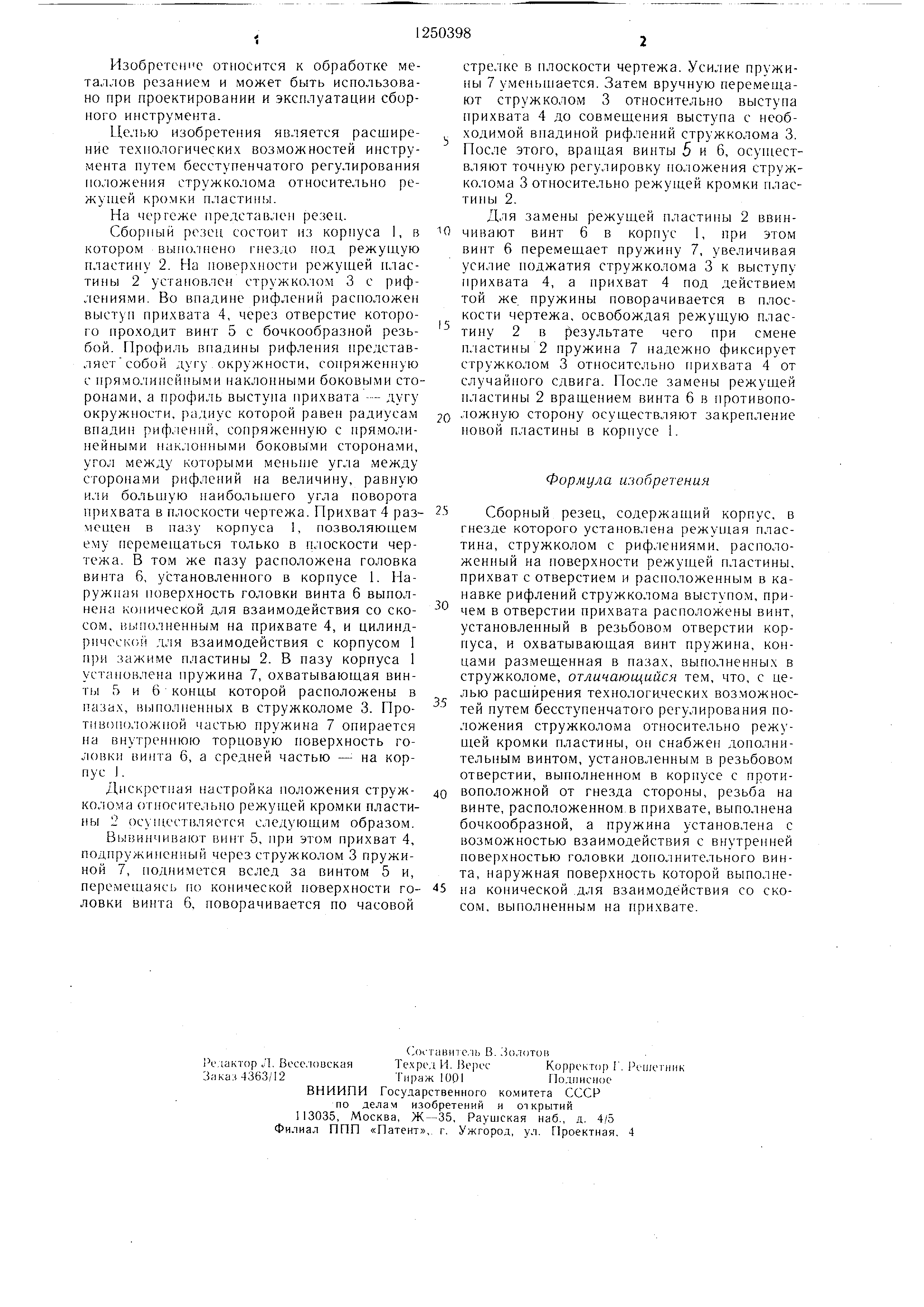
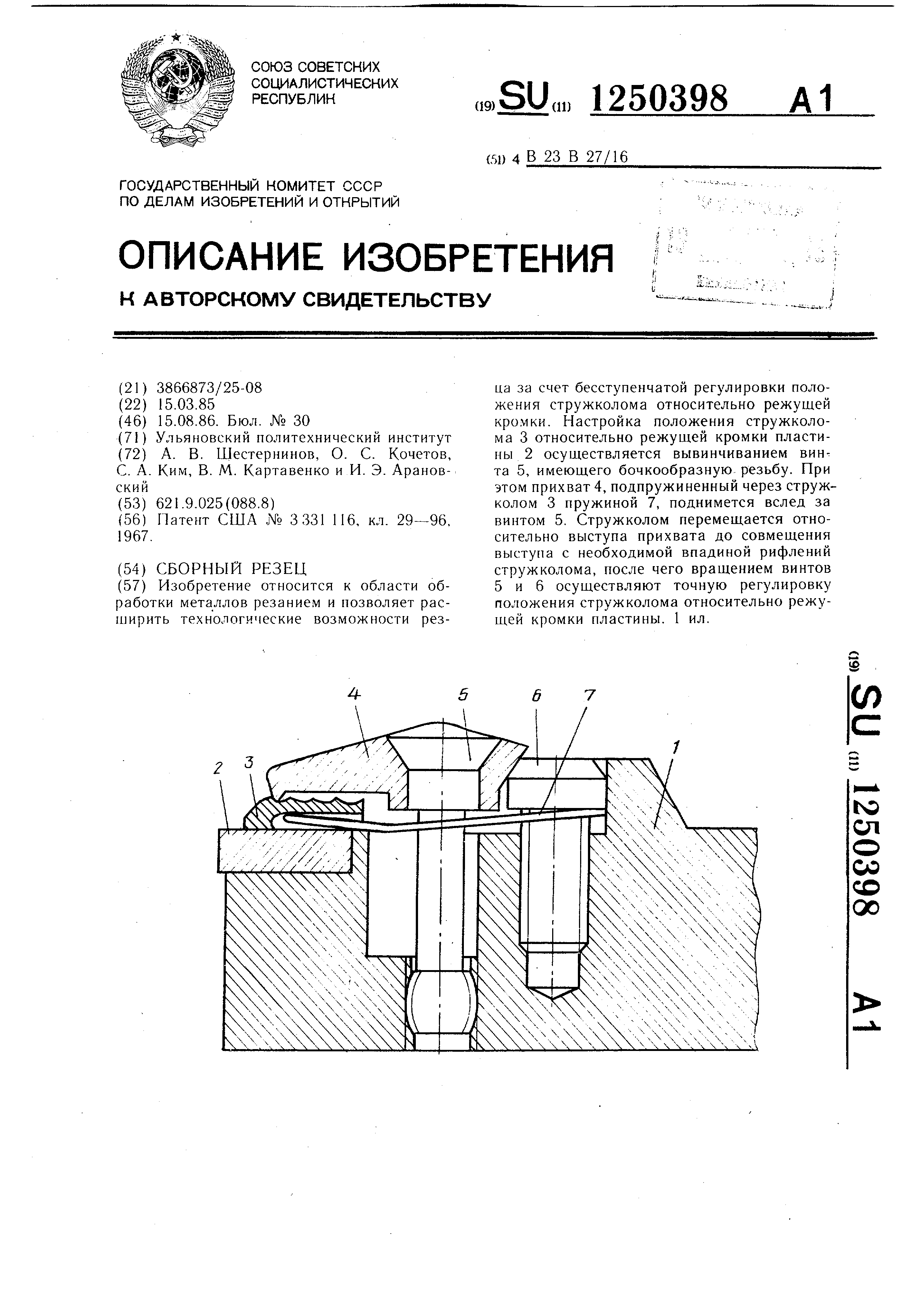
Сборный резец состоит из корпуса 1, в котором выполнено гнездо под режущую пластину 2. На поверхности режущей пластины 2 установлен стружколом 3 с рифлениями . Во впадине рифлений расположен выступ прихвата 4, через отверстие которого проходит винт 5 с бочкообразной резьбой . Профиль впадины рифления представляет собой дугу окружности, сопряженную с нрямолинейными наклонными боковыми сторонами , а профиль выступа прихвата - дугу окружности, радиус которой равен радиусам впадин рифлений, сопряже1Н)ую с прямолинейными пак. юнными боковыми сторонами, угол между которыми меньн1е уг.ма между сторонами рифлений на величину, равную и;1и большую наибольшего угла поворота прихвата в плоскости чертежа. Прихват 4 размещен в пазу корпуса 1, позволяющем ему перемещаться только в плоскости чертежа . В том же пазу расположена головка винта 6, установленного в корпусе 1. Наружная поверхность головки винта 6 выполнена конической для взаимодействия со скосом , выполненны1У1 на при-хвате 4, и цилиндрической для взаимодействия с корпусом 1 при зажиме пластины 2. В пазу корпуса 1 установлена пружина 7, охватывающая вин- Т1)1 5 и 6 концы которой расположены в пазах, выполненных в стружколоме 3. Про- тнвоно, ожпой частью пружина 7 опирается на внутреннюю торцовую поверхность головки винта 6, а средней частью - на корпус I.
Лискретная настройка положения стружколома относительно режущей кромки пластины 2 осуществляется следующим образом.
Вывинчивают винт 5, нри этом прихват 4, подпружиненный через стружколом 3 пружиной 7, поднимется вслед за винтом 5 и, перемещаясь по конической поверхности головки винта 6, поворачивается по часовой
стрелке в плоскости чертежа. Усилие пружины 7 уменынается. Затем вручную пере.меща- ют стружколом 3 относительно выступа прихвата 4 до совмещения выступа с необходимой внадиной рифлений стружколома 3. После этого, вращая винты 5 и 6, ocyHtecT- вляют точную регулировку положения стружколома 3 относительно режущей кромки нлас- тины 2.
Для замены режущей пластины 2 ввинчивают винт 6 в корпус 1, при этом винт 6 перемещает пружипу 7, увеличивая усилие поджатия стружколома 3 к выступу прихвата 4, а прихват 4 под действием той же пружины поворачивается в плоскости чертежа, освобождая режущую пластину 2 в результате чего при смене пластины 2 пружина 7 надежно фиксирует стружколом 3 относительно прихвата 4 от случайного сдвига. После замены режущей нластины 2 вращением винта б в нротивоположную сторону осуществляют закрепление повой пластины в корпусе 1.
Формула и лобрвтения
Сборный резец, содержащий корпус, в гнезде которого установ.чена режущая пластина , стружколом с рифлениями, расположенный на поверхности режущей пластины, прихват с отверстием и расположенным в канавке рифлений стружколома выступом, причем в отверстии прихвата расположены винт, установленный в резьбовом отверстии корпуса , и охватывающая винт пружина, концами раз.мещенная в пазах, выполненны.х в стружколоме, отличающийся тем, что, с целью расширения технологических возможностей путем бесступенчатого регулирования положения стружколома относительно режущей кромки пластины, он снабжен донолни- тельным винтом, установленным в резьбовом отверстии, выполненном в корпусе с противоположной от гнезда стороны, резьба на винте, расположенном.в прихвате, выполнена бочкообразной, а пружина установлена с возможностью взаимодействия с внутренней поверхностью головки дополнительного винта , наружная поверхность которой выполнена конической .для взаимодействия со скосом , выполненным на прихвате.
Реферат
Изобретение относится к области обработки металлов резанием и позволяет рас- иирить технологические возможности резца за счет бесступенчатой регулировки положения стружколома относительно режущей кромки. Настройка положения стружколома 3 относительно режущей кромки пластины 2 осуществляется вывинчиванием вин- та 5, имеющего бочкообразную резьбу. При этом прихват 4, подпружиненный через струж- колом 3 пружиной 7, поднимется вслед за винтом 5. Стружколом перемещается относительно выступа прихвата до совмещения выступа с необходимой впадиной рифлений стружколома, после чего вращением винтов 5 и 6 осуществляют точную регулировку положения стружколома относительно режущей кромки пластины. 1 ил. (Л ts5 СП О со ;о 00
Формула
Комментарии