Режущий инструмент, содержащий режущую пластину, закрепленную расположенным вне ее резьбовым крепежным элементом - RU2432235C2
Код документа: RU2432235C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к режущим инструментам такого типа, в котором режущая пластина закрепляется в гнезде посредством резьбового крепежного элемента такого, как винт. В частности оно относится к таким режущим инструментам, в которых резьбовой элемент контактирует, но не проходит через режущую пластину.
УРОВЕНЬ ТЕХНИКИ
В режущих инструментах, использующих упругий крепежный механизм для закрепления режущих пластин в основном относительно небольшой ширины, как правило в диапазоне от 5 мм до 12 мм, режущие пластины удерживаются в гнезде, расположенном между верхней и нижней губками режущего инструмента. Используемый в операциях обработки резанием таких, как обработка канавок или отрезка, режущий инструмент имеет форму пластины, которая в свою очередь закрепляется в держателе. Пластина в основном выполняется с отверстием соответственно расположенным вблизи гнезда, посредством чего создается упругая перемычка, дающая возможность упругого смещения в определенной степени одной губки пластины относительно другой. В основном нижняя губка выполняется жесткой, а верхняя губка - с возможностью упругого смещения. Отверстие может быть в форме круглого отверстия или паза или паза и отверстия. Примеры таких режущих инструментов раскрыты в патентах США №3,785,021; №4,580,930 и №5,829,924. Вращающийся режущий инструмент для обработки пазов, использующий упругий механизм закрепления пластины, раскрыт в патенте США №4,417,833. Корпус инструмента выполнен в виде диска относительно малой толщины с гнездами под режущие пластины, расположенные вокруг его периферии. Так же как для КОРУПСА В ВИДЕ пластины, гнездо под режущую пластину во вращающемся режущем инструменте для обработки пазов имеет две губки, между которыми закреплена пластина посредством упругого усилия, возникающего при смещении зажимной губки. Как в случае держателя в виде пластины, так и для вращающегося режущего инструмента для обработки пазов, смещение зажимной губки достигается путем выполнения гнезда таким образом, что расстояние между зажимными поверхностями губок меньше, чем высота части пластины, расположенной между зажимными поверхностями. Следовательно, когда пластина размещена в гнезде, зажимная губка находится в смещенном положении, вызывающем упругую силу, посредством которой закрепляется пластина.
Хорошо известная проблема, свойственная режущим инструментам описанного выше типа, состоит в том, что режущая пластина непозитивно закрепляется в гнезде, и, следовательно, может быть смещена в процессе операции обработки резанием. Например, это может случиться в процессе операции обработки канавки, при выводе держателя в виде пластины из заготовки. В некоторых случаях режущая пластина может быть полностью вытащена из держателя в виде пластины и внедрена в заготовку. Кроме того, в известных режущих инструментах, основанных на закреплении режущей пластины в гнезде с помощью силы трения и/или упругости, режущие пластины не могут быть надежно или точно закреплены в гнезде, что может привести к относительному смещению между пластиной и гнездом во время начального контакта пластины с заготовкой и к разрушению заготовки или режущего инструмента.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения предложена режущая пластина. Режущая пластина в соответствии с изобретением имеет: верхнюю поверхность, нижнюю поверхность и периферийную боковую поверхность, проходящую между верхней и нижней поверхностями; периферийная боковая поверхность включает противолежащие переднюю и заднюю поверхности и противолежащие боковые поверхности, расположенные между передней и задней поверхностями; первую режущую кромку, образованную на пересечении передней части верхней поверхности с верхней частью передней поверхности; зажимную выборку, образованную на пересечении задней части верхней поверхности и верхней части задней поверхности и включающую опорную поверхность, проходящую по ширине задней поверхности и выполненную в виде дуги на виде сверху на пластину.
Зажимная выборка может проходить по всей ширине задней поверхности. Опорная поверхность выборки также может проходить по всей ширине задней поверхности. Кроме того, опорная поверхность выборки может включать коническую поверхность. Также опорная поверхность выборки может быть видимой как на виде сверху, так и на виде сзади на режущую пластину.
Задняя поверхность может включать вогнутую поверхность, соединенную с зажимной выборкой и проходящую вниз к нижней поверхности.
Передняя часть верхней поверхности и задняя часть верхней поверхности расположены приблизительно на одном уровне на виде сбоку на режущую пластину.
Нижняя поверхность может быть выполнена ступенчатой на виде сбоку на режущую пластину и включающей нижнюю установочную поверхность, отделенную в вертикальном направлении от неустановочной свободной поверхности передней установочной поверхностью, противолежащей задней установочной поверхности, которая образует часть задней поверхности; нижняя установочная поверхность расположена между передней поверхностью и передней установочной поверхностью; нижняя установочная поверхность расположена вертикально выше, чем неустановочная свободная поверхность. В этом случае задняя поверхность, включая заднюю установочную поверхность, может иметь вогнутую поверхность, соединенную с зажимной выборкой и проходящую вниз к неустановочной свободной поверхности. В этом случае также передняя установочная поверхность и задняя установочная поверхность могут сходиться одна к другой в направлении к неустановочной свободной поверхности. Более того, в этом случае на виде сбоку режущая пластина выполнена в форме флага.
Режущая пластина может быть выполнена без сквозного отверстия для установки зажимного винта.
В соответствии с другим аспектом настоящего изобретения предложен режущий инструмент, содержащий корпус, имеющий зажимную часть, включающую базовую губку с опорной поверхностью и резьбовое отверстие вблизи опорной поверхности базовой губки и зажимную губку, соединенную с базовой губкой и образующую с ней единое целое, зажимная губка имеет зажимную поверхность, обращенную противоположно нижней части опорной поверхности базовой губки. Предложенный режущий инструмент содержит также вышеупомянутую режущую пластину, установленную между зажимной губкой и базовой губкой; резьбовой крепежный элемент, установленный в резьбовом отверстии базовой губки и контактирующий с опорной поверхностью выборки в режущей пластине без размещения резьбового крепежного элемента внутри режущей пластины.
Когда зажимная поверхность резьбового крепежного элемента контактирует с опорной поверхностью выборки режущей пластины, к последней прикладывается усилие в направлении зажимной губки, посредством которого происходит закрепление режущей пластины в корпусе.
Поскольку в режущей пластине отсутствует сквозное отверстие для размещения резьбового крепежного элемента, только его зажимная поверхность контактирует с режущей пластиной.
В инструменте режущая пластина может быть выполнена без сквозного отверстия для размещения резьбового крепежного элемента с возможностью контактирования только с зажимной поверхностью резьбового крепежного элемента.
Резьбовое отверстие имеет выход, окруженный посадочной поверхностью, по форме и размерам соответствующей зажимной поверхности резьбового крепежного элемента; причем на виде сверху на режущую пластину передняя часть посадочной поверхности имеет первый радиальный размер, который выполнен меньше, чем второй радиальный размер задней части посадочной поверхности.
Обращенная вперед часть зажимной поверхности может перекрывать узкую переднюю часть посадочной поверхности и проходить в направлении вперед инструмента так, что она накрывает и контактирует с обращенной назад частью опорной поверхности выборки.
Резьбовой крепежный элемент может быть наклонен на отличный от нуля угол по отношению к нормали к верхней поверхности режущей пластины, в которой выполнена верхняя поверхность зажимной выборки.
Зажимная губка выполнена с упорной поверхностью для режущей пластины, расположенной в основном поперечно к зажимной поверхности базовой губки. Опорная поверхность базовой губки контактирует с задней поверхностью режущей пластины; зажимная поверхность зажимной губки контактирует с передней установочной поверхностью режущей пластины; а упорная поверхность зажимной губки контактирует с нижней установочной поверхностью режущей пластины.
Упорная поверхность и опорная поверхность базовой губки могут быть выполнены выпуклыми.
Опорная поверхность базовой губки может быть разделена выборкой на верхнюю опорную поверхность и нижнюю опорную поверхность.
На виде сбоку на режущий инструмент зажимная губка выполнена с упорной поверхностью, расположенной в основном поперечно к опорной поверхности базовой губки. Упорная поверхность может быть наклонена вниз и вперед от зажимной поверхности зажимной губки, а нижняя установочная поверхность режущей пластины может быть наклонена вниз и вперед от передней установочной поверхности к передней поверхности. В этом случае наклоненная вниз и вперед установочная поверхность может контактировать с наклоненной вниз и вперед упорной поверхностью.
Базовая губка корпуса может быть соединена с зажимной губкой через выборку; нижняя поверхность режущей пластины может быть выполнена ступенчатой на виде сбоку, включающей нижнюю установочную поверхность, отделенную в вертикальном направлении от неустановочной свободной поверхности передней установочной поверхностью; а неустановочная свободная поверхность может быть обращена в выборку гнезда.
Режущий инструмент может быть выполнен в виде вращающегося инструмента для обработки пазов. Режущий инструмент в виде токарного инструмента вне зависимости от назначения для обработки канавок или отрезки включает держатель корпуса, выполненного в виде пластины.
КРАТКОЕ ОПИСАНИЕ ПЛАСТИНЫ
Для лучшего понимания настоящего изобретения и чтобы показать, как оно может быть выполнено на практике, отсылки будут сделаны к приложенным чертежам, на которых:
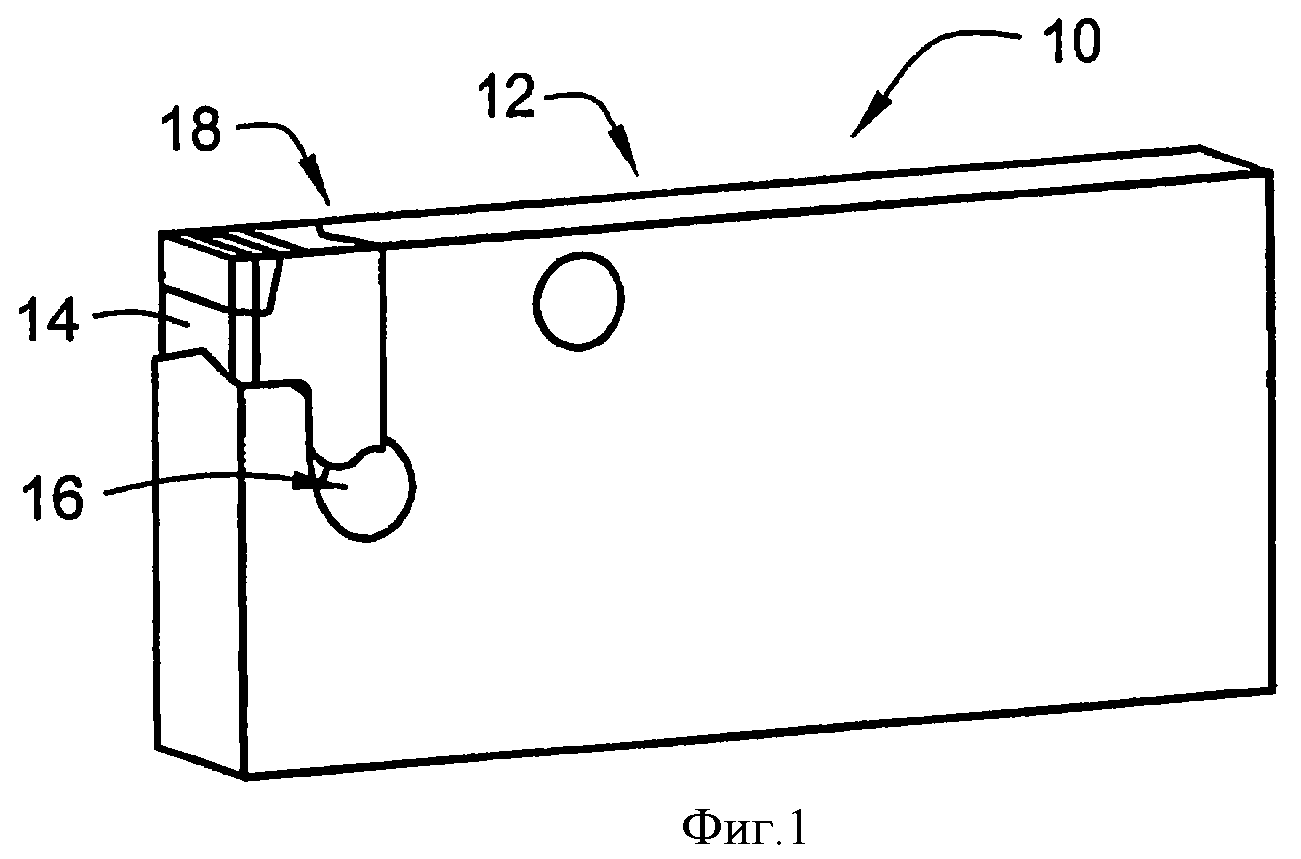
на фиг.1 представлен вид в перспективе на первый режущий инструмент, имеющий только упругий зажим;
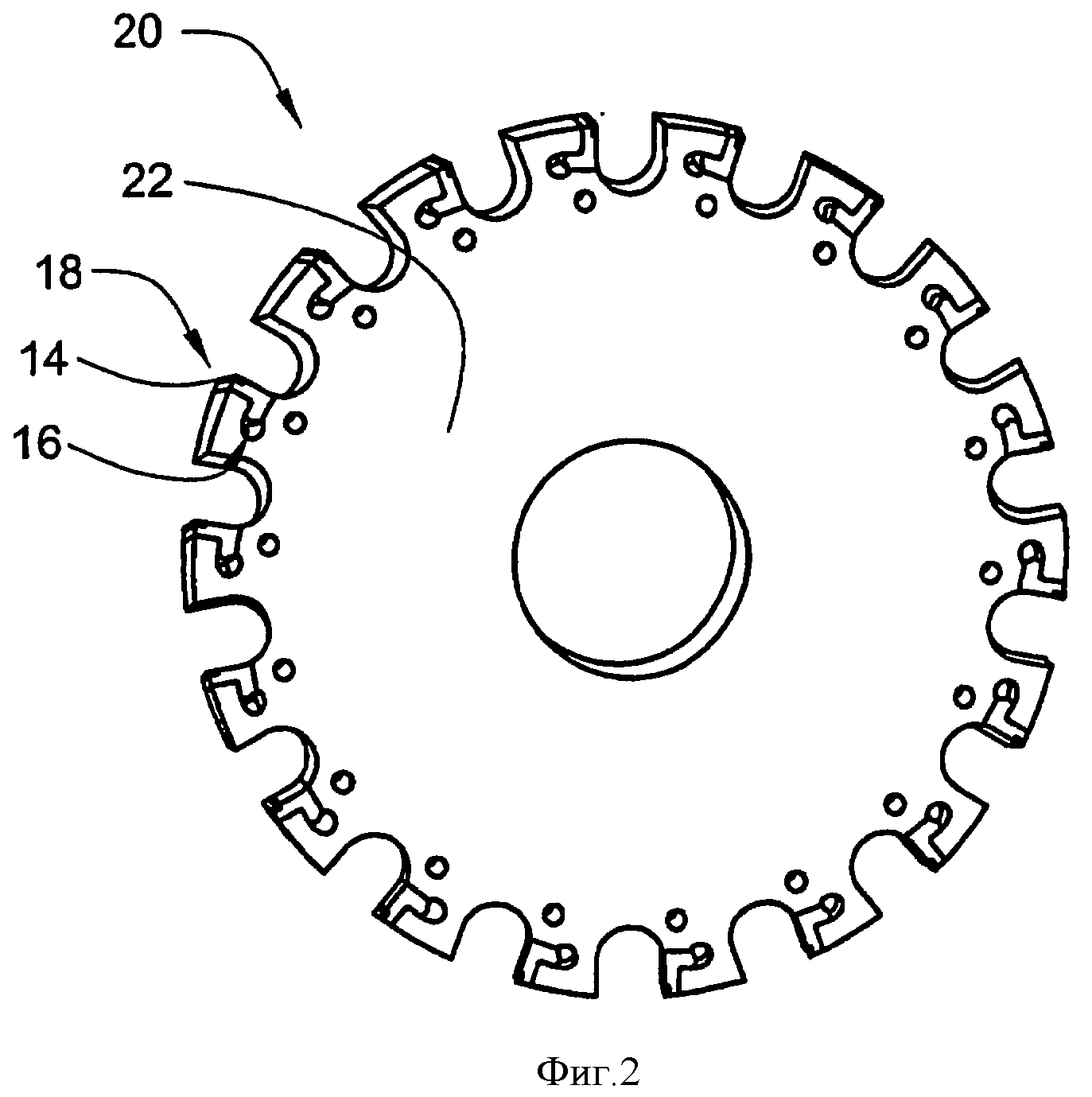
на фиг.2 представлен вид в перспективе на второй режущий инструмент, имеющий только упругий зажим;
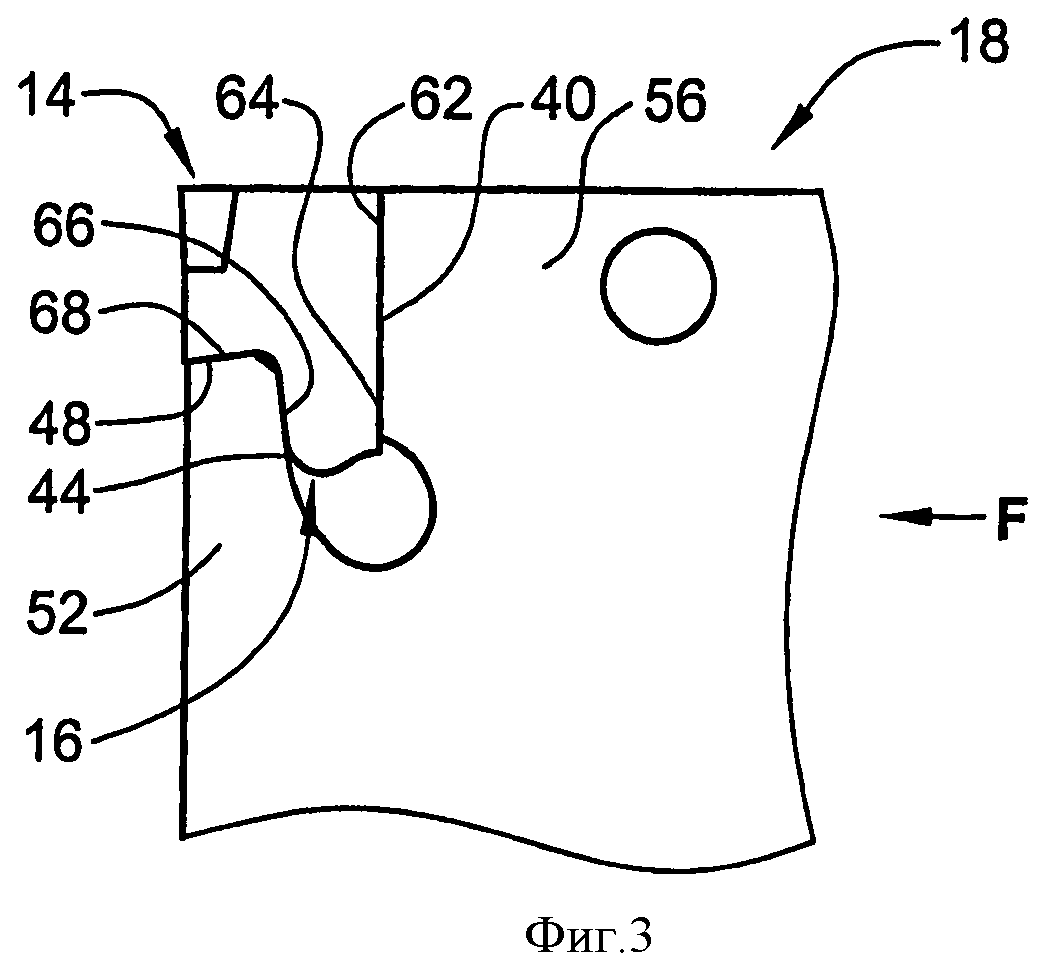
на фиг.3 представлен вид на режущую часть режущих инструментов на фиг.1 и фиг.2;
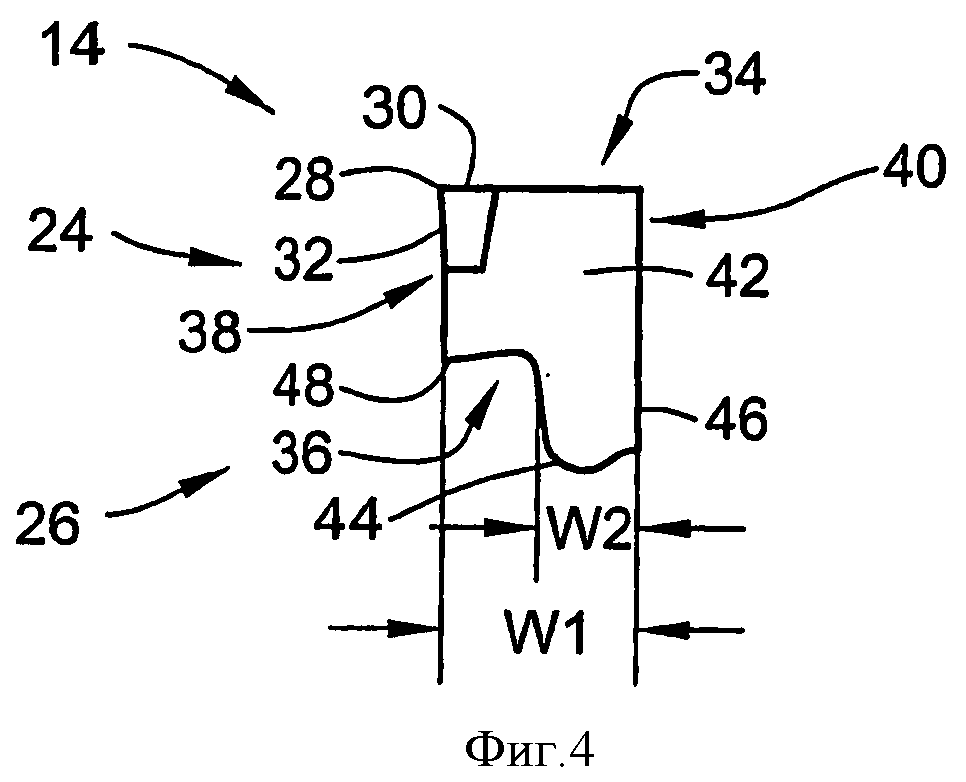
на фиг.4 представлен вид сбоку на первую режущую пластину, предназначенную только для упругого зажима;
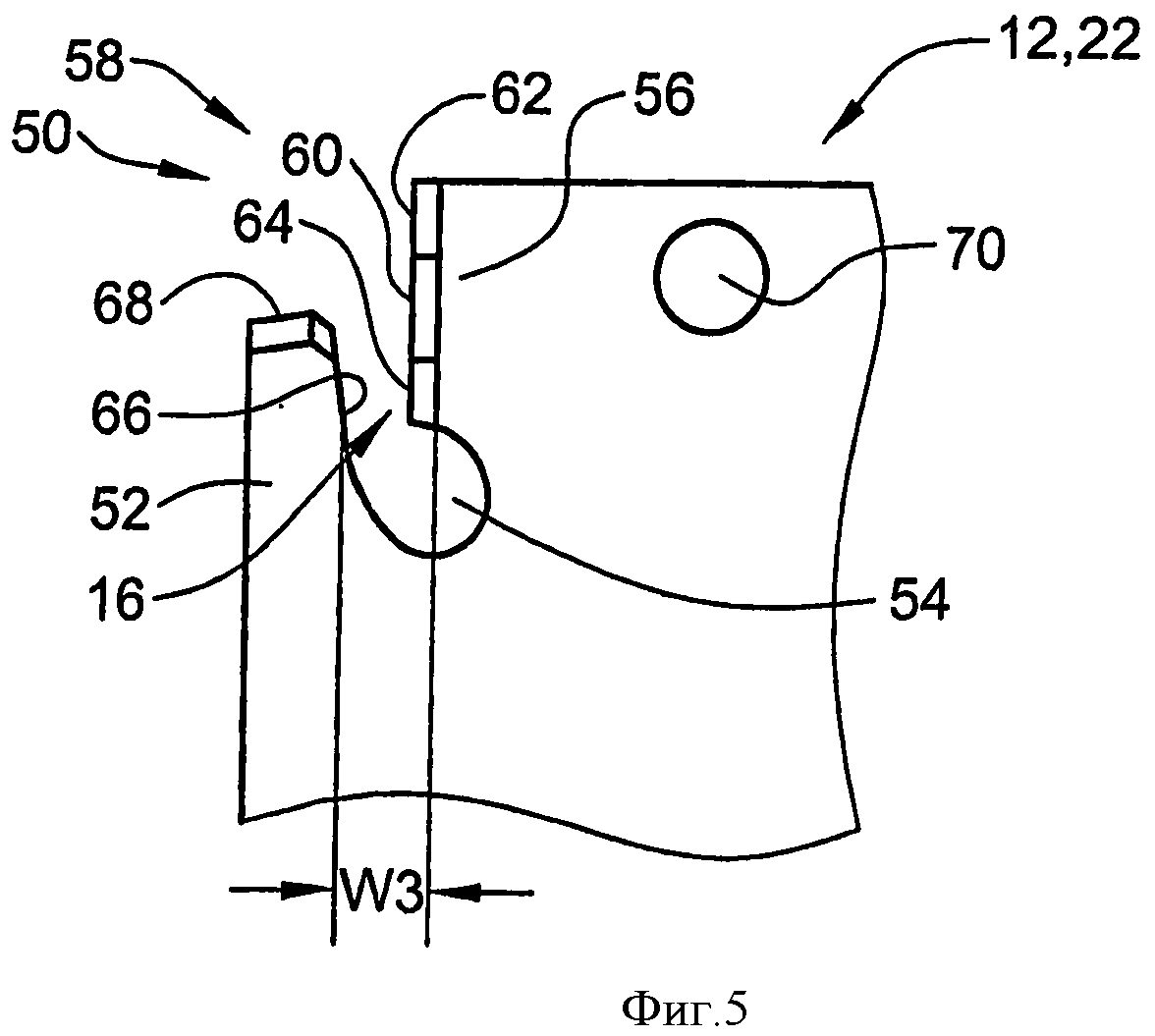
на фиг.5 представлен вид сбоку на режущую часть на фиг.3 с удаленной первой режущей пластиной;
на фиг.6 представлен вид в перспективе на режущий инструмент, использующий как упругий зажим, так и зажим с помощью винта в соответствии с одним вариантом настоящего изобретения;
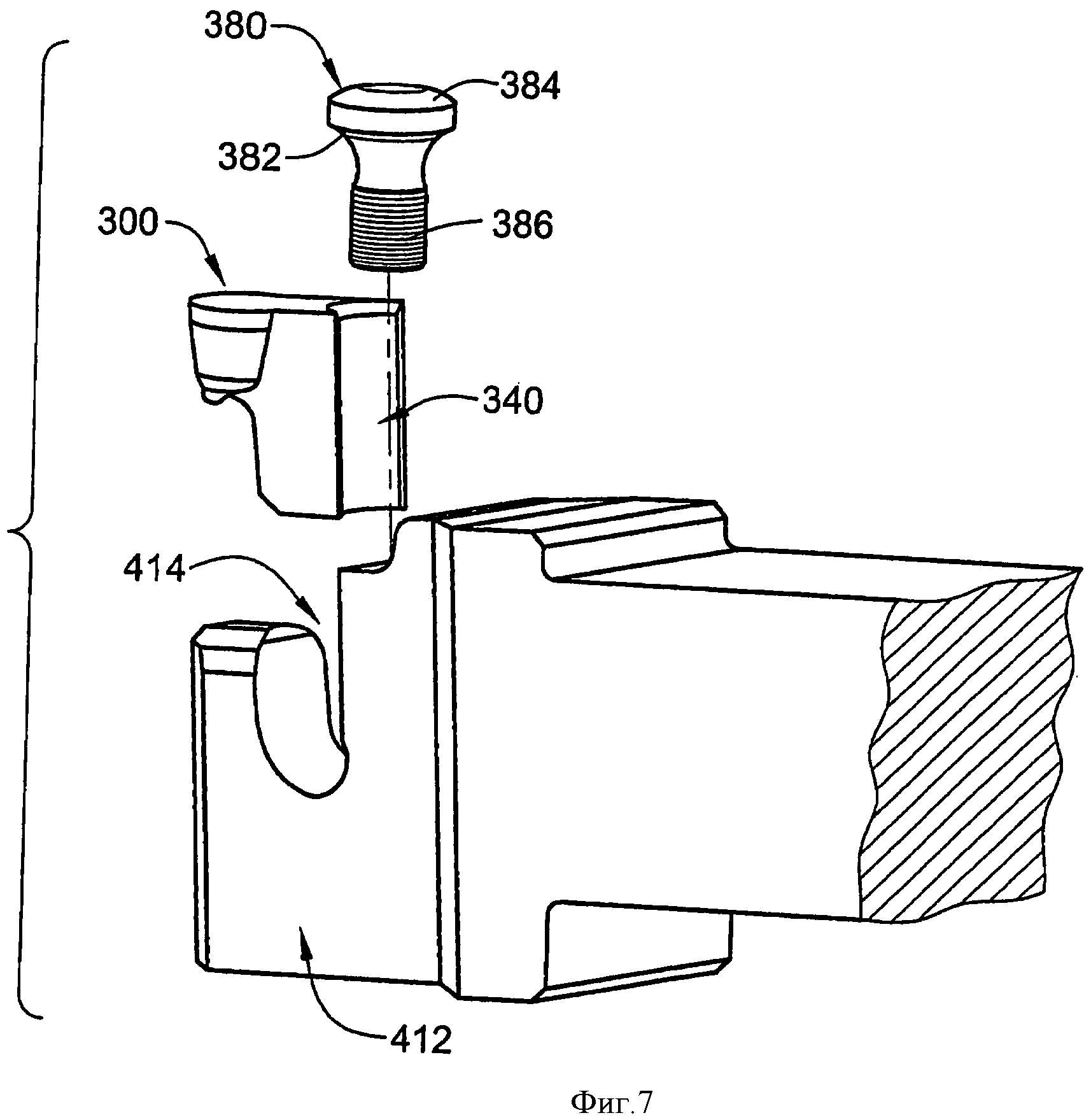
на фиг.7 представлен вид на режущий инструмент на фиг.6 в разобранном состоянии;
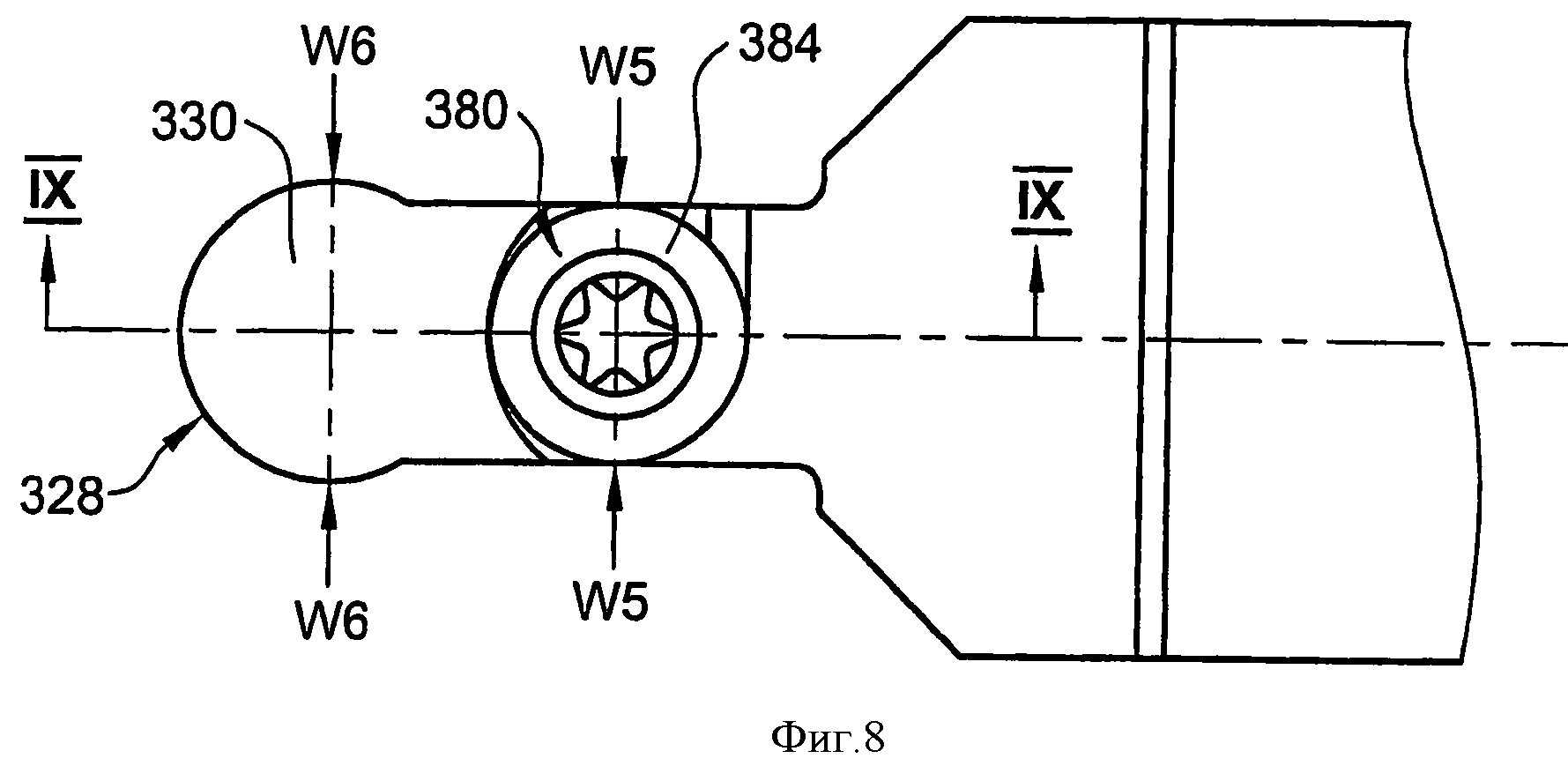
на фиг.8 представлен вид сверху на режущий инструмент, показанный на фиг.6;
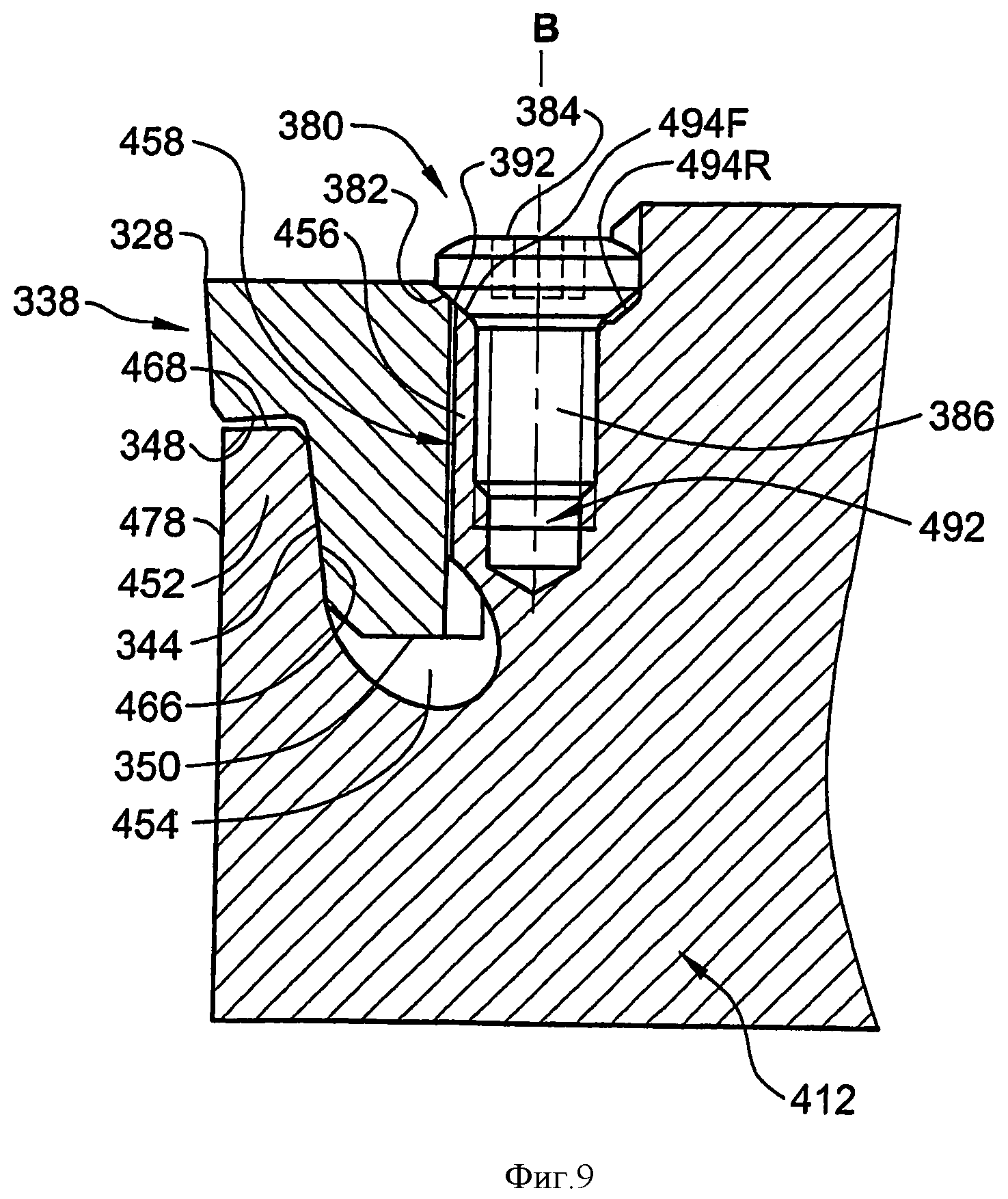
на фиг.9 представлено сечение на фиг.8 по линии IX-IX;
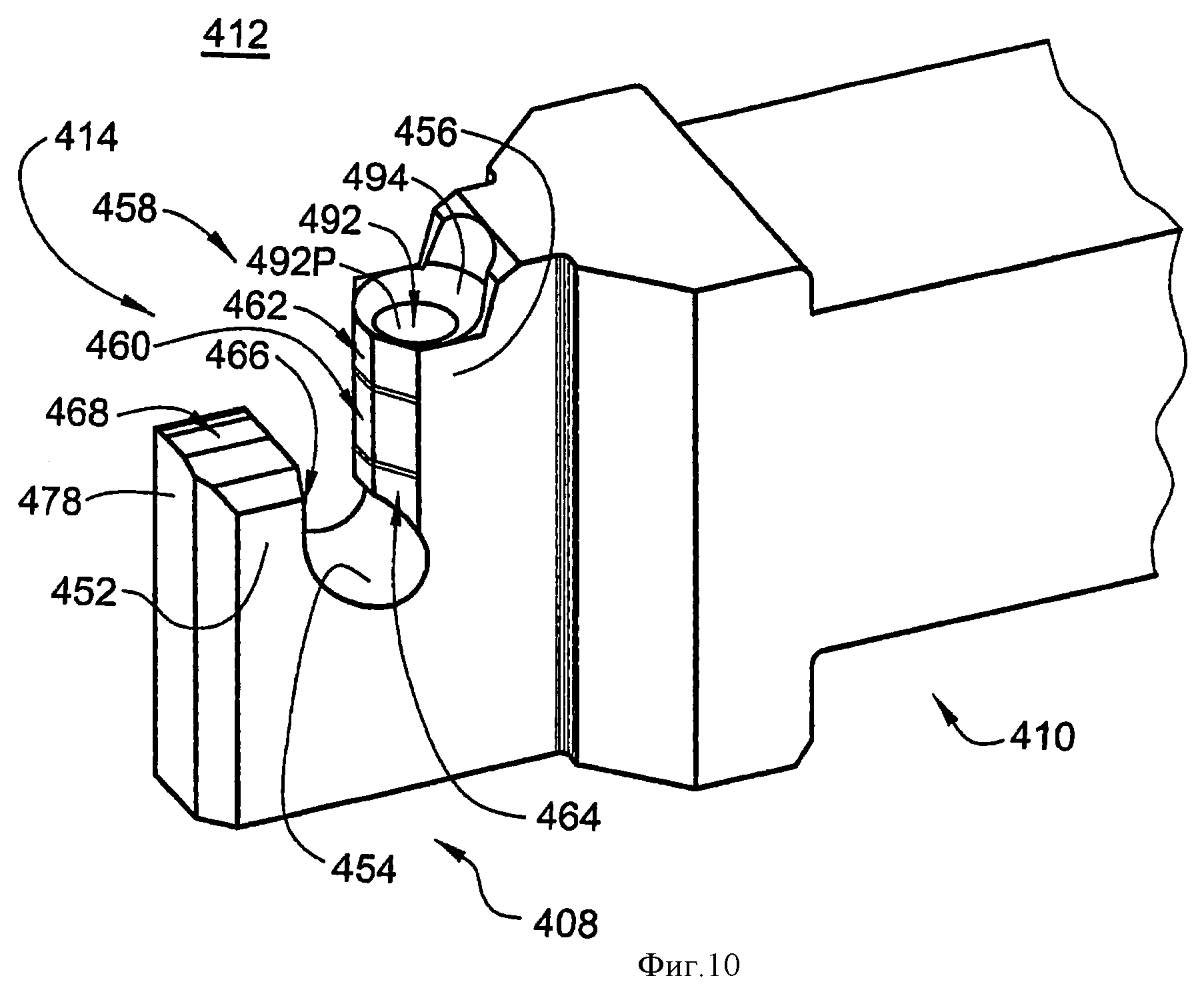
на фиг.10 представлен вид в перспективе на корпус, показанный на фиг.6;
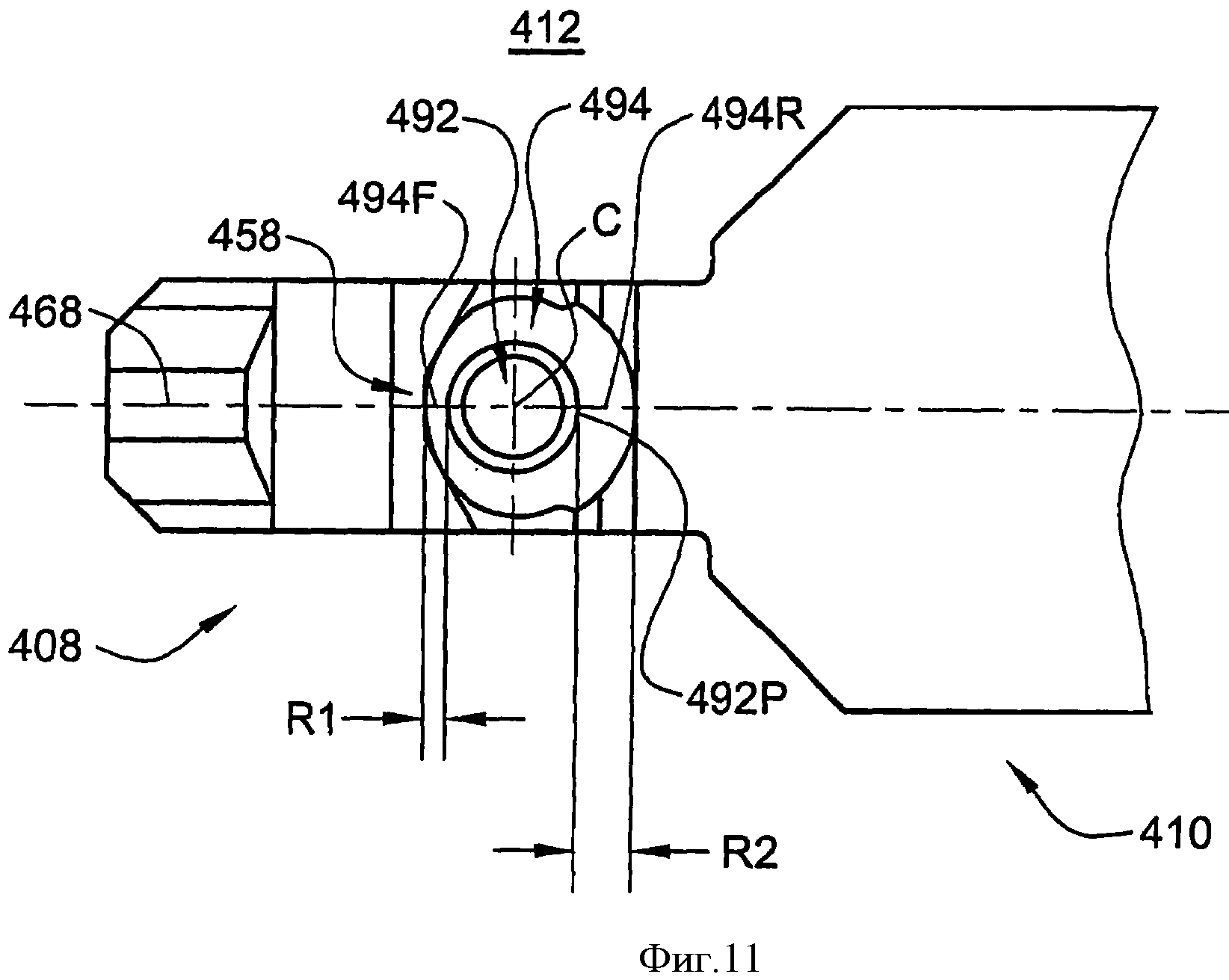
на фиг.11 представлен вид сверху на корпус, показанный на фиг.6;
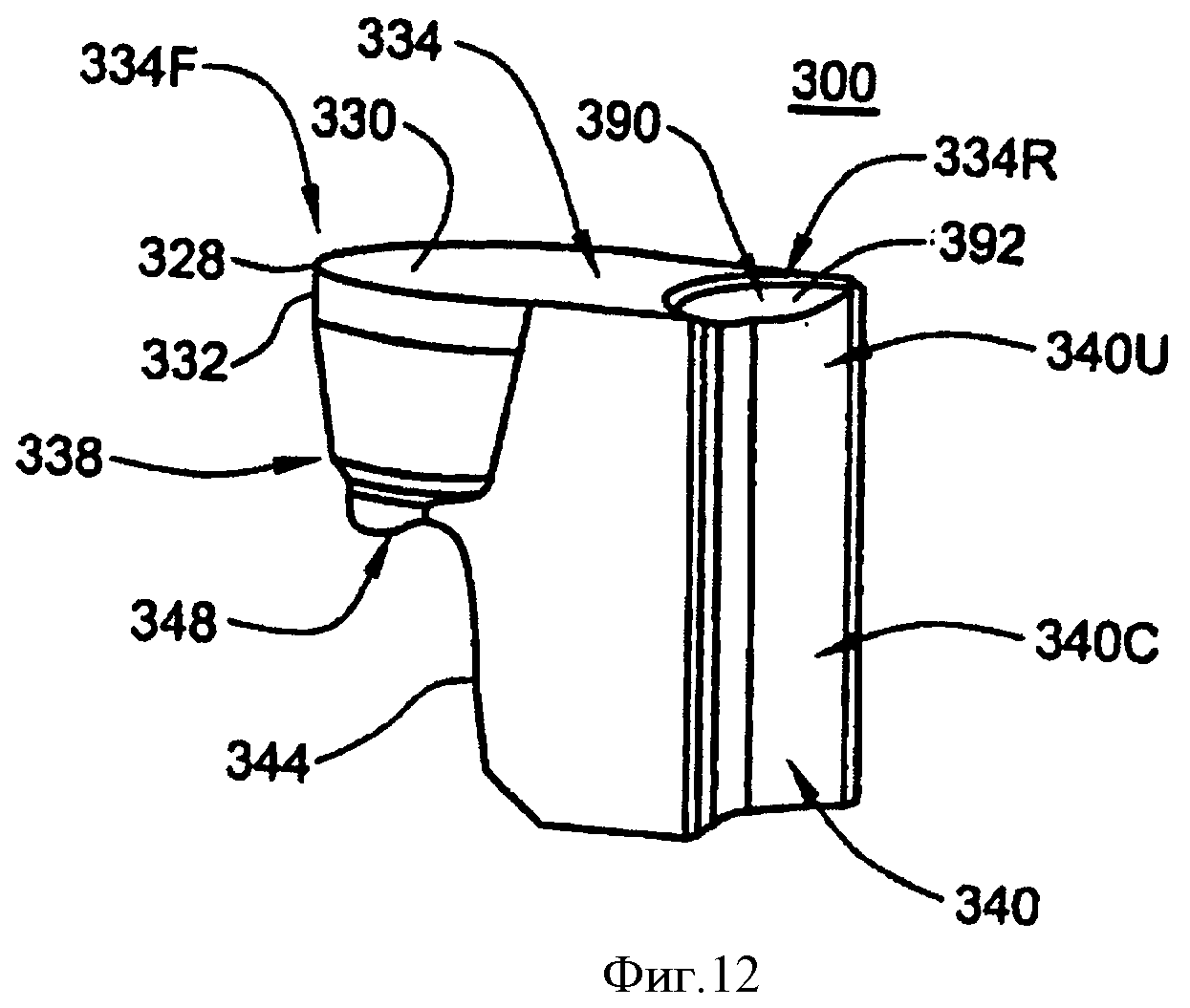
на фиг.12 представлен вид в перспективе на режущую пластину, имеющую зажимную выборку с опорной поверхностью в соответствии с настоящим изобретением;
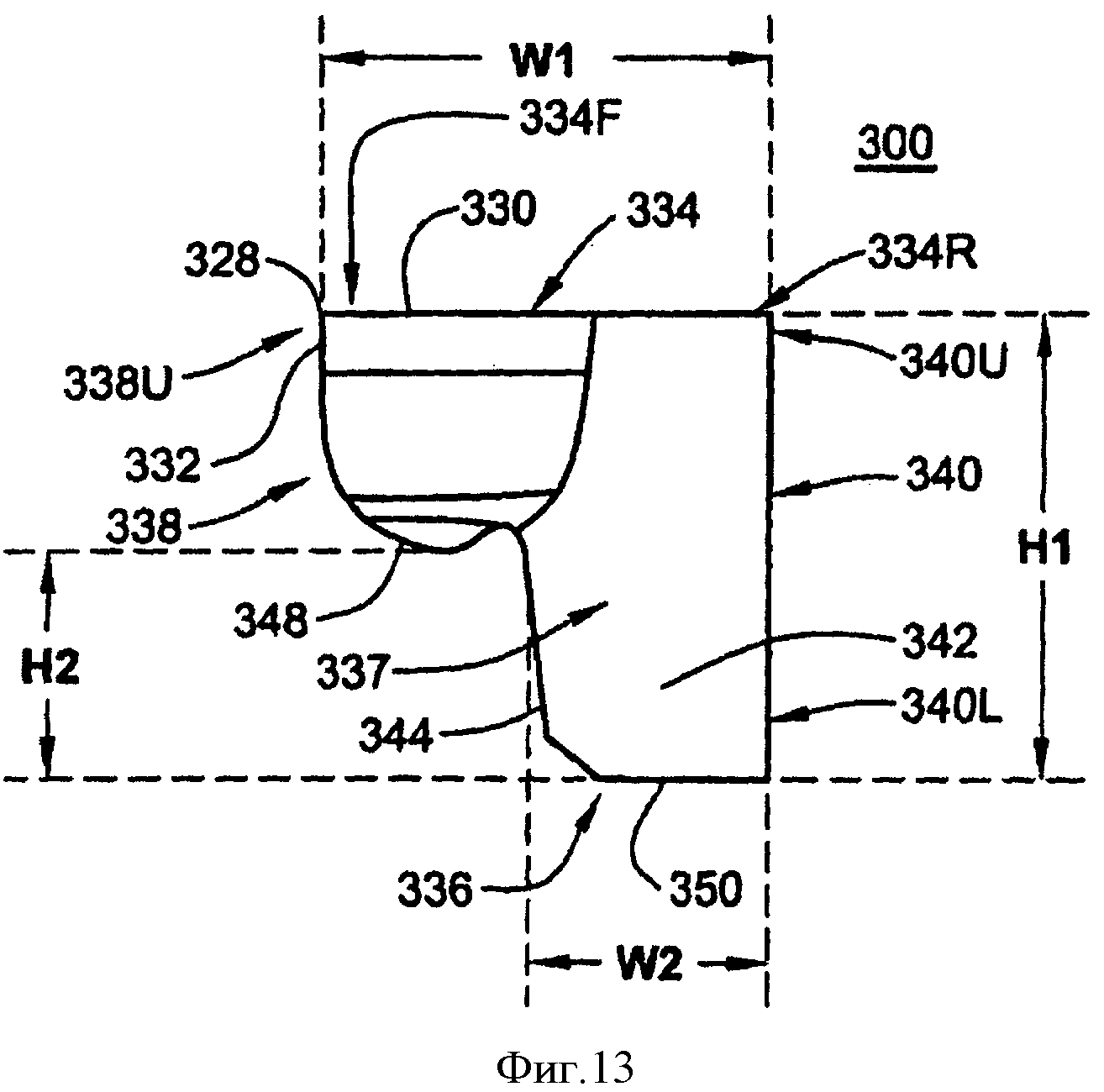
на фиг.13 представлен вид сбоку на режущую пластину на фиг.12;
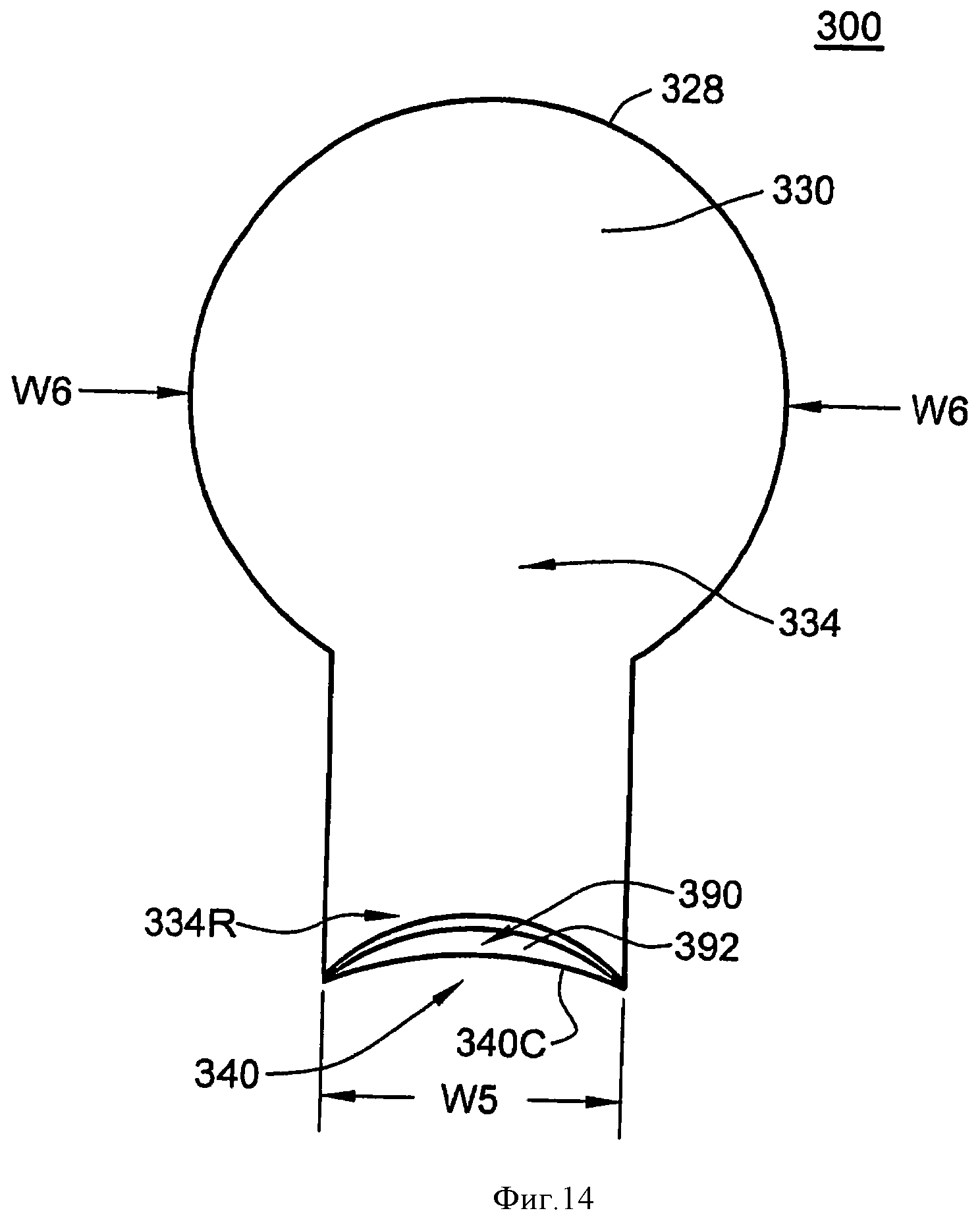
на фиг.14 представлен вид сверху на режущую пластину на фиг.12;
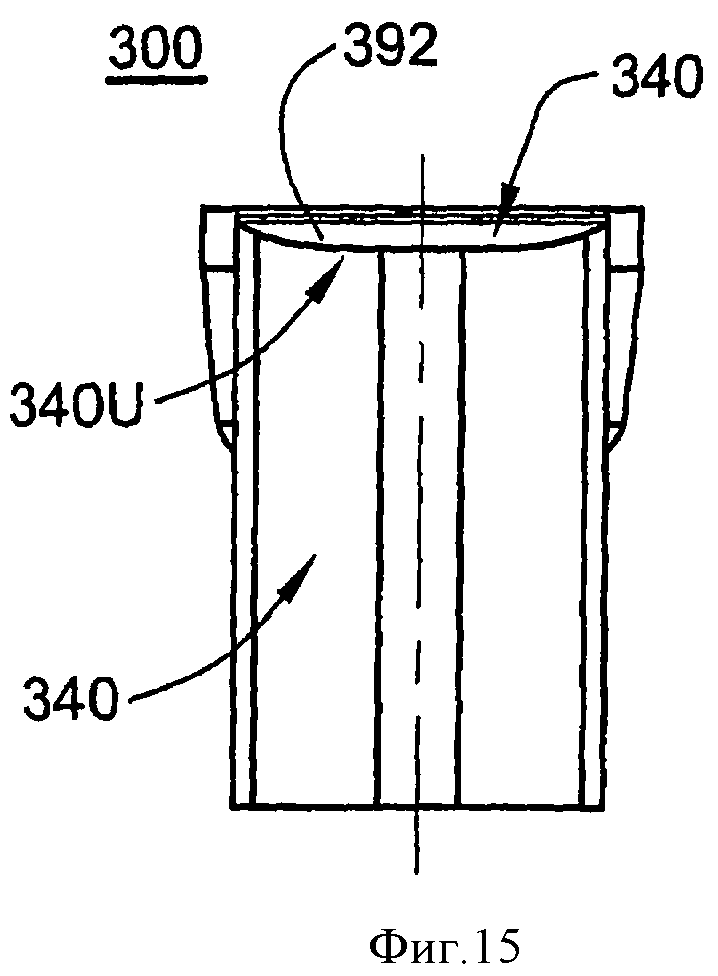
на фиг.15 представлен вид сзади на режущую пластину на фиг.12; и
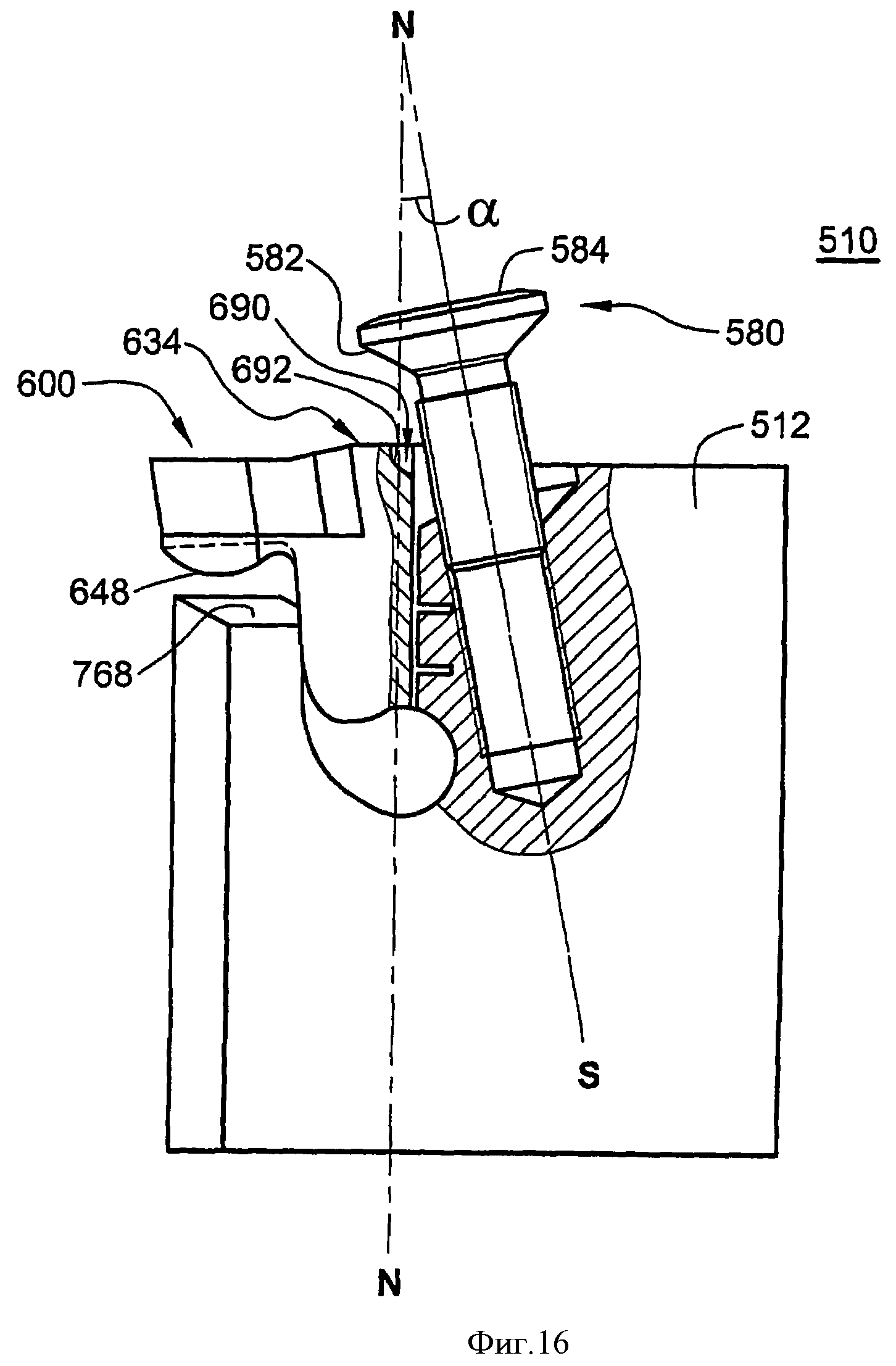
на фиг.16 представлен вид сбоку на режущий инструмент, использующий как упругий зажим, так и зажим с помощью винта в соответствии со вторым вариантом настоящего изобретения.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
На фиг.1 и 2 показаны два режущих инструмента, в которых режущая пластина закрепляется только посредством упругого зажима без использования других прихватов или винтов.
На фиг.1 показан первый режущий инструмент 10, используемый в операциях обработки металлов резанием таких, как обработка канавок и отрезка. Первый режущий инструмент 10 включает корпус 12 в форме прямоугольной пластины с режущей пластиной 14, упруго удерживаемой в гнезде 16. Режущая пластина, как правило, производится путем фасонного прессования и спекания карбидных порошков. На фиг.2 показан второй режущий инструмент 20, используемый в операциях обработки металлов резанием вращающимся инструментом. Второй режущий инструмент 20 включает корпус 22 в форме круглого диска с режущими пластинами 14, упруго удерживаемыми в идентичных гнездах 16, расположенных по периферии диска. Режущие инструменты 10, 20 содержат режущую часть 18, включающую режущую пластину 14, гнездо 16 и непосредственные окрестности гнезда 16. Режущая часть 18 показана на фиг.3. Следует отметить, что используемые в описании и формуле изобретения термины, обозначающие направление, например: «передний», «задний», «верхний», «нижний», «вертикальный» и т.д., использованы для удобства, чтобы различать положение различных поверхностей по отношению друг к другу. Эти термины определены по отношению фиг.3, 4 и 5, однако они использованы только для целей иллюстрации и не предназначены для ограничения объема притязаний, определяемый формулой изобретения.
Рассмотрим теперь фиг.4. Режущая пластина 14 включает режущую часть 24 и установочную часть 26. Режущая часть 24 включает режущую кромку 28, выполненную на пересечении передней поверхности 30 и задней поверхности 32. Режущая пластина 14 включает также верхнюю поверхность 34, нижнюю поверхность 36 и периферийную боковую поверхность между ними. Периферийная боковая поверхность включает противолежащие переднюю и заднюю поверхности 38, 40 и противолежащие боковые поверхности 42, расположенные между передней и задней поверхностями 38, 40. Задняя поверхность 32 расположена на передней поверхности 38, а передняя поверхность 30 расположена на верхней поверхности 34. Первое расстояние W1 определено между передней поверхностью 38 и задней поверхностью 40. Установочная часть 26 проходит вниз от режущей части 24 в направлении от верхней поверхности 34 и включает сходящиеся вниз переднюю и заднюю установочные поверхности 44, 46. Второе расстояние W2 определено между передней и задней установочными поверхностями 44, 46. Хотя нет необходимости выдерживать расстояние W1 постоянным по всей режущей части 24 и хотя расстояние W2 уменьшается вниз вдоль установочной части 26, режущая часть 24 выполнена шире, чем установочная часть 26 на виде сбоку на режущую пластину 14, как можно видеть на чертежах и особенно на фиг.3 и 4. Другими словами, первое расстояние W1 выполнено больше, чем второе расстояние W2. В результате этого режущая пластина 14 имеет форму флага на виде сбоку. Задняя установочная поверхность 46 расположена на задней поверхности 40, а передняя установочная поверхность 44 расположена на нижней поверхности 36. Кроме того, нижняя установочная поверхность 48 расположена на нижней поверхности 36, противолежащей верхней поверхности 34, и проходит между передней поверхностью 38 и передней установочной поверхностью 44.
Показанная на фиг.5 зажимная часть 50 корпуса 12, 22 включает упруго соединенные зажимную губку 52 и базовую губку 56, образующие с ней единое целое, и разделяющую выборку 54 гнезда между ними. Базовая губка 56 имеет опорную поверхность 58 вблизи гнезда 16. Опорная поверхность 58 разделена выборкой 60 на верхнюю опорную поверхность 62 вдоль ее верхней части и нижнюю опорную поверхность 64 вдоль ее нижней части. Зажимная губка 52 имеет зажимную поверхность 66, расположенную вблизи гнезда 16 и обращенную в основном противоположно нижней опорной поверхности 64 базовой губки 56. Третье расстояние W3 определено между зажимной поверхностью 66 и нижней опорной поверхностью 64. Третье расстояние W3 уменьшается вниз. На зажимной губке 52 выполнена также упорная поверхность 68, расположенная на ее верхнем конце в основном поперечно к зажимной поверхности 66. Верхняя и нижняя опорные поверхности 62, 64 базовой губки 56 и зажимная поверхность 66 зажимной губки 52 сходятся вниз. Сквозное отверстие 70, расположенное сзади базовой губки 56, выполнено для размещения ключа, способствующего вставлению режущей пластины 14 в гнездо 16 и удалению режущей пластины 14 из гнезда 16 при взаимодействии с выборкой 54.
Как видно на фиг.4, на виде сбоку нижняя установочная поверхность 48 наклонена вниз и вперед от передней установочной поверхности 44 к наиболее нижней части передней поверхности 38. Аналогично, как видно на фиг.5, на виде сбоку верхняя часть упорной поверхности 68 также наклонена вниз и вперед от зажимной поверхности 66 к передней поверхности корпуса 12, 22. Когда режущая пластина 14 размещена в корпусе 12, 22, на виде сбоку направленная вниз и вперед нижняя установочная поверхность 48 контактирует с направленной вниз и вперед упорной поверхностью 68.
Вернемся к фиг.3, как видно при размещении режущей пластины 14 в гнезде 16, опорные поверхности 62, 64 базовой губки 56 контактируют с задней поверхностью 40 режущей пластины 14, зажимная поверхность 66 зажимной губки 52 контактирует с передней установочной поверхностью 44 режущей пластины 14, а упорная поверхность 68 зажимной губки 52 контактирует с нижней установочной поверхностью 48 режущей пластины 14. Размер по ширине W2 в основном больше, чем размер по ширине W3 с тем, чтобы когда установочная часть 26 размещена в гнезде 16, зажимная губка была отжата от базовой губки 56 с возникновением упругой силы, закрепляющей установочную часть 26 в гнезде 16.
В процессе операции обработки резанием пазов с помощью вращающегося инструмента на режущую пластину 14 воздействует центробежная сила F. Из фиг.3 очевидно, что зажимная поверхность 66 зажимной губки 52 противостоит силе F и таким образом предотвращает режущую пластину от вылетания из гнезда 16. После завершения операции обработки канавки в процессе отвода режущего инструмента 10 от заготовки режущая пластина 14 может контактировать со стенками канавки, в результате чего возникает сила трения F, стремящаяся вытянуть режущую пластину из гнезда 16. Однако наличие зажимной поверхности 66 на зажимной губке 52 предотвращает вытягивание режущей пластины 14.
На фиг.6-11 показан режущий инструмент 210, в котором режущая пластина 300 удерживается в корпусе 412 посредством комбинации упругого зажима и зажима винтом. В этом случае зажим винтом реализуется посредством резьбового крепежного элемента в виде зажимного винта 380. Корпус 412 имеет зажимную часть 408, выполненную за одно целое с державочной частью 410. Зажимная часть 408 включает зажимную губку 452, упруго соединенную с базовой губкой 456. Гнездо 414 под пластину определено между зажимной губкой 452 и базовой губкой 456.
Обратимся к фиг.10, базовая губка 456 имеет опорную поверхность 458. В одном варианте опорная поверхность 458 включает выборку 460, отделяющую верхнюю опорную поверхность 462 от нижней опорной поверхности 464. Вертикально направленное резьбовое отверстие 492, имеющее ось В, выполнено вблизи опорной поверхности 458.
Зажимная губка 452 соединена с базовой губкой 456 и выполнена с ней за одно целое. Выборка 454 выполнена между зажимной губкой 452 и базовой губкой 456 и обеспечивает определенную упругость между ними. Зажимная губка 452 имеет зажимную поверхность 466, обращенную противоположно нижней части опорной поверхности 458 базовой губки. Как видно на фиг.10, зажимная поверхность 466 зажимной губки обращена противоположно нижней опорной поверхности 464 опорной поверхности базовой губки, но не обращена противоположно верхней опорной поверхности 462 базовой губки.
Как видно на фиг.9-11, зажимная губка 452 выполнена с упорной поверхностью 468, расположенной в основном поперечно к опорной поверхности 458 базовой губки. В показанном варианте опорная поверхность 458 базовой губки и упорная поверхность 468 выполнены выпуклыми и образованы множеством примыкающих друг к другу плоских сегментов. Следует понимать, что любая режущая пластина, предназначенная для закрепления в корпусе 412, должна иметь ответные вогнутые поверхности. Такие ответные выпуклые и вогнутые поверхности могут помочь предотвратить боковое смещение режущей пластины 300 по отношению к корпусу 412. Следует понимать также, что одна или обе из опорной поверхности 458 базовой губки и упорной поверхности 468 могут быть выполнены вогнутыми с соответствующим изменением выполнения контактирующих с ними поверхностей режущей пластины.
Как видно на фиг.6, 7 и 9, режущая пластина 300 удерживается в гнезде 414 между зажимной губкой 452 и базовой губкой 456. Как также видно на этих чертежах, зажимной винт 380 размещен в резьбовом отверстии 492 базовой губки 456, при этом зажимная поверхность 382 винта 380 контактирует с опорной поверхностью 392 выборки режущей пластины 300. При этом режущая пластина 300 поджимается к зажимной губке 452 и таким образом закрепляется в корпусе 412.
Как видно на фиг.8, максимальная ширина W6 режущей пластины на виде сверху на собранный инструмент предпочтительно больше, чем диаметр W5 зажимного винта 380. Это особенно важно для корпусов в виде пластин, для вращающихся инструментов для обработки пазов и им подобных, где может быть необходимо достижение глубины резания, которая соответствует или превышает расстояние между вершиной режущей кромки 328 и зажимным винтом 380, расположенным вблизи задней стороны режущей пластины.
В режущей пластине 300 отсутствует сквозное отверстие такого типа, который обычно используется для закрепления режущей пластины на корпусе с помощью зажимного винта. Таким образом, зажимной винт 380 закрепляет режущую пластину без размещения в ней. Поскольку зажимной винт 380 не вставляется в сквозное отверстие в режущей пластине 300, а только контактирует и пожимает ее в направлении вперед и вниз, только обращенная вперед часть зажимной поверхности 382 винта контактирует с обращенной назад опорной поверхностью 392 выборки режущей пластины 300.
Как видно на фиг.11, резьбовое отверстие 492 имеет выход 492Р, окруженный посадочной поверхностью 494, имеющей форму и размеры, соответствующие зажимной поверхности 382 винта 380. Передняя часть 494F посадочной поверхности 494 выполнена уже в радиальном направлении по отношению к центру С резьбового отверстия 492, чем задняя часть 494R посадочной поверхности 494. Другими словами, на виде сверху на режущую пластину передняя часть 494F посадочной поверхности 494 имеет первый радиальный размер R1, который меньше, чем второй радиальный размер R2 задней части 494R посадочной поверхности 494. Как видно на сечении инструмента на фиг.9, когда инструмент собран, обращенная вперед часть зажимной поверхности 382 винта перекрывает узкую переднюю часть 494F посадочной поверхности 494 поперечно опорной поверхности 458 базовой губки и дальше проходит в направлении вперед инструмента и контактирует с обращенной назад частью опорной поверхности 392 выборки.
На фиг.12-15 показана режущая пластина 300, предназначенная для установки в гнезде 414, использующем комбинацию упругого зажима и зажима с помощью винта. Как лучше всего видно на фиг.13, режущая пластина 300, также как режущая пластина 214, на виде сбоку имеет профиль в форме флага. Кроме того, в показанном варианте в обоих режущих пластинах 214, 300 отсутствует сквозное отверстие для размещения зажимного винта или другого резьбового элемента для закрепления пластины в корпусе. Режущая пластина 300 может быть использована на частях корпусов, на корпусах в виде пластин и т.д. различных режущих инструментов. Таким образом, режущая пластина 300 может быть использована, например, во вращающемся режущем инструменте для обработки пазов, инструменте для прорезки канавок или отрезки и в токарном инструменте, для которого корпус может быть выполнен в виде пластины.
Режущая пластина 300 включает верхнюю поверхность 334, нижнюю поверхность 336 и периферийную боковую поверхность 337, проходящую между верхней 334 и нижней 336 поверхностями. Периферийная боковая поверхность 337 включает противолежащие переднюю и заднюю поверхности 338, 340 соответственно и противолежащие боковые поверхности 342 (только одна боковая поверхность видна на фиг.13), проходящие между передней 338 и задней 340 поверхностями. Режущая пластина 300 имеет первую режущую кромку 328, образованную на пересечении передней поверхности 330, образованной на передней части 334F верхней поверхности 334, с задней поверхностью 332, образованной на верхней части 338U передней поверхности 338. Понятно, однако, что точная форма режущей кромки не является предметом настоящего изобретения. Как видно на виде сбоку на режущую пластину 300, передняя часть 334F верхней поверхности 334 и задняя часть 334R верхней поверхности 334 расположены приблизительно на одном уровне, «приблизительно» в данном случае определяется как до 5% высоты H1 режущей пластины 300. Согласно наиболее предпочтительному варианту максимальная ширина W6 на виде сверху на режущую пластину 300 составляет между 5 и 12 мм.
Как показано на фиг.12 и 14, 15, режущая пластина 300 имеет зажимную выборку 390, образованную на пересечении между задней частью 334R верхней поверхности 334 и верхней частью 340U задней поверхности 340. Зажимная выборка 390 включает опорную поверхность 392, проходящую по ширине задней поверхности 340. Как видно на фиг.14, опорная поверхность 392 на виде сверху на пластину имеет дуговую форму и в некоторых вариантах может иметь форму дуги окружности. Как видно на фиг.14 и 15, зажимная выборка 390 и ее опорная поверхность 392 видимы как на виде сзади, так и на виде сверху, на режущую пластину 300. В одном варианте зажимная выборка 390 проходит по всей ширине W5 задней поверхности 340. Опорная поверхность 392 выборки также может проходить по всей ширине W5 задней поверхности 340. В других вариантах зажимная выборка 390 и ее опорная поверхность 392 могут проходить по 75% или более, предпочтительно по крайней мере по 90%, ширины задней поверхности 340.
Зажимная выборка 390 и опорная поверхность 392 позволяют режущей пластине 300 быть закрепленной посредством резьбового крепежного элемента 380 такого, как зажимной винт 380. В одном варианте зажимной винт 380 контактирует и посредством этого закрепляет режущую пластину 300 с задней частью 334R верхней поверхности 334. Более детально, зажимная поверхность 382 винта, образованная между головкой винта 384 и его стержнем 386, контактирует и нажимает на опорную поверхность 392 выборки.
В одном варианте опорная поверхность 392 выборки включает изогнутую поверхность, имеющую первый радиус кривизны RC1 в то время, как зажимная поверхность 382, образованная на винте 380, включает изогнутую поверхность, имеющую второй радиус кривизны RC2. Как лучше всего видно на фиг.8, опорная поверхность 392 выборки и зажимная поверхность 382 винта в основном соответствуют по форме и размеру, однако первый радиус кривизны RC1 может быть слегка больше, чем второй радиус кривизны RC2, или первый угол конуса С1 опорной поверхности 392 выборки может быть больше, чем второй угол конуса С2 зажимной поверхности 382 винта, или выполняются оба эти условия, чтобы обеспечить размещение винта в резьбовом отверстии. Таким образом, когда зажимная поверхность 382 резьбового крепежного элемента контактирует с опорной поверхностью 392 выборки режущей пластины 300, последняя поджимается к зажимной губке 452 и производится ее предварительное нагружение для закрепления в корпусе 412.
Как также видно на фиг.13, нижняя поверхность 336 режущей пластины 300 на виде сбоку выполнена ступенчатой и включает нижнюю установочную поверхность 348, отделенную в вертикальном направлении от неустановочной свободной поверхности 350, обращенной вперед передней установочной поверхностью 344. Кроме того, нижняя установочная поверхность 348 выполнена в вертикальном направлении выше, чем неустановочная свободная поверхность 350, на минимальную высоту Н2, которая составляет не менее одной трети от H1. Нижняя установочная поверхность 348 таким образом расположена на нижней поверхности 336, противолежащей верхней поверхности 334, и проходит между передней поверхностью 338 и передней установочной поверхностью 344. Между тем, передняя установочная поверхность 344 расположена противоположно задней установочной поверхности 340L, которая образует часть задней поверхности 340. В показанном варианте передняя установочная поверхность 344 и задняя установочная поверхность 340L сходятся друг с другом в направлении неустановочной свободной поверхности 350.
Как лучше всего видно на фиг.12, задняя поверхность 340 режущей пластины может включать вогнутую поверхность 340С, образованную множеством смежных плоских сегментов, соединенную с зажимной выборкой 390 и проходящую от нее вниз к неустановочной свободной поверхности 350 нижней поверхности 336 режущей пластины.
Когда режущая пластина 300 удерживается в корпусе 412, опорная поверхность 458 базовой губки контактирует с задней поверхностью 340 режущей пластины 300, зажимная поверхность 366 зажимной губки контактирует с передней установочной поверхностью 344 режущей пластины 300, а упорная поверхность 468 зажимной губки 452 контактирует с нижней установочной поверхностью 348 режущей пластины 300.
В некоторых вариантах упорная поверхность 468 зажимной губки наклонена вниз и вперед от верхней части зажимной поверхности 466 зажимной губки к передней поверхности 478 корпуса 412. При этом нижняя установочная поверхность 348 режущей пластины наклонена вниз и вперед от верхней части ее передней установочной поверхности 344 в направлении к передней поверхности 338. В этом случае вниз и вперед наклоненная нижняя установочная поверхность 348 контактирует с вниз и вперед наклоненной упорной поверхностью 468.
Также когда режущая пластина 300 удерживается в корпусе 412, неустановочная свободная поверхность 350 не контактирует ни с базовой губкой 456, ни с зажимной губкой 452. Таким образом, неустановочная свободная поверхность 350 остается неконтактной и открыта в выборку 454 гнезда, образованную между зажимной губкой 452 и базовой губкой 456.
Чтобы собрать инструмент из полностью разобранного состояния, вначале частично вставляют режущую пластину 300 в гнездо 414 между зажимной губкой 452 и базовой губкой 456 так, что задняя поверхность 340 пластины контактирует с опорной поверхностью 458 базовой губки. Затем вставляют зажимной винт 380 в резьбовое отверстие 492 и ввинчивают его до контакта с режущей пластиной 300, после этого режущую пластину 300 вдавливают в гнездо 414 до контакта ее нижней установочной поверхности 348 с упорной поверхностью 468.
Удаление режущей пластины 300 из собранного инструмента может быть выполнено вначале путем освобождения и/или вывинчивания зажимного винта 380 с помощью ключа, а затем вставлением конца ключа в выборку 454 и выталкивания пластины наружу до того, как она может быть удалена вручную. Другие инструменты такие, как плоскогубцы или им подобные, также могут быть использованы для удаления режущей пластины 300 после освобождения и/или полного вывинчивания зажимного винта 380.
На фиг.16 показан альтернативный вариант режущего инструмента 510, в котором зажимной винт 580 наклонен вперед по отношению к режущему инструменту. Ось S винта наклонена вперед под отличным от нуля углом α по отношению к нормали N к верхней поверхности 634 режущей пластины 600, в которой образована зажимная выборка 690. В этом варианте угол α выполнен в основном между 5°-20°. Наклон вперед зажимного винта 580 потенциально позволяет приложить к опорной поверхности 692 выборки посредством зажимной поверхности 582 винта усилие, направленное ближе к вертикале и поджимающее нижнюю установочную поверхность 648 к упорной поверхности 768. Понятно, что когда зажимной винт 580 наклонен на заданный угол, опорная поверхность 692 выборки режущей пластины также будет наклонена аналогичным образом по отношению к зажимной выборке 690 пластины.
Режущие инструменты описанных выше типов облегчают предварительное нагружение режущей пластины в гнезде путем ее позитивного зажима резьбовым крепежным элементом, зажимная поверхность которого контактирует с опорной поверхностью выборки режущей пластины без размещения резьбового крепежного элемента внутри режущей пластины. Путем обеспечения такого предварительного нагружения режущая пластина может быть более позитивна и/или точно закреплена в гнезде до контакта с заготовкой, посредством чего уменьшается склонность к разрушению заготовки или режущего инструмента.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что различные изменения и модификации могут быть выполнены без отхода от объема притязаний изобретения, изложенного в приведенной ниже формуле изобретения.
Реферат
Режущая пластина содержит верхнюю поверхность, нижнюю поверхность и периферийную боковую поверхность, проходящую между верхней и нижней поверхностями и включающую противолежащие переднюю и заднюю поверхности и противолежащие боковые поверхности, проходящие между передней и задней поверхностями, первую режущую кромку, образованную на пересечении передней поверхности, выполненной на передней части верхней поверхности, с задней поверхностью, выполненной на верхней части передней поверхности, и зажимную выборку, выполненную на пересечении между задней частью верхней поверхности и верхней частью задней поверхности с опорной поверхностью, на виде сверху проходящей по ширине задней поверхности, имеющей вид дуги и предназначенной для контактирования с зажимной поверхностью зажимного винта для закрепления режущей пластины в корпусе без размещения зажимного винта внутри режущей пластины. Режущий инструмент содержит корпус, имеющий зажимную часть, включающую базовую губку, имеющую опорную поверхность и резьбовое отверстие, расположенное вблизи опорной поверхности базовой губки, и зажимную губку, соединенную с базовой губкой с образованием единого целого и имеющую зажимную поверхность, обращенную противоположно нижней части опорной поверхности базовой губки, режущую пластину, установленную между зажимной губкой и базовой губкой. Технический результат: повышение надежности крепления режущей пластины в корпусе инструмента. 2 н. и 29 з.п. ф-лы, 16 ил.
Формула
Документы, цитированные в отчёте о поиске
Отрезной блок
Комментарии