Способ изготовления тормозных колодок - RU2370681C2
Код документа: RU2370681C2
Чертежи
Описание
Изобретение относится к производству тормозных колодок, в частности, для дисковых тормозов.
Согласно уровню техники тормозные колодки для дисковых тормозов обычно состоят из несущей пластины, например, выполненной из стали, и тормозной накладки, которая прижимается к диску для обеспечения торможения.
В соответствии с известным уровнем техники такие тормозные колодки производятся изготовлением сначала несущей пластины, имеющей ее окончательные размеры (т.е. размеры готовой тормозной колодки), после этого накладка прикрепляется к несущей пластине, причем накладке также уже приданы ее окончательные размеры. Прикрепление осуществляют, например, клеем.
Согласно этому известному способу изготовления каждая тормозная колодка является полностью обработанной на производственной базе изготовителя и далее доставляется оптовым торговцам и конечным потребителям. Это обуславливает сложное и трудоемкое складское хранение тормозных колодок различных размеров.
Техническая проблема, лежащая в основе настоящего изобретения, заключается в создании способа и заготовки для изготовления тормозных колодок, сокращающих необходимость складского хранения и обеспечивающих подгонку деталей менее трудоемкой относительно потребностей рынка при изменении размеров. Кроме того, будет сокращена перевозка от производителя к оптовому покупателю и к другим потребителям.
Для этого согласно изобретению создан способ изготовления тормозных колодок, при котором обеспечивают пластину, содержащую фрикционный материал накладки и имеющую размеры, которые существенно превышают размеры самой маленькой изготавливаемой тормозной колодки, и вырезают изготавливаемую тормозную колодку из пластины таким образом, что тормозная колодка имеет, по меньшей мере, частично ее окончательные размеры.
Следовательно, согласно изобретению изготовитель может производить упомянутые пластины и поставлять их потребителям, тогда как сам потребитель может выполнять из этих пластин на относительно простом оборудовании тормозные колодки для тормозов транспортного средства. Этот способ изготовления обладает достаточной гибкостью в отношении изменяющихся частных потребностей. Настоящее изобретение является наиболее подходящим в связи с так называемыми «мастерскими быстрого ремонта». Такие мастерские с практически незначительными складскими запасами могут на относительно недорогом оборудовании изготавливать различные тормозные колодки в зависимости от существующего на месте спроса.
Тормозные колодки известного уровня техники, особенно для дисковых тормозов, неизменно содержат несущую пластину, обычно выполненную из стали, и фрикционную накладку, изготавливаемую из различных материалов, поскольку требования в плане механического взаимодействия относительно несущей пластины, которая будет передавать сильные тормозные усилия на тормозной диск, с одной стороны, и требования в отношении накладки, с другой стороны, являются абсолютно различными. Если способ согласно настоящему изобретению использовать в отношении таких тормозных колодок, то способ согласно настоящему изобретению включает вырезание пластины, так что материал несущей пластины, например сталь, режется до ее окончательных размеров, т.е. размеров готовой тормозной колодки. При таком вырезании слой материала накладки пластины также обретает контур (очертание) на несущей пластине. После этого материал накладки на несущей пластине получает форму в ее окончательном виде. Во время придания формы на кромке несущей пластины обычно получается какая-то часть поверхности, не покрытая материалом накладки.
В соответствии с другим вариантом осуществления способа для изготовления тормозных колодок согласно настоящему изобретению первоначально часть слоя фрикционной накладки удаляется с пластины, например, фрезерованием, приблизительно следуя по очертанию (контуру) тормозной колодки, изготавливаемой такой, чтобы на части слоя несущей пластины отсутствовал материал накладки, соответствуя контуру изготавливаемой несущей пластины, так что после этого слой несущей пластины может быть вырезан в соответствии с контуром, например, посредством лазерного луча или водяной струи.
Изобретение также относится к пластине для изготовления тормозных колодок, при этом пластина является «промежуточной заготовкой», т.е. пластиной, имеющей размеры, которые существенно превышают размеры изготавливаемой тормозной колодки, причем пластина в качестве слоя содержит материал фрикционной накладки. Если обычная тормозная колодка изготавливается с несущей пластиной, выполненной из стали или из чего-либо подобного, а фрикционная накладка выполняется из материала, имеющего большой коэффициент трения, то упомянутая пластина содержит два вышеупомянутых слоя, а именно слой несущей пластины и слой накладки. Более того, пластину выполняют с такими размерами, чтобы из нее можно было изготовить, по меньшей мере, две тормозные колодки.
Далее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - вид пластины для изготовления двух тормозных колодок;
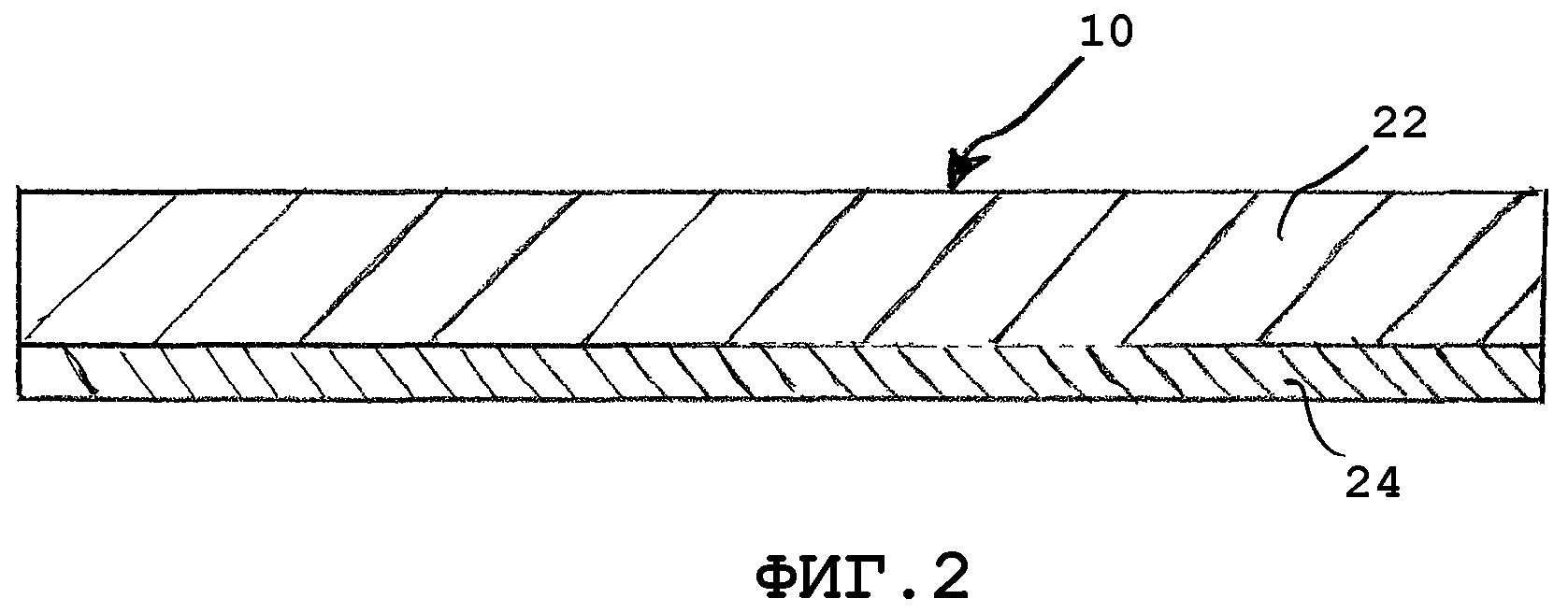
фиг.2 - вид в поперечном сечении пластины с фиг.1 по линии I-II;
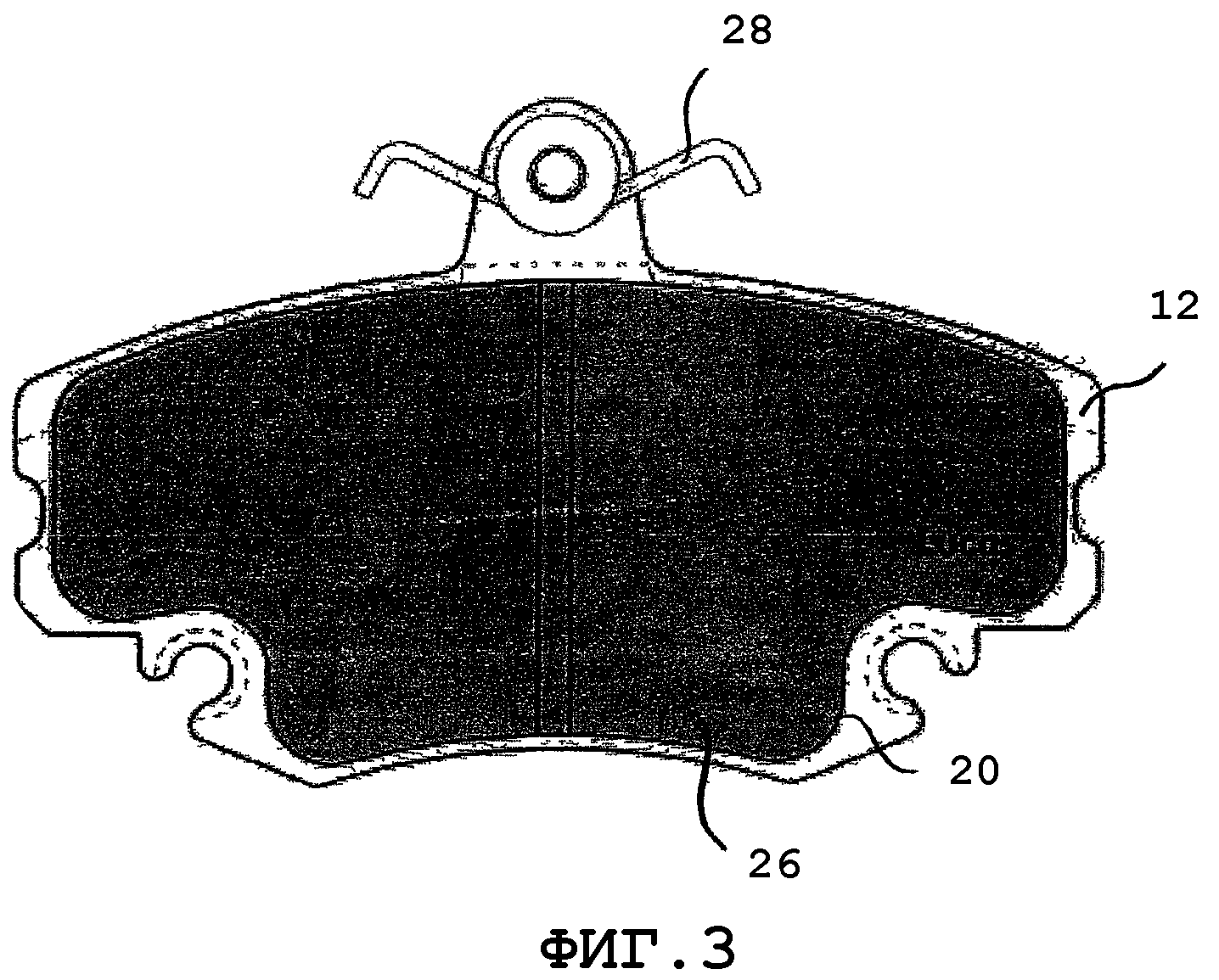
фиг.3 - вид готовой тормозной колодки.
Как показано на фиг.1, пластина 10 является достаточно большой, так что из нее могут быть изготовлены две тормозные колодки. Согласно фиг.3 изготавливаемая обычным способом тормозная колодка содержит несущую пластину 12 и фрикционную накладку 26. Фрикционная накладка имеет меньший контур (очертание, показанное на фиг.3 в виде затемненной поверхности), чем контур несущей пластины.
На фиг.2 показана пластина с фиг.1 в поперечном сечении по линии I-II. Как показано на фиг.2, пластина 10 с фиг.1 состоит из двух слоев, а именно из слоя фрикционного материала 22 и слоя материала 24 несущей пластины. Первоначально оба упомянутых слоя - фрикционного материала 22 и материала 24 несущей пластины - являются сплошными по всей пластине 10 согласно фиг.1.
На фиг.1 сплошными линиями показаны контуры (очертания) двух несущих пластин 12, 14, а также, как несущие пластины выполнены по форме в полностью готовом изделии. Как известно из уровня техники, несущие пластины 12, 14 содержат выступ с отверстием 16 для размещения установочной пружины 28 (см. фиг.3). Пунктирные линии на фиг.1 показывают внешний контур 18 и внутренний контур 20, которые проходят с внешней стороны и соответственно внутри контура несущей изготавливаемой пластины 12. Хотя на фиг.1 пунктирные линии показаны только в связи с несущей пластиной 12, в отношении другой несущей пластины 14 соответствующие пунктирные линии могут быть также нарисованы (не показаны).
Согласно первому способу изготовления тормозных колодок из пластины 10 в ее первоначальном состоянии, как описано выше, соответствующие режущие средства, например сфокусированный лазерный луч, водная струя или фрезерный станок, могут быть использованы для разрезания пластины 10 по сплошной линии.
В результате этим способом производится заготовка для тормозной колодки, включающая несущую пластину 12 уже по существу в ее окончательном контуре без шлифовки и снятия заусенцев (если они есть), тогда как слой фрикционного материала еще не имеет своего окончательного вида, который обозначен линией 20 (см. фиг.1 и 3). Соответственно, заготовка дополнительно обрабатывается так, что фрикционный материал удаляется по кромке пластины. В результате получается тормозная колодка согласно фиг.3.
Согласно другому варианту осуществления способа изготовления тормозной колодки пластина 10 в ее первоначальном состоянии обрабатывается так, что фрикционный материал 22 накладки между пунктирными линиями внешнего контура 18 и внутреннего контура 20 соответственно удаляется, например, фрезерованием. После этого пространство между пунктирными линиями с фиг.1 является свободным от фрикционного материала, а материал 24 несущей платы (см. фиг.2) становится открытым там, где изготовляемая накладка уже получила свою окончательную форму. После этого только материал 24 несущей пластины должен быть вырезан, например, с использованием водяной струи или лазерного луча по сплошной линии с фиг.1, соответствуя окончательной форме несущей пластины для получения тормозной колодки, показанной на фиг.3, в которой в отверстие 16 вставлена установочная пружина 28.
Хотя описанное выше относится к стальной несущей пластине, следует отметить, что могут быть использованы и другие материалы для изготовления несущей пластины, например алюминий, пластмассы, композитные материалы, упрочненные металлом, либо одного состава, либо в виде многослойной конструкции.
В зависимости от материала, выбранного для изготовления несущей пластины, ее открытые поверхности могут быть подвергнуты антикоррозионной обработке, например, окрашиванием. Размеры пластины 10 являются такими, что из нее могут быть вырезаны две или больше тормозных колодки. Это применимо ко всем тормозным колодкам, изготавливаемым из таких пластин, в частности к тормозным колодкам, имеющим самые большие размеры.
Реферат
Изобретение относится к области машиностроения, в частности к производству тормозных колодок для дисковых тормозов. По способу изготовления тормозных колодок две тормозные колодки могут быть изготовлены из пластины. Пластина содержит первый слой фрикционного материала накладки и второй слой материала для несущей пластины тормозной колодки. Первый слой покрывает полностью второй слой. Удаляют часть слоя фрикционного материала накладки с пластины в соответствии с периферийным контуром каждой изготавливаемой тормозной колодки таким образом, что на части слоя материала для несущей пластины, соответствующей контуру изготавливаемой несущей пластины, отсутствует фрикционный материал накладки. Вырезают пластину в соответствии с контуром изготавливаемой несущей пластины. Достигается уменьшение трудоемкости при подгонке деталей и сокращение необходимости складского хранения. 4 з.п. ф-лы, 3 ил.
Формула
а) обеспечивают пластину (10), имеющую такие размеры, что, по меньшей мере, две тормозные колодки могут быть изготовлены из пластины (10), и содержащую первый слой фрикционного материала (22) накладки и второй слой материала (24) для несущей пластины тормозной колодки, причем первый слой покрывает по существу полностью второй слой;
б) удаляют часть слоя фрикционного материала (22) накладки с пластины (10) в соответствии с периферийным контуром каждой изготавливаемой тормозной колодки таким образом, что на части слоя материала для несущей пластины (10), соответствующей контуру изготавливаемой несущей пластины, отсутствует фрикционный материал (22) накладки, и
в) вырезают пластину в соответствии с контуром изготавливаемой несущей пластины.
Комментарии