Режущие инструменты, держатели режущего инструмента и режущие вставки для режущего инструмента - RU2584619C2
Код документа: RU2584619C2
Чертежи

































































































































Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к режущим инструментам и режущим вставкам, в частности ,снабженным несколькими режущими кромками.
УРОВЕНЬ ТЕХНИКИ
Режущие инструменты используются для удаления материала из заготовки и изготовления из нее необходимого готового элемента. Известны различные операции удаления материала, для каждой из которых предназначен конкретный инструмент, который может быть выполнен в форме одиночного корпуса или в форме держателя по меньшей мере с одной сменной режущей вставкой, установленной на нем. Примерами указанных операций могут быть сверление, фрезерование, токарная обработка, расточка и т.п.
Большая часть режущих инструментов или режущих вставок снабжены режущей кромкой, выполненной с возможностью взаимодействия с заготовкой в области резания для удаления из нее во время операции резания материала в форме стружки, причем процесс формирования стружек известен как стружкообразование.
Во время операции резания обычно осуществляется линейное смещение режущего инструмента относительно заготовки, которое называется "подачей", и либо вращение режущего инструмента вокруг своей центральной оси при неподвижной заготовке, например, в операциях фрезерования и сверления, либо вращение заготовки вокруг своей центральной оси при только линейном перемещении инструмента, например, при токарной обработке, шлицевании, разделении и т.п.
Стружки должны удаляться непрерывно во время стружкообразования, и любое скопление может быстро привести к увеличению нагрузки, перегреву, ускоренному износу и как следствие поломке, отказу или порче режущего инструмента или режущей вставки.
Каждая режущая кромка режущего инструмента или режущей вставки, как известно, имеет переднюю поверхность, проходящую от режущей кромки в направлении от заготовки, и заднюю поверхность, проходящую от режущей кромки в поперечном направлении по отношению к передней поверхности и в целом обращенную в направлении к заготовке, причем режущая кромка задана пересечением ее передней и задней поверхностями.
Передняя поверхность выполнена с возможностью взаимодействия с удаленной стружкой и может содержать средство для деформирования/разрезания/слома стружки или тому подобное средство, предназначенное, например, для облегчения удаления стружки из зоны резания.
Задняя поверхность в целом не предназначена для взаимодействия с заготовкой во время операции резания. С данным углом между задней и передней поверхностями каждой режущей кромки, режущий инструмент/режущая вставка могут быть расположены во время операции резания таким образом, что, например, между задней поверхностью и заготовкой имеется расстояние, которое обычно увеличивается в направлении от режущей кромки.
Во время операции резания количество материала, который может быть удален из данной заготовки в единицу времени данным режущим инструментом, и в частности, толщина удаленной стружки, зависит от ряда параметров, включая скорость вращения VR режущего инструмента относительно заготовки и подачи F.
С другой стороны, вышеуказанные параметры оказывают решающее влияние на нагрузки, приложенные режущему инструменту во время стружкообразования. Нагрузки, приложенные к режущему инструменту, могут быть достаточно высокими, чтобы вызвать его повреждение и привести к невозможности его использования. Кроме того, трение между режущим инструментом и заготовкой вызывает их нагрев в зоне резания, из-за чего возникает необходимость в усиленном охлаждении обычно с использованием охлаждающей жидкости. Таким образом, для предотвращения нежелательных условий резания ограничивают подачу F и скорость вращения VR, и, как следствие, потребленную энергию.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно описанному здесь настоящему изобретению благодаря формированию режущих кромок на поверхности режущего инструмента или режущей вставки (в дальнейшем "режущего компонента"), которые в известных режущих компонентах используются в качестве задней поверхности, и их ориентации заданным способом помимо других возможных преимуществ обеспечено снижение нагрузок, приложенных к режущему компоненту во время операции резания, и облегченное удаление стружки.
В частности, согласно одному из аспектов описанного здесь настоящего изобретения режущая кромка или нескольких режущих кромок в режущем компоненте, предназначенном для конкретной операции резания на заготовке, ориентированы в поперечном направлении по отношению к линии, которая задает максимальный рабочий размер режущего компонента в указанной операции. Указанный размер может быть измерен в направлении вдоль или перпендикулярно центральной или продольной осям режущего компонента соответственно. Режущая часть режущего компонента может иметь переднюю поверхность, и тогда линия, которая задает максимальный размер режущей части, может начинаться по меньшей мере от указанной передней поверхности.
Поперечное направление ориентации режущей кромки относительно указанной линии может быть, например, задано углом в диапазоне от 30° до 85°, предпочтительно в диапазоне от 40° до 75° и более предпочтительно в диапазоне от 50° до 65°.
Линия, которая задает максимальный рабочий размер режущего компонента в указанной операции, сформирована пересечением двух расположенных рядом поверхностей режущего компонента, расположенных с наклоном друг к другу, и в известном режущем компоненте, предназначенном для той же самой операции резания, служит традиционной режущей кромкой, а указанные расположенные рядом поверхности служат традиционными передней и задней поверхностями для указанной режущей кромки. В режущем компоненте согласно настоящему изобретению указанная линия пересечения может являться или не являться режущей кромкой. Но даже в предыдущем случае, в режущем компоненте согласно настоящему изобретению всегда имеется по меньшей мере еще одна режущая кромка, предназначенная для выполнения той же операции резания, которая ориентирована в поперечном направлении по отношению к указанной линии пересечения, проходит вдоль одной из указанных двух расположенных рядом под некоторым углом друг к другу поверхностей, которая обращена к заготовке во время указанной операции резания (в дальнейшем обозначенная как "режущая поверхность"), и пересекается или может быть продолжена до воображаемого пересечения, с указанной линией пересечения в месте, расположенном на некотором расстоянии от ее обоих концов, если указанная линия пересечения имеет такие концы (что не обязательно; одним из примеров описанной ситуации является кольцевая линия пересечения).
Режущая поверхность режущего компонента согласно настоящему изобретению может быть снабжена по меньшей мере одним из режущих элементов, каждый из которых имеет указанную режущую кромку, проходящую в поперечном направлении по отношению к указанной линии пересечения. Каждая из указанных режущих кромок имеет свою собственную переднюю поверхность и заднюю поверхность, а передняя и задняя поверхности указанного по меньшей мере одного из режущих элементов формируют части указанной режущей поверхности.
Кроме того, режущий компонент может быть выполнен таким образом, что режущие кромки имеют большее продолжение относительно продольной оси режущего компонента по сравнению с линией пересечения, в результате чего во время операции резания взаимодействие режущего компонента с заготовкой может быть осуществлено таким образом, что режущие кромки расположены ближе к заготовке по сравнению с указанной линией пересечения. В частности, это может обеспечить возможность взаимодействия режущих кромок с заготовкой, в то время как линия пересечения не взаимодействует с ней. В случае, если режущий компонент выполнен с возможностью вращения вокруг центральной оси, линия пересечения может быть расположена ближе к центральной оси по сравнению с режущими кромками, т.е. она расположена внутри огибающей, сформированной режущими кромками режущего компонента.
Указанная режущая поверхность может быть ограничена по меньшей мере вдоль большей части ее периферийной области посредством граничной линии, часть которой сформирована указанной линией пересечения,, так что на виде указанной режущей поверхности, на котором максимальное количество режущих кромок показаны в своей максимальной длине, указанная граничная линия показана как огибающая по меньшей мере указанное количество режущих элементов. Указанная режущая кромка по меньшей мере большей части режущих элементов не лежит на указанной граничной линии.
Для режущих компонентов, имеющих стружечные канавки, проходящие вдоль и вокруг центральной оси вращения режущего компонента, например во фрезах и сверлах, режущая часть может быть задана в форме корпусной части между двумя расположенными рядом стружечными канавками, и в таком случае режущая поверхность может быть либо радиально наиболее удаленной поверхностью указанной корпусной части (фрезы), либо передней поверхностью, перпендикулярной центральной оси (сверла). В обоих случаях линия пересечения может быть сформирована пересечением режущей поверхности и поверхности одной из стружечных канавок. В частности, в предыдущем случае указанная линия пересечения может быть сформирована пересечением указанной радиально наиболее удаленной поверхности режущего компонента и поверхности одной из стружечных канавок, и тогда максимальным режущим размером режущего компонента в данном случае является проекция линии пересечения на центральную ось режущего компонента, например на осевое продолжение режущей части режущего инструмента. В последнем случае линия пересечения может быть сформирована между передней поверхностью и поверхностью одной из стружечных канавок, а максимальным режущим размером режущего компонента в данном случае будет являться проекция линии пересечения на поверхность, перпендикулярную центральной оси, например диаметр режущего инструмента.
Для других видов режущих компонентов, например которые имеют продольный корпус с передней режущей частью и которые выполнены с возможностью осуществления операции резания на вращающейся заготовке, режущая поверхность может быть задана в форме поверхности, обращенной к заготовке в продольном направлении режущего компонента. Таким образом, например в случае если режущим компонентом является токарный резец, режущая поверхность может быть поверхностью, проходящей в поперечном направлении по отношению к продольной оси режущего инструмента и непосредственно обращенной к вращающейся заготовке.
В дополнение к режущей кромке или режущим кромкам, проходящим в поперечном направлении по отношению к указанной линии пересечения или граничной линии, режущий компонент согласно настоящему изобретению может иметь дополнительную режущую кромку или кромки, проходящие вдоль части указанной граничной линии (т.е. лежащие на ней).
Режущая поверхность может быть снабжена стружечным каналом, проходящим между двумя расположенными рядом режущими элементами, который проходит в направлении, поперечном направлению указанной линии пересечения, и выполнен с возможностью перемещения вдоль него материала, удаленного режущей кромкой одного из режущих элементов при использовании указанного режущего компонента.
Следует отметить, что термины "стружечная канавка" и "стружечный канал" не являются взаимозаменяемыми и/или эквивалентными. Несмотря на то, что оба указанных элемента выполнены с возможностью транспортировки стружки, удаленной во время операции резания, первый термин относится к пространству между двумя расположенными рядом режущими частями, в то время как последний термин относится к пространству между двумя расположенными рядом режущими элементами на одной режущей поверхности.
Режущий компонент может быть режущим инструментом, если его режущие элементы выполнены за одно целое в форме единого твердого тела, или согласно еще одному из вариантов реализации изобретения он может представлять собой режущую вставку, выполненную с возможностью ее установки на державке режущего инструмента для формирования узла режущего инструмента.
В случае, если указанный режущий компонент представляет собой составной режущий инструмент, он может иметь продольную, центральную ось и может быть снабжен несколькими стружечными канавками, проходящими вдоль и частично вокруг указанной оси, таким образом разделяя инструмент на несколько соответствующих режущих частей, каждая из которых имеет свою собственную режущую поверхность. Каждая из указанных режущих поверхностей таким образом может быть ограничена первой линией пересечения, сформированной между первой стружечной канавкой и указанной режущей поверхностью, и второй линией пересечения, сформированной между второй стружечной канавкой и указанной режущей поверхности. В этом случае указанная первая линия пересечения и указанная вторая линия пересечения могут формировать часть граничной линии указанной режущей поверхности.
По меньшей мере одна из указанных режущих частей может быть снабжена несколькими режущими элементами, каждый из которых имеет по меньшей мере одну кромку, проходящую вдоль направления между указанной первой линией пересечения и указанной второй линией пересечения в поперечном направлении по отношению к ним (не обязательно пересекая одну или обе из первой и второй линий пересечения). В этом случае режущие кромки двух расположенных рядом режущих элементов могут быть ориентированы например с возможностью формирования непрерывной режущей линии. Это может быть достигнуто, если передний конец одной из режущих кромок перекрывает задний конец расположенной рядом режущей кромки при их проекции на первую или вторую из вышеуказанных линий пересечения, вследствие чего разделяющий промежуток между указанными двумя режущими кромками таким образом не будет влиять на операцию резания заготовки.
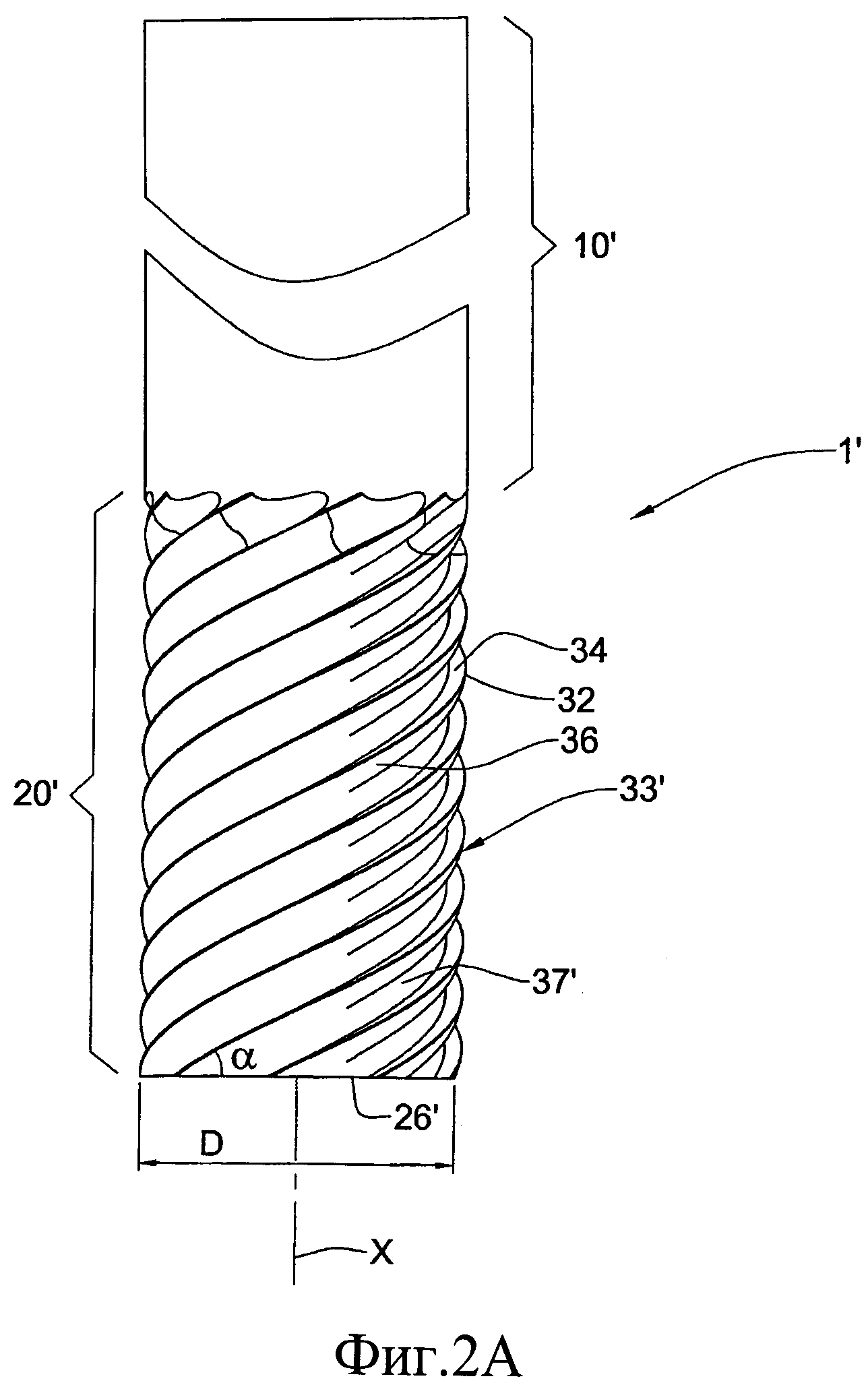
Составной режущий инструмент может иметь режущие части и линии пересечения, проходящие в целом вдоль центральной оси (например вокруг нее по спирали). Указанный режущий инструмент может быть, например, фрезой. По меньшей мере один из указанных стружечных каналов может проходить по спирали вокруг указанного режущего инструмента с наклоном под углом В относительно указанной центральной оси, в то время как по меньшей мере одна из указанных режущих кромок может иметь наклон относительно центральной оси с углом α, причем α≤β, предпочтительно α<<β. Угол β наклона может быть 75°, предпочтительно 65°, более предпочтительно 55° и еще более предпочтительно 45°, а угол α соответственно может быть 45° или меньше, предпочтительно 30° или меньше и более предпочтительно 15° или меньше.
Кроме того, составной инструмент, описанный выше, может быть снабжен передней поверхностью, перпендикулярной центральной оси, которая имеет криволинейную вогнутую форму и выполнена с возможностью предотвращения взаимодействия передней поверхности режущего инструмента с заготовкой во время операции резания.
Режущий компонент также может быть выполнен в форме составного режущего инструмента, в котором указанные режущие части могут проходить в целом радиально относительно его центральной оси. Следовательно, линии пересечения также может проходить радиально от центральной оси. В этом случае режущие кромки могут проходить вдоль поверхности, ориентированной в целом перпендикулярно центральной оси, но не в радиальном направлении. Например, режущая кромка или кромки могут проходить по спирали вокруг центральной оси вдоль указанной поверхности. Согласно конкретному примеру, режущая кромка даже может быть выполнена в форме дуги, проходящей вокруг центральной оси. Такой режущий инструмент например может быть сверлом.
В частности, указанная режущая поверхность в дополнение к указанной режущей кромке может быть снабжена несколькими дополнительными режущими сегментами, некоторые из которых могут быть сформированы частями линии пересечения. Согласно конкретной конструкции, указанная режущая часть может иметь внутреннюю дополнительную режущую кромку, проходящую в радиальном направлении между первой точкой, лежащей на центральной оси, и второй точкой, удаленной от центральной оси, следующий за ней режущий сегмент, проходящий по дуге вокруг центральной оси между третьей точкой и четвертой точкой, обе из которых являются удаленными от центральной оси, и еще один следующий внешний дополнительный режущий сегмент, также проходящий в радиальном направлении между четвертой точкой и пятой точкой, лежащей на огибающей режущего инструмента. В частности, внутренний дополнительный режущий сегмент и внешний дополнительный режущий сегмент могут быть сформированы частями линии пересечения и также может быть выровнены друг с другом. Кроме того, радиальное расстояние указанной четвертой точки от центральной оси может быть меньше радиального расстояния указанной второй точки от центральной оси, в результате чего промежуточная режущая кромка перекрывается с внутренним дополнительным режущим сегментом.
Согласно еще одному из вариантов выполнения вышеуказанного режущего инструмента режущая поверхность может быть снабжена несколькими непрерывными режущими кромками, проходящими по спирали и во внешнем направлении от центральной оси режущего инструмента к огибающей режущего инструмента. В данном примере спиральная режущая кромка проходит в поперечном направлении к любой радиальной линии, проходящей между центральной осью режущего инструмента и его огибающей.
Помимо составных режущих инструментов, описанных выше, режущий инструмент также может содержать держатель и по меньшей мере одну режущую вставку, установленную на нем. Держатель режущего инструмента может иметь опорную часть, снабженную гнездом для режущей вставки, выполненным с возможностью приема в него указанной режущей вставки. Таким образом, режущая вставка может иметь установочную часть и рабочую часть, снабженную режущей частью.
Режущая вставка может иметь верхнюю поверхность, нижнюю поверхность и по меньшей мере одну боковую поверхность, проходящую между ними. Режущая вставка может быть сконструирована таким образом, что одна из боковых поверхностей или часть ее боковой поверхности формирует режущую поверхность. Режущая поверхность может быть ограничена граничной линией, часть которой сформирована линией пересечения указанных верхней/нижней поверхностей и боковой поверхности режущей вставки. Следует отметить, что указанная линия пересечения может быть той же самой линией, которая использована в качестве режущей кромки в известных режущих вставках.
Согласно одному из вариантов реализации режущие элементы, сформированные на указанной режущей поверхности, могут быть выполнены в форме зубьев, проходящих вдоль указанной режущей поверхности между указанной верхней поверхностью и указанной нижней поверхностью (хотя не обязательно с пересечением верхней или нижней поверхностей) в направлении, поперечном по отношению к линии пересечения. Каждый режущий зуб может иметь режущую кромку, также проходящую между указанной верхней поверхностью и указанной нижней поверхностью и в направлении, поперечном к линии пересечения.
Согласно одному из вариантов реализации указанные режущие кромки могут проходить между верхней поверхностью и нижней поверхностью с наклоном под углом α относительно перпендикулярной линии, проходящей между верхней и нижней поверхностями режущей вставки. Угол α наклона может быть примерно 45°, предпочтительно 30° и более предпочтительно 15°. Благодаря углу α, конструкция может быть выполнена таким образом, что во время проникновения в заготовку режущие кромки отслаивают стружки материала от заготовки, вместо откалывания стружек от заготовки подобно известным режущим инструментам.
Кроме того, режущий зуб может иметь переменную ширину, например иметь первую ширину в области, расположенной рядом с верхней поверхностью режущей вставки, и вторую ширину в области, расположенной рядом с нижней поверхностью режущей вставки.
Согласно одному из вариантов реализации указанная режущая вставка может иметь форму многогранной призмы, т.е. имеющий нескольких боковых стенок, проходящих между верхней поверхностью и нижней поверхностью. Согласно еще одному из вариантов реализации указанная режущая вставка может иметь круглую форму, т.е. иметь одной круглую боковую стенку, проходящую между верхней поверхностью и нижней поверхностью.
В случае многоугольной режущей вставки, указанная режущая вставка может быть снабжена угловыми режущими кромками, которые соединяют две расположенные рядом боковые поверхности. В частности, угловая режущая кромка может иметь первый конец, расположенный на одной боковой поверхности рядом с верхней поверхностью режущей вставки, и второй конец, расположенный на соседней боковой поверхности рядом с нижней поверхностью режущей вставки. Таким образом, во время операции резания проекция режущих кромок, содержащих угловую режущую кромку, формирует непрерывную режущую кромку, как описано выше.
Следует отметить, что боковая стенка или боковые стенки, расположенные вдоль плоскости, проходящей между верхней и нижней поверхностями, может быть прямой, наклонной, утолщенной или тому подобное. Согласно одному из вариантов реализации боковая стенка может быть выпуклой. В частности, если используется круглая режущая вставка, она может иметь в целом бочкообразную форму.
Режущая вставка может быть спроектирована таким образом, что линия пересечения между верхней поверхностью режущей вставки и боковой поверхностью указанной вставки снабжена режущей частью, которая также представляет собой режущую кромку.
Режущая вставка может быть выполнена с возможностью ее установки на держатель режущего инструмента, так что ее нижняя поверхность выровнена заподлицо с поверхностью седла держателя режущего инструмента. Указанная режущая вставка также может быть выполнена с возможностью ее фиксации на указанном держателе режущего инструмента посредством крепежного элемента, например винта. С этой целью указанная режущая вставка может быть снабжена центральной полостью, выполненной с возможностью приема в нее указанного крепежного элемента. Указанная центральная полость может задавать центральную ось указанной режущей вставки. Таким образом, указанная режущая вставка может быть выполнена с возможностью ее установки на указанный держатель режущего инструмента, так что указанная центральная ось перпендикулярна поверхности седла.
Гнездо для режущей вставки и установочная часть указанной режущей вставки могут иметь соответствующую конструкцию, препятствующую вращению указанной режущей вставки вокруг центральной оси во время использования режущего инструмента. В частности, указанное гнездо для режущей вставки может быть выполнено в форме многоугольного углубления, а указанная режущая вставка может быть снабжена соответствующим многоугольным установочным продолжением, согласованным с указанным углублением.
Указанная режущая вставка может быть выполнена поворотной, т.е. иметь по меньшей мере две боковые поверхности, снабженные режущей частью, причем указанная режущая вставка может принимать несколько установочных ориентаций относительно держателя режущего инструмента.
Кроме того, опорная часть держателя режущего инструмента может быть снабжена задней поверхностью, выполненной без возможности взаимодействия с заготовкой после проникновения в заготовку режущих кромок режущей вставки, установленной в гнездо для режущей вставки в опорной части.
Согласно одному из вариантов реализации задняя поверхность держателя в целом может быть выровнена заподлицо с задней поверхностью режущей вставки. Задняя поверхность держателя может принимать различные формы, например прямую, цилиндрическую, коническую, суженную и т.п. Кроме того, указанная задняя поверхность держателя может быть снабжена каналами, выполненными с возможностью выравнивания относительно стружечных каналов режущей вставки при установке режущей вставки на указанный держатель, и таким образом может обеспечивать возможность перемещения стружек, удаленных из заготовки и поступающих из стружечного канала, в каналы держателя.
По меньшей мере одна из режущих частей может быть снабжена скошенной частью, расположенной между нижней поверхностью и боковой поверхностью режущей вставки и представляющей собой режущую часть. Указанная скошенная часть обеспечивает возможность уменьшения нагрузки, приложенной к режущему зубу во время проникновения в заготовку и выхода из заготовки.
Согласно всем вышеописанным вариантам реализации линия пересечения может служить вспомогательной режущей кромкой, в которой режущий компонент может быть выполнен таким образом, что при использовании стружки материала, удаленного из заготовки режущими кромками, перемещаются в первом направлении, а стружки материала, удаленного из заготовки указанной вспомогательной режущей кромкой, перемещаются во втором направлении, ориентированном под некоторым углом по отношению к первому направлению.
В частности, во всех вышеуказанных вариантах реализации, в которых режущий инструмент содержит стружечные канавки, а указанная линия пересечения представляет собой вспомогательную режущую кромку, конструкция может быть выполнена таким образом, что при использовании стружки материала, удаленного из заготовки режущими кромками, перемещаются в направлении к стружечным каналам, проходящим между двумя расположенными рядом зубьями, а из них в первую стружечную канавку, расположенную на одной стороне режущей части, в то время как стружки материала, удаленного из заготовки вспомогательной режущей кромкой той же самой режущей части, перемещаются к второй стружечной канавке, расположенной на противоположной стороне режущей части. В частности, указанная конструкция может быть выполнена таким образом, что некоторая часть стружек материала перемещается к стружечной канавке, расположенной в режущей части и проходящей в направлении по часовой стрелке, в то время как остальная часть стружек материала перемещается к стружечной канавке, расположенной в режущей части и проходящей в направлении против часовой стрелки (направления по часовой стрелке и против часовой стрелки заданы относительно центральной оси).
Согласно еще одному из аспектов настоящего изобретения предложен режущий компонент, имеющий внешнюю рабочую поверхность, снабженную расположенным на ней по меньшей мере одним режущим элементом, имеющим режущую кромку, так что обеспечена известная двумерная развертка указанной режущей поверхности, заданной образующей G и направляющей D указанной развертки, причем отношение R между общей длиной Т проекции указанной по меньшей мере одной из режущих кромок на указанную развернутую поверхность и периметр P указанной развернутой поверхности является таким, что R=Т/Р≥1.
Согласно еще одному из вариантов реализации указанный режущий компонент может быть выполнен таким образом, что R≥1,5, предпочтительно R≥2, более предпочтительно R≥2,5, еще более предпочтительно R≥3 и еще более предпочтительно R≥3,5.
Кроме того, согласно всем вышеуказанным вариантам реализации может быть задана огибающая вращения либо режущего инструмента, либо заготовки в форме поверхности, сформированной во время вращения соответствующего режущего инструмента или заготовки их точками, наиболее удаленными от оси вращения.
Согласно еще одному из аспектов настоящего изобретения предложен способ изготовления режущего инструмента, согласно которому формируют вдоль одиночной режущей части по меньшей мере одну вспомогательную режущую кромку, проходящую вдоль первого направления, и несколько основных режущих кромок, проходящих вдоль второго направления, поперечного по отношению к указанному первому направлению, причем основные режущие кромки и указанная вспомогательная режущая кромка выполнены с возможностью одновременного взаимодействия с заготовкой во время операции резания.
Согласно еще одному из аспектов настоящего изобретения предложен способ выполнения операции резания с использованием режущего компонента согласно предыдущему аспекту настоящего изобретения, имеющего режущую часть, снабженную по меньшей мере одной основной режущей кромкой и по меньшей мере одной вспомогательной режущей кромкой, согласно которому берут режущий компонент с предварительно заданной скоростью подачи F, так что стружки материала, удаленного из заготовки по меньшей мере одной основной режущей кромкой, перемещаются в первом направлении, а стружки материала, удаленного из заготовки указанной по меньшей мере одной вспомогательной режущей кромкой, перемещаются во втором направлении, ориентированном под углом по отношению к первому направлению.
Согласно еще одному из аспектов настоящего изобретения предложен режущий компонент, выполненный с возможностью удаления материала из заготовки, причем указанный режущий компонент имеет огибающую и снабжен первой режущей частью, имеющей первую режущую кромку с радиусом г, которая лежит на огибающей, и второй режущей частью, имеющей вторую режущую кромку с радиусом R, при этом R>r, которая проходит во внутреннем направлении от огибающей, причем первая режущая часть и вторая режущая часть расположены таким образом, что во время операции резания указанная вторая режущая кромка взаимодействует с указанной заготовкой перед взаимодействием указанной первой режущей кромки с указанной заготовкой.
Согласно вышеуказанной конструкции, во время операции резания вторая режущая часть удаляет материал из заготовки и оставляет в ней область с радиусом R, в то время как непосредственно после нее вторая режущая часть удаляет остальной материал и оставляет в заготовке область с радиусом г. Указанная конструкция помимо прочего обеспечивает возможность более равномерного распределения нагрузок, приложенных к режущему инструменту. В частности следует отметить, что наиболее быстрый износ режущего инструмента имеет место в режущих углах, т.е. в криволинейной режущей кромке. Таким образом, с увеличением радиуса R второй режущей кромки и ее перекрытия первой режущей кромкой с радиусом г износ первой режущей части и режущего инструмента в целом может быть значительно уменьшен.
Такая конструкция может эффективно увеличить срок службы режущего инструмента и даже удвоить его благодаря распределению нагрузок на обе части режущей кромки.
Вышеуказанная конструкция обозначена в настоящем описании как "задний зуб" и может быть реализована в любом из режущих инструментов, описанных выше, т.е. фрезе, сверле, токарном резце и т.п. Разумеется, указанный принцип "заднего зуба" не ограничивается составными режущими инструментами и также может быть реализован в режущих вставках.
Также следует отметить, что режущий компонент может быть снабжен по меньшей мере тремя режущими частями, т.е. он может быть снабжен несколькими режущими частями, каждая из которых имеет часть режущей кромки различного радиуса (например R1, R2, R3…) и которые расположены таким образом, что R1>R2>R3 и т.п. В этом случае режущий компонент может взаимодействовать с заготовкой, так что первая часть режущей кромки, взаимодействующая с заготовкой, имеет наибольший радиус, за которой следуют части режущей кромки с уменьшающимися радиусами.
Также следует подчеркнуть, что известны режущие инструменты, которые имеют несколько режущих частей, каждая из которых снабжена режущей кромкой с волнистой частью, имеющей вершины и впадины, расположенные таким образом, что часть режущей кромки одной режущей части смещена относительно режущей кромки расположенной рядом режущей части (т.е. вершины и впадины смещены относительно друг друга). Однако в указанных режущих инструментах отсутствует равномерное распределение нагрузки, т.е. к вершине одной части режущей кромки приложена та же нагрузка, что и к вершине расположенной рядом части режущей кромки. В отличие от указанных известных инструментов, в инструментах согласно настоящему изобретению режущие части отличаются друг от друга конструкцией, т.е. формой и размерами, (а не только смещены относительно друг друга), в результате чего достигнуто равномерное распределение нагрузок, приложенных к частям режущей кромки.
Согласно еще одному из вариантов реализации вышеуказанного аспекта предложен режущий компонент с центральной осью, имеющий огибающую и снабженный основной режущей частью, имеющей основную режущую кромку, лежащую на указанной огибающей и имеющую радиус R резания. Указанный режущий компонент дополнительно снабжен нижней режущей частью, имеющей нижнюю режущую кромку на указанной огибающей, лежащую на поверхности, проходящей в целом перпендикулярно центральной оси, и боковую режущую часть, имеющую боковую режущую кромку на указанной огибающей, лежащую на поверхности, проходящей в целом параллельно центральной оси.
Режущий компонент спроектирован таким образом, что режущие кромки основной, нижней и боковой режущих частей расположены последовательно вдоль огибающей режущего компонента, причем режущая кромка основной режущей части расположена таким образом, что первая взаимодействует с заготовкой при использовании режущего компонента.
Согласно вышеуказанной конструкции при использовании режущего компонента режущая кромка основного режущего элемента первая входит в контакт с заготовкой, удаляет из нее стружки и оставляет в ней область со скругленным углом, имеющим радиус R, соответствующий радиусу режущей кромки. Затем с заготовкой взаимодействует нижняя режущая часть, так что ее режущая кромка проникает в заготовку и выпрямляет нижнюю сторону угла, оставленную первой режущей частью. Затем, после этого, боковая режущая часть взаимодействует с заготовкой, так что ее режущая кромка проникает в заготовку, выпрямляет боковую сторону угла, оставленного первой режущей частью и таким образом оставляет в заготовке область с прямым углом (90°).
В отношении вышеуказанного следует подразумевать, что в конструкции основной, нижней и боковой режущих частей, не смотря на то, что основная режущая часть должна первой взаимодействовать с заготовкой, нижняя режущая часть и боковая режущая часть являются взаимозаменяемыми. Иными словами, режущий компонент может быть спроектирован таким образом, что боковая режущая часть первая удаляет боковую сторону угла, и только после этого нижняя режущая часть удаляет нижнюю сторону угла.
Согласно еще одному из аспектов настоящего изобретения предложен режущий инструмент, содержащий державку, режущую вставку и стружколом, выполненный раздельно от режущей вставки, причем режущая вставка выполнена с возможностью ее установки на указанную державку таким образом, что она взаимодействует со стружколомом и таким образом опирается на него.
Согласно еще одному из аспектов настоящего изобретения предложен стружколом, выполненный с возможностью его установки на державку, причем указанный стружколом имеет первую часть, выполненную с возможностью взаимодействия с указанной державкой и опоры на нее таким образом, и вторую часть, выполненную с возможностью взаимодействия с указанной режущей вставкой и ее поддержки.
Согласно еще одному из аспектов настоящего изобретения предложен режущий компонент по меньшей мере с одним режущим элементом, как описано выше, причем передняя поверхность режущего элемента снабжена рядом стружколомных ступеней, расположенных вдоль передней поверхности в направлении режущей кромки.
Каждая из ступеней стружколома выполнена с возможностью ориентации в поперечном направлении по отношению к передней поверхности под углом а, который является достаточным для отбора стружки, удаленной из заготовки при использовании режущего инструмента, и ее перемещения вдоль передней поверхности для разрушения при контакте со ступенью стружколома.
Согласно одному из вариантов реализации стружколомные ступени могут быть выполнены в форме плоских поверхностей, проходящих в поперечном направлении по отношению к режущей кромке. Согласно еще одному из вариантов реализации стружколомные ступени могут быть выполнены в форме выпуклых выемок, сформированных вдоль стружечного канала режущего элемента. Согласно еще одному из вариантов реализации стружколомные ступени могут быть выполнены в форме выпуклостей или выступов, сформированных вдоль передней поверхности режущего элемента.
Согласно еще одному из аспектов настоящего изобретения предложен способ изготовления режущего компонента, содержащий этапы, на которых:
a) формируют режущий компонент, имеющий огибающую и режущую часть с режущей кромкой, имеющей радиус r,
b) формируют стружечный канал в направлении, поперечном направлению огибающей режущего компонента, и таким образом эффективно разделяют режущую часть на первую режущую часть, содержащую режущую кромку с радиусом r, и вторую режущую часть,
c) увеличивают радиус r режущей кромки первой режущей части до радиуса R и
d) формируют режущую кромку с радиусом r во второй режущей части.
Стружечный канал может быть выполнен с возможностью перемещения стружек материала, удаленного второй режущей кромкой, имеющей радиус г. Указанная конструкция может быть выполнена таким образом, что стружки, удаленные первой режущей кромкой, имеющей радиус R, перемещаются в первом направлении, а стружки, удаленные второй режущей кромкой, имеющей радиус г, перемещаются во втором направлении.
Согласно еще одному из аспектов настоящего изобретения предложен способ модификации режущего компонента, содержащий этапы, на которых:
a) берут режущий компонент, имеющий огибающую и режущую часть с режущей кромкой, имеющей радиус r,
b) формируют стружечный канал в направлении, поперечном направлению огибающей режущего компонента, и таким образом эффективно разделяют режущая часть на первую режущую часть, содержащую режущую кромку с радиусом r, и вторую режущую часть,
c) увеличивают радиус r режущей кромки первой режущей части до радиуса R и
d) формируют режущую кромку с радиусом r во второй режущей части.
Следует понимать, что режущие компоненты согласно всем вышеуказанным аспектам настоящего изобретения, включая их различные отличительные особенности, не ограничиваются описанными операциям, например, сверлением, фрезерованием, токарной обработкой, и т.п., на примере которых они описаны, и могут быть независимо применены в различных комбинациях в других операциях резания, например бритье, обработке древесины, ножах, и т.п.
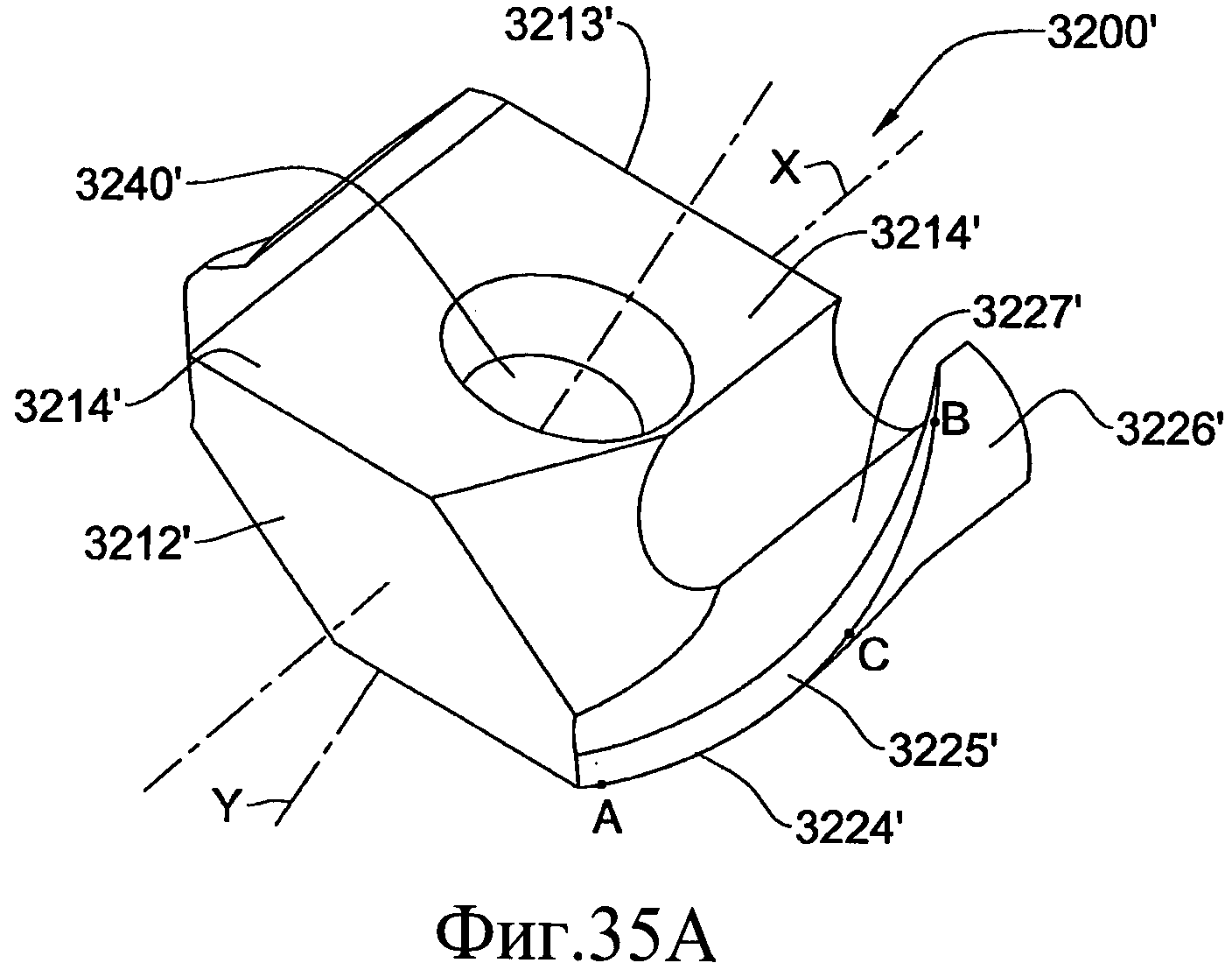
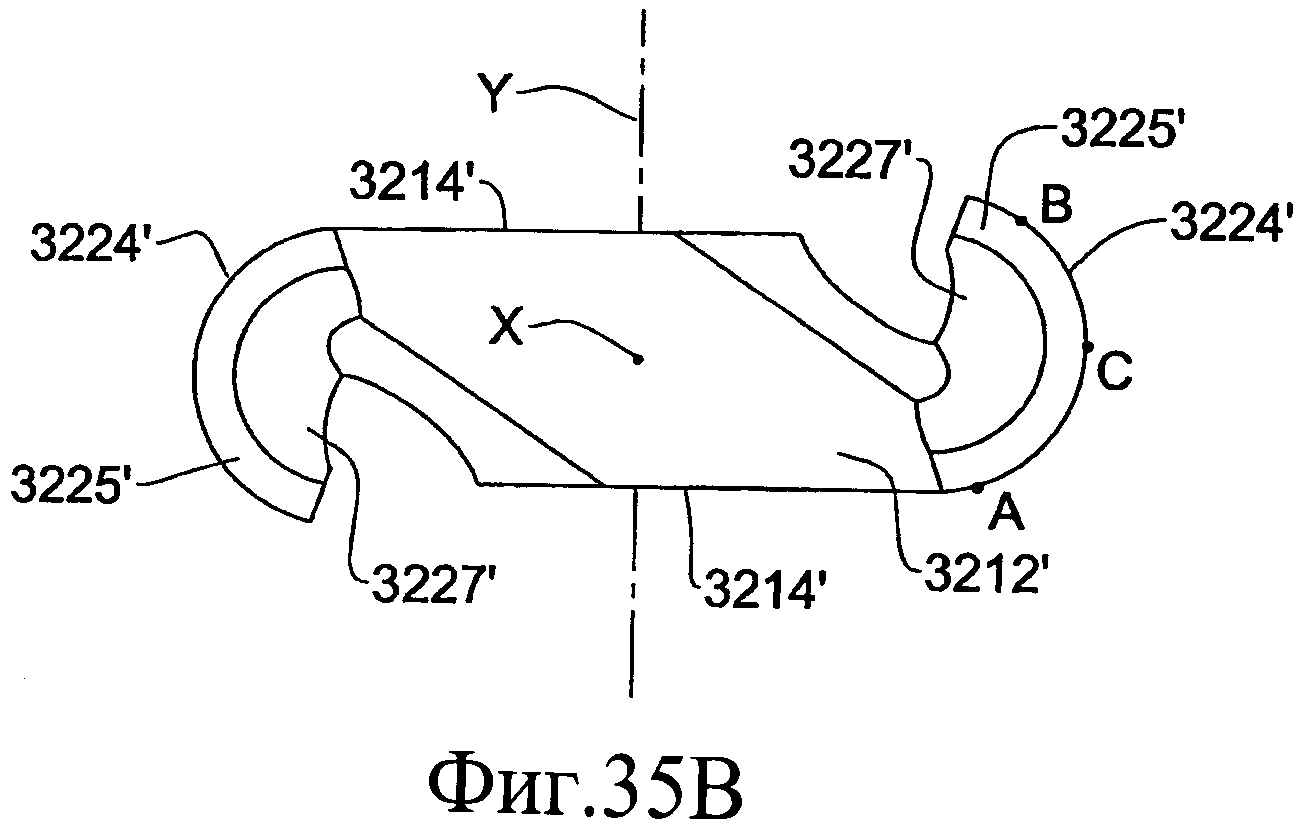
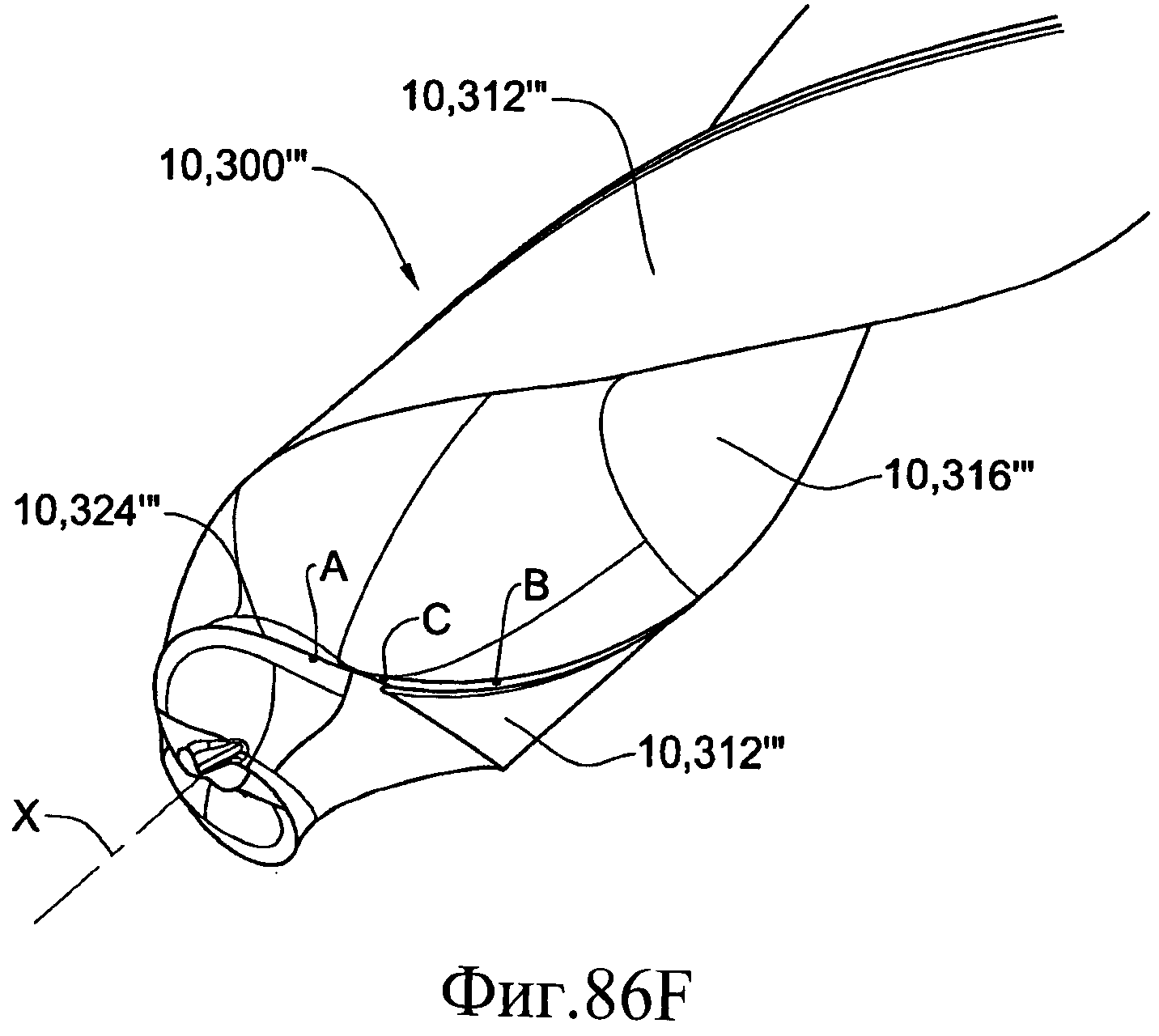
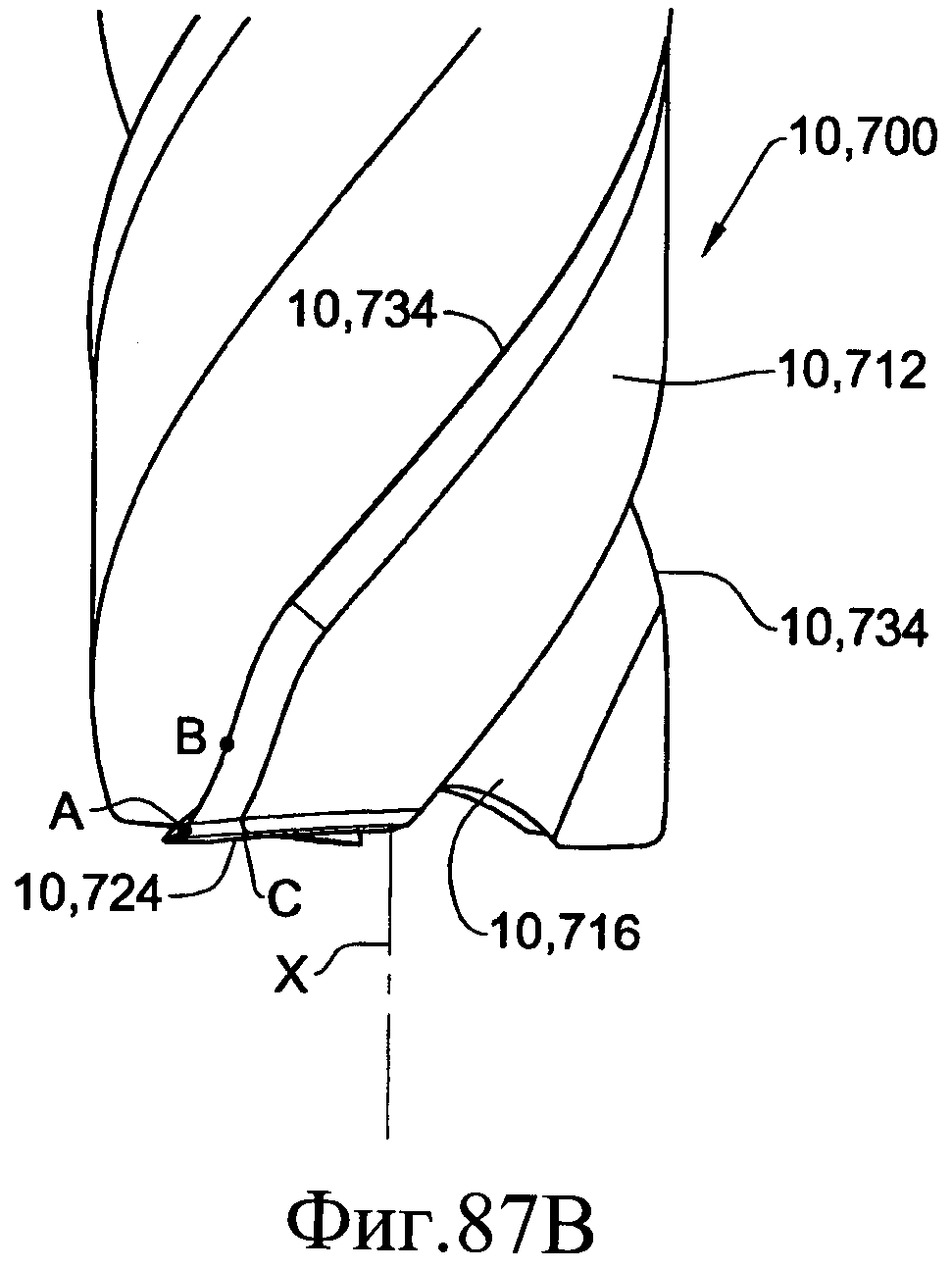
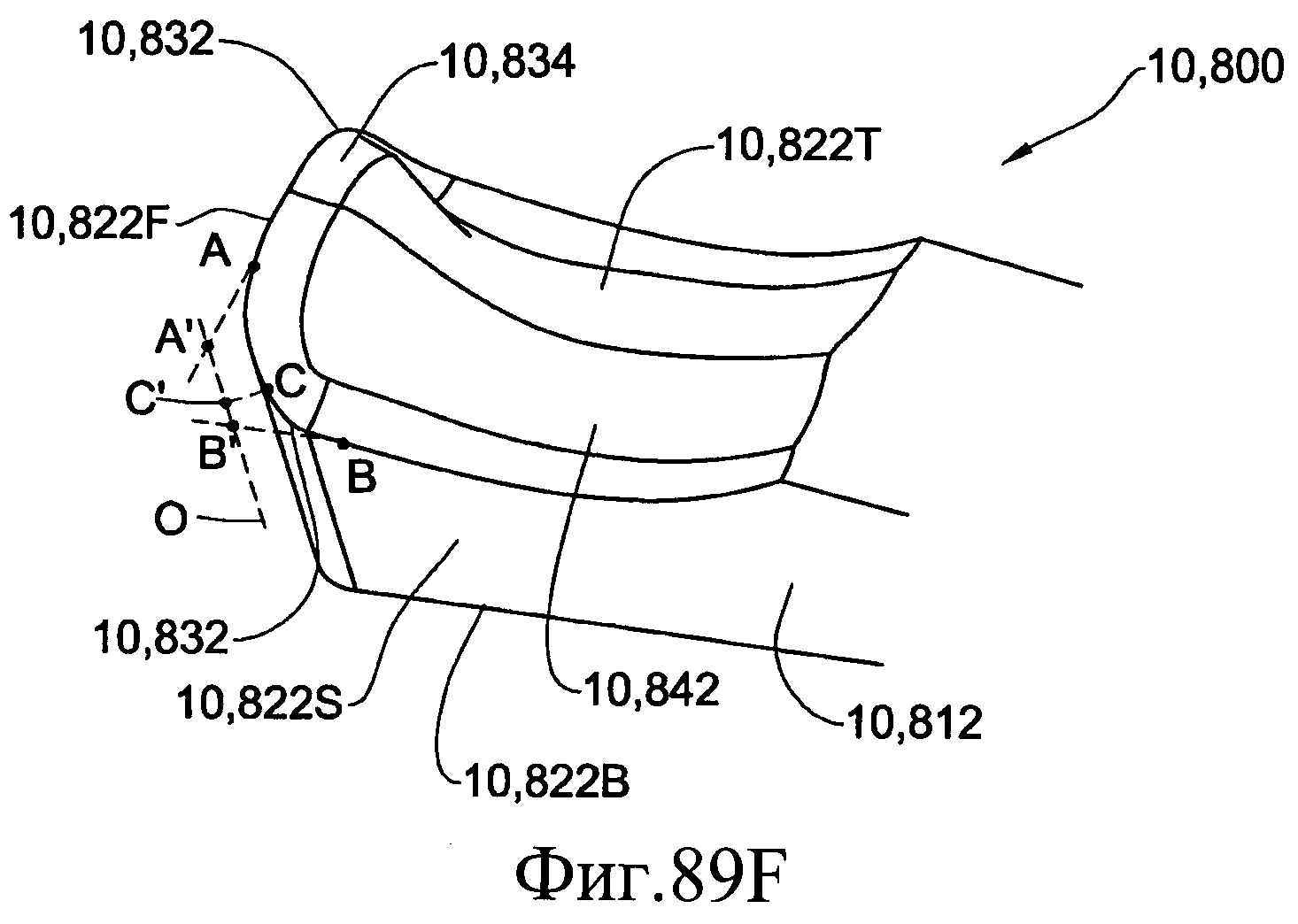
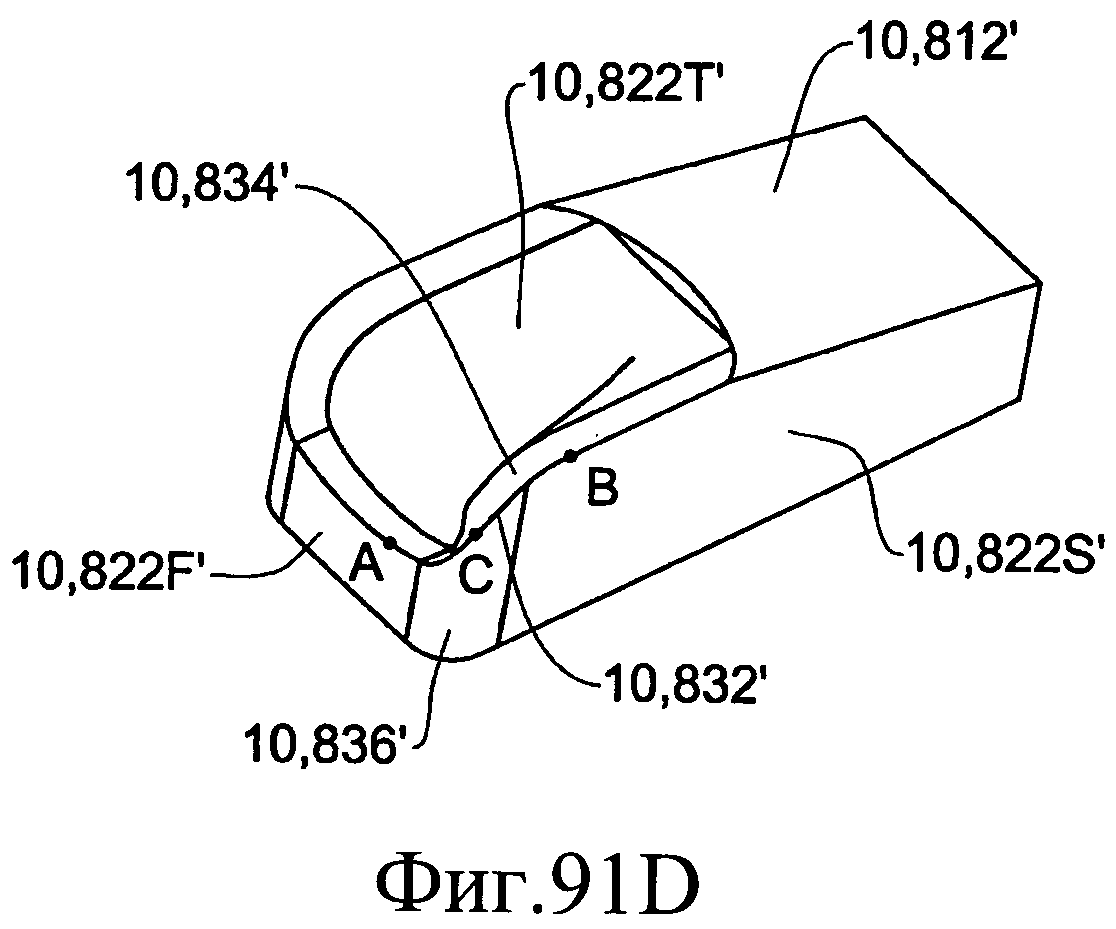
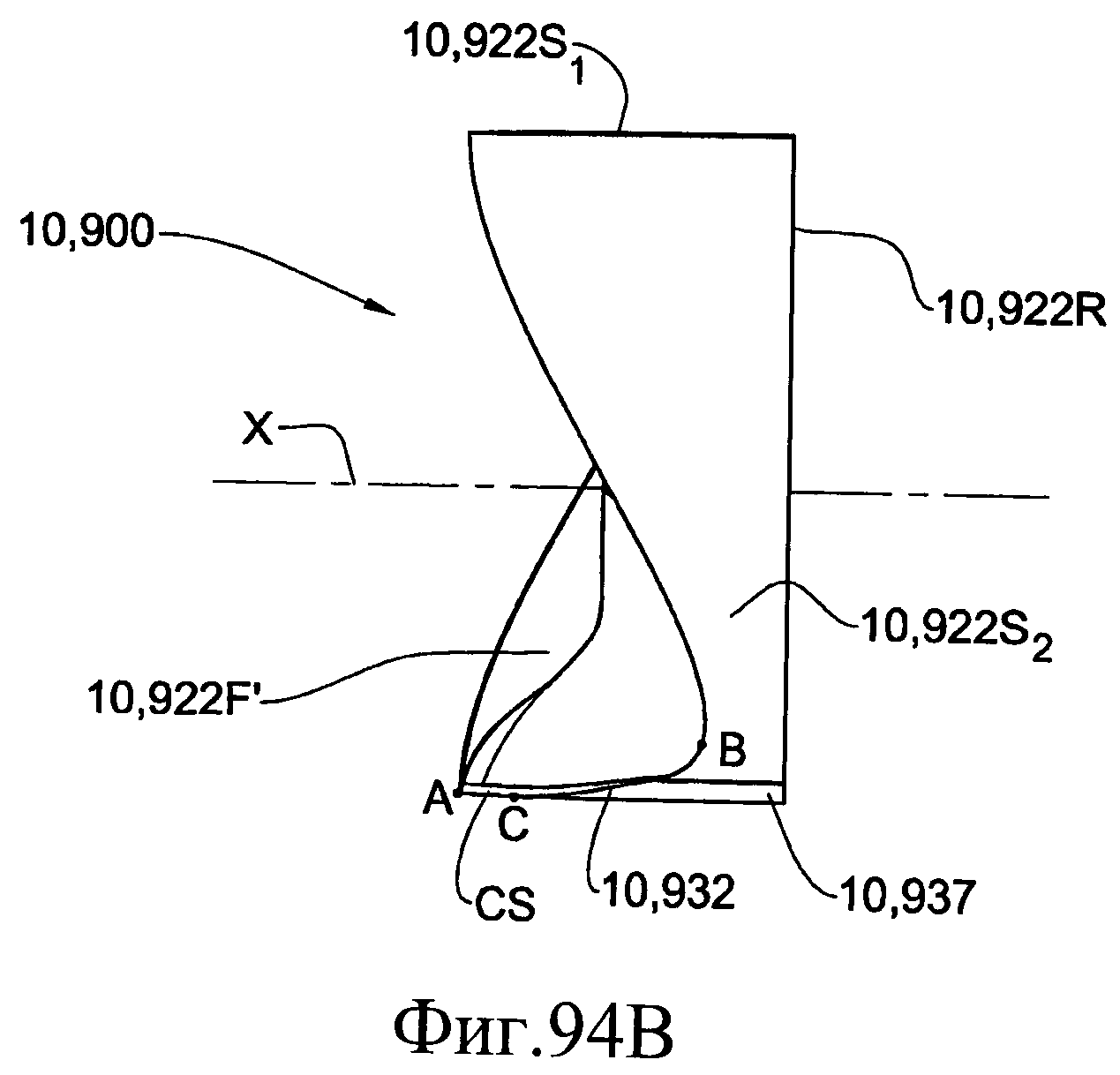
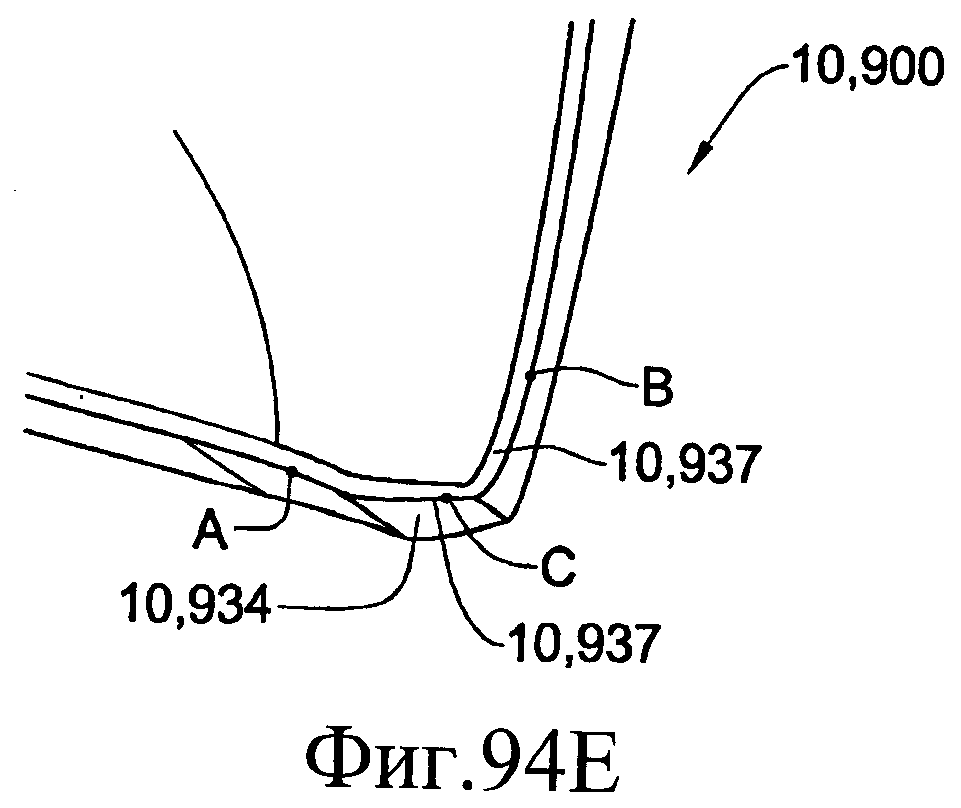
Согласно еще одному из аспектов настоящего изобретения предложен режущий элемент, снабженный удлиненной режущей кромкой, в котором:
- указанная режущая кромка выполнена с возможностью отрезания материала от заготовки для формирования угла α;
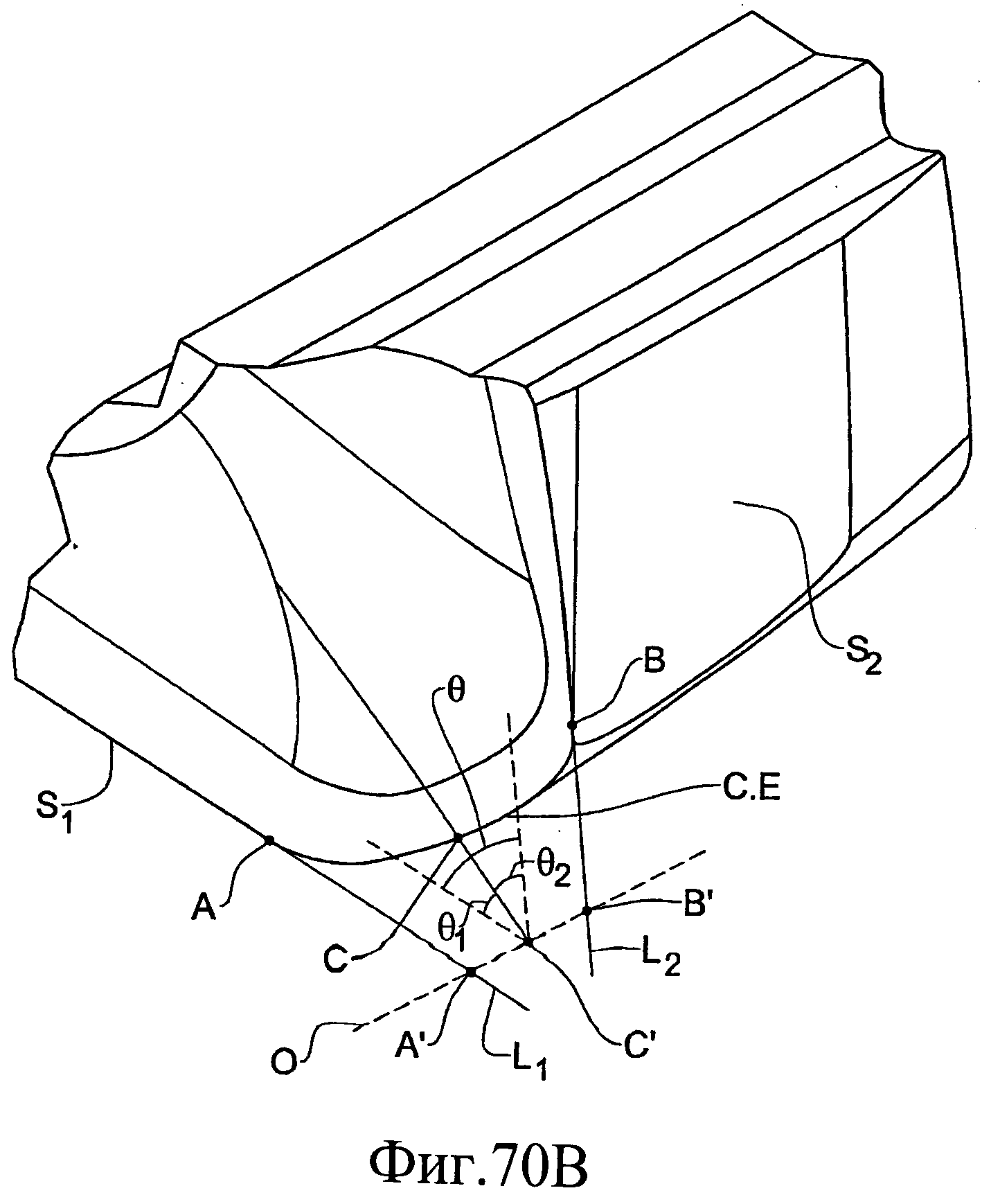
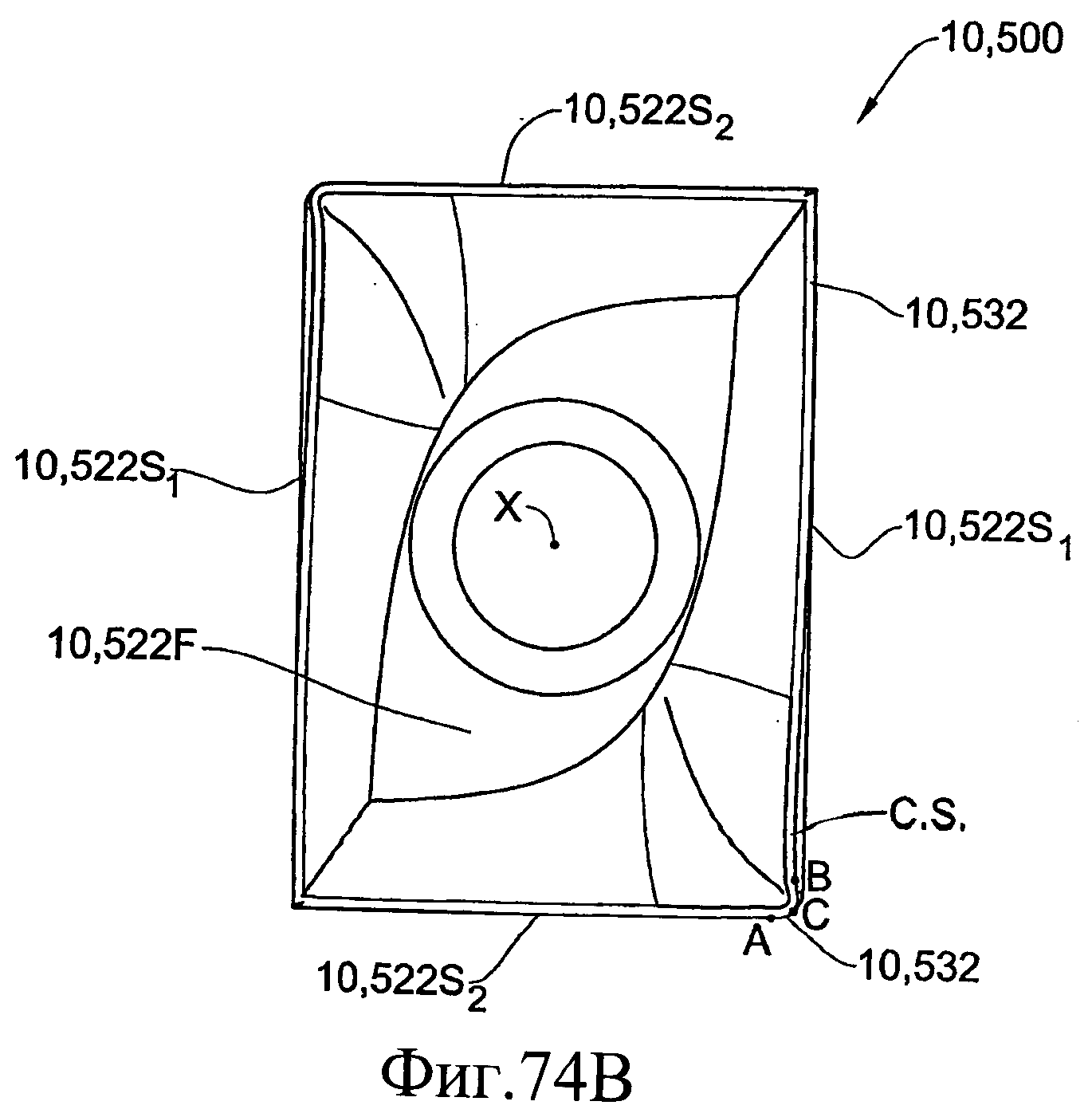
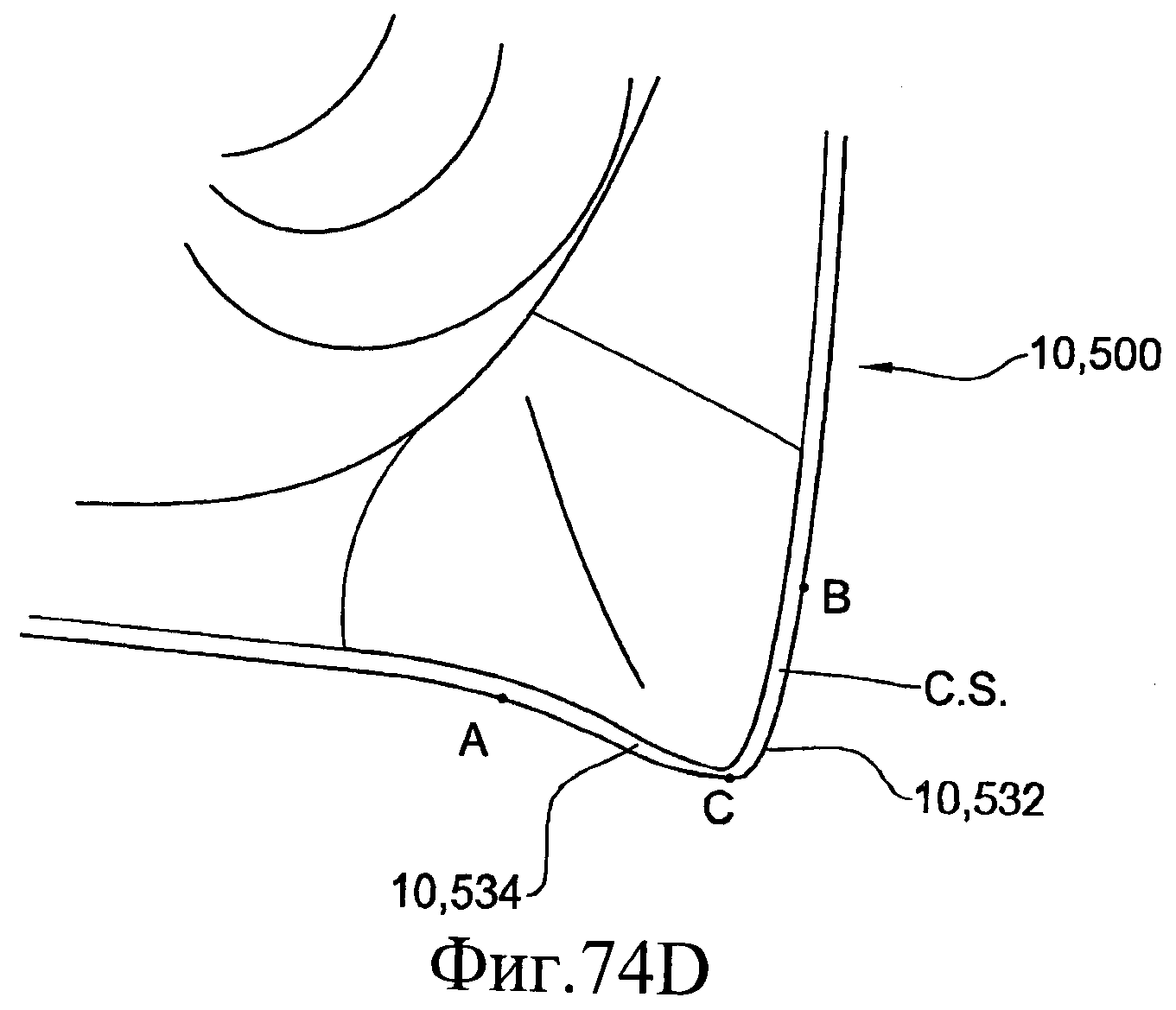
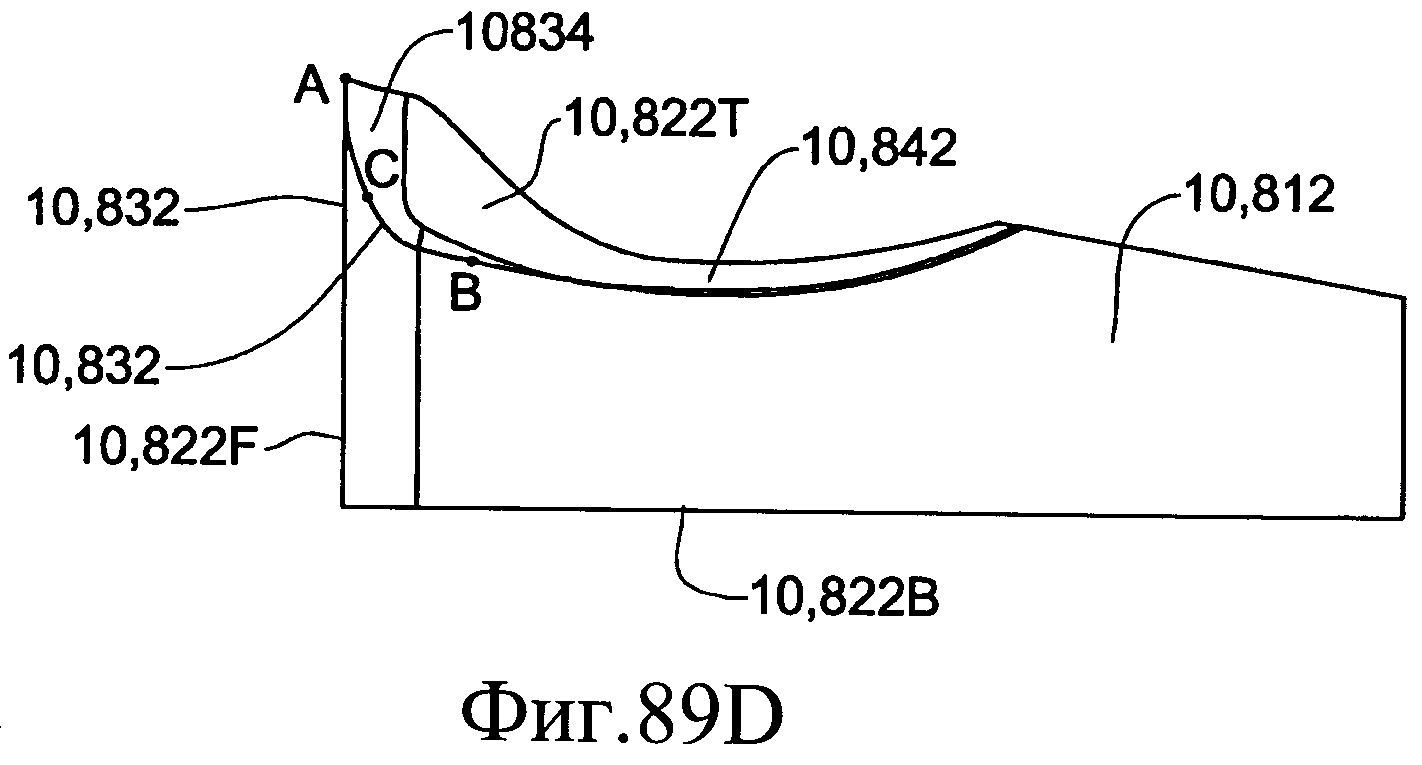
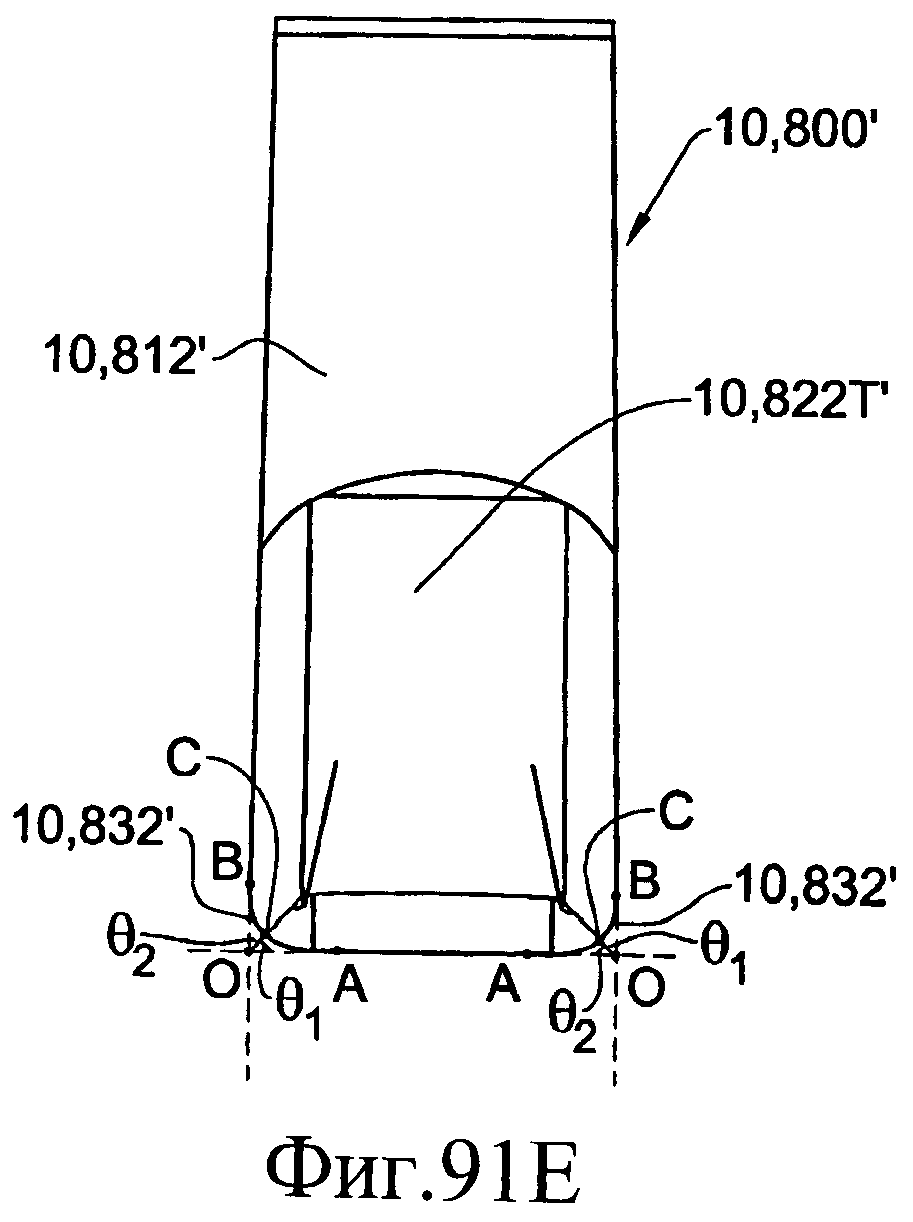
- имеется по меньшей мере одна проекция указанной режущей кромки, в которой часть режущей кромки может быть ограничена первой и второй линиями, имеющими соответствующие точки А и В касания с указанной режущей кромкой и пересекающими друг друга в точке О для формирования угла, соответствующего углу α;
- средняя линия указанного угла α пересекает часть указанной режущей кромки в точке С;
- указанная первая и вторая линии представляют соответствующие проекции первой и второй плоских поверхностей AS и BS, а указанная точка О пересечения представляет проекцию линии OL пересечения между указанными поверхностями;
причем проекция точки С на указанную линию OL (С′) пересечения расположена между проекциями соответствующих точек А, В на указанную линию пересечения (А′, В′).
Иными словами, конструкция режущей кромки может быть выполнена таким образом, что точки А, В и С не лежат на одной и той же плоскости, а предпочтительно лежат на последовательных плоскостях, перпендикулярных линии OL пересечения, таким образом, что точка С лежит на средней плоскости, т.е. плоскости, расположенной между плоскостью, на которой лежит точка А, и плоскостью, на которой лежит точка В.
Принцип проектирования режущей кромки угла описанным выше способом может быть далее обозначен как "перевернутый угол" и может быть попеременно использован со следующими терминами: " магический угол", "скрученный угол", "криволинейный угол", "продолженный угол" и т.п.
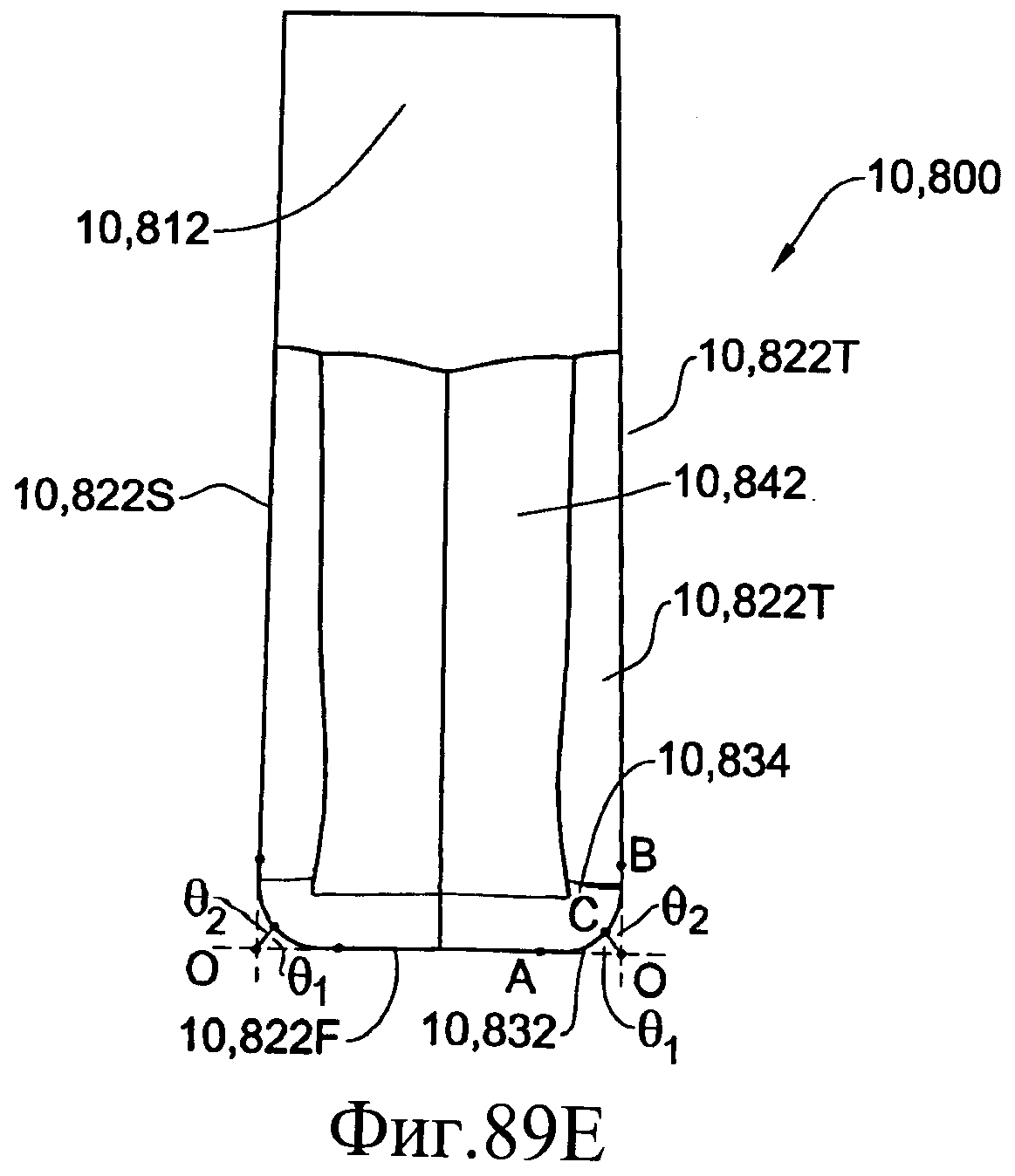
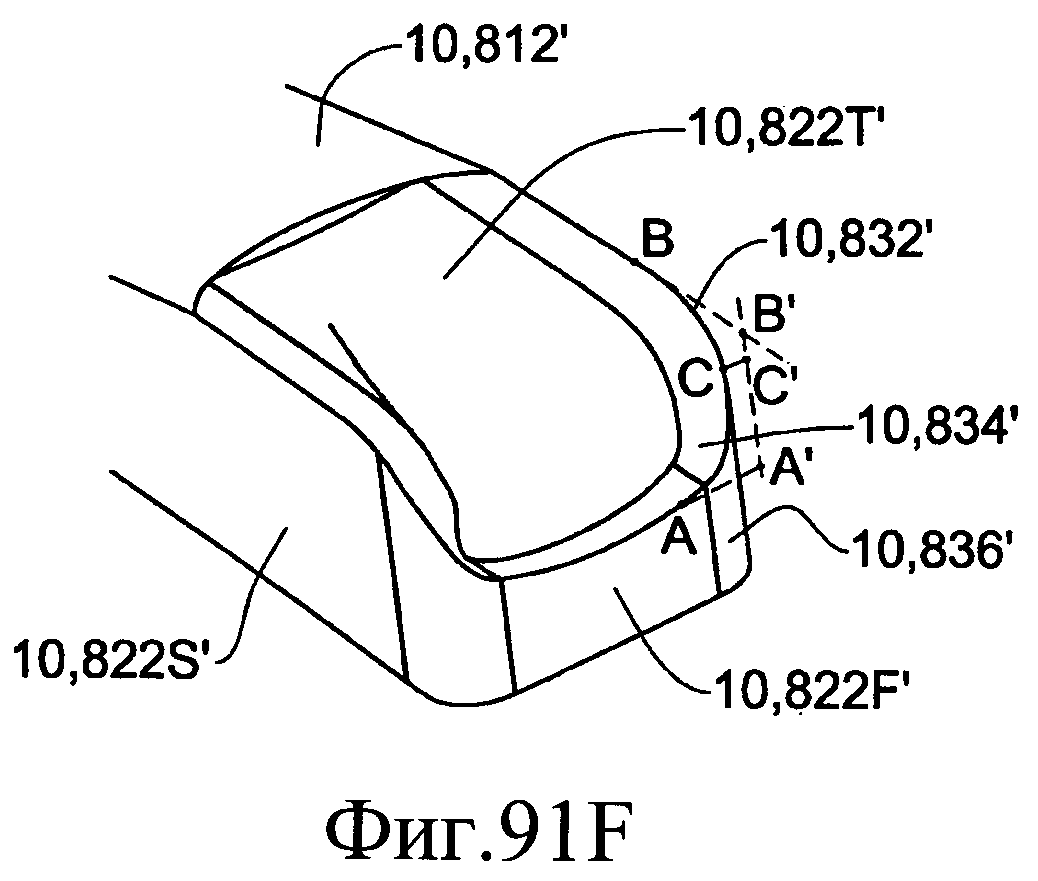
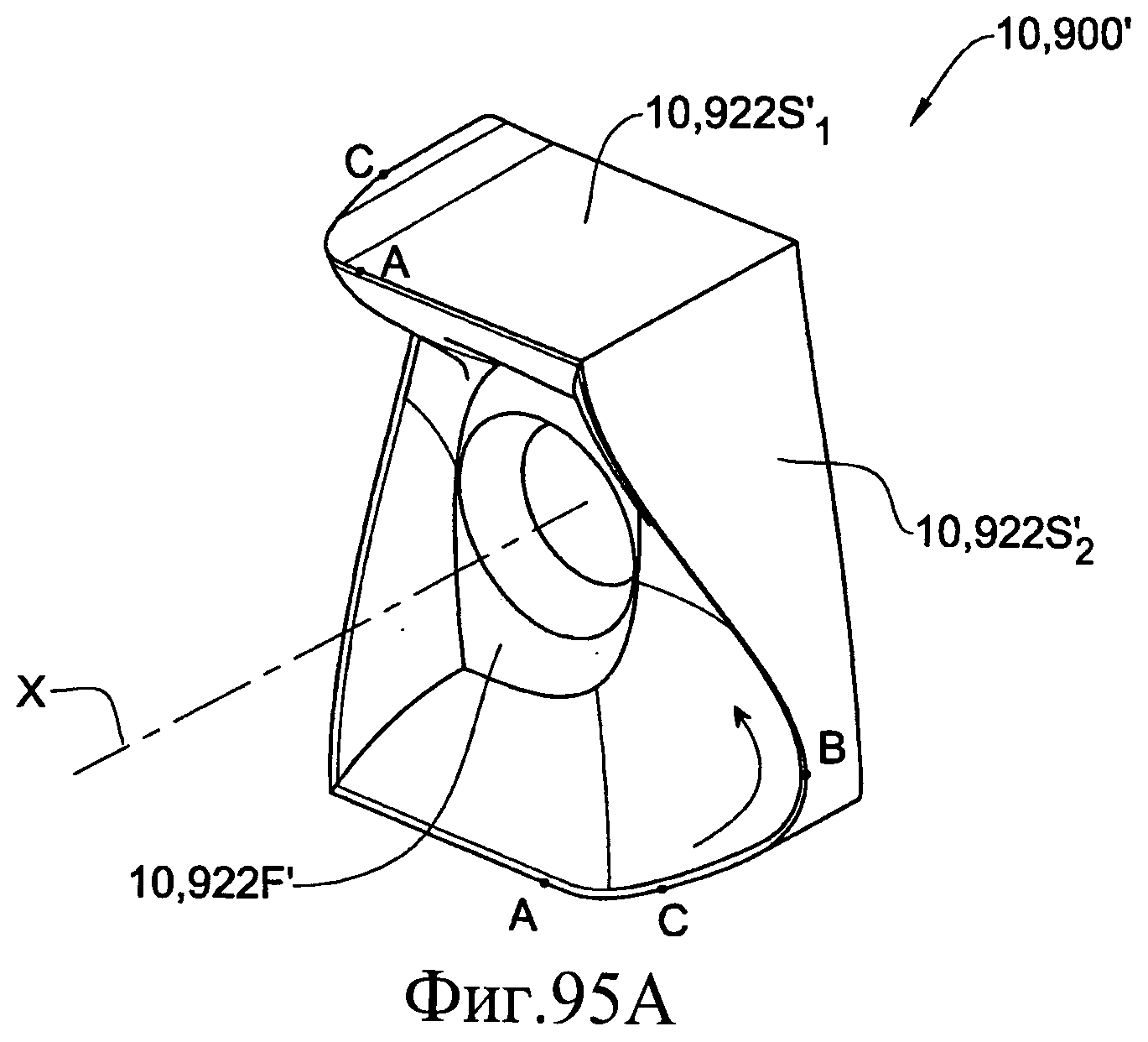
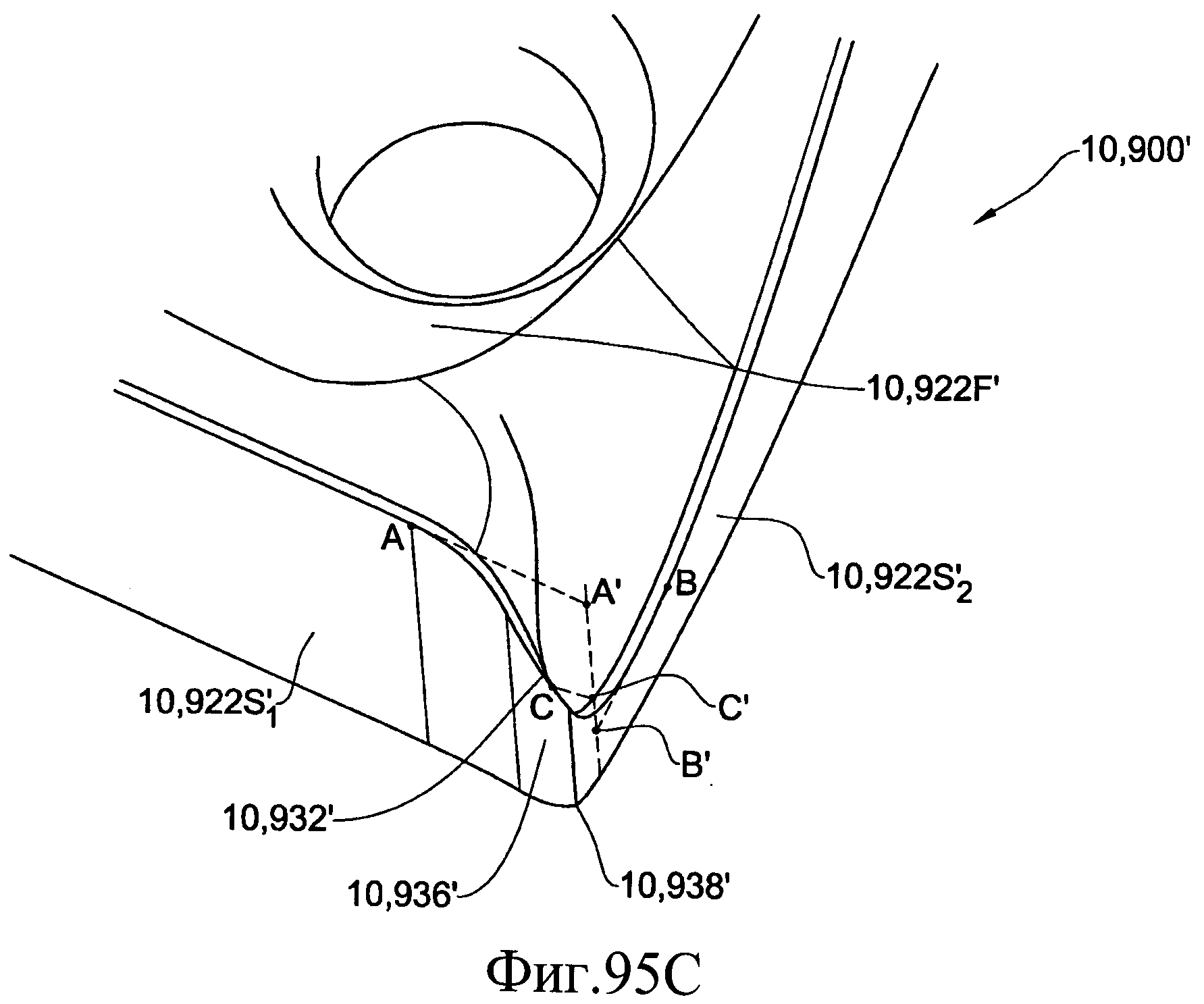
Режущий элемент может иметь первую боковую поверхность и вторую боковую поверхность, расположенные с наклоном друг к другу под углом, соответствующим углу α и сформированным пересечением между боковыми поверхностями. Режущий элемент дополнительно может быть снабжен передней поверхностью таким образом, что пересечение между передней поверхностью и углом, образованным боковыми поверхностями, формирует часть указанной режущей кромки.
Указанная конструкция может быть выполнена таким образом, что точка А расположена на сегменте режущей кромки в пересечении между первой боковой поверхностью и передней поверхностью, в то время как точка В расположена на сегменте режущей кромки между второй боковой поверхностью и передней поверхностью.
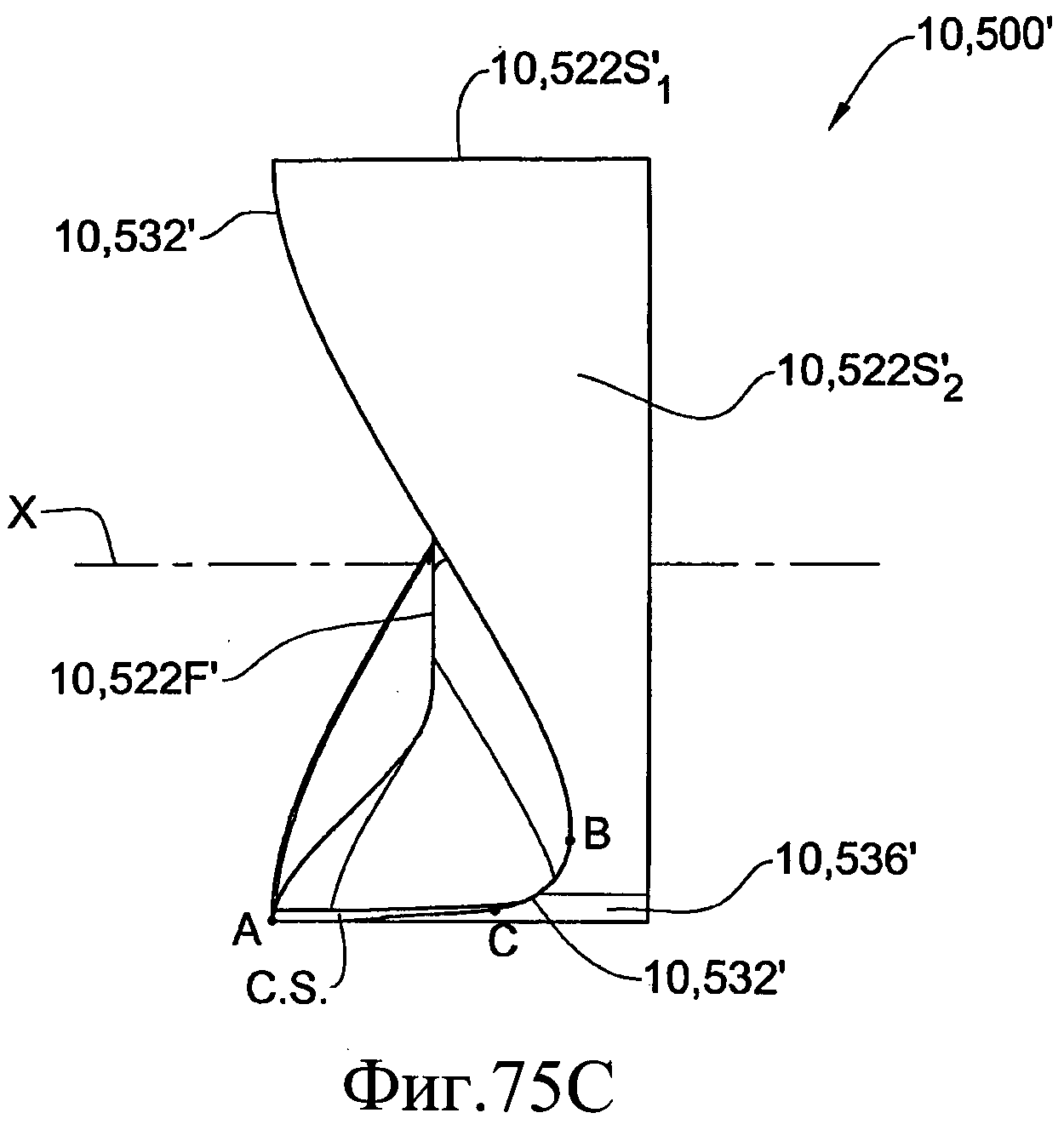
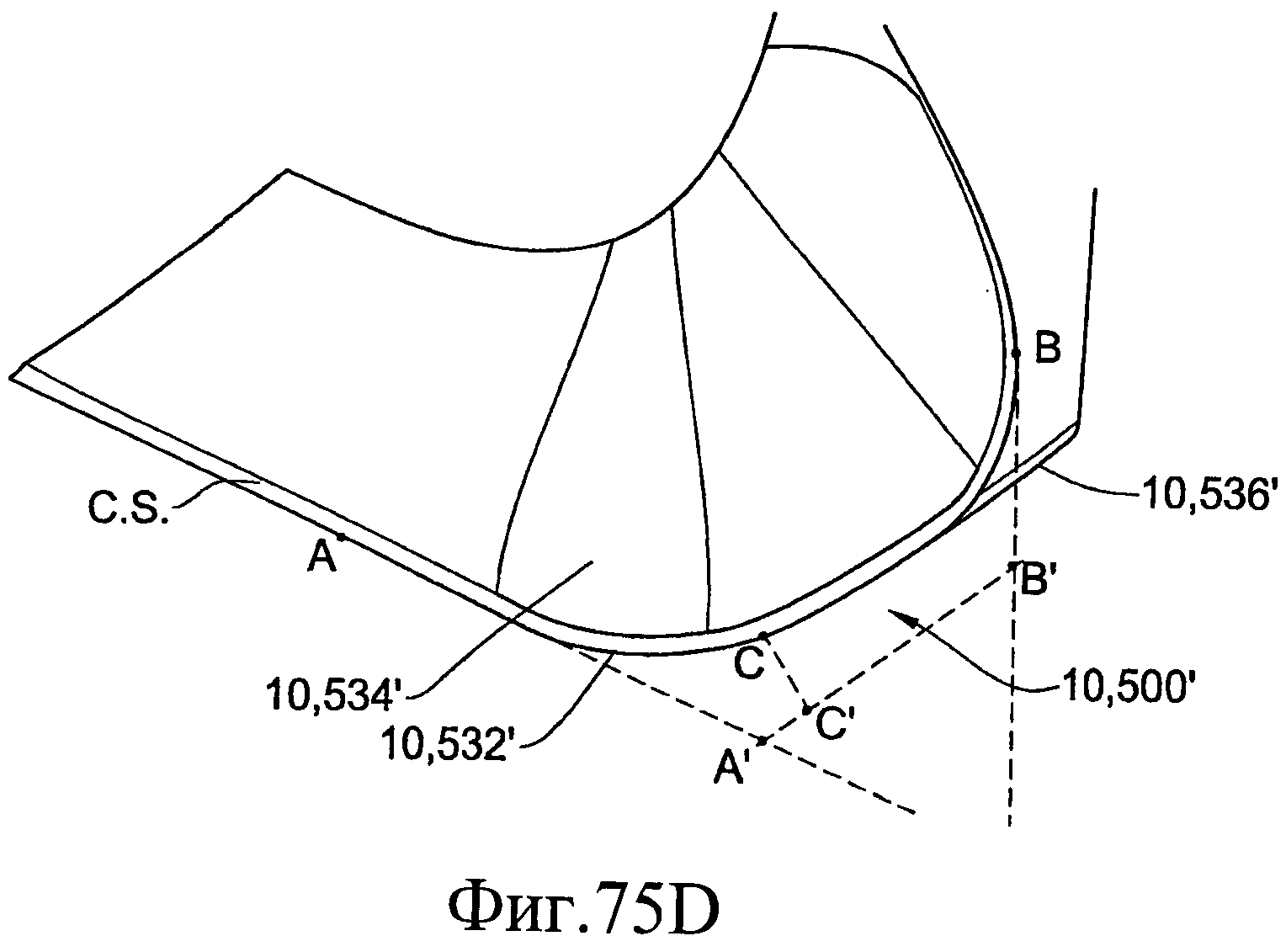
Согласно одному из вариантов реализации режущая кромка режущей части может иметь "утопленную" конструкцию, т.е. точка А расположена над передней поверхностью выше точки В. В этом случае во время операции резания точка А первая взаимодействует с заготовкой, затем точка С и только после нее точка В. Согласно еще одному из вариантов реализации настоящего изобретения режущая кромка режущей части может иметь "выпуклую" конструкцию, т.е. точка В расположена над передней поверхностью выше точки А. В этом случае во время операции резания точка В первая взаимодействует с заготовкой, затем точка С, и только после нее точка А.
Относительно вышеуказанных двух конструкций ("утопленной" и "выпуклой"), следует подразумевать, что указанные термины используются в сравнении с известной режущей вставкой, в которой все три точки А, В и С лежат на одной и той же плоскости. Иными словами, по сравнению с известной режущей вставкой, в "утопленном" варианте реализации точка В "утоплена" вдоль линии пересечения относительно эквивалентной точки В на известной режущей вставке. Схожим образом, в сравнении с известной режущей вставкой, в "выпуклом" варианте реализации точка В является "выпуклой" вдоль линии пересечения относительно эквивалентной точки В на известной режущей вставке.
В обоих из вышеуказанных случаев режущая кромка приводит определению, согласно которому проекция точки С на линию OL пересечения лежит между соответствующими проекциями точек А и В на линию OL пересечения.
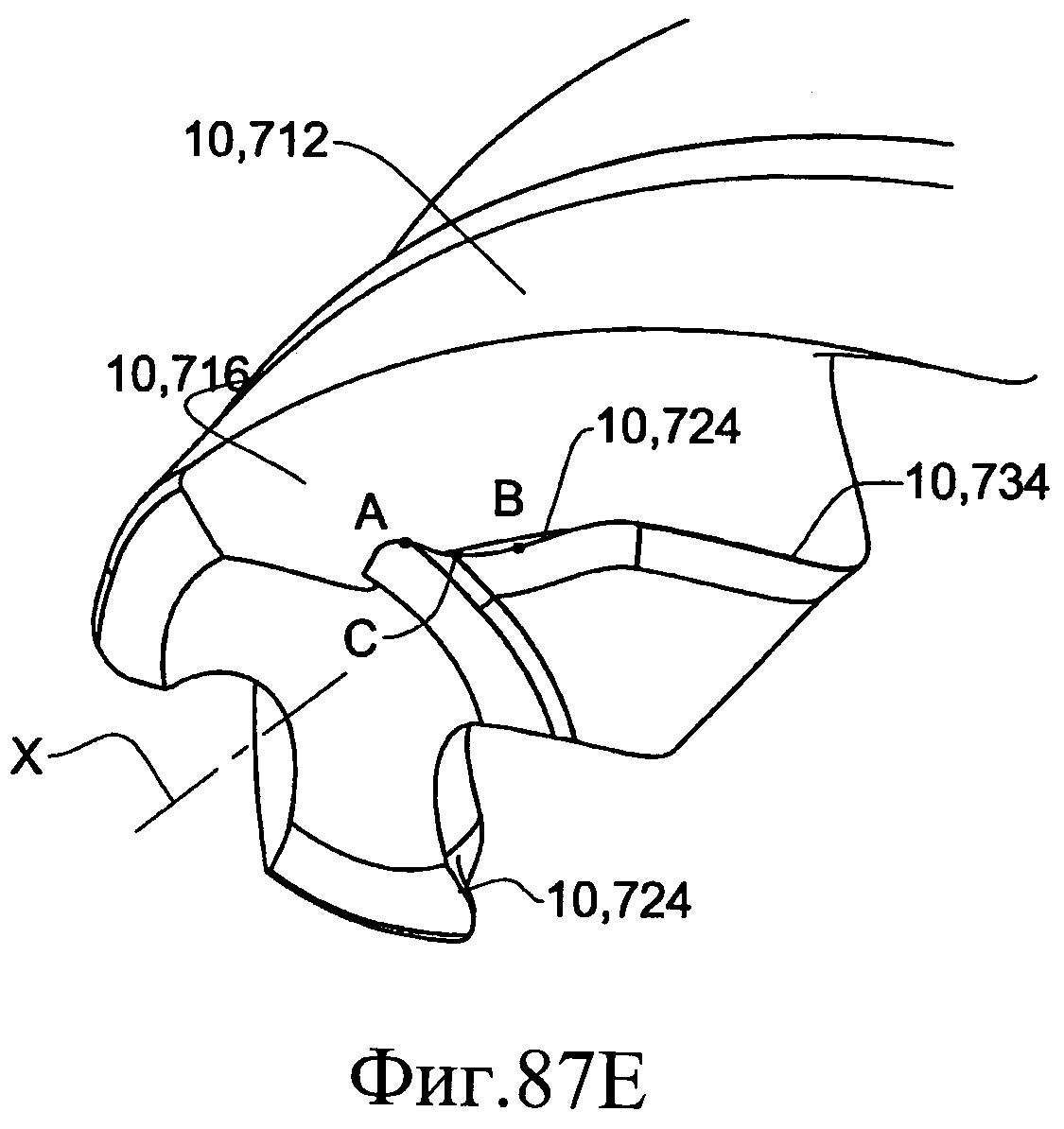
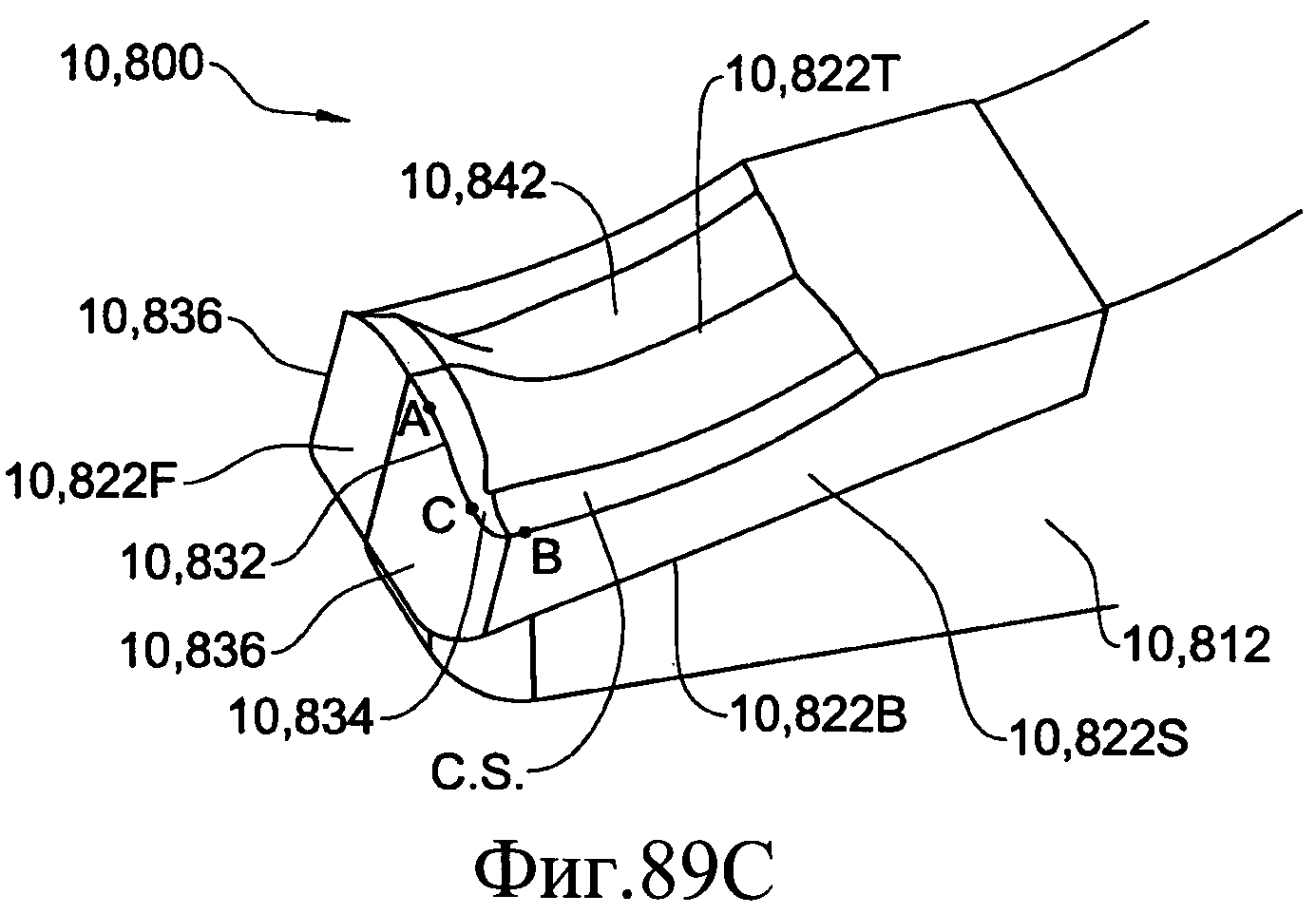
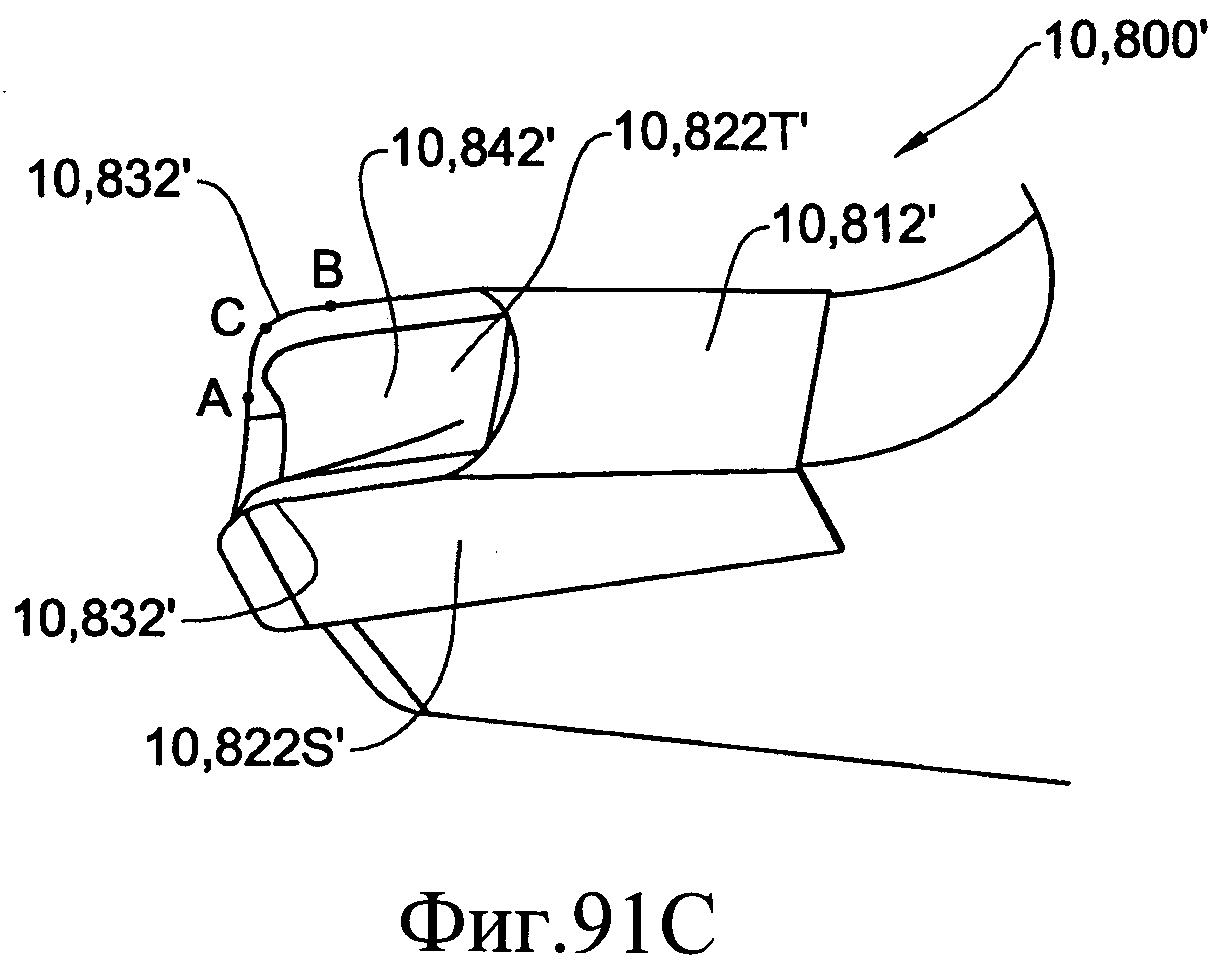
Режущая кромка режущего элемента также может быть задана на пересечении передней режущей поверхности и задней поверхности, причем передняя режущая поверхность сформирована вышеуказанной передней поверхностью, в то время как задняя поверхность сформирована боковыми поверхностями. В частности, вдоль режущей кромки и на передней режущей поверхности может быть задана режущая полоса, которая является частью области передней режущей поверхности, проходящей от режущей кромки (в направлении, перпендикулярном указанной режущей кромке) и вдоль режущей кромки, например подобно ленте.
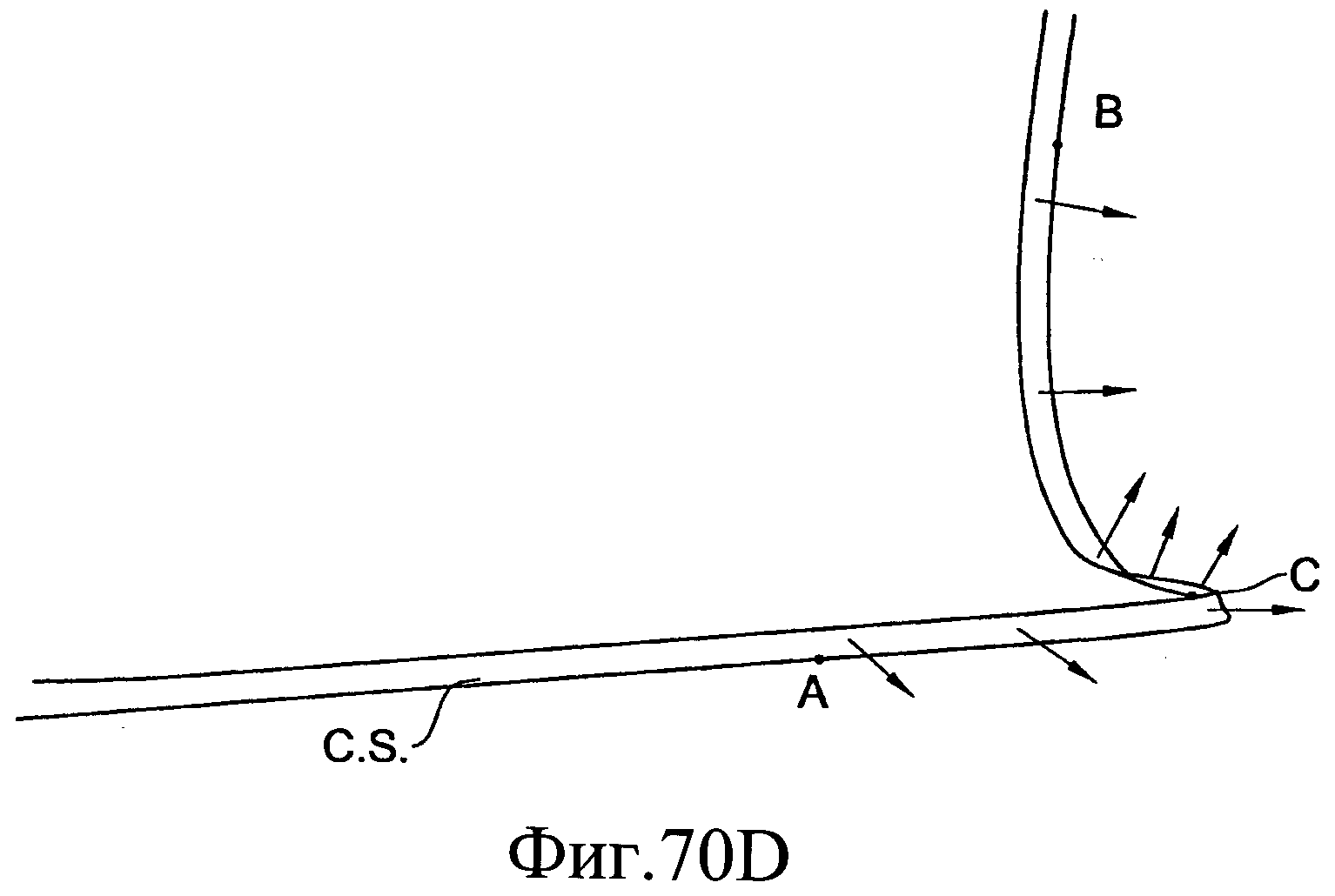
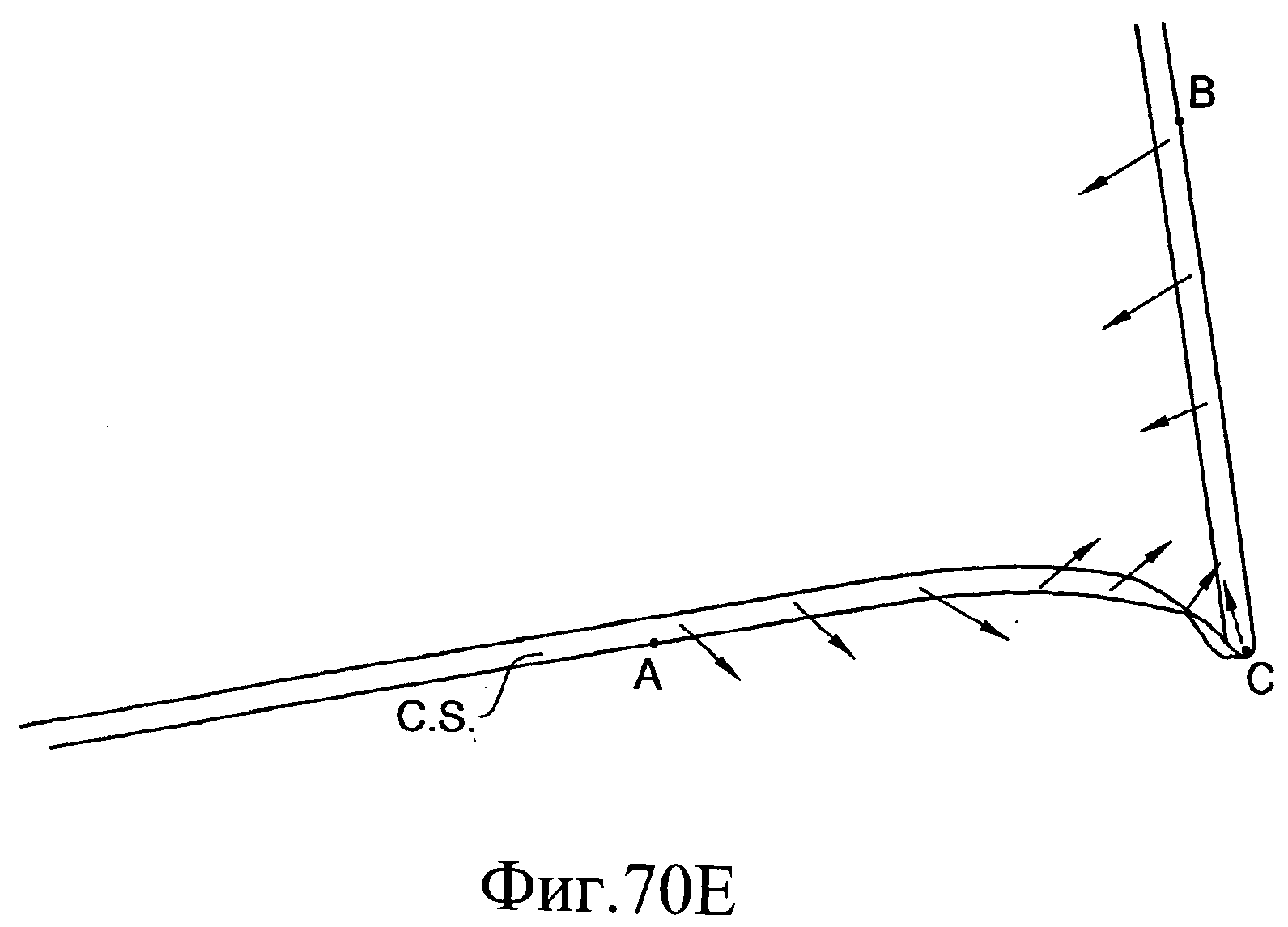
Таким образом, режущая полоса представляет собой поверхность (ленточную поверхность), которая проходит вдоль угла режущей кромки, проходящей через точки А, С и В. В частности, режущая полоса выполнена с возможностью изменения ее ориентации (т.е. направления, в котором обращена указанная режущая полоса) при прохождении между вышеуказанными точками.
В частности, режущая полоса проходит подобно режущей кромке от точки А, вокруг угловой промежуточной точки С к точке В. Кроме того, из чертежа видно, что в точке А режущая полоса проходит по существу параллельно передней поверхности, перпендикулярной линии OL пересечения, в то время как в точке С указанная режущая полоса уже может быть перевернута (по меньшей мере частично) вокруг себя самой таким образом, что ее поверхность проходит под углом к указанной передней поверхности. При дальнейшем прохождении к точке В вдоль режущей кромки режущая полоса завершает переворот таким образом, что лежит в целом на плоскости, перпендикулярной передней поверхности, и затем изгибается в направлении к точке В, в которой она вновь ориентирована по существу параллельно передней поверхности.
Таким образом следует отметить, что режущая полоса в целом выполняет два переворота (скручивания), а именно один вокруг угла режущего элемента, и один вокруг себя, т.е. изменяется ориентация поверхности режущей полосы относительно линии OL пересечения. Кроме того, также следует отметить, что режущая полоса C.S., окружающая угол и обращенная в целом в верхнем направлении, немного приподнята над точкой С. Иными словами, режущая полоса CS проходит от точки С к точке В с наклоном.
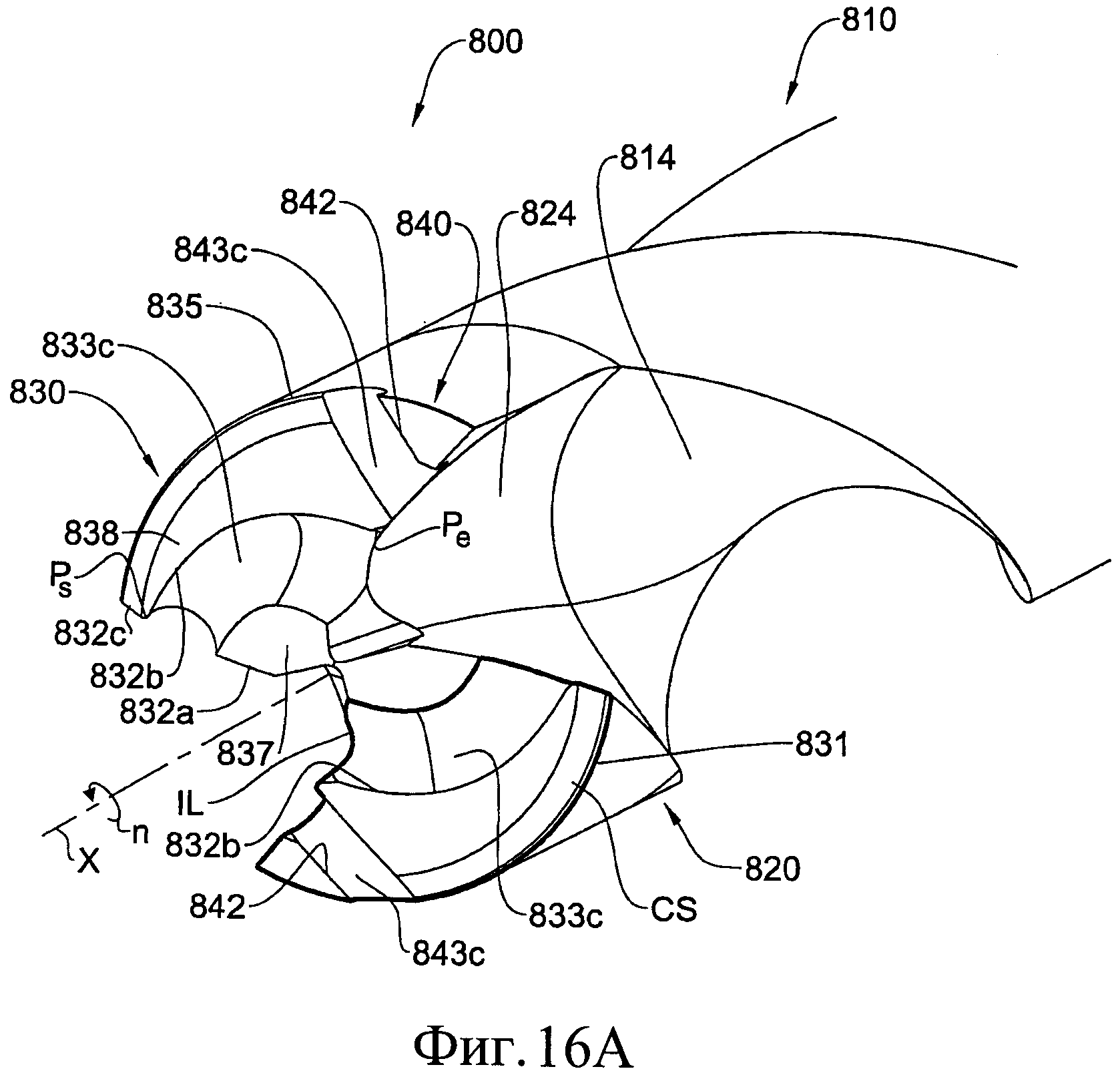
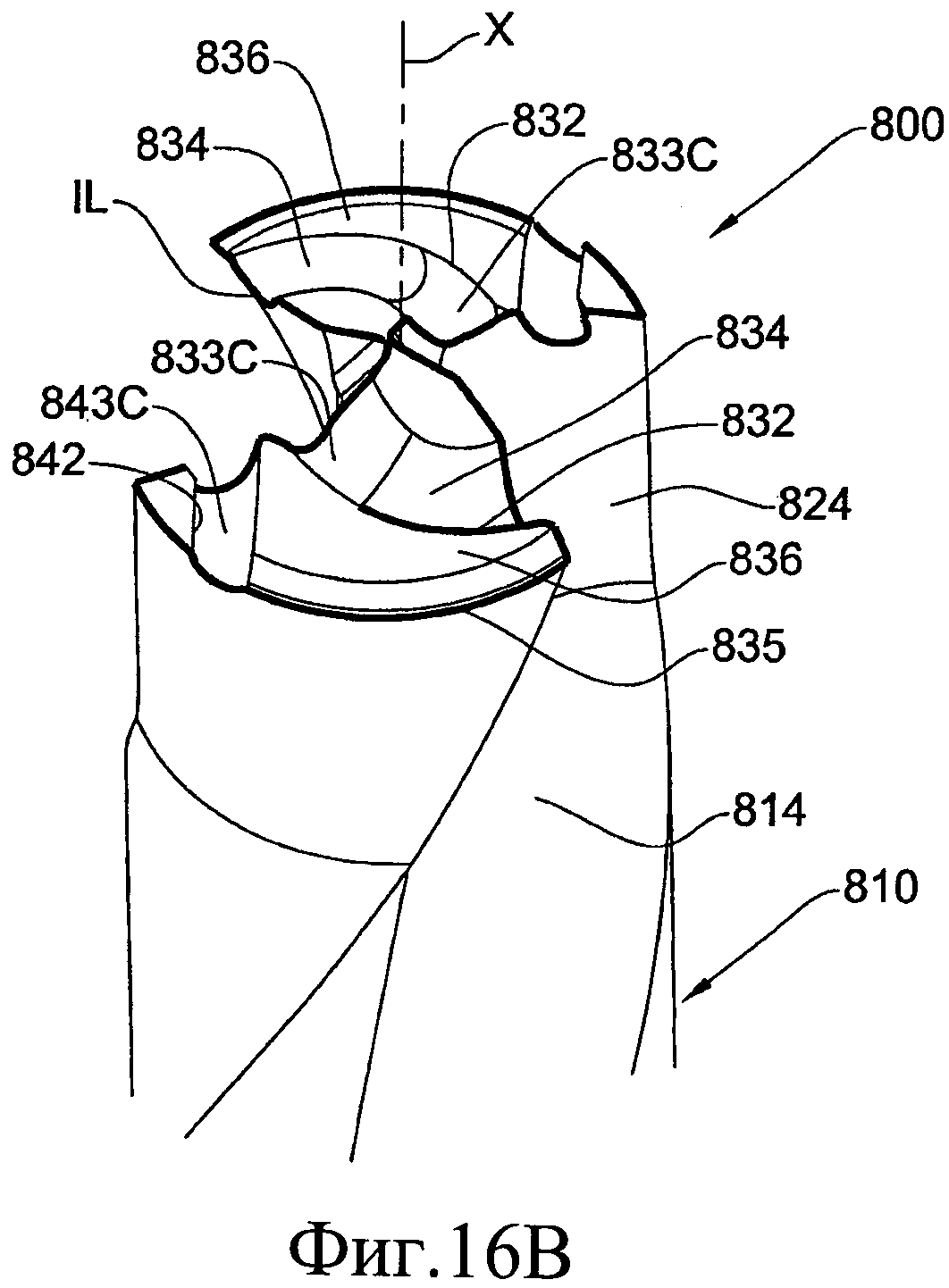
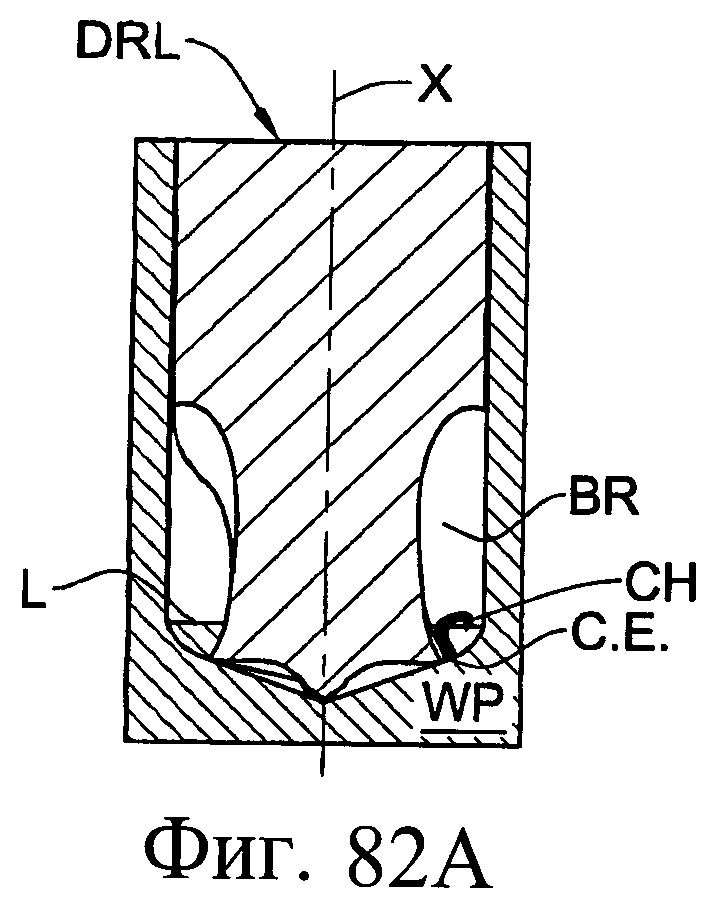
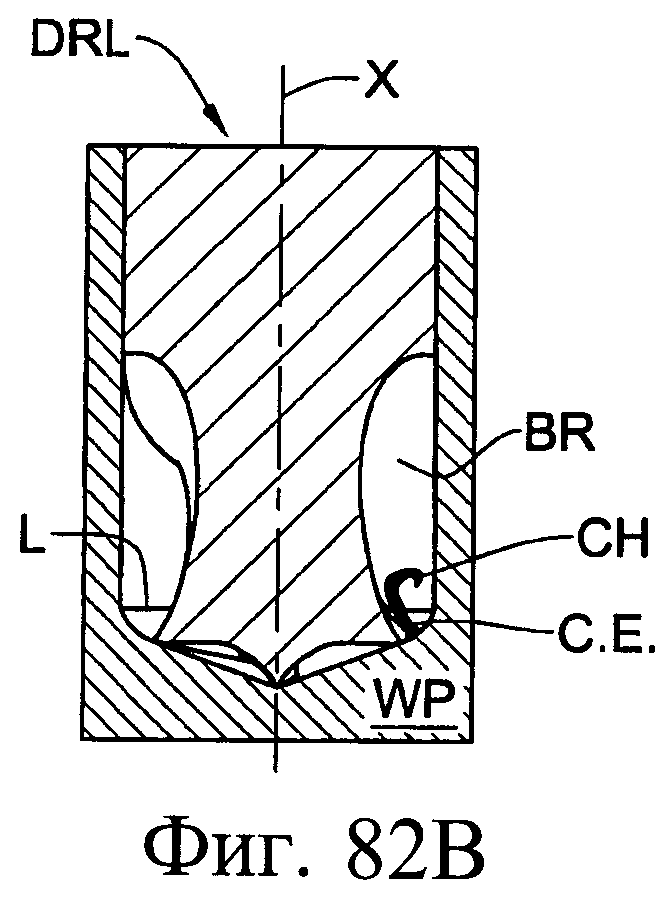
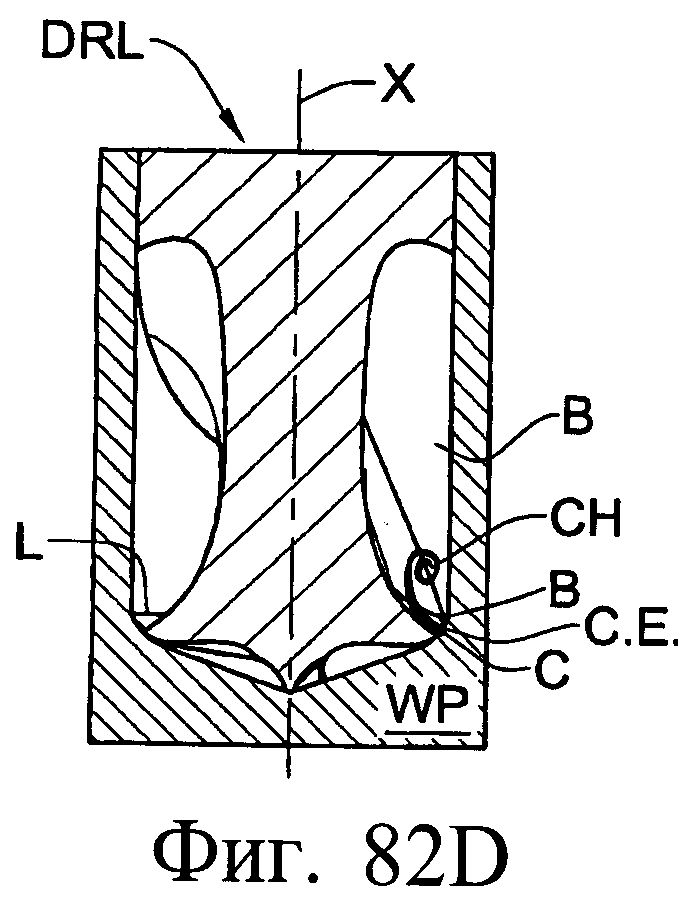
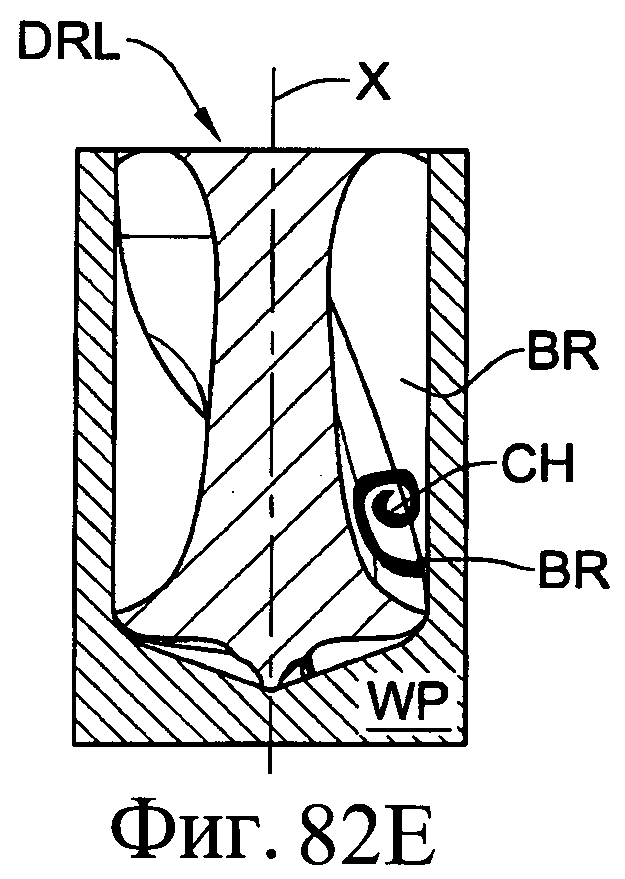
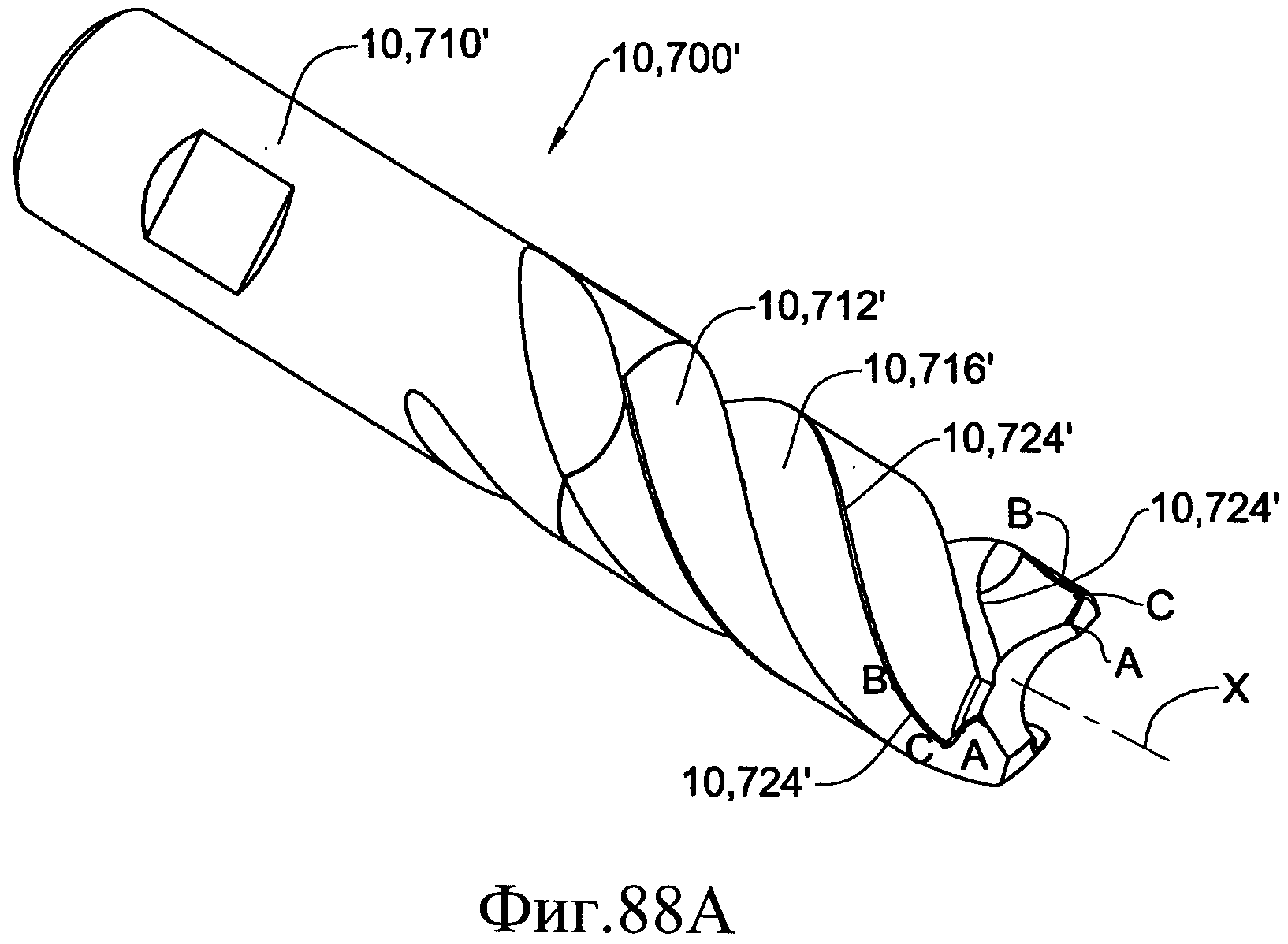
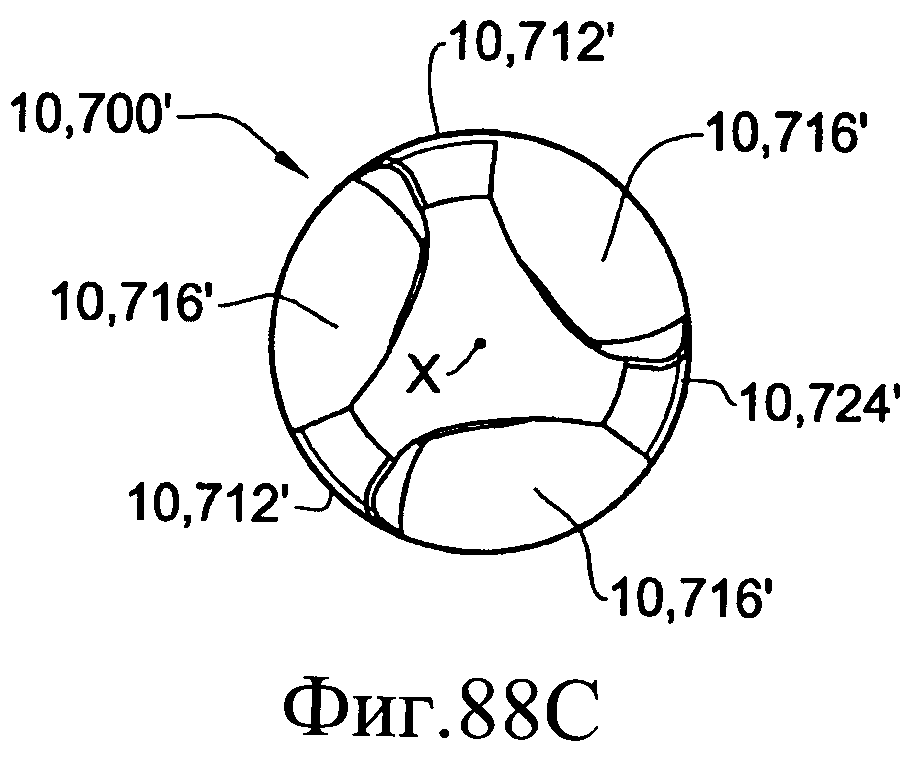
Согласно одному из вариантов реализации режущий элемент может быть сверлом или сверлильной головкой, выполненными с возможностью удаления материала из заготовки во время операции сверления для формирования отверстия в указанной заготовке. Сверло может иметь корпус, проходящий вдоль и вокруг центральной оси X, имеющий периферийную поверхность (поверхность, проходящую вокруг центральной оси) и переднюю поверхность, ориентированную перпендикулярно центральной оси. Передняя поверхность и периферийная поверхность соответствуют дну и боковой стенке отверстия, сформированного в заготовке во время операции сверления.
Сверло/головка могут быть снабжены режущей частью, расположенной в конце корпуса рядом с передней поверхностью таким образом, что режущая часть содержит режущую кромку, заданную пересечением периферийной поверхности корпуса и его передней поверхности.
Пересечение передней поверхности и периферийной поверхности может формировать угол, как у известных сверл. Однако применение принципа "перевернутого угла" к сверлу/головке может привести тому, что указанный угол имеет с острое ребро, как у известных сверл, а скругленное (скругленный край.
Таким образом, при использовании сверло/сверлильная головка согласно одному из вариантов реализации могут быть выполнены с возможностью формирования в заготовке отверстия со скругленным углом между дном и боковой стороной отверстия. Скругление угла сверла/сверлильной головки помимо прочего обеспечивает возможность снижения напряжений и нагрузок в углу режущей кромки и облегченного удаления стружек из заготовки во время операции сверления.
Согласно еще одному из вариантов реализации режущий элемент может быть режущей вставкой для фрезы/токарного резца, которая имеет переднюю поверхность, заднюю поверхность и боковые поверхности, проходящие между ними. Указанная режущая вставка может быть снабжена режущим углом по меньшей мере в одном пересечении между соседними боковыми поверхностями и указанной передней/задней поверхностью.
Согласно еще одному из вариантов реализации по меньшей мере одна из передней и задней поверхностей режущей вставки снабжена несколькими режущими кромками, количество которых равно количеству ее боковых поверхностей (например четырьмя режущими кромками режущей вставки, имеющей четыре боковые поверхности). Согласно еще одному из вариантов реализации по меньшей мере одна из передней и задней поверхностей режущей вставки снабжена несколькими режущими кромками, количество которых равно половине количества ее боковых поверхностей (т.е. двумя режущими кромками режущей вставки, имеющей четыре боковые поверхности. Согласно последнему варианту реализации режущие кромки могут быть расположены попеременно таким образом, что каждый угол режущей вставки, имеющий режущую кромку, граничит с двумя углами, не имеющими режущую кромку.
Режущая вставка может быть выполнена поворотной и/или двусторонней, т.е. иметь по меньшей мере две режущие кромки на одной из ее передней и задней поверхностей, и/или иметь по меньшей мере одну режущую кромку на любой из ее указанных передней и задней поверхностей.
Согласно одному из вариантов реализации угол, вдоль которого расположена режущая кромка, может быть скругленным углом, т.е. имеющим непрерывный радиус кривизны, и таким образом обеспечивать формирование скругленного угла в заготовке во время операции резания. Согласно еще одному из вариантов реализации угол, вдоль которого расположена режущая кромка, может быть перевернутым скругленным углом, т.е. имеющим по меньшей мере два сегмента, каждый из которых имеет непрерывный радиус кривизны, причем угол сформирован в точке сопряжения указанных двух сегментов (т.е. не имеет непрерывный радиус кривизны). Согласно еще одному из вариантов реализации угол, вдоль которого расположена режущая кромка, может быть скошенным таким образом, что имеет по меньшей мере три сегмента, расположенные с наклоном друг к другу для формирования указанного угла, и таким образом формирования скошенного угла в заготовке во время операции резания.
Согласно конкретному варианту реализации режущая вставка может быть снабжена по меньшей мере тремя боковыми поверхностями: двумя периферийными боковыми и одной промежуточной боковой, соединяющей указанные периферийные боковые поверхности таким образом, что между промежуточной боковой поверхностью и каждой из периферийных боковых поверхностей сформированы два угла, и в пересечении указанных углов с верхней поверхностью режущей вставки заданы две прилегающие режущие кромки. Режущие кромки могут иметь зеркальную конструкцию по отношению к плоскости симметрии, проходящей между периферийными боковыми поверхностями и перпендикулярно верхней поверхности и промежуточной боковой поверхности режущей вставки.
Согласно вышеуказанному варианту реализации угол, сформированный между промежуточной боковой поверхностью и верхней поверхностью режущей вставки, также образует режущую кромку режущей вставки, соединяя части режущей кромки, расположенные в углах.
Согласно одному из вариантов реализации обе режущие кромки в указанных углах могут иметь "утопленную" конструкцию, в которой верхняя поверхность режущей вставки может быть поднята над углами. Согласно такой конструкции стружки, удаленные режущими кромками углов, разделены на две группы таким образом, что стружки, удаленные режущей кромкой одного угла, перемещаются вдоль верхней поверхности к боковой поверхности соответствующего угла (т.е. в направлении от плоскости симметрии), в то время как стружки, удаленные режущей кромкой другого угла, перемещаются к боковой поверхности соответствующего другого угла и таким образом раздельно удаляются из режущей вставки.
Согласно еще одному из вариантов реализации обе режущие кромки в углах могут иметь "выпуклую" конструкцию, в которой по меньшей мере часть верхней поверхности режущей вставки может быть ориентирована ниже над углами. В указанной конструкции стружки, удаленные режущими кромками в обоих углах во время операции резания, перемещаются вдоль верхней поверхности и сходятся к плоскости симметрии с последующим совместным удалением из режущей вставки.
Вышеуказанные варианты реализации в частности могут быть подходящими для использования в пилах и/или отрезных/канавочных резцов.
Принцип "перевернутого угла" может быть реализован в различных режущих инструментах, например: составных инструментах, предназначенных для фрезерования, токарной обработки, нарезания пазов, отрезания, распиливания и сверления, а также в режущих вставках, использованных в держателях режущего инструмента для формирования инструментов, подходящих для выполнения вышеуказанных операций. Также следует подразумевать, что указанный принцип может быть использован в соединении с любым из описанных выше аспектов настоящего изобретения, раскрытого в настоящей заявке.
Также следует отметить, что отличительные особенности, описанные выше в отношении всех аспектов согласно настоящему изобретению, могут снабдить режущие инструменты согласно настоящему изобретению по меньшей мере одним из следующих преимуществ:
- Подача - с теми же нагрузками предложенный режущий инструмент может работать с увеличенной подачей и скоростью вращения F и VR соответственно по сравнению с эквивалентным режущим инструментом без вышеуказанных отличительных особенностей, а также может удалять большее количество материала заготовки в единицу времени t;
- Нагрузка - при тех же самых подаче и скорости вращения F и VR предложенный режущий инструмент испытывает меньшие нагрузки по сравнению с эквивалентным режущим инструментом без вышеуказанных упомянутых отличительных особенностей и таким образом обеспечивает увеличенный общий срок эксплуатации;
- Стружка - при той же самой скорости вращения VR предложенный режущий инструмент может обеспечивать возможность увеличенной подачи F по сравнению с эквивалентным режущим инструментом без вышеуказанных отличительных особенностей и таким образом обеспечивать возможность удаления более толстой стружки в единицу времени t за один оборот режущего инструмента или заготовки; и
- Скорость - при той же самой подаче F предложенного режущего инструмента или заготовки может быть обеспечена возможность увеличенной скорости вращения VR по сравнению с эквивалентным режущим инструментом без вышеуказанных отличительных особенностей, и удаление большего количества стружки в единицу времени t;
- Нагрев - благодаря уменьшенным нагрузкам, приложенным к режущим кромкам режущего компонента, и тому факту, что указанные нагрузки распределены между большим числом режущих кромок, количество тепла (по сравнению с известными режущими инструментами), выделенного из-за трения режущего компонента и заготовки, значительно уменьшено, в результате чего уменьшается износ режущего компонента, и увеличивается срок службы;
- Класс обработки - благодаря ориентации режущих кромок и отслаиванию стружек от заготовки, результирующий класс обработки поверхности заготовки может быть увеличен по сравнению с заготовкой, обработанной известными режущими инструментами;
- Удаление стружки - благодаря отслаиванию стружек от заготовки уменьшается риск забивки режущего элемента стружками, удаленным из заготовки;
- Врезание - режущая кромка всегда расположена под углом к заготовке таким образом, что проникновение в заготовку намного облегчено, что обеспечивает возможность снижения нагрузок, приложенных к режущему компоненту; и
- Срок эксплуатации - все из вышеуказанных преимуществ способствуют увеличению срока эксплуатации режущего элемента в условиях, подобных условиям эксплуатации известных режущих элементов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для понимания настоящего изобретения и очевидности его практического осуществления ниже будут описаны варианты реализации исключительно в качестве неограничивающего примера со ссылкой на сопроводительные чертежи, на которых:
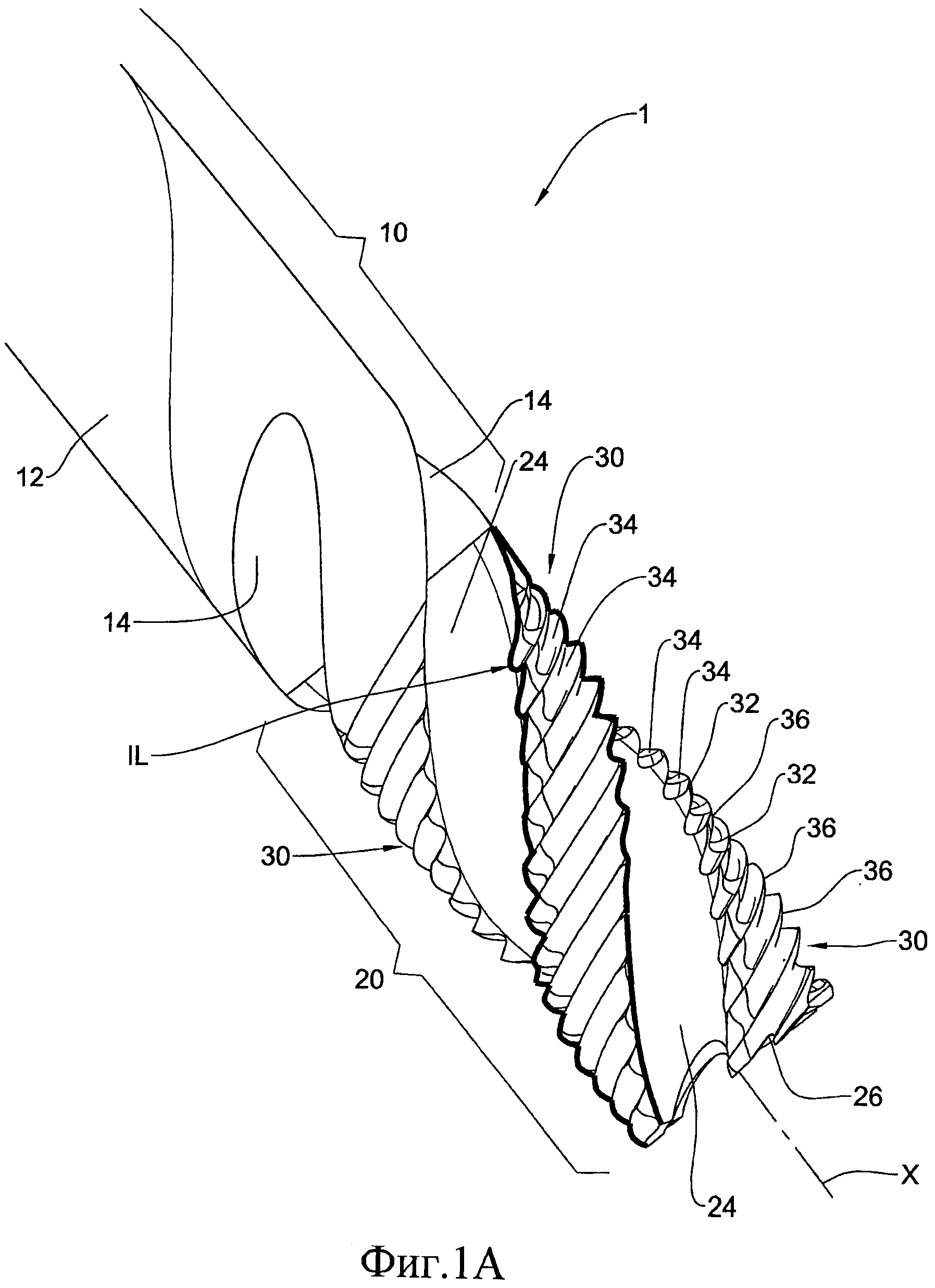
На фиг. 1А схематически показан перспективный вид фрезы согласно одному из вариантов реализации настоящего изобретения.
На фиг. 1 В схематически показан увеличенный вид спереди режущего сегмента фрезы, показанной на фиг. 1А, с режущей частью, обозначенной жирной линией для выделения.
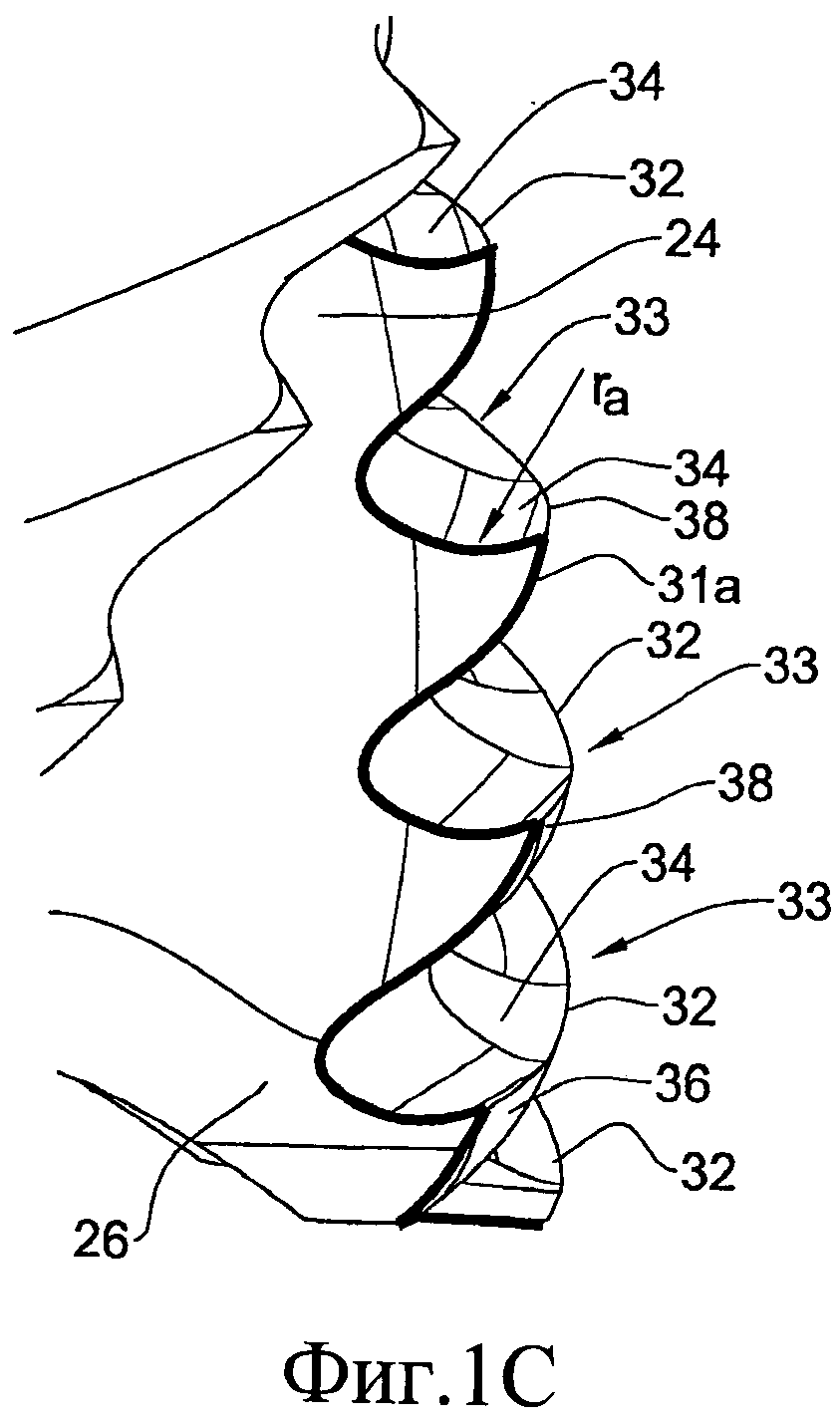
На фиг. 1С схематически показан увеличенный вид детали А, выделенной на фиг. 1 В.
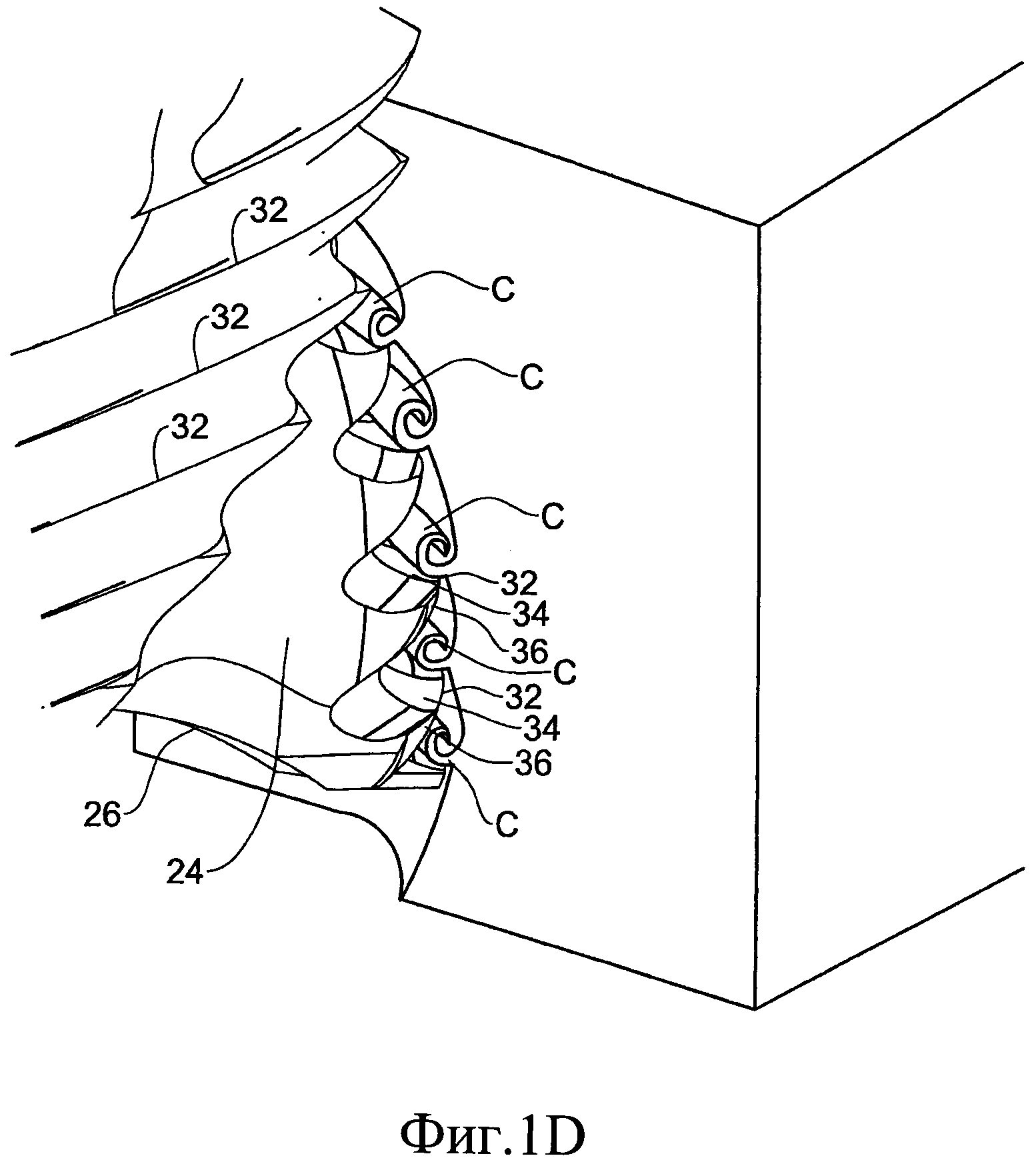
На фиг. 1D схематически показан перспективный вид режущего сегмента, показанного на фиг. 1 В, взаимодействующего с обрабатываемой заготовкой во время операции резания.
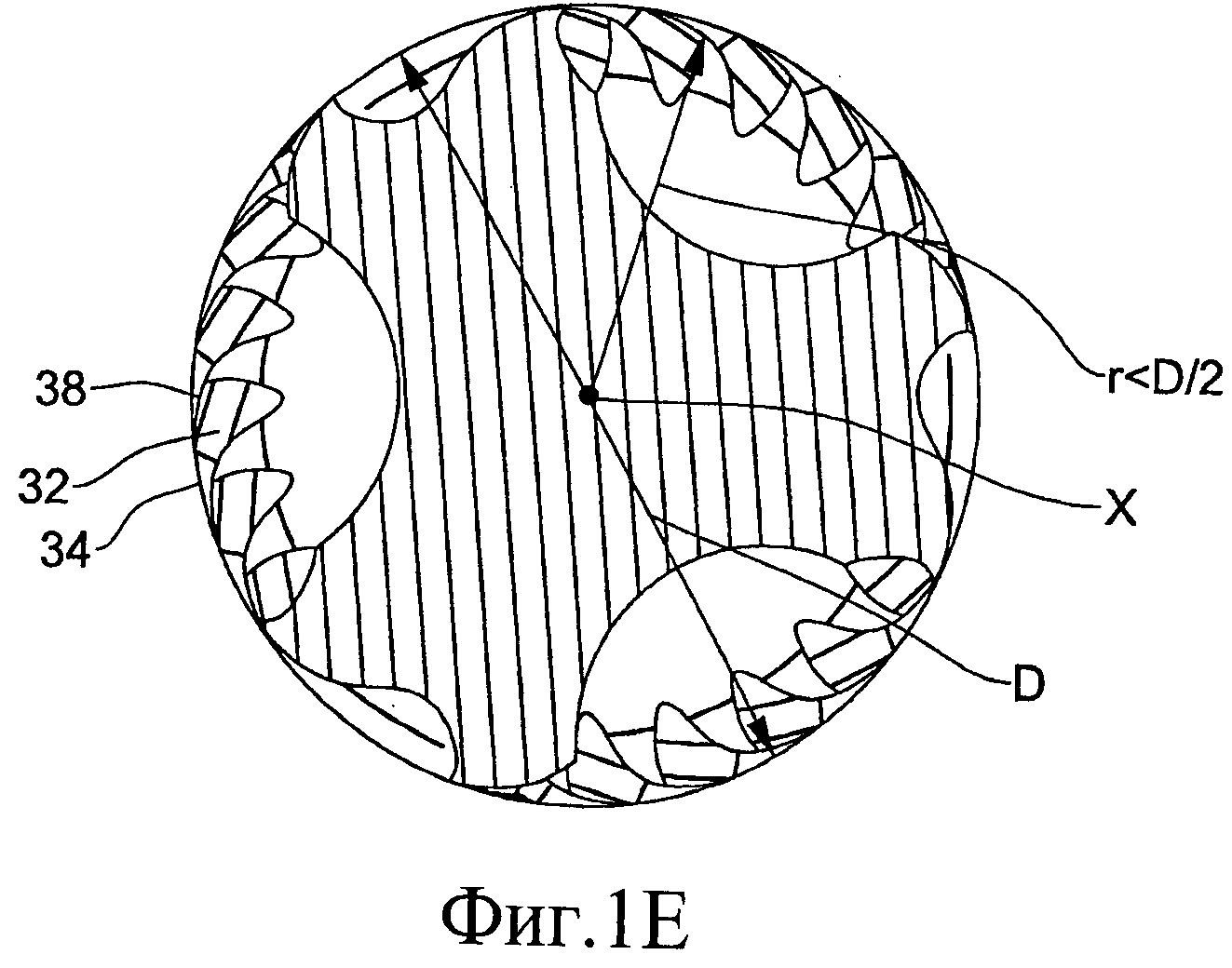
На фиг. 1Е схематически показано сечение фрезы, показанной на фиг. 1А, взятое вдоль плоскости, перпендикулярной центральной оси X фрезы.
На фиг. 2А схематически показан вид спереди полуобработанного изделия, от которого изготовлена фреза, показанная на фиг. 1А.
На фиг. 2 В схематически показан вид снизу полуобработанного изделия, показанного на фиг. 5А.
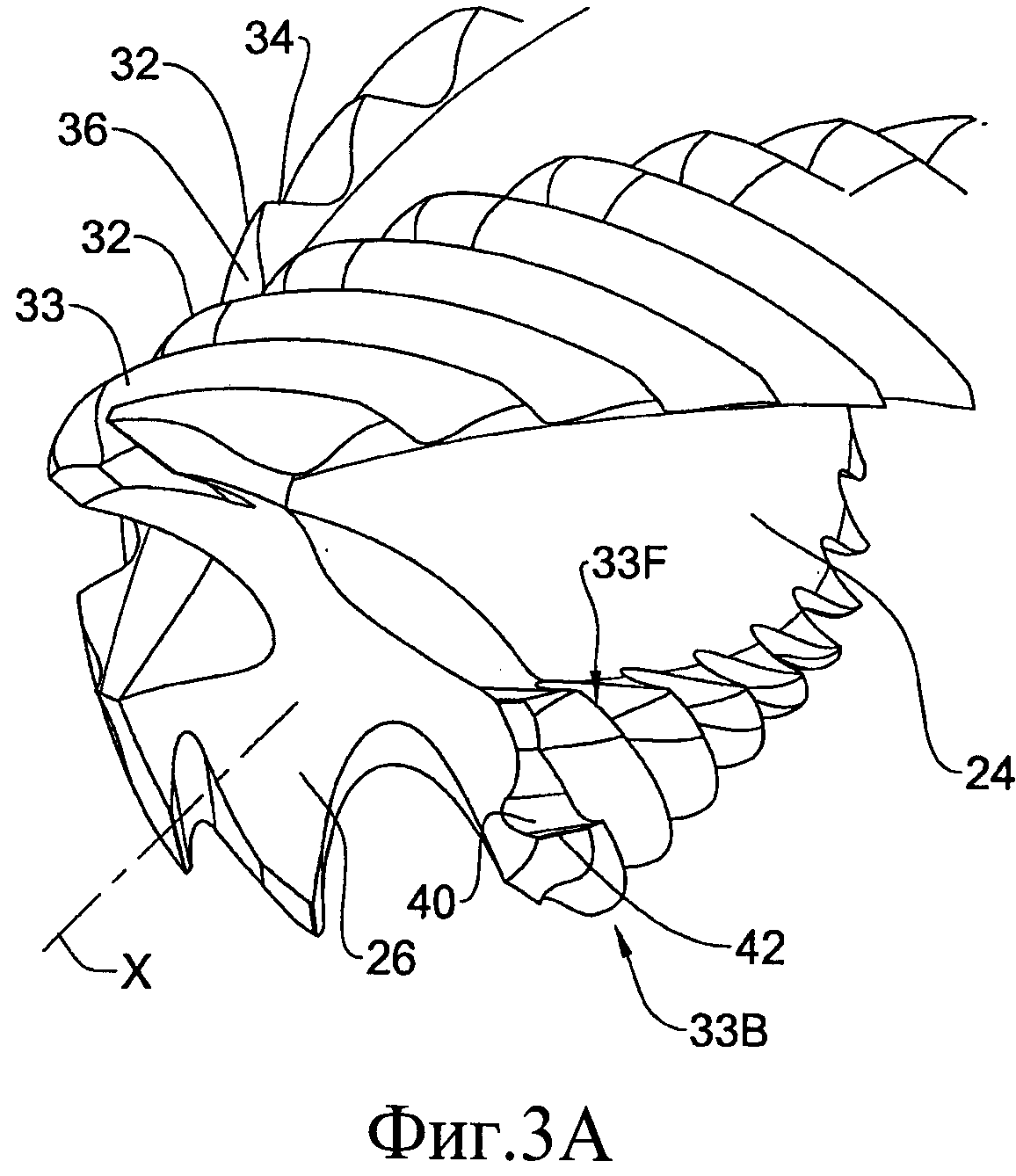
На фиг. 3А схематически показан увеличенный перспективный вид снизу фрезы, показанной на фиг. 1А.
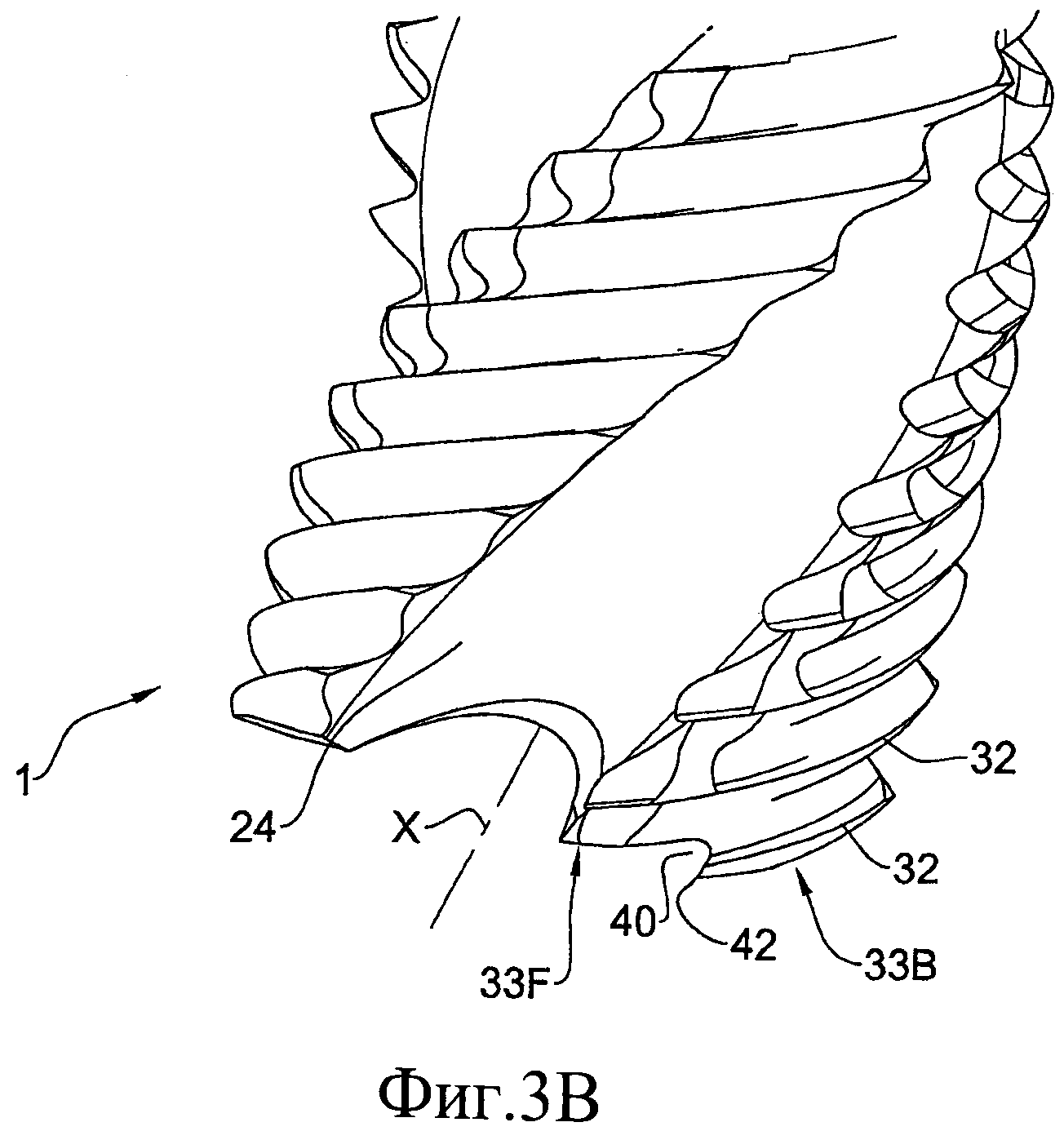
На фиг. 3В схематически показан перспективный вид спереди части фрезы, показанной на фиг. 1А.
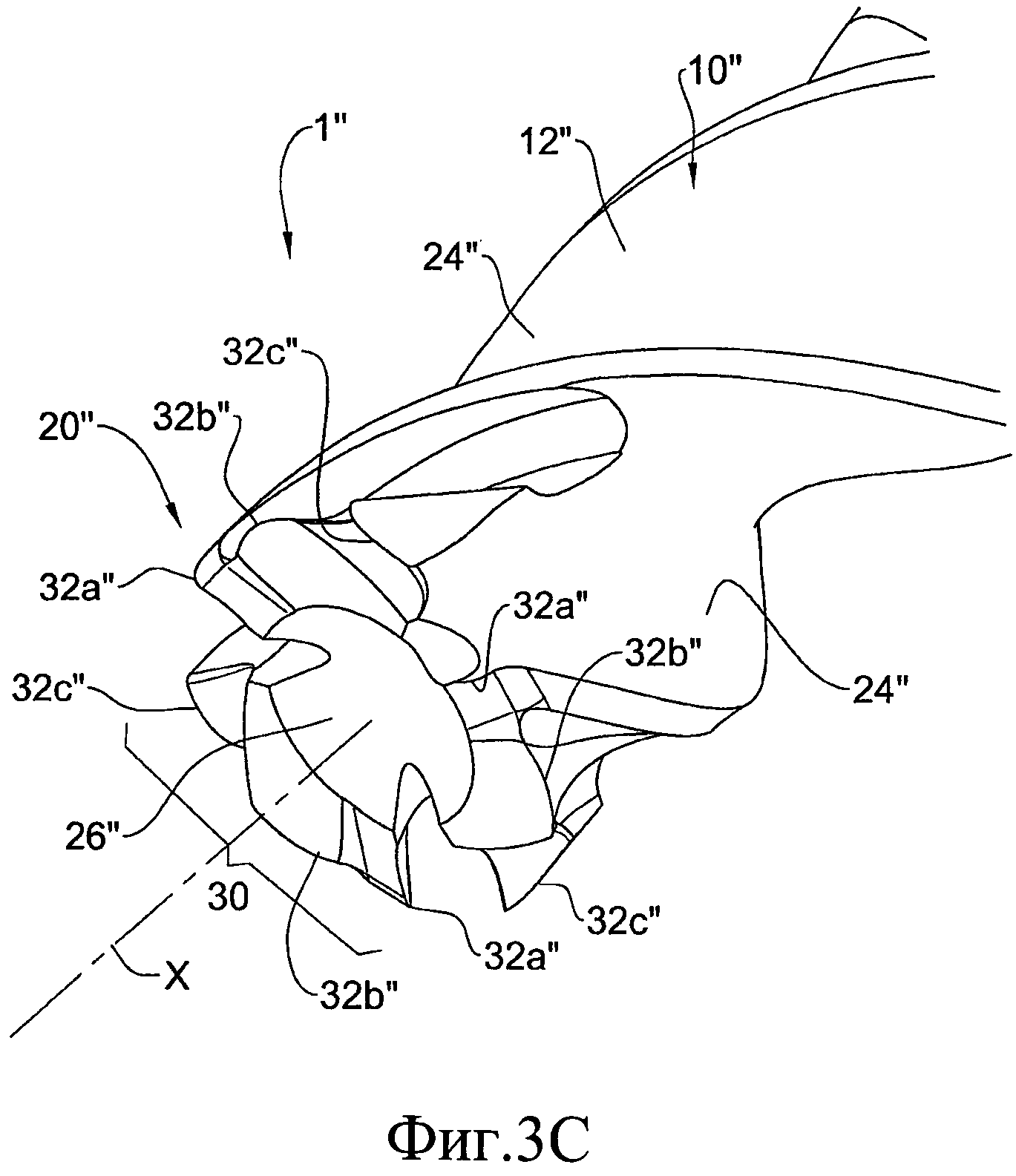
На фиг. 3С схематически показан перспективный вид спереди части фрезы согласно другому примеру.
На фиг. 3D схематически показан вид сбоку фрезы, показанной на фиг. 3С.
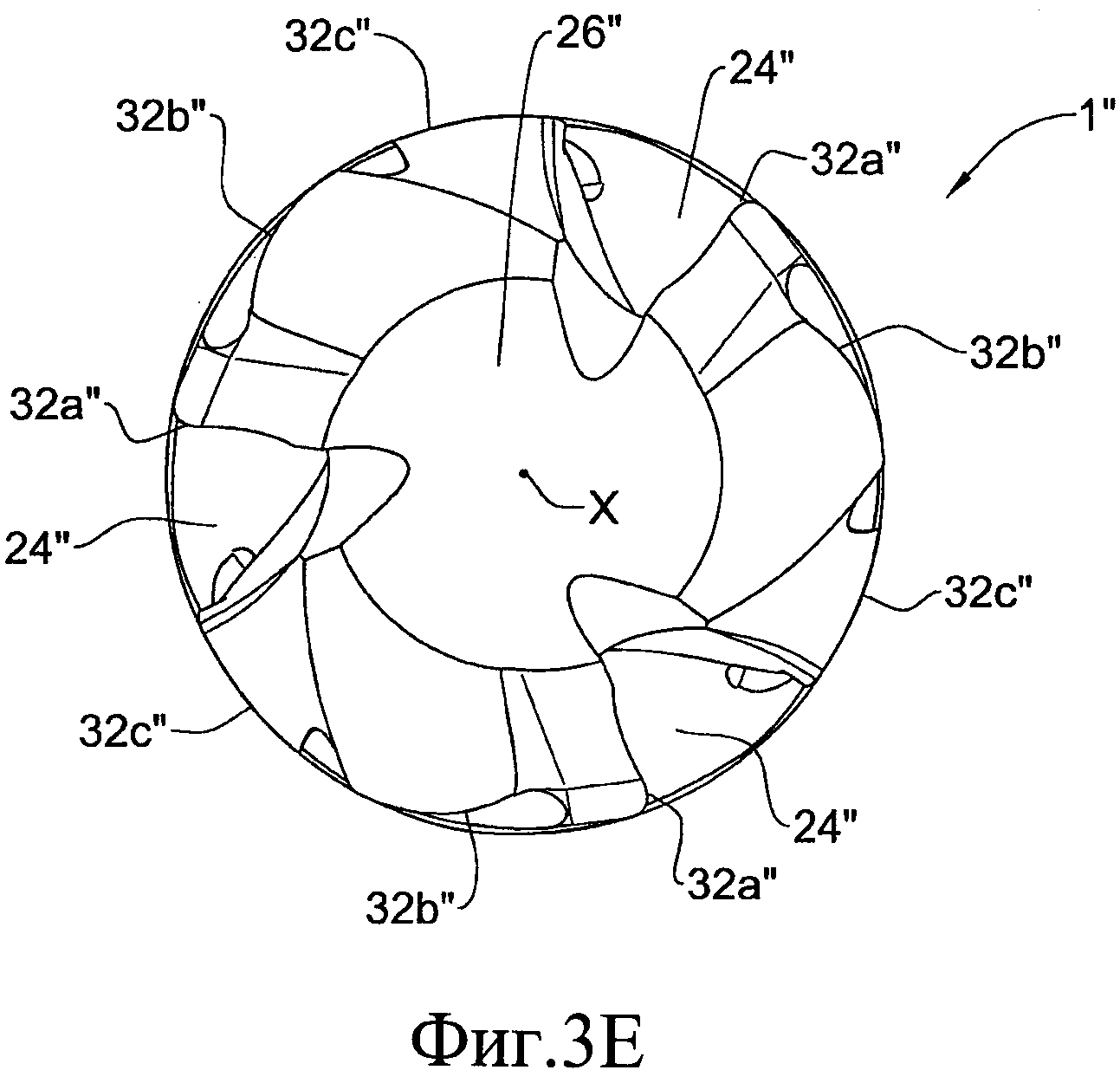
На фиг. 3Е схематически показан вид снизу фрезы, показанной на фиг. 3С.
На фиг. 3F схематически показан увеличенный первый перспективный вид части фрезы, показанной на фиг. 3С.
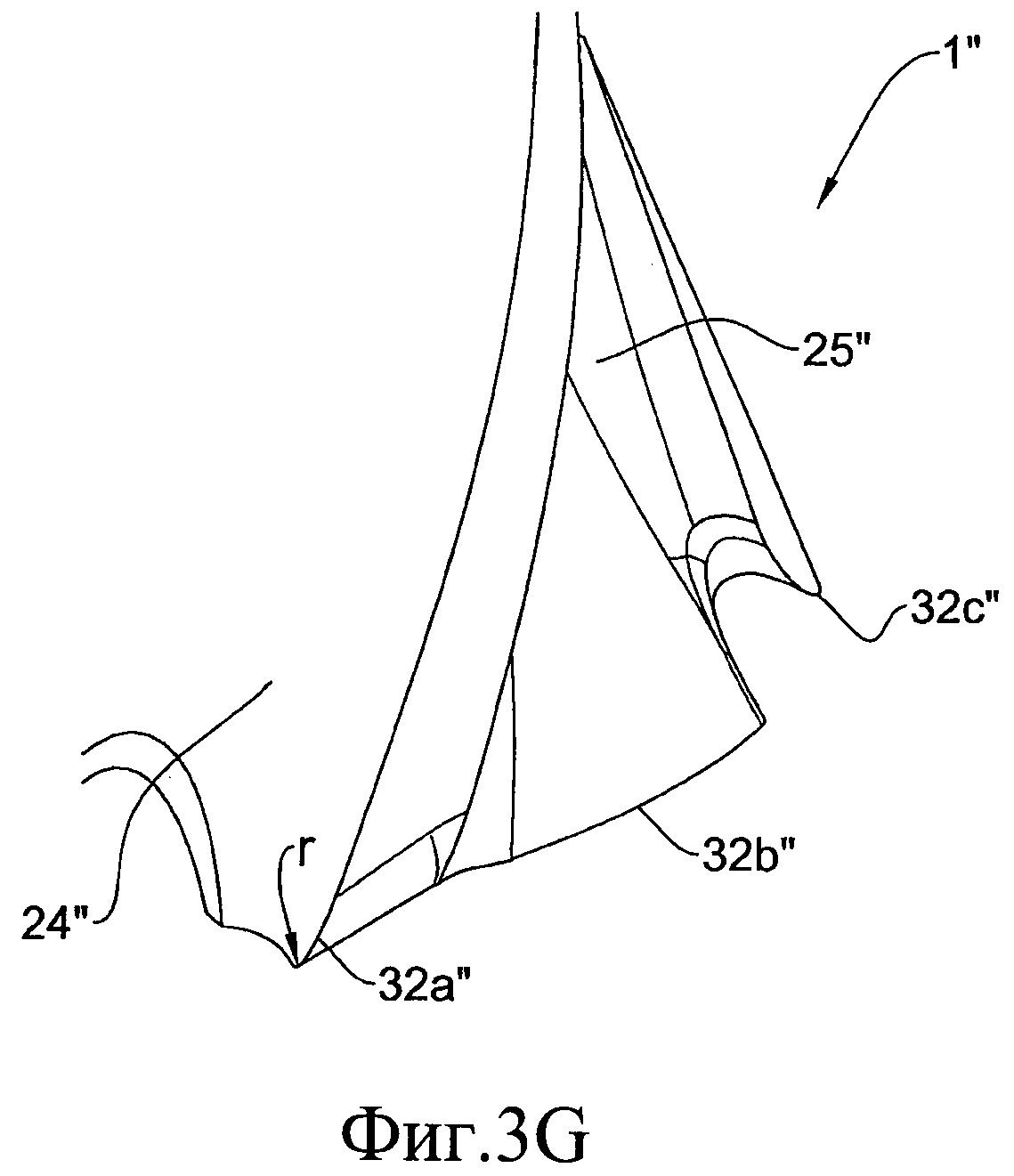
На фиг. 3G схематически показан увеличенный первый перспективный вид части фрезы, показанной на фиг. 3С.
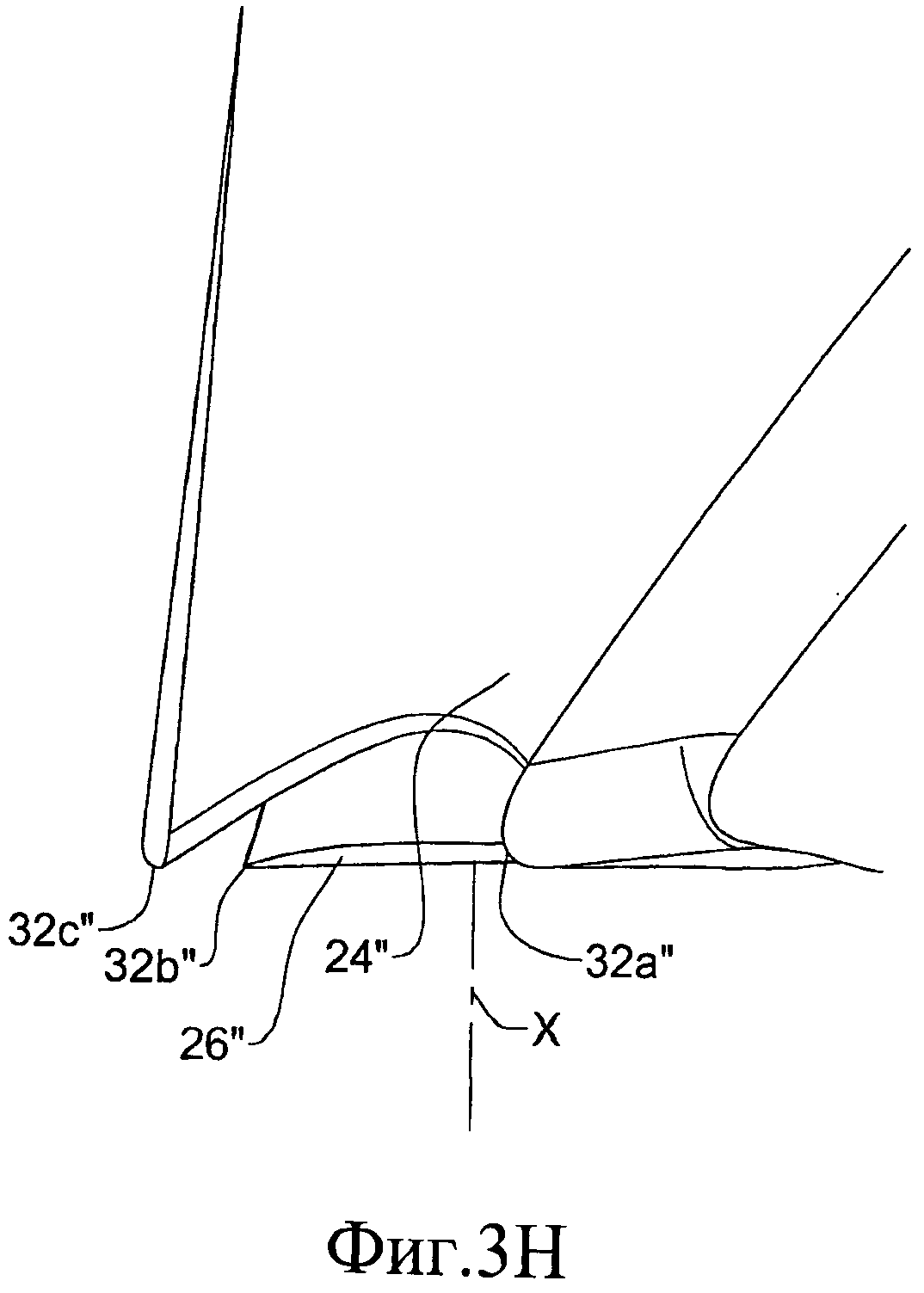
На фиг. 3Н схематически показан увеличенный вид спереди части фрезы, показанной на фиг. 3С.
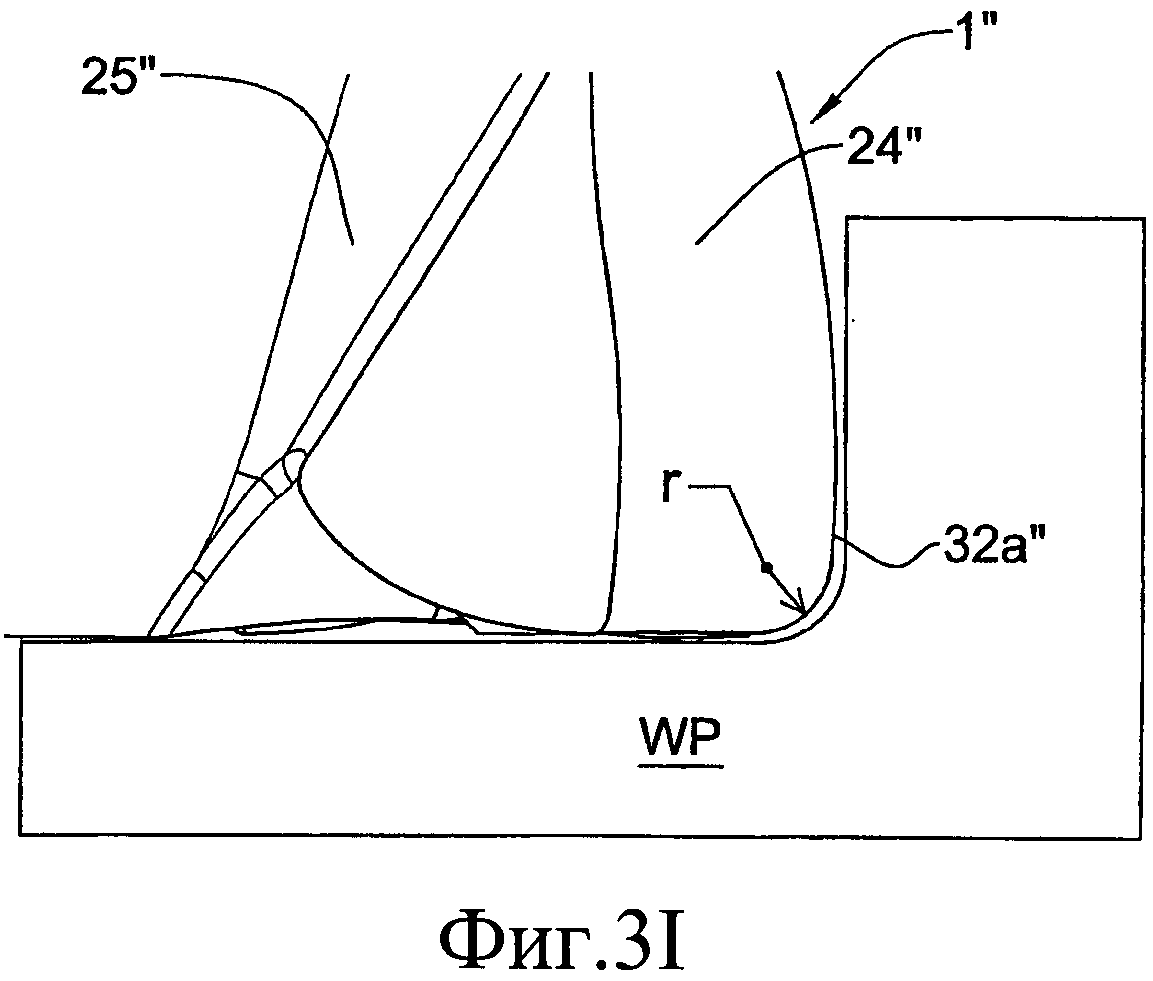
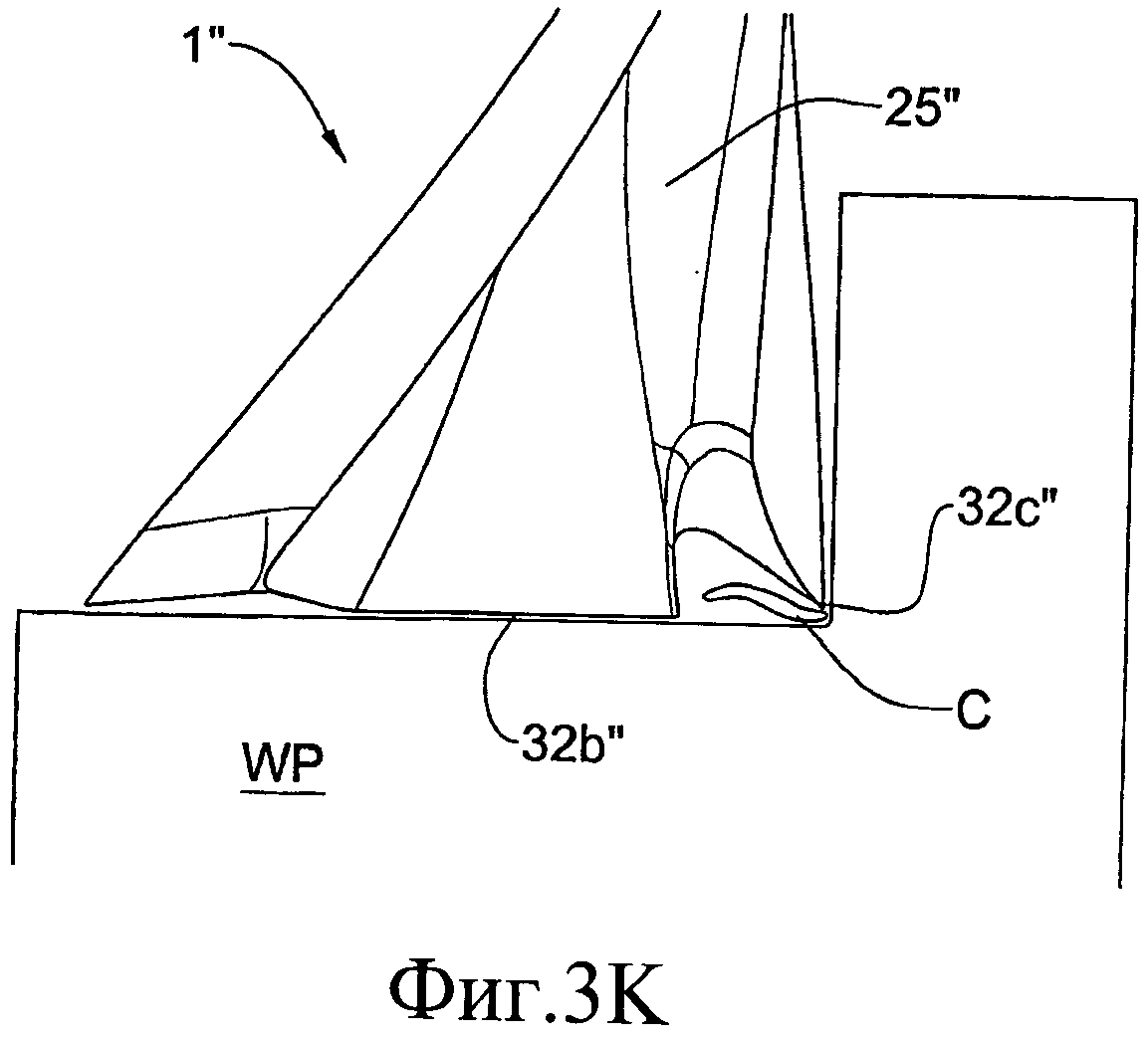
На фиг. 3I-3K схематически показаны увеличенные виды фрезы, показанной на фиг. 3С, во время трех последовательных этапов работы.
На фиг. 3L схематически показан перспективный вид фрезы согласно уровню техники.
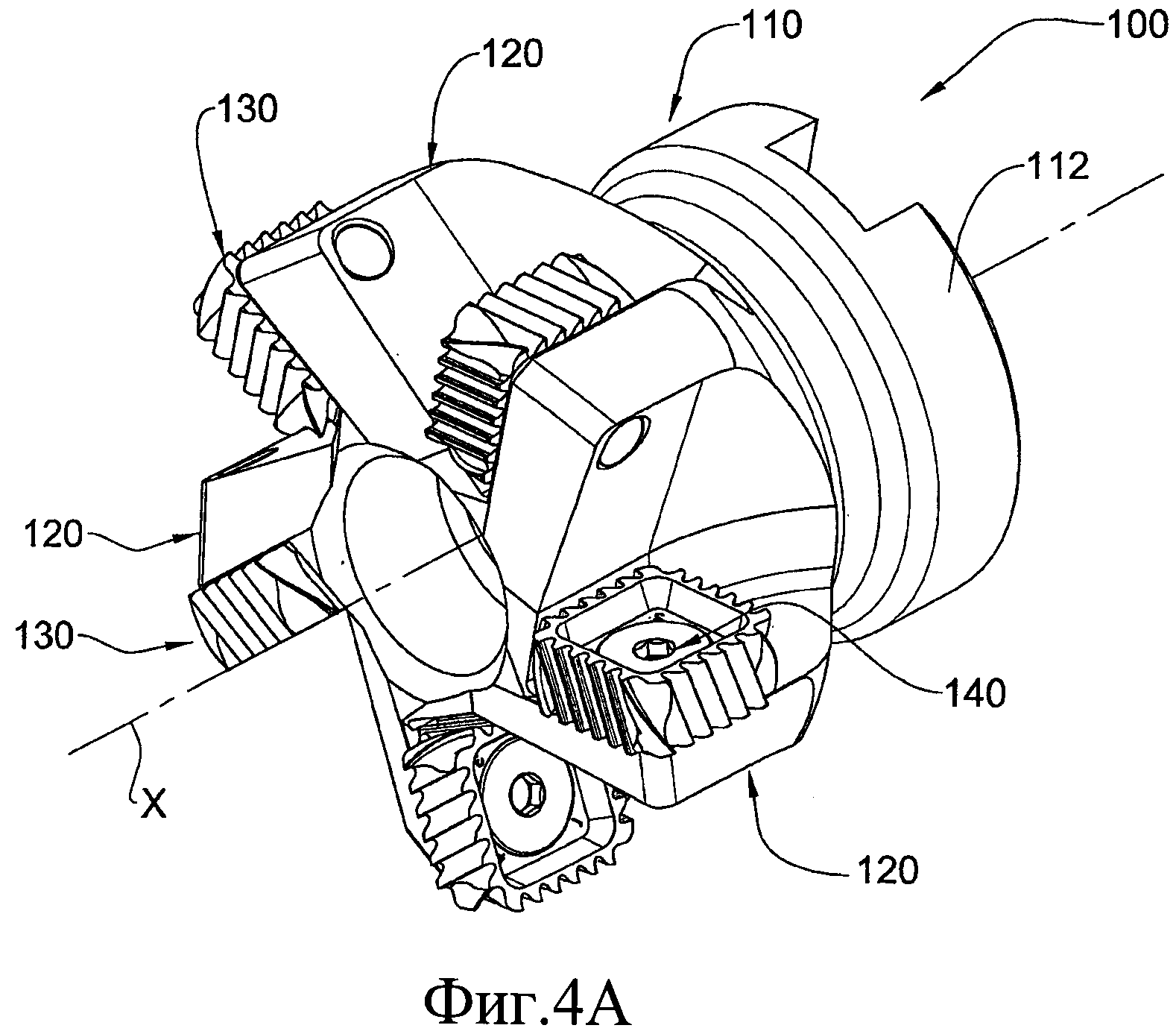
На фиг. 4А схематически показан перспективный вид фрезы согласно еще одному из примеров описанного здесь настоящего изобретения.
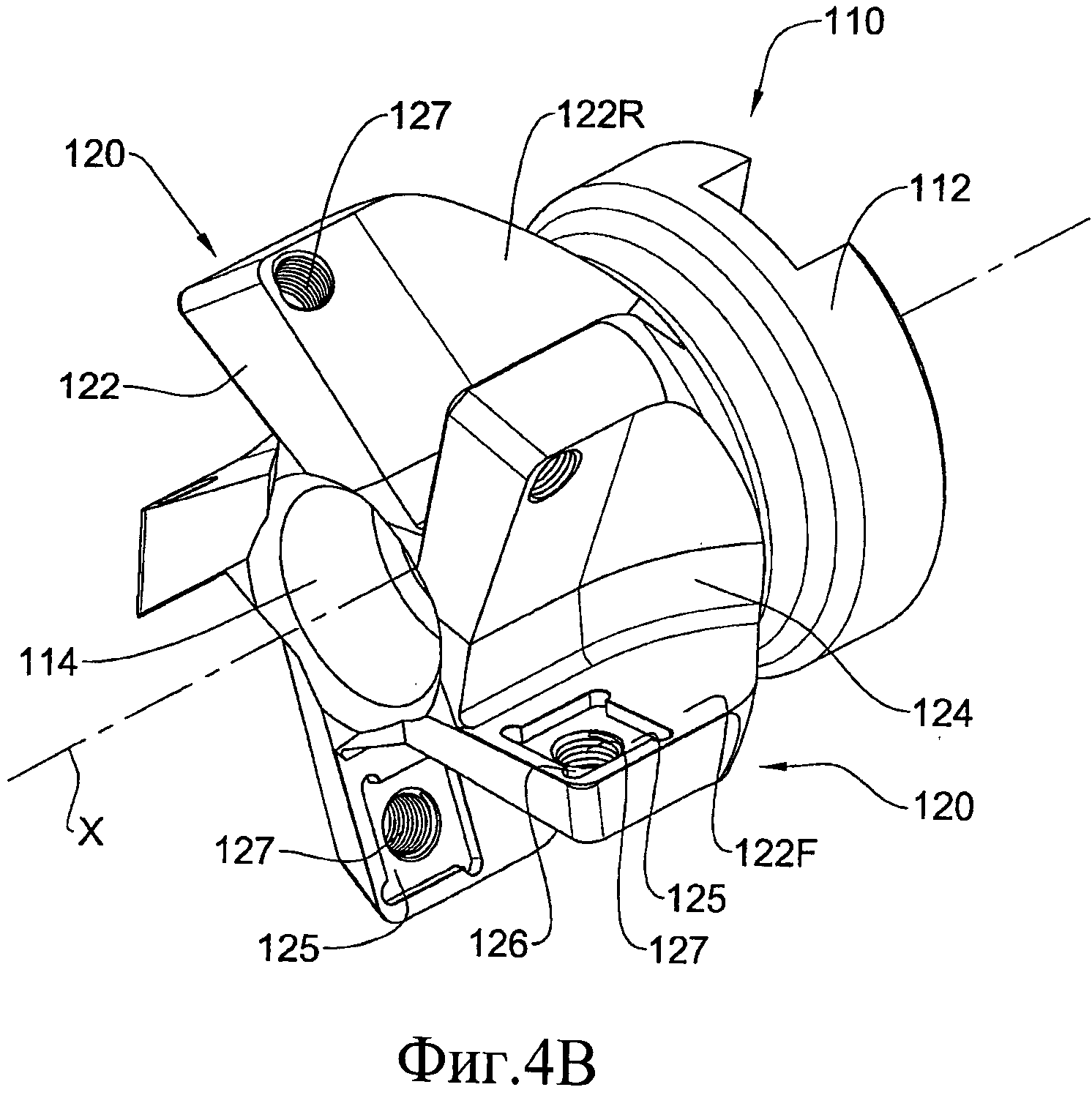
На фиг. 4В схематически показан перспективный вид держателя, использованного во фрезе, показанной на фиг. 4А.
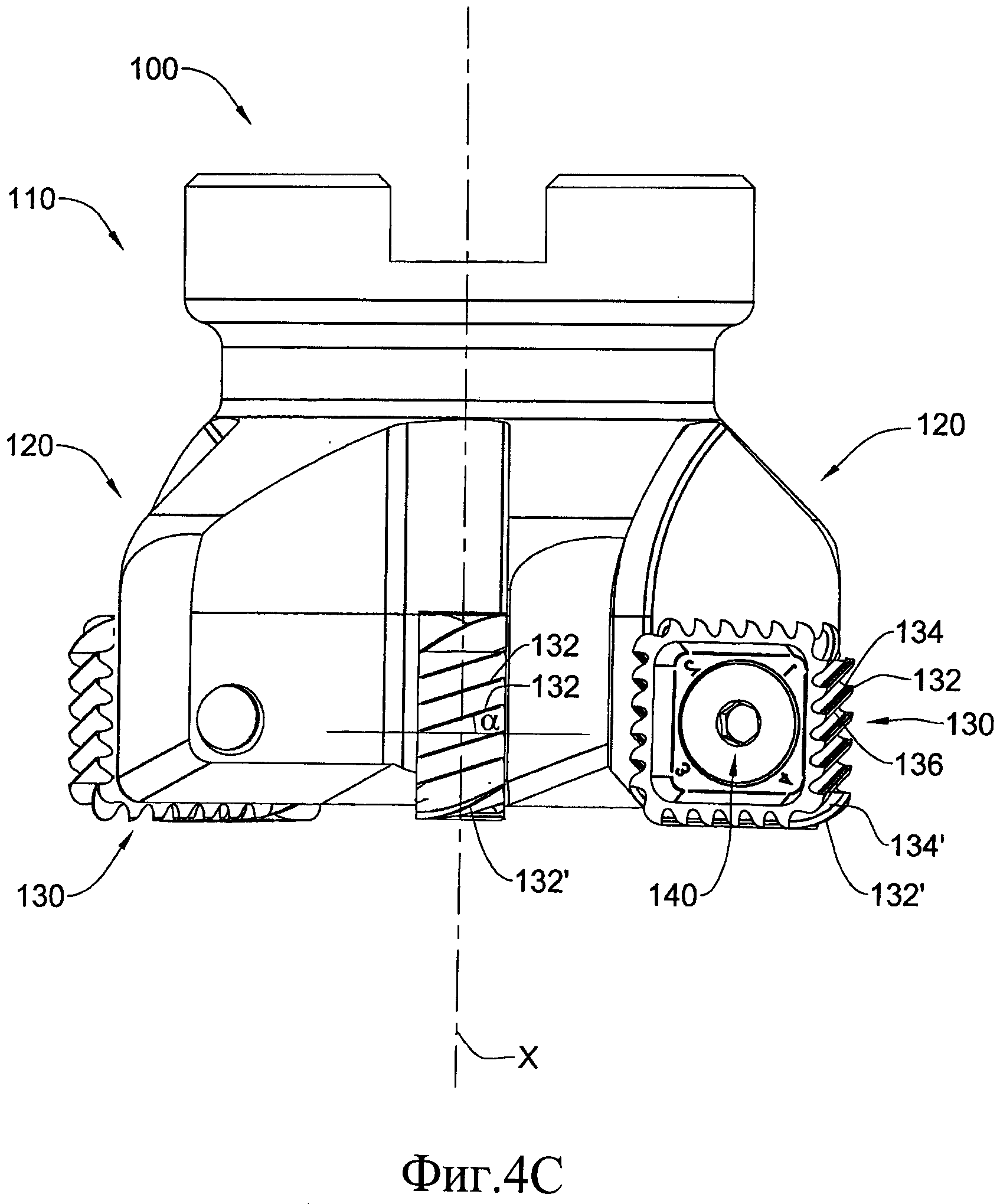
На фиг. 4С схематически показан вид спереди фрезы, показанной на фиг. 4А.
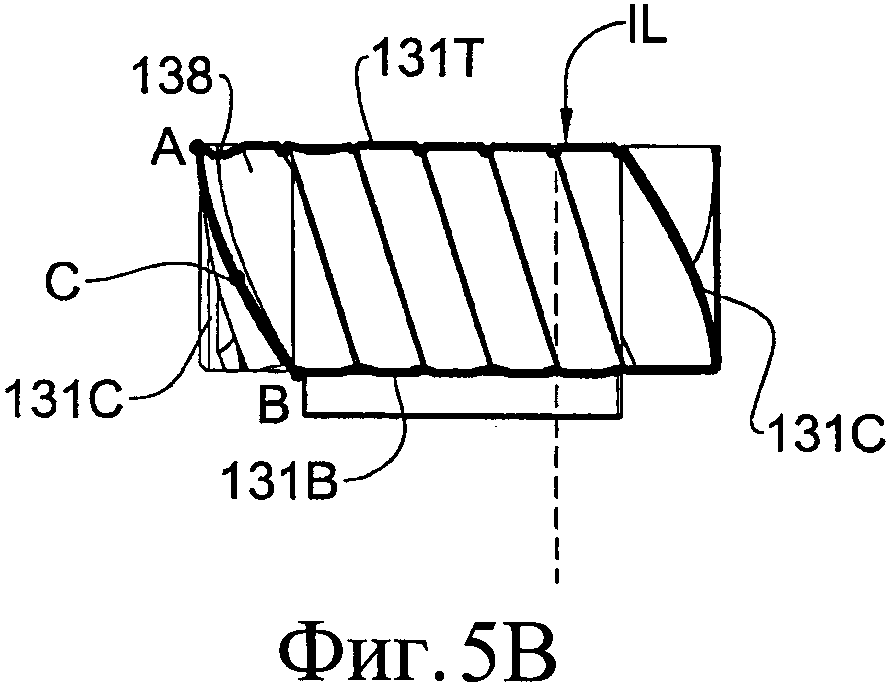
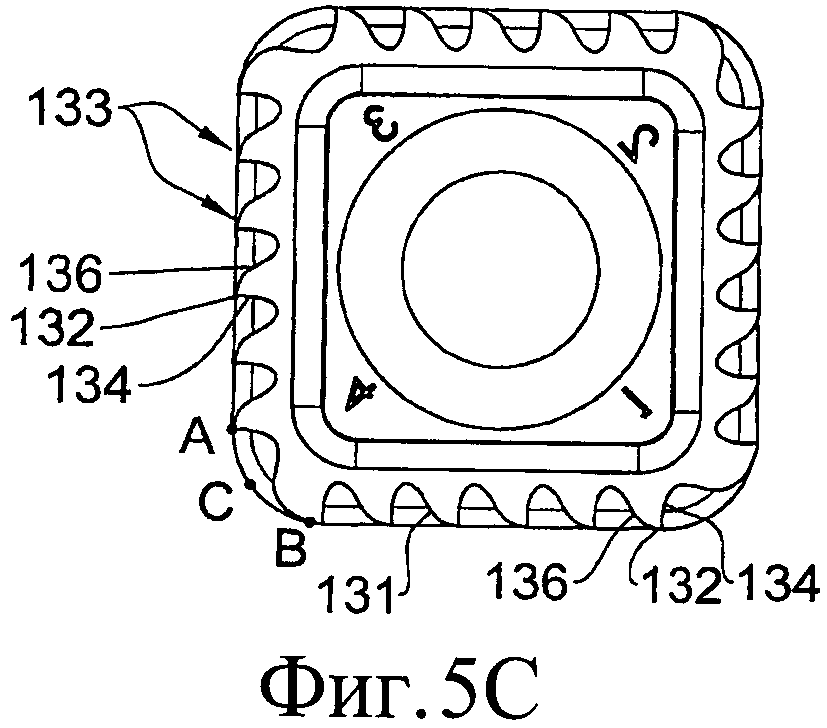
На фиг. 5A-5D соответственно схематически показаны перспективный вид, вид спереди, вид сверху и вид снизу режущей вставки, использованной во фрезе, показанной на фиг. 4А.
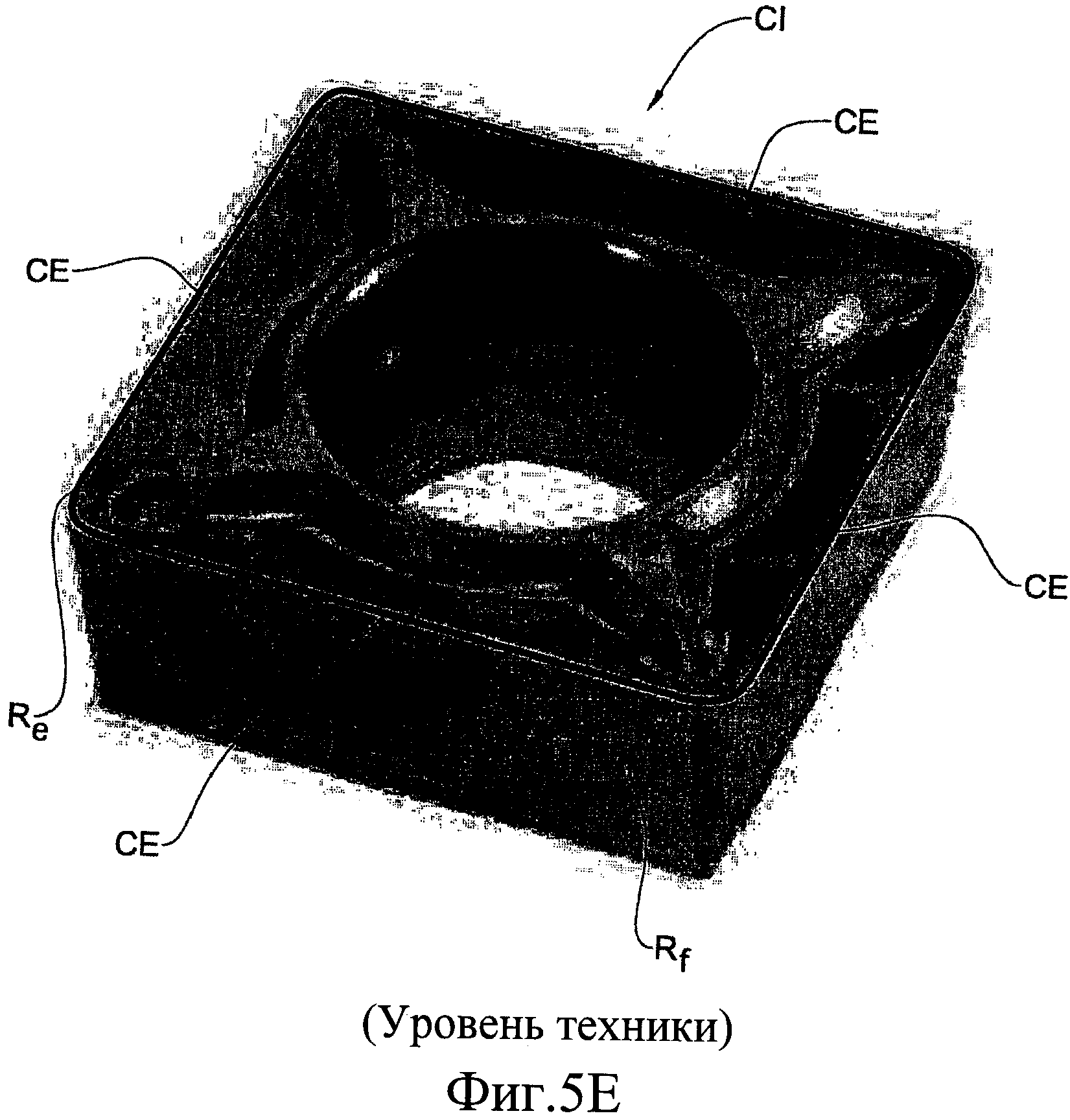
На фиг. 5Е схематически показан перспективный вид режущей вставки согласно уровню техники.
На фиг. 6А и 6В схематически показаны виды снизу двух примеров фрез согласно описанному здесь настоящему изобретению, причем режущие вставки, используемые в нем, имеют различные направления установки.
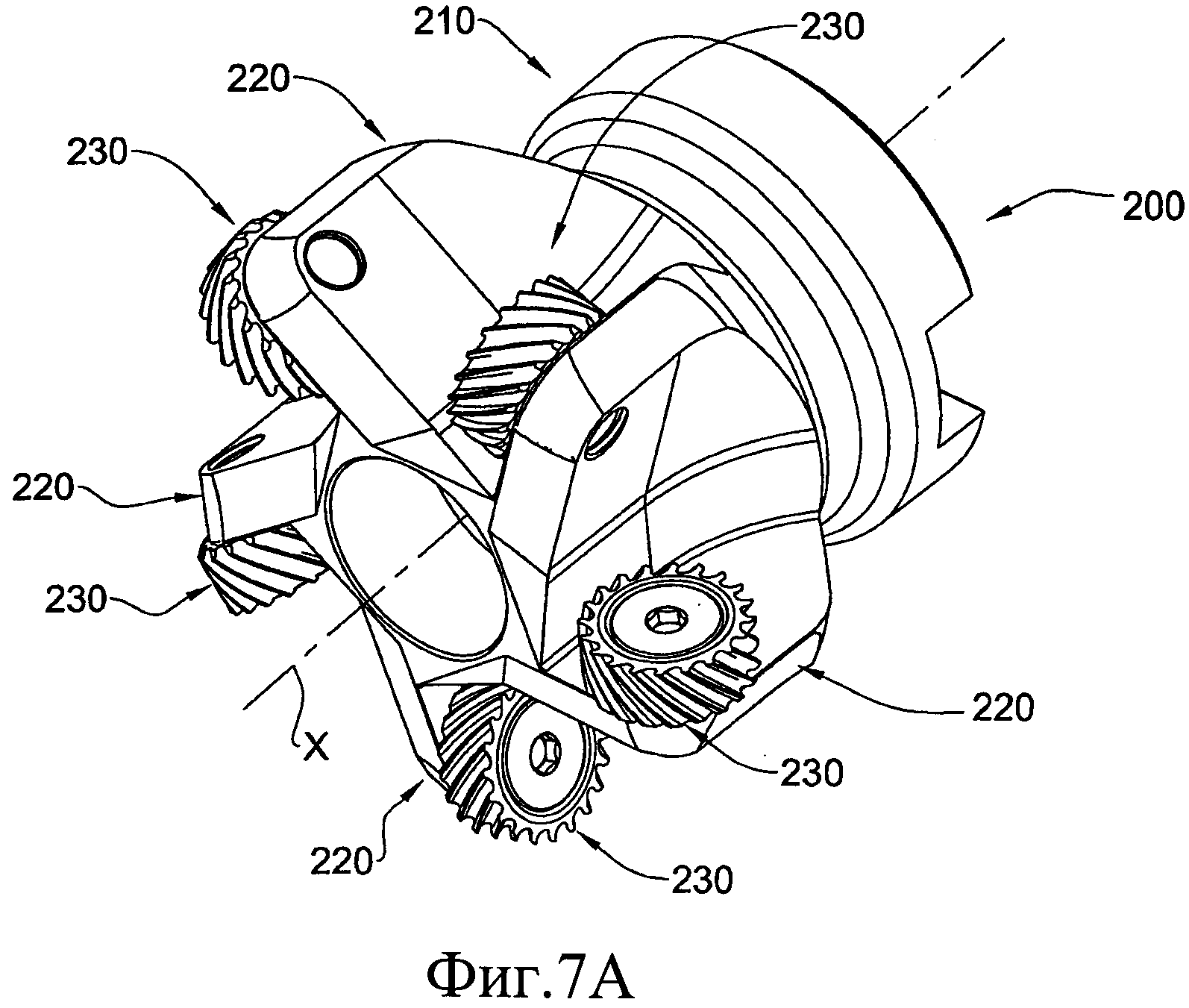
На фиг. 7А схематически показан перспективный вид фрезы согласно еще одному примеру описанного здесь настоящего изобретения.
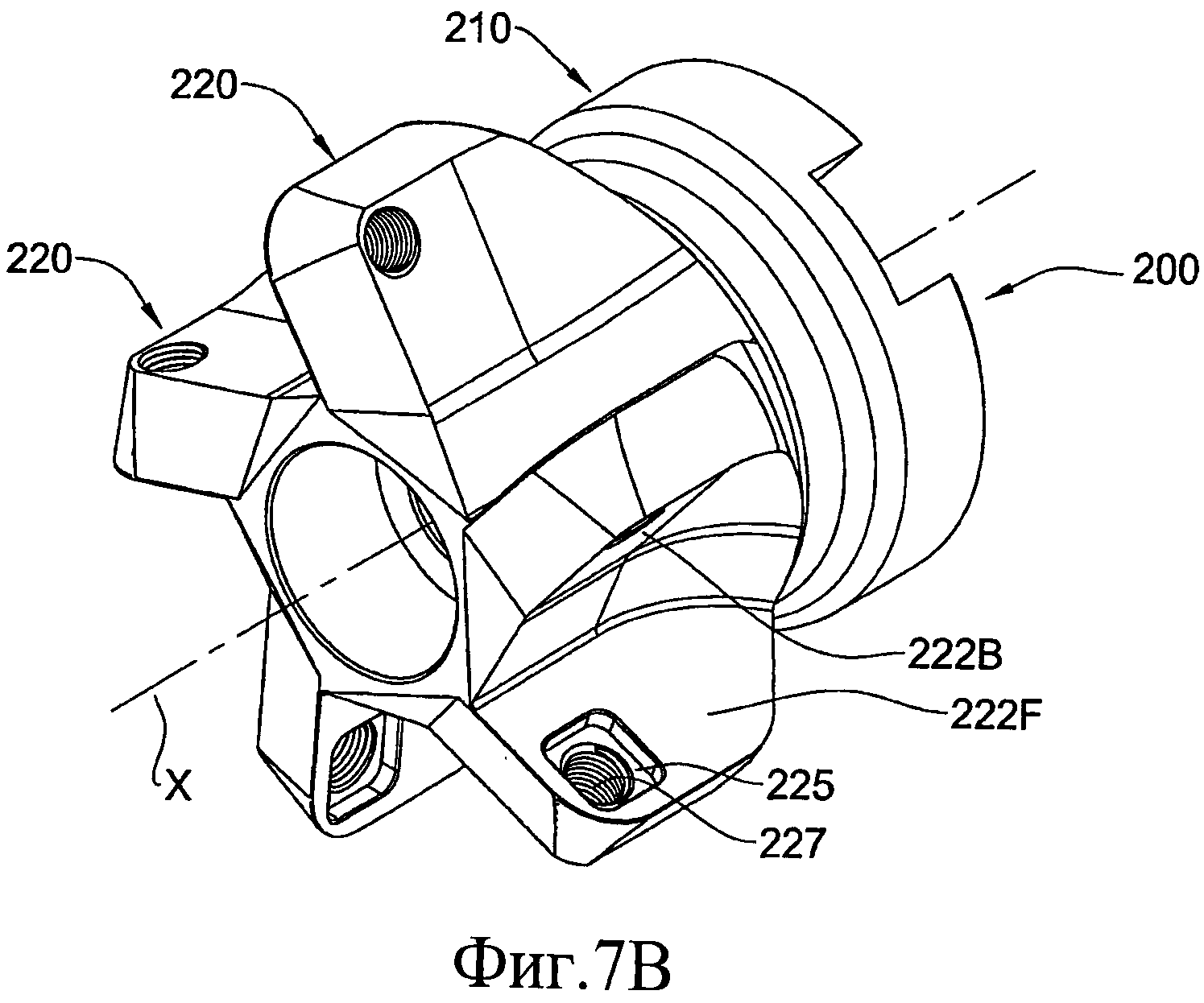
На фиг. 7В схематически показан перспективный вид держателя фрезы, использованного во фрезе, показанной на фиг. 7А.
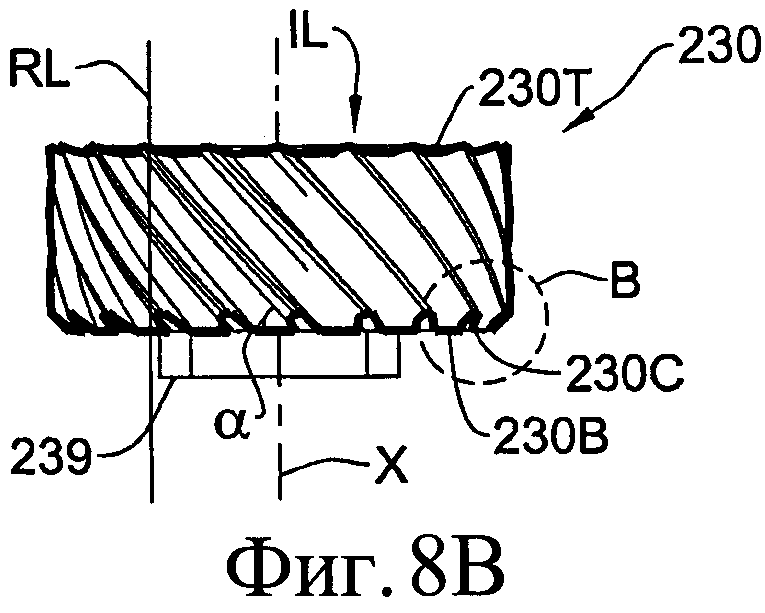
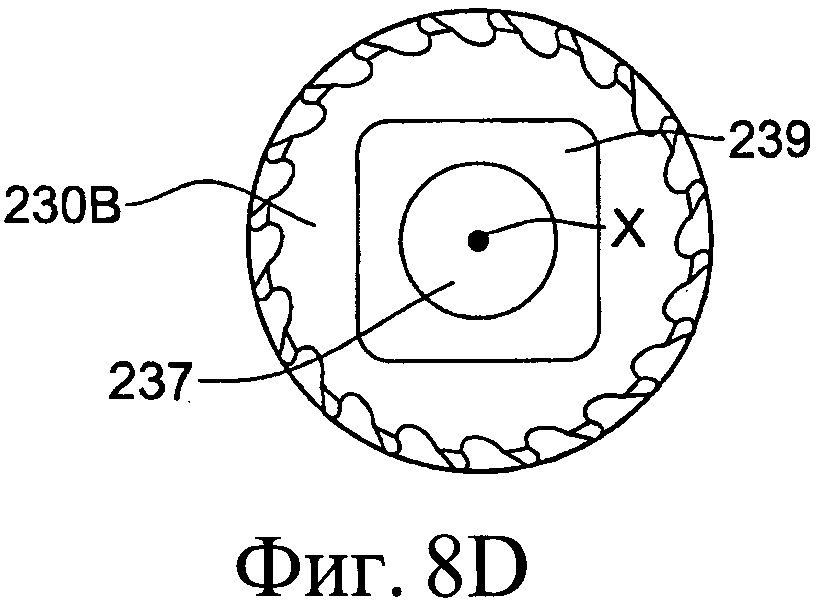
На фиг. 8A-8D соответственно схематически показаны перспективный вид, вид спереди, вид сверху и вид снизу режущей вставки, использованной во фрезе, показанной на фиг. 7А.
На фиг. 8Е схематически показано увеличенное изображение детали В, показанной на фиг. 8В.
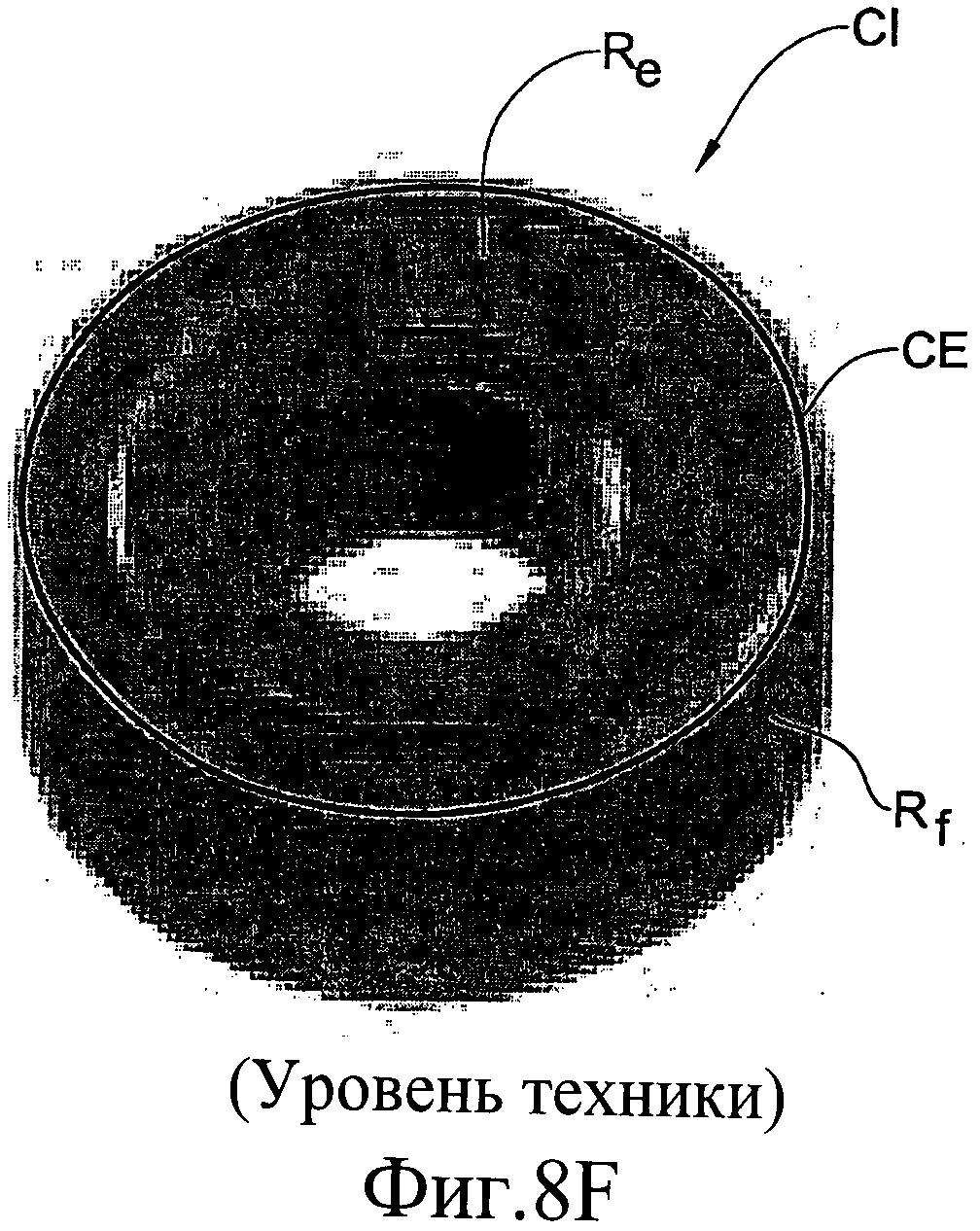
На фиг. 8F схематически показан перспективный вид режущей вставки согласно уровню техники.
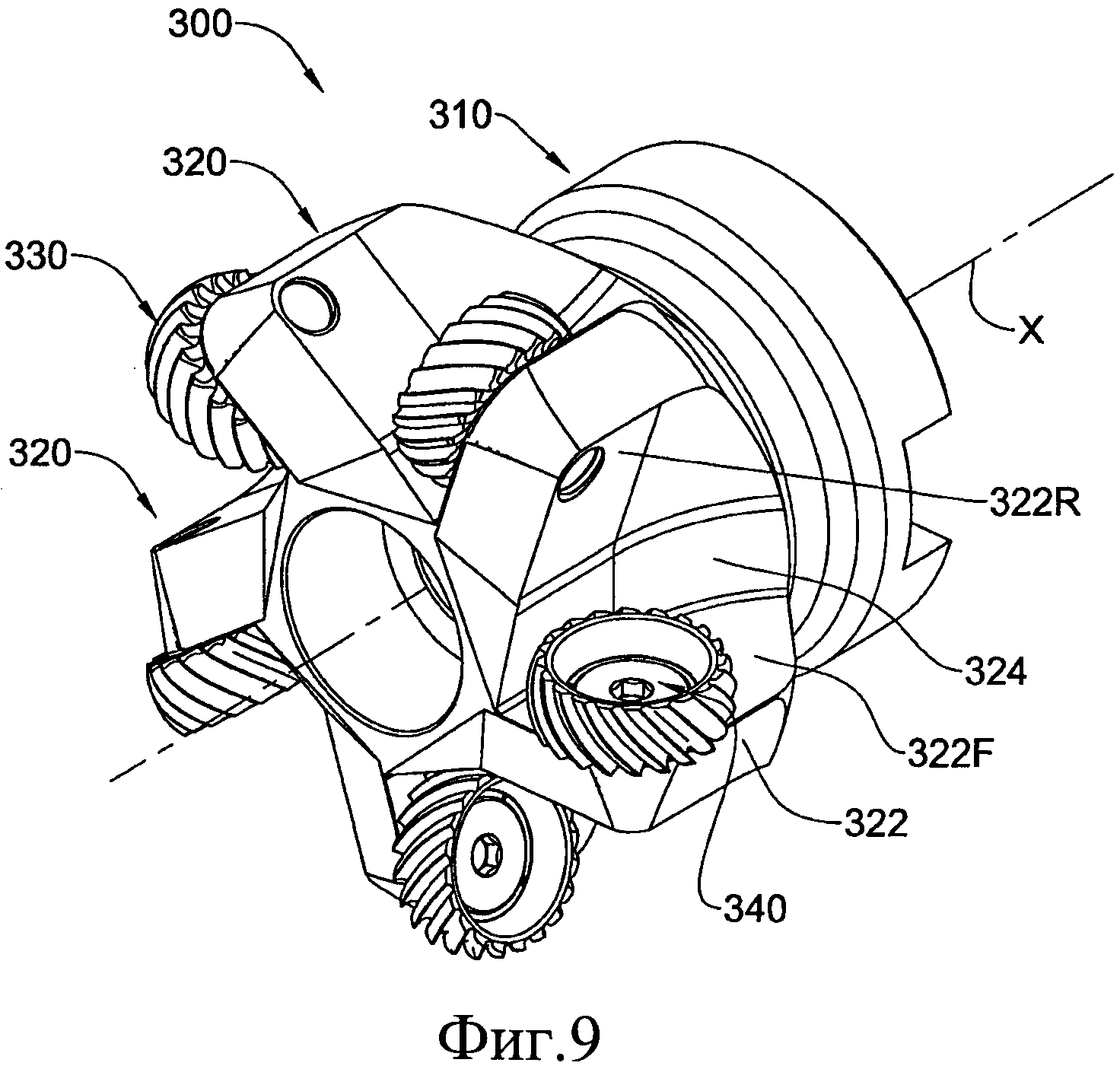
На фиг. 9 схематически показан перспективный вид фрезы согласно еще одному из примеров описанного здесь настоящего изобретения.
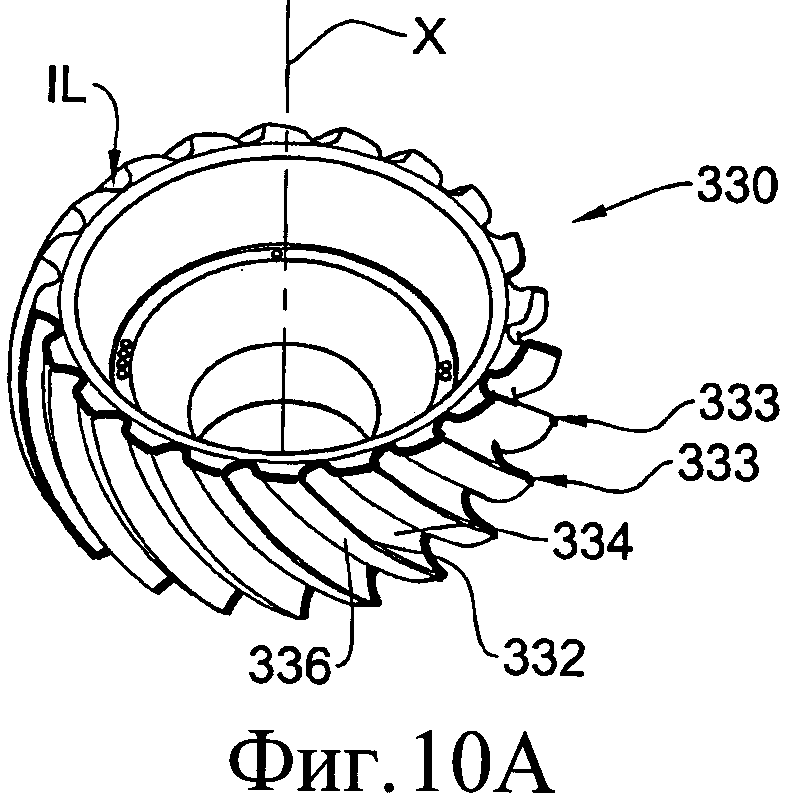
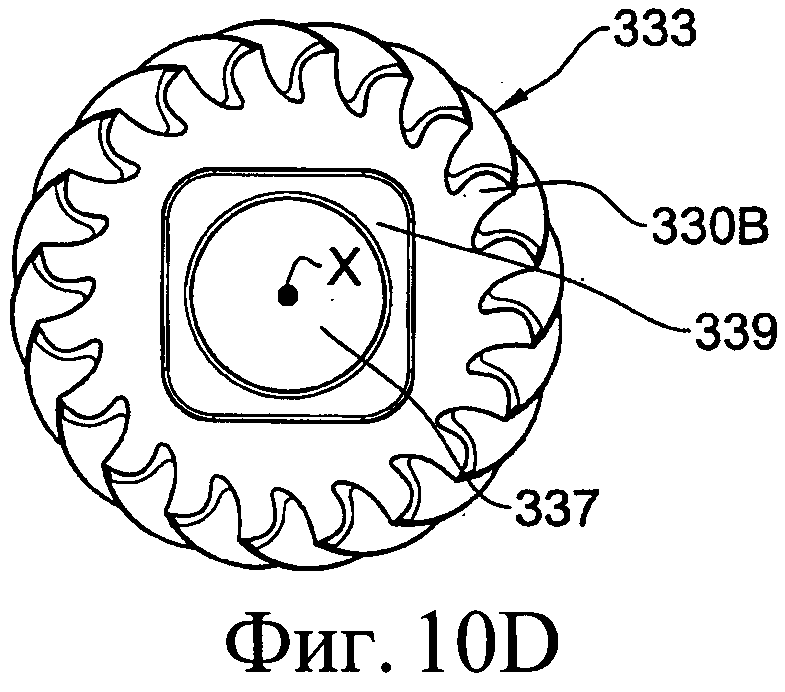
На фиг. 10A-10D соответственно схематически показаны перспективный вид, вид спереди, вид сверху и вид снизу режущей вставки, использованной во фрезе, показанной на фиг. 9.
На фиг. 11 схематически показан перспективный вид фрезы согласно еще одному из вариантов настоящего изобретения.
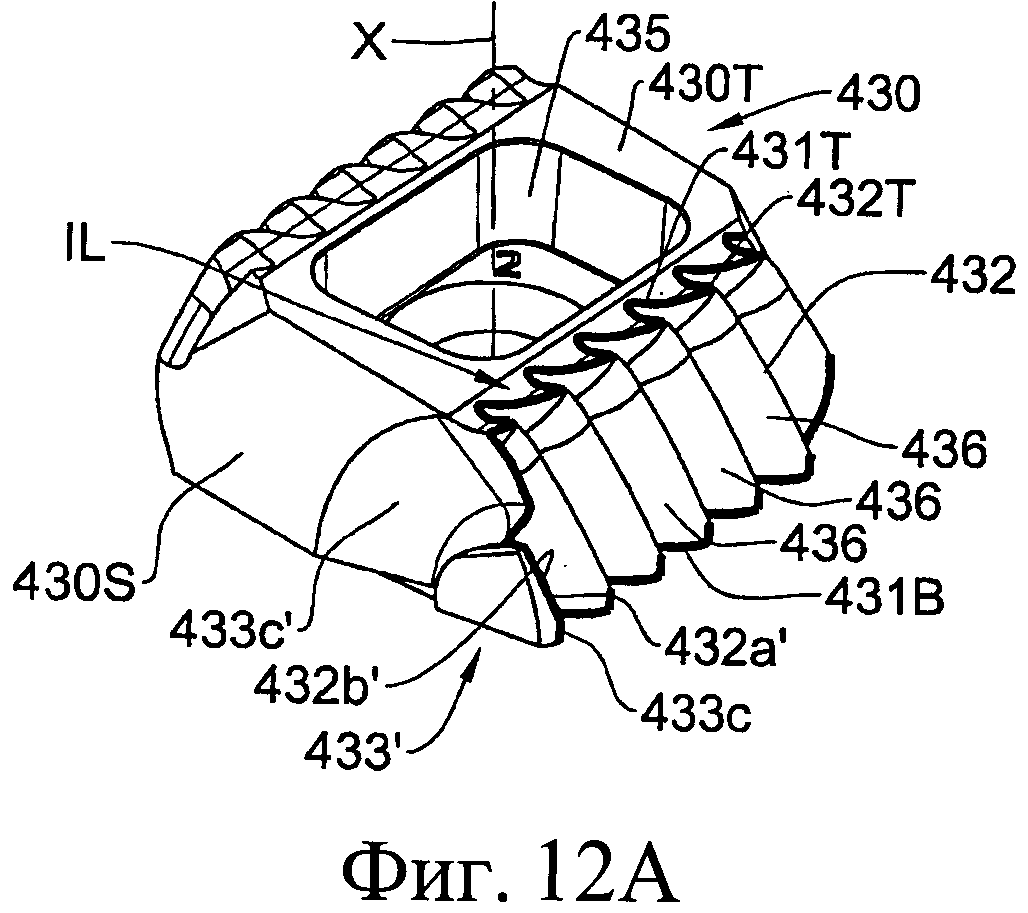
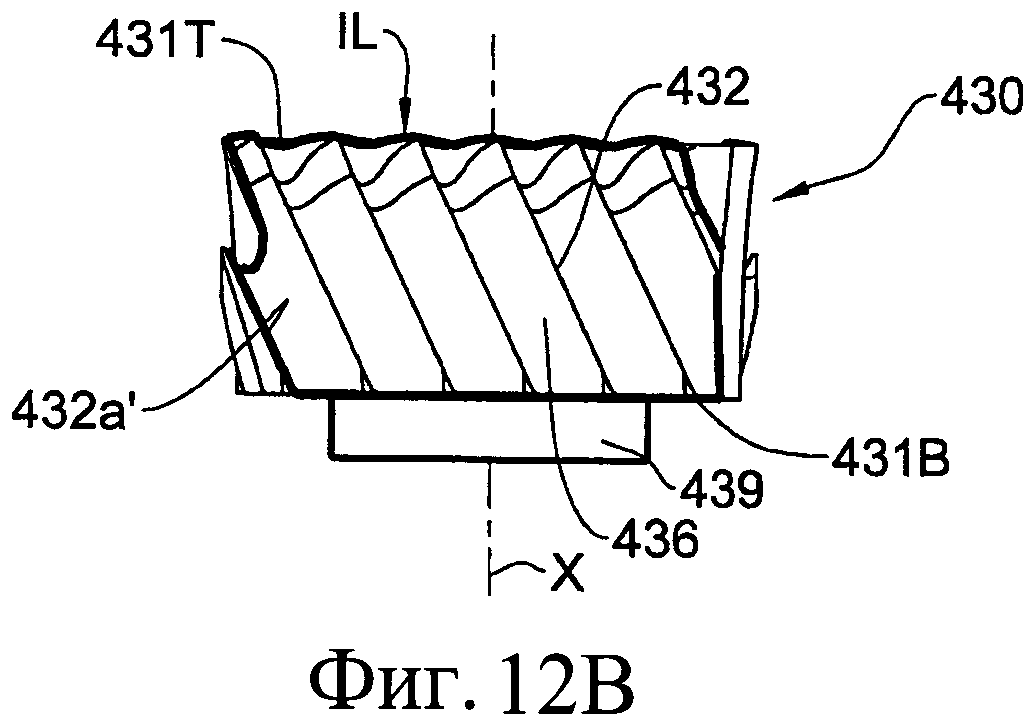
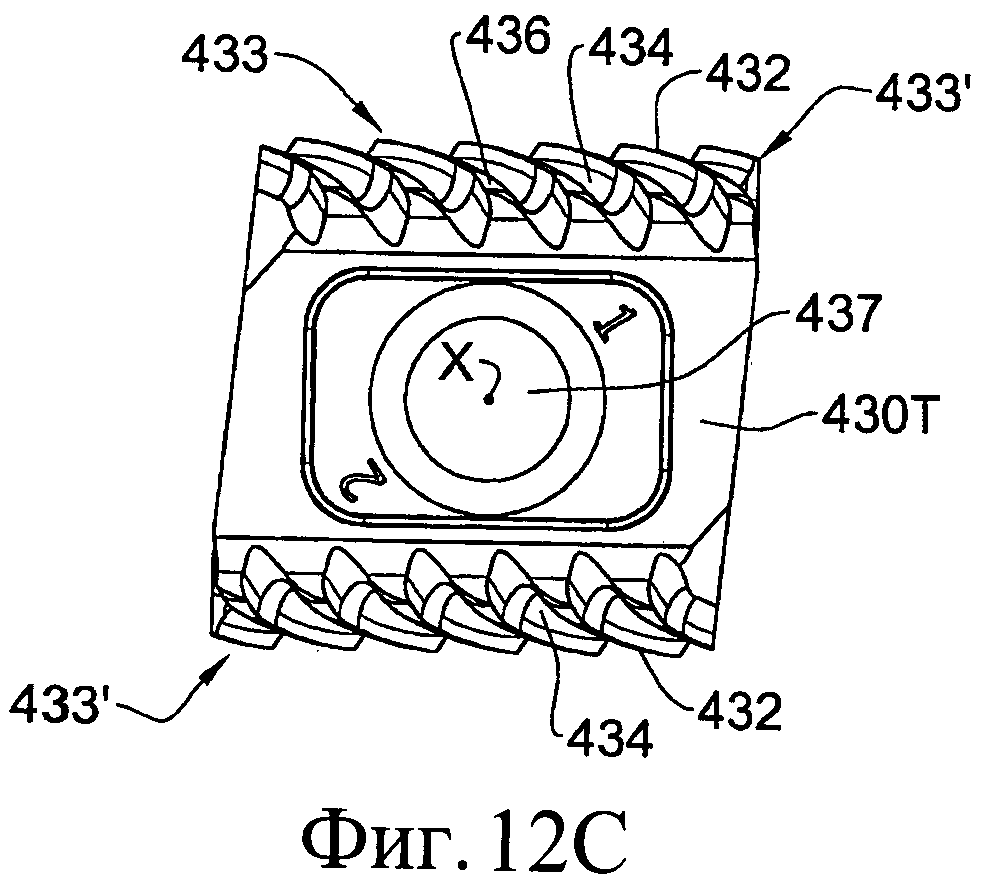
На фиг. 12A-12D соответственно схематически показаны перспективный вид, вид спереди, вид сверху и вид снизу режущей вставки, использованной во фрезе, показанной на фиг. 11.
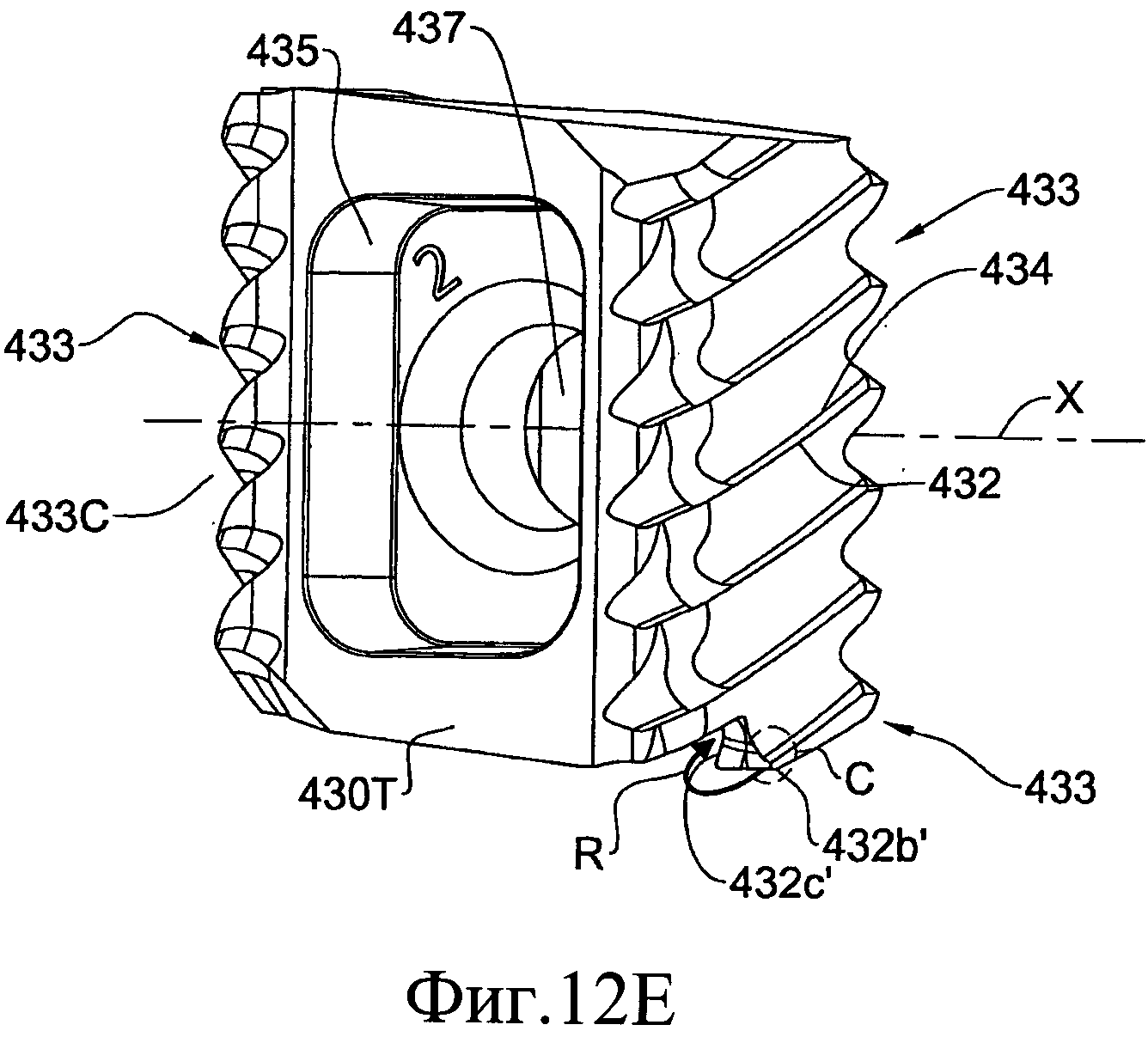
На фиг. 12Е схематически показан перспективный вид спереди режущей вставки, показанной на фиг. 12A-12D.
На фиг. 12F схематически показано увеличенное изображение детали С, показанной на фиг. 12Е.
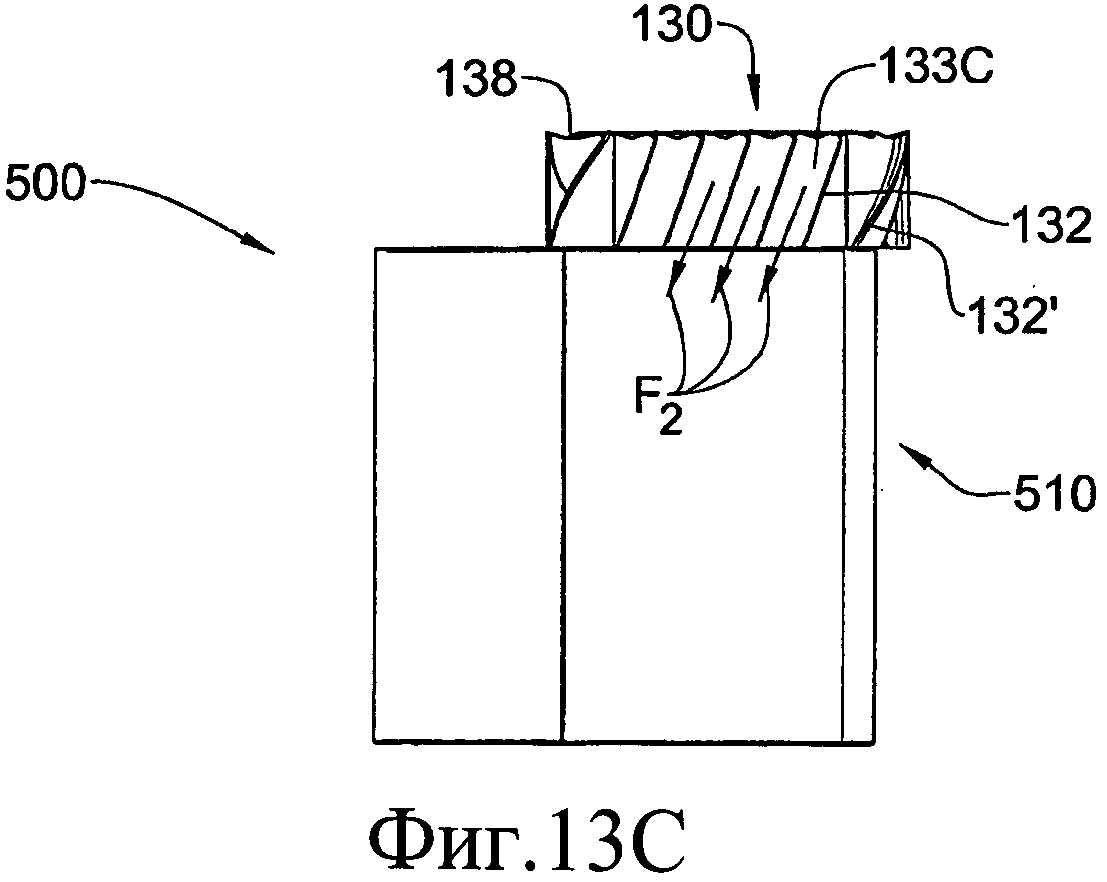
На фиг. 13А схематически показан перспективный вид токарного резца согласно одному из вариантов реализации описанного настоящего изобретения.
На фиг. 13В схематически показан перспективный вид державки, использованной в токарном резце, показанном на фиг. 13А.
На фиг. 13С и 13D соответственно схематически показаны вид спереди и вид сверху токарного резца, показанного на фиг. 13А.
На фиг. 14А схематически показан перспективный вид токарного резца согласно еще одному из вариантов реализации настоящего изобретения.
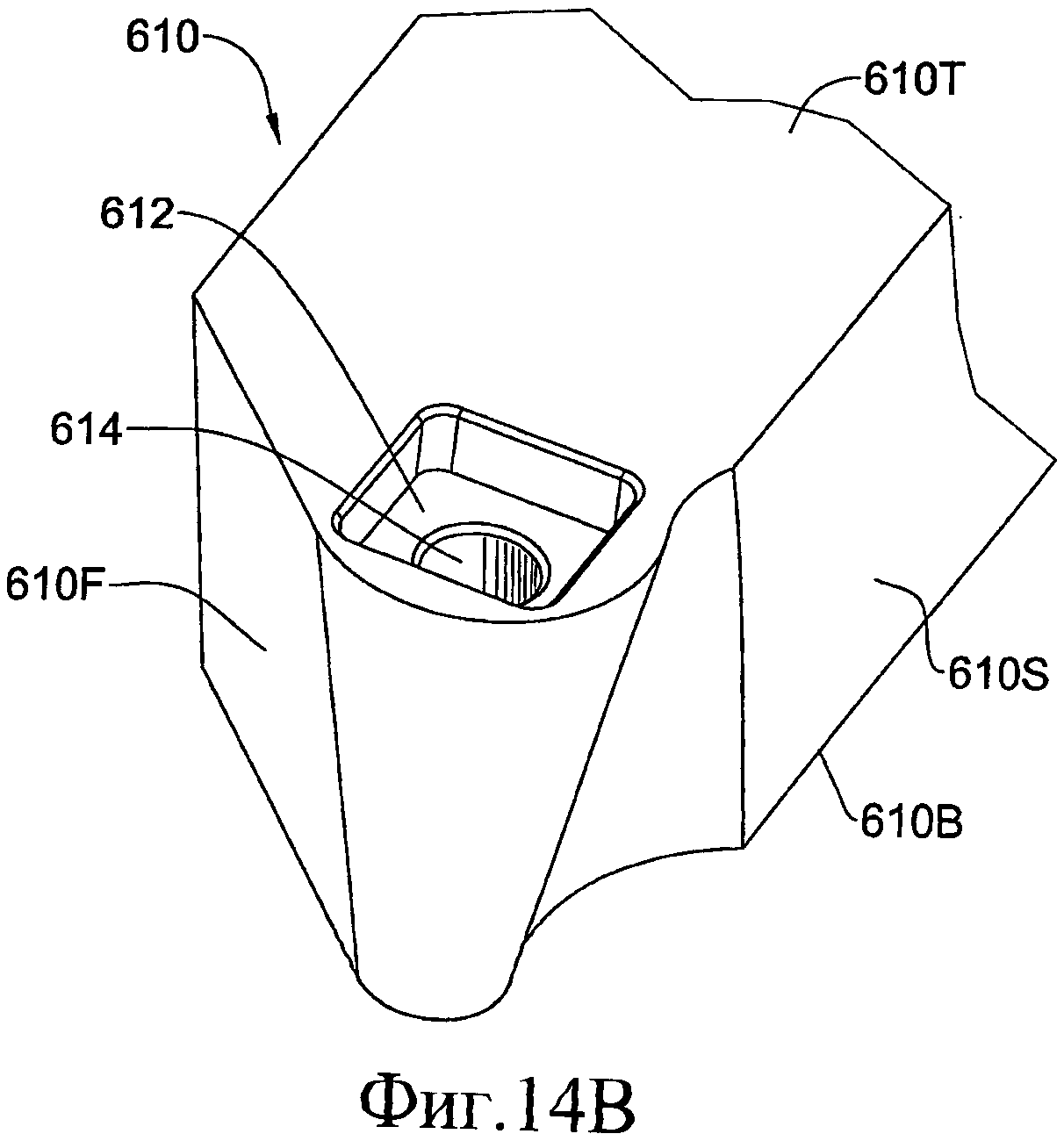
На фиг. 14В схематически показан перспективный вид держателя для токарного резца, показанного на фиг. 14А.
На фиг. 14С и 14D соответственно схематически показаны вид спереди и вид сверху токарного резца, показанного на фиг. 14А.
На фиг. 15А схематически показан перспективный вид токарного резца согласно еще одному из вариантов реализации настоящего изобретения.
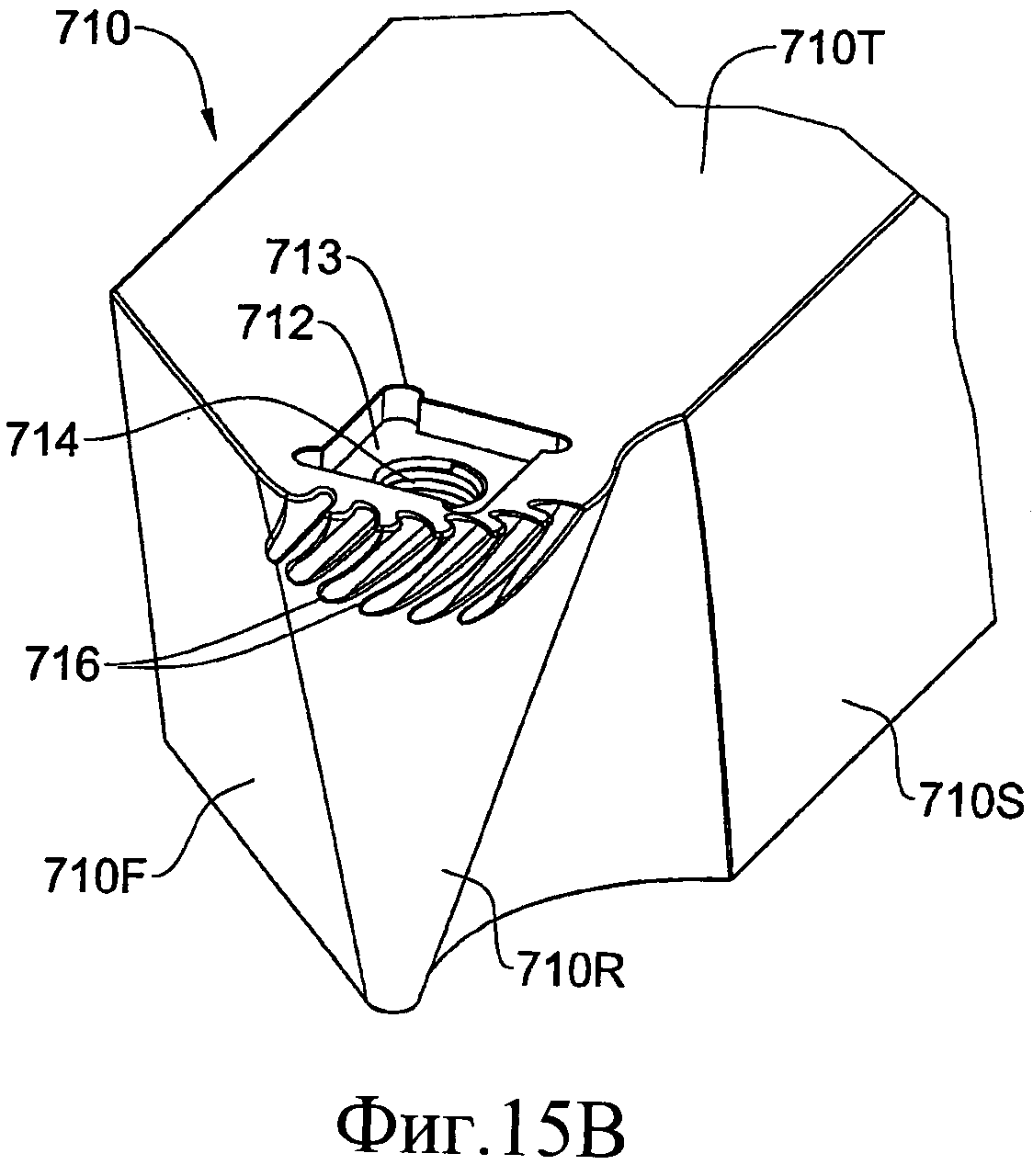
На фиг. 15В схематически показан перспективный вид держателя для токарного резца, показанного на фиг. 15А.
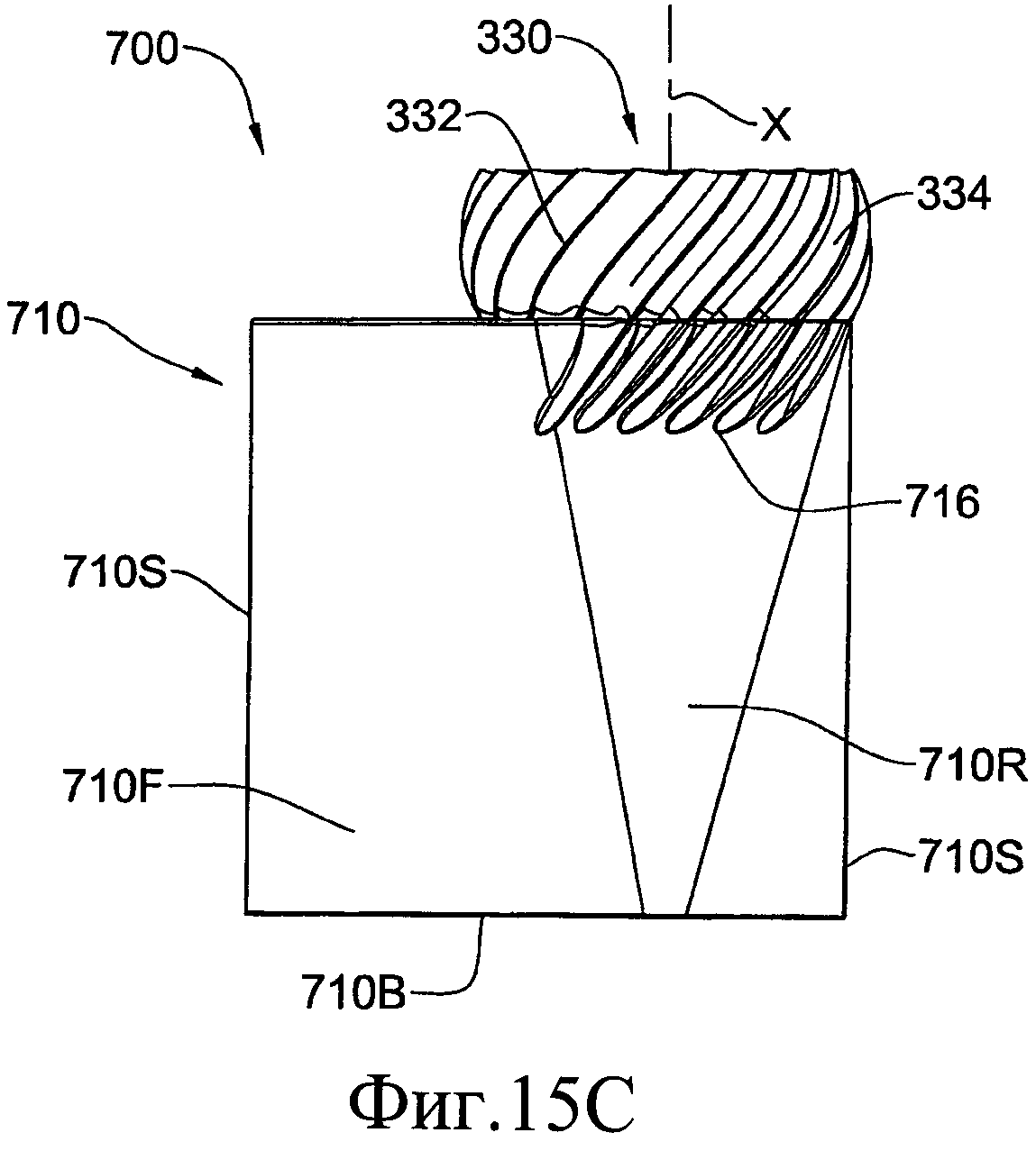
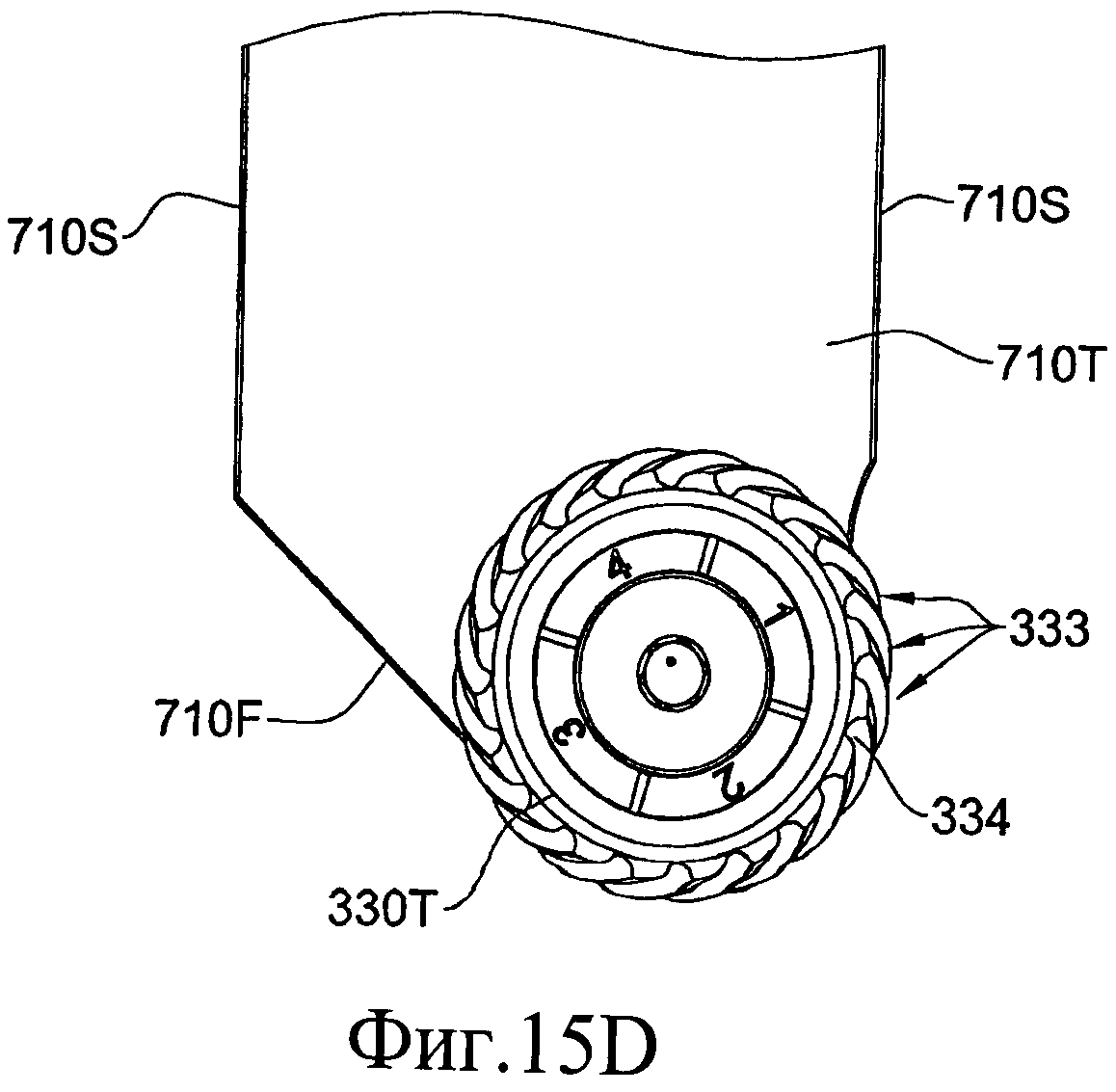
На фиг. 15С и 15D соответственно схематически показаны вид спереди и вид сверху токарного резца, показанного на фиг. 15А.
На фиг. 16А схематически показан перспективный вид сверла согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 16В схематически показан увеличенный перспективный вид головки сверла, показанного на фиг. 16А.
На фиг. 16С схематически показан вид снизу сверла, показанного на фиг. 16А.
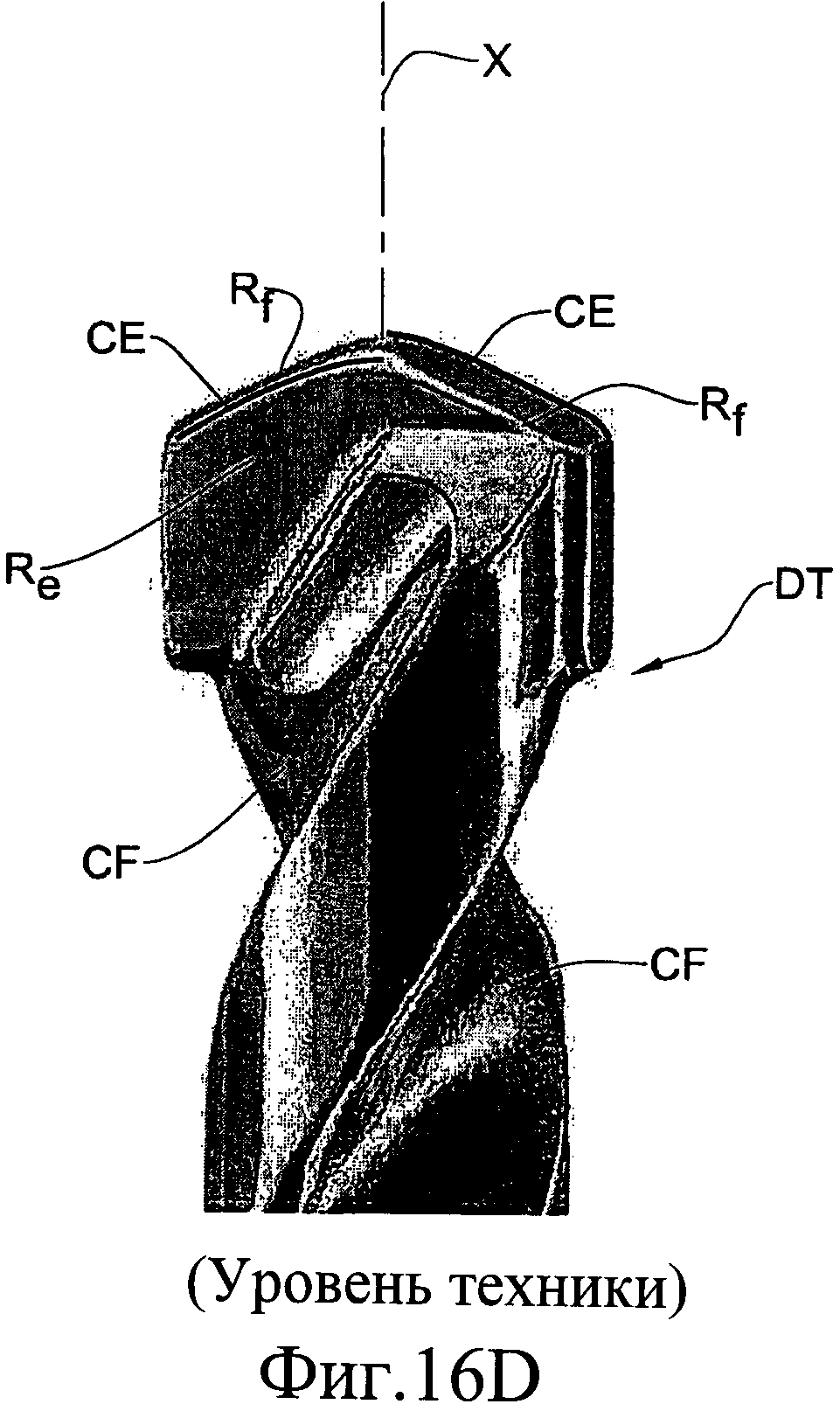
На фиг. 16D схематически показан перспективный вид сверла согласно уровню техники.
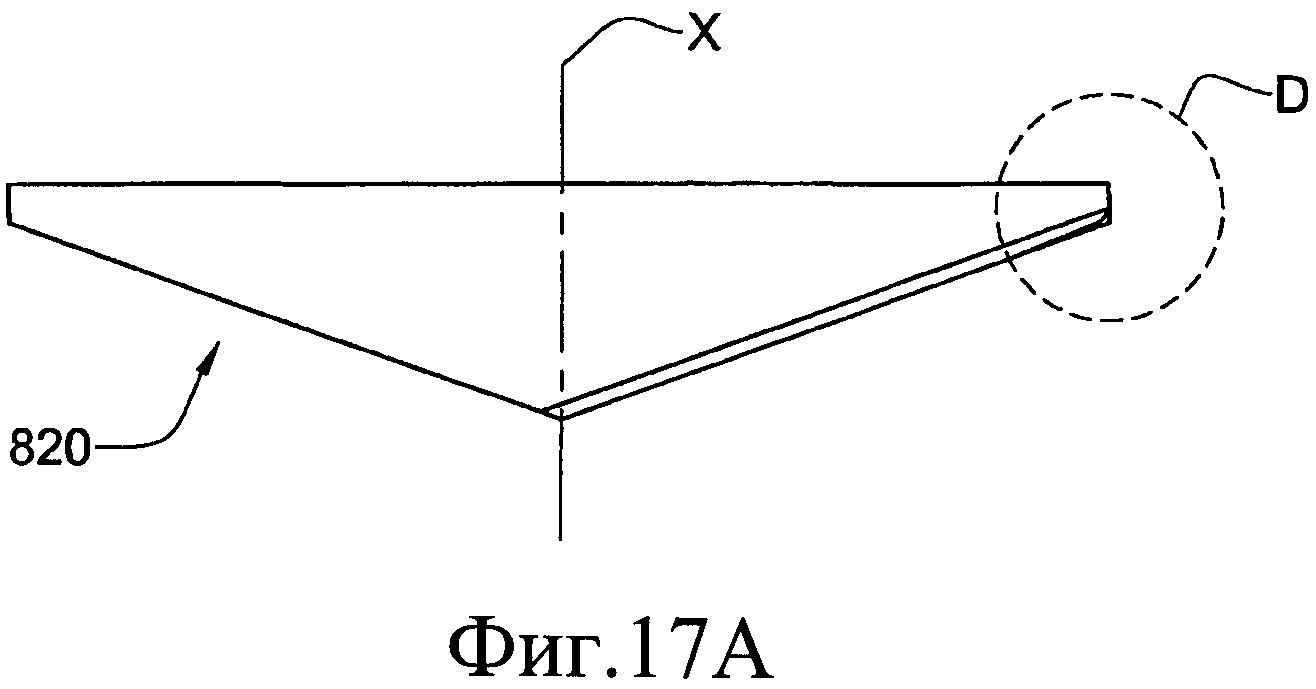
На фиг. 17А схематически показан вид спереди головки сверла, показанной на фиг. 16В.
На фиг. 17В схематически показано увеличенное изображение детали D, показанной на фиг. 17А.
На фиг. 18А схематически показан перспективный вид сверла согласно еще одному из вариантов реализации настоящего изобретения.
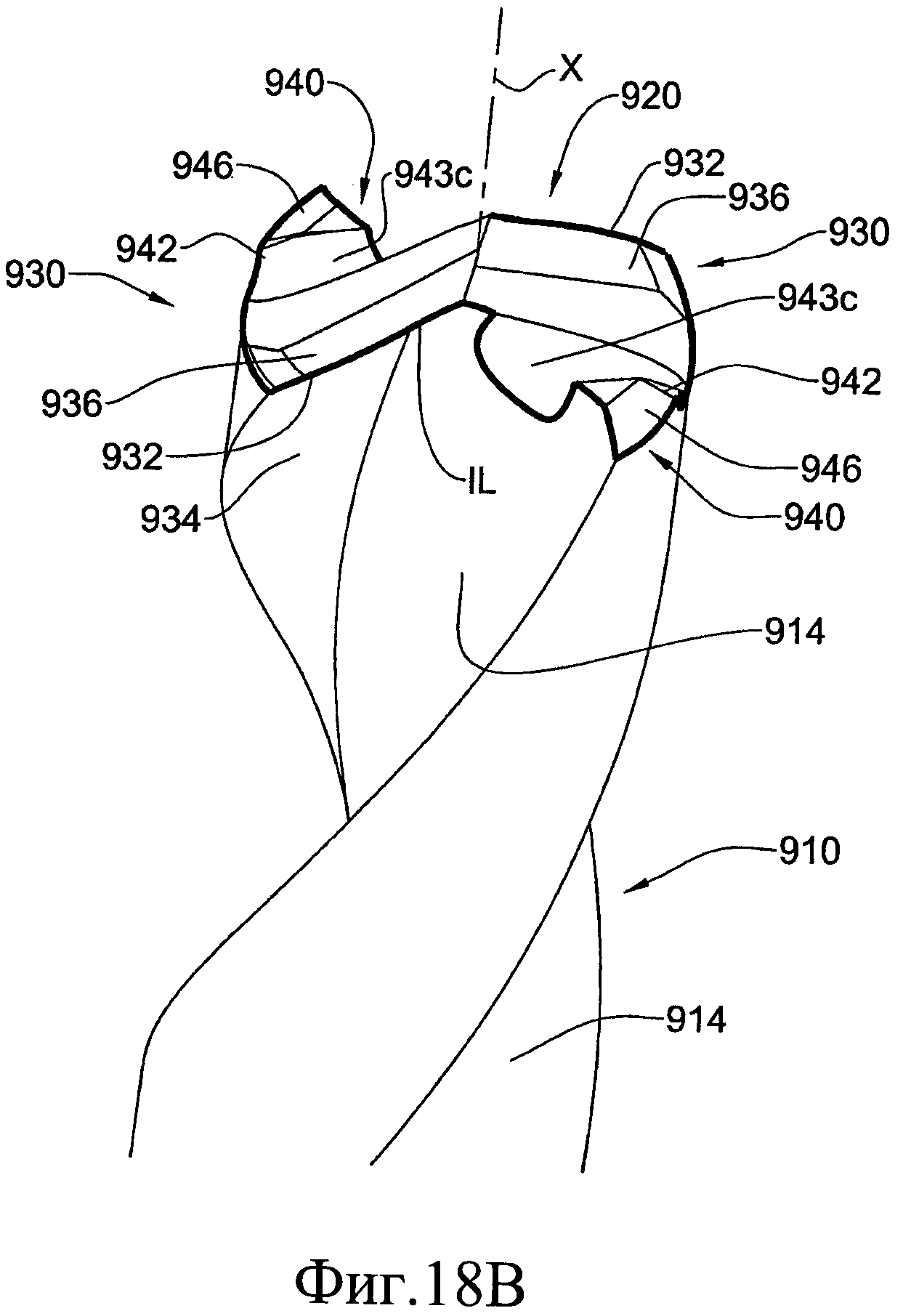
На фиг. 18В схематически показан увеличенный перспективный вид головки сверла, показанного на фиг. 18А.
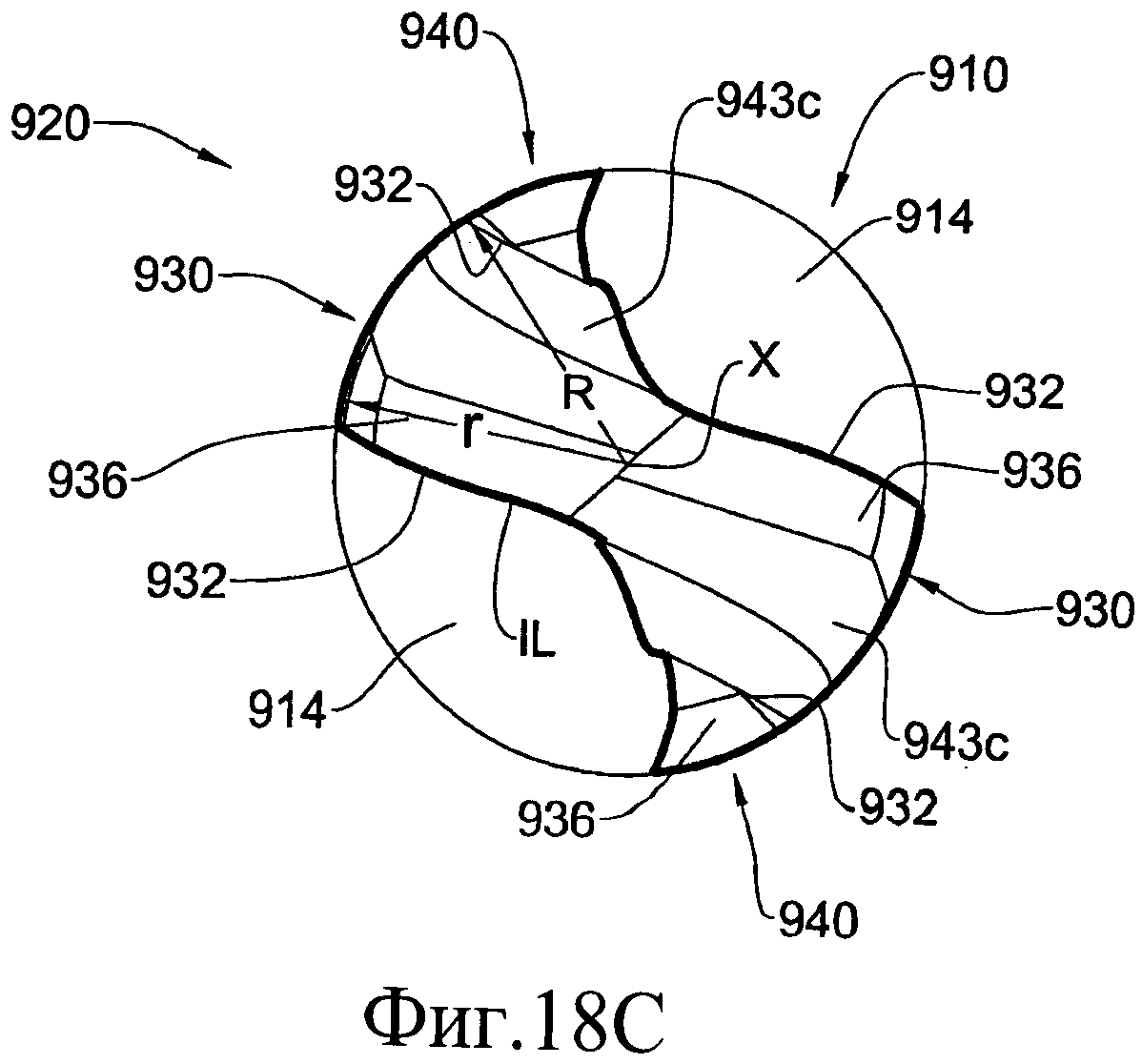
На фиг. 18С схематически показан вид снизу сверла, показанного на фиг. 18А.
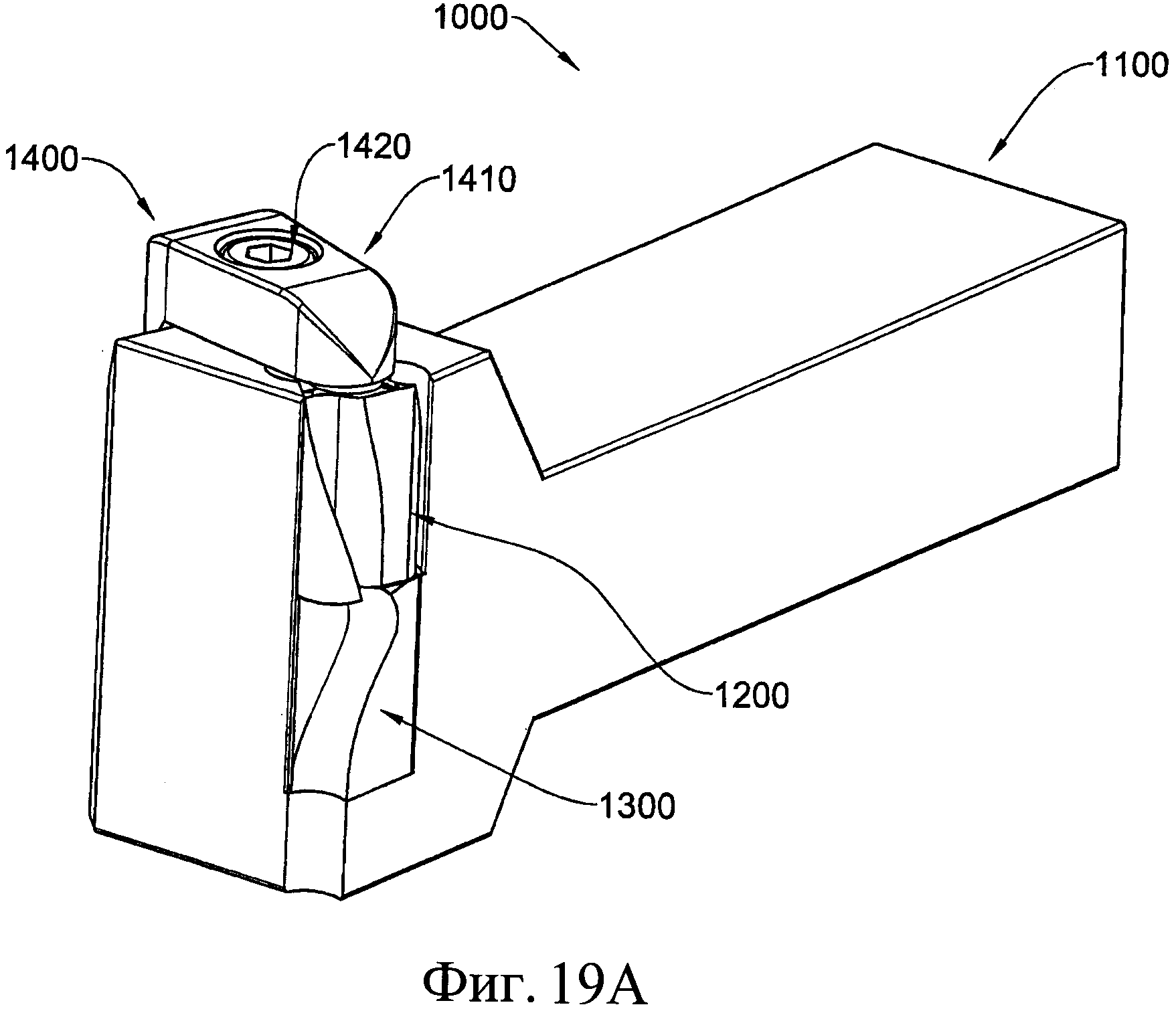
На фиг. 19А схематически показан перспективный вид токарного резца согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 19В схематически показано перспективное покомпонентное изображение деталей токарного резца, показанного на фиг. 19А.
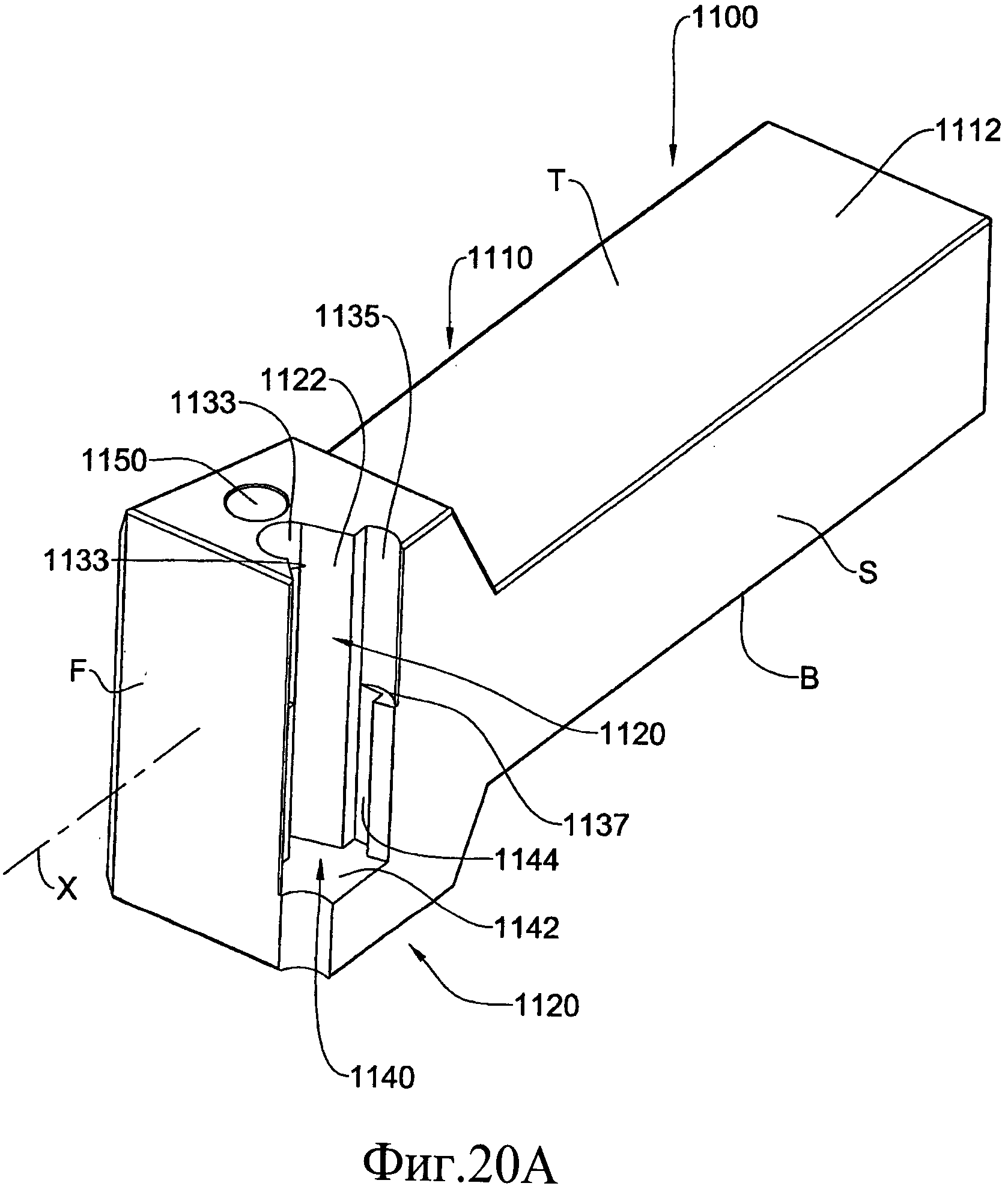
На фиг. 20А схематически показан перспективный вид державки для режущей вставки, показанной на фиг. 19А.
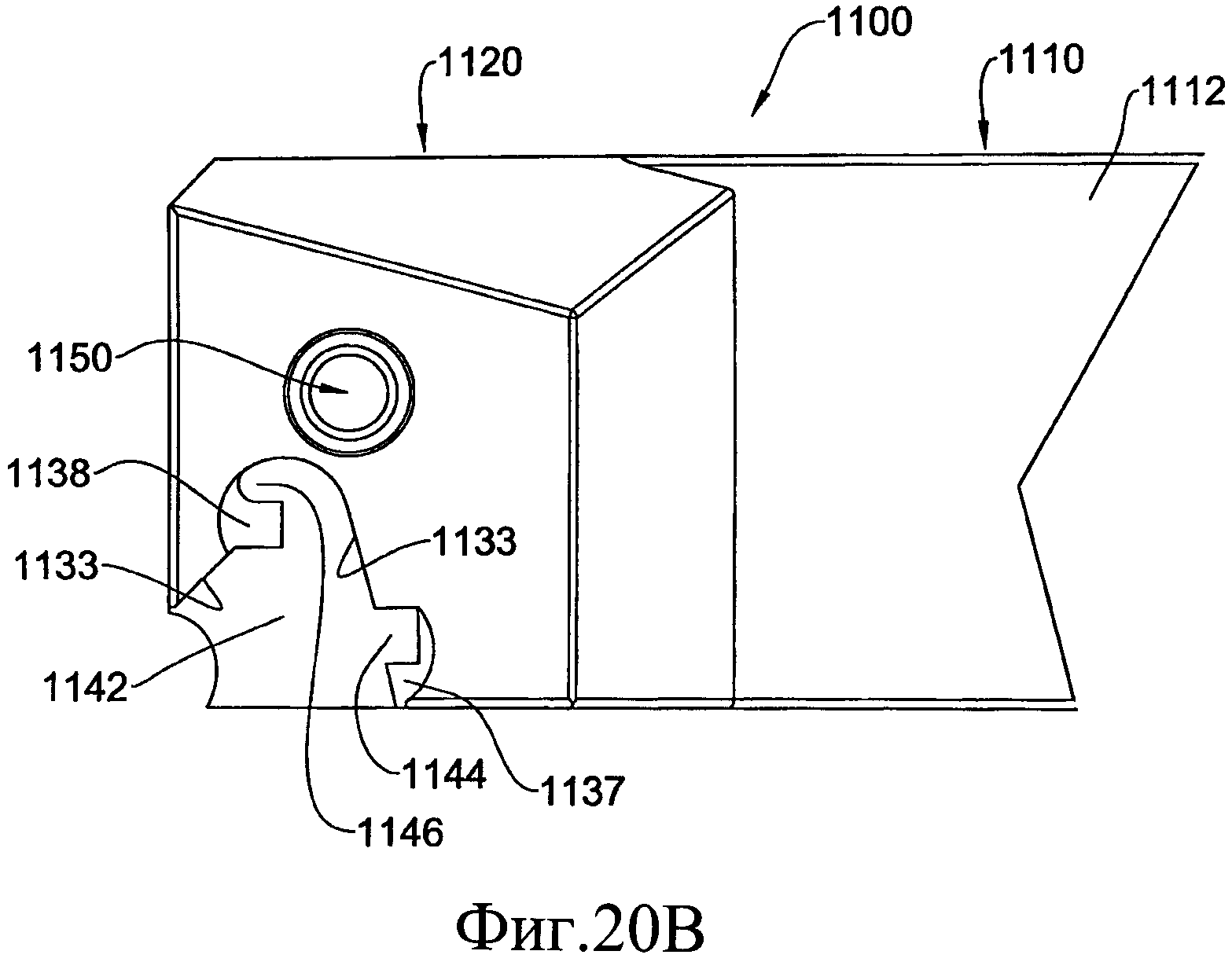
На фиг. 20В схематически показан вид сверху державки для режущей вставки, показанной на фиг. 20А.
На фиг. 20С схематически показан перспективный вид снизу державки для режущей вставки, показанной на фиг. 20А.
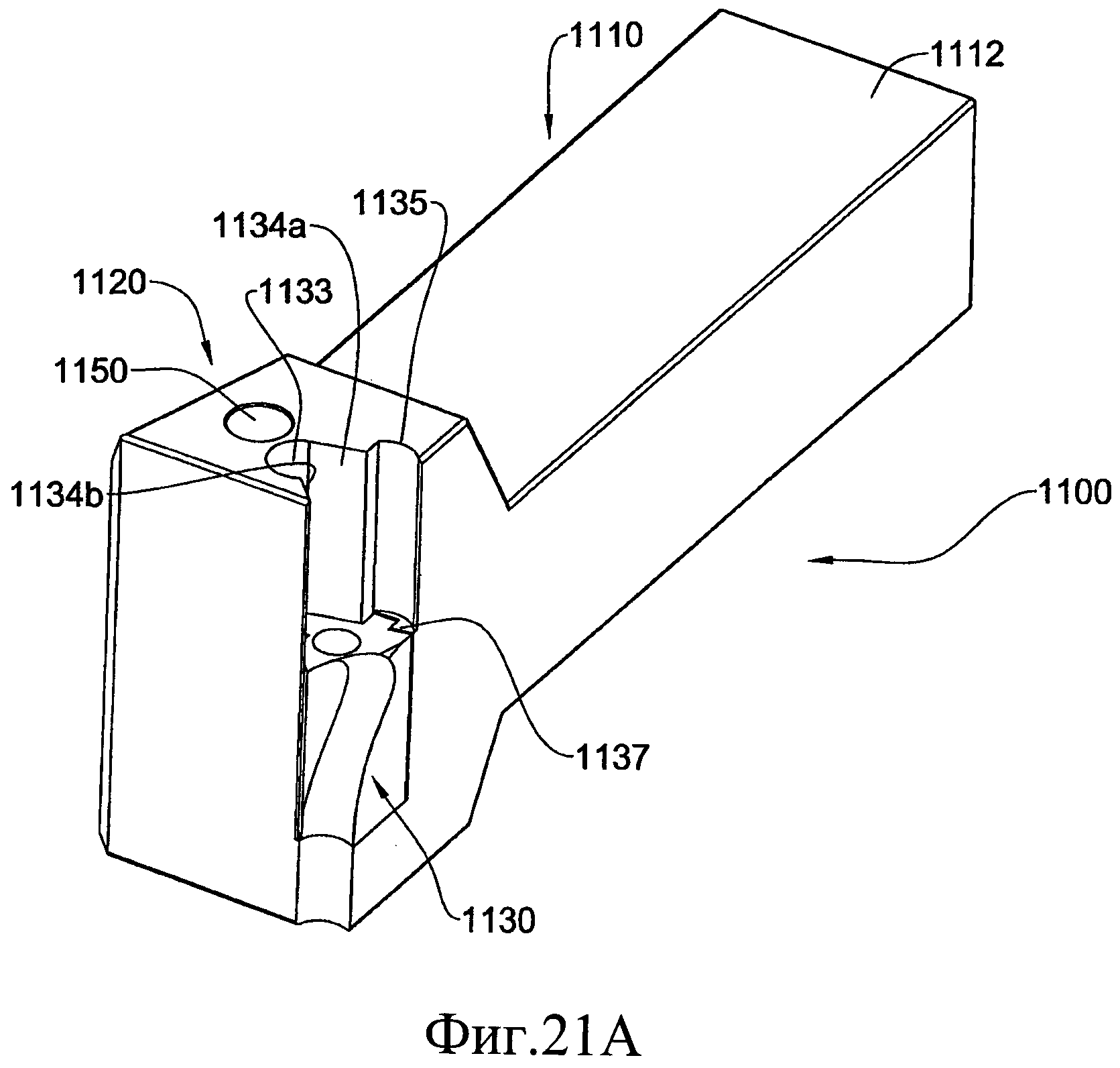
На фиг. 21А схематически показан перспективный вид державки для вставки, показанной на фиг. 20А, с установленным на ней стружколомом, показанным на фиг. 19.
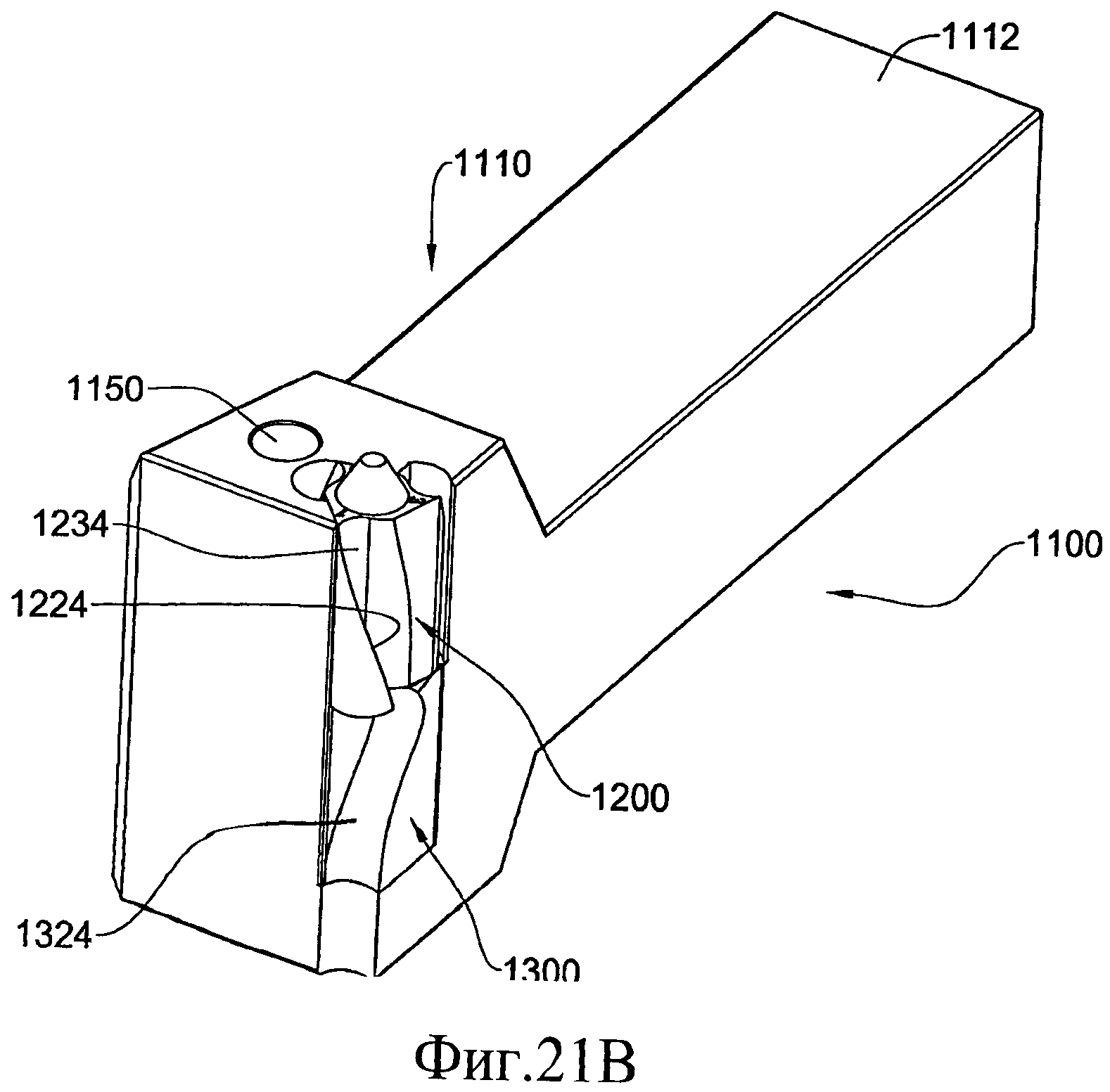
На фиг. 21В схематически показан перспективный вид державки для вставки, показанной на фиг. 20А, со стружколомом и режущей вставкой, показанными на фиг. 19, установленными на ней.
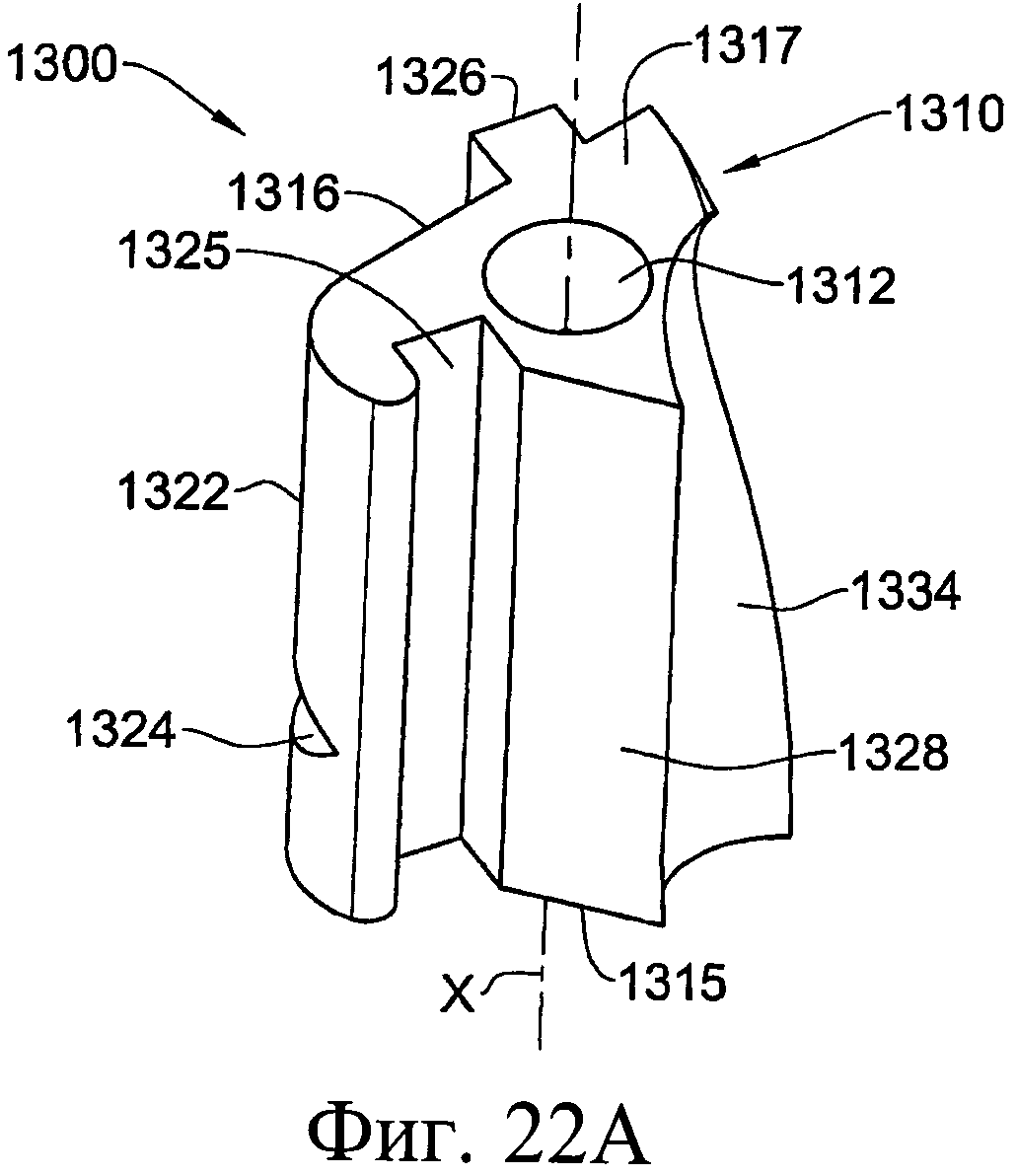
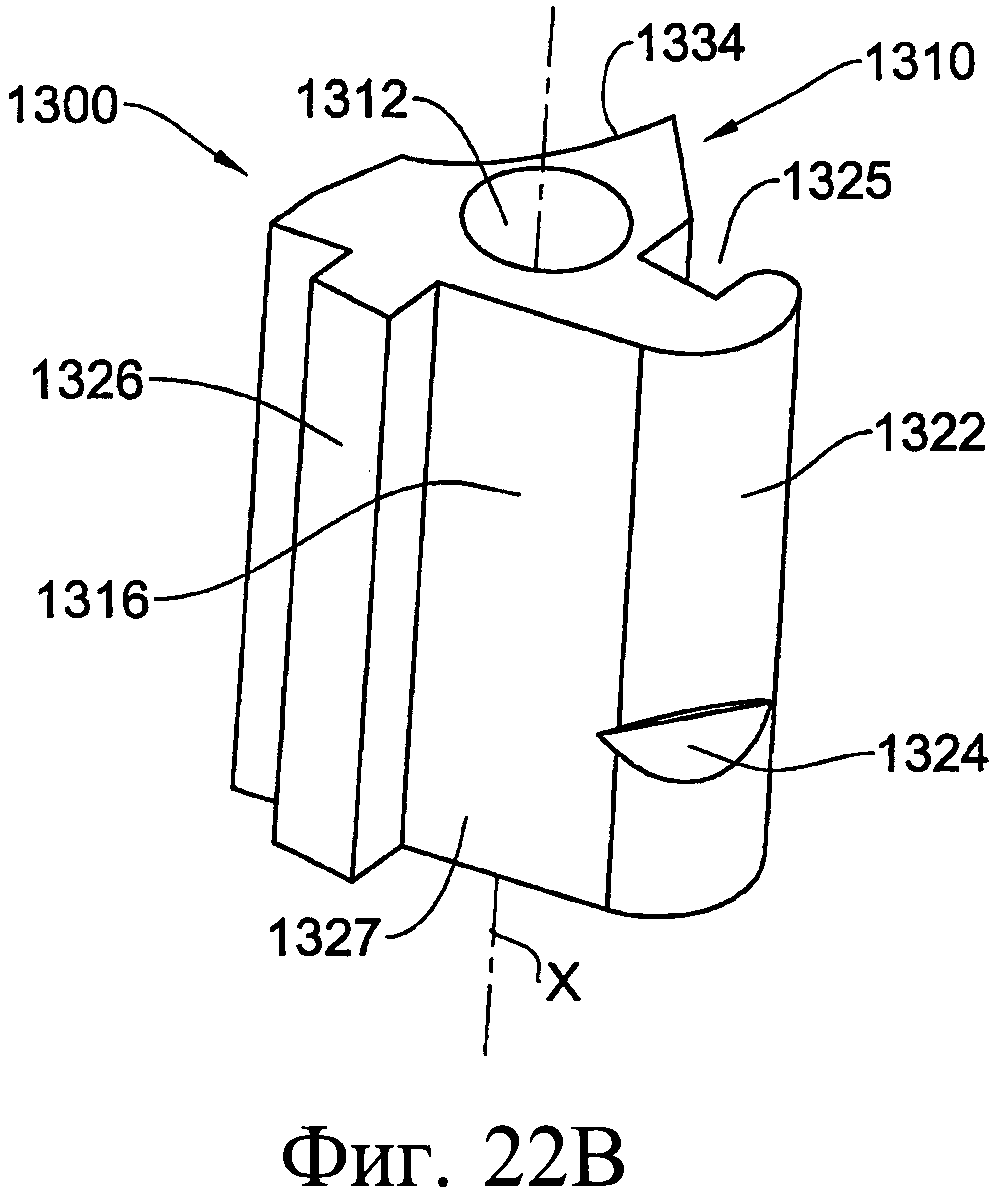
На фиг. 22А и 22 В соответственно схематически показаны перспективные виды спереди и сзади стружколома, показанного на фиг. 19А.
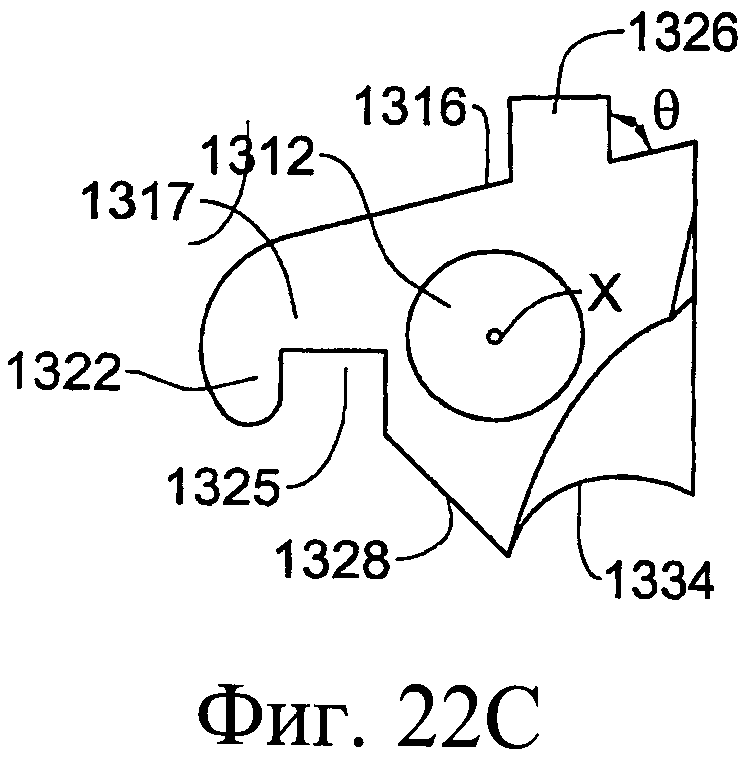
На фиг. 22С и 22D соответственно схематически показаны виды сверху и снизу стружколома, показанного на фиг. 19А.
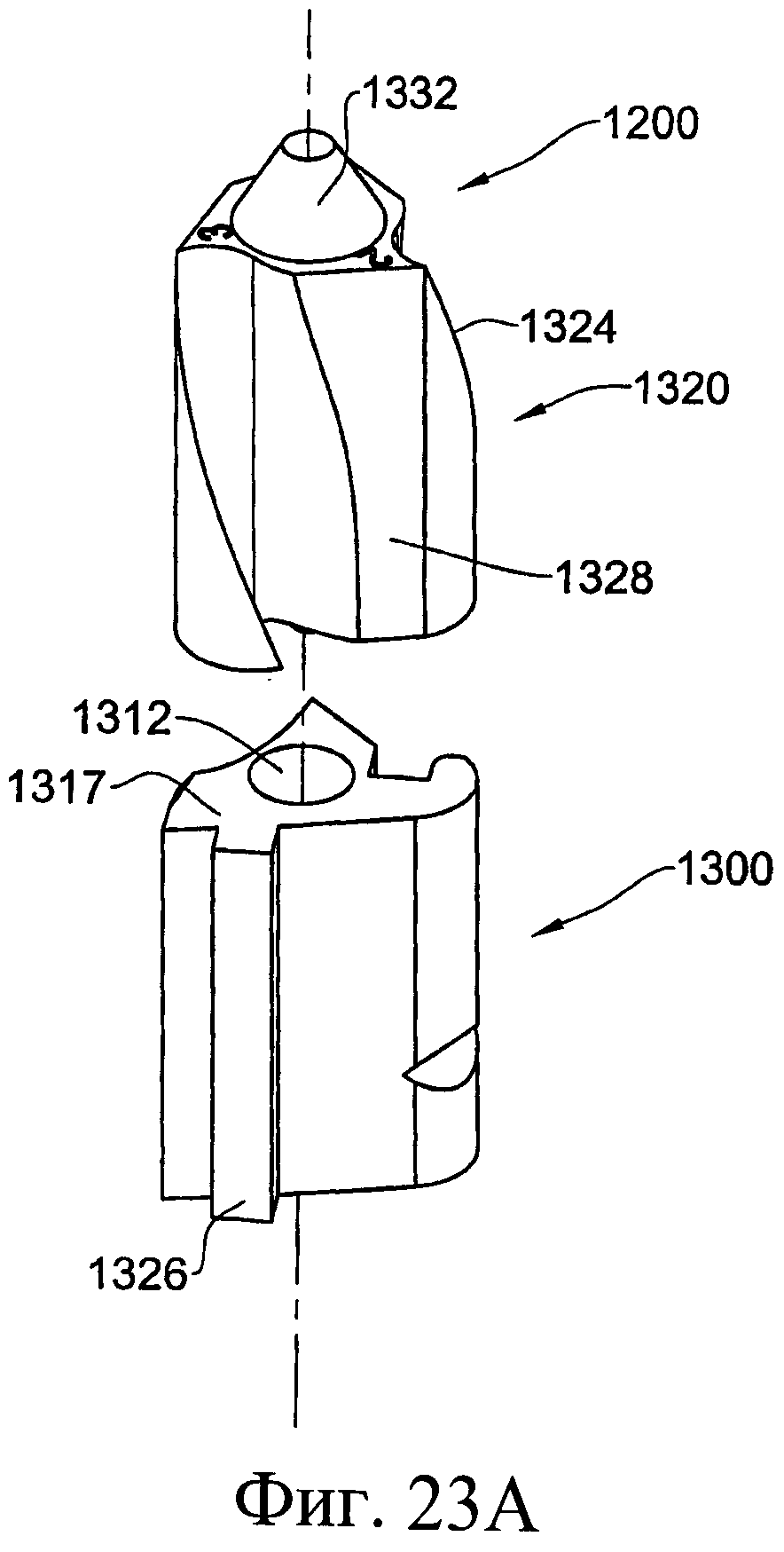
На фиг. 23А и 23 В соответственно схематически показаны перспективные виды спереди сверху и сзади снизу деталей режущей вставки и стружколома, показанных на фиг. 19А.
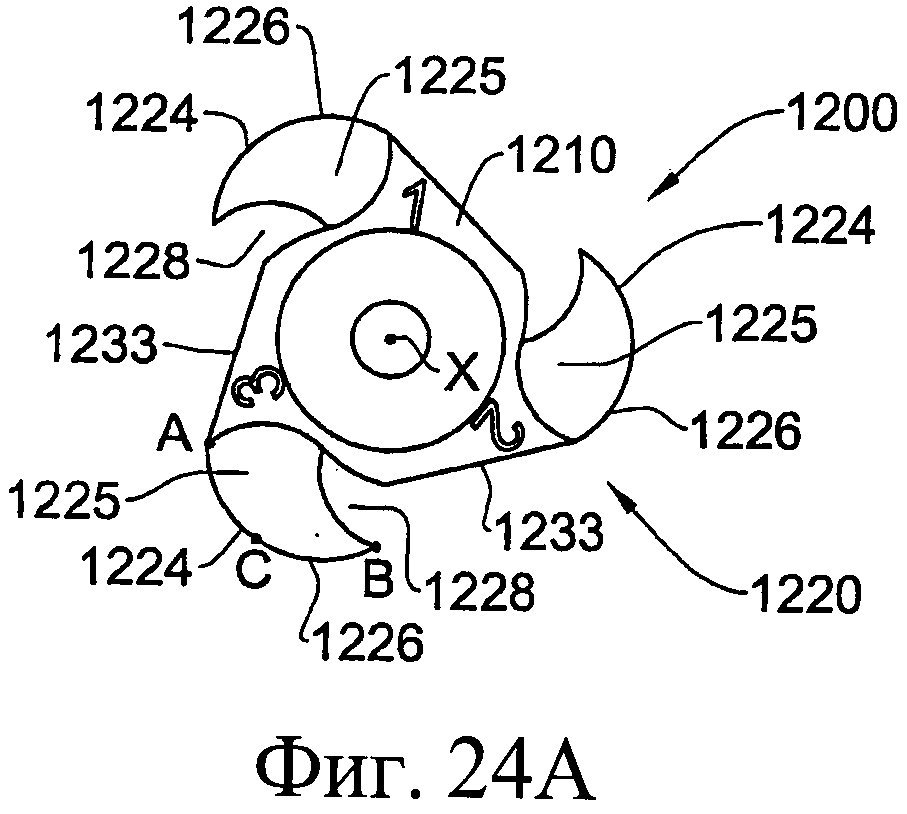
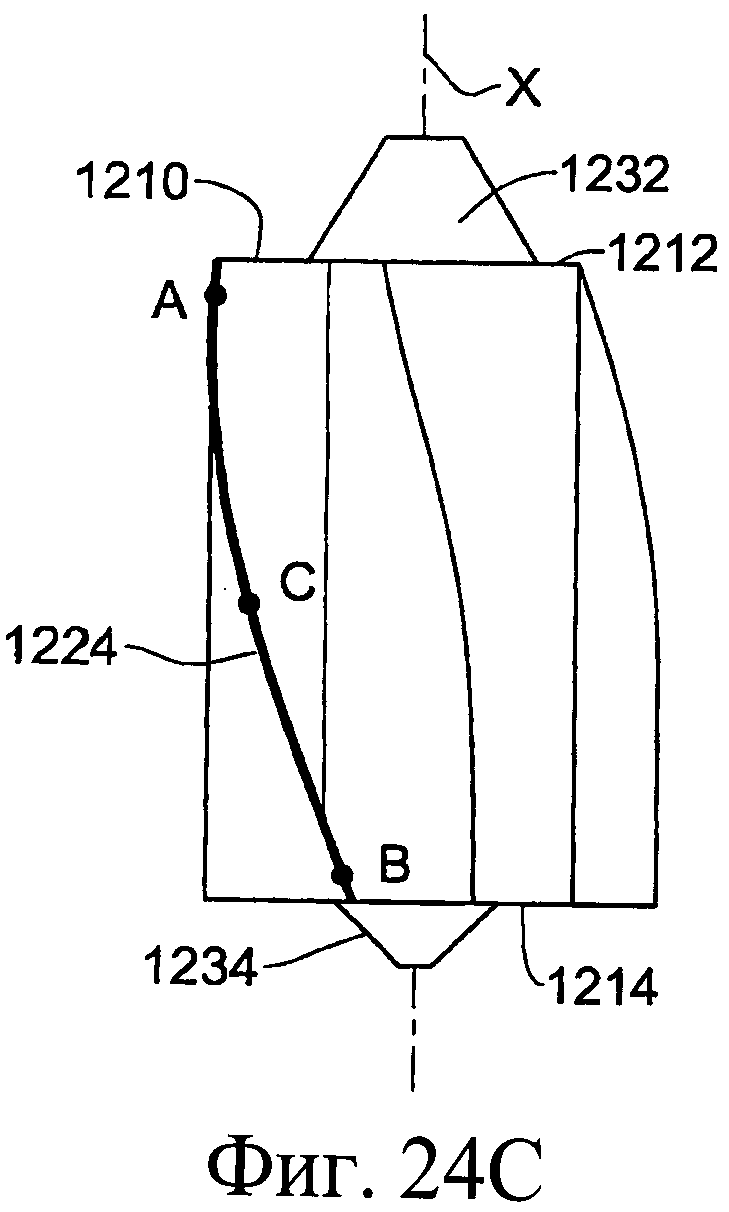
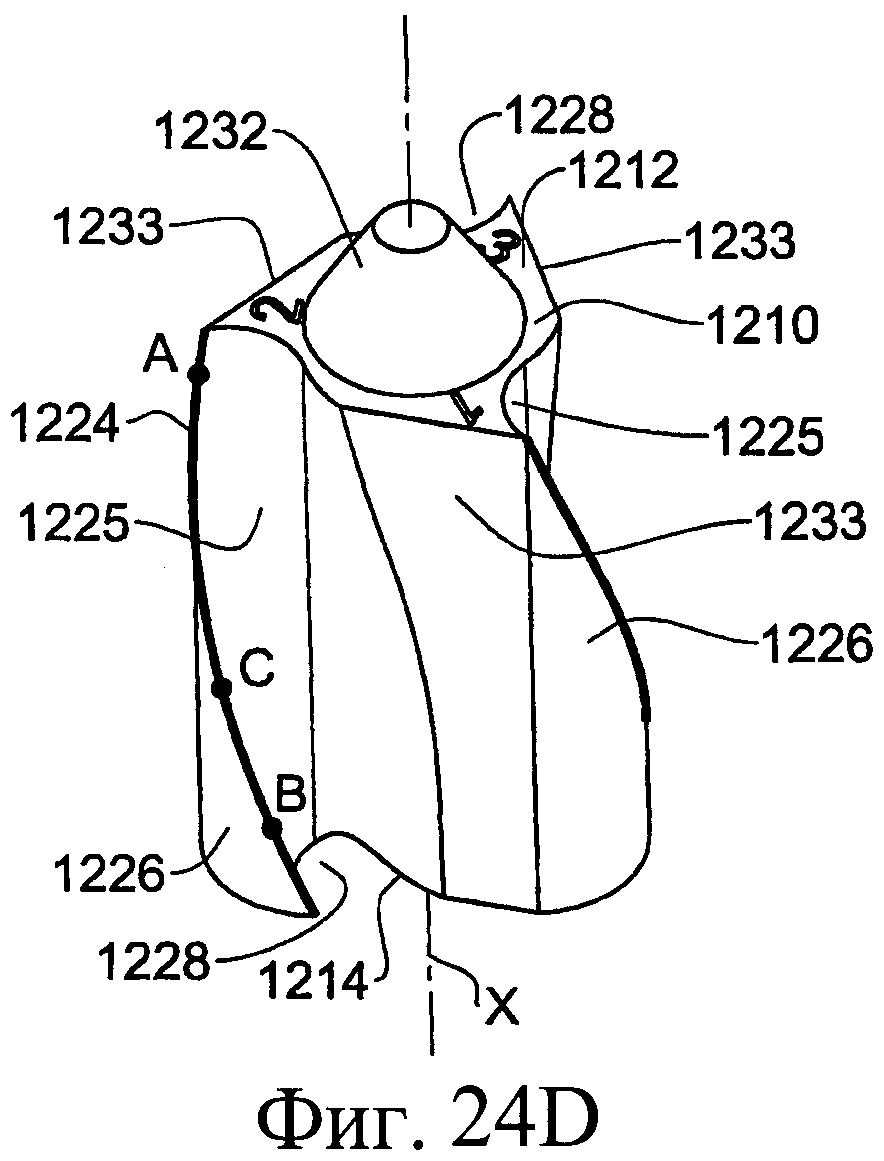
На фиг. 24A-24D соответственно схематически показаны виды верху, снизу, спереди и перспективный вид режущей вставки, показанной на фиг. 19А.
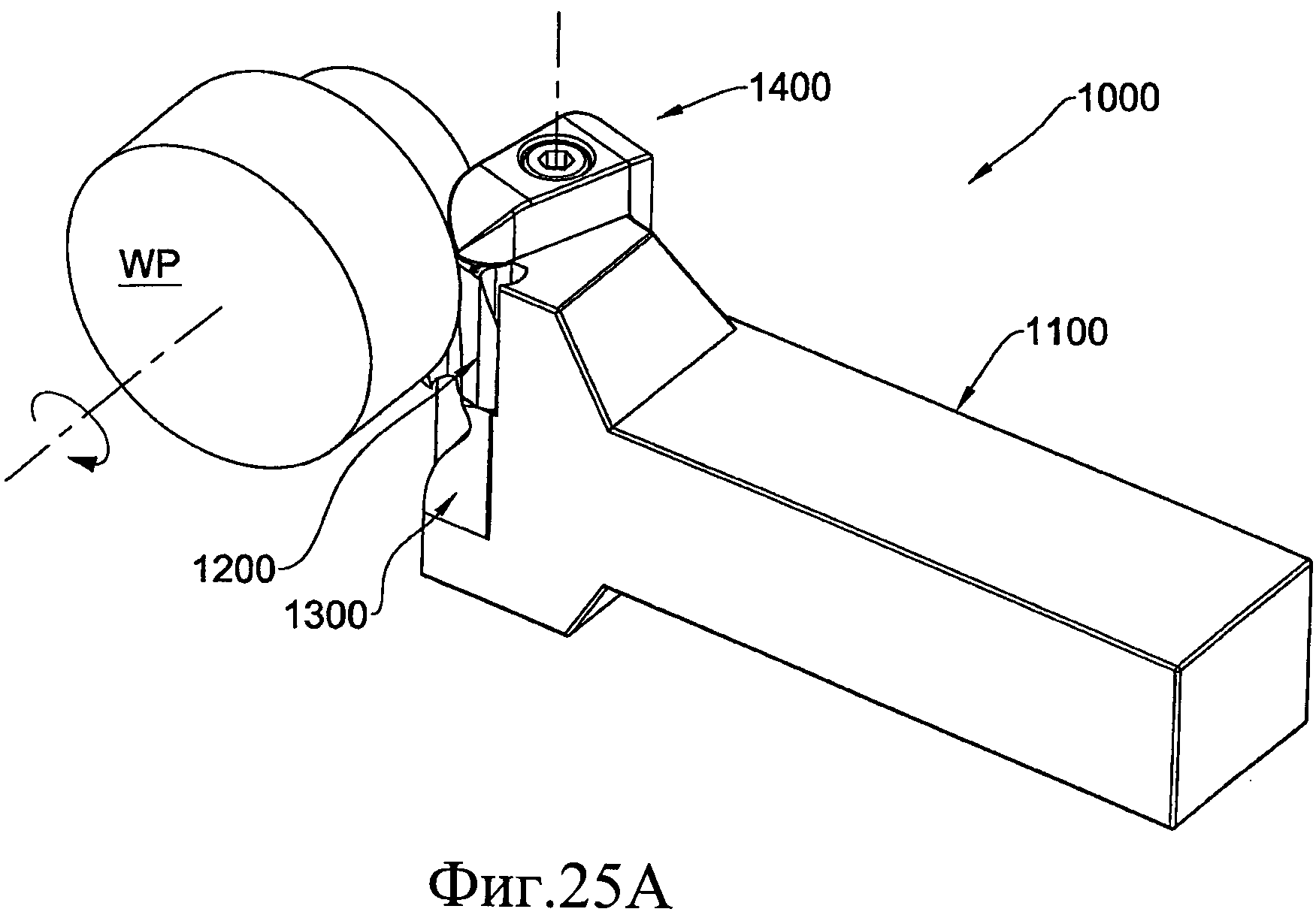
На фиг. 25А схематически показан перспективный вид токарного резца, показанного на фиг. 19А, в контакте с заготовкой.
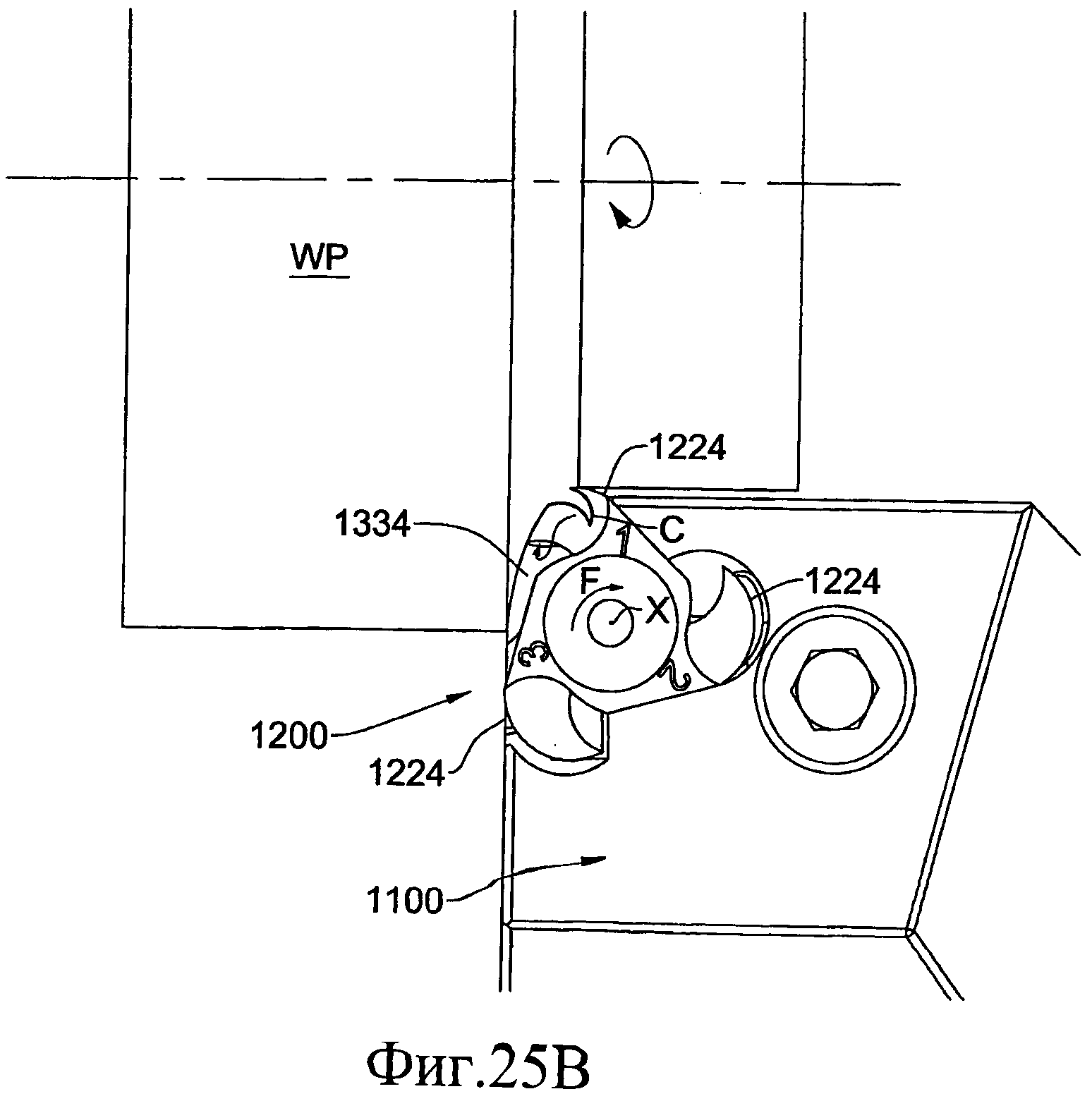
На фиг. 25 В схематически показан увеличенный вид сверху токарного резца, показанного на фиг. 25А, с зажимом, удаленным для наглядности вида режущей вставки.
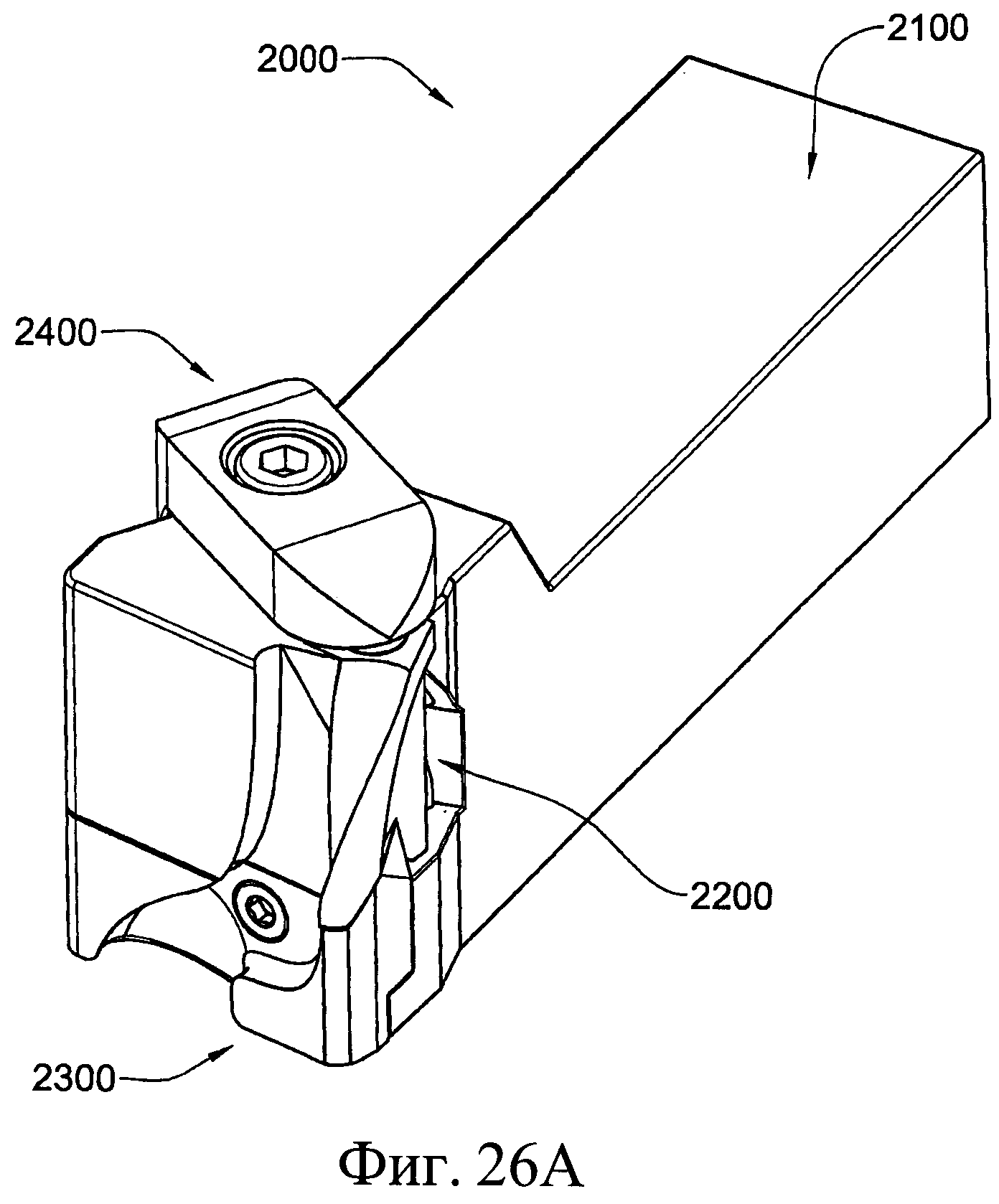
На фиг. 26А схематически показан перспективный вид токарного резца согласно еще одному из вариантов реализации настоящего изобретения.
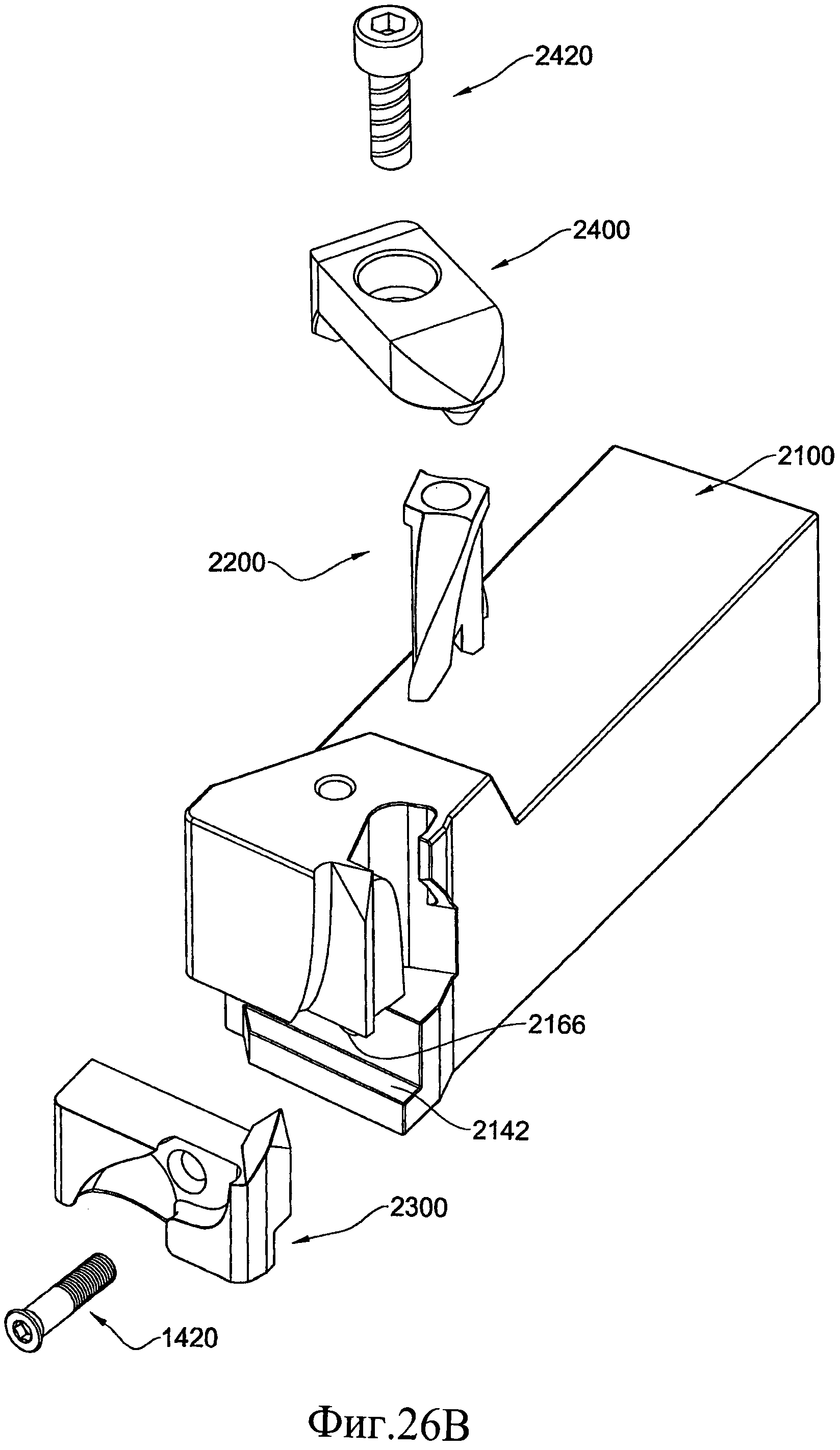
На фиг. 26В схематически показан перспективное покомпонентное изображение деталей токарного резца, показанного на фиг. 26А.
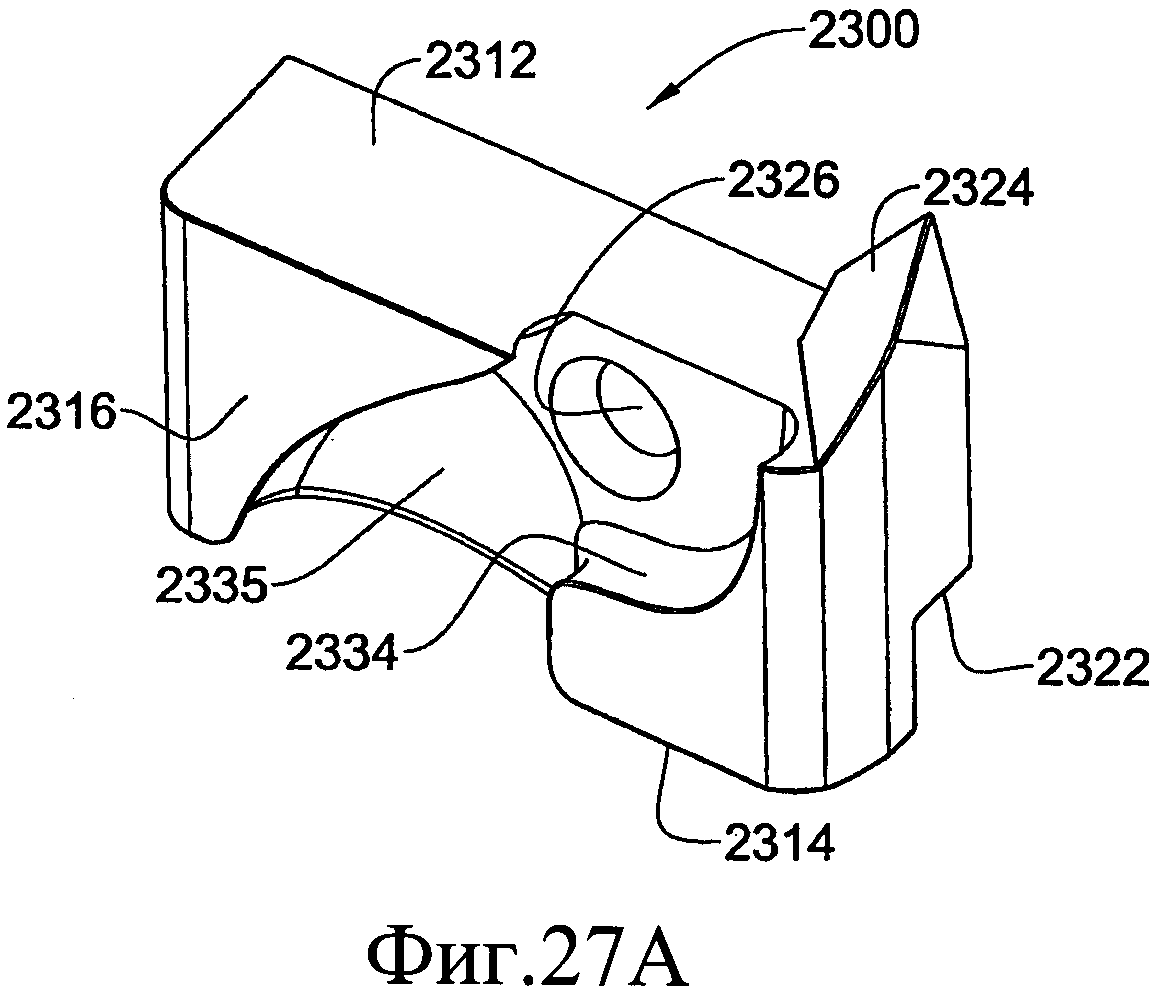
На фиг. 27А схематически показан перспективный вид державки для режущей вставки, показанной на фиг. 26А.
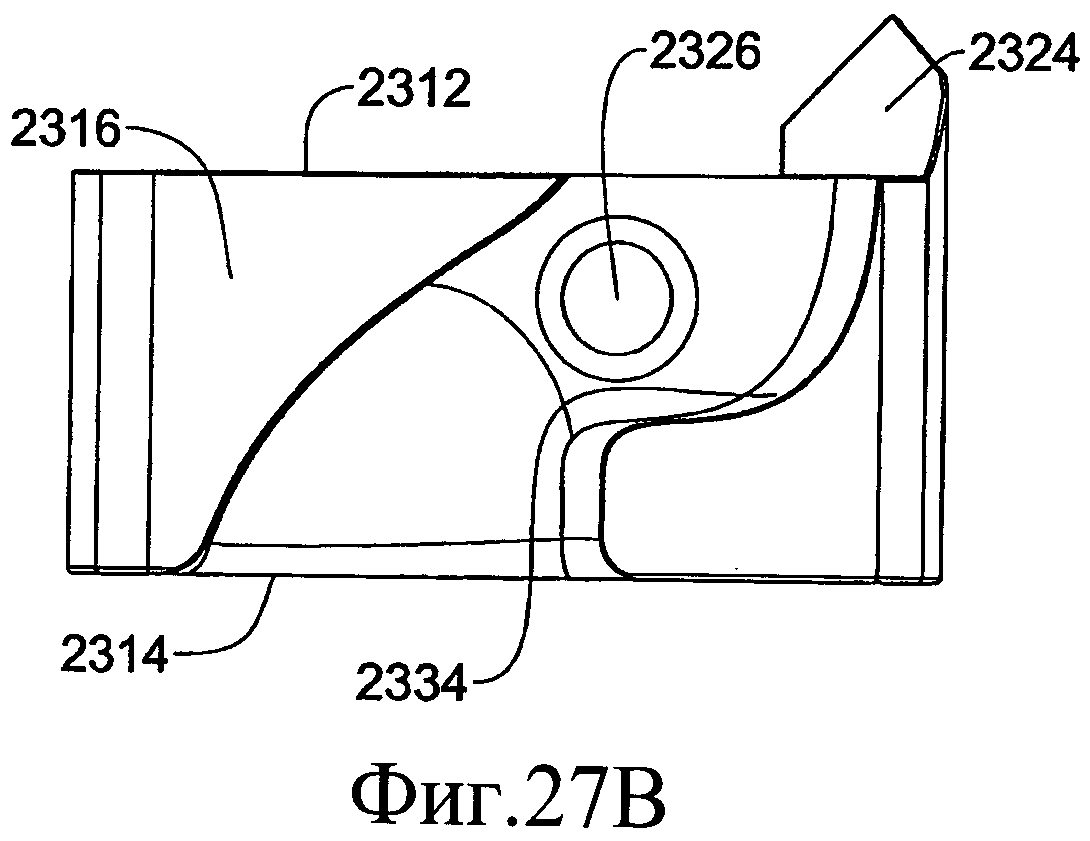
На фиг. 27В схематически показан вид спереди державки для режущей вставки, показанной на фиг. 27А.
На фиг. 27С схематически показан перспективный вид сверху державки для режущей вставки, показанной на фиг. 27А.
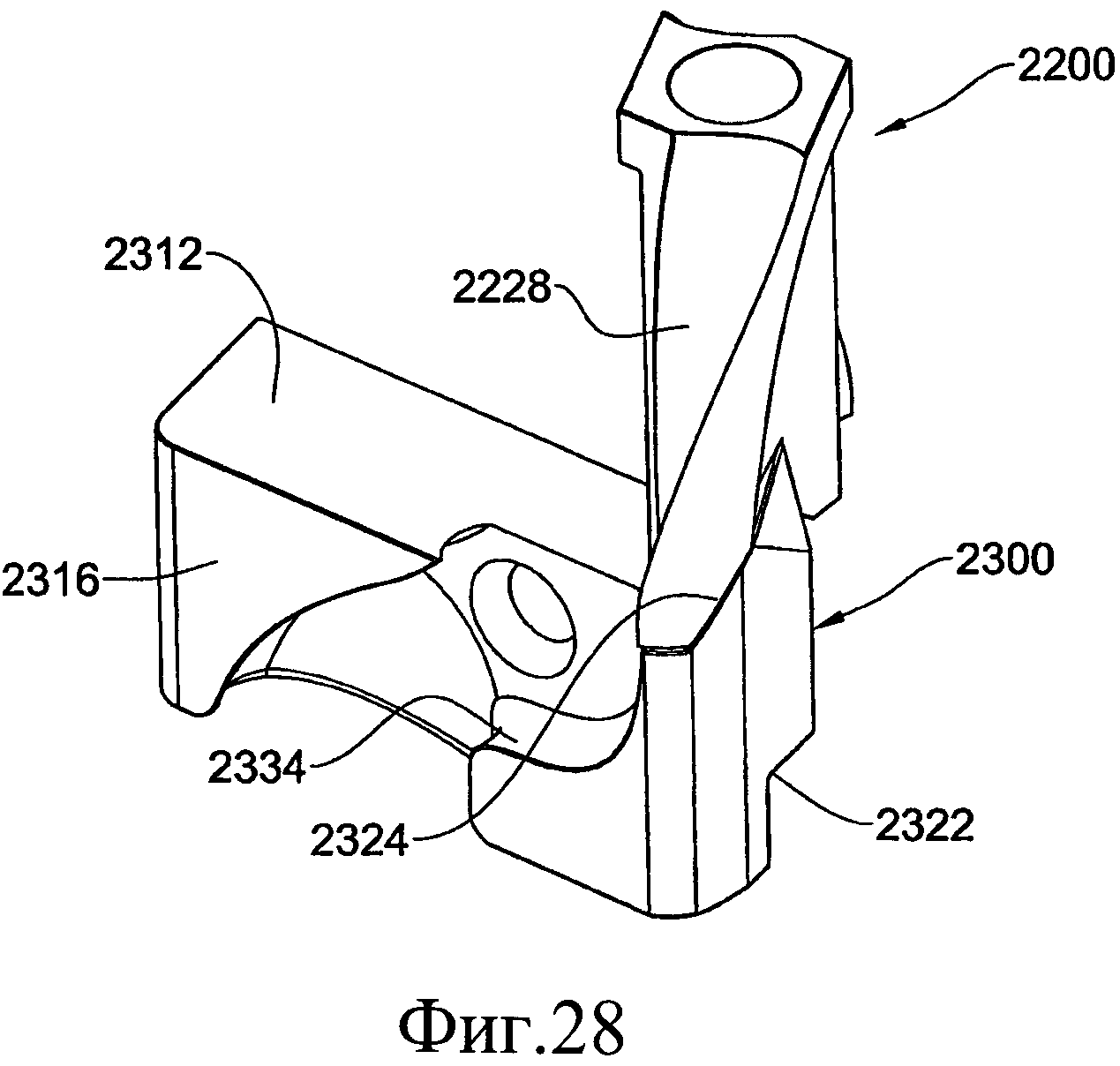
На фиг. 28 схематически показан перспективный вид стружколома, показанного на фиг. 27А, с режущей вставкой, показанной на фиг. 26А, взаимодействующих друг с другом.
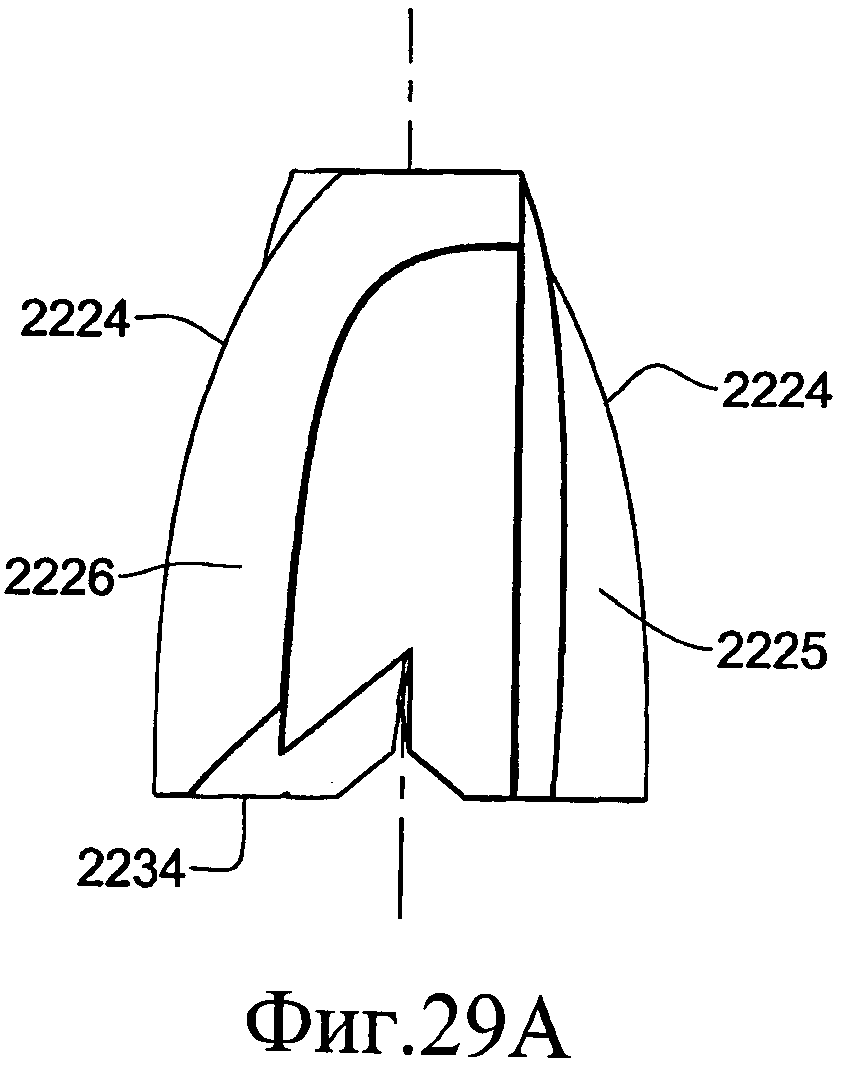
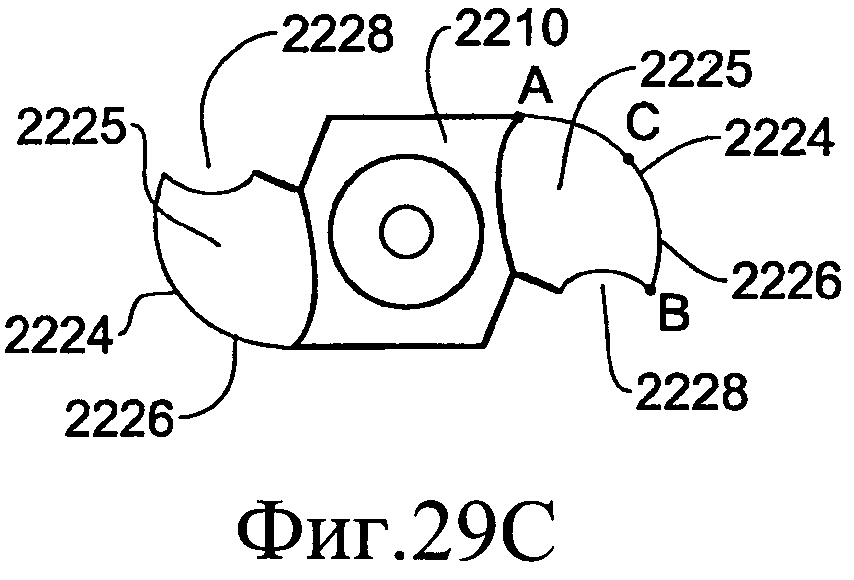
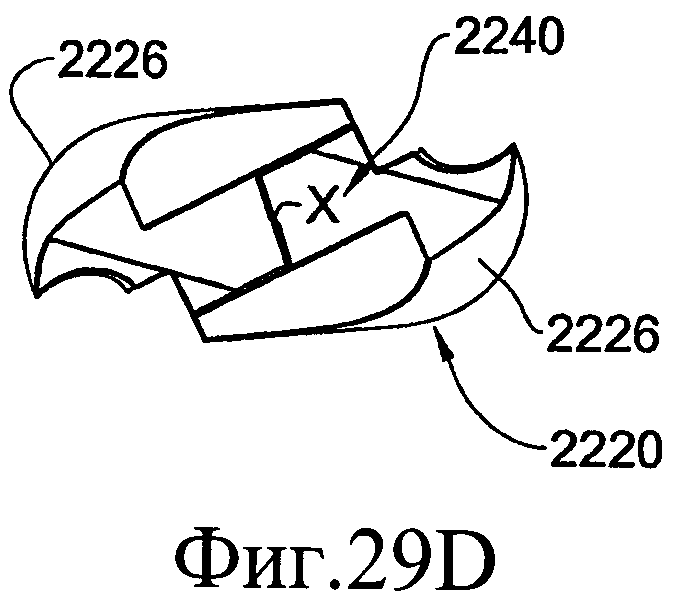
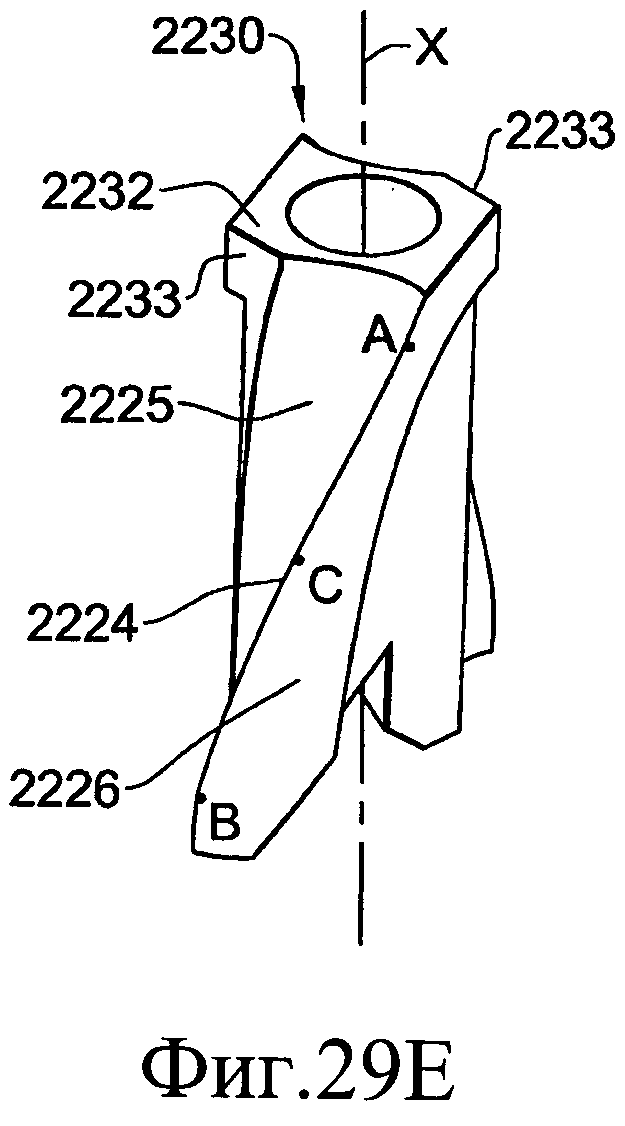
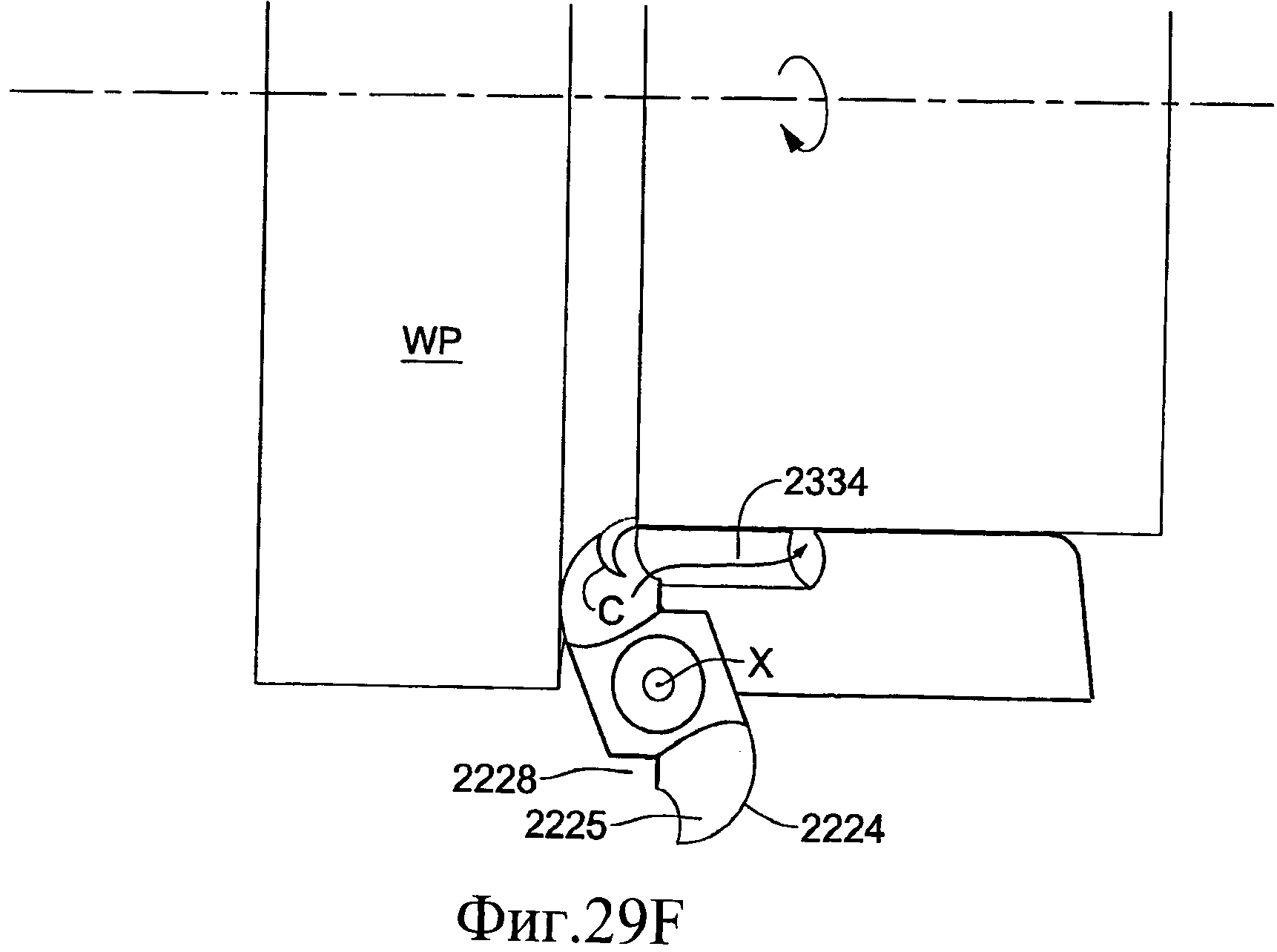
На фиг. 29A-24F соответственно схематически показаны виды спереди, сбоку, сверху, снизу и перспективный вид режущей вставки, показанной на фиг. 26А.
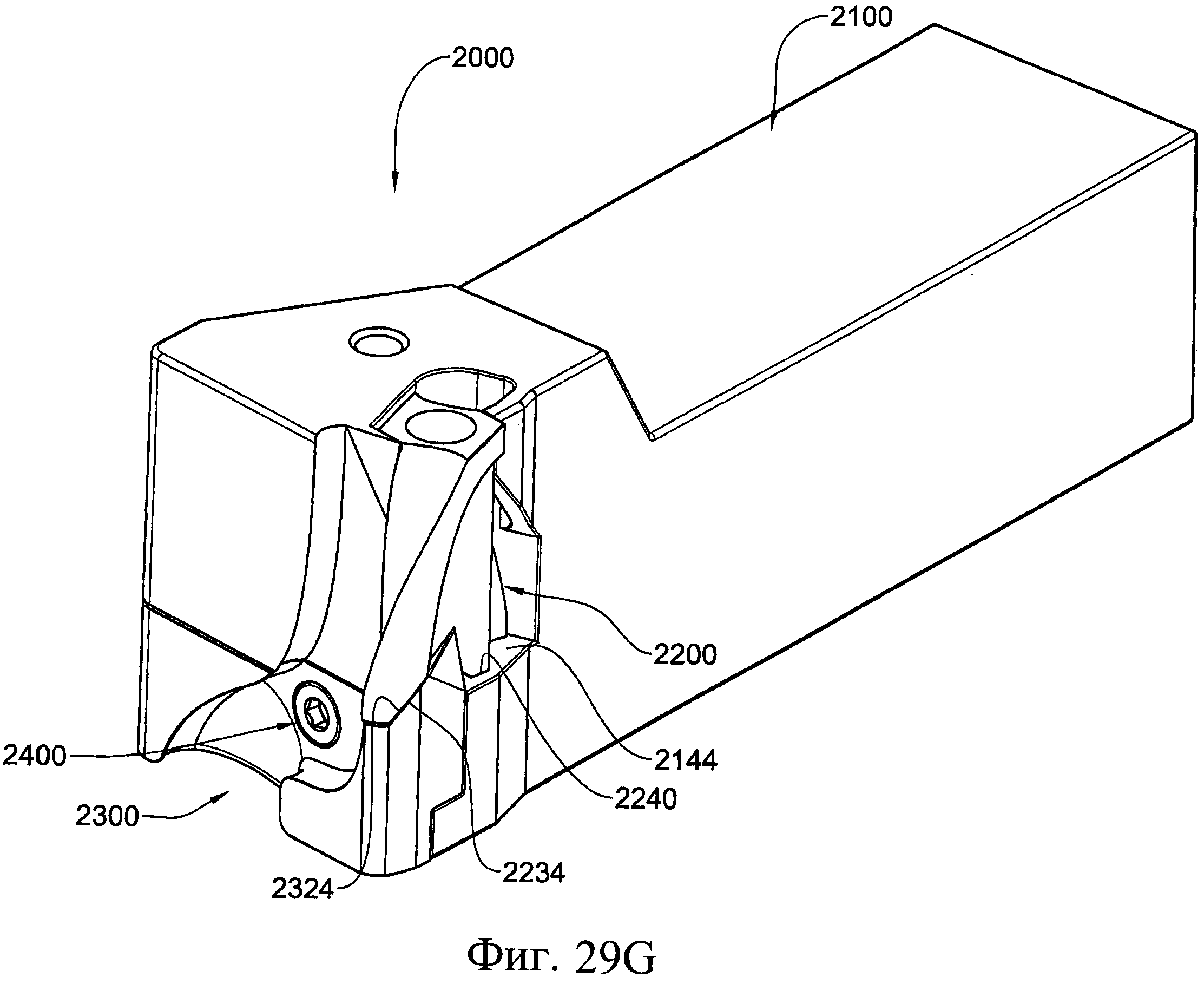
На фиг. 29G схематически показан вид сверху токарного резца, показанного на фиг. 26А, в контакте с заготовкой.
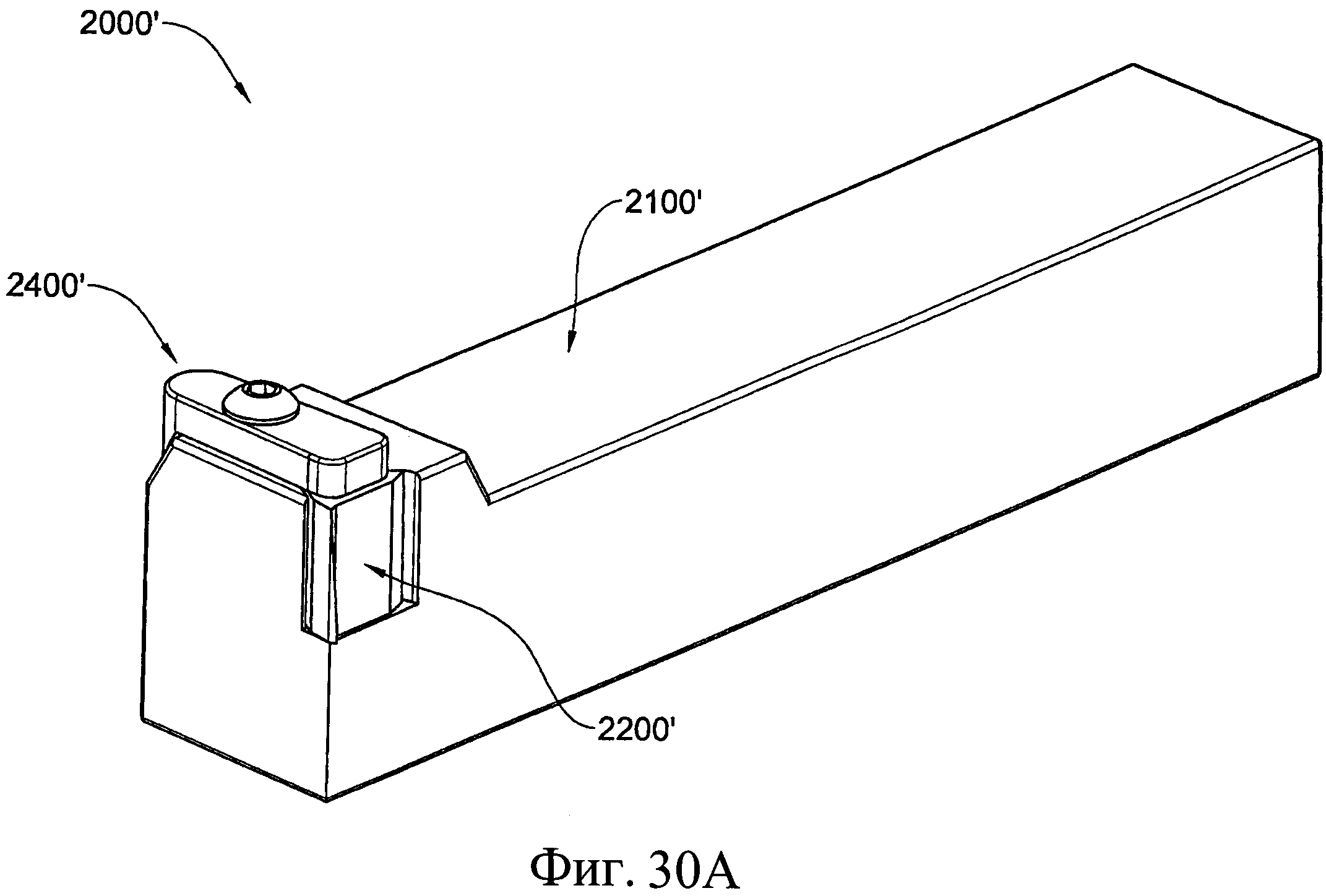
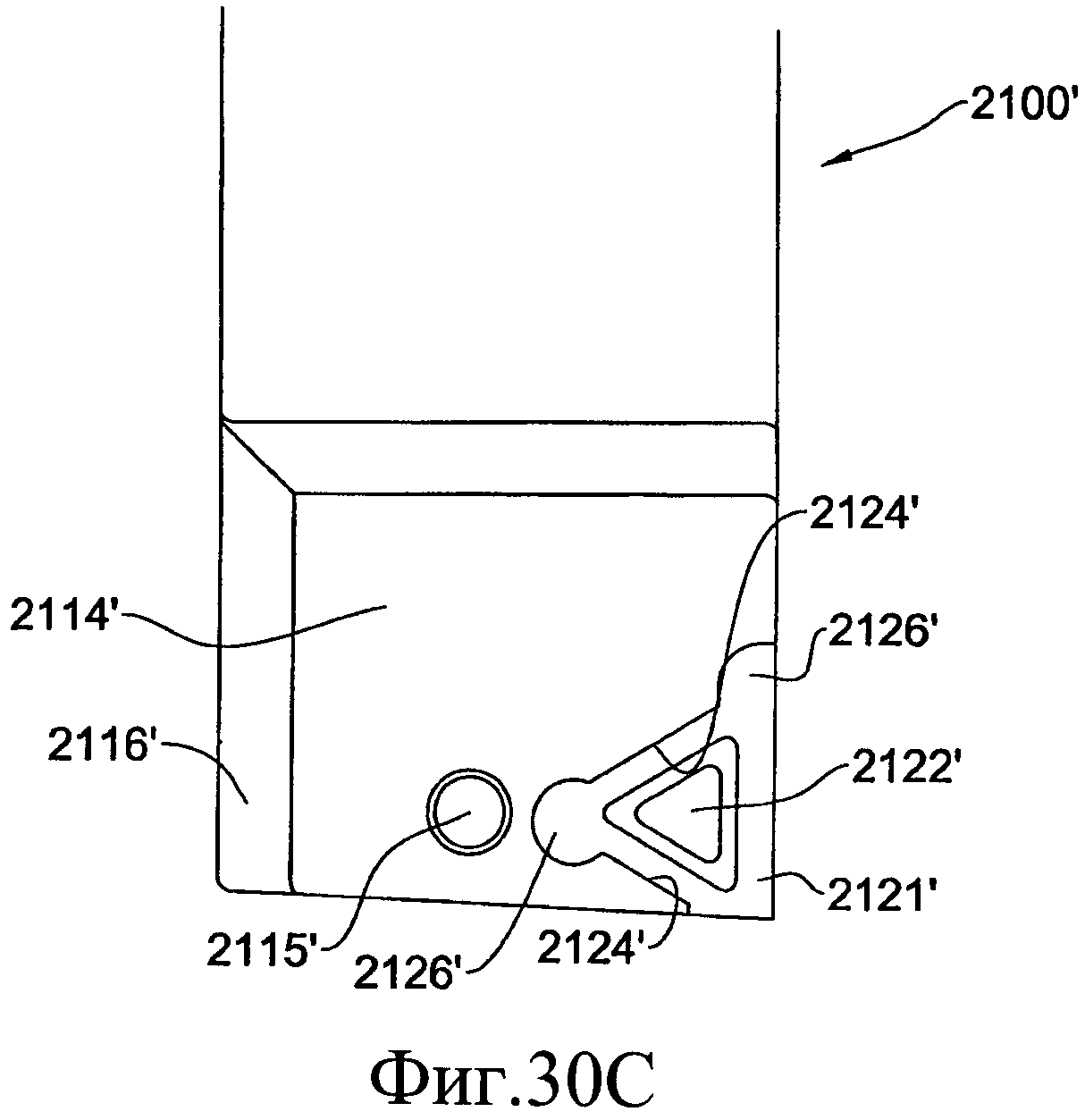
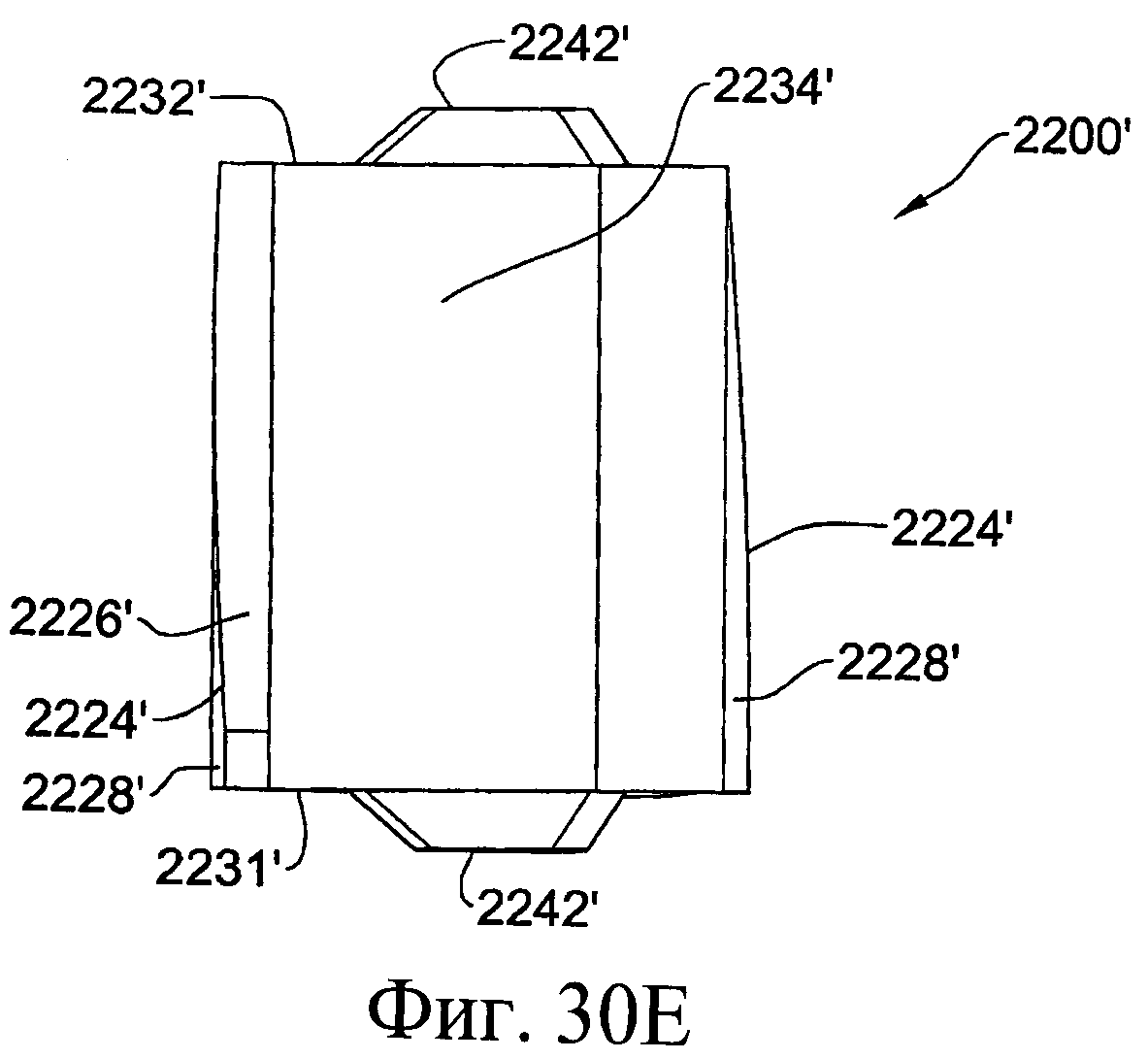
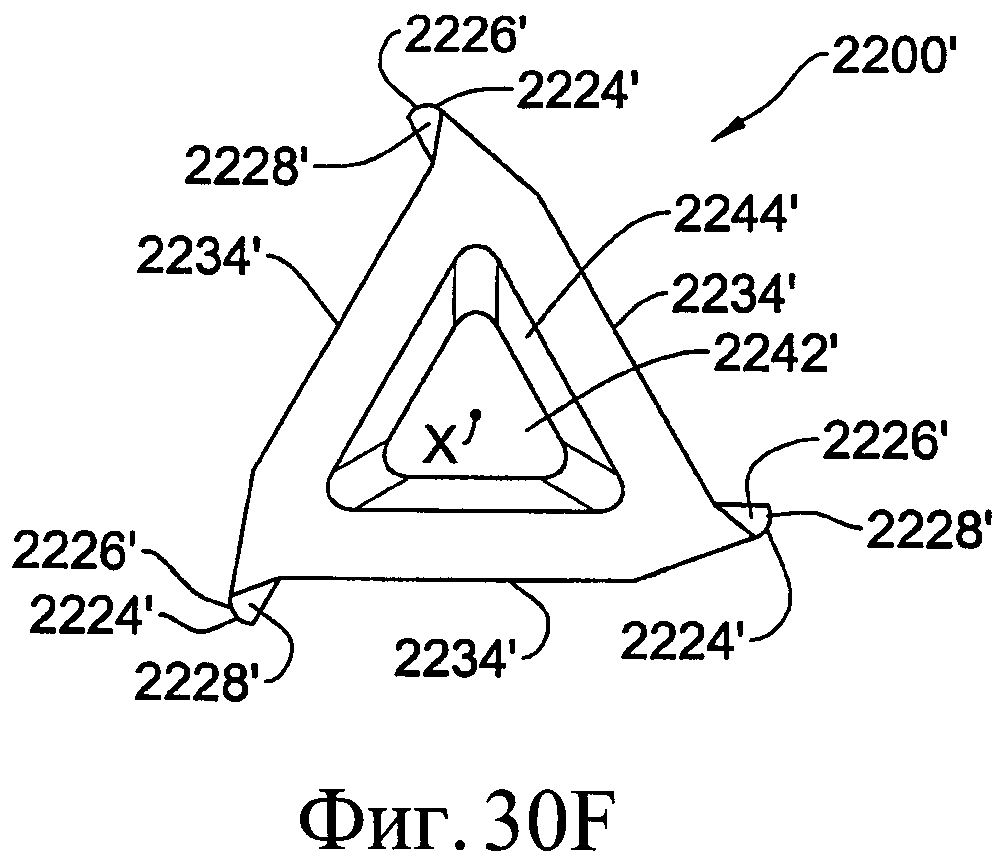
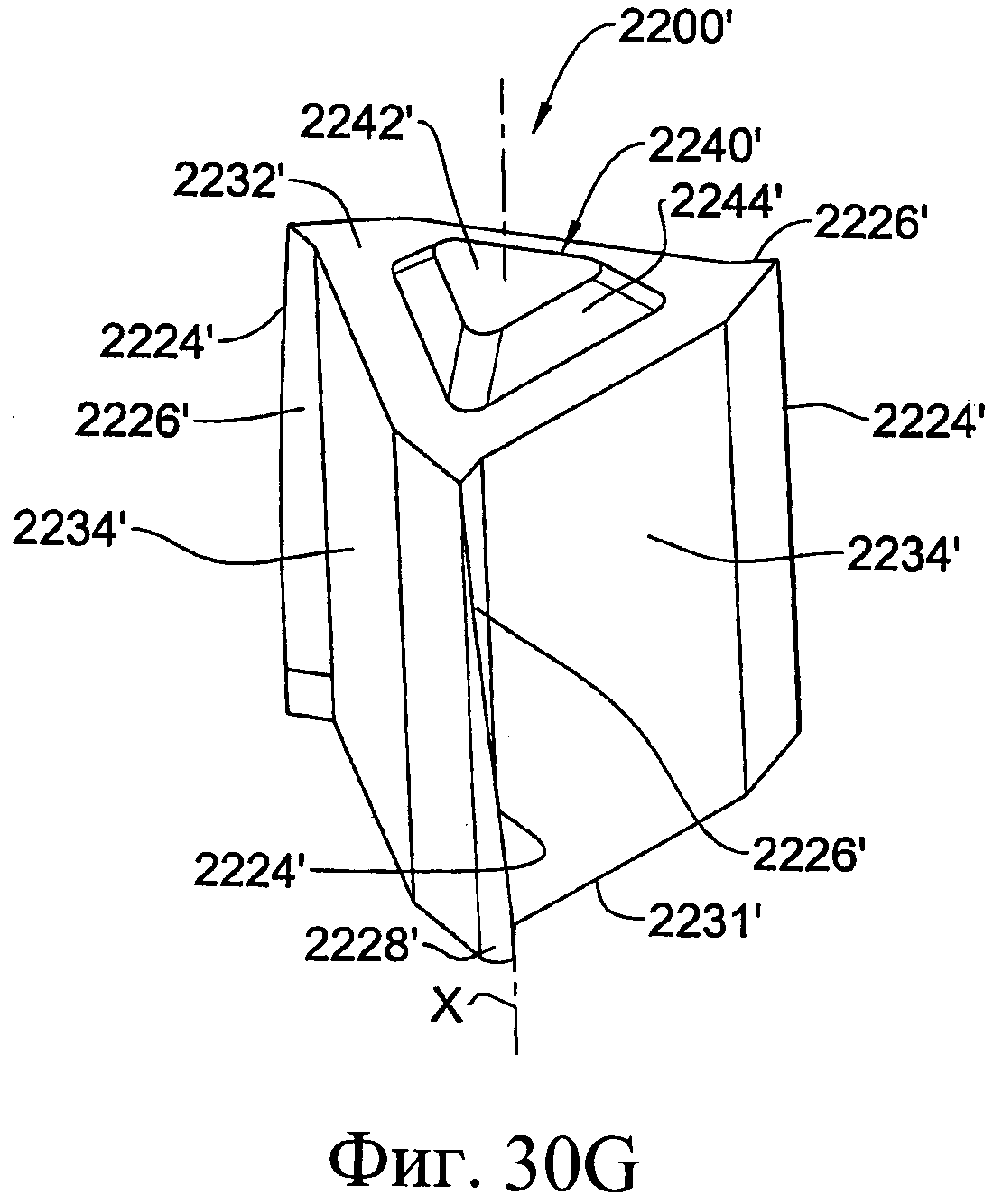
На фиг. 30А схематически показан перспективный вид резца для чистовой обработки согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 30В схематически показано перспективное покомпонентное изображение деталей резца для чистовой обработки, показанного на фиг. 30А.
На фиг. 30С и 30D соответственно схематически показаны вид сверху и перспективный вид державки для резца для чистовой обработки, показанного на фиг. 30А.
На фиг. 30E-30G соответственно схематически показаны виды спереди, сверху и перспективный вид режущей вставки для резца для чистовой обработки, показанного на фиг. 30А.
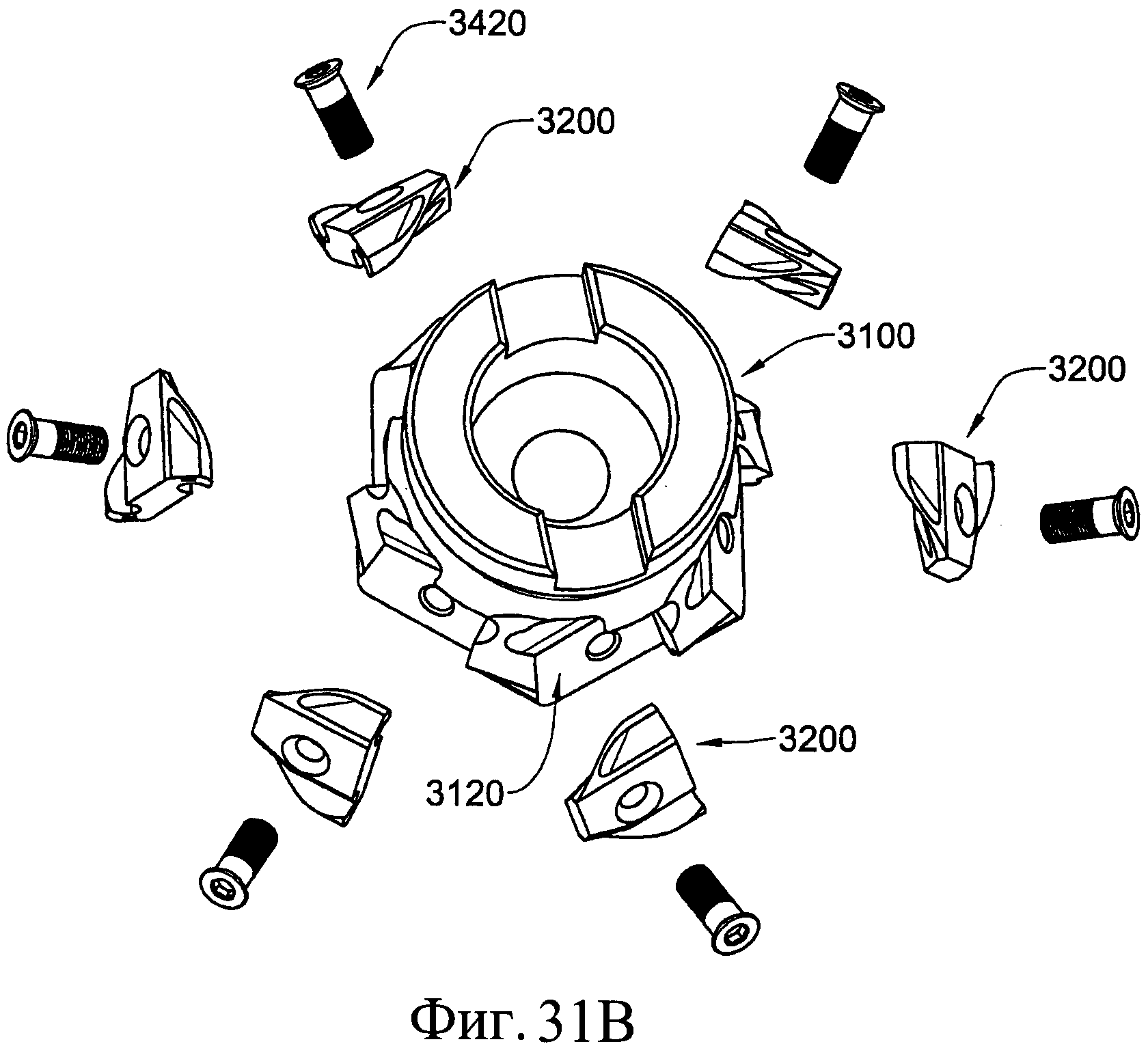
На фиг. 31А схематически показан перспективный вид фрезы согласно еще одному из примеров описанного здесь настоящего изобретения.
На фиг. 31В схематически показано перспективное покомпонентное изображение фрезы, показанной на фиг. 31А.
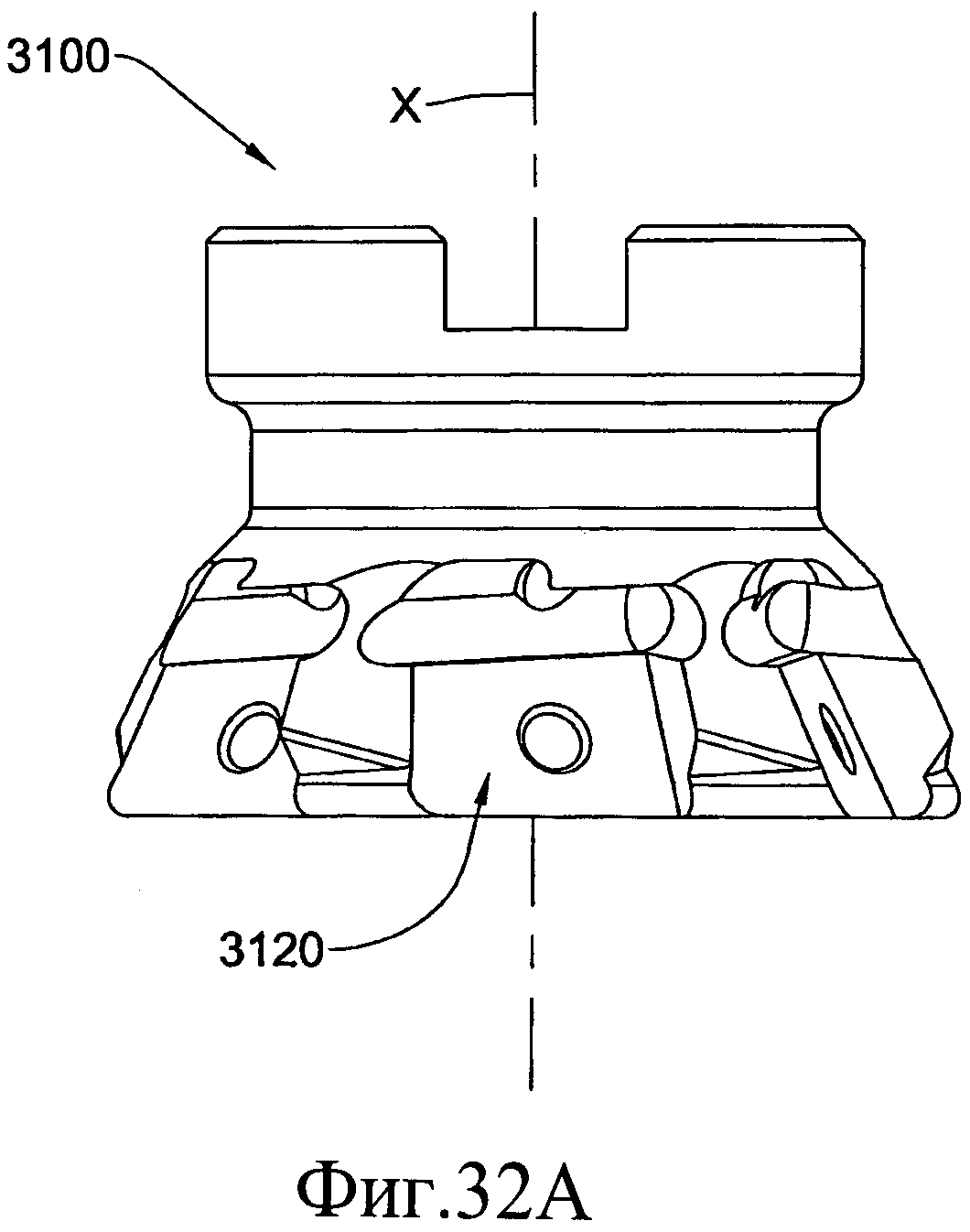
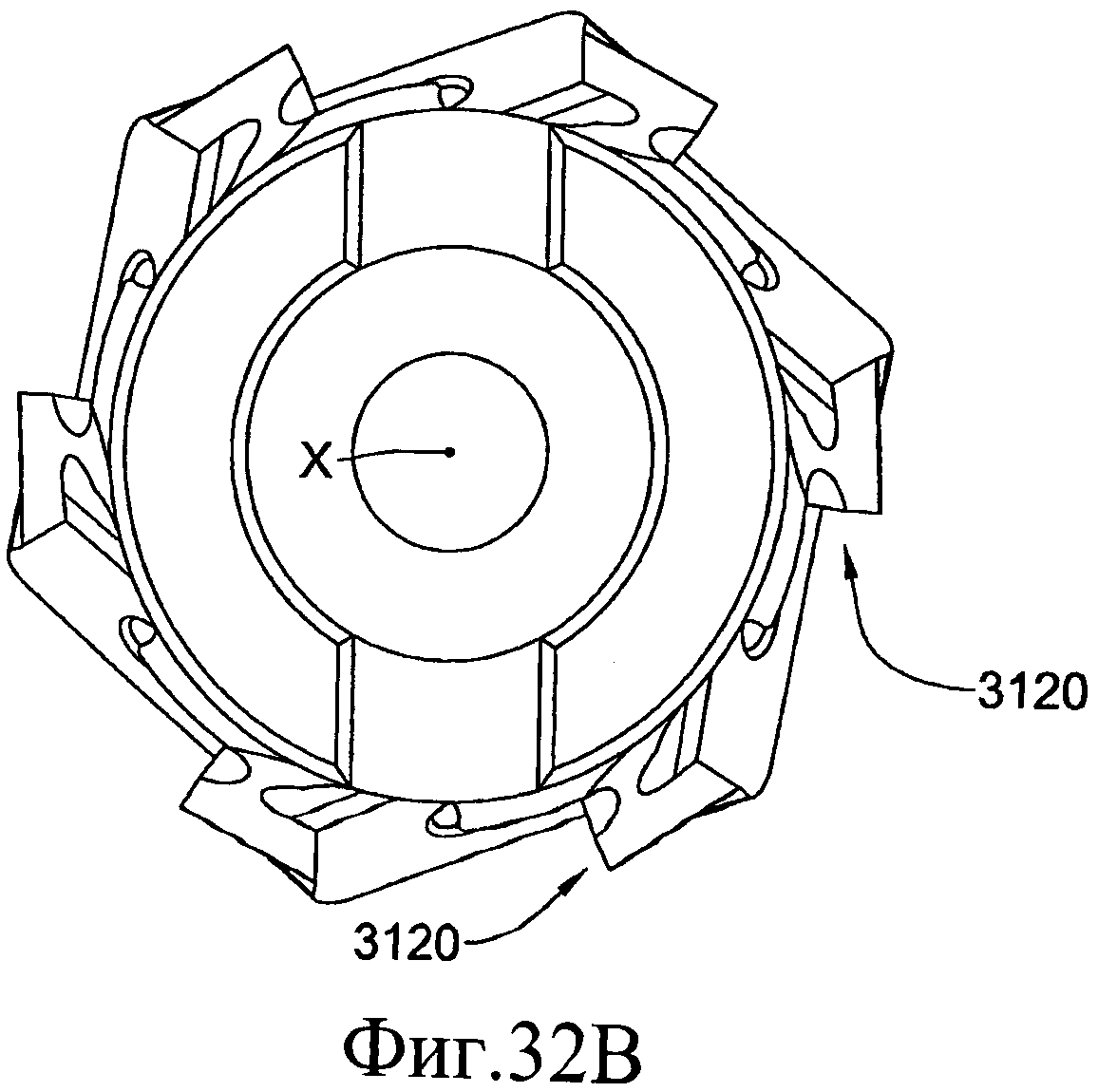
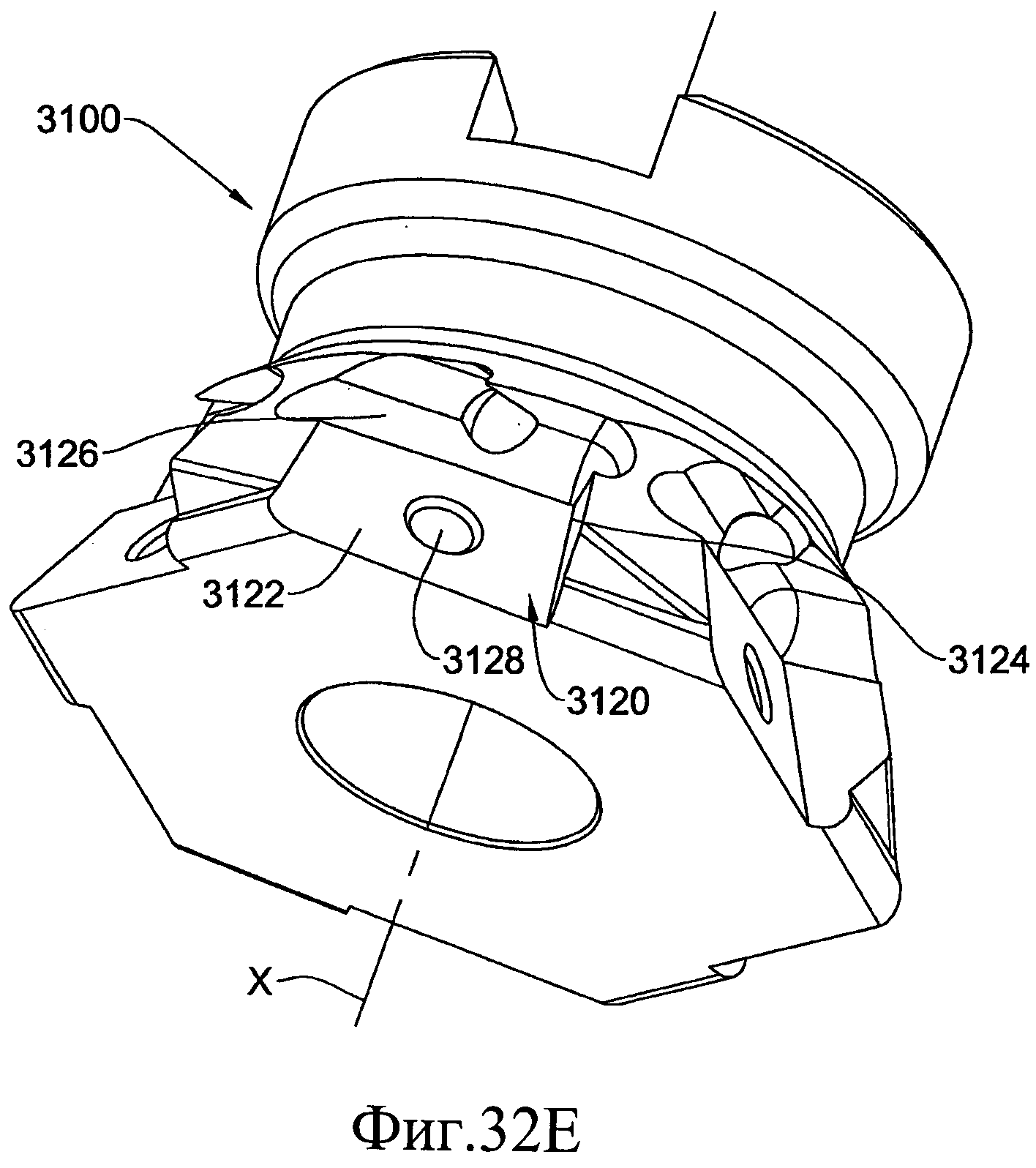
На фиг. 32A-32D соответственно схематически показаны виды спереди, сверху, снизу и перспективный вид держателя для фрезы, показанной на фиг. 31А.
На фиг. 32Е схематически показано увеличенное изображение детали I, показанной на фиг. 32D.
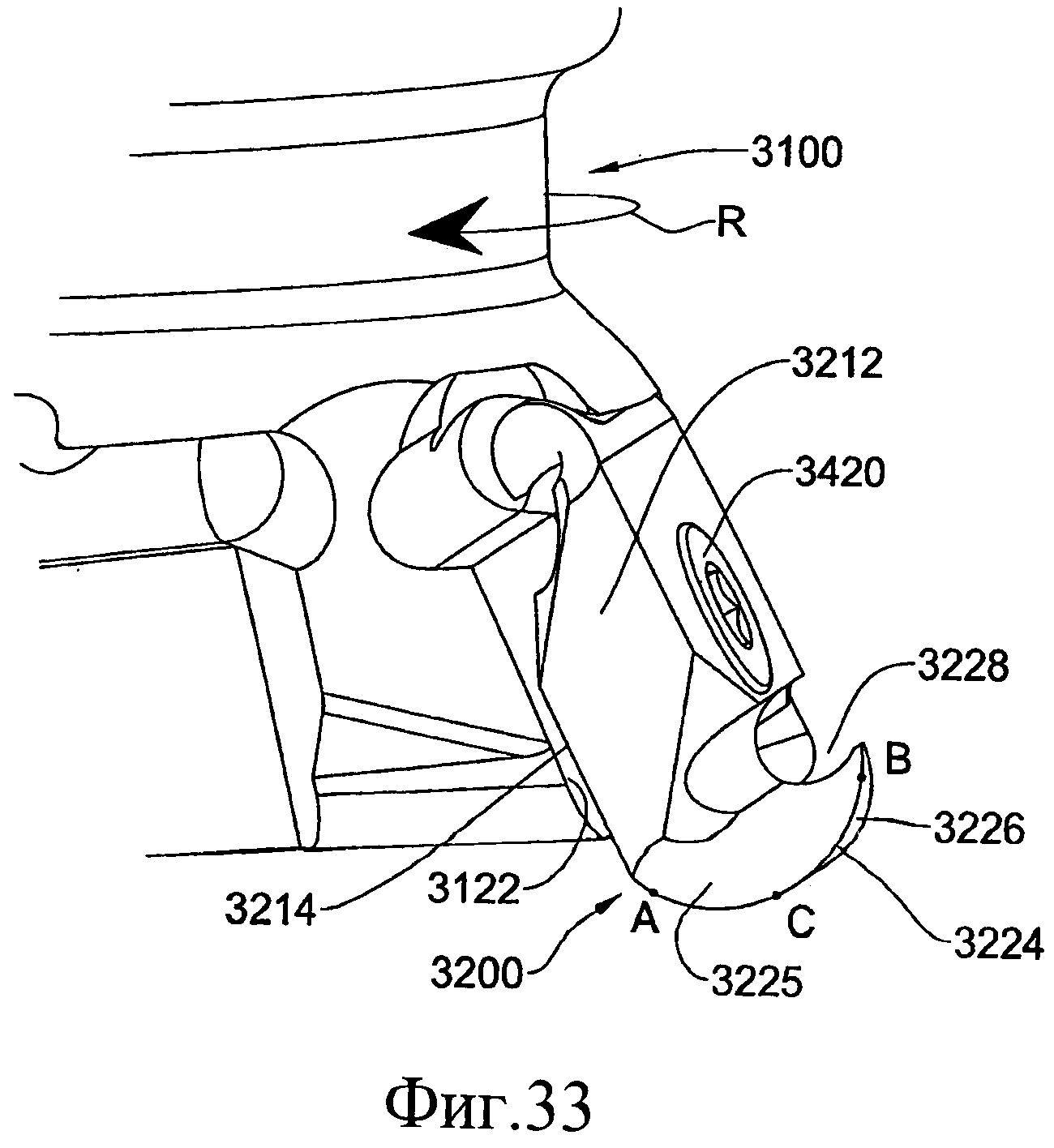
На фиг. 33 схематически показан увеличенный перспективный вид режущей вставки для фрезы, показанной на фиг. 31А, установленной на держатель для фрезы, также показанной на фиг. 31А.
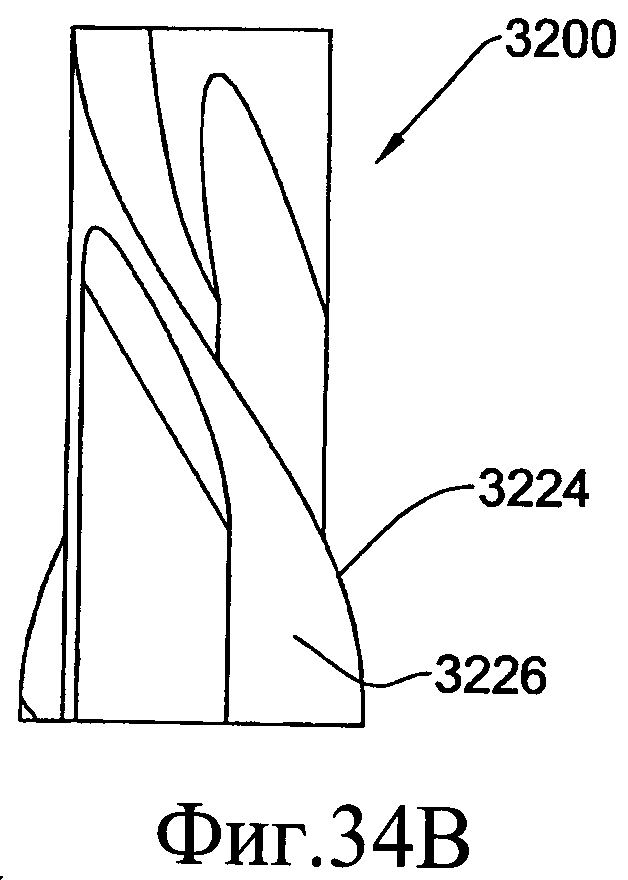
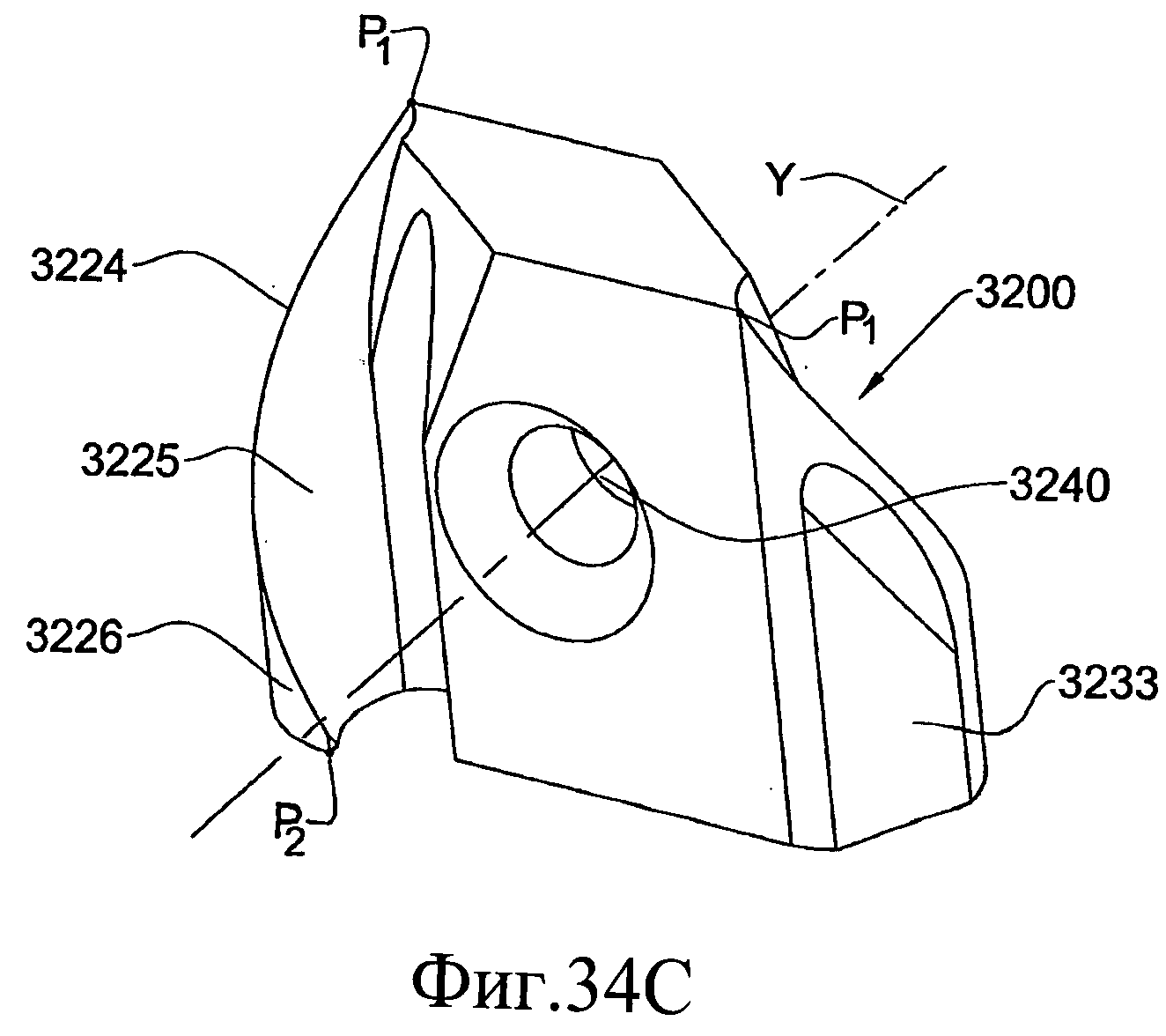
На фиг. 34А-34С соответственно схематически показаны виды спереди, сбоку и перспективный вид режущей вставки, показанной на фиг. 31А.
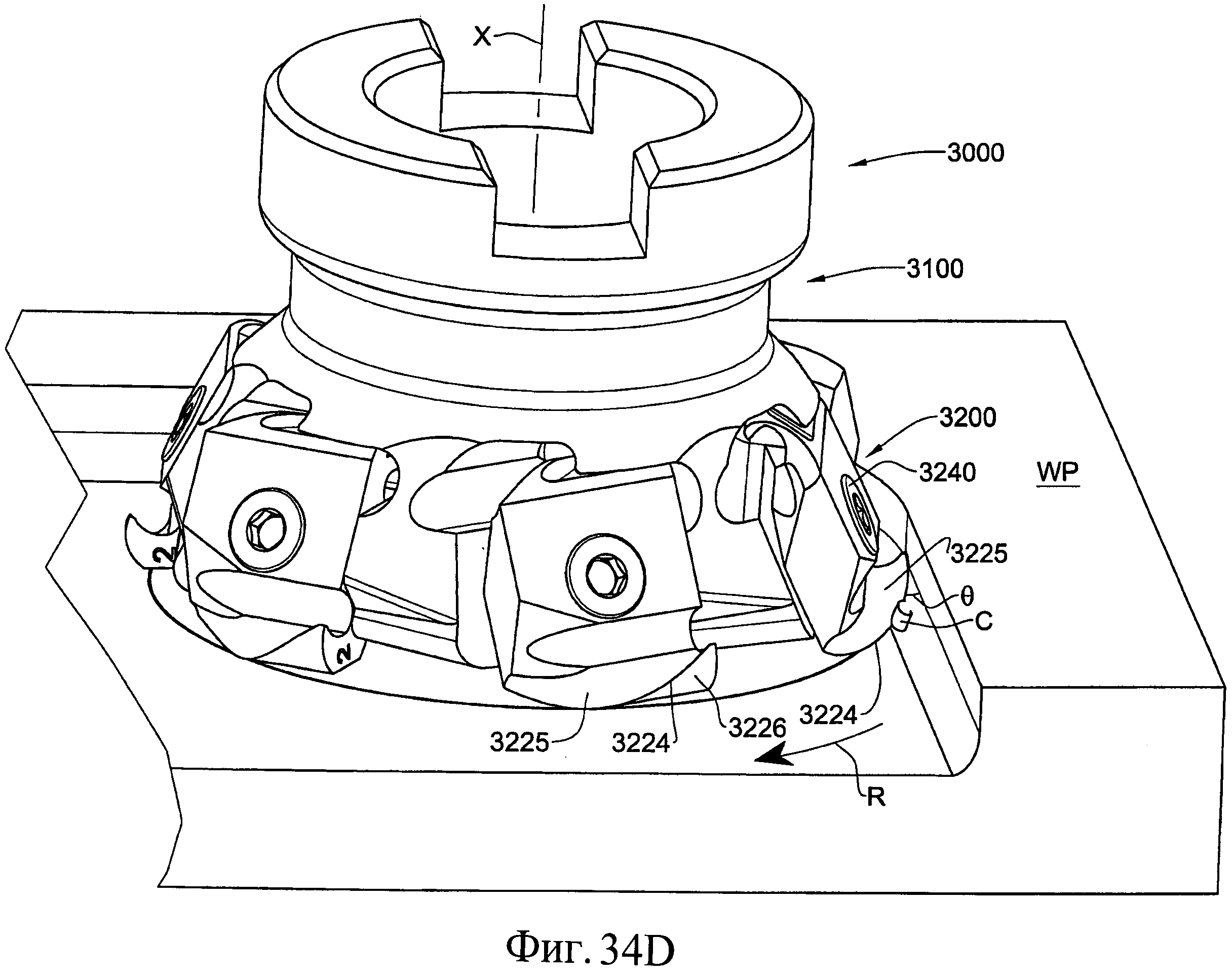
На фиг. 34D схематически показан перспективный вид фрезы, показанной на фиг. 31А, в контакте с заготовкой.
На фиг. 35А и 35В соответственно схематически показаны перспективный вид и вид спереди еще одного из примеров режущей вставки для использования в резце, показанном на фиг. 31А.
На фиг. 36 схематически показан перспективный вид фрезы согласно еще одному из вариантов реализации настоящего изобретения, в котором каждая из режущих вставок имеет две режущие кромки.
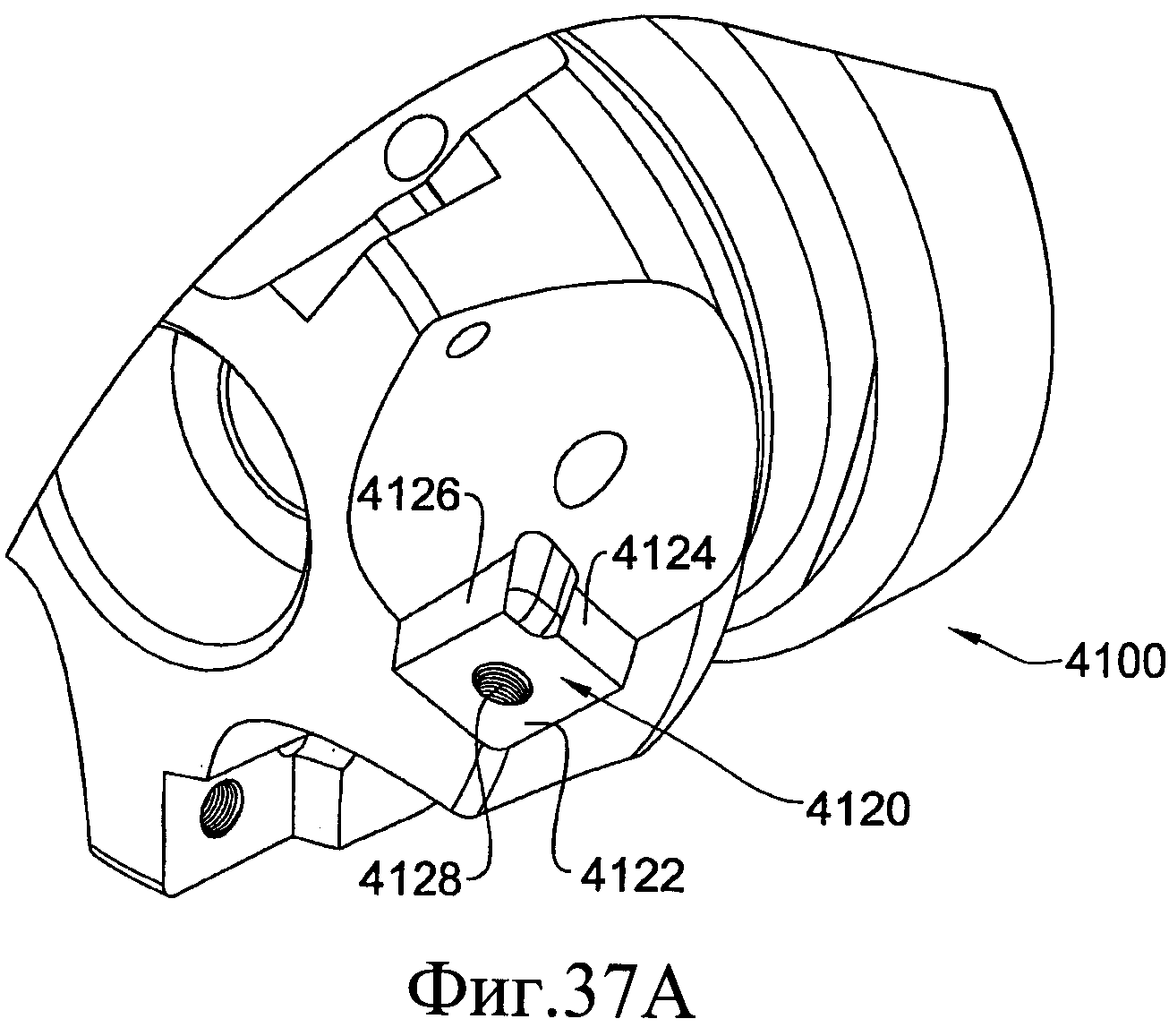
На фиг. 37А схематически показан увеличенный перспективный вид держателя для фрезы, показанной на фиг. 36.
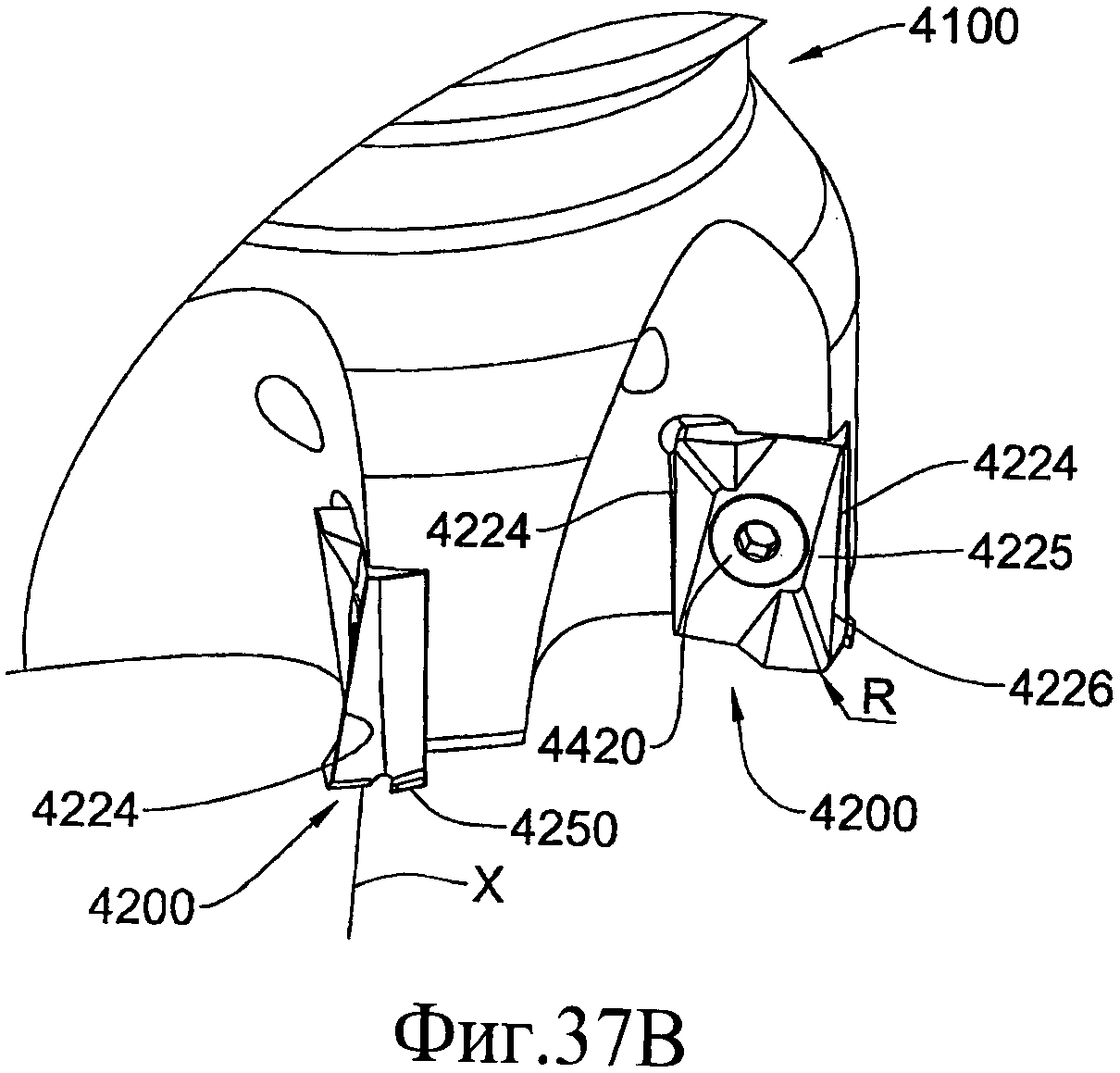
На фиг. 37 В схематически показан увеличенный перспективный вид держателя для фрезы, показанной на фиг. 37А, с установленной на нем режущей вставкой, показанной на фиг. 36.
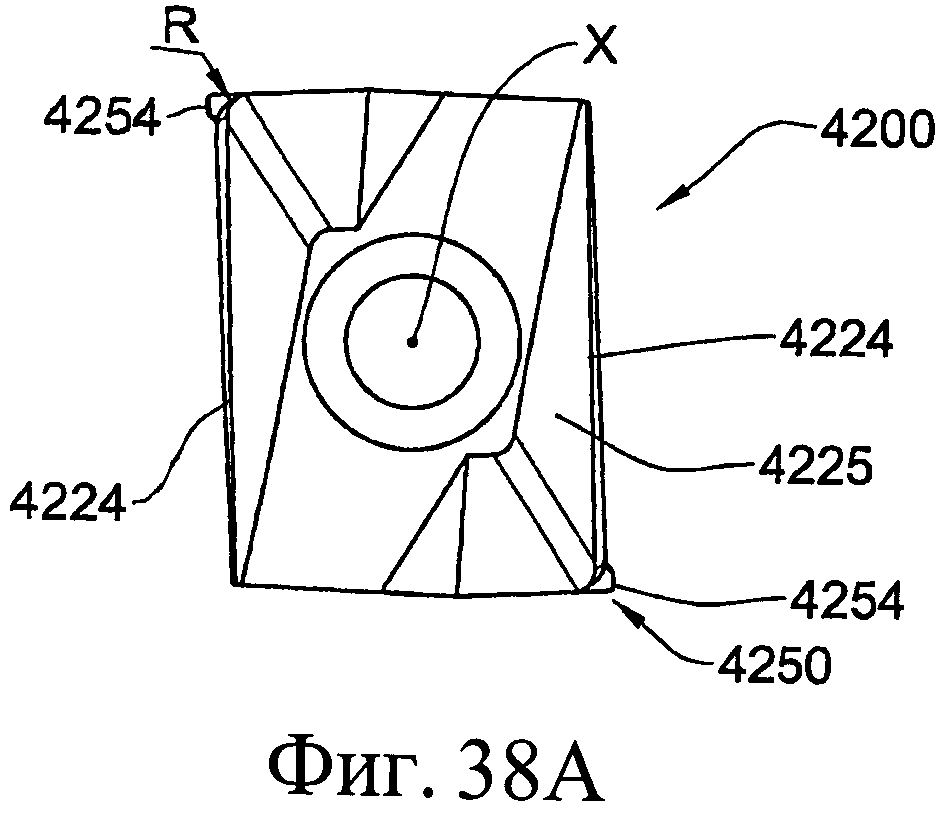
На фиг. 38A-38D соответственно схематически показаны виды спереди, сбоку, сверху и перспективный вид режущей вставки, показанной на фиг. 37А.
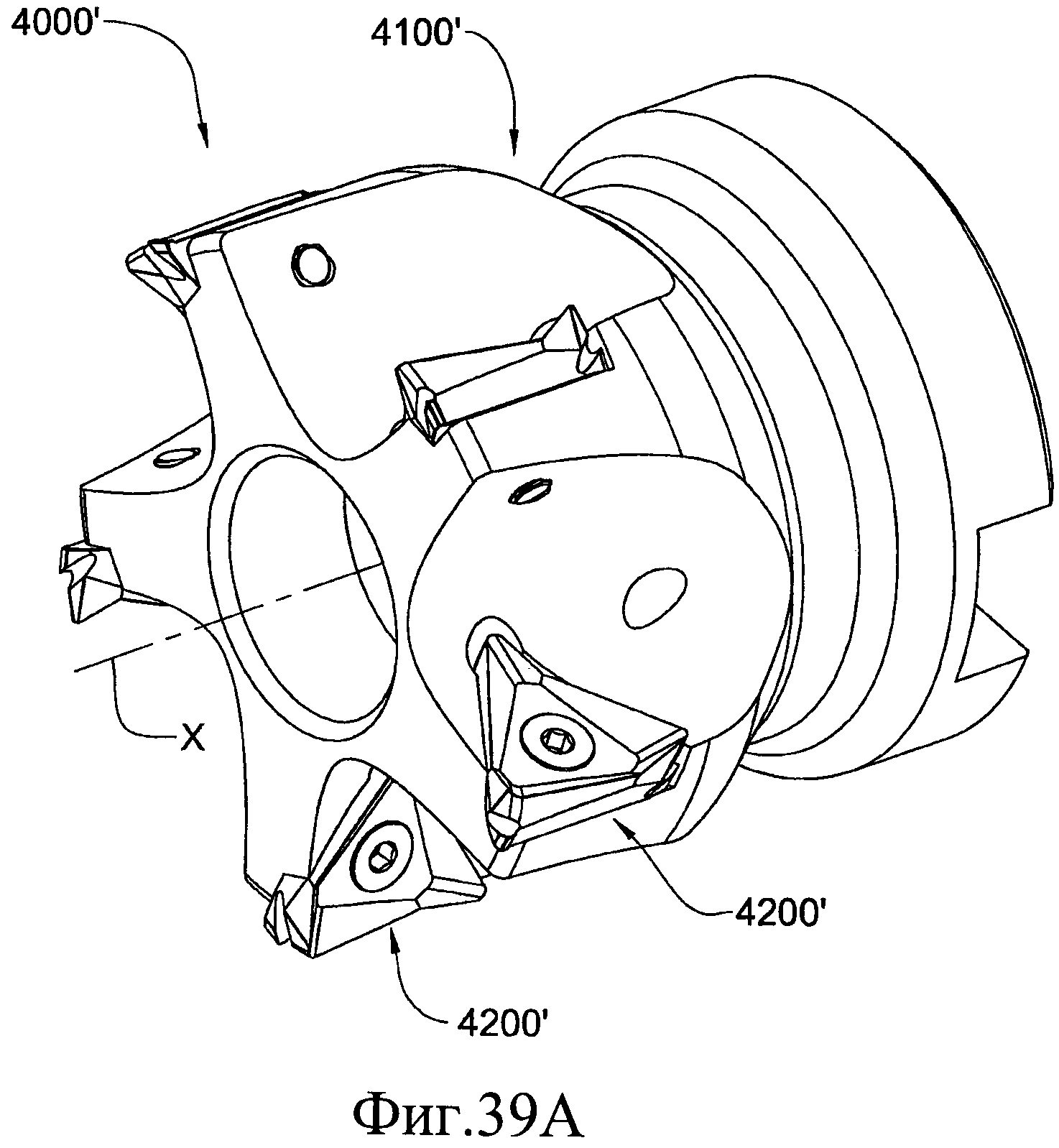
На фиг. 39А схематически показан перспективный вид фрезы согласно еще одному из вариантов реализации настоящего изобретения, в котором каждая из режущих вставок имеет три режущие кромки.
На фиг. 39 В схематически показан увеличенный перспективный вид держателя для фрезы, показанной на фиг. 39А.
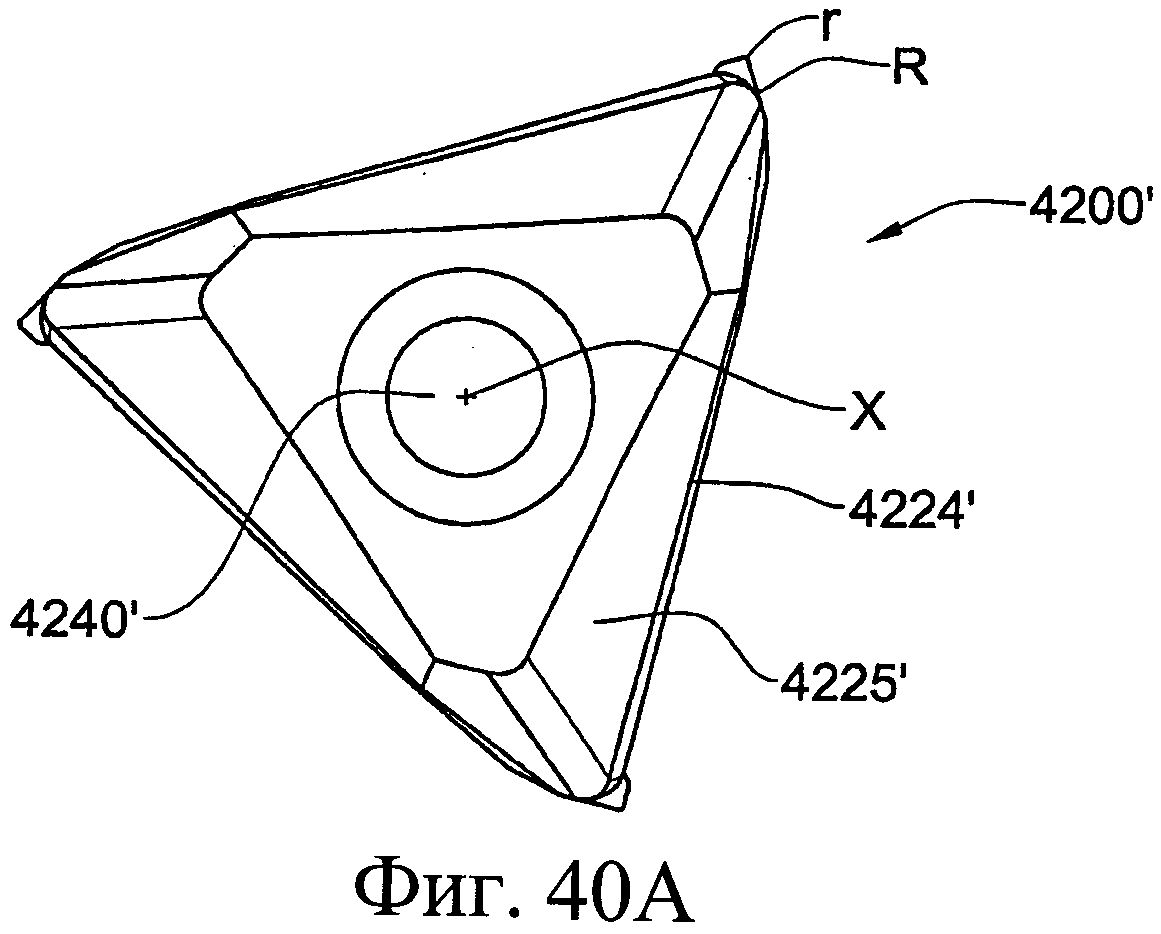
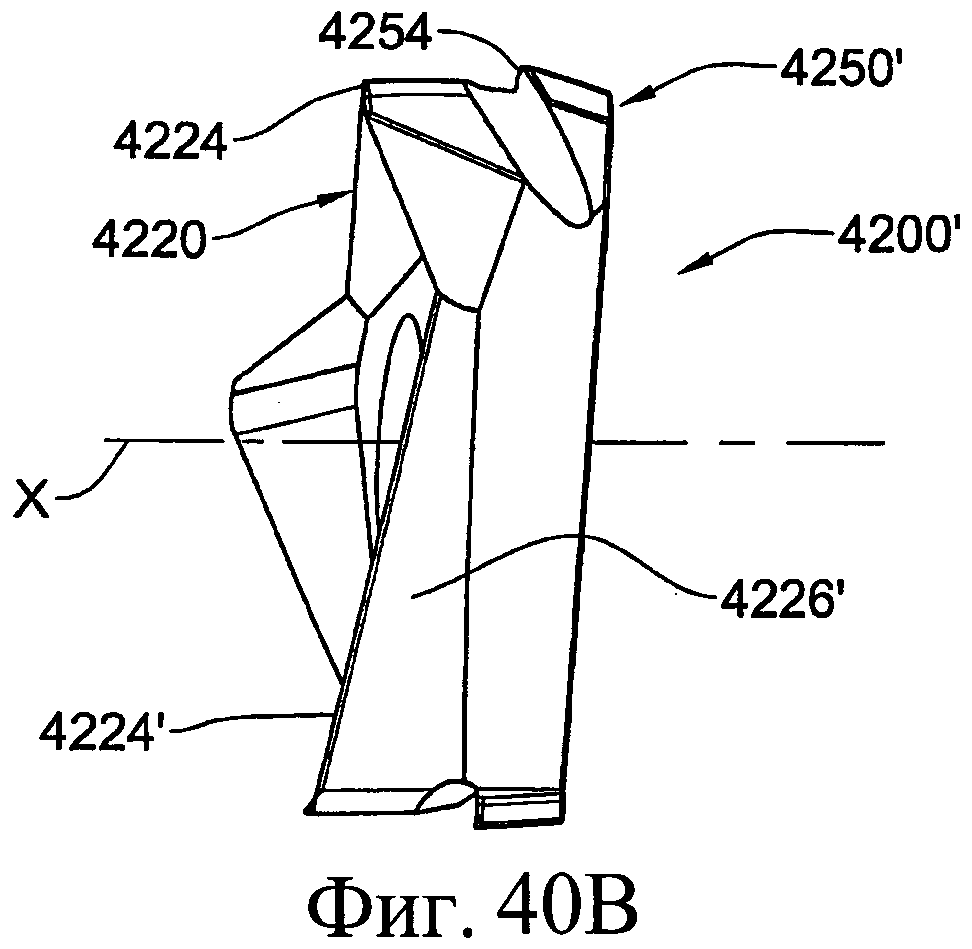
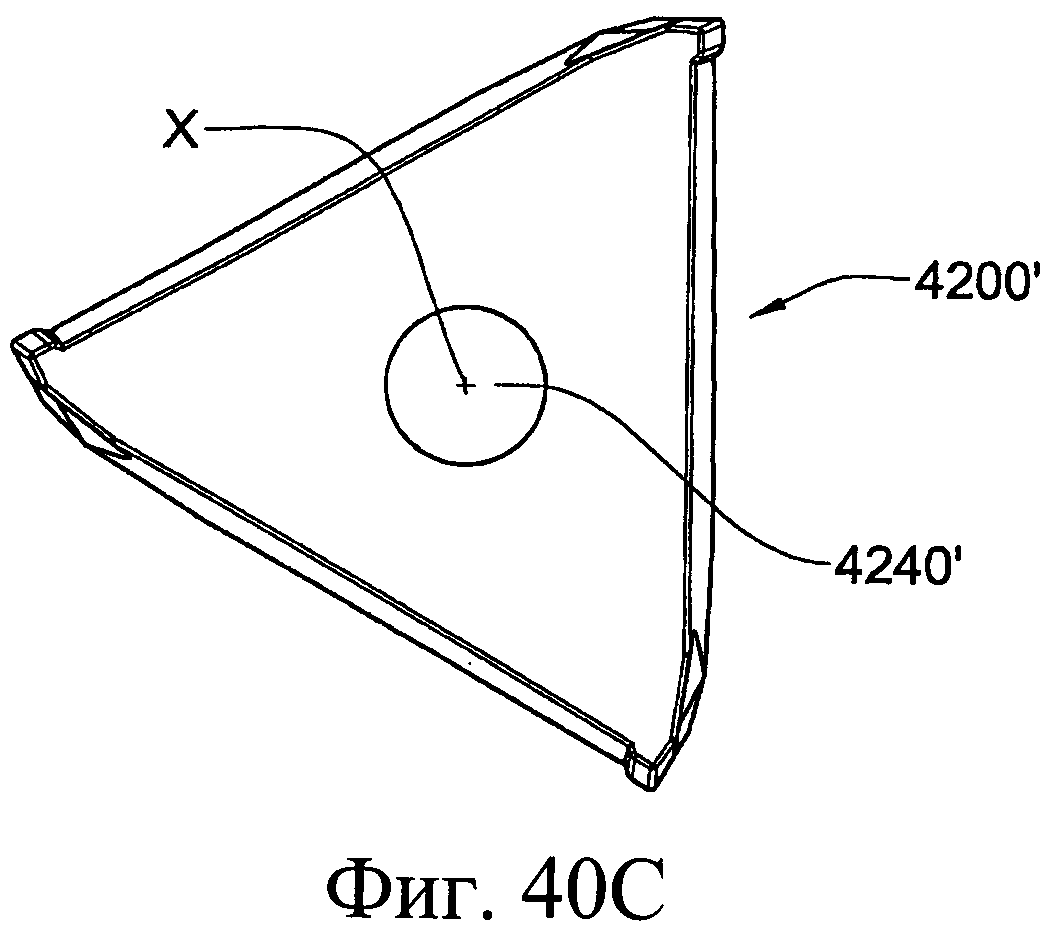
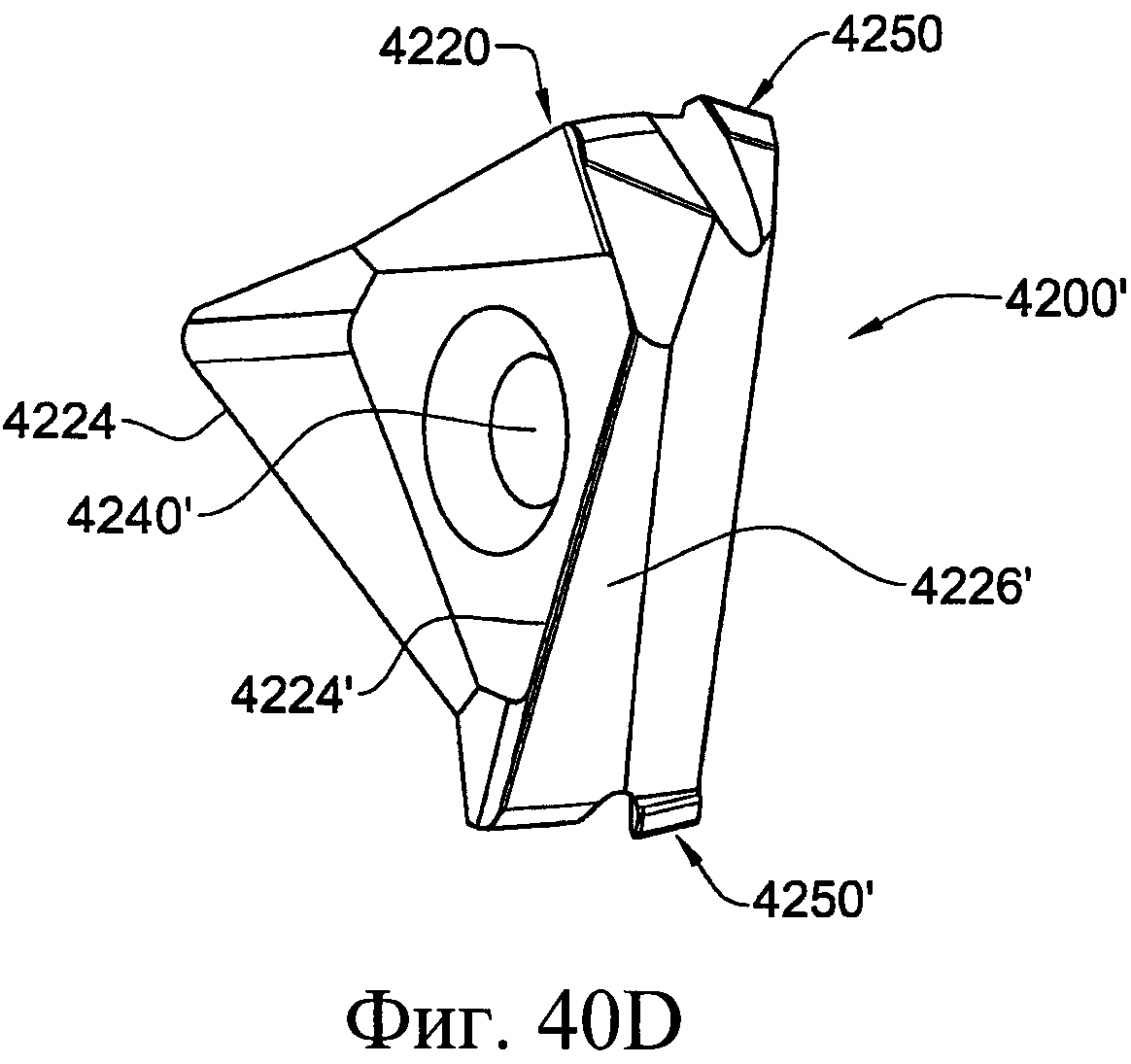
На фиг. 40A-40D соответственно схематически показаны виды спереди, сбоку, сзади и перспективный вид режущей вставки, показанной на фиг. 39А.
На фиг. 41 схематически показан перспективный вид фрезы согласно еще одному из вариантов реализации настоящего изобретения, в котором каждая из режущих вставок имеет четыре режущие кромки.
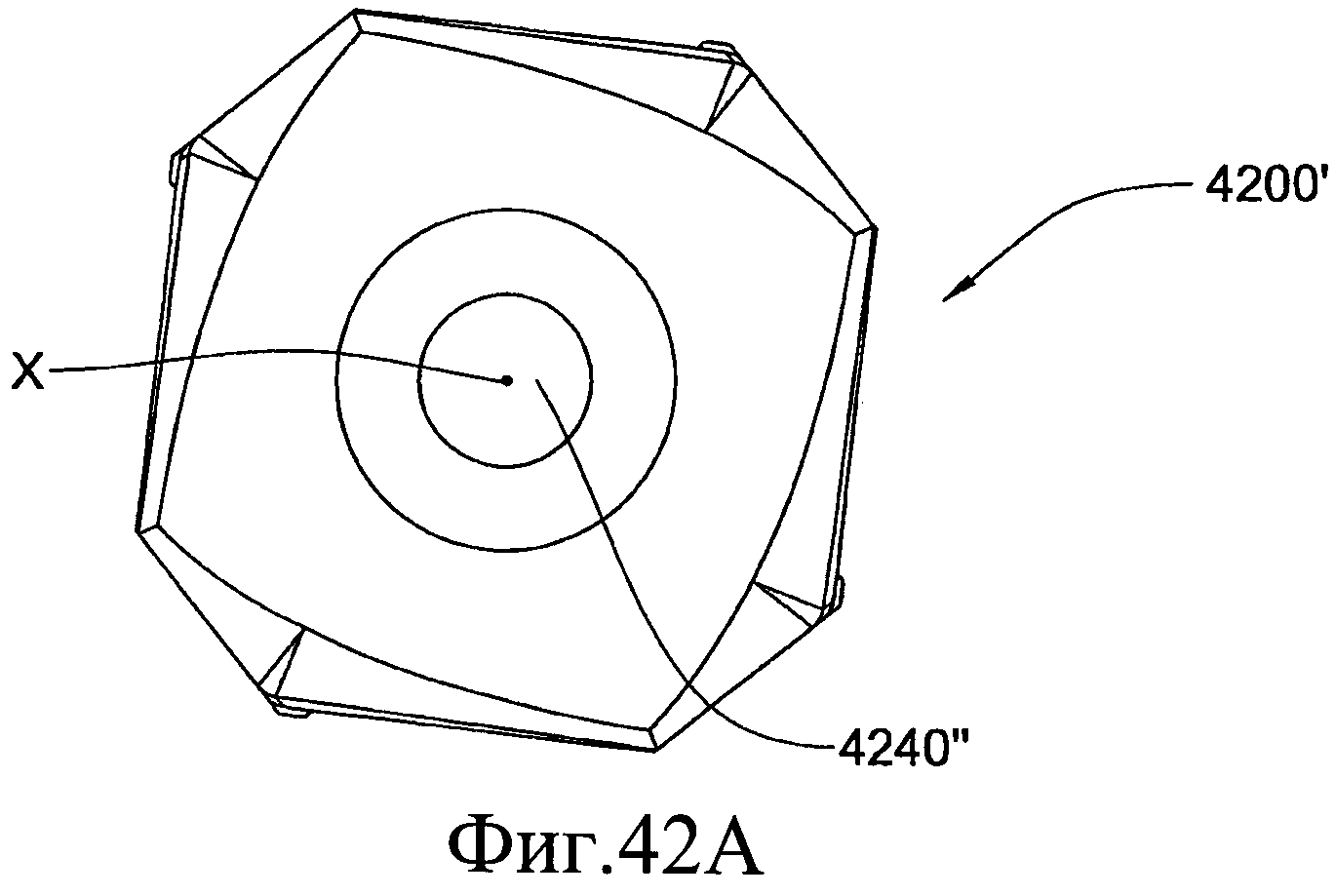
На фиг. 42А-42С соответственно схематически показаны виды спереди, снизу и перспективный вид режущей вставки, показанной на фиг. 41.
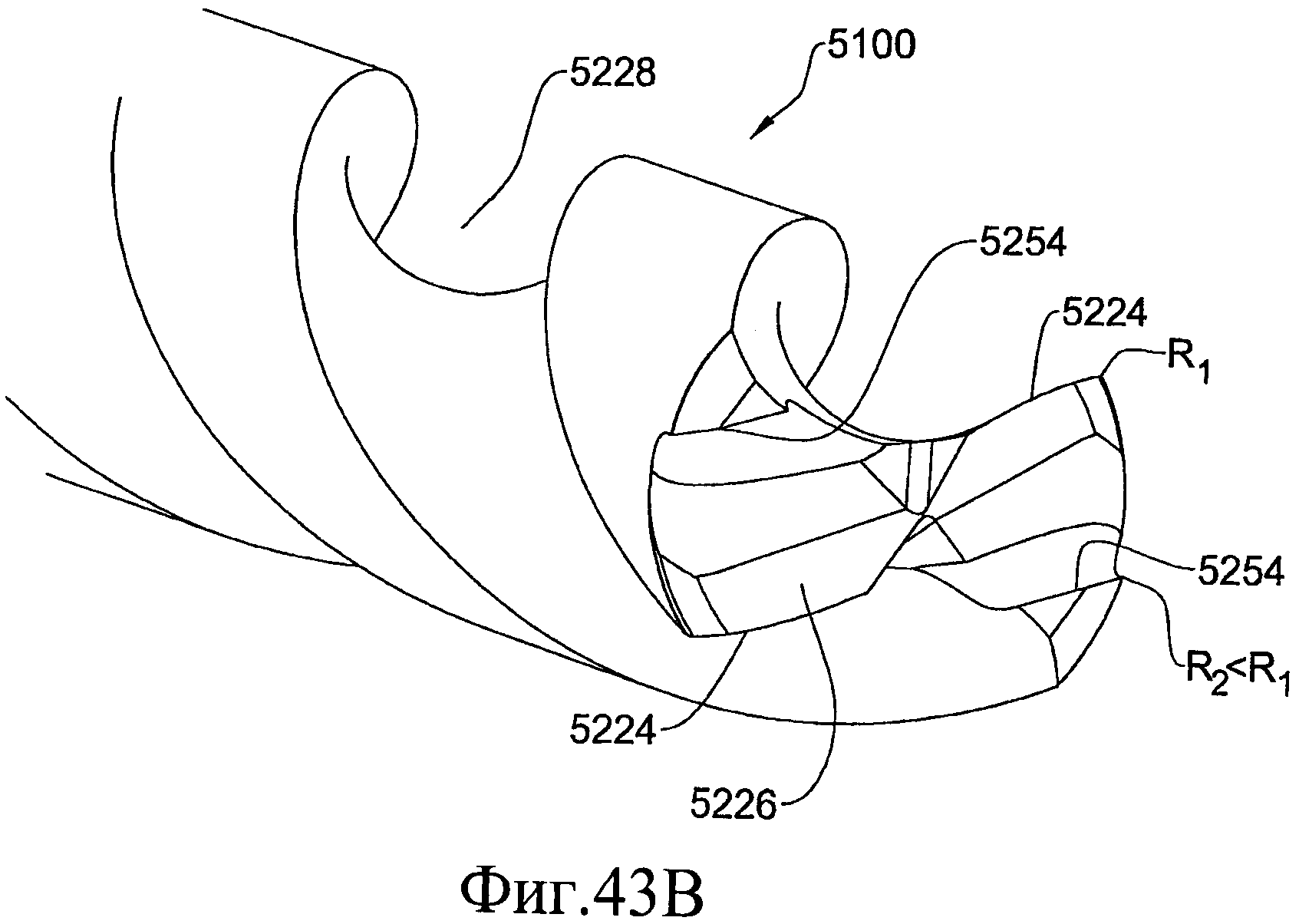
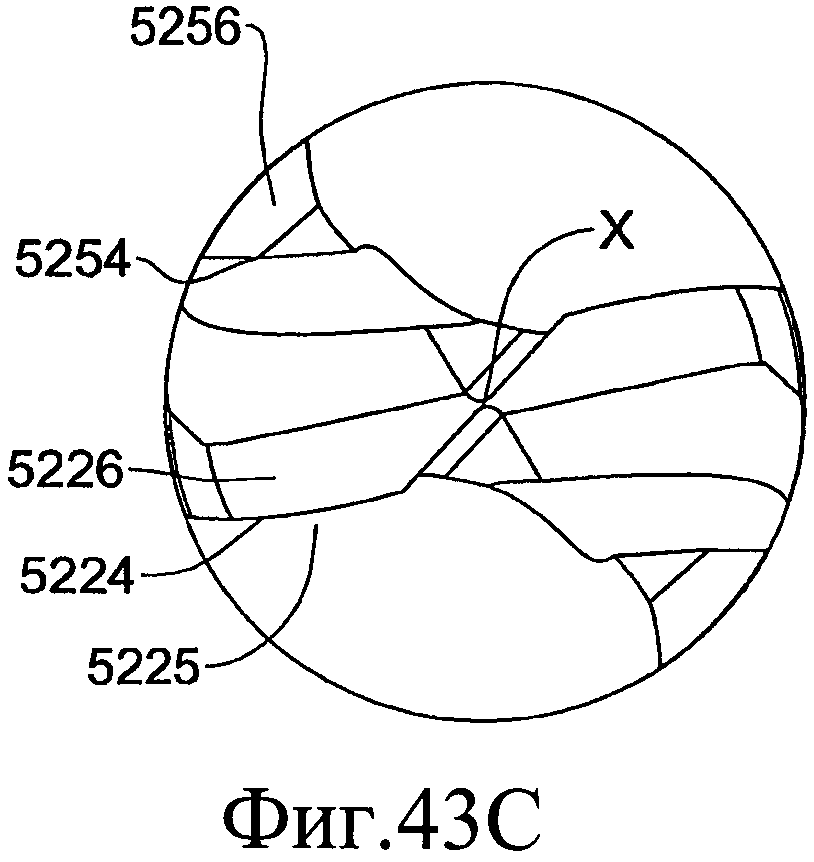
На фиг. 43A-43D соответственно схематически показаны перспективный вид сбоку, перспективный вид спереди, виды снизу и спереди сверла, имеющего задний зуб, согласно одному из вариантов реализации настоящего изобретения.
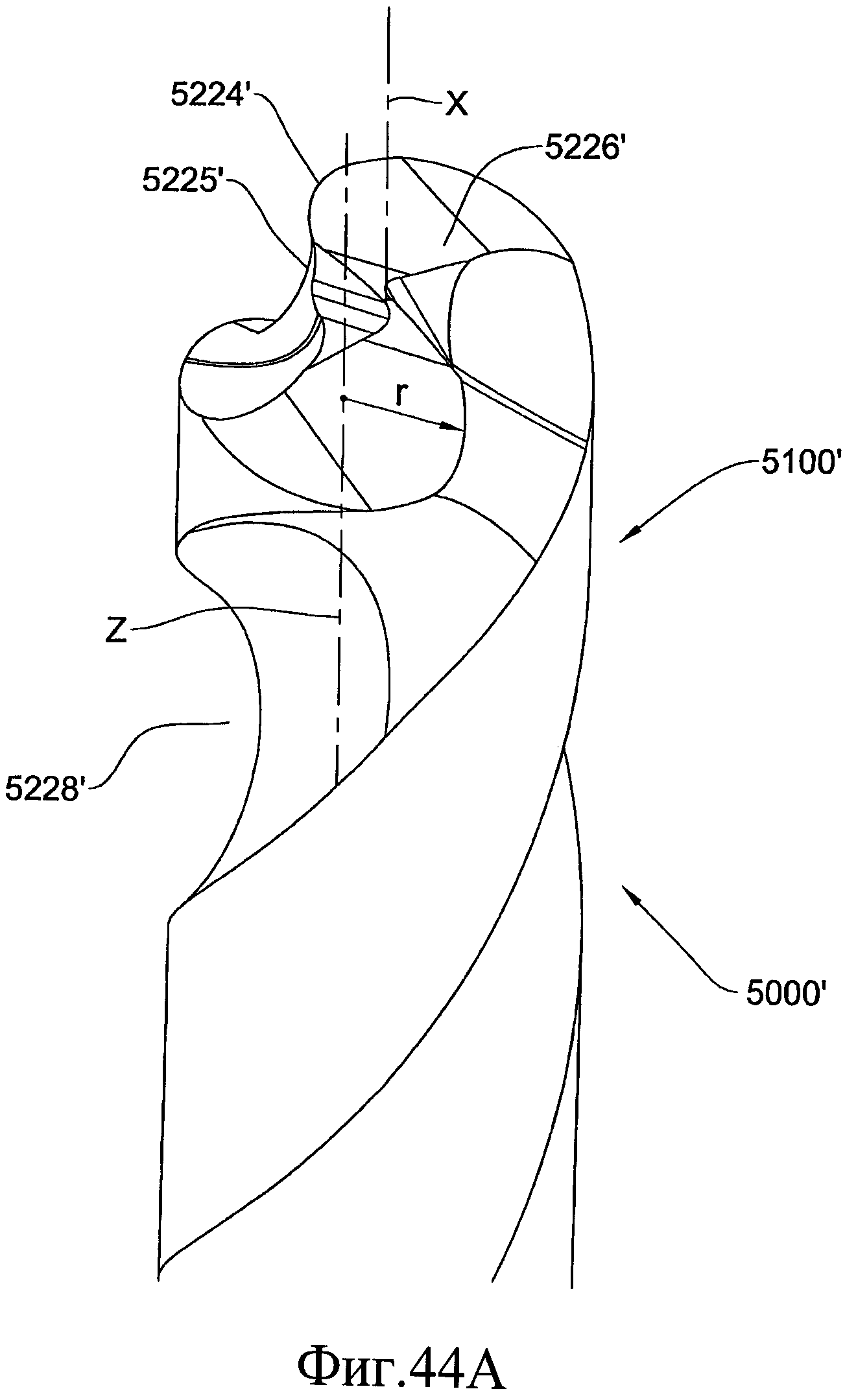
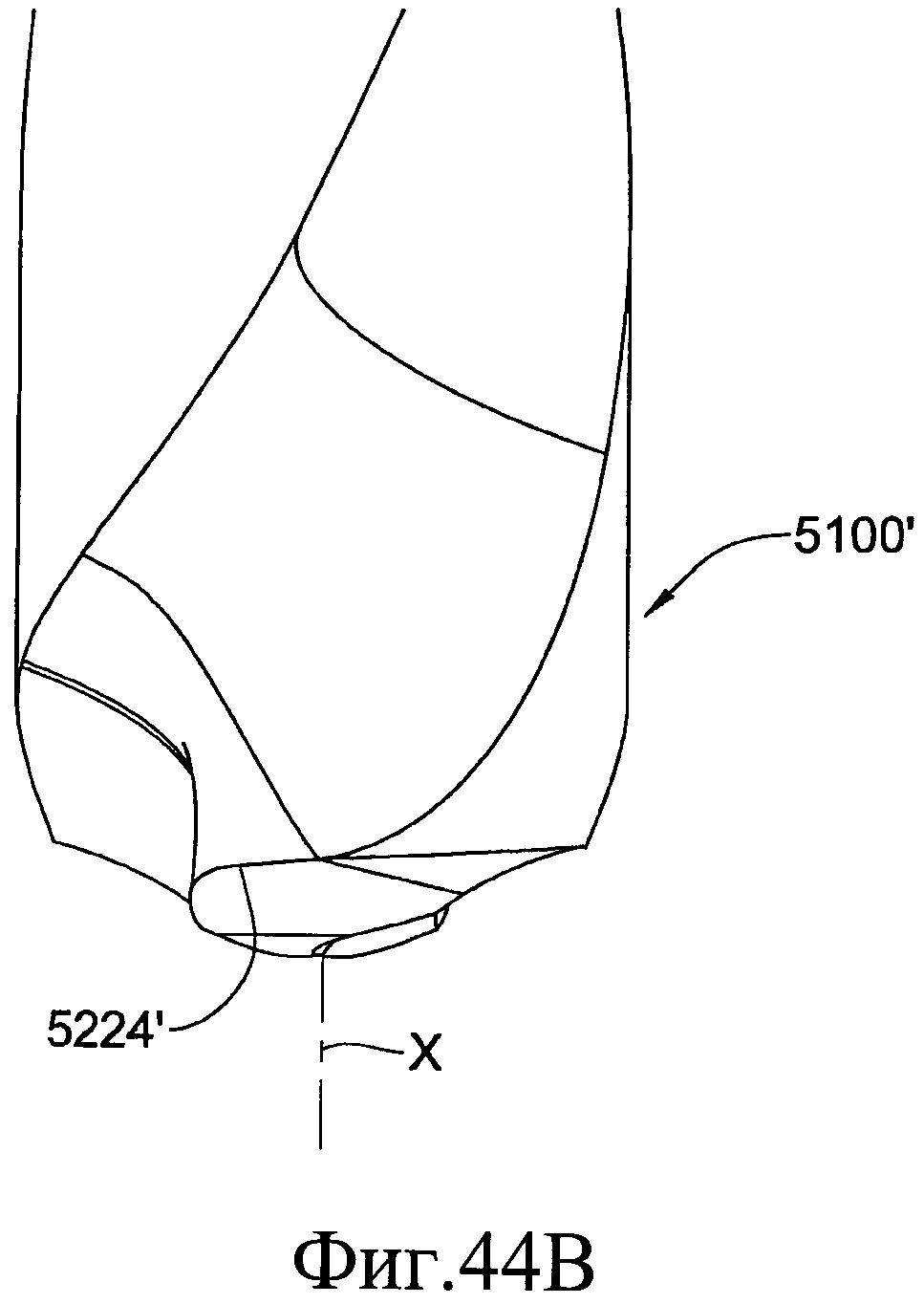
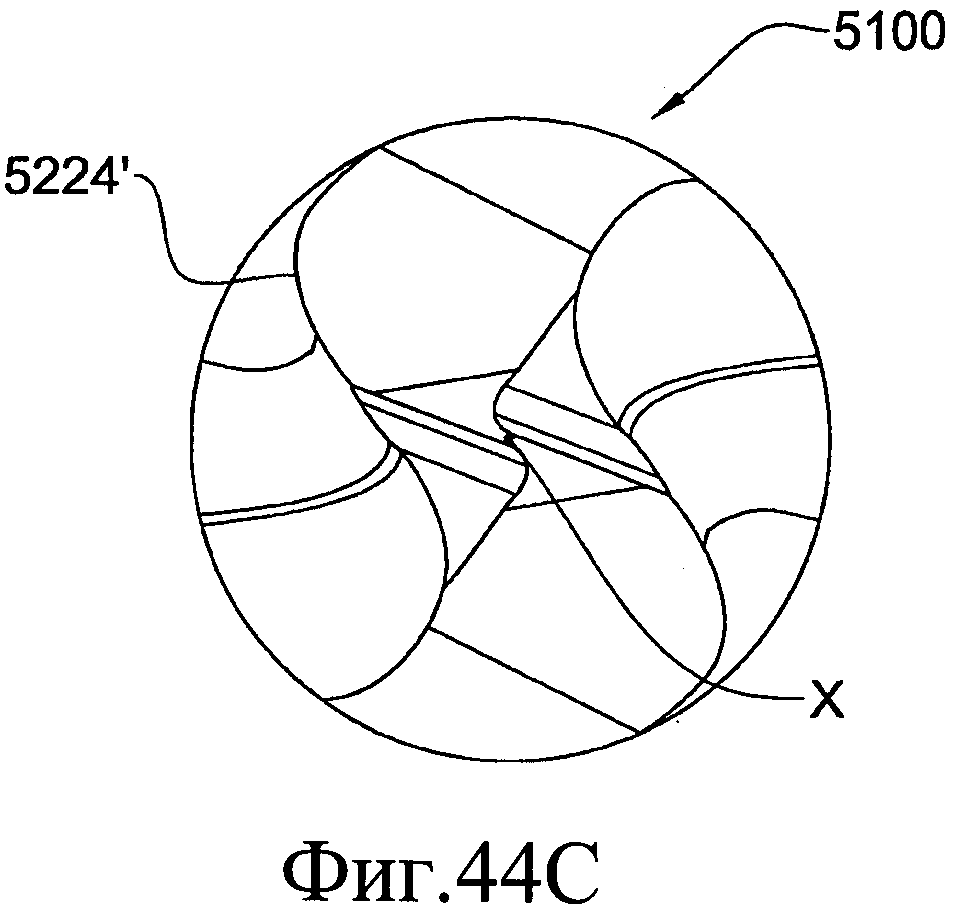
На фиг. 44A-44D соответственно схематически показаны перспективный вид и виды спереди, снизу и сбоку сверла, имеющего криволинейную режущую кромку без заднего зуба, согласно еще одному из вариантов реализации настоящего изобретения.
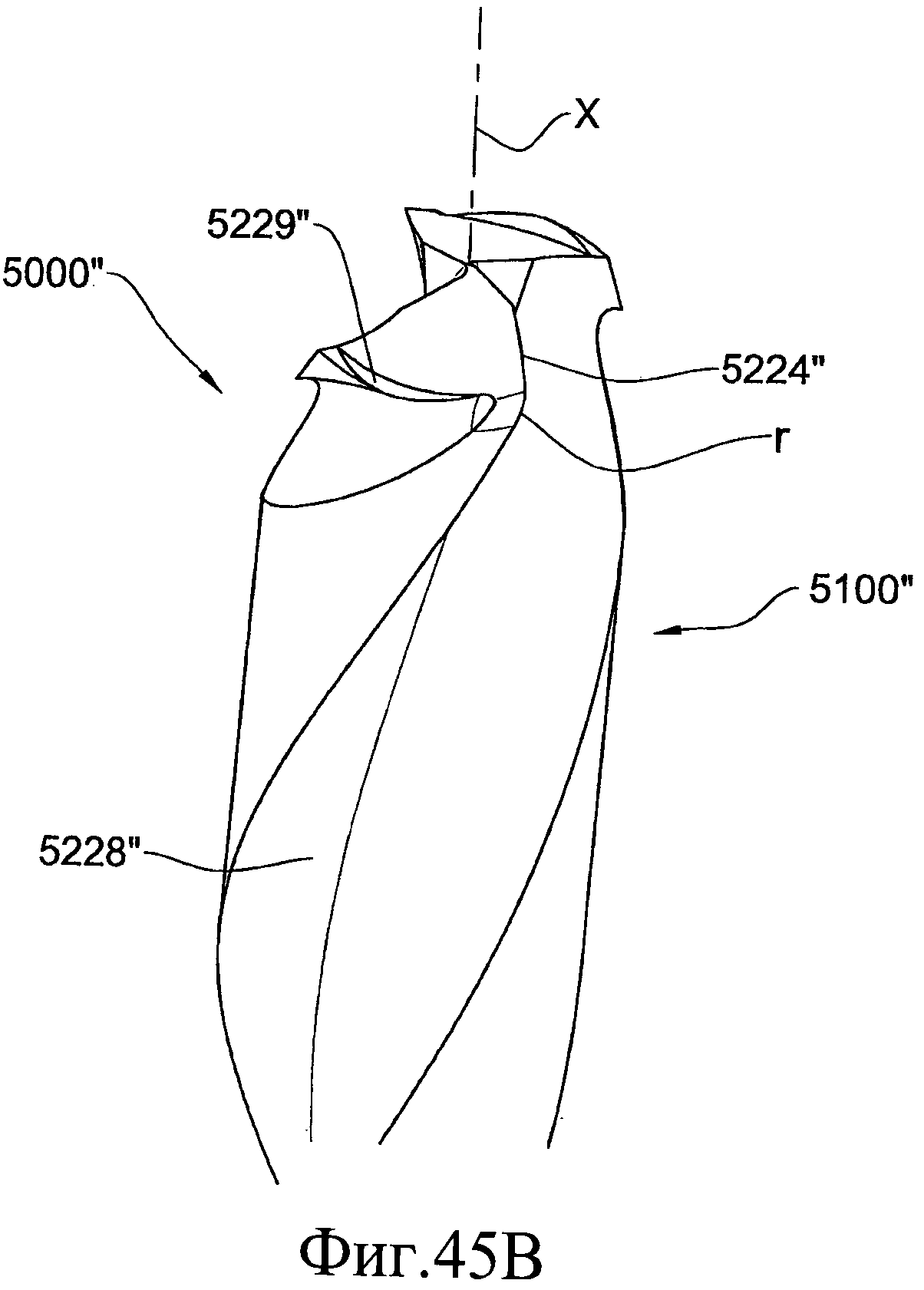
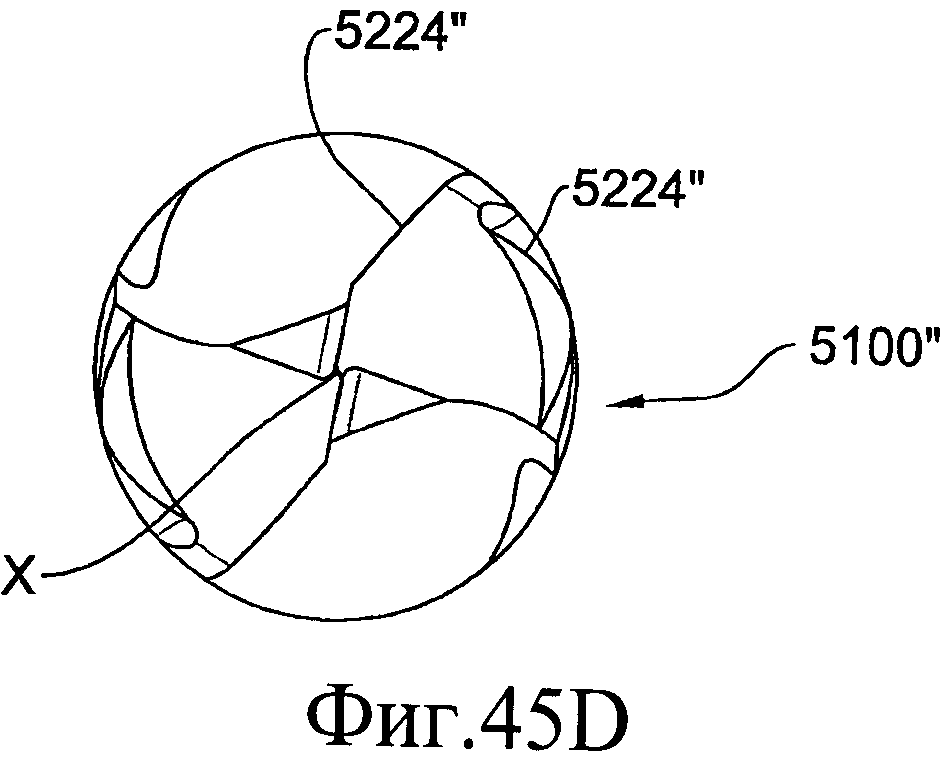
На фиг. 45A-45D соответственно схематически показаны перспективный вид спереди, перспективный вид сбоку и виды спереди и снизу сверла с различными конструкциями головки согласно еще одному из вариантов реализации настоящего изобретения.
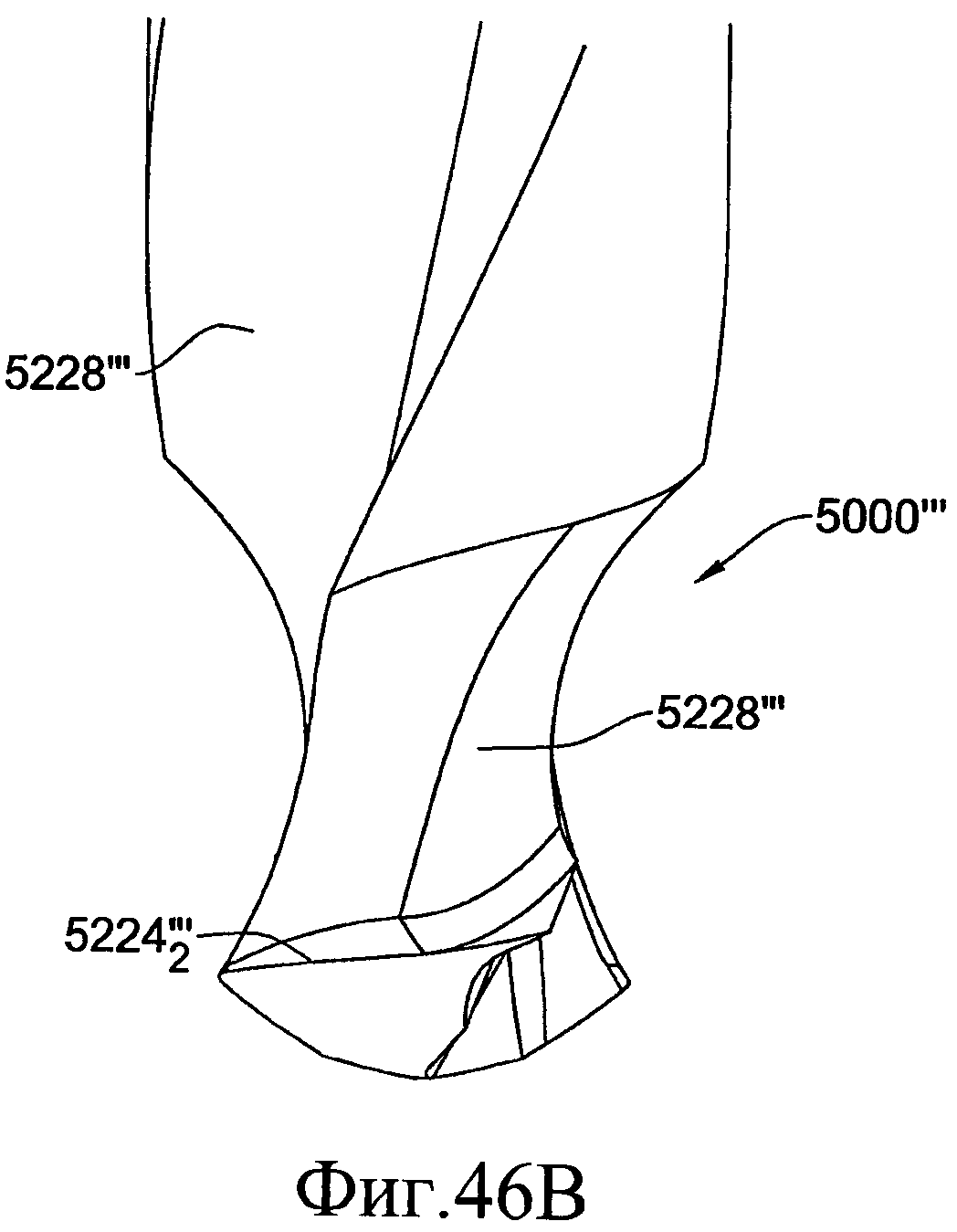
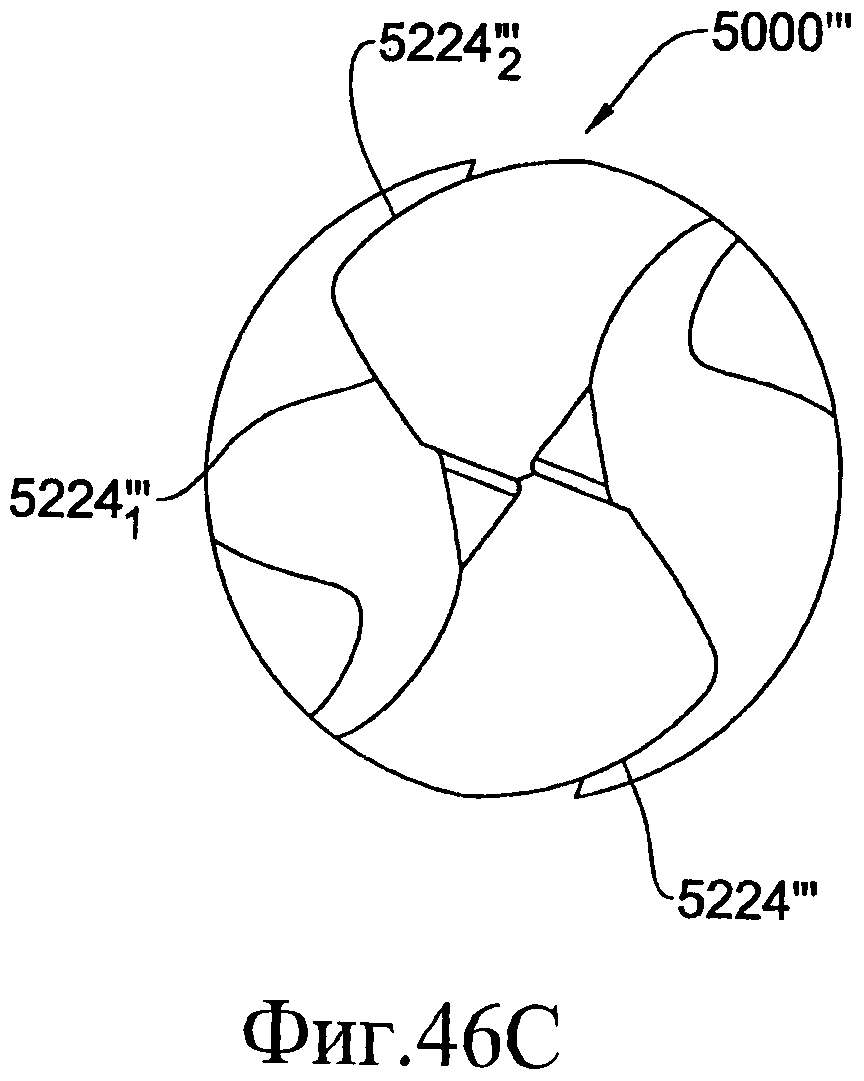
На фиг. 46А-46С соответственно схематически показаны перспективный вид и виды спереди и снизу сверла согласно еще одному из вариантов реализации настоящего изобретения.
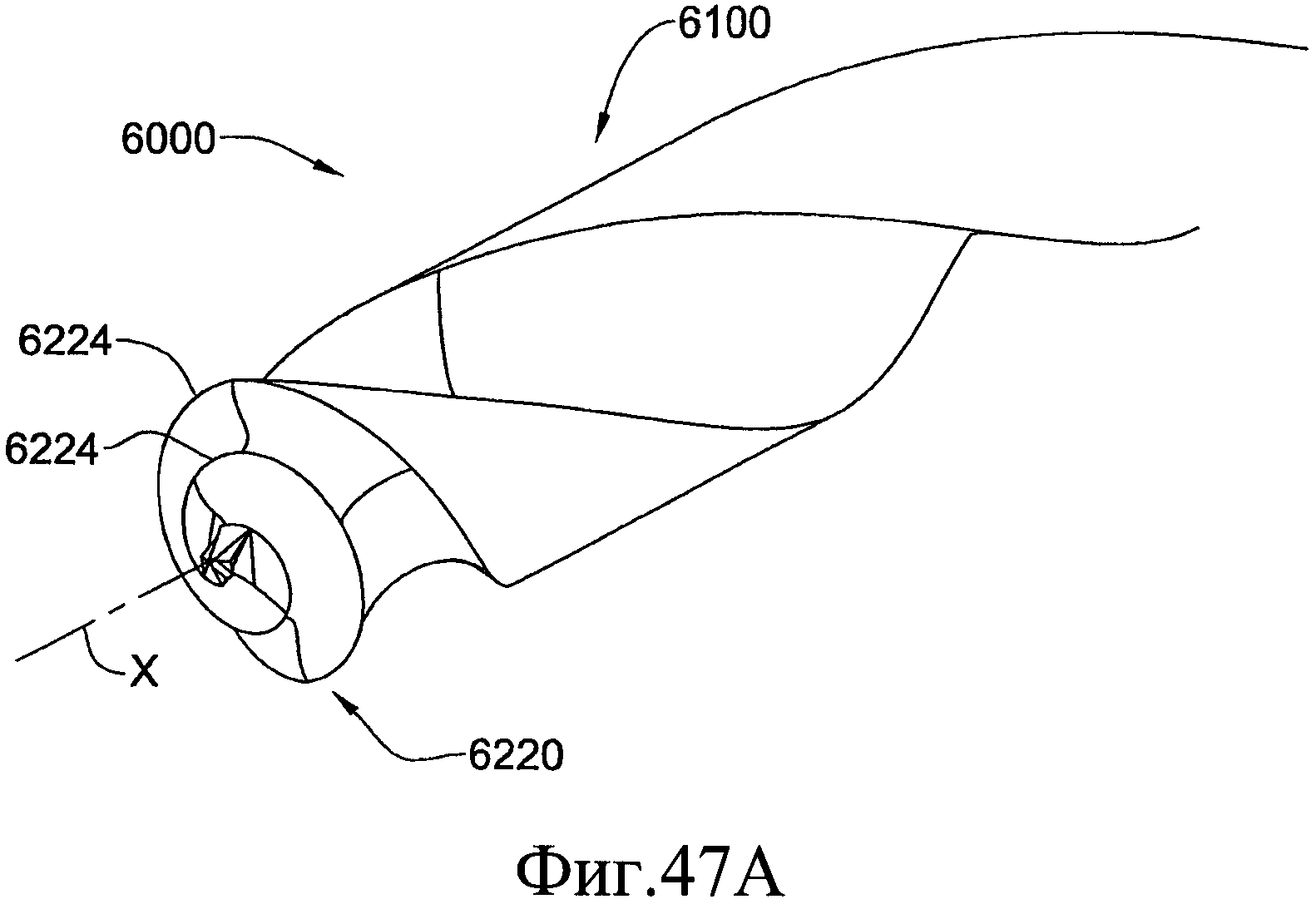
На фиг. 47А-47С соответственно схематически показаны перспективный вид и виды спереди и снизу сверла, имеющего спиральную режущую кромку с двумя началами, согласно еще одному из вариантов реализации настоящего изобретения.
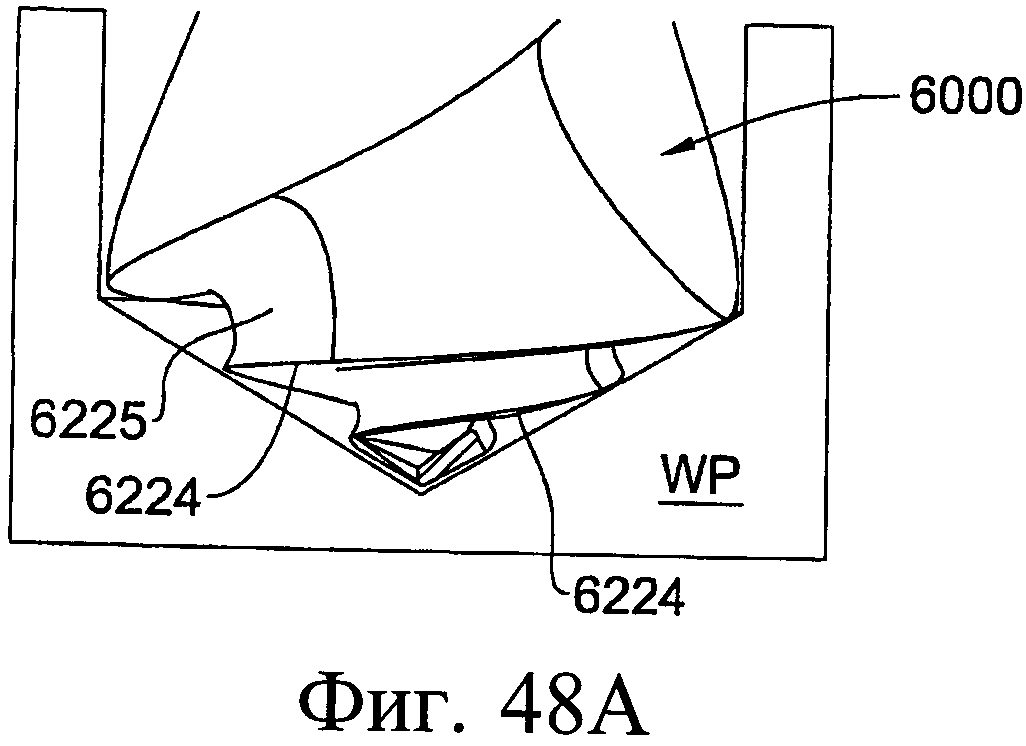
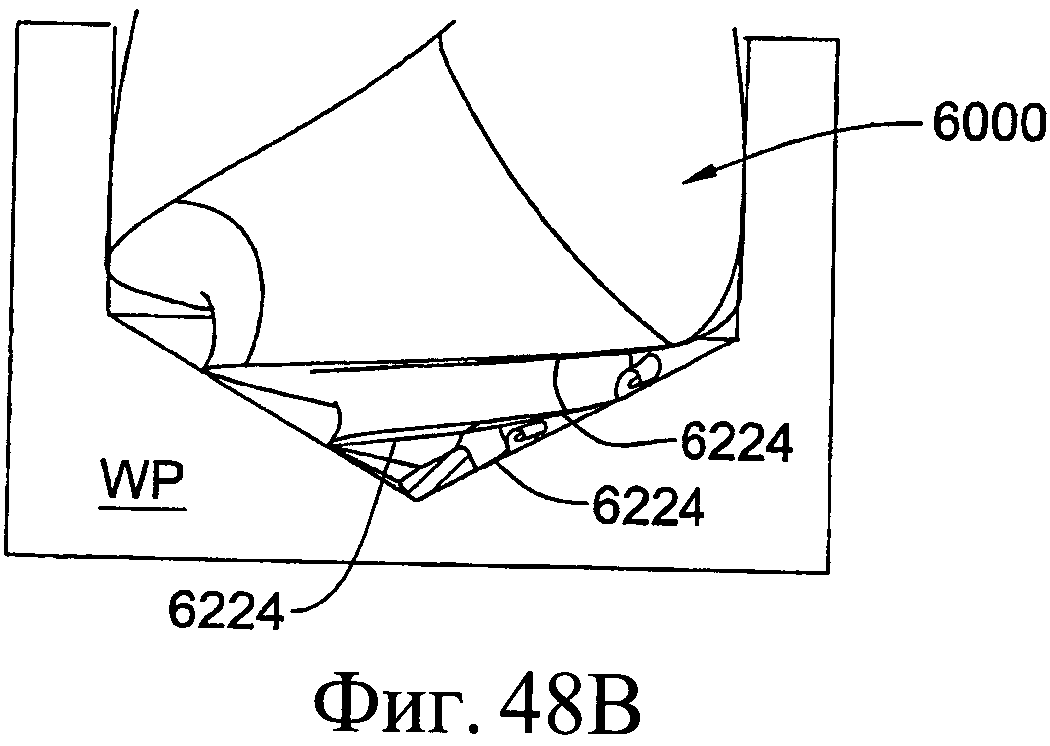
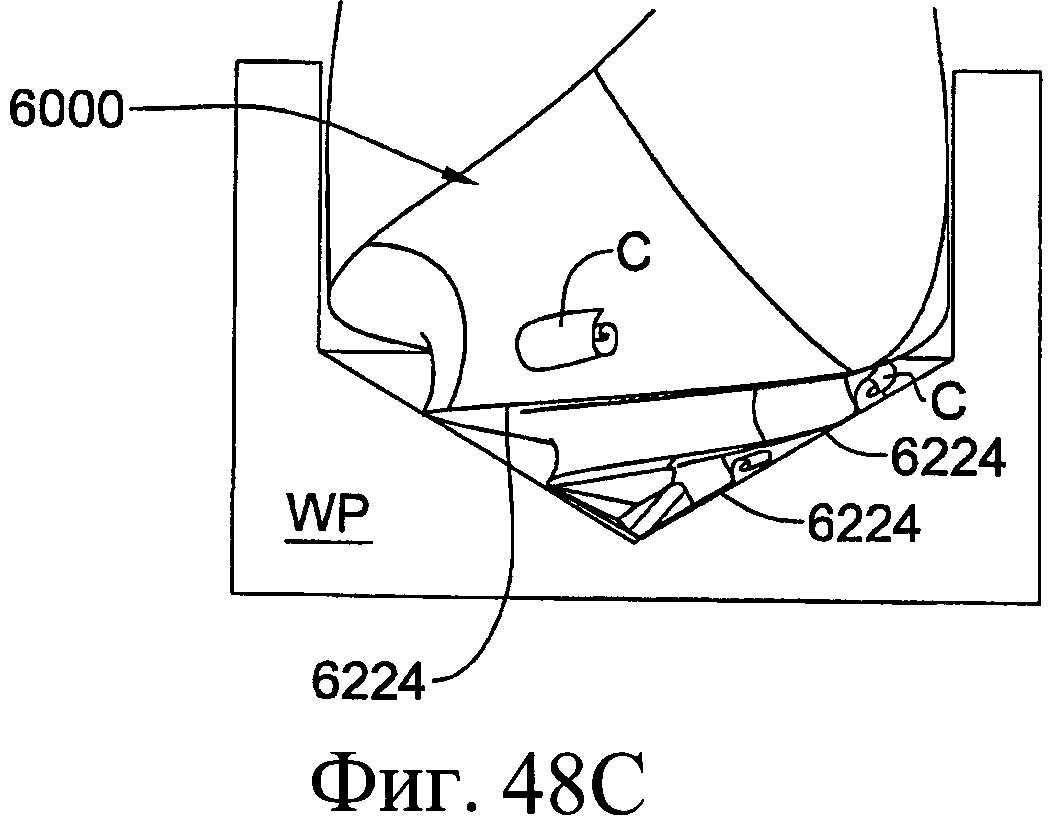
На фиг. 48A-48D соответственно схематически показаны виды спереди сверла, показанного на фиг. 47А-47С, расположенного в заготовке, во время четырех различных этапов его использования.
На фиг. 49 схематически показан вид спереди сверла, показанного на фиг. 47А-47С, расположенного в заготовке, во время его использования.
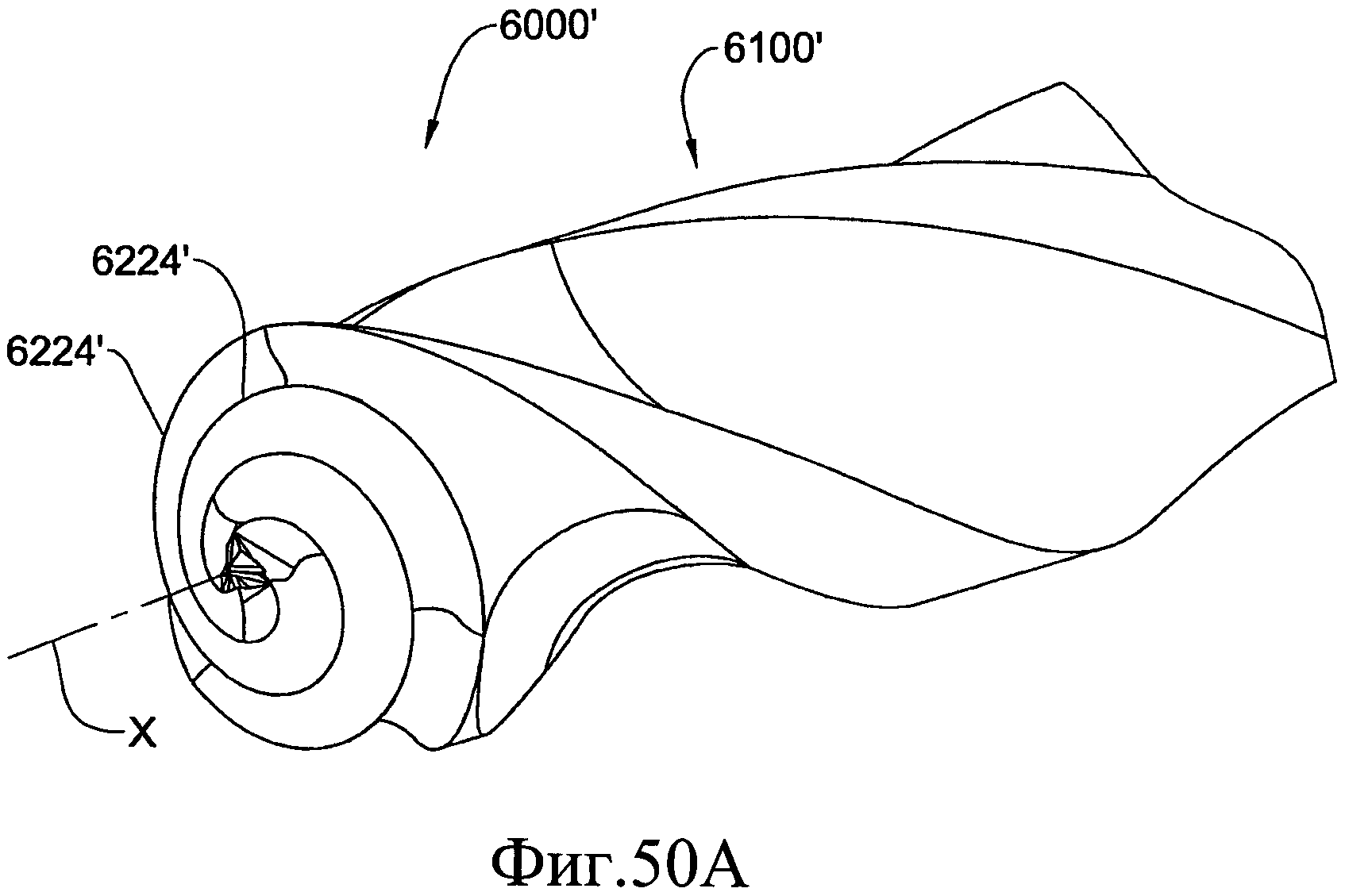
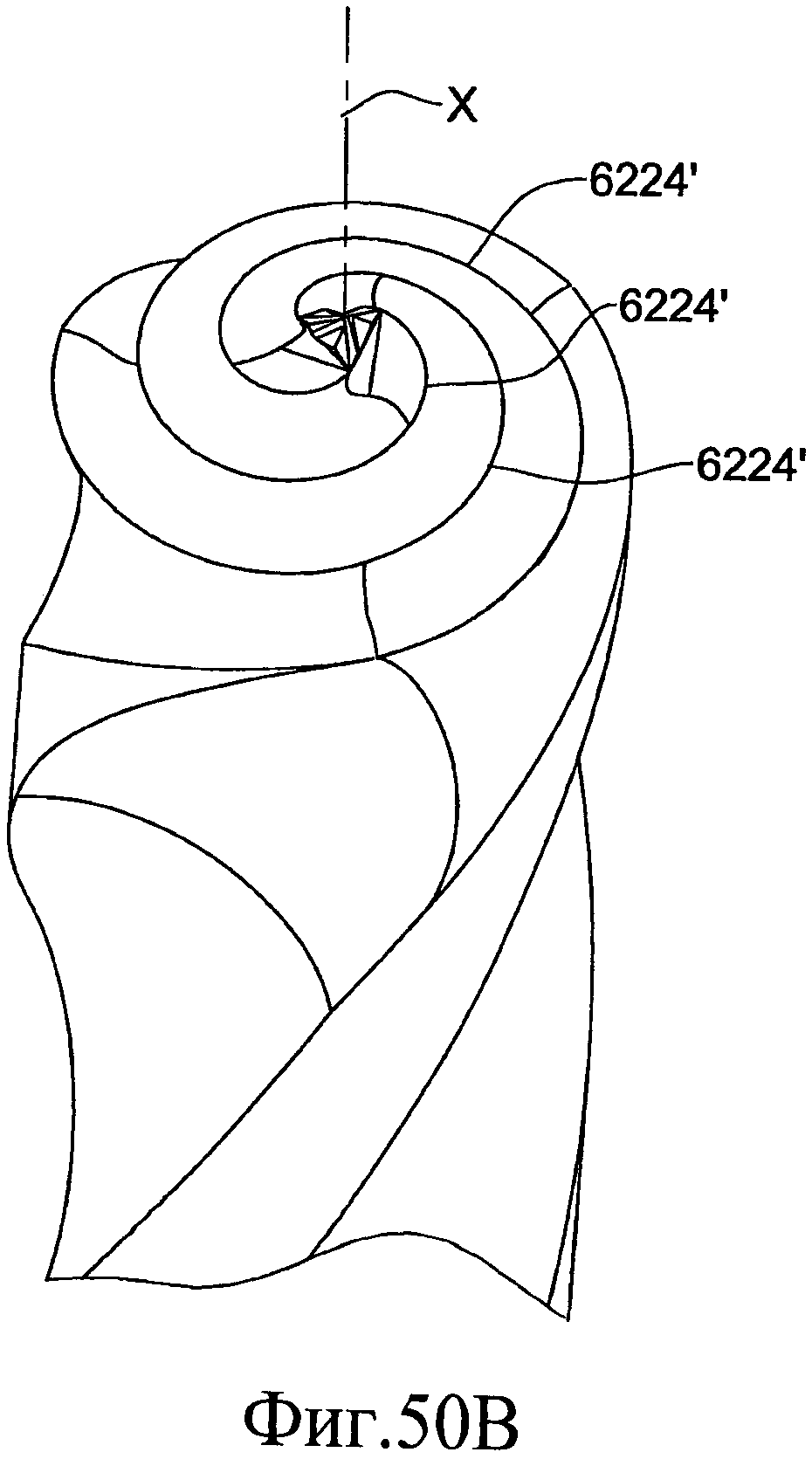
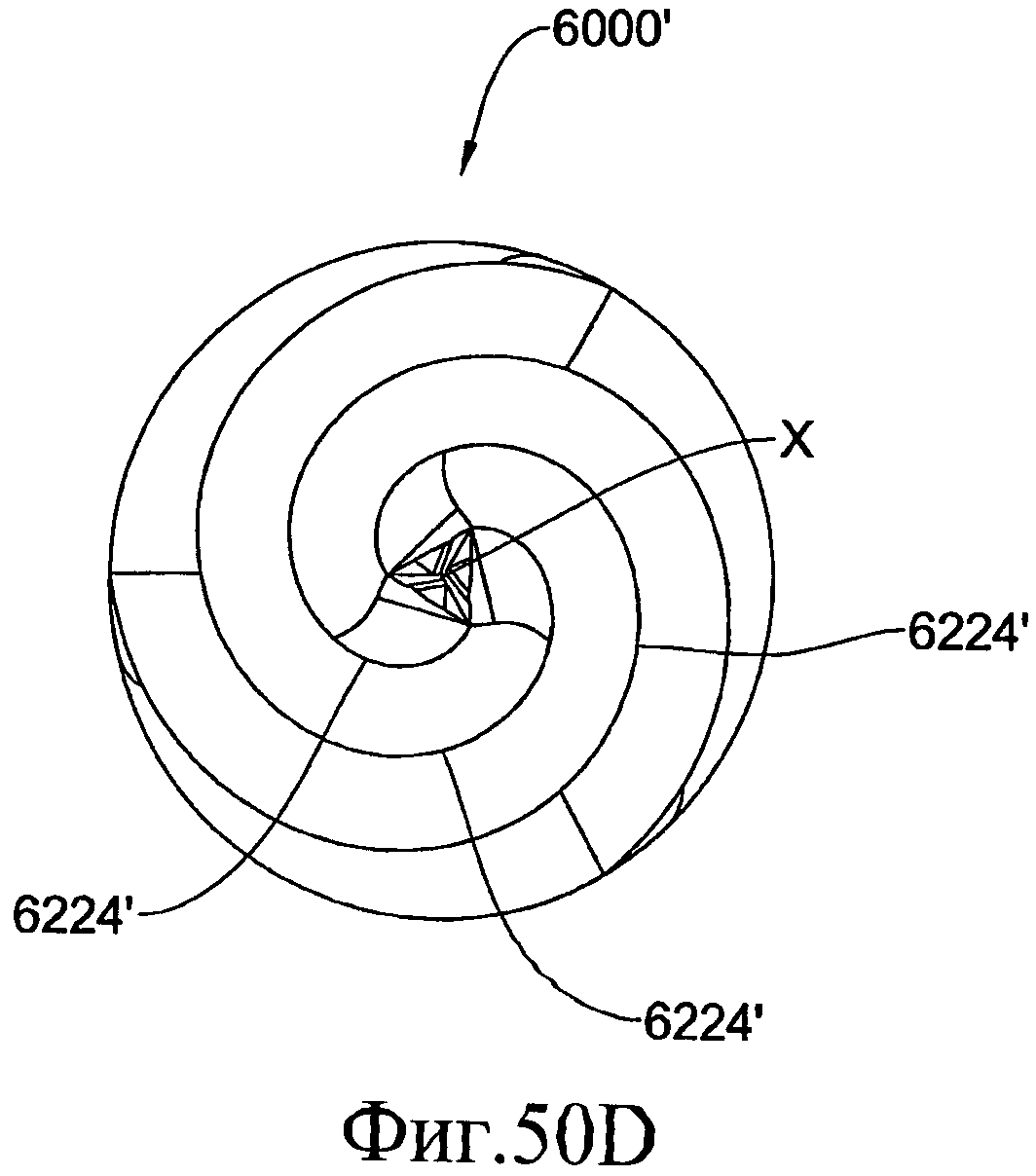
На фиг. 50A-50D соответственно схематически показаны перспективный вид сбоку, перспективный вид спереди и виды снизу и спереди сверла, имеющего спиральную режущую кромку с тремя началами, согласно еще одному из вариантов реализации настоящего изобретения.
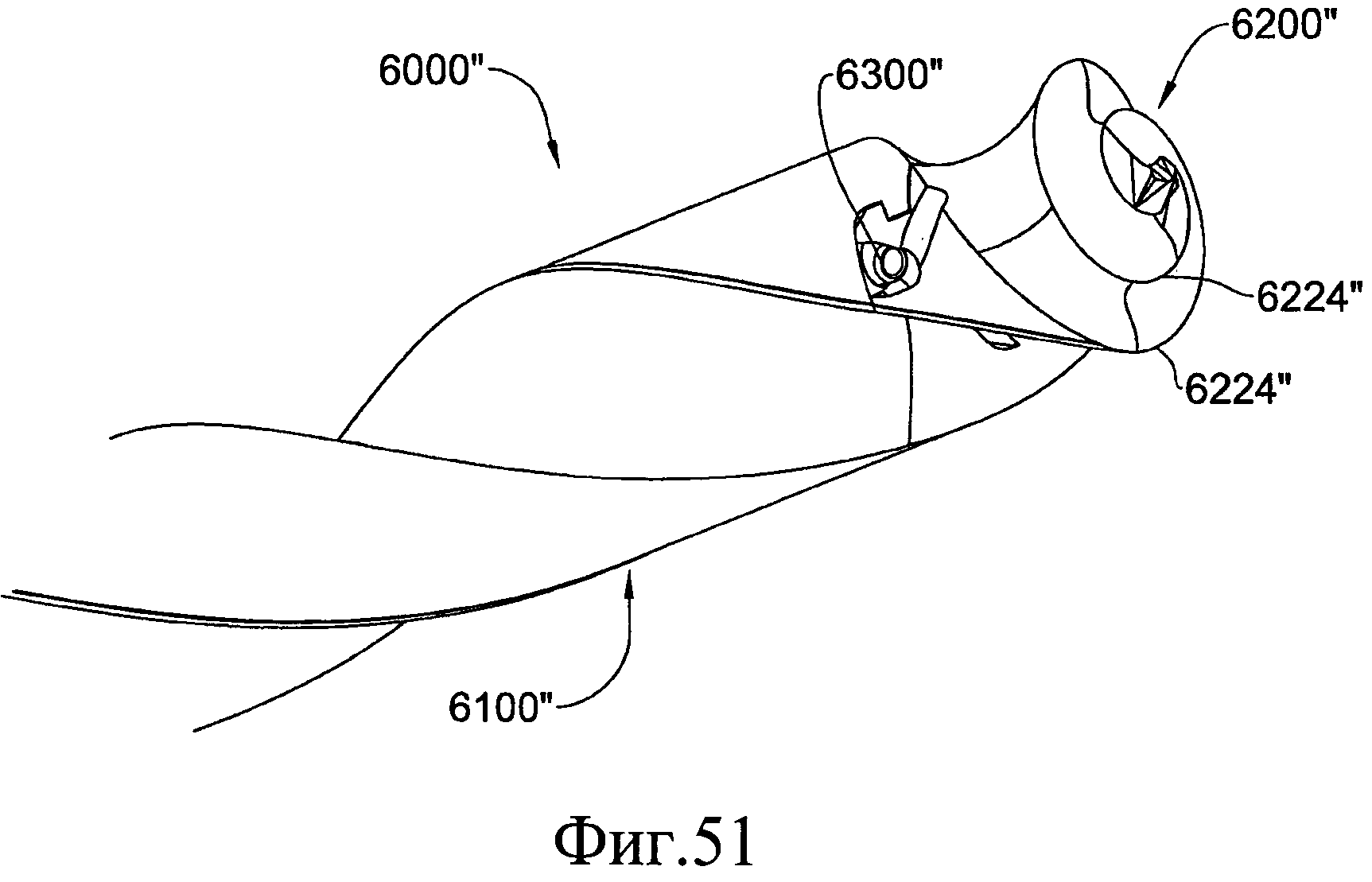
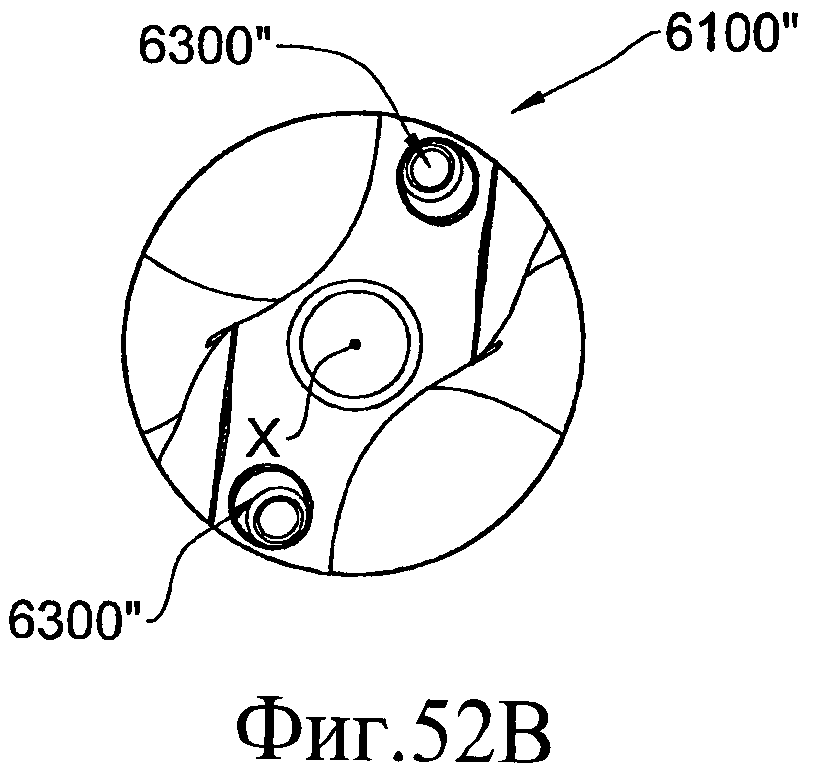
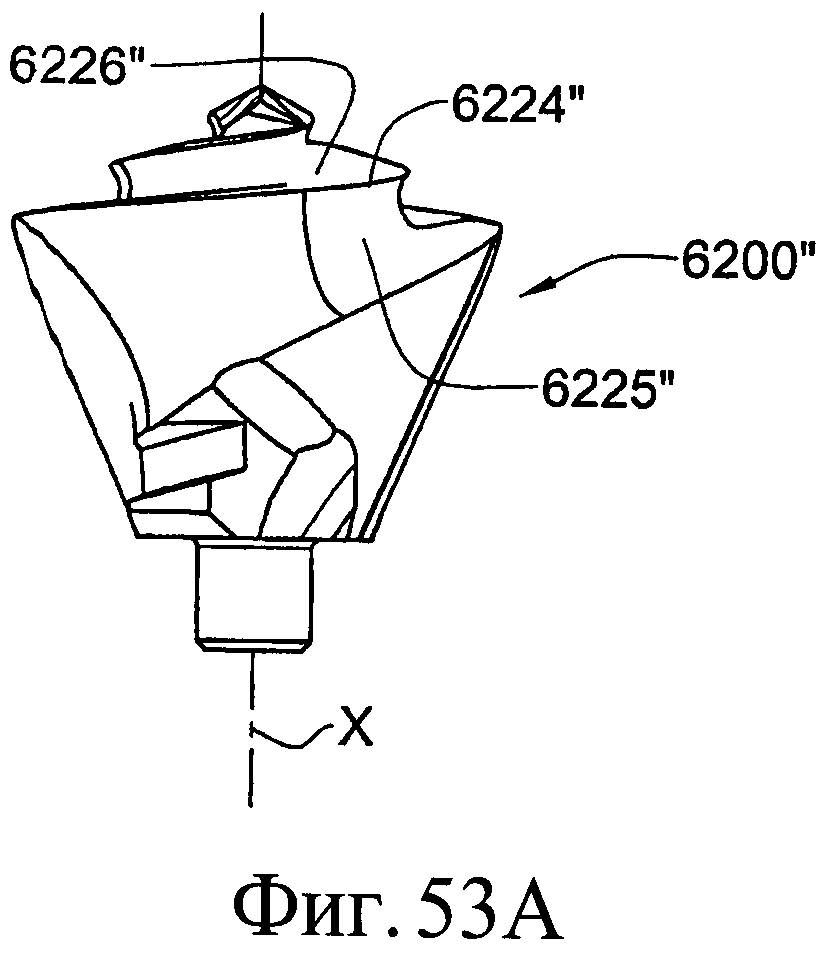
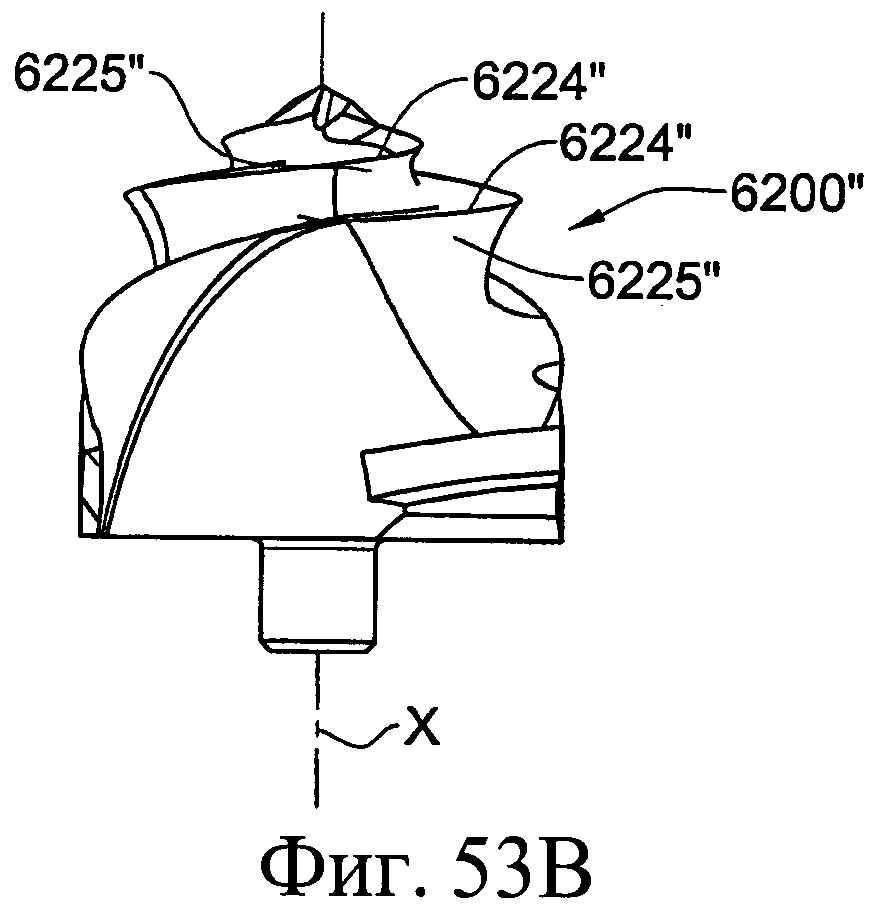
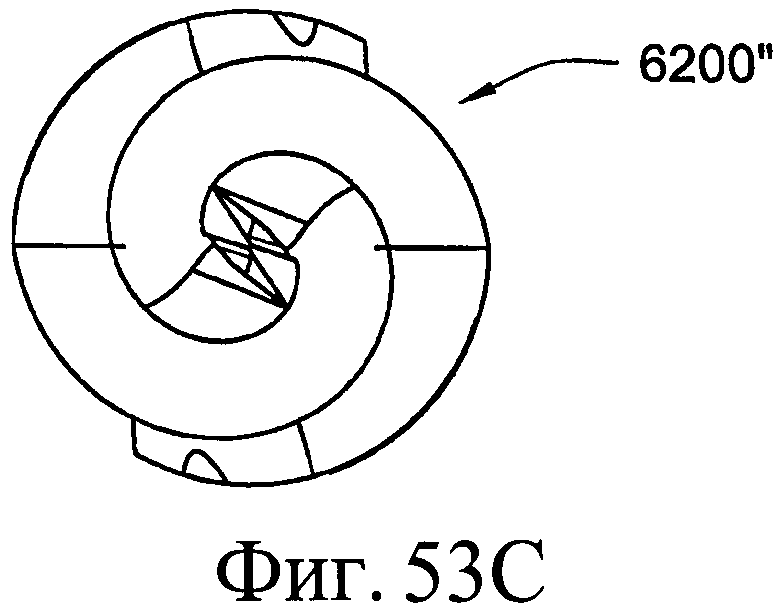
На фиг. 51 схематически показан перспективный вид сверла согласно еще одному из вариантов настоящего изобретения, причем сверло содержит съемную сверлильную головку, имеющую спиральную режущую кромку с двумя началами и выполненную с возможностью крепления к рабочей части сверла безвинтовым способом.
На фиг. 52А и 52 В соответственно схематически показаны перспективный вид и вид снизу рабочей части сверла и крепежный механизм сверла, показанного на фиг. 51.
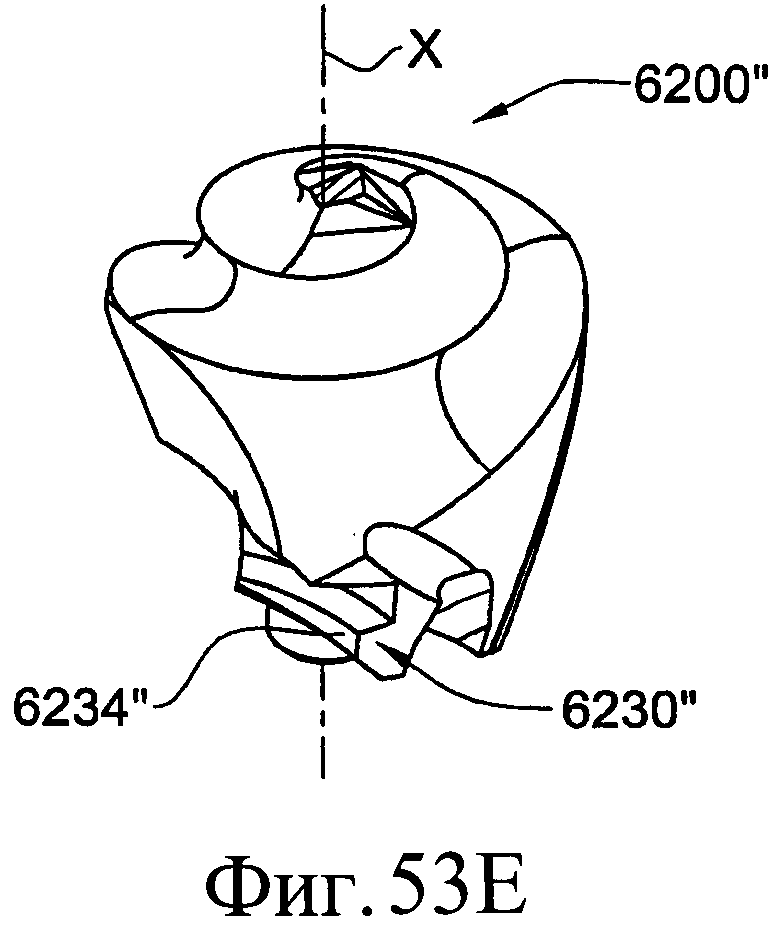
На фиг. 53А-53Е соответственно схематически показаны виды спереди, сбоку, сверху, снизу и перспективный вид сверлильной головки использованной в сверле, показанном на фиг. 51.
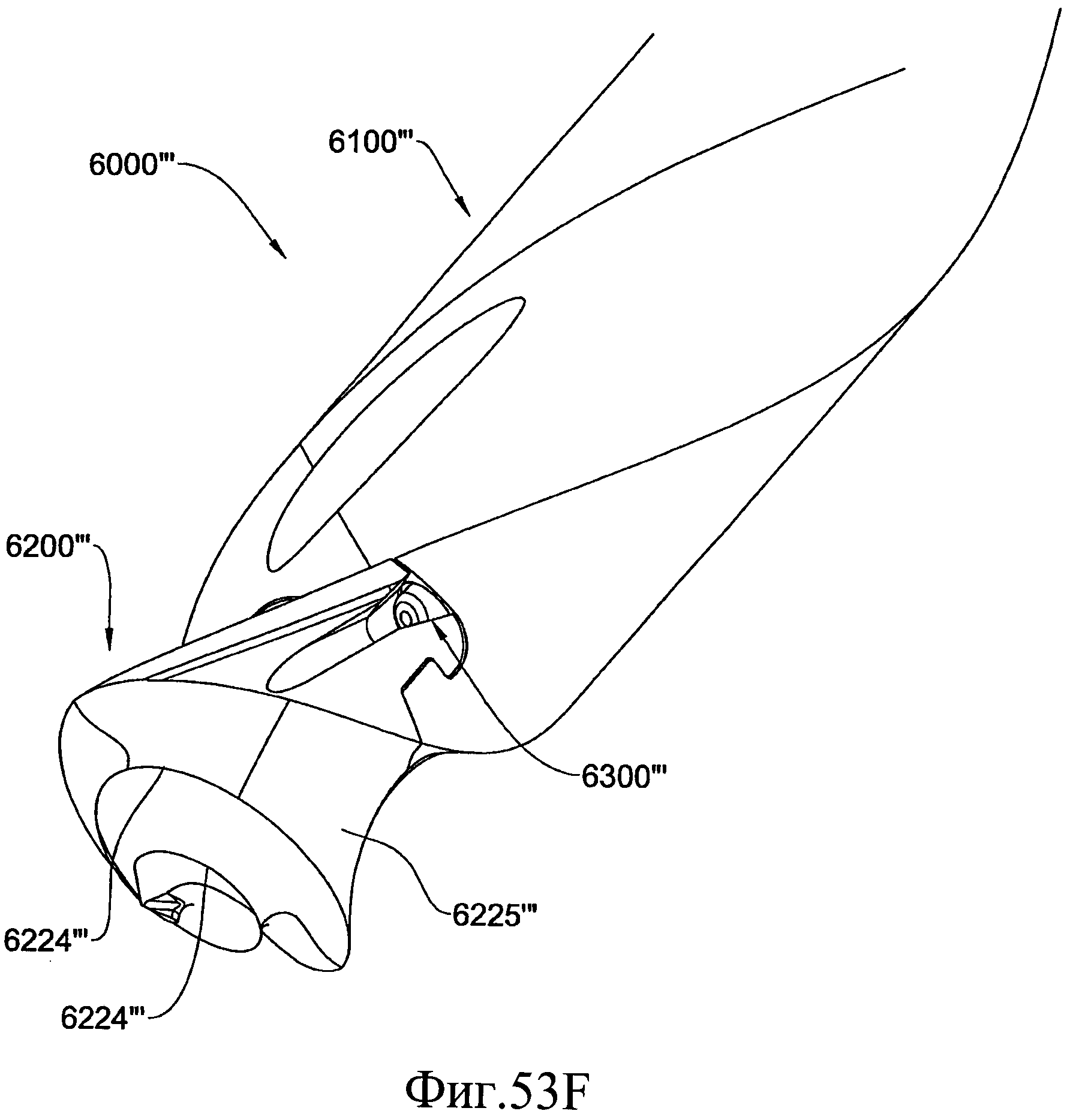
На фиг. 53F схематически показан перспективный вид сверла согласно еще одному из вариантов реализации описанного здесь настоящего изобретения.
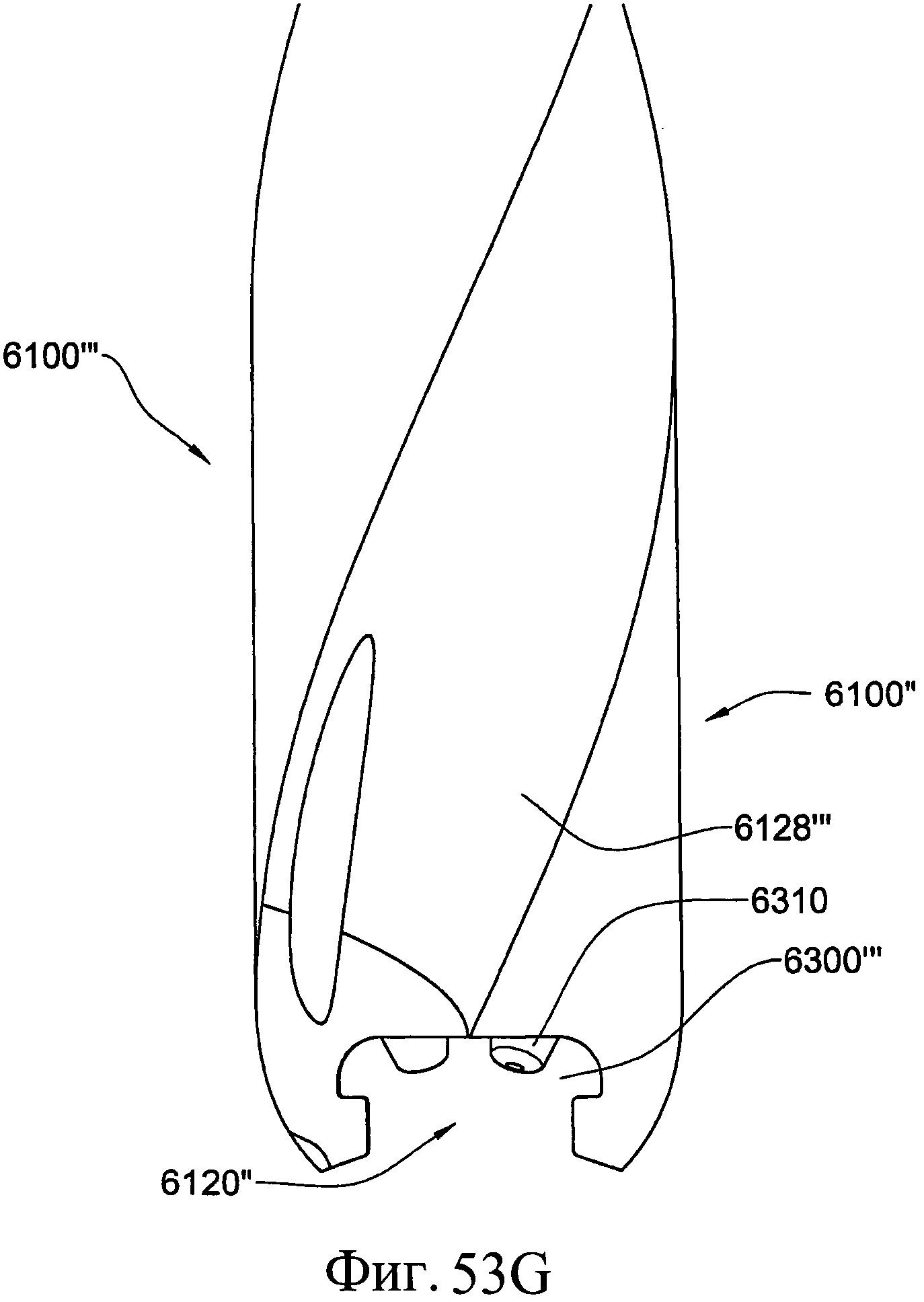
На фиг. 53G схематически показан вид спереди рабочей части сверла, показанного на фиг. 53F.
На фиг. 53Н схематически показан вид спереди сверлильной головки, использованной в сверле, показанном на фиг. 53F.
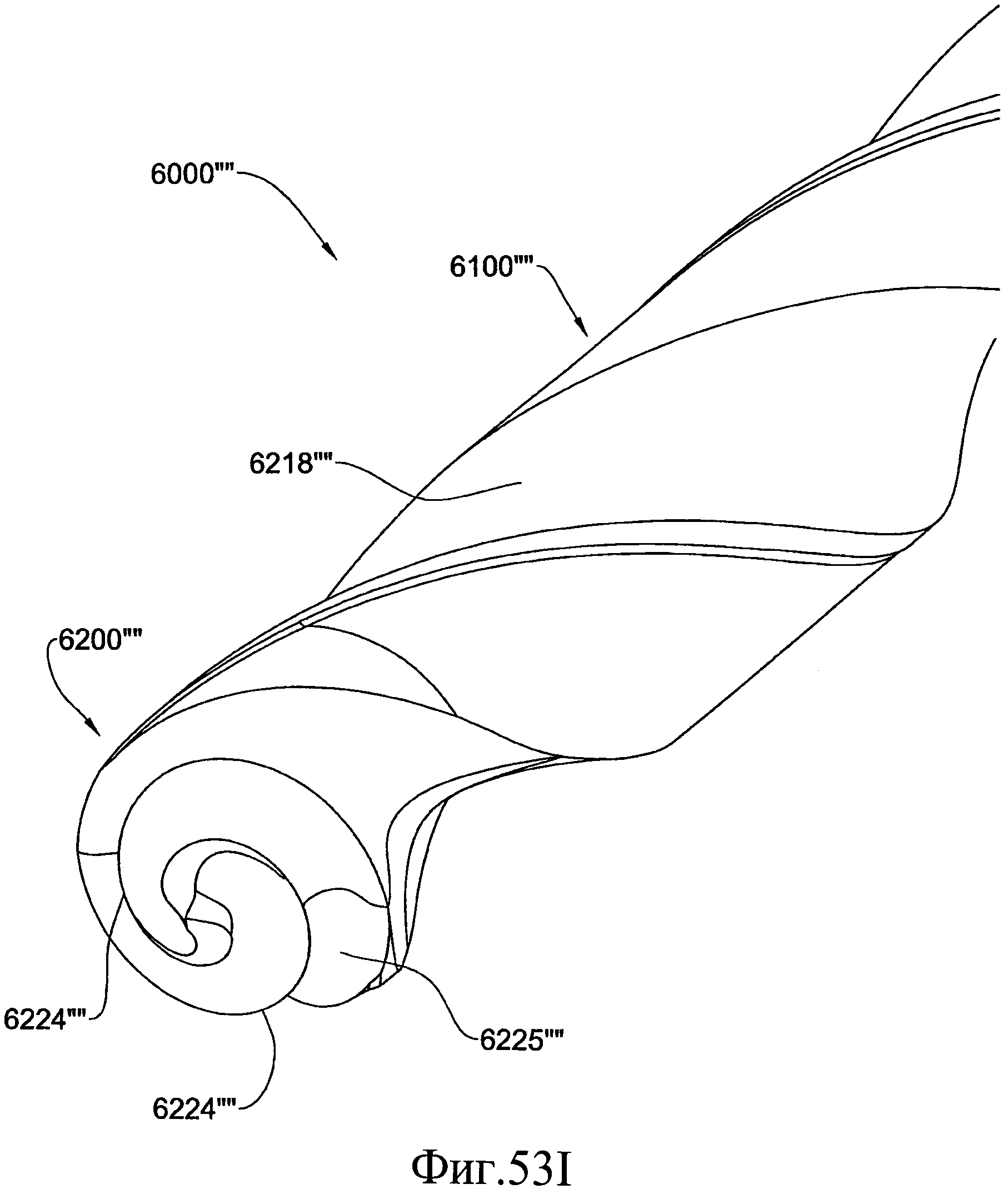
На фиг. 53I схематически показан перспективный вид сверла согласно еще одному из вариантов реализации описанного здесь настоящего изобретения.
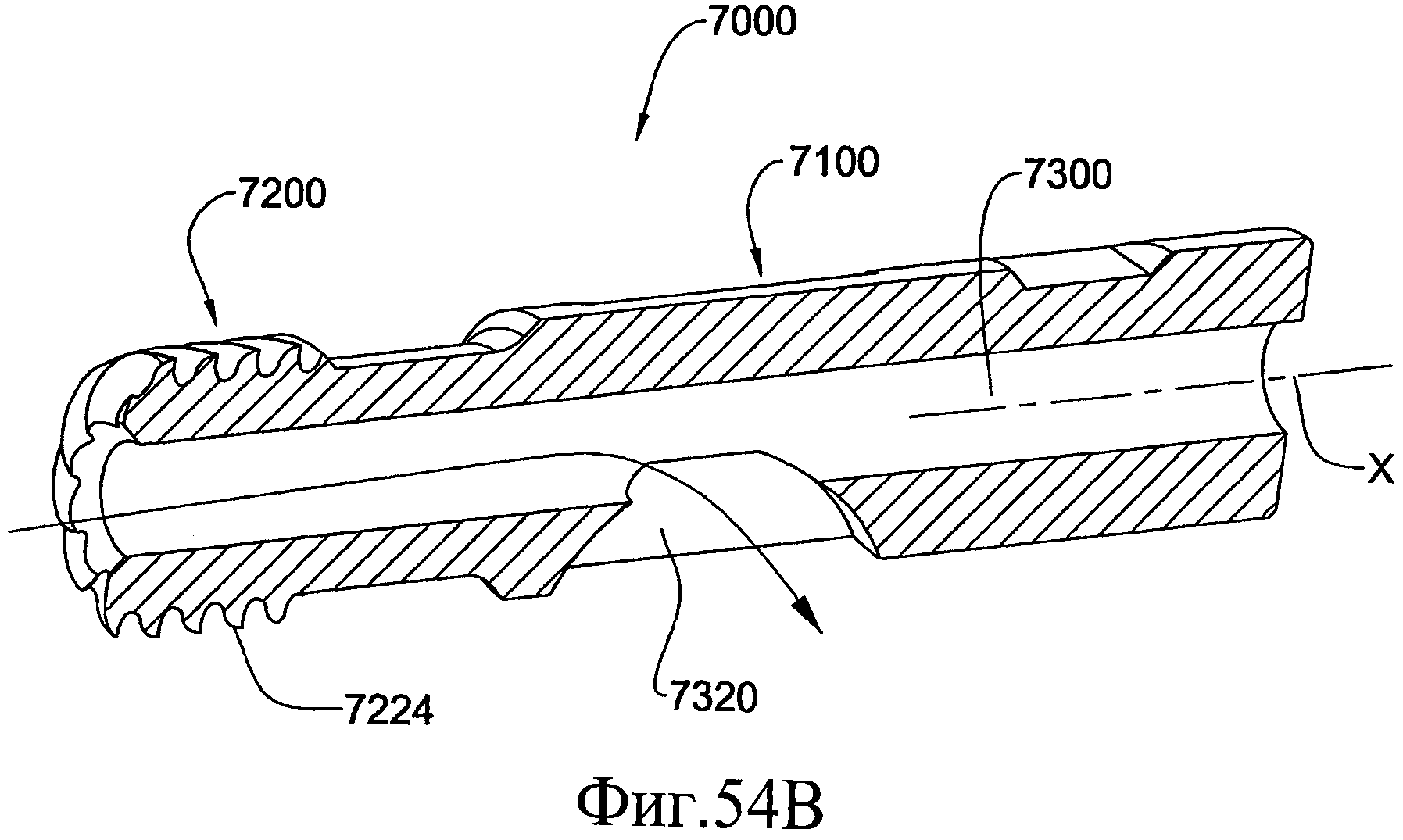
На фиг. 54А схематически показан перспективный вид фрезы, имеющей центральный стружечный канал согласно еще одному из вариантов реализации описанного здесь настоящего изобретения.
На фиг. 54 В схематически показан перспективный вид в разрезе вдоль плоскости Р1, показанной на фиг. 54А.
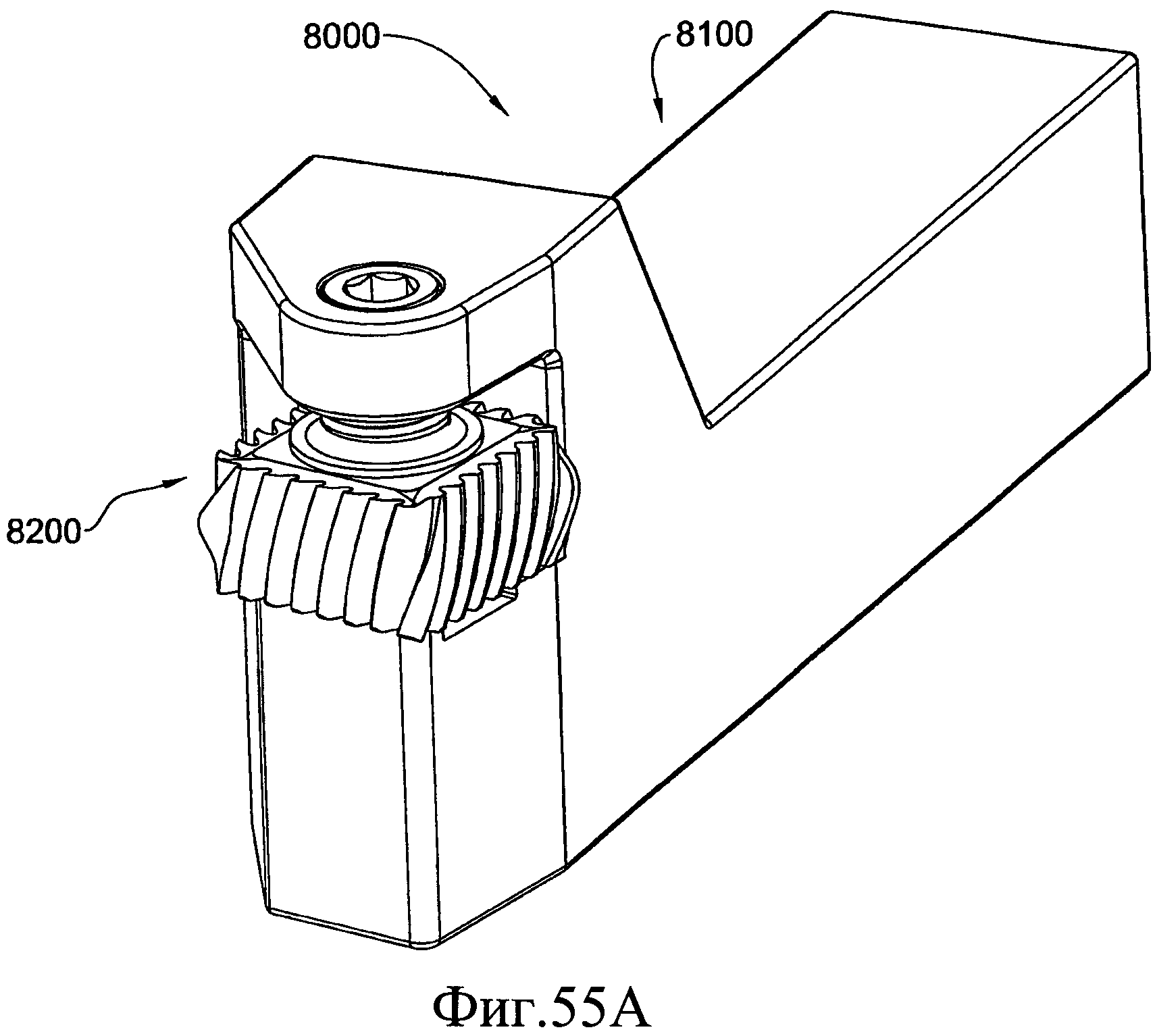
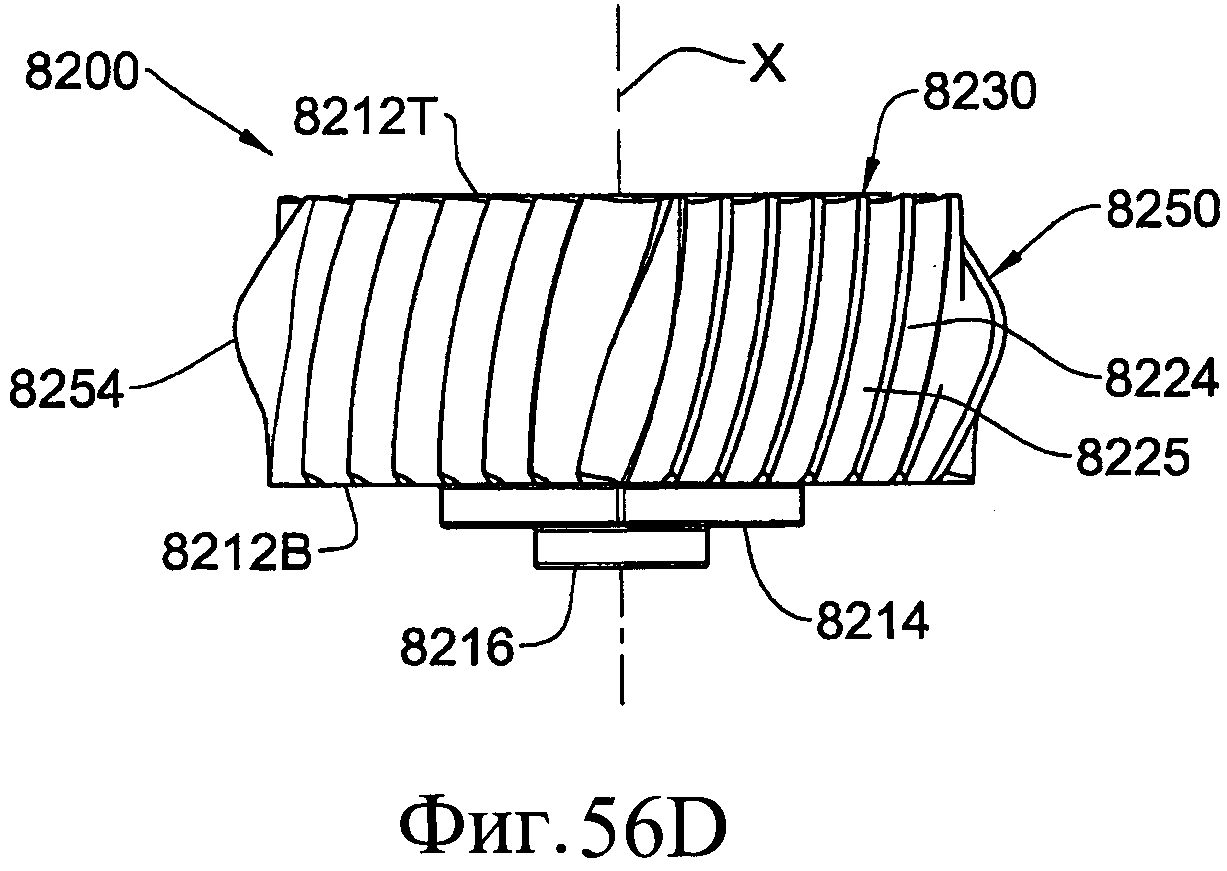
На фиг. 55А схематически показан перспективный вид токарного резца согласно еще одному из вариантов реализации описанного здесь настоящего изобретения, причем режущая вставка токарного резца имеет малый режущий радиус.
На фиг. 55В схематически показан перспективный вид в разрезе токарного резца, показанного на фиг. 55А, вдоль плоскости Р2, показанной на фиг. 55А.
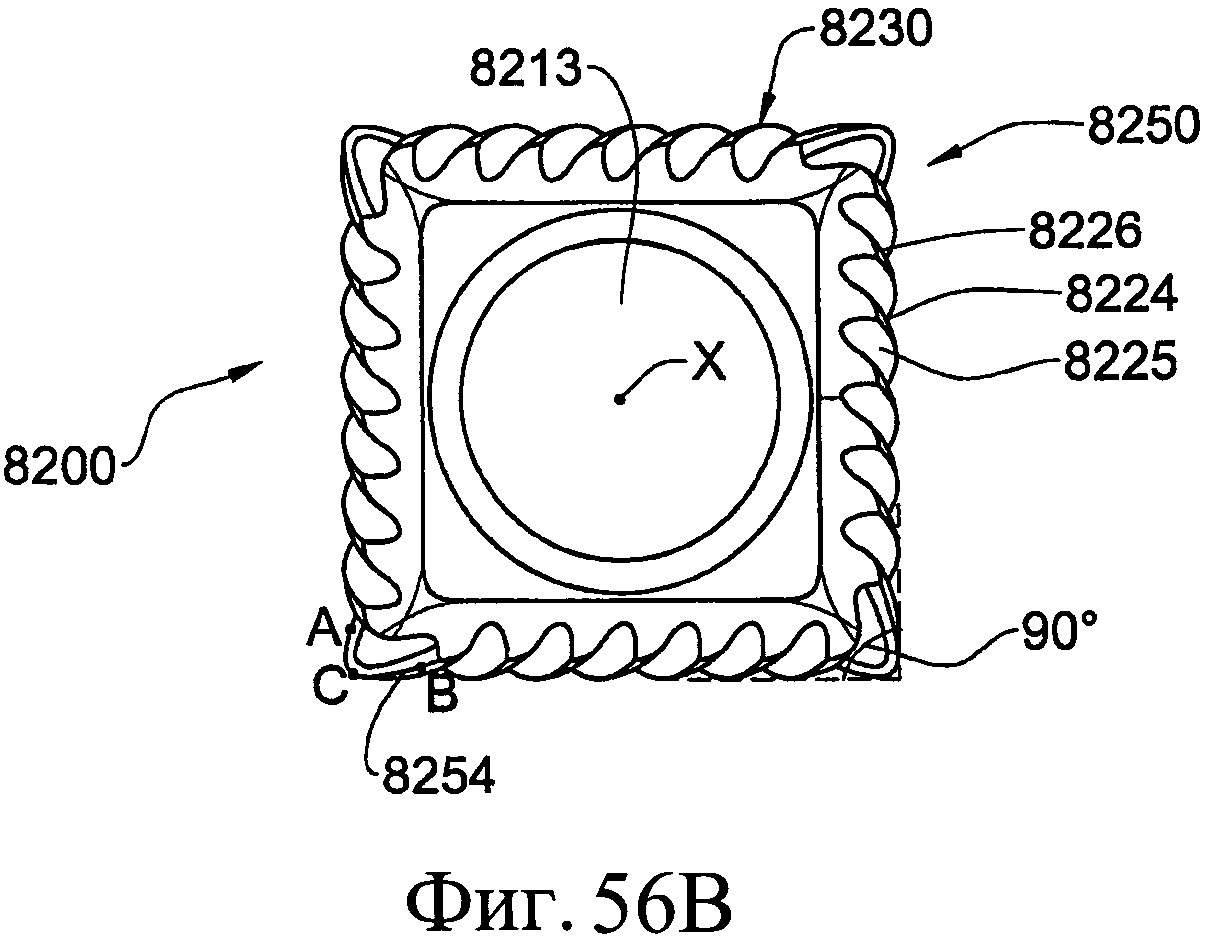
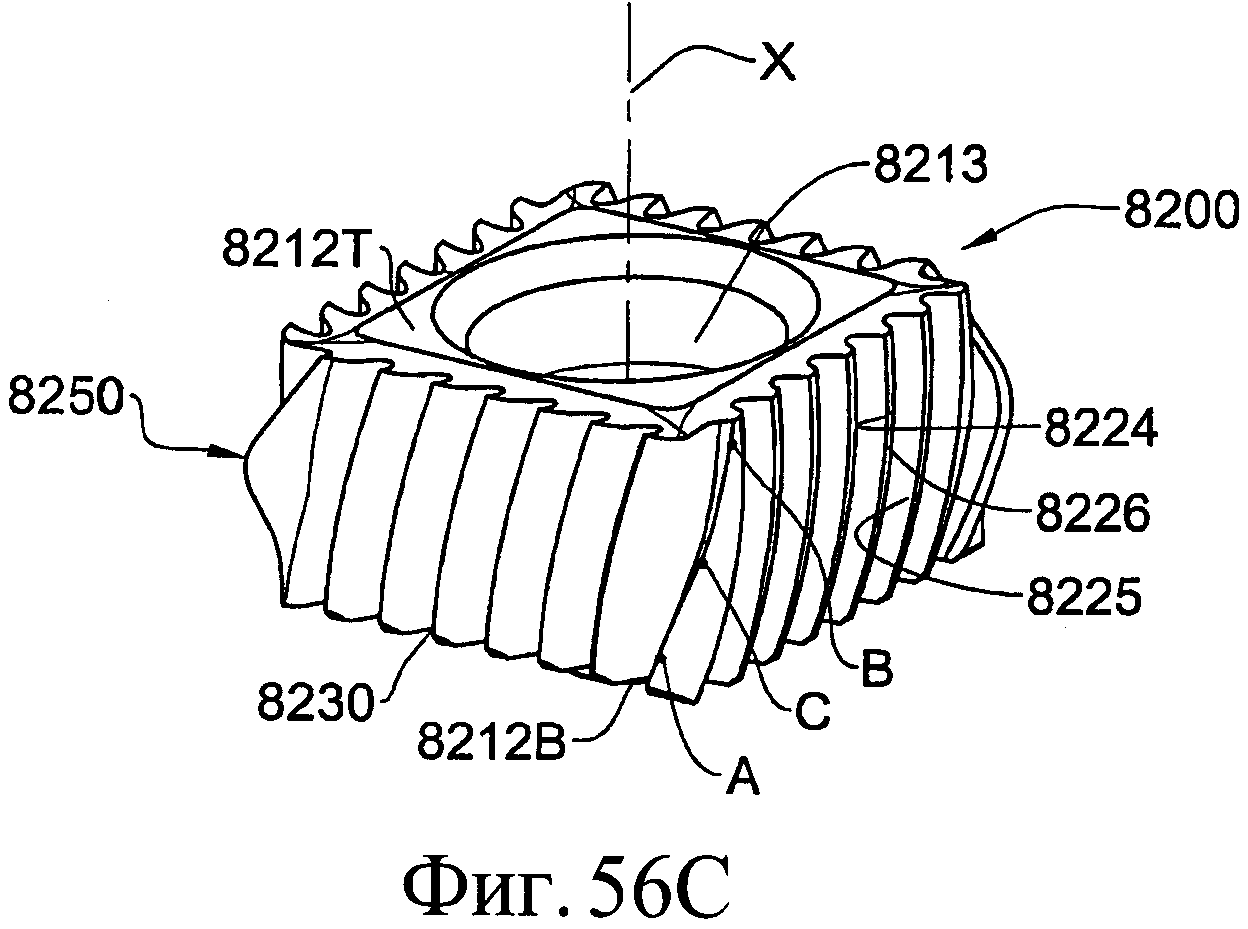
На фиг. 56А-56С соответственно схематически показаны виды спереди, сверху и перспективный вид режущей вставки, использованной в токарном резце, показанном на фиг. 55А.
На фиг. 56D схематически показан вид под углом 45° режущей вставки, показанной на фиг. 56А.
На фиг. 57 схематически показан перспективный вид в разрезе режущей вставки, показанной на фиг. 56А, вдоль плоскости Р3, показанной на фиг. 56А.
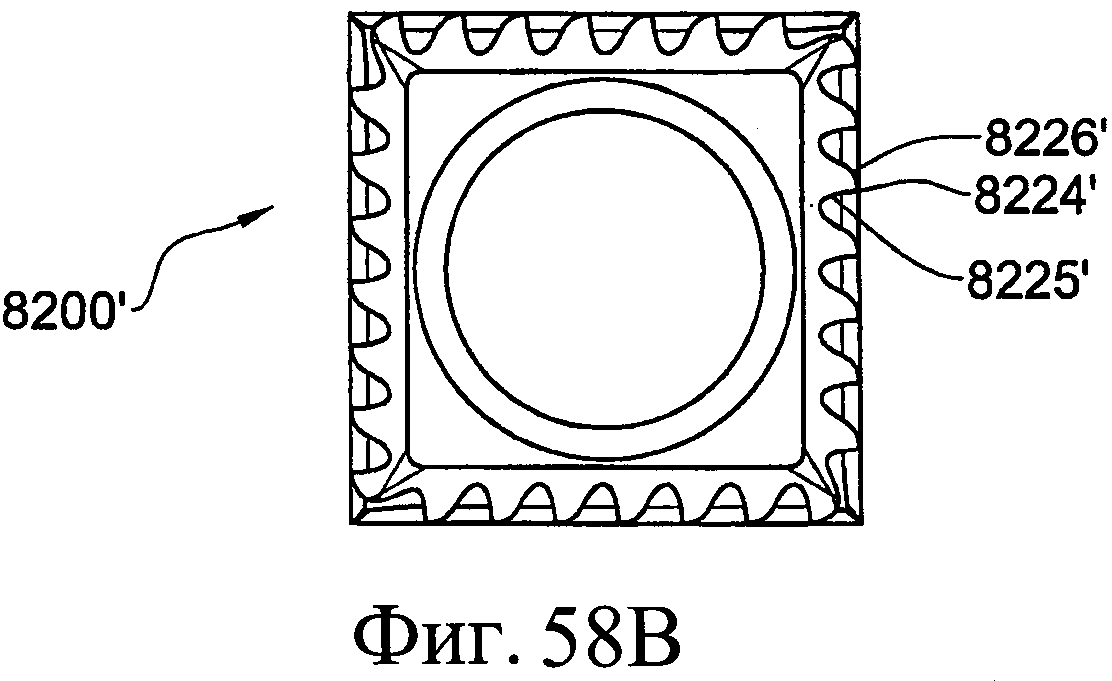
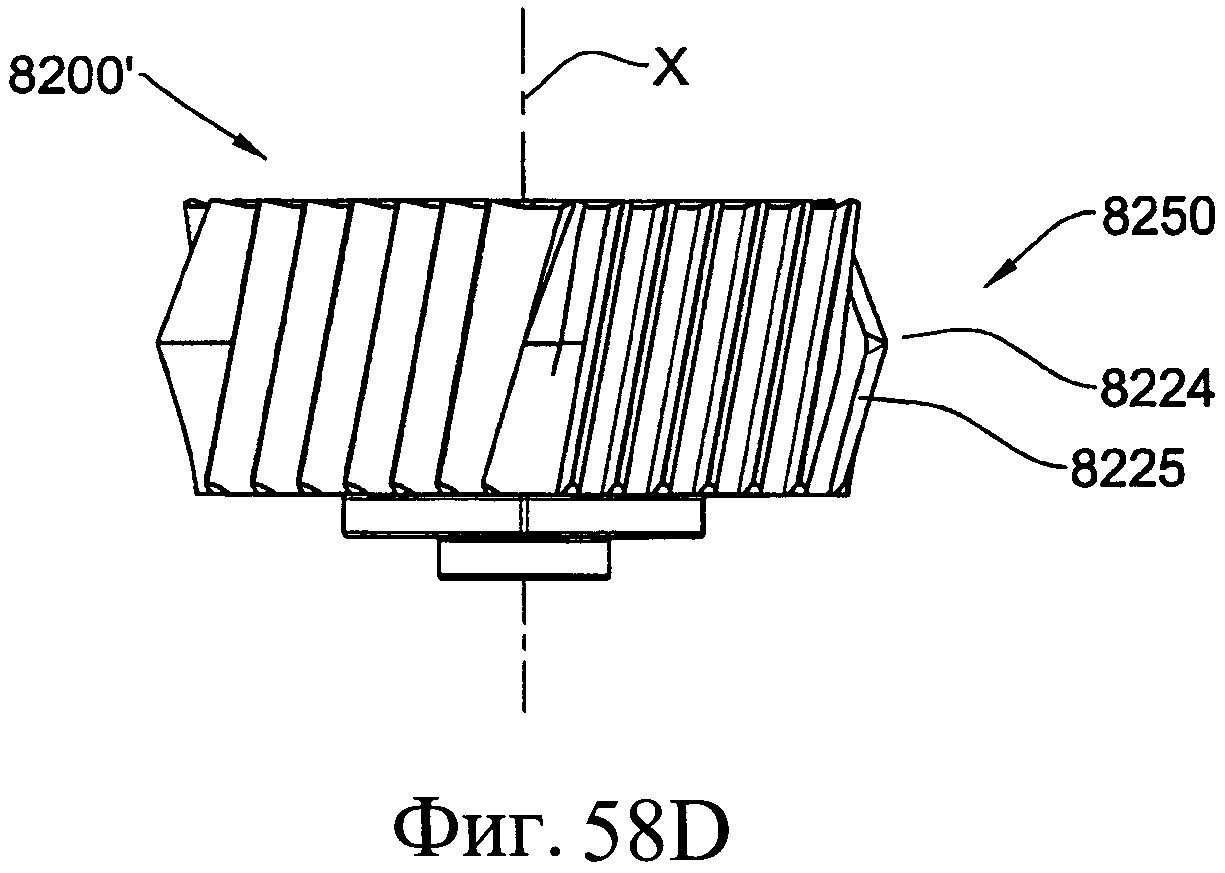
На фиг. 58А-58С соответственно схематически показаны виды передний, сверху и перспективный вид режущей вставки согласно еще одному из вариантов реализации описанного здесь настоящего изобретения, причем режущая вставка имеет режущий радиус, близкий к 90°.
На фиг. 58D схематически показан вид под углом 45° режущей вставки, показанной на фиг. 58А.
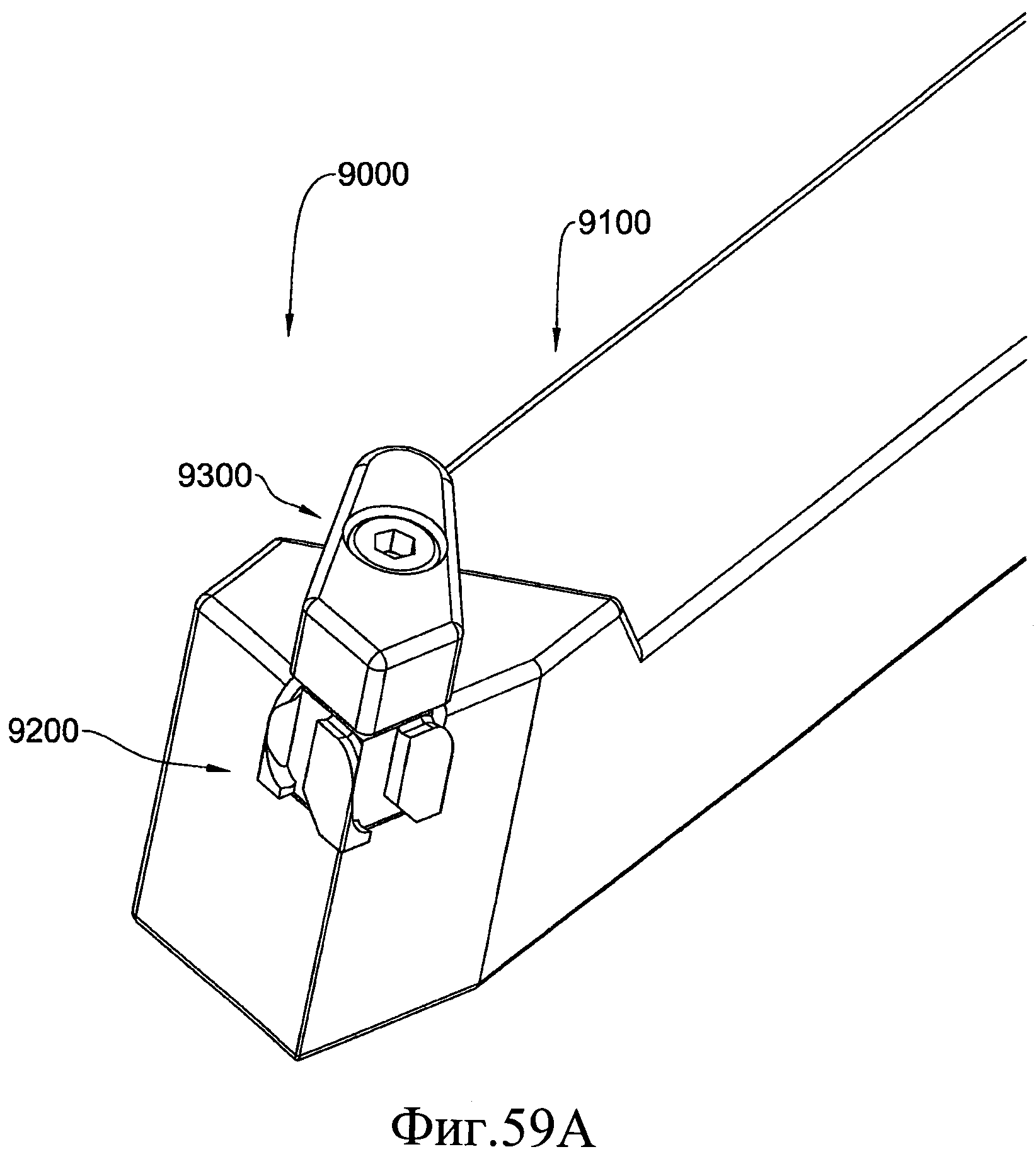
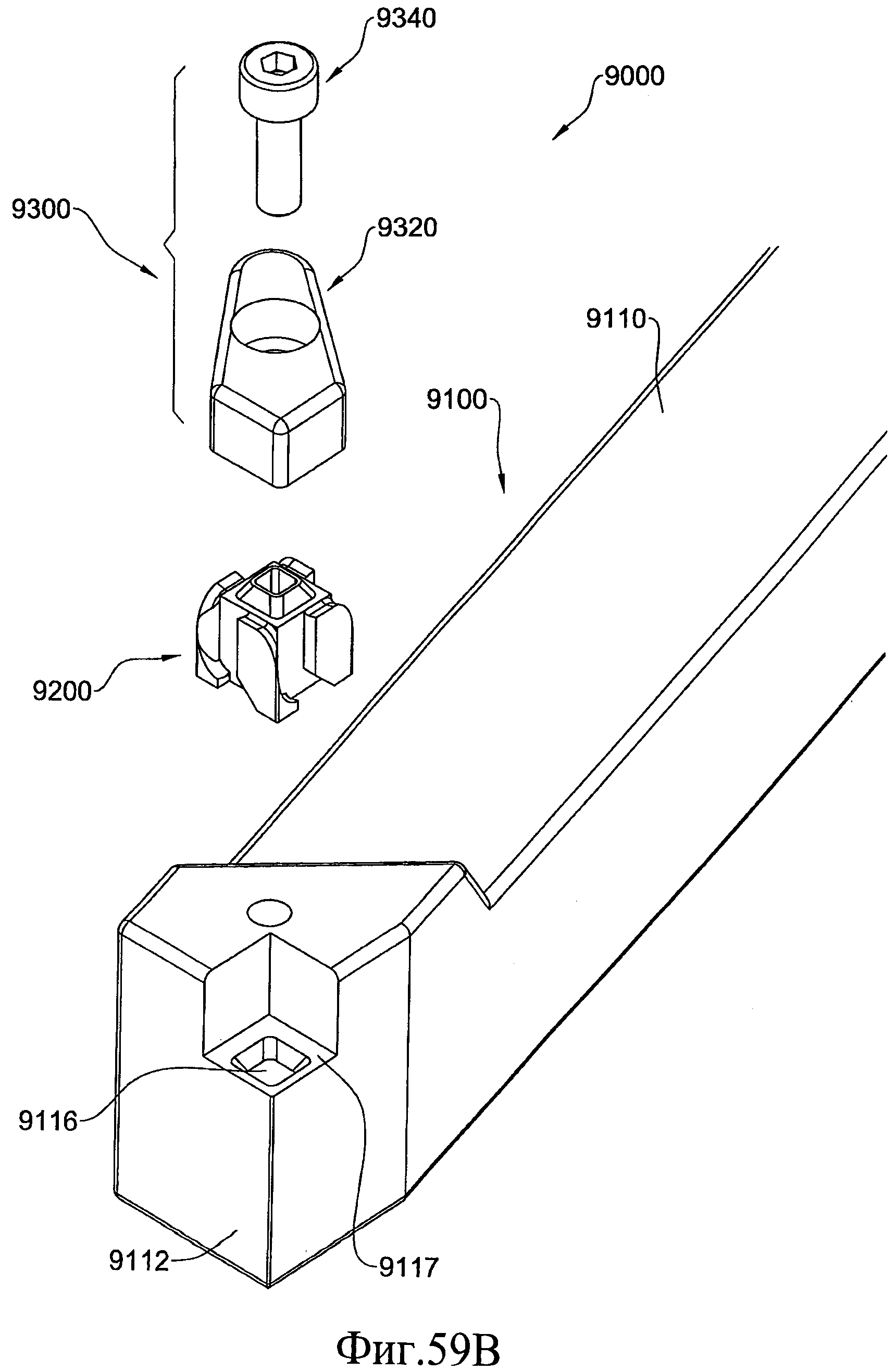
На фиг. 59А схематически показан перспективный вид токарного резца согласно еще одному из вариантов реализации описанного здесь настоящего изобретения.
На фиг. 59В схематически показано перспективное покомпонентное изображение токарного резца, показанного на фиг. 59А.
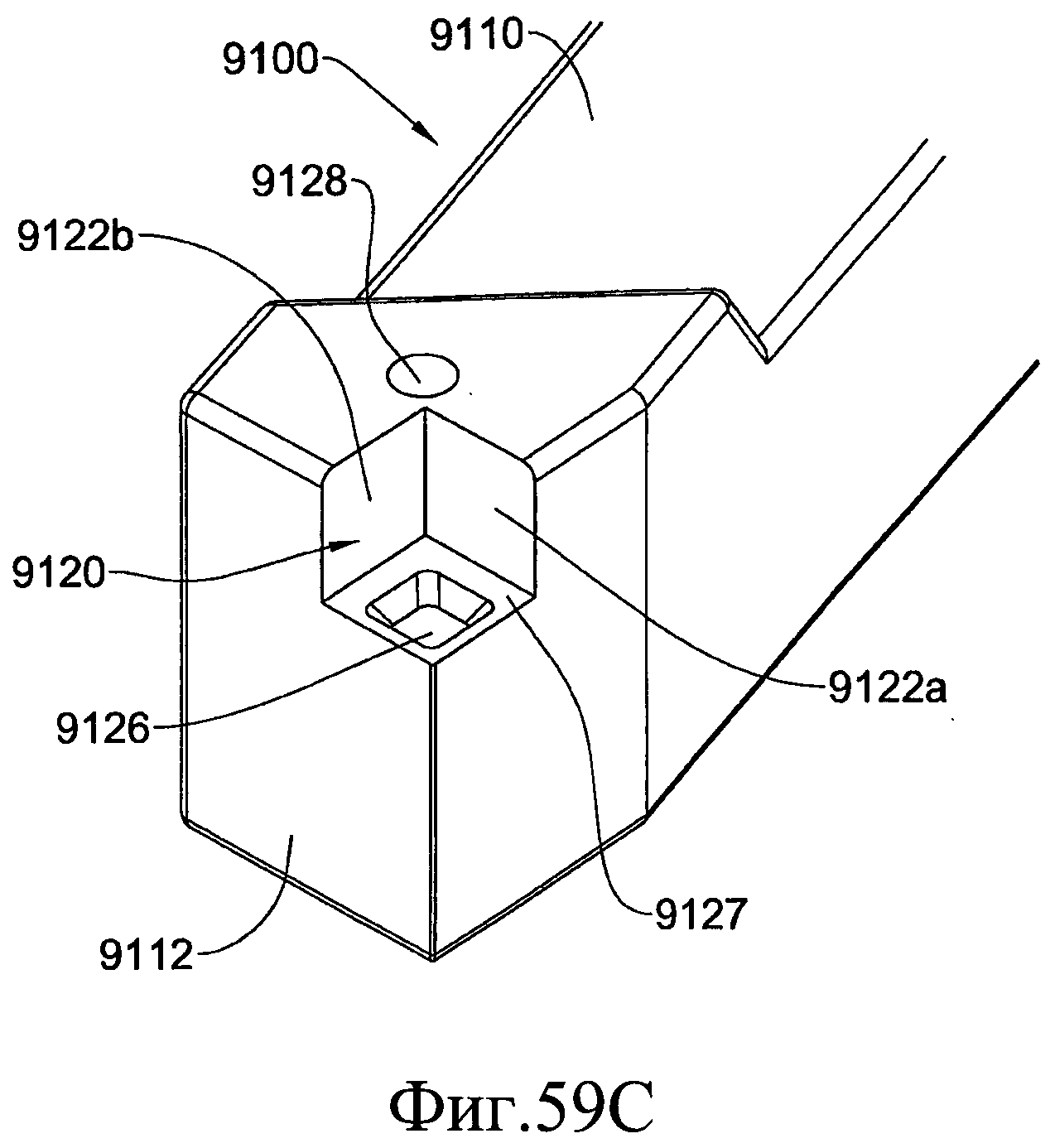
На фиг. 59С схематически показан перспективный вид державки токарного резца, использованной в токарном резце, показанном на фиг. 59А.
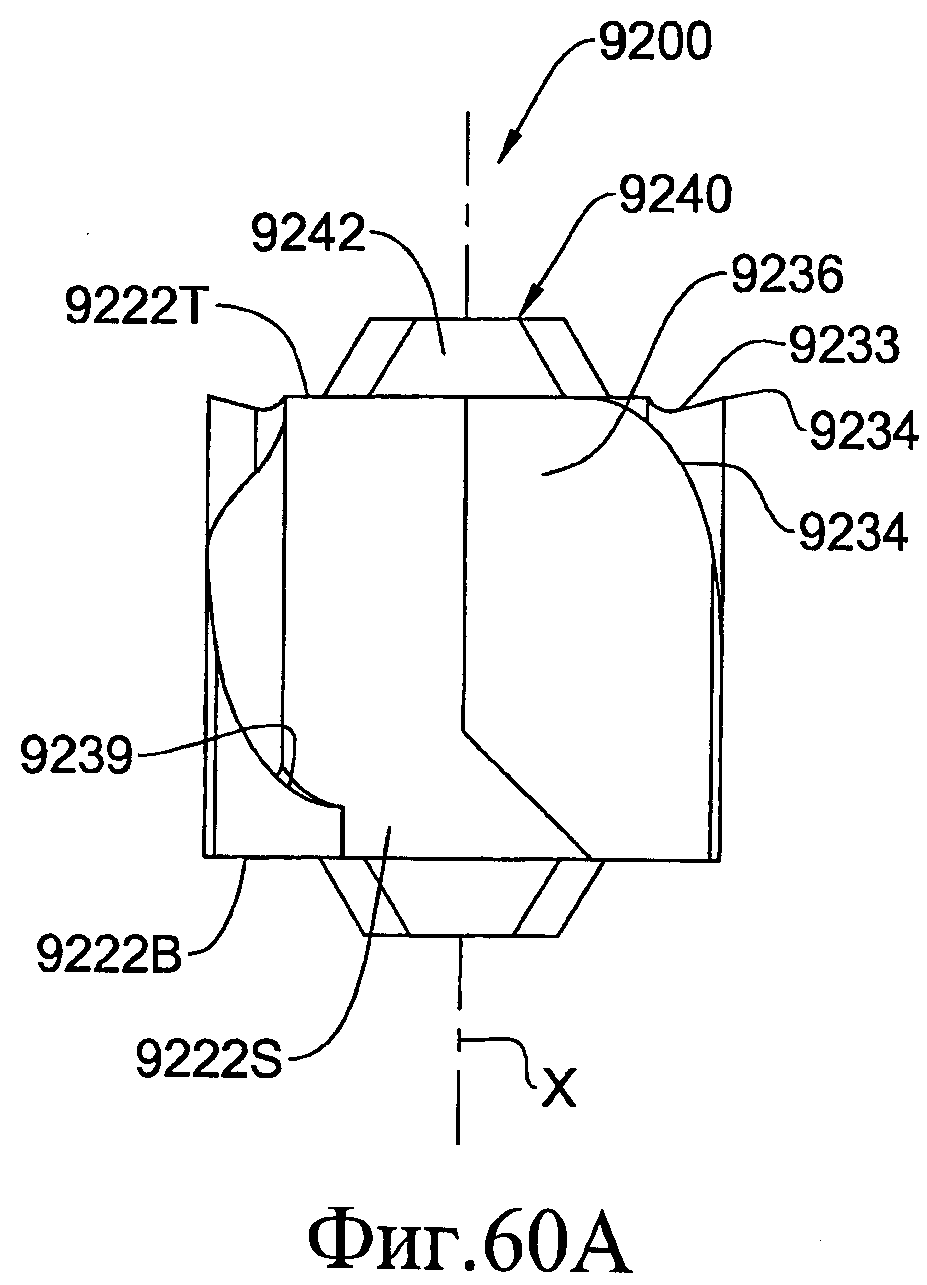
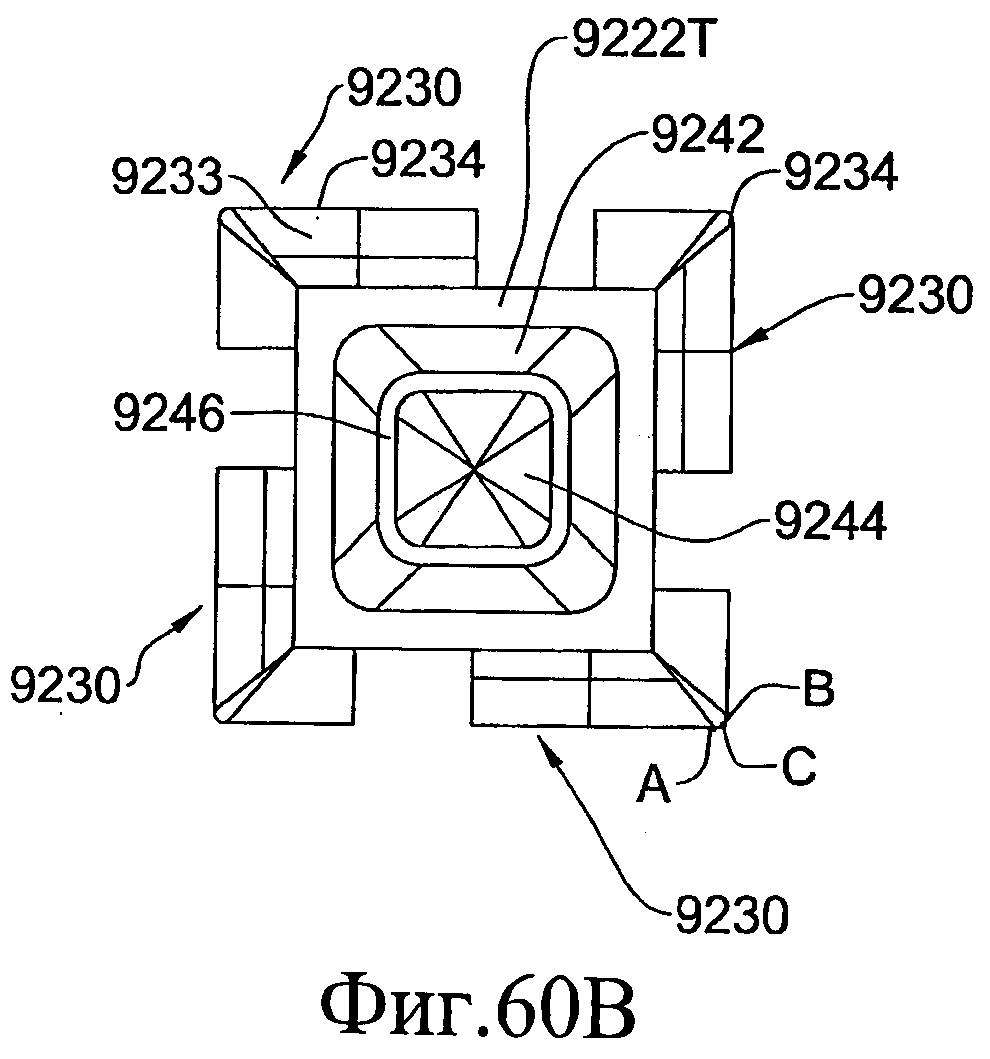
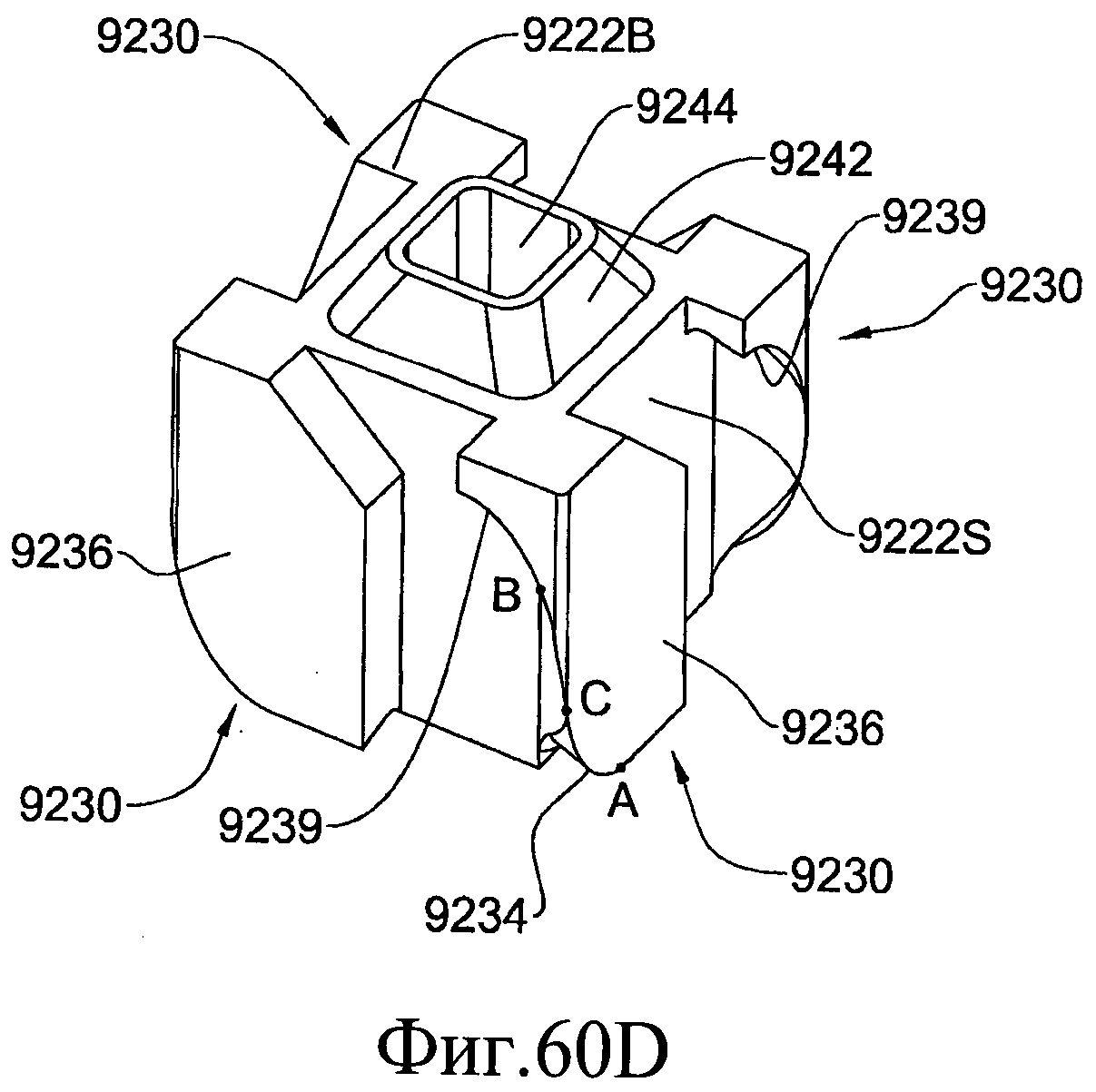
На фиг. 60A-60D соответственно схематически показаны виды спереди, сверху, перспективный вид сверху и перспективный виды снизу режущей вставки, использованной в токарном резце, показанном на фиг. 59А.
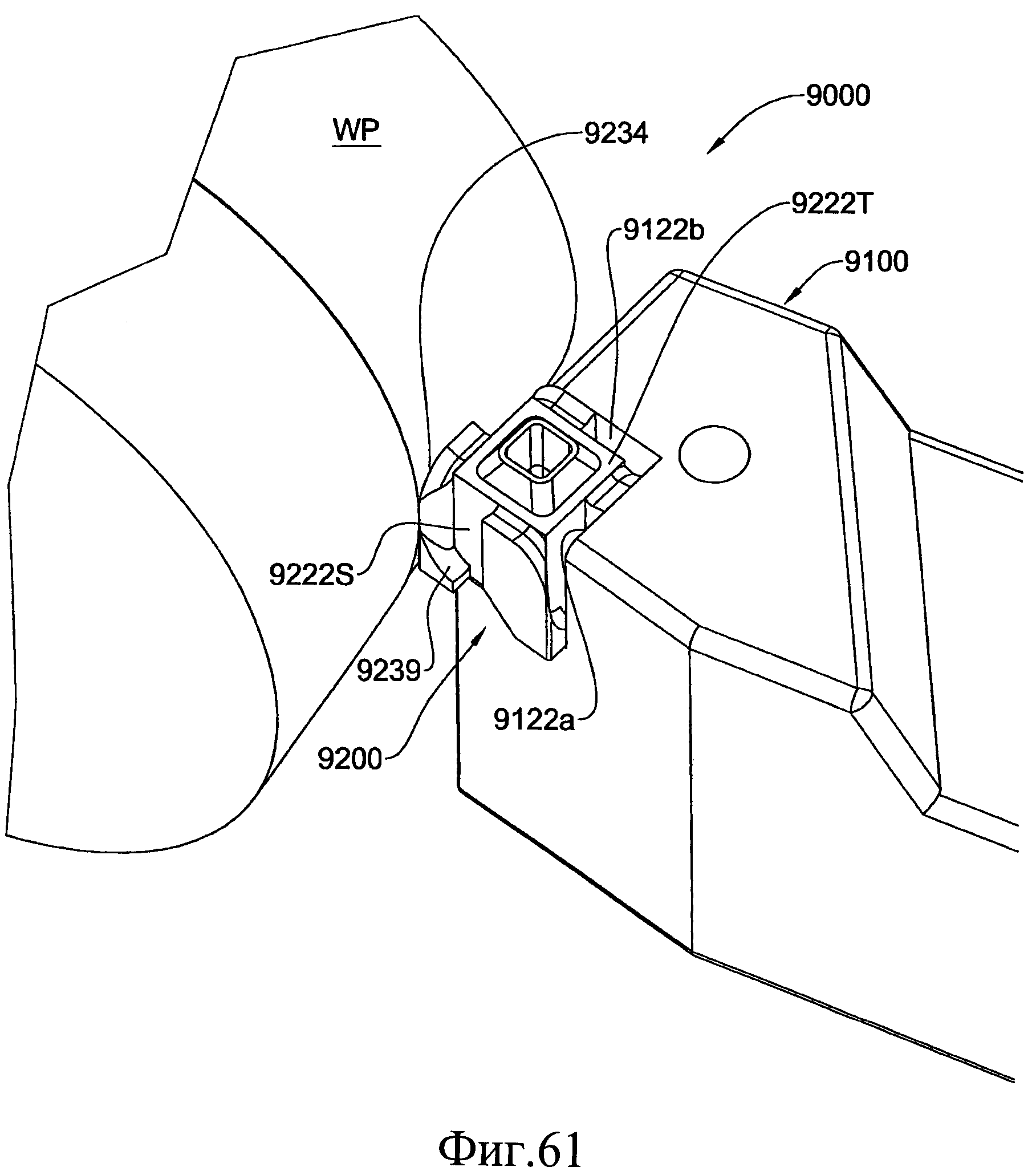
На фиг. 61 схематически показан перспективный вид токарного резца, показанного на фиг. 59А, во время его взаимодействия с заготовкой.
На фиг. 62А схематически показан перспективный вид токарного резца согласно еще одному из вариантов реализации описанного здесь настоящего изобретения.
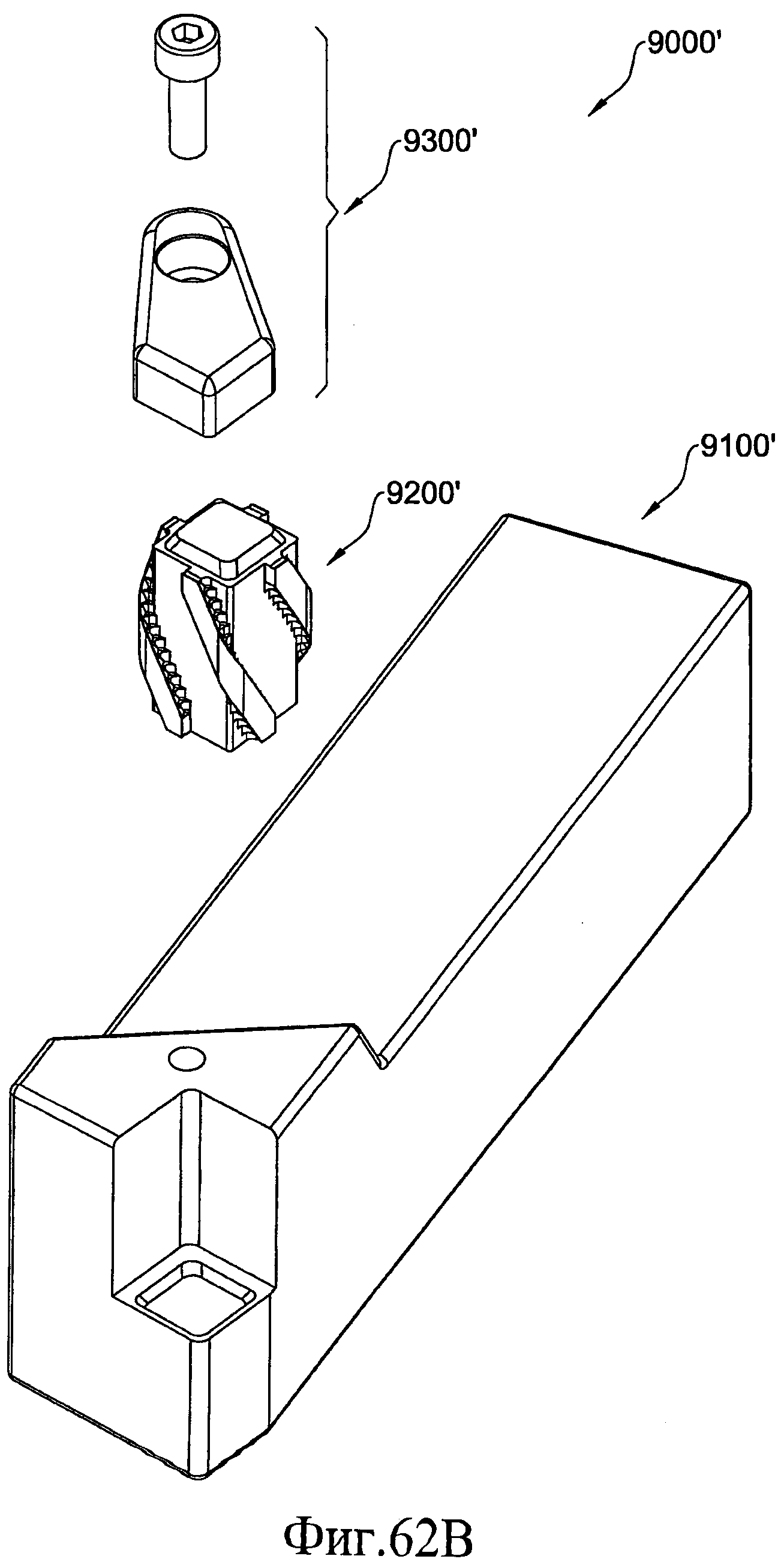
На фиг. 62В схематически показано перспективное покомпонентное изображение токарного резца, показанного на фиг. 62А.
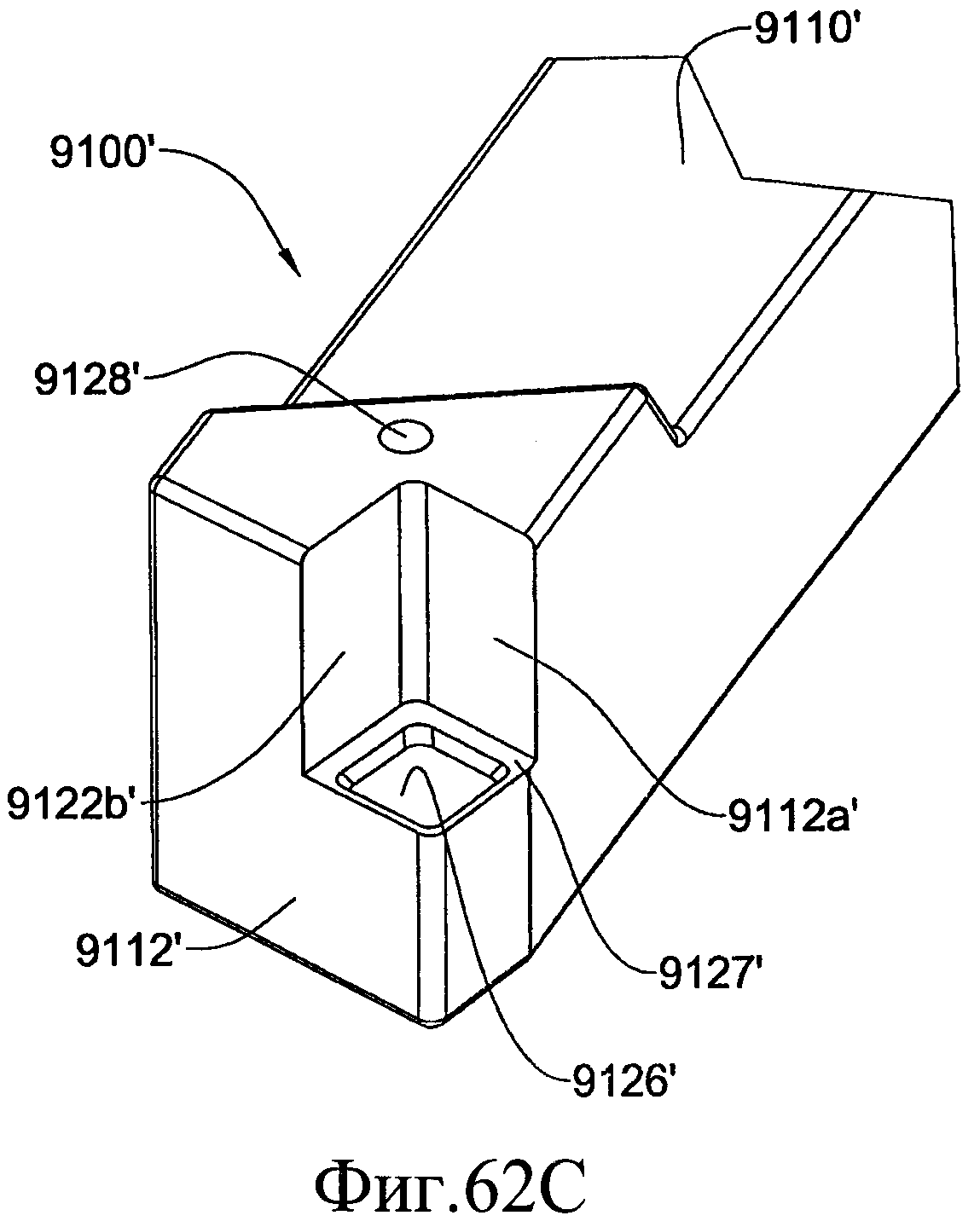
На фиг. 62С схематически показан перспективный вид державки для токарного резца, показанного на фиг. 62А.
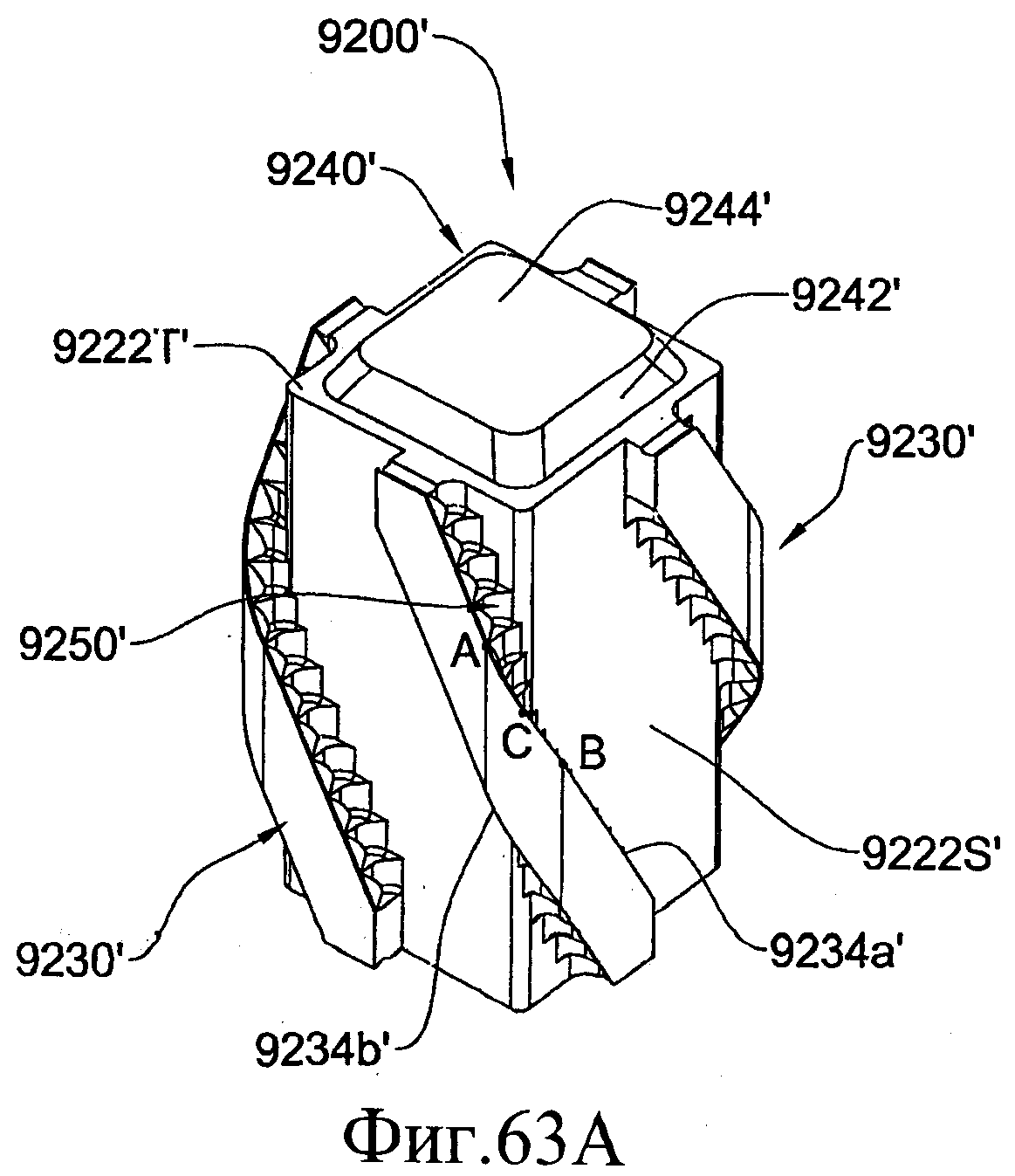
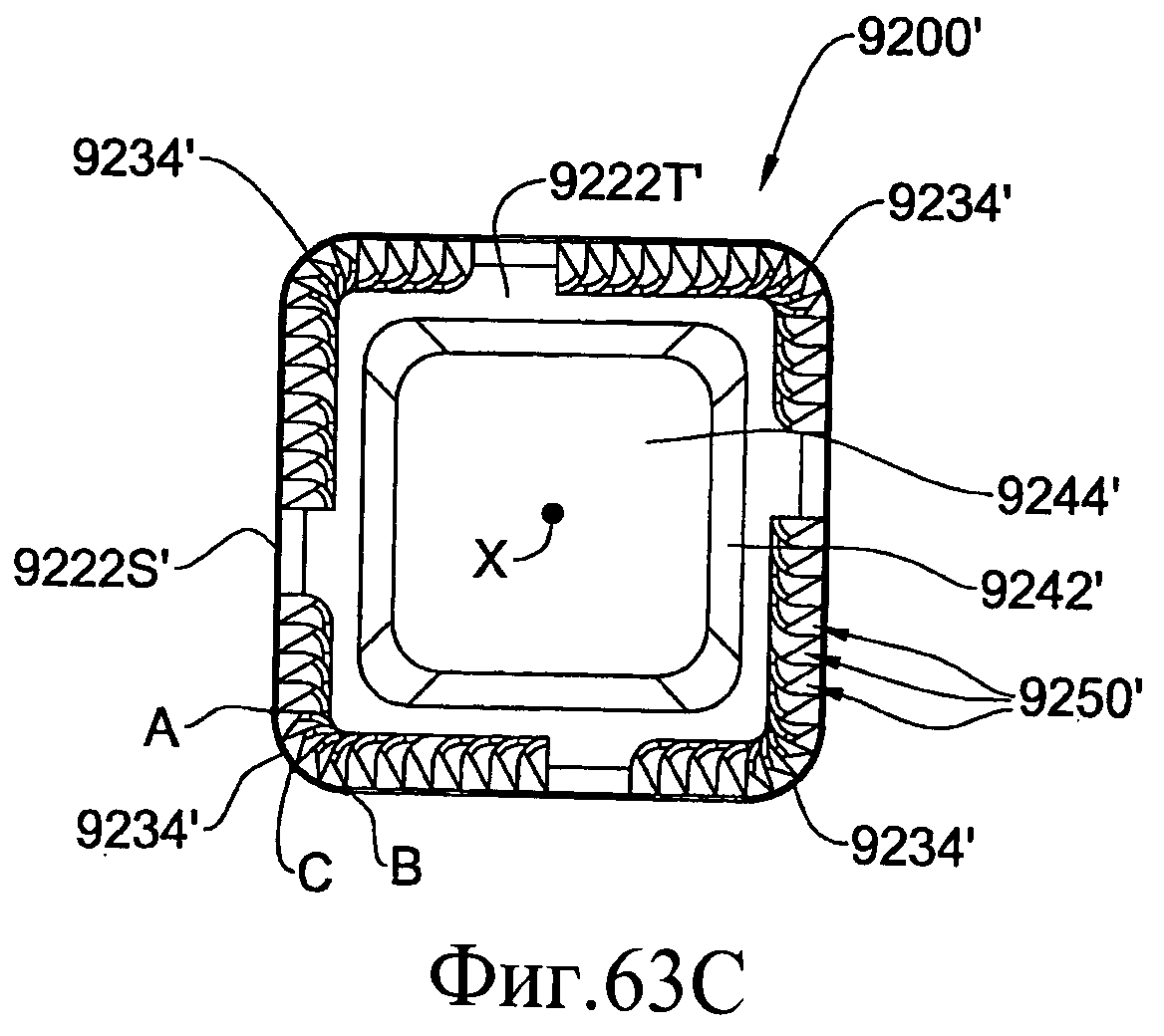
На фиг. 63А-63С соответственно схематически показаны перспективный вид и виды спереди и сверху режущей вставки, использованной в токарном резце, показанном на фиг. 62А.
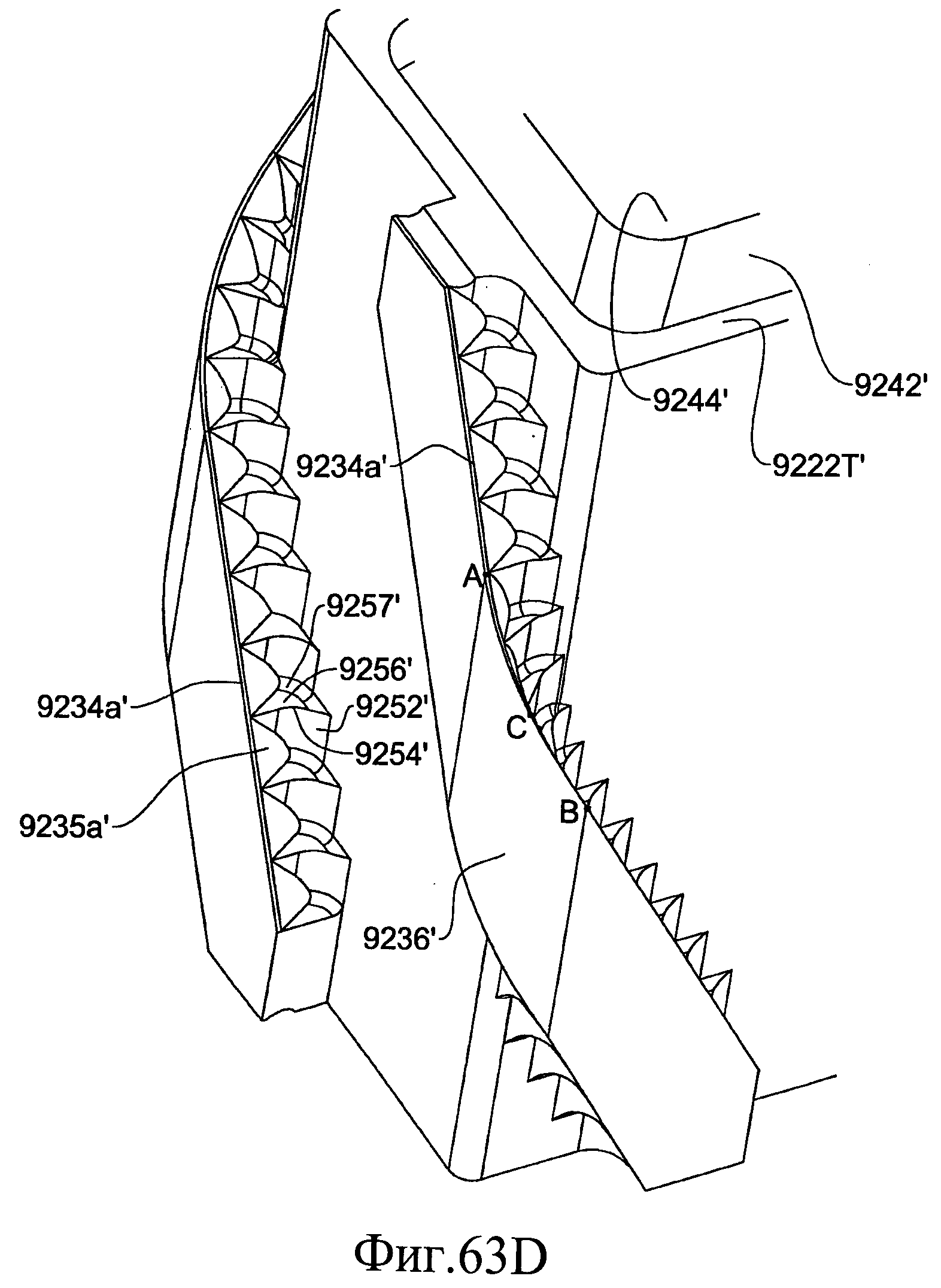
На фиг. 63D схематически показано увеличенное изображение детали N, показанной на фиг. 63А.
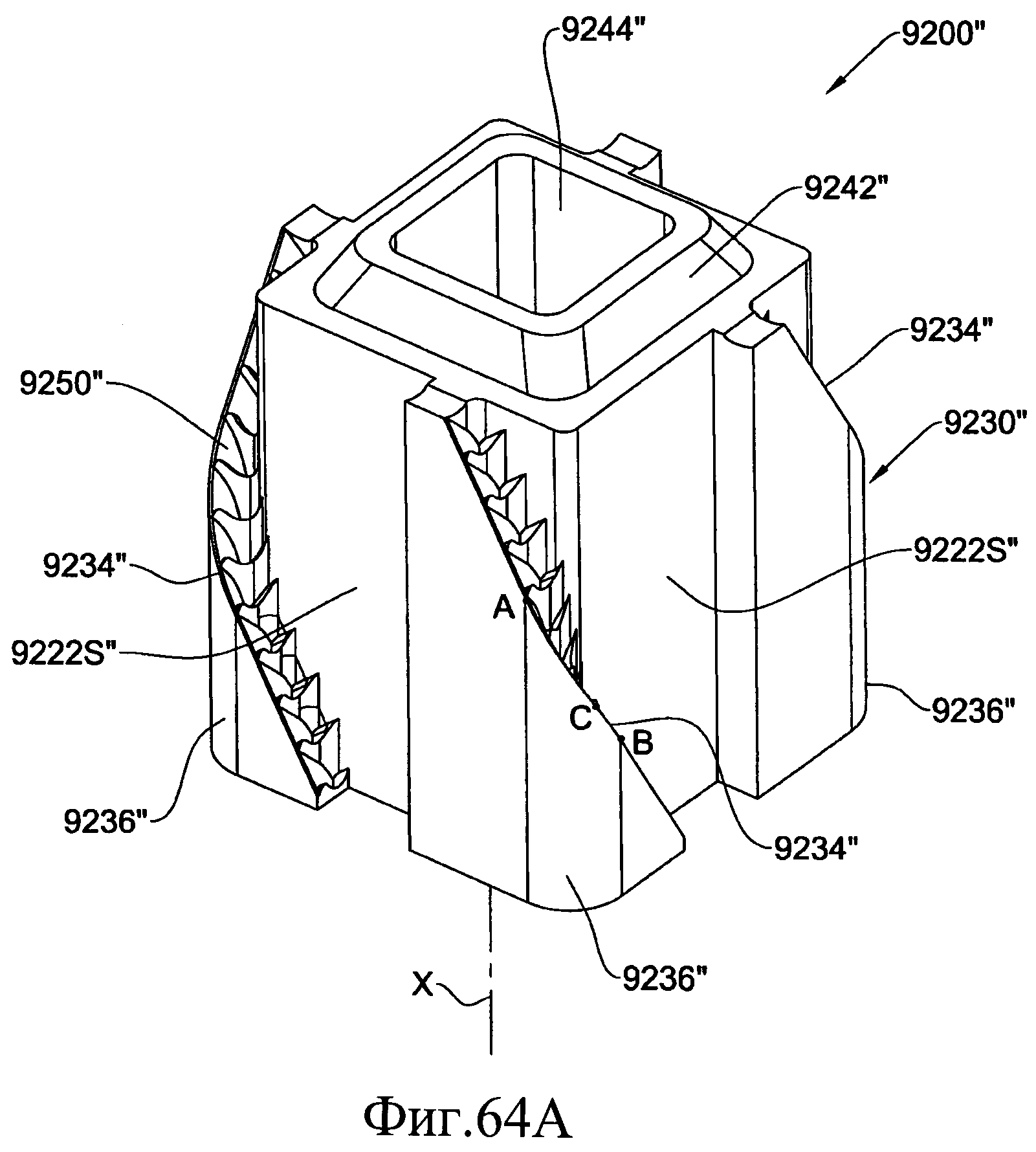
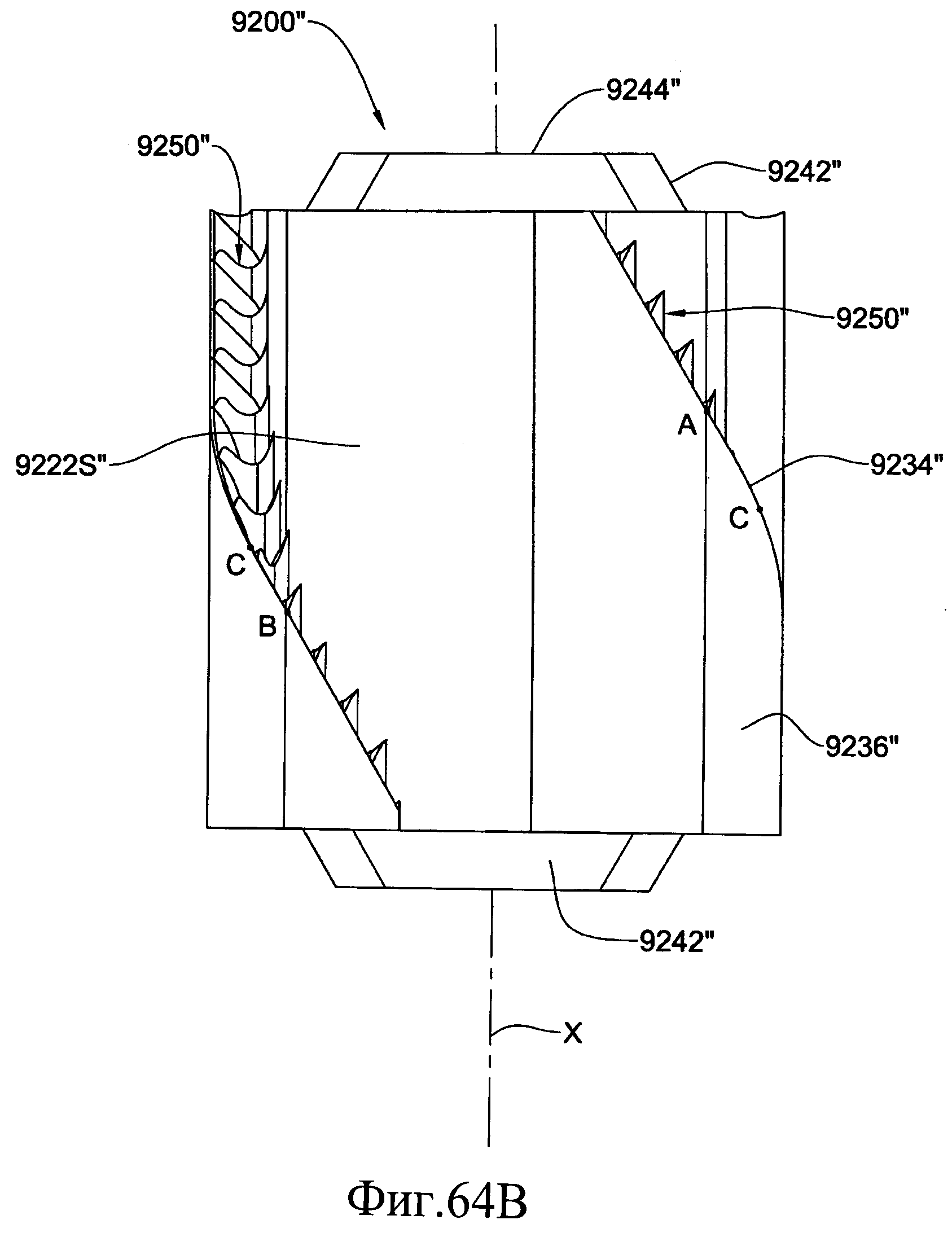
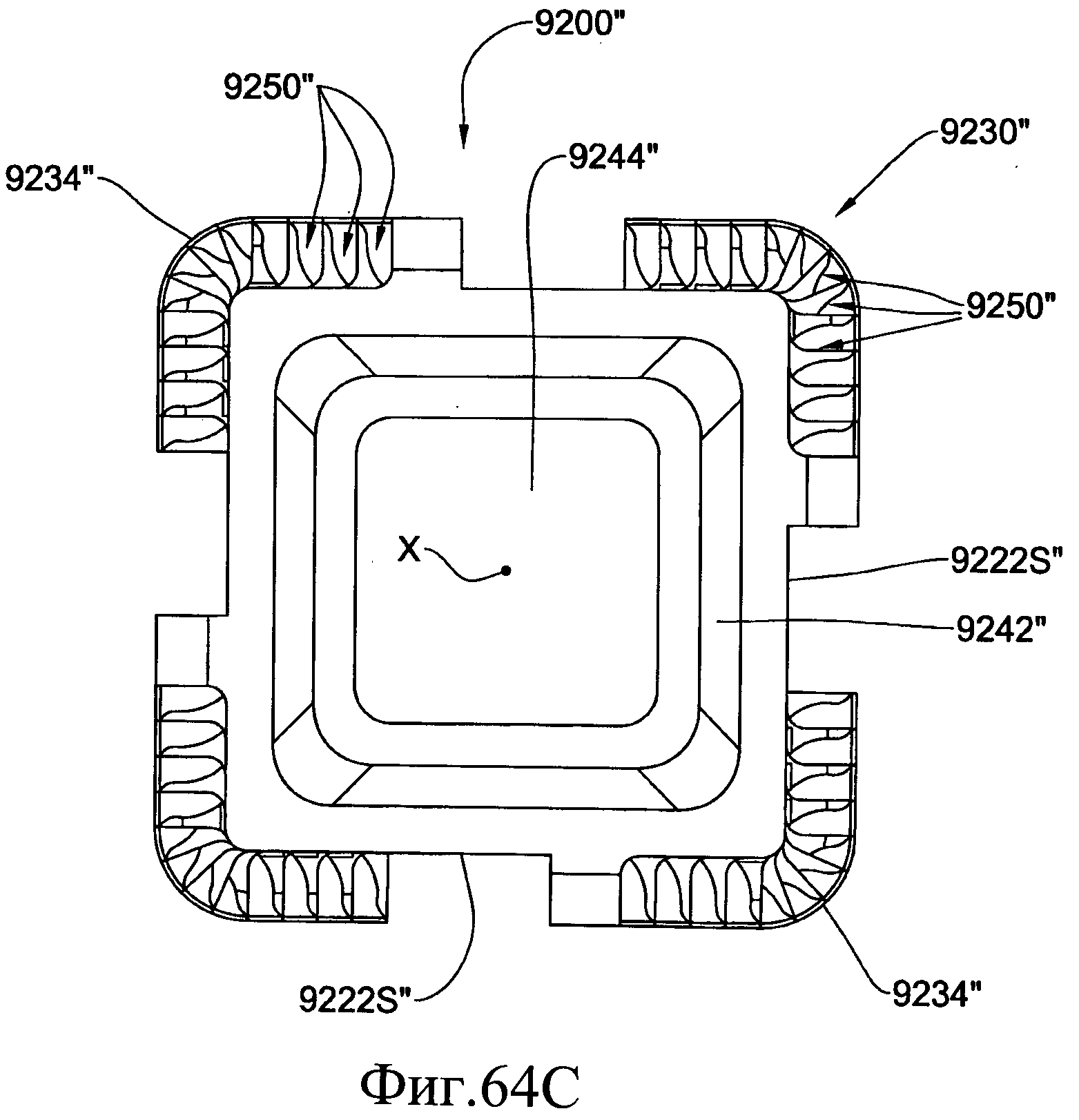
На фиг. 64А-64С соответственно схематически показаны перспективный вид и виды спереди и сверху еще одного из вариантов реализации режущей вставки, использованной в токарном резце, показанном на фиг. 62А.
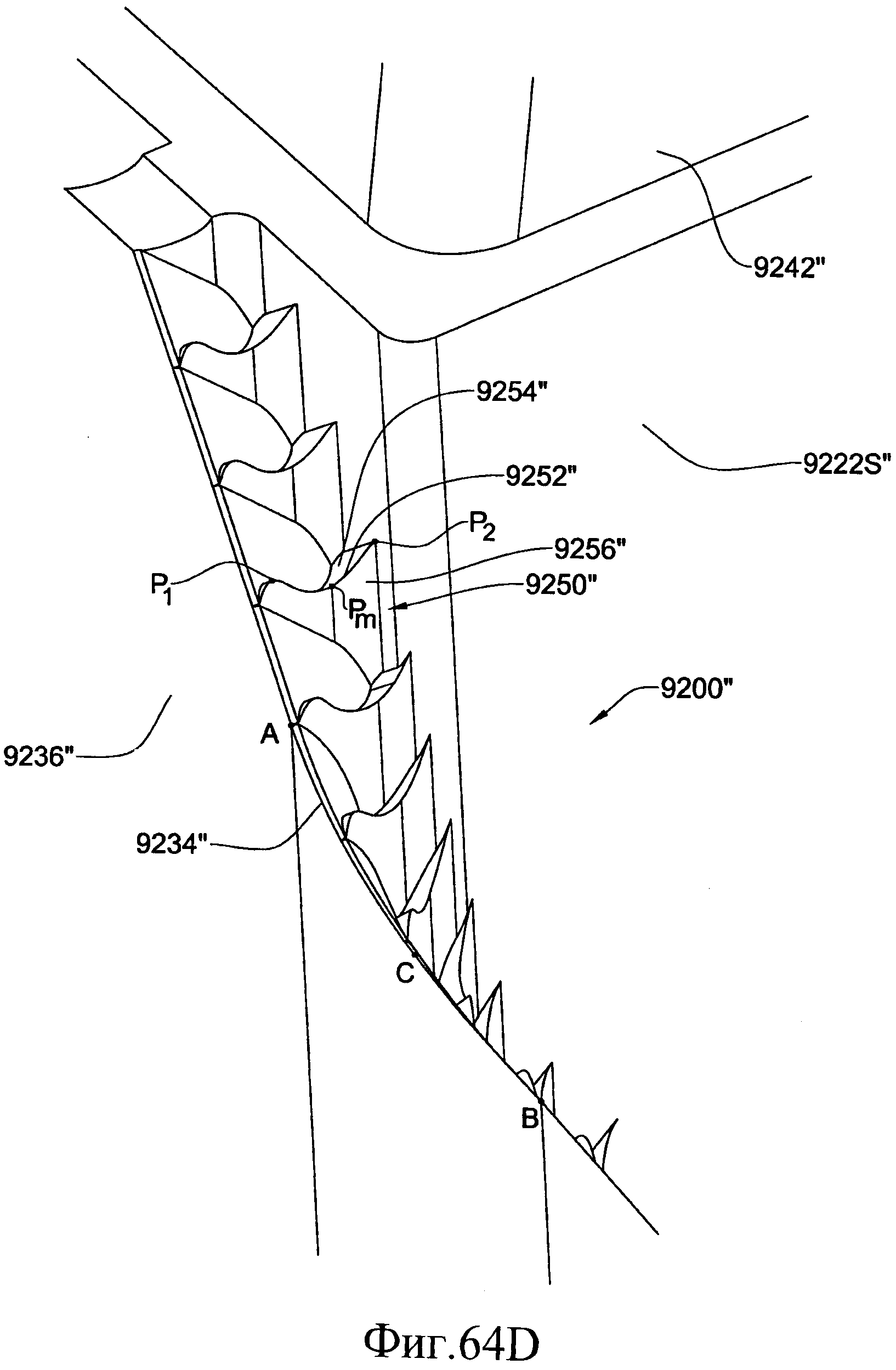
На фиг. 64D схематически показано увеличенное изображение детали О, показанной на фиг. 64А.
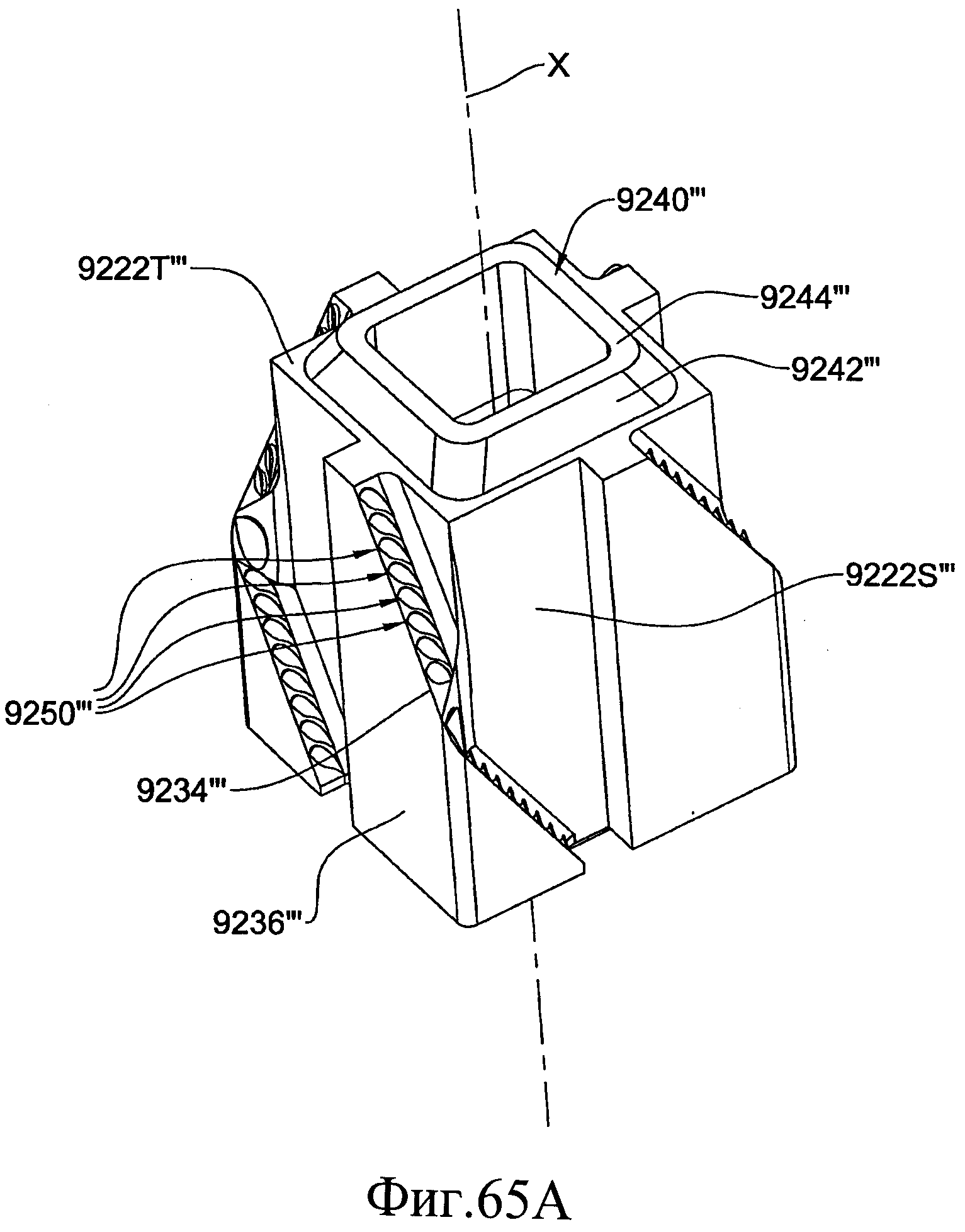
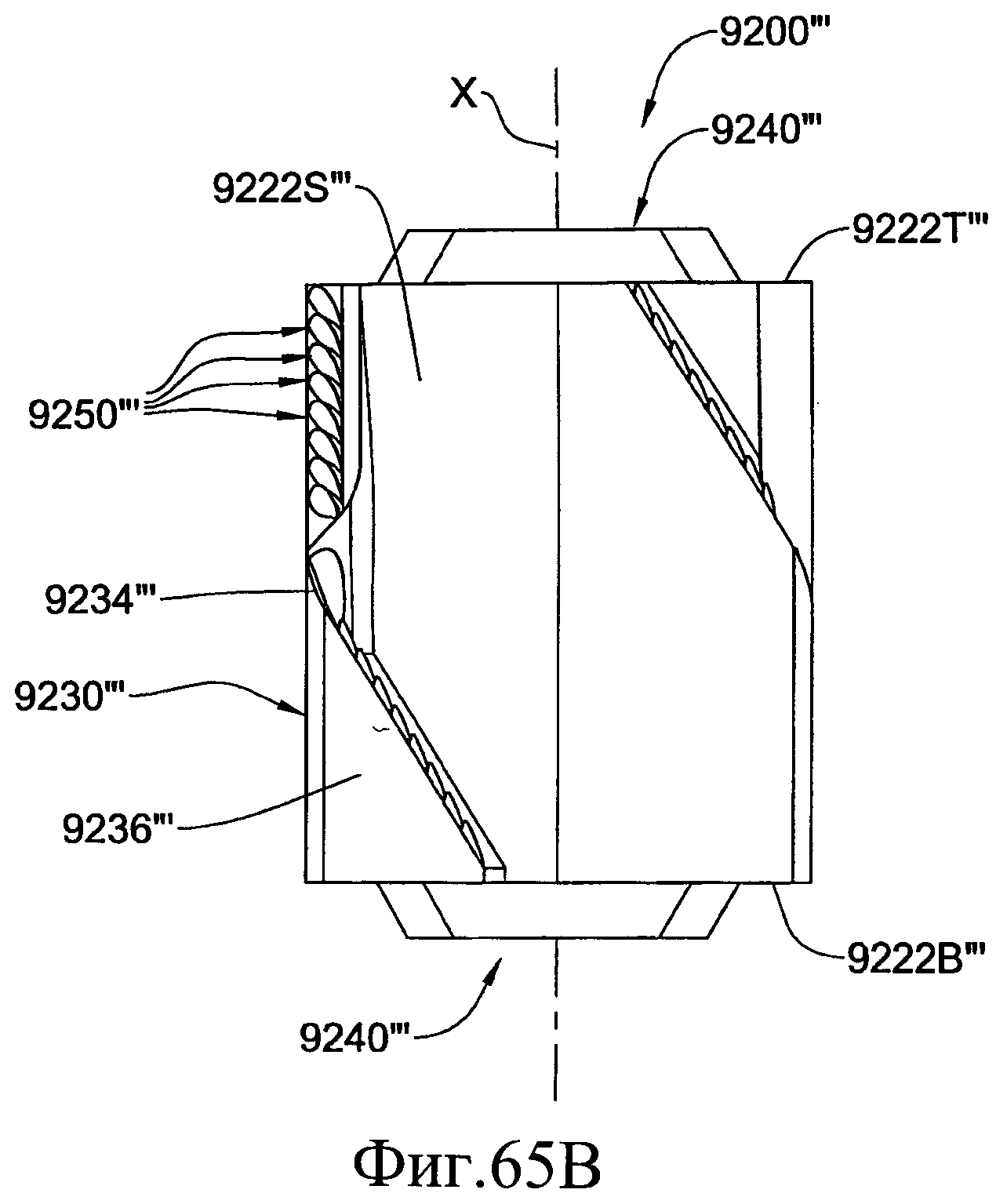
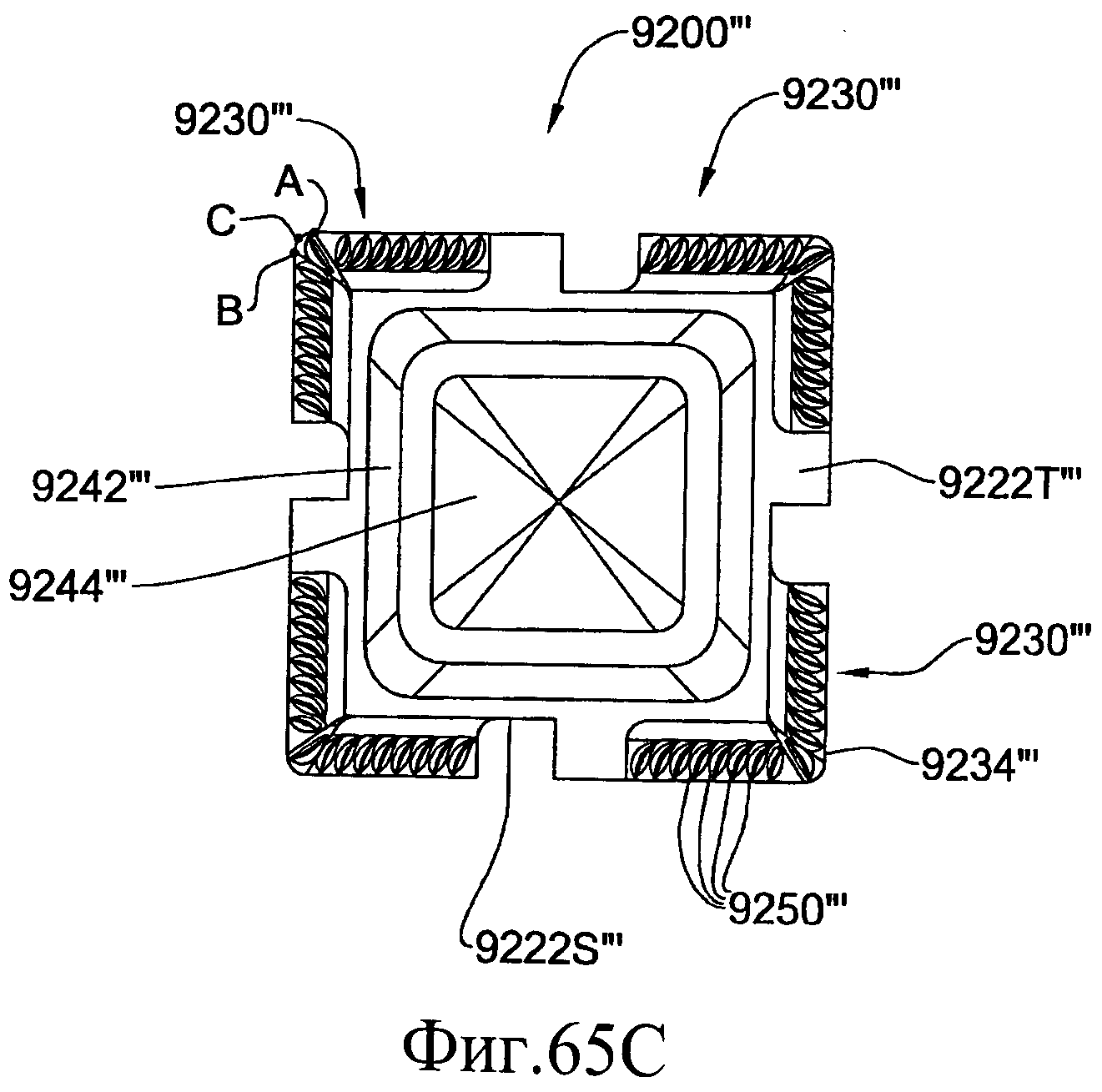
На фиг. 65А-65С соответственно схематически показаны перспективный вид и виды спереди и сверху режущей вставки согласно еще одному из вариантов реализации.
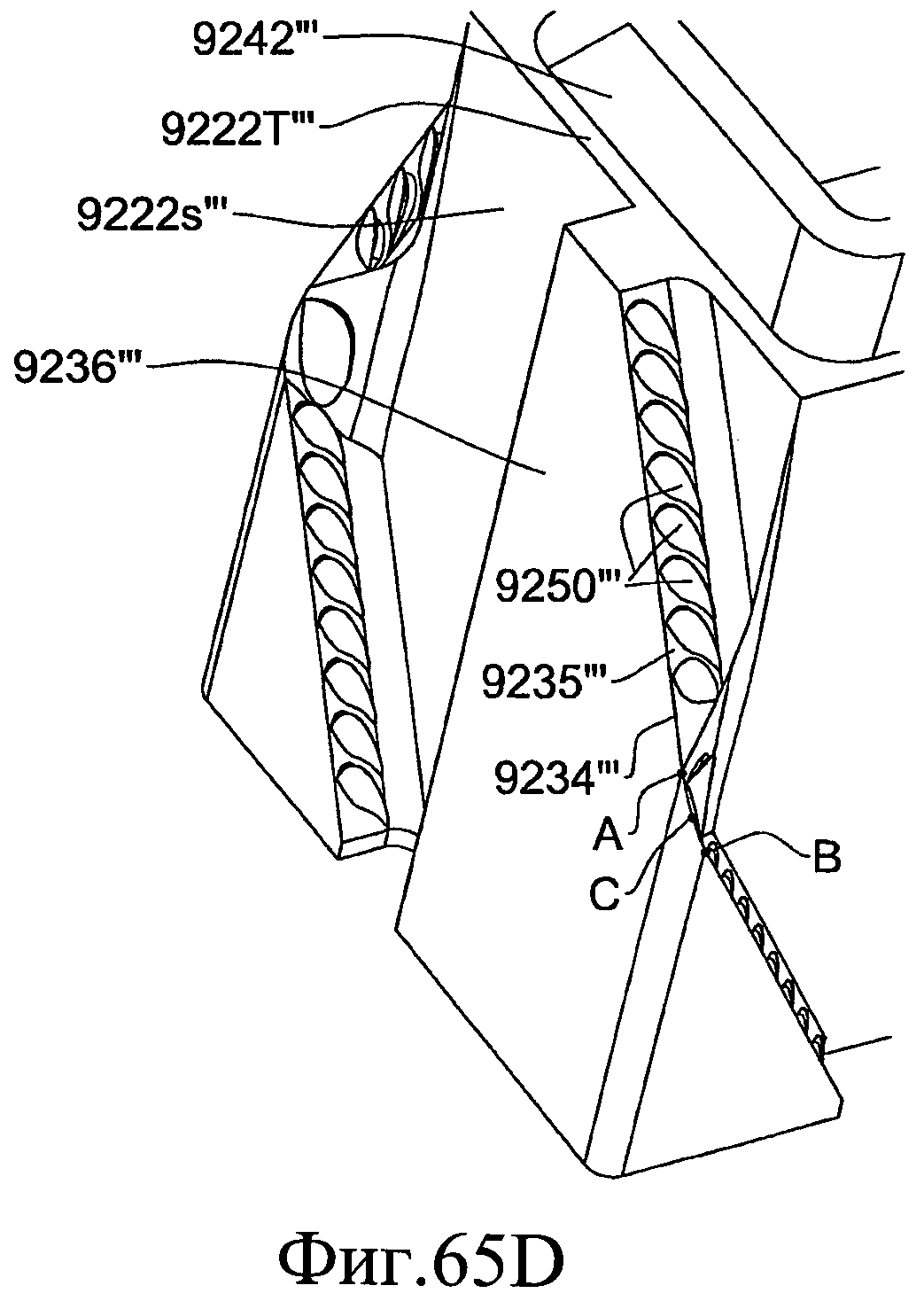
На фиг. 65D схематически показано увеличенное изображение детали Р, показанной на фиг. 65А.
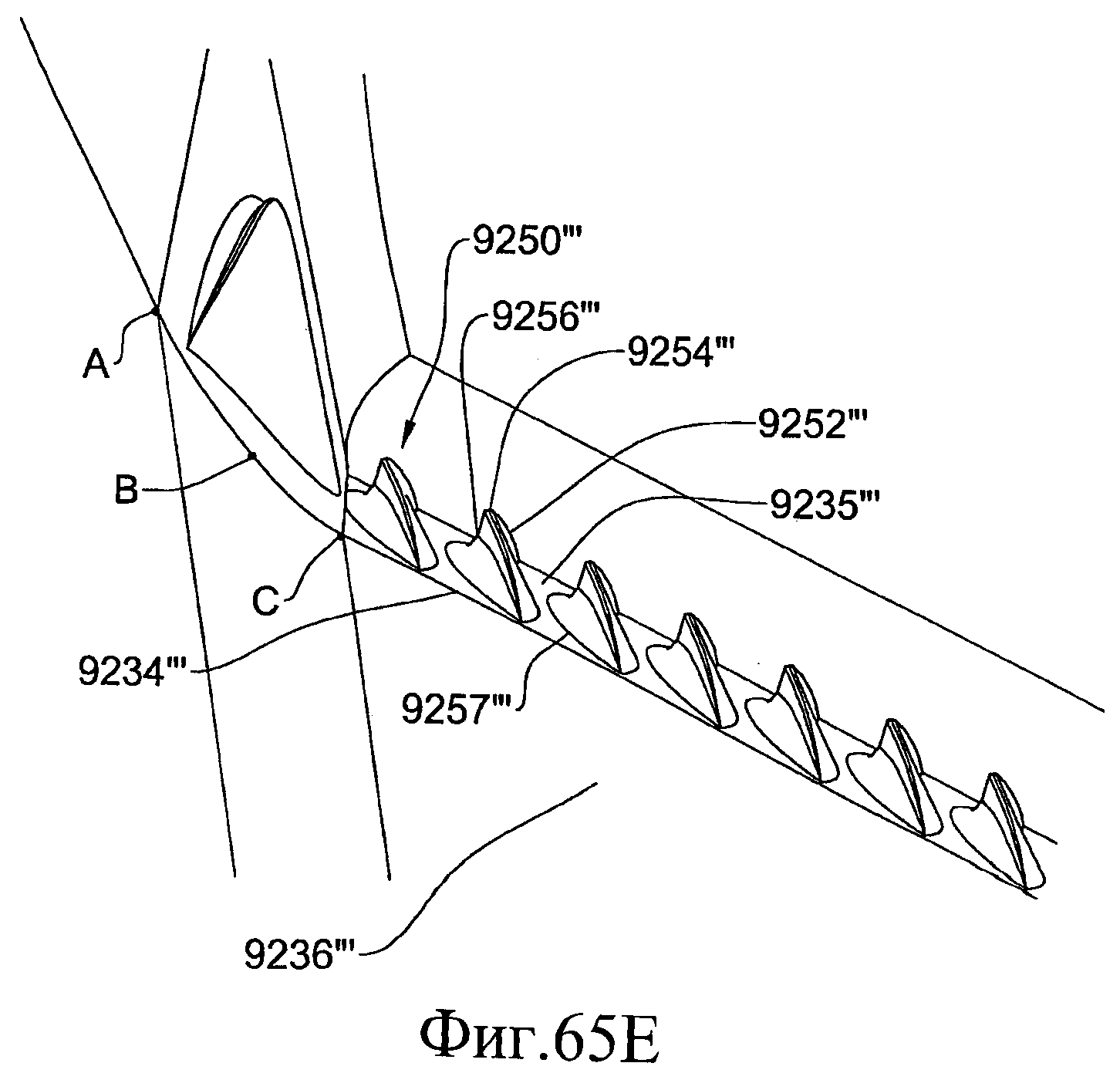
На фиг. 65Е схематически показано увеличенное изображение детали Q, показанной на фиг. 65А.
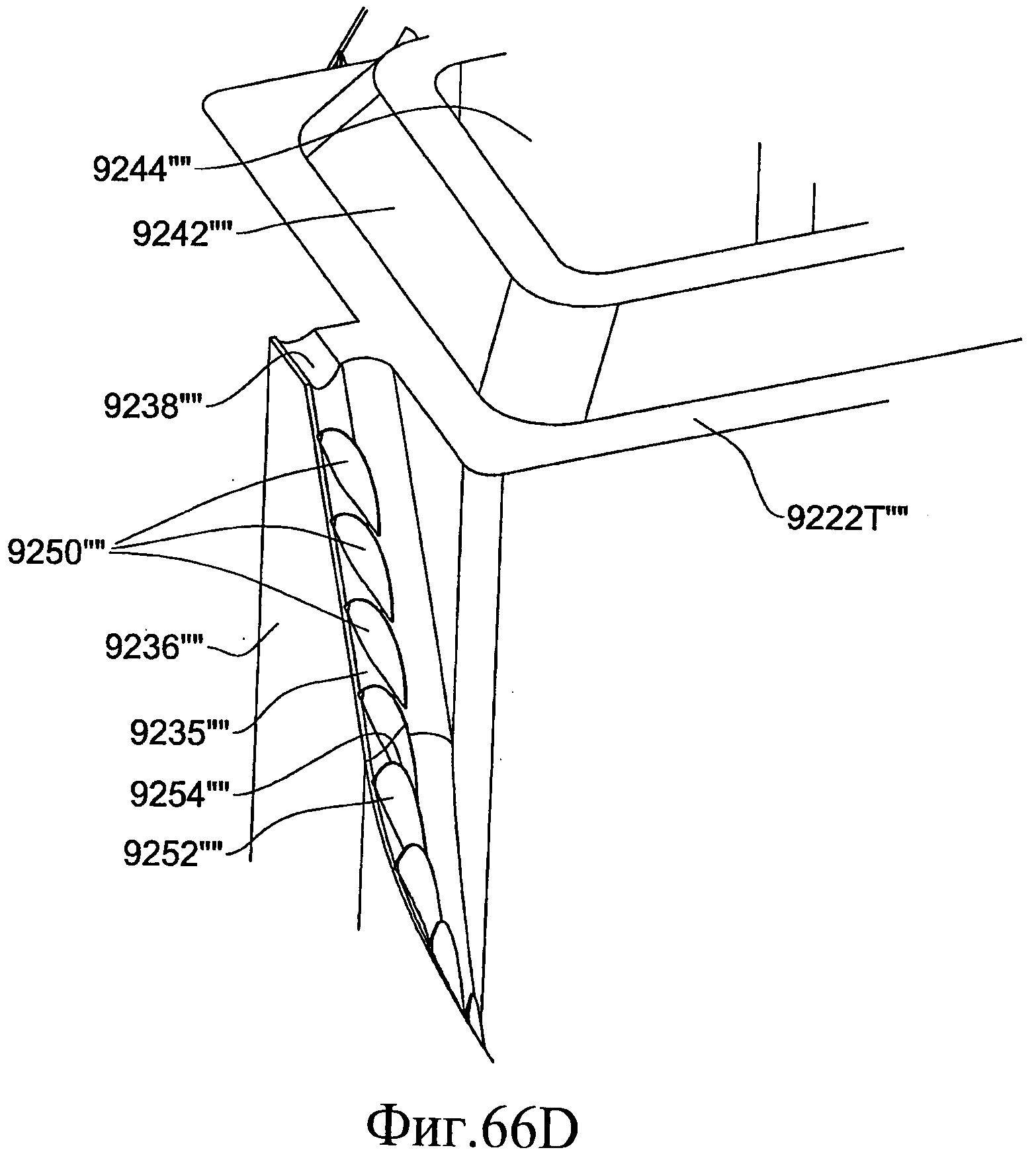
На фиг. 66А-66С соответственно схематически показаны перспективный вид и виды спереди и сверху режущей вставки согласно еще одному из вариантов реализации.
На фиг. 66D схематически показано увеличенное изображение детали R, показанной на фиг. 66А.
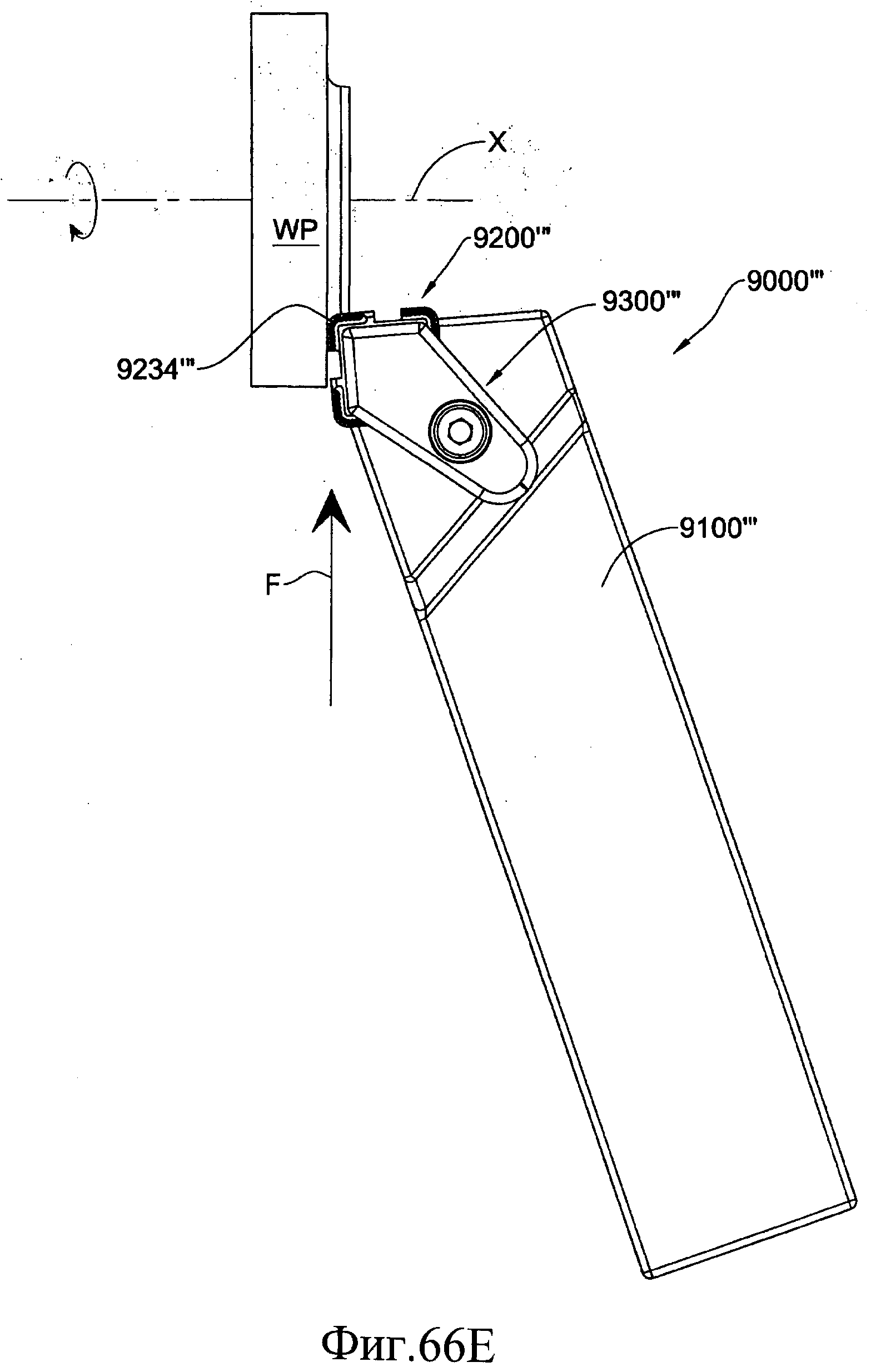
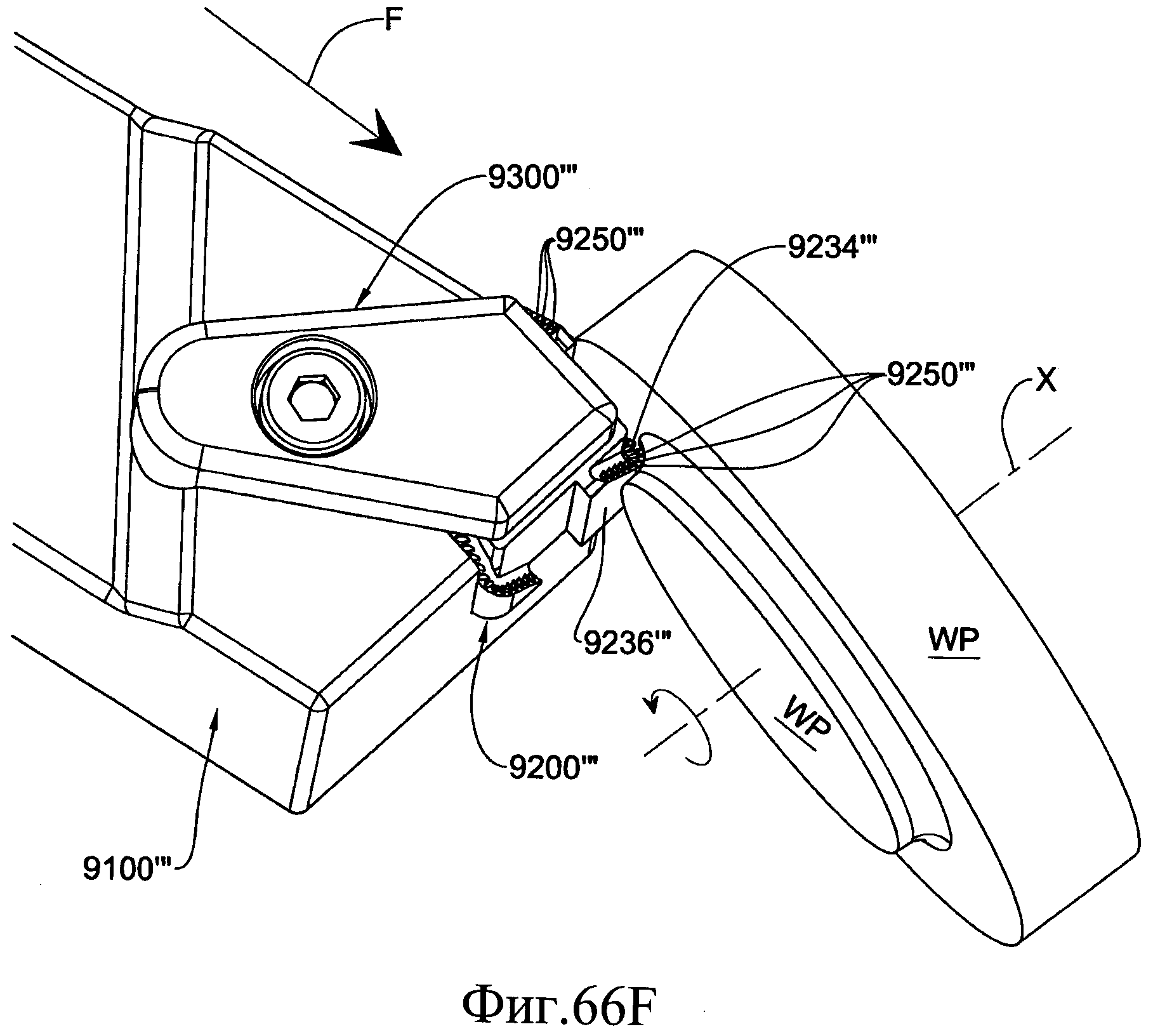
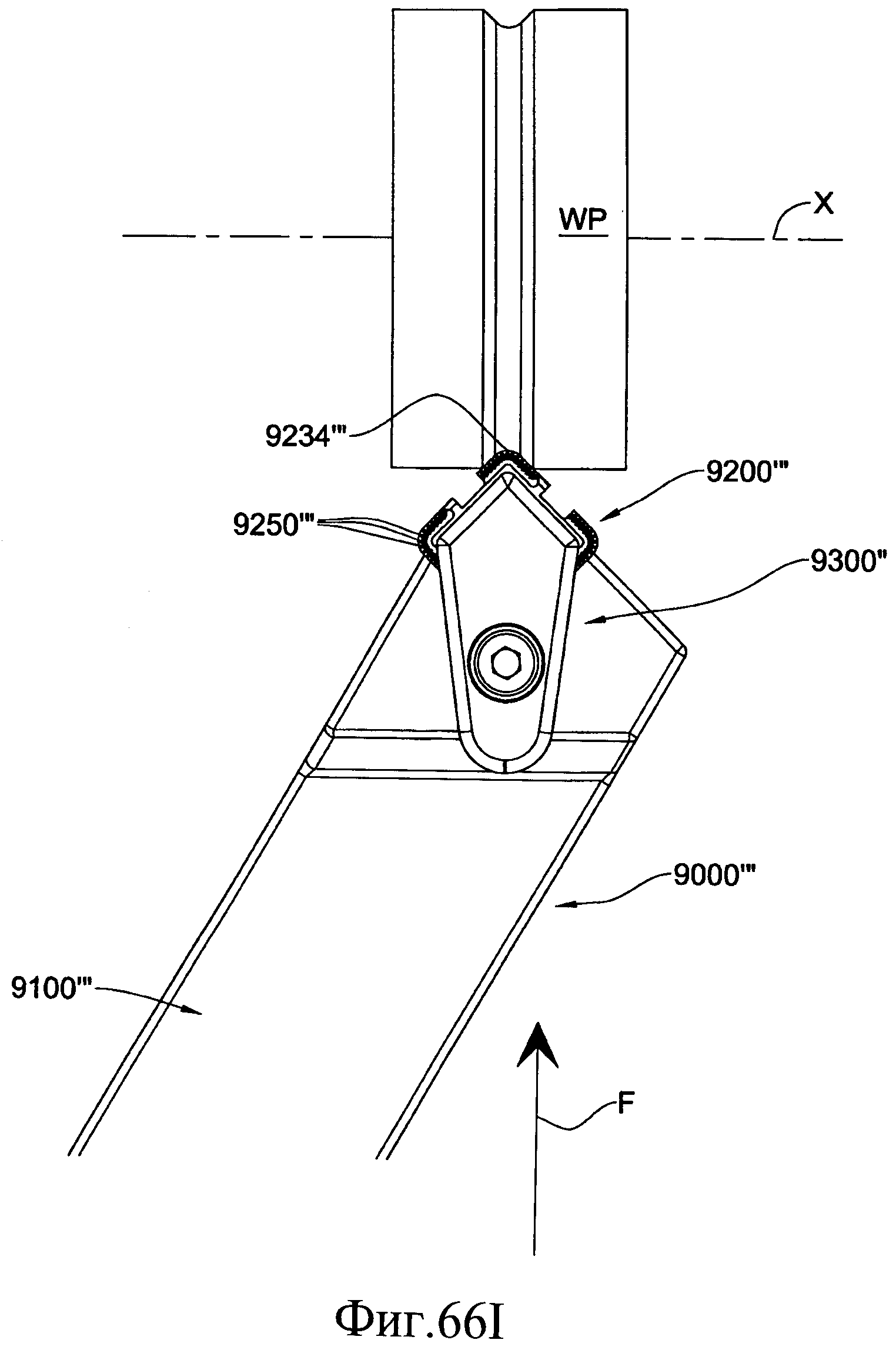
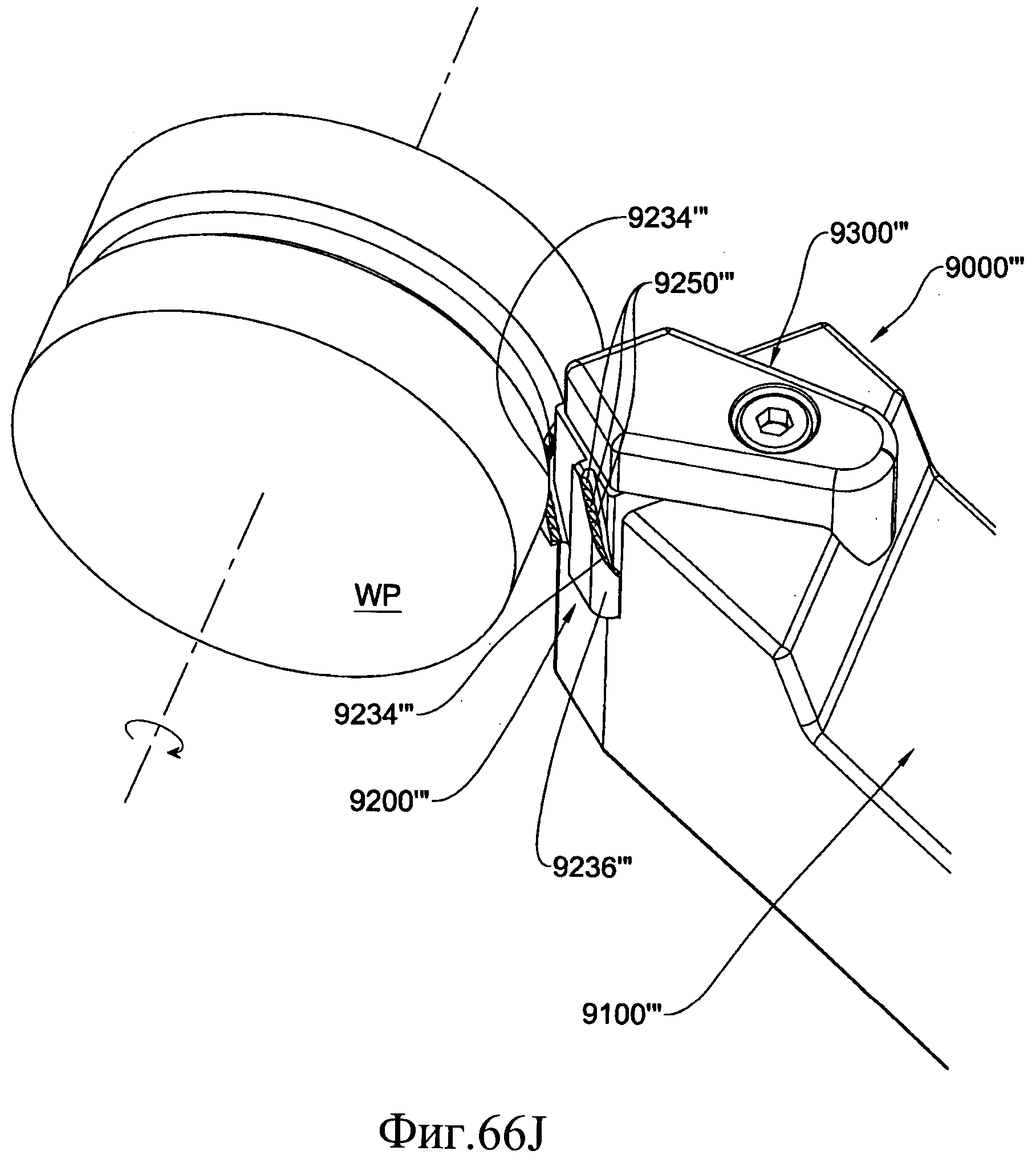
На фиг. 66Е и 66F схематически показаны вид сверху и перспективный вид резца, показанного на фиг. 66А, во время операции резания заготовки согласно одному из вариантов реализации.
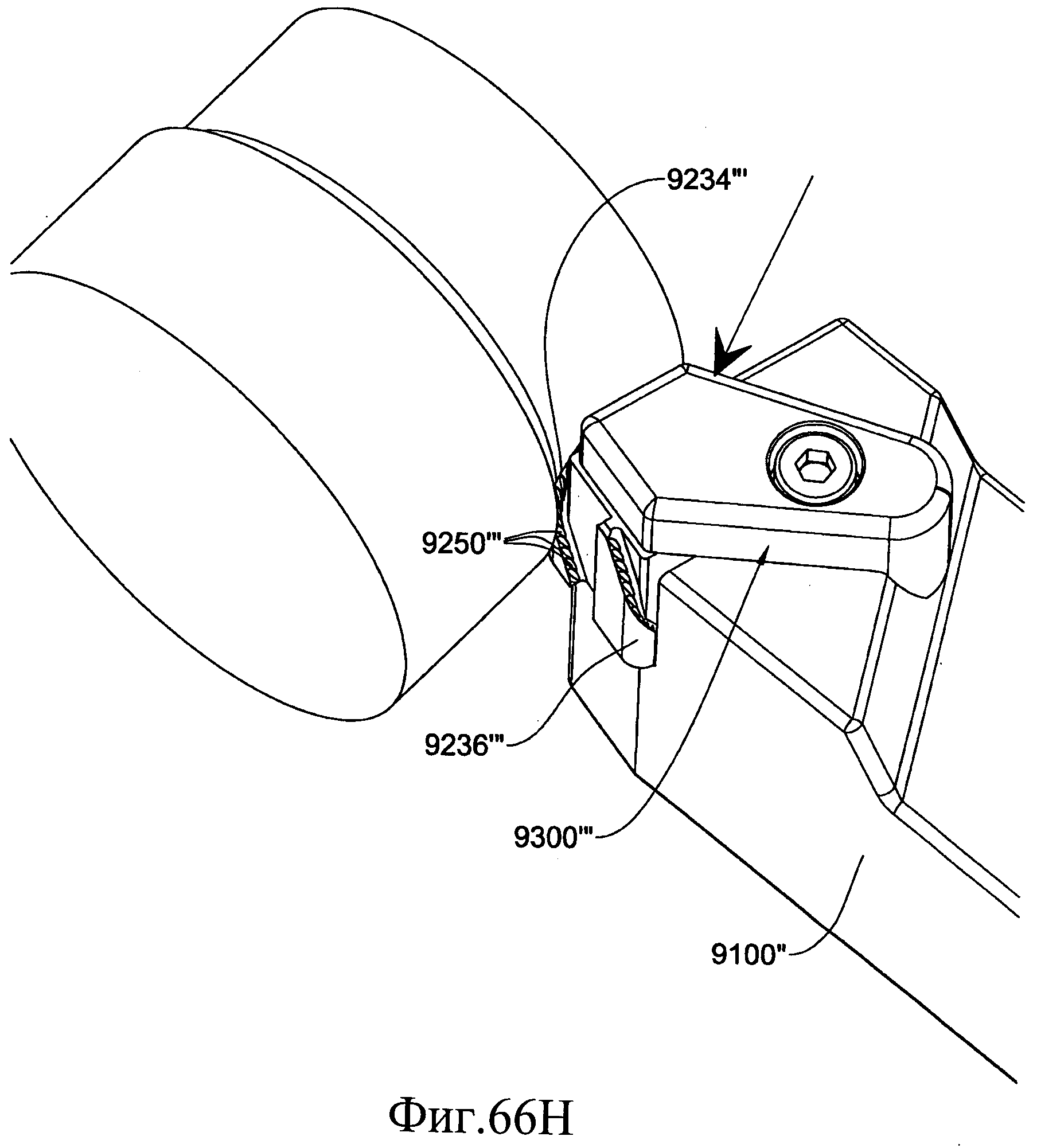
На фиг. 66G и 66Н схематически показаны вид сверху и перспективный вид резца, показанного на фиг. 66А, во время операции резания заготовки согласно еще одному из вариантов реализации.
На фиг. 661 и 66J схематически показаны вид сверху и перспективный вид резца, показанного на фиг. 66А, во время операции резания заготовки согласно еще одному из вариантов реализации.
На фиг. 67А схематически показан перспективный вид торцевой фрезы согласно описанному здесь настоящему изобретению.
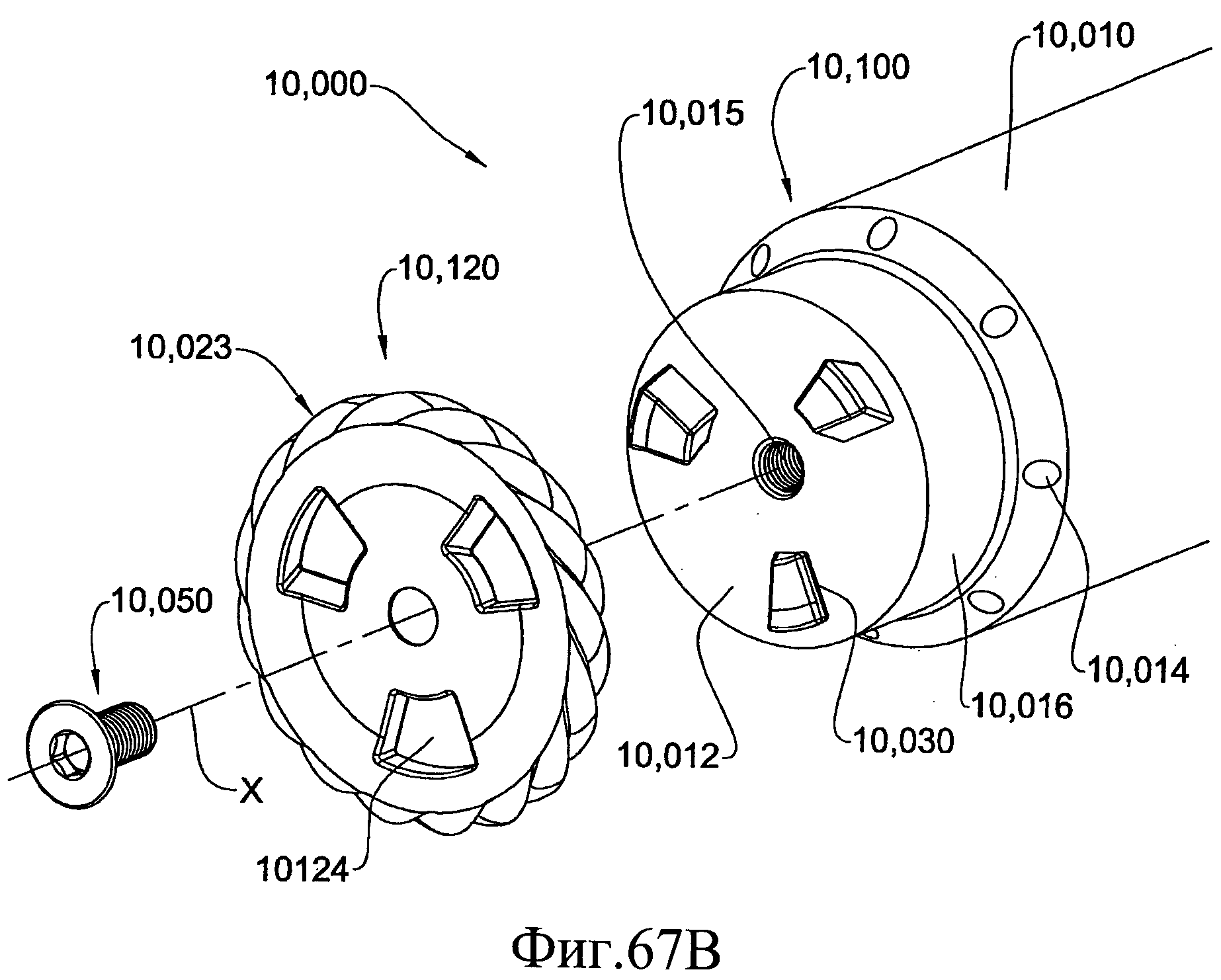
На фиг. 67 В схематически показано перспективное покомпонентное изображение торцевой фрезы, показанной на фиг. 67А.
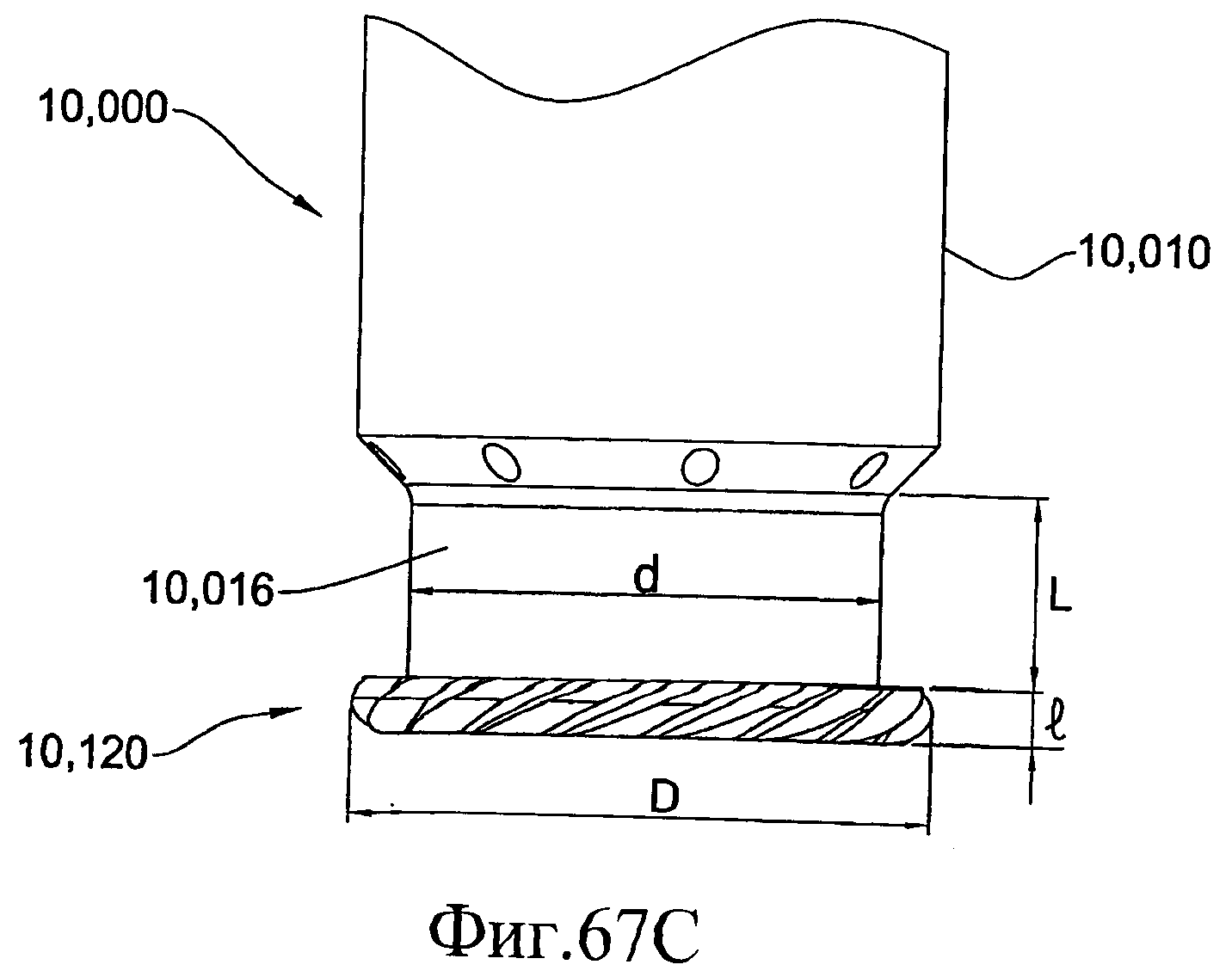
На фиг. 67С схематически показан вид спереди торцевой фрезы, показанной на фиг. 67А.
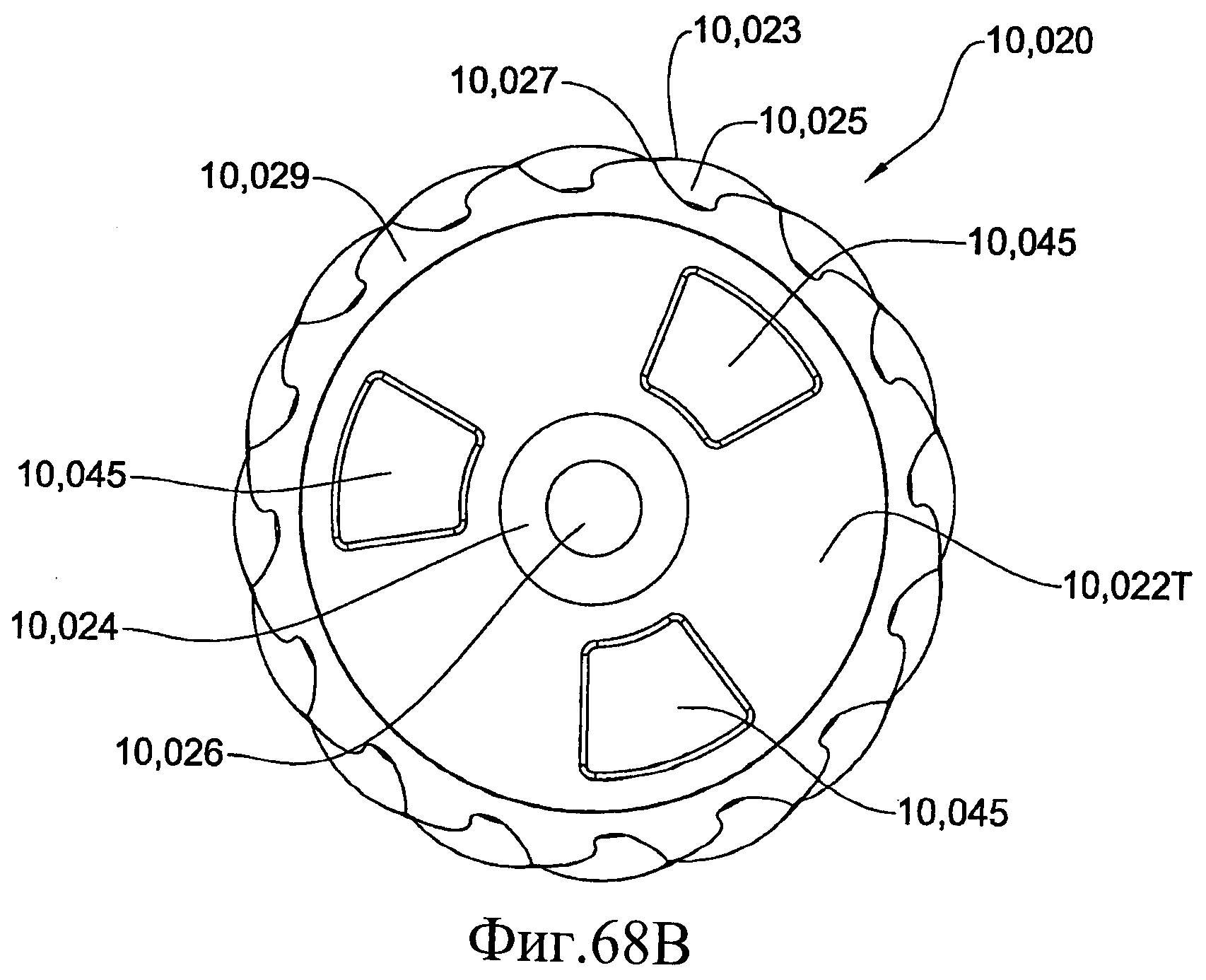
На фиг. 68А и 68 В схематически показаны перспективный вид и вид сверху режущей вставки, использованной в торцевой фрезе, показанной на фиг. 67А.
На фиг. 69 схематически показан перспективный вид режущей вставки согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 70А и 70 В схематически показан вид спереди и перспективный вид части режущей вставки, показанной на фиг. 69.
На фиг. 70С схематически показан перспективный вид режущей вставки, показанной на фиг. 69, в контакте с заготовкой во время операции резания.
На фиг. 70D и 70Е схематически показаны перспективные виды спереди и сверху режущей полосы режущей вставки, показанной на фиг. 69.
На фиг. 71А-71С соответственно схематически показаны перспективный вид и виды спереди и сбоку режущей вставки согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 71D схематически показано увеличенное изображение части режущей вставки, показанной на фиг. 71А.
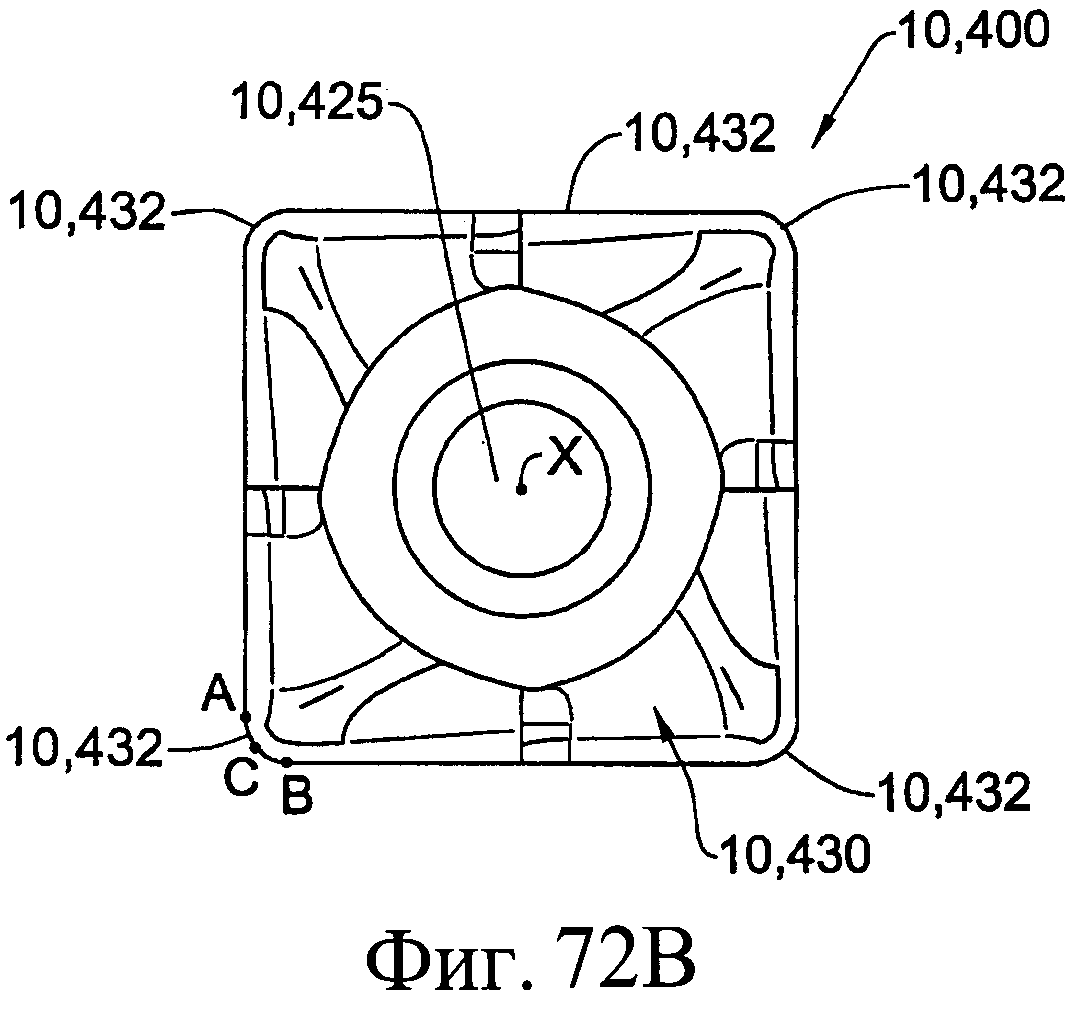
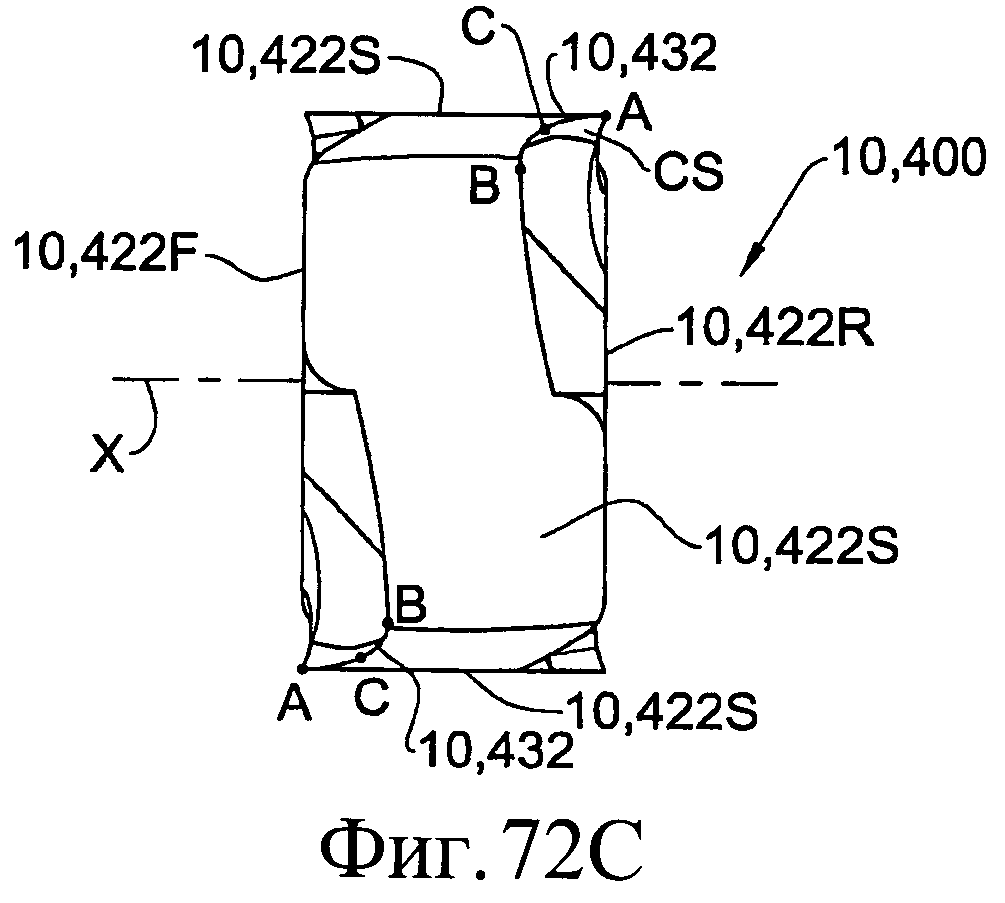
На фиг. 72А-72С соответственно схематически показаны перспективный вид и виды спереди и сбоку режущей вставки согласно еще одному из вариантов реализации настоящего изобретения.
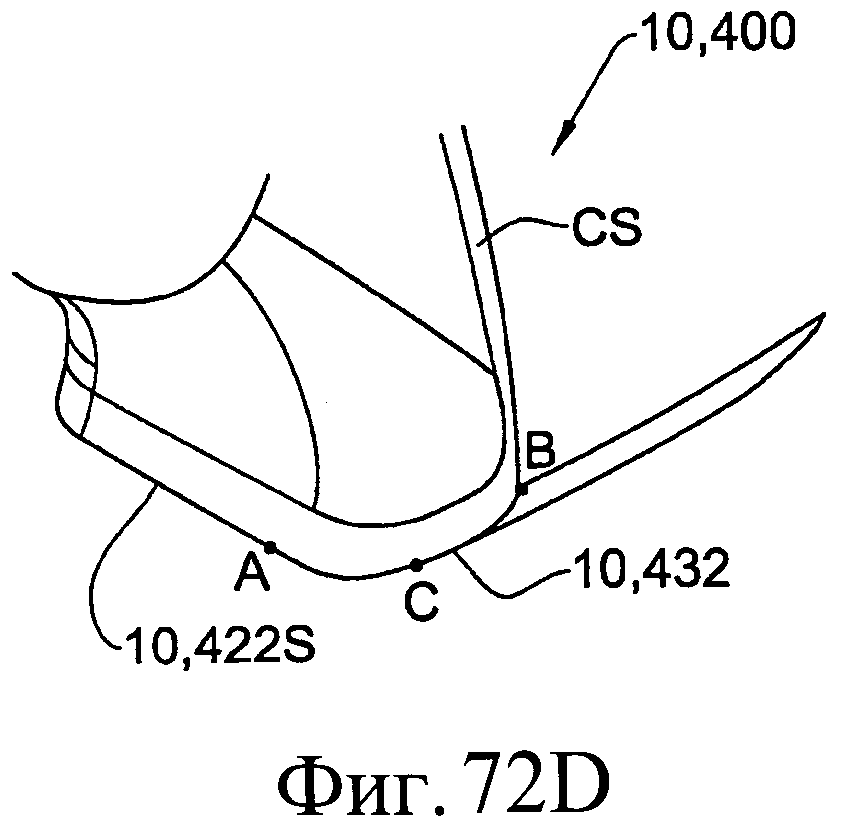
На фиг. 72D схематически показано увеличенное изображение части режущей вставки, показанной на фиг. 72А.
На фиг. 73А схематически показан перспективный вид резца, содержащего режущую вставку согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 73 В схематически показан перспективный вид режущей вставки, показанной на фиг. 73А.
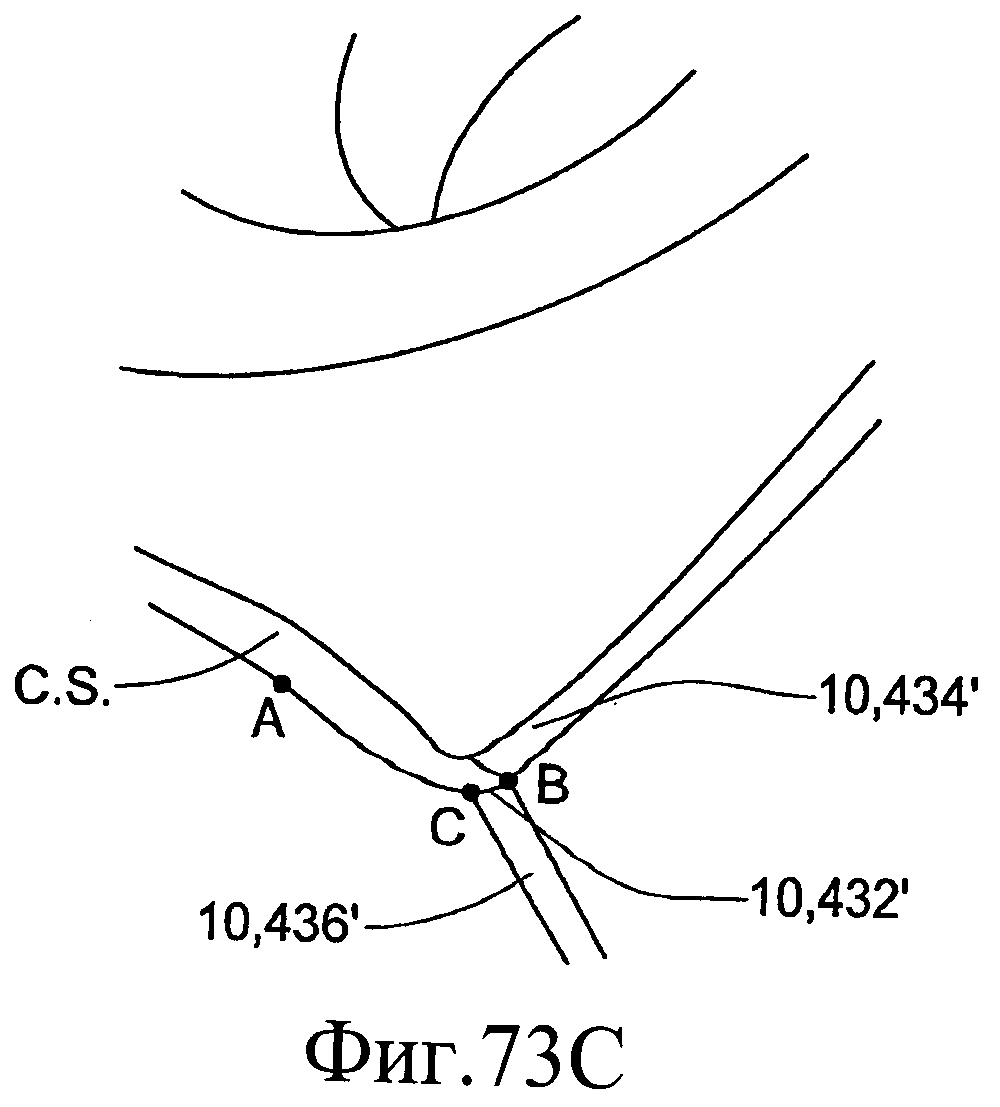
На фиг. 73С схематически показано увеличенное изображение части режущей вставки, показанной на фиг. 73В.
На фиг. 74А-74С соответственно схематически показаны перспективный вид, и виды спереди и сбоку режущей вставки согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 74D схематически показано увеличенное изображение части режущей вставки, показанной на фиг. 74А.
На фиг. 75А-75С соответственно схематически показаны перспективный вид и виды спереди и сбоку режущей вставки согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 75D схематически показано увеличенное изображение части режущей вставки, показанной на фиг. 75А.
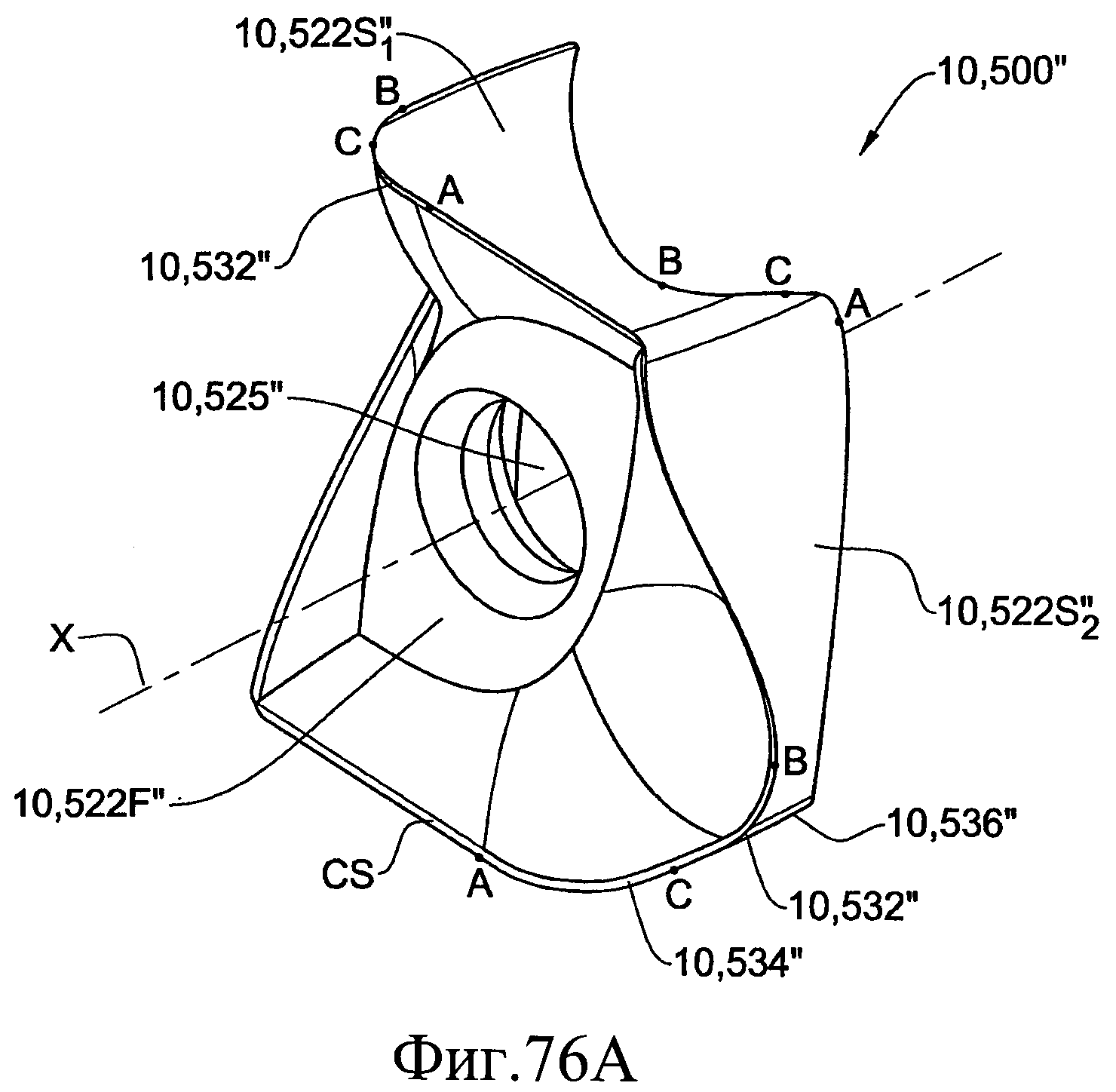
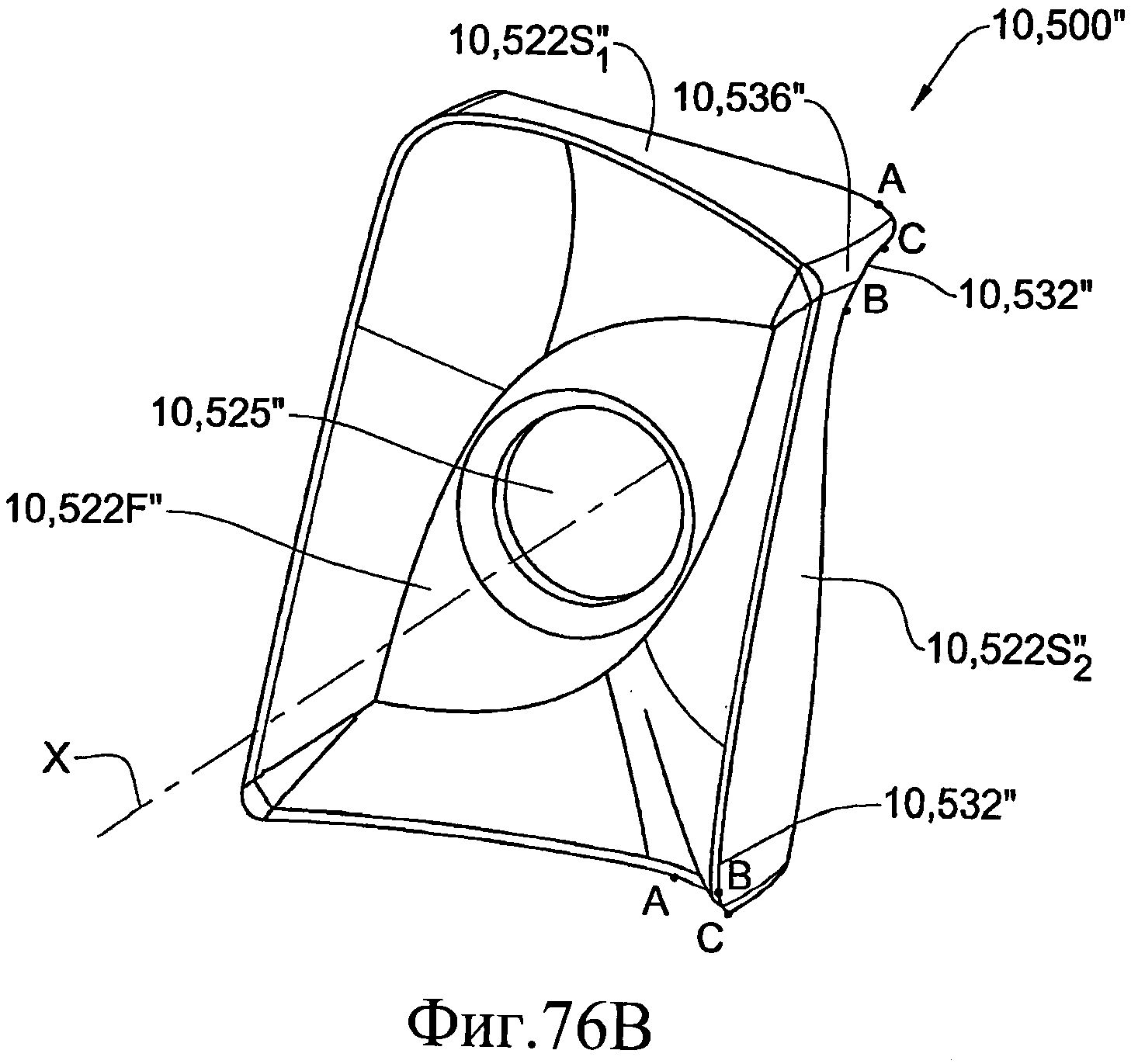
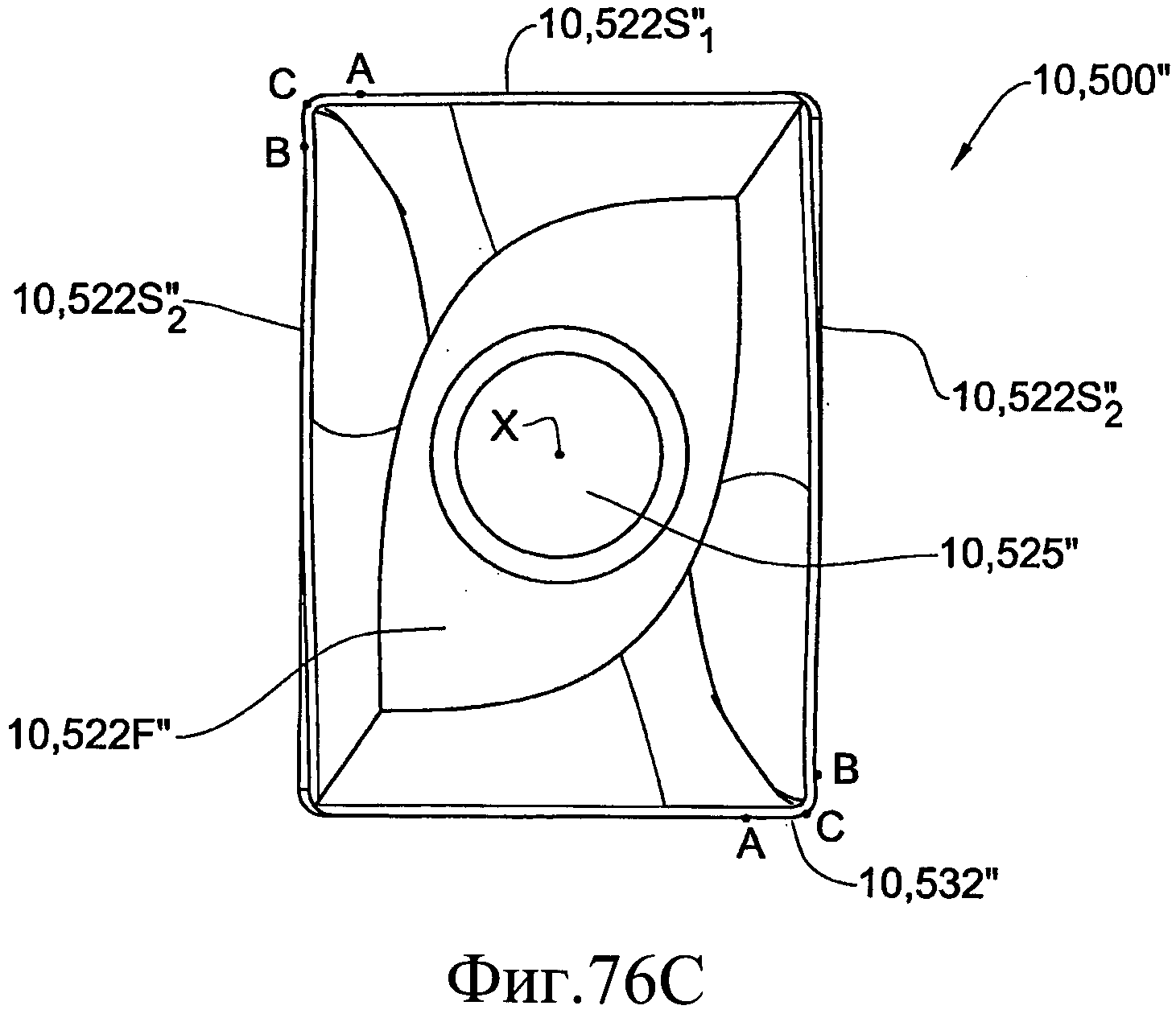
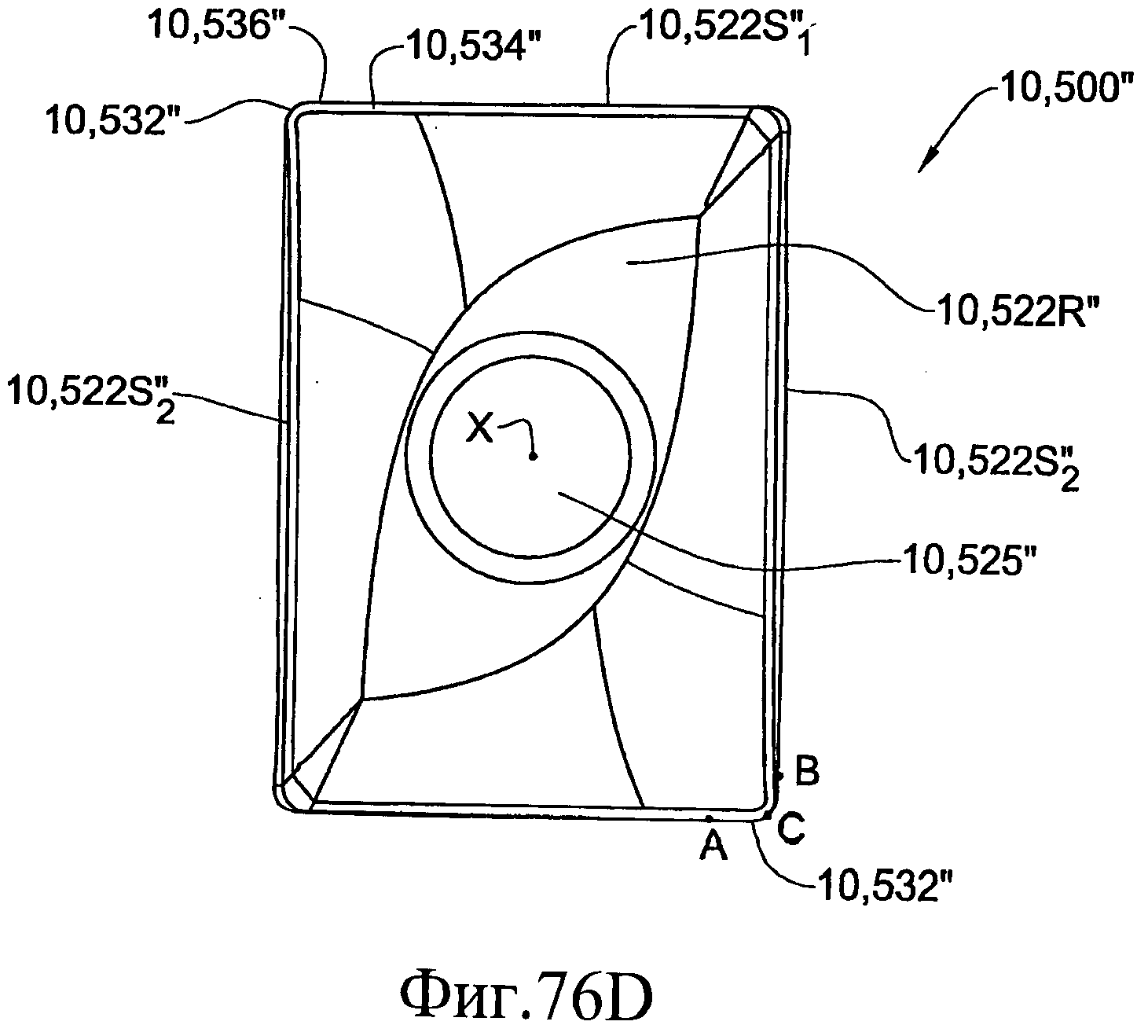
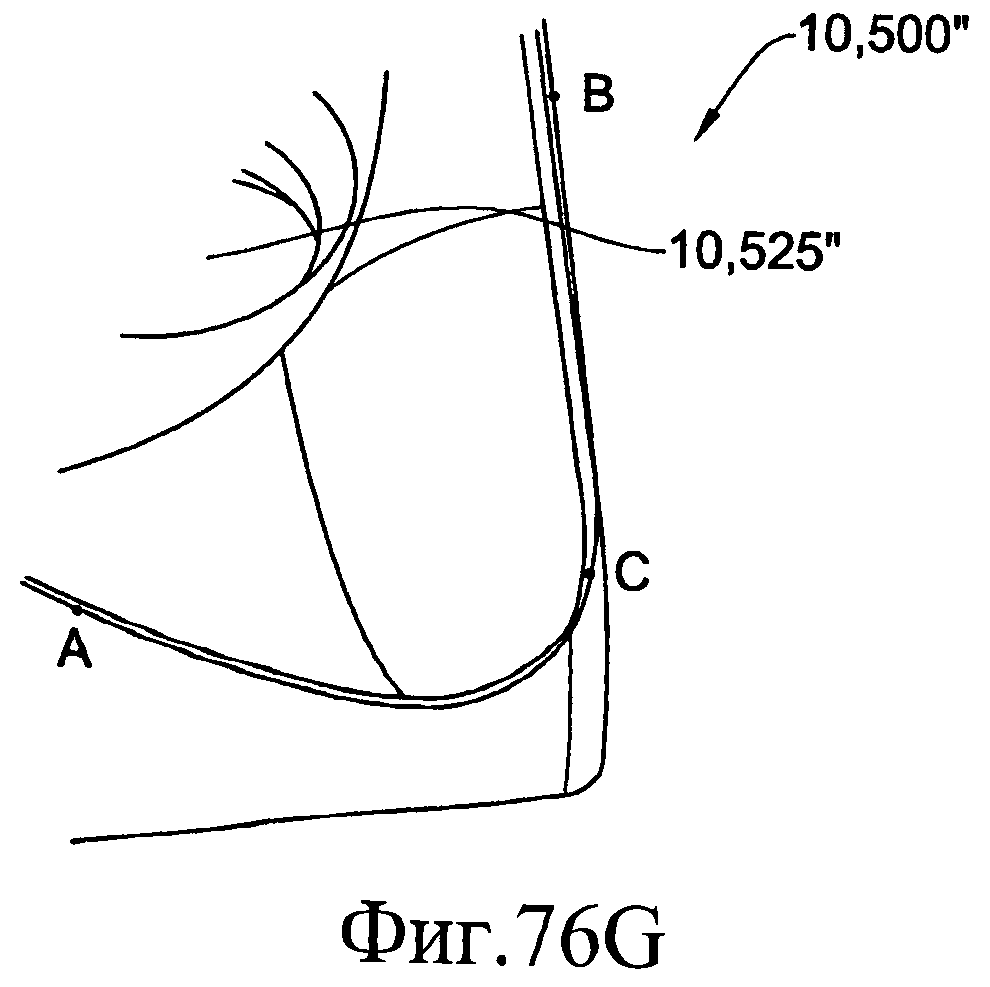
На фиг. 76A-76D соответственно схематически показаны перспективный вид, перспективный вид сбоку и виды спереди и сзади режущей вставки согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 76Е схематически показан вид справа режущей вставки, показанной на фиг. 76А.
На фиг. 76F схематически показан вид слева режущей вставки, показанной на фиг. 76А.
На фиг. 76G схематически показано увеличенное изображение части режущей вставки, показанной на фиг. 76A-76D.
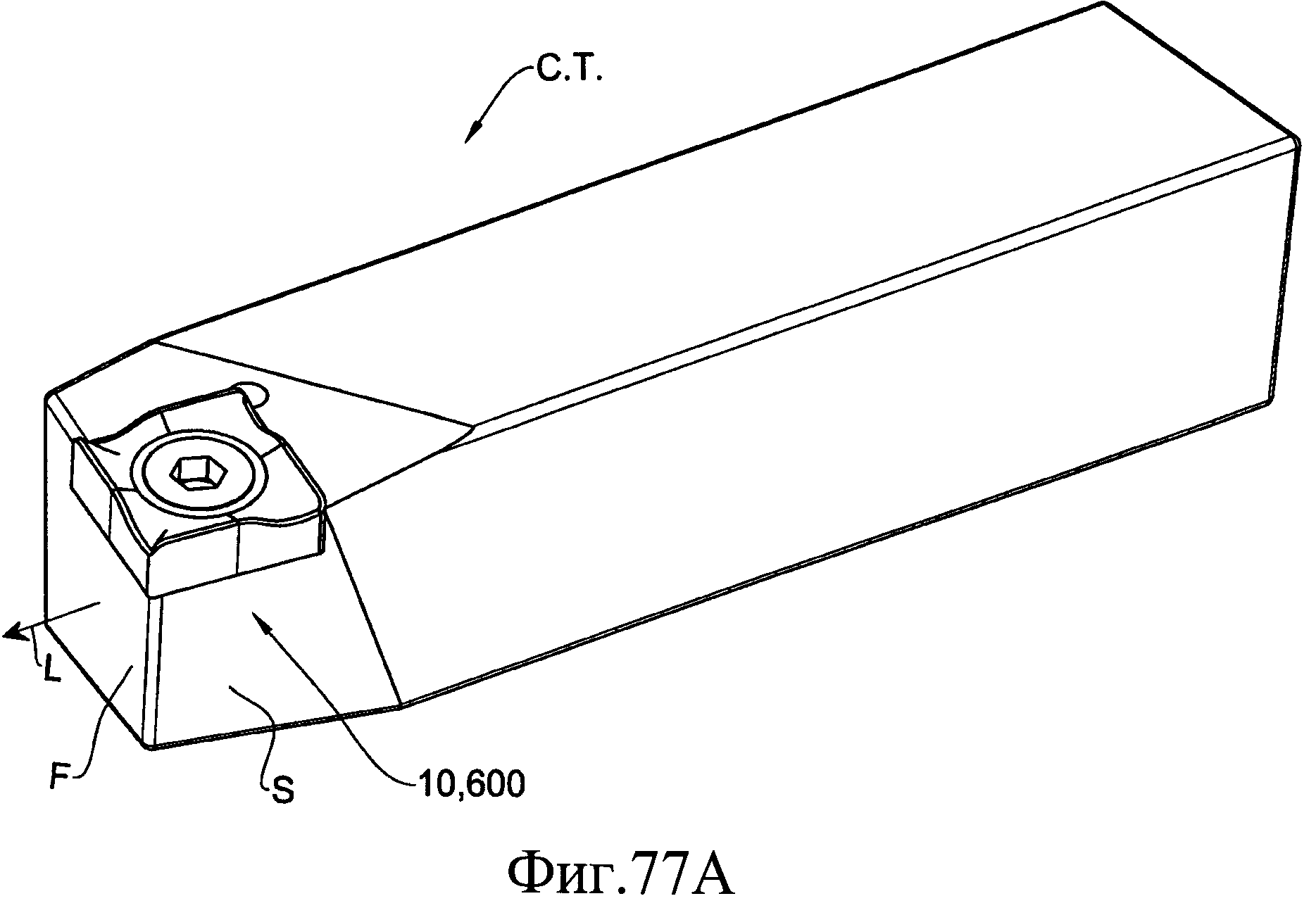
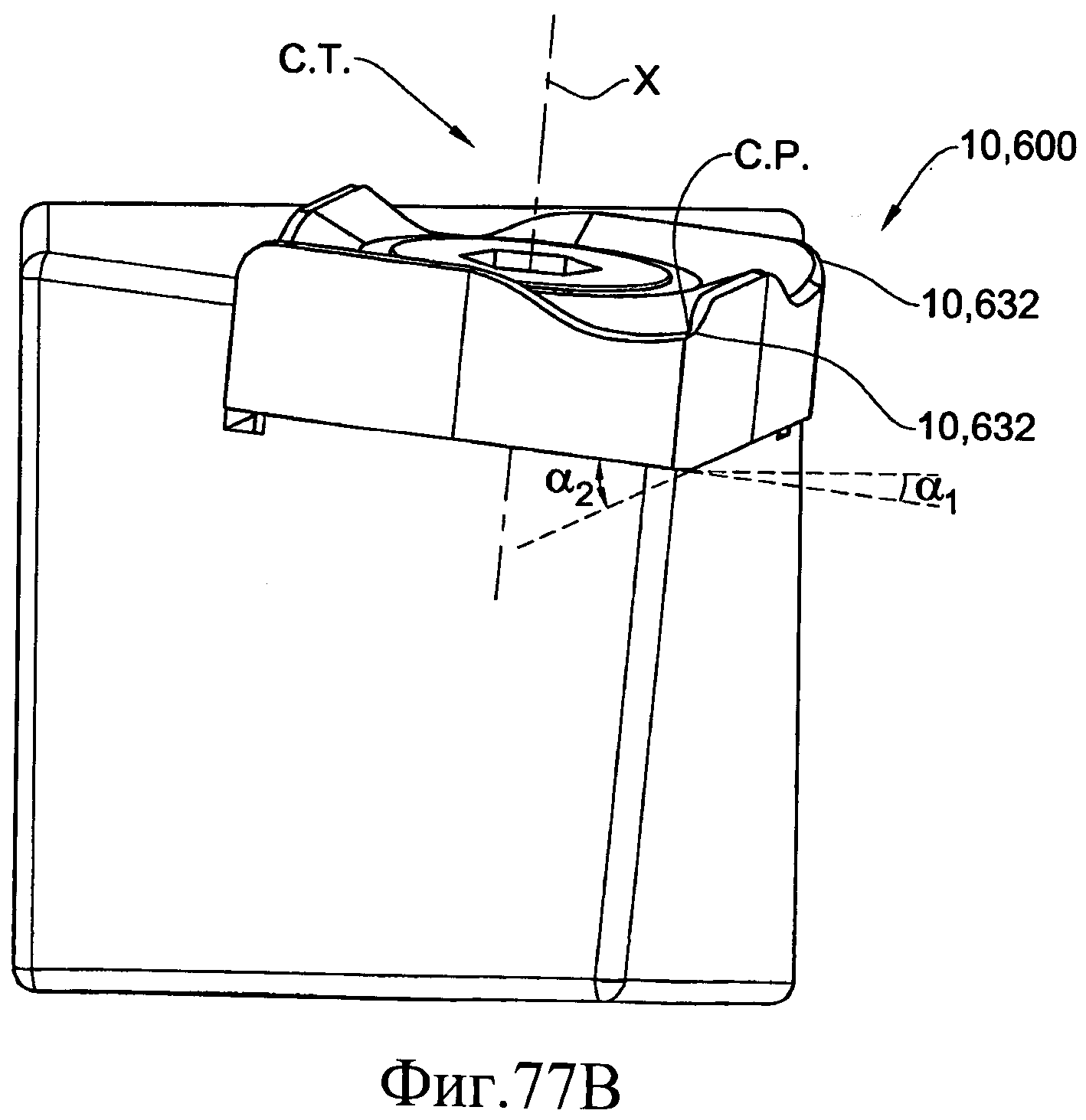
На фиг. 77А и 77 В схематически показаны перспективный вид и вид спереди резца, содержащего встроенную режущую вставку, согласно еще одному из вариантов реализации настоящего изобретения.
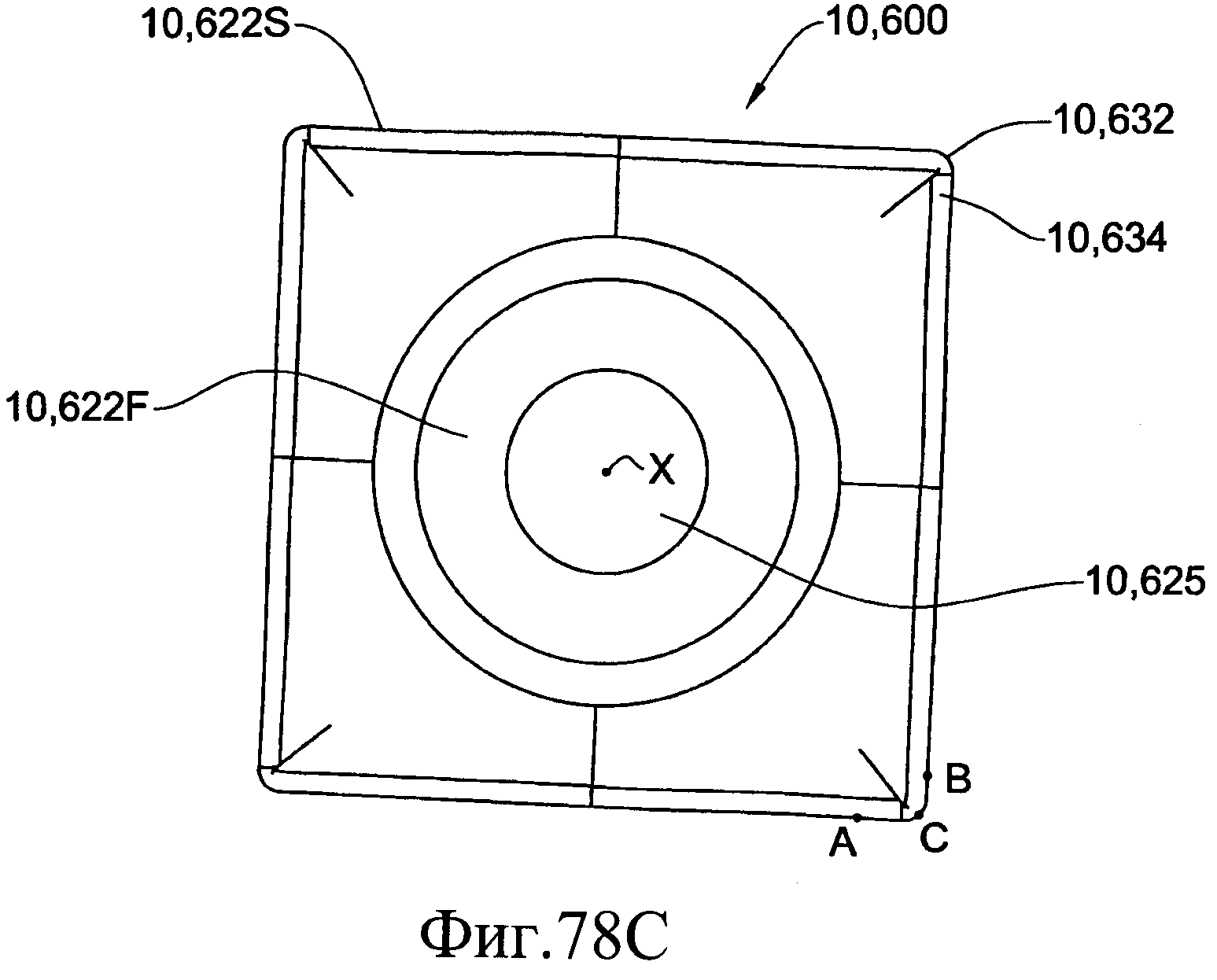
На фиг. 78А-78С соответственно схематически показаны перспективный вид, частный увеличенный вид и вид сверху режущей вставки, использованной в резце, показанном на фиг. 77А и 77В.
На фиг. 79 схематически показан перспективный вид резца, содержащего встроенную режущую вставку согласно еще одному из вариантов реализации настоящего изобретения.
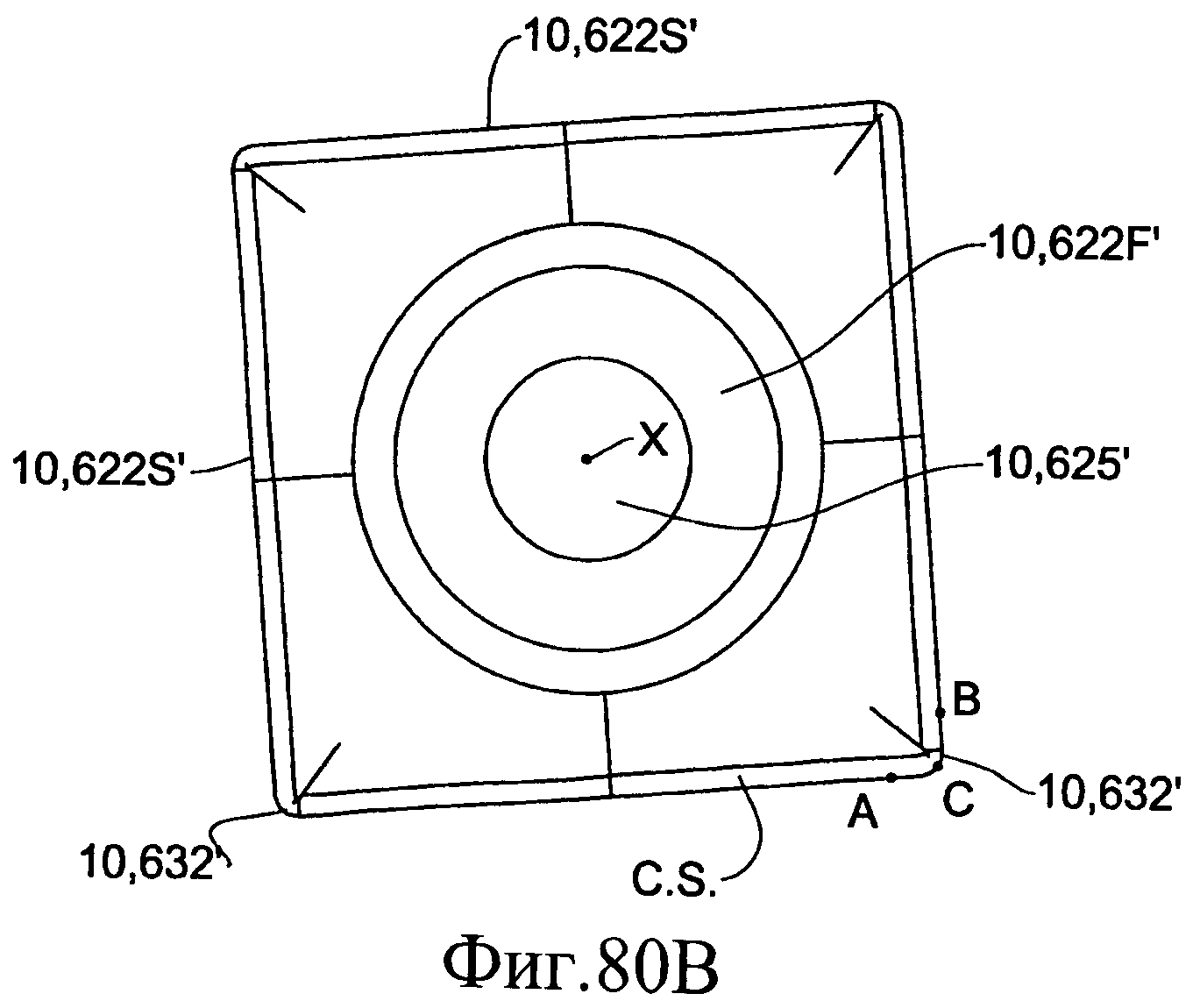
На фиг. 80А и 80В схематически показаны перспективный вид и вид сверху режущей вставки, использованной в резце, показанном на фиг. 79.
На фиг. 80С схематически показано увеличенное изображение части режущей вставки, показанной на фиг. 80А.
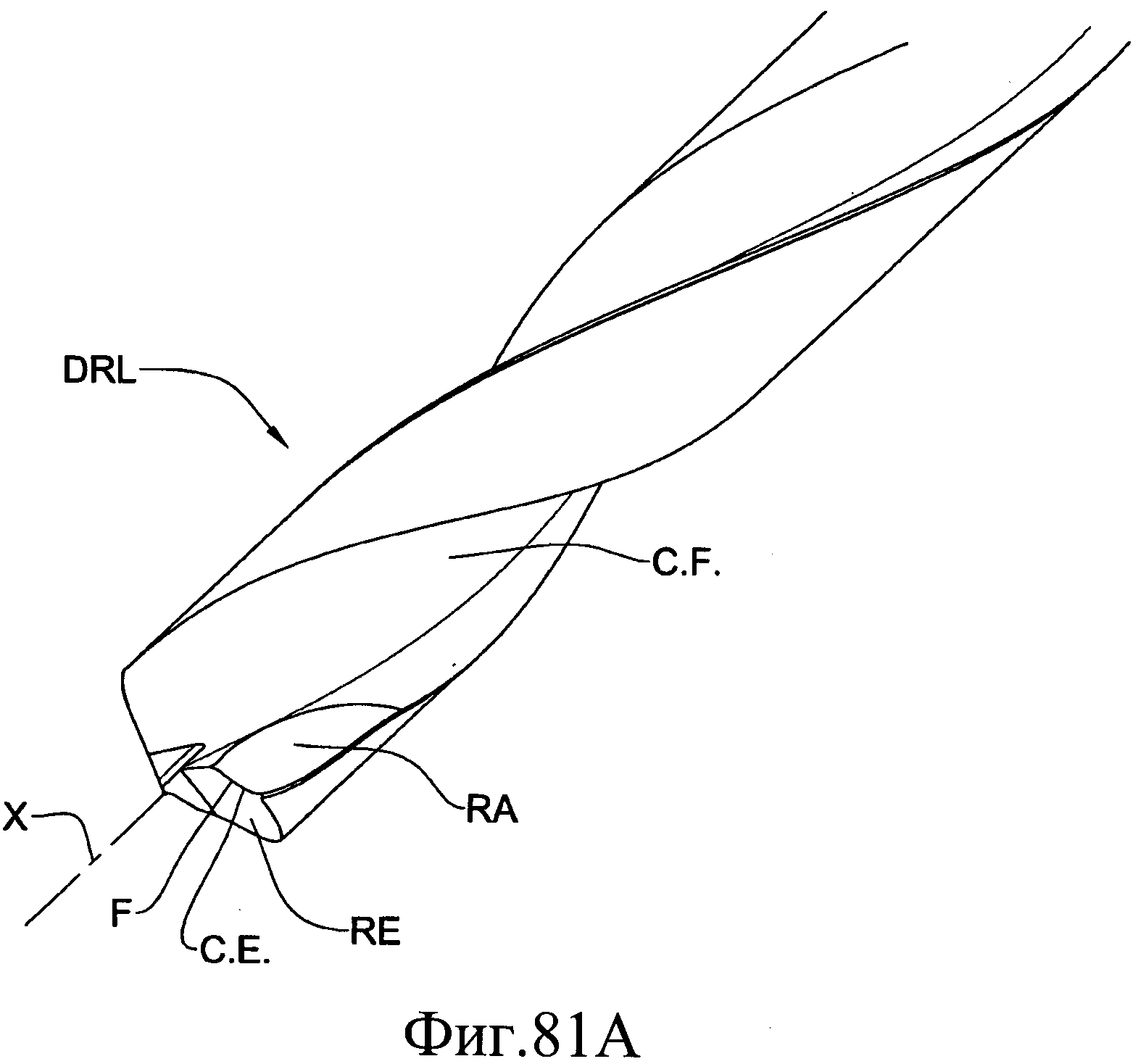
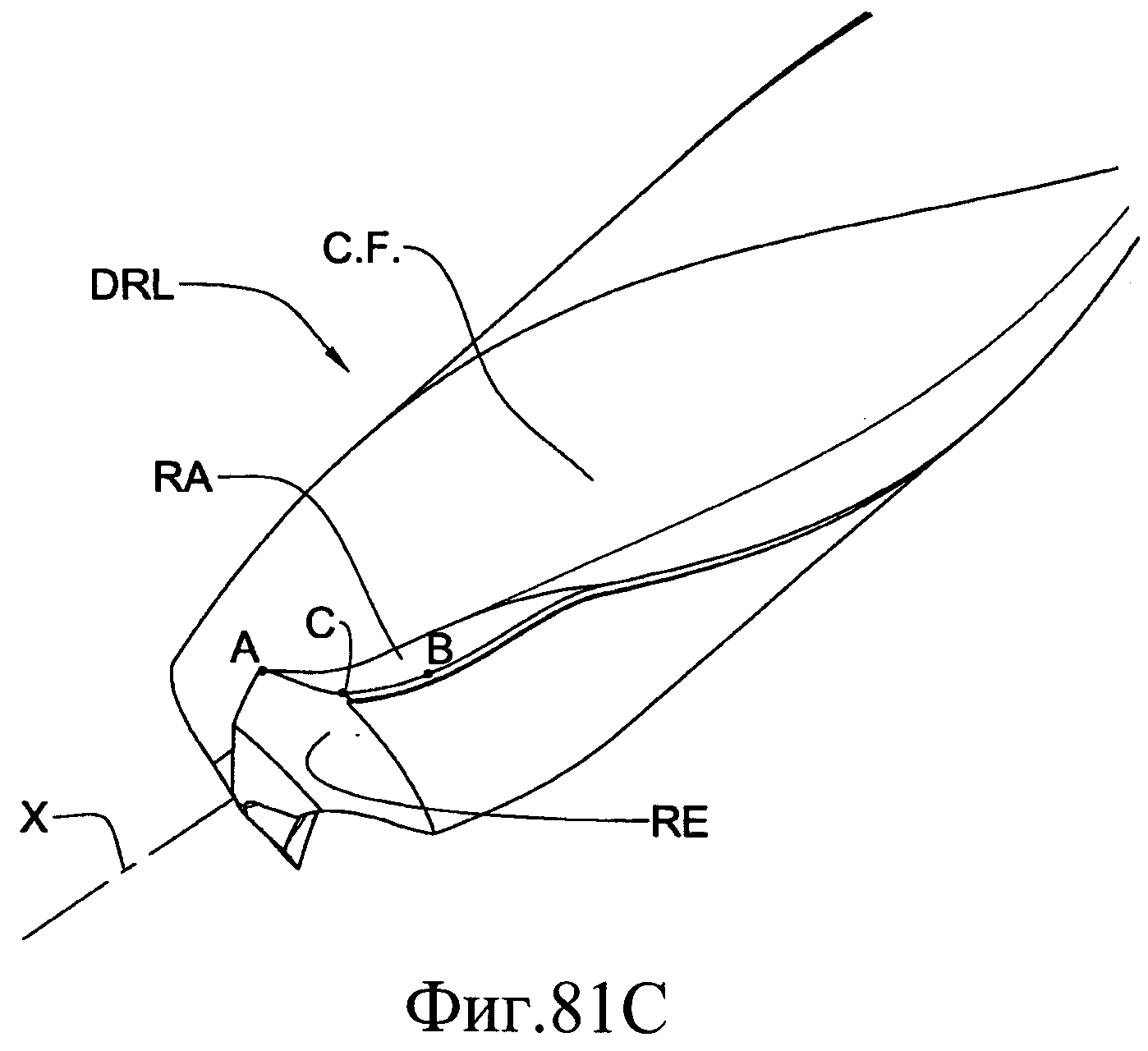
На фиг. 81A-81D соответственно схематически показаны перспективный вид, наклонно-перспективный вид, увеличенный вид и вид спереди сверла согласно одному из вариантов реализации настоящего изобретения.
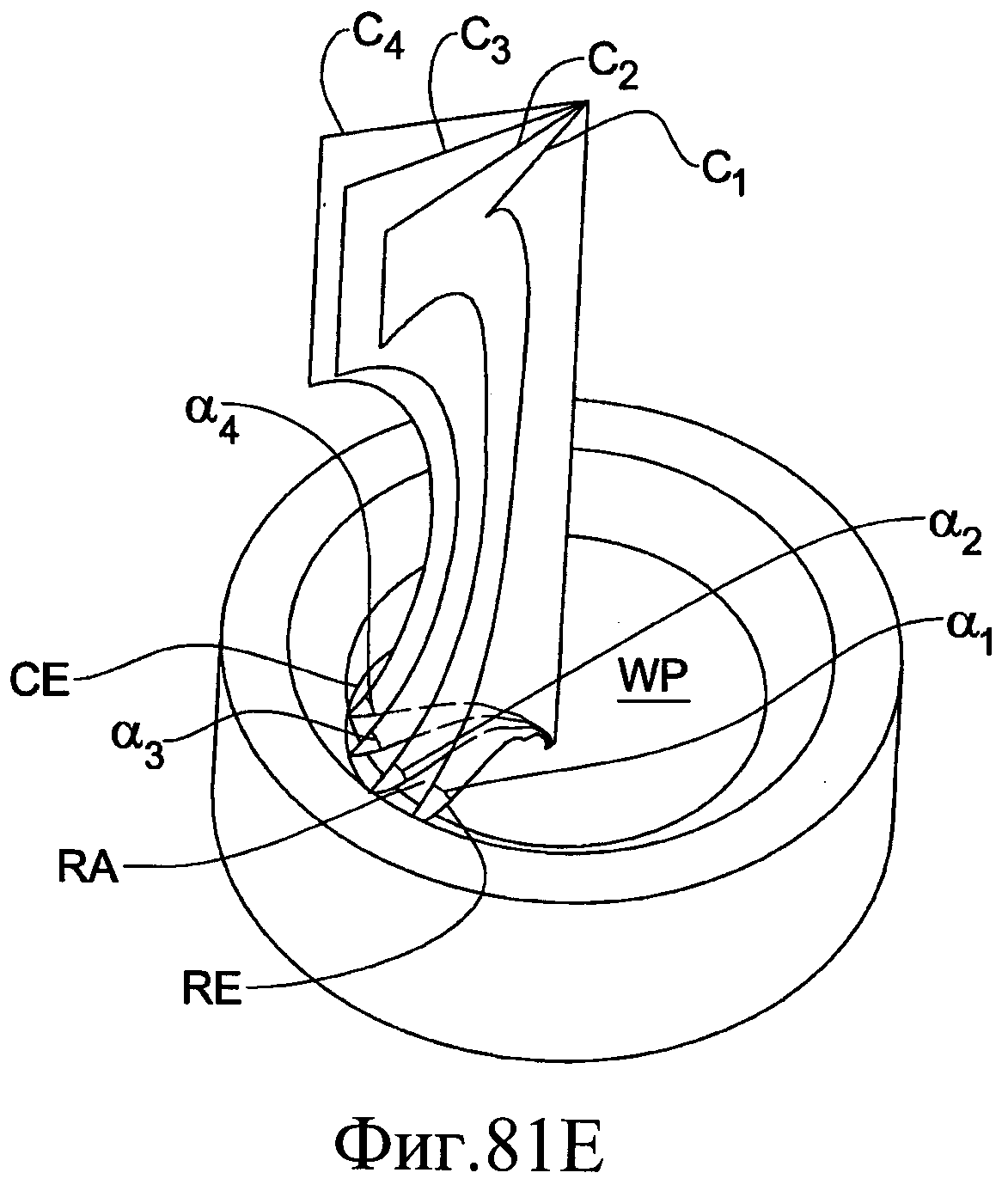
На фиг. 81Е и 81F схематически показаны перспективные виды в разрезе сверла, показанного на фиг. 81A-81D, вдоль плоскостей, содержащих центральную ось сверла, показанные во время операции сверления в контакте с заготовкой.
На фиг. 81G схематически показано сечение сверла, расположенного в отверстии в заготовке во время операции сверления.
На фиг. 82А-82Е соответственно схематически показаны сечения сверла, показанного на фиг. 81A-81D, вдоль плоскостей, содержащих центральную ось сверла, во время операции сверления в контакте с заготовкой.
На фиг. 83А-83С соответственно схематически показаны перспективный вид и виды слева и спереди сверла согласно еще одному из вариантов реализации настоящего изобретения.
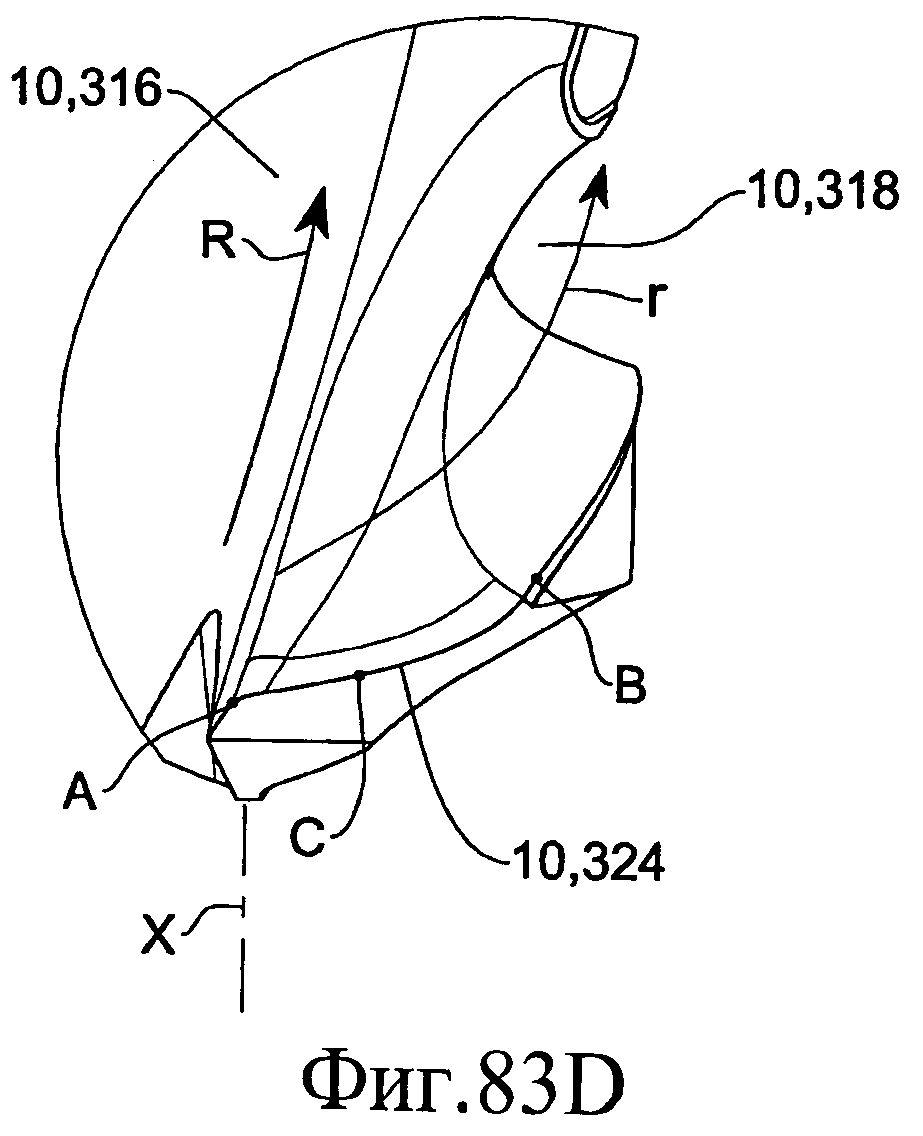
На фиг. 83D схематически показано увеличенное изображение части сверла, показанного на фиг. 83С.
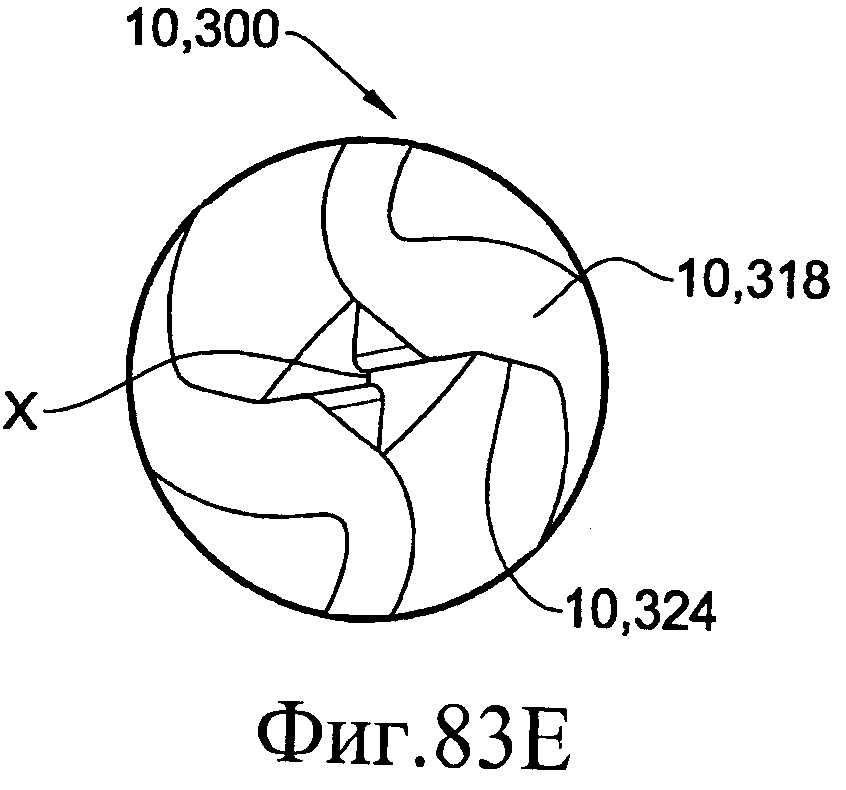
На фиг. 83Е схематически показан вид снизу сверла, показанного на фиг. 83А-83С.
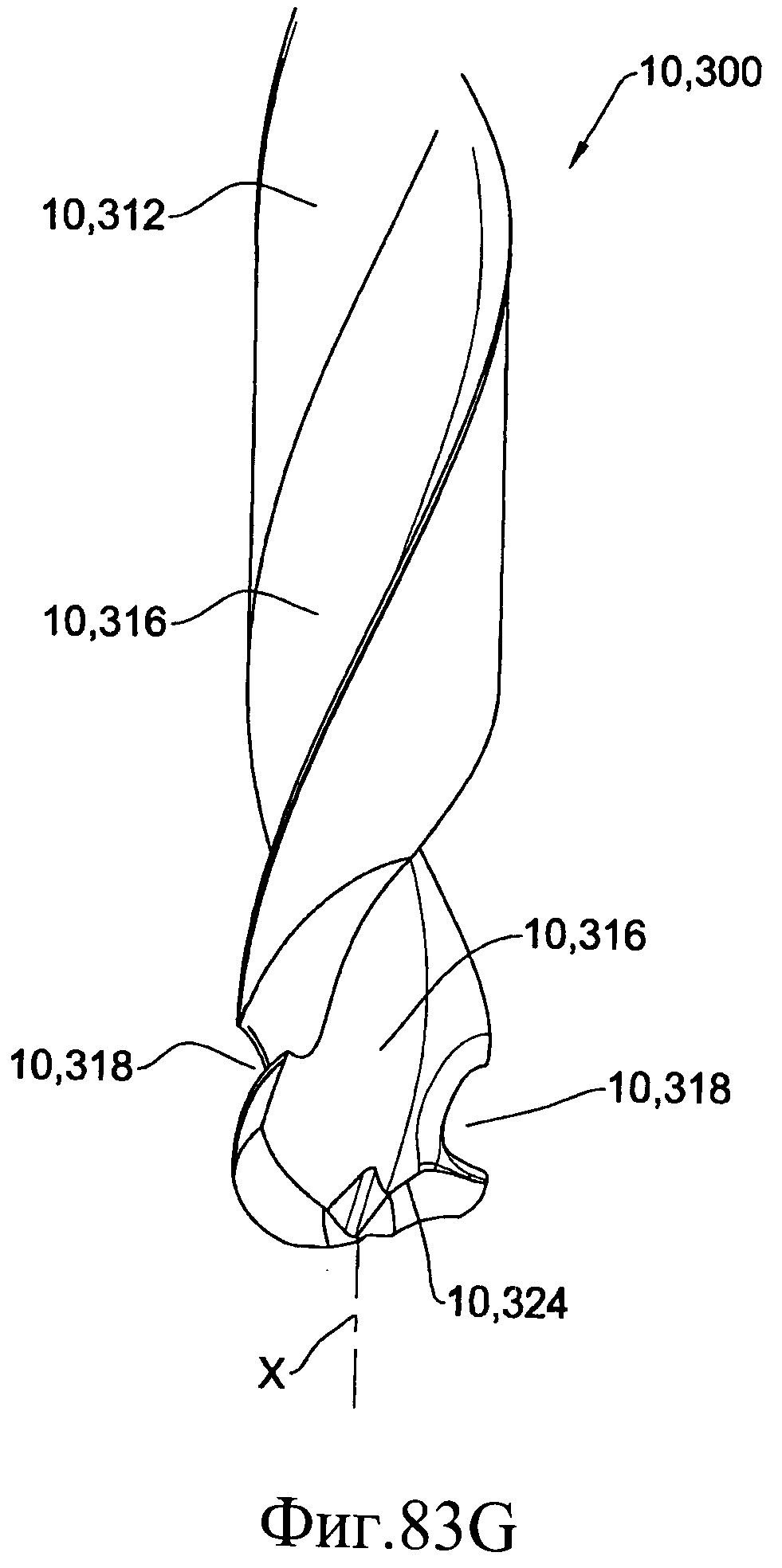
На фиг. 83F и 83G схематически показаны перспективный вид слева и перспективный вид спереди сверла, показанного на фиг. 83А-83С.
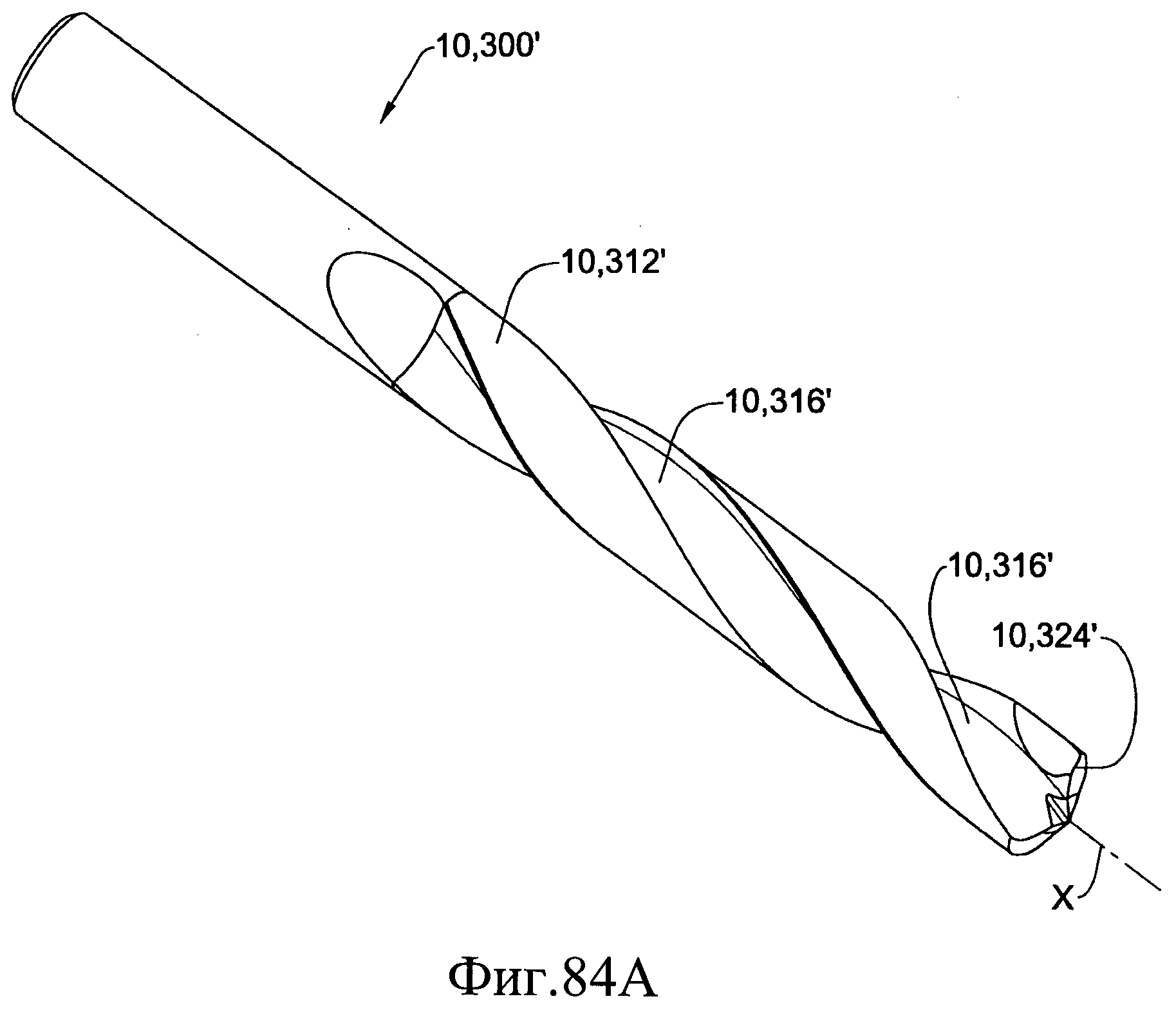
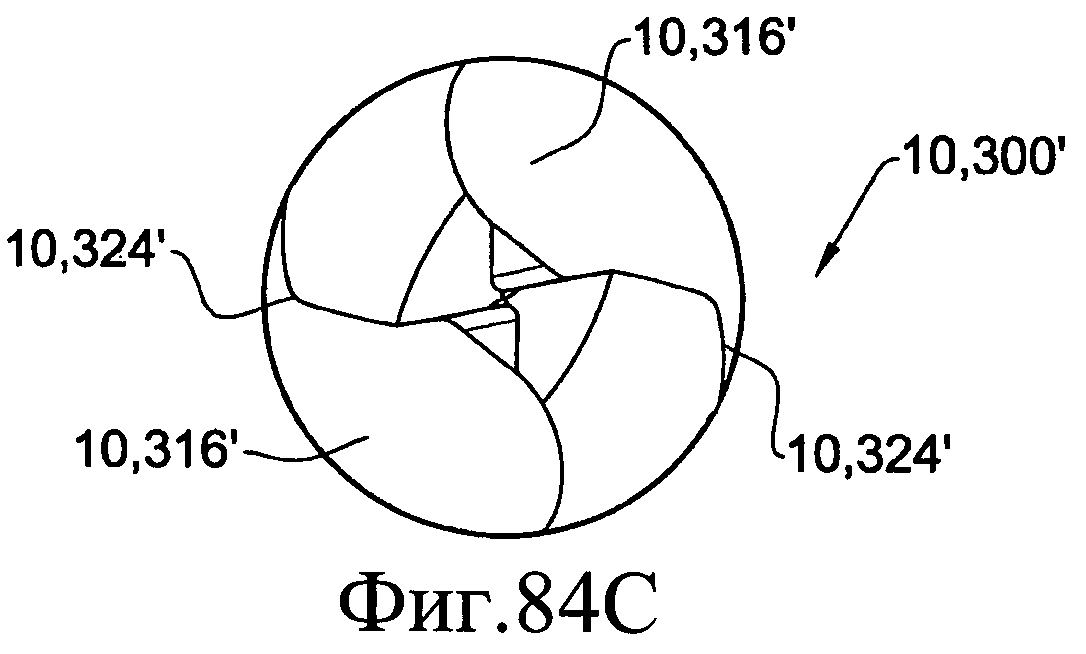
На фиг. 84А-84С соответственно схематически показаны перспективный вид и виды спереди и снизу сверла согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 84D схематически показан перспективный вид спереди сверла, показанного на фиг. 84А-84С.
На фиг. 84Е схематически показано увеличенное изображение части сверла, показанного на фиг. 84В.
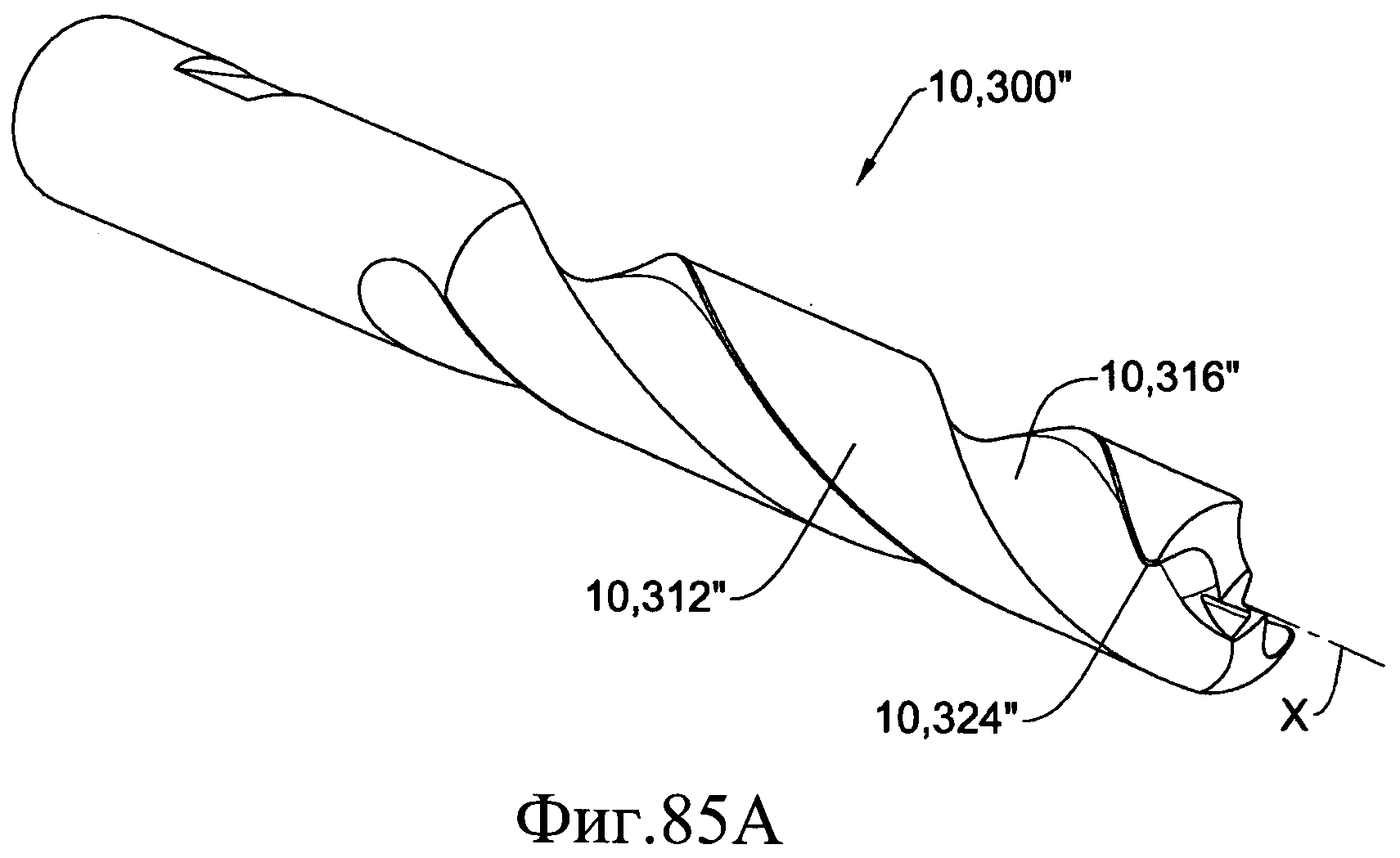
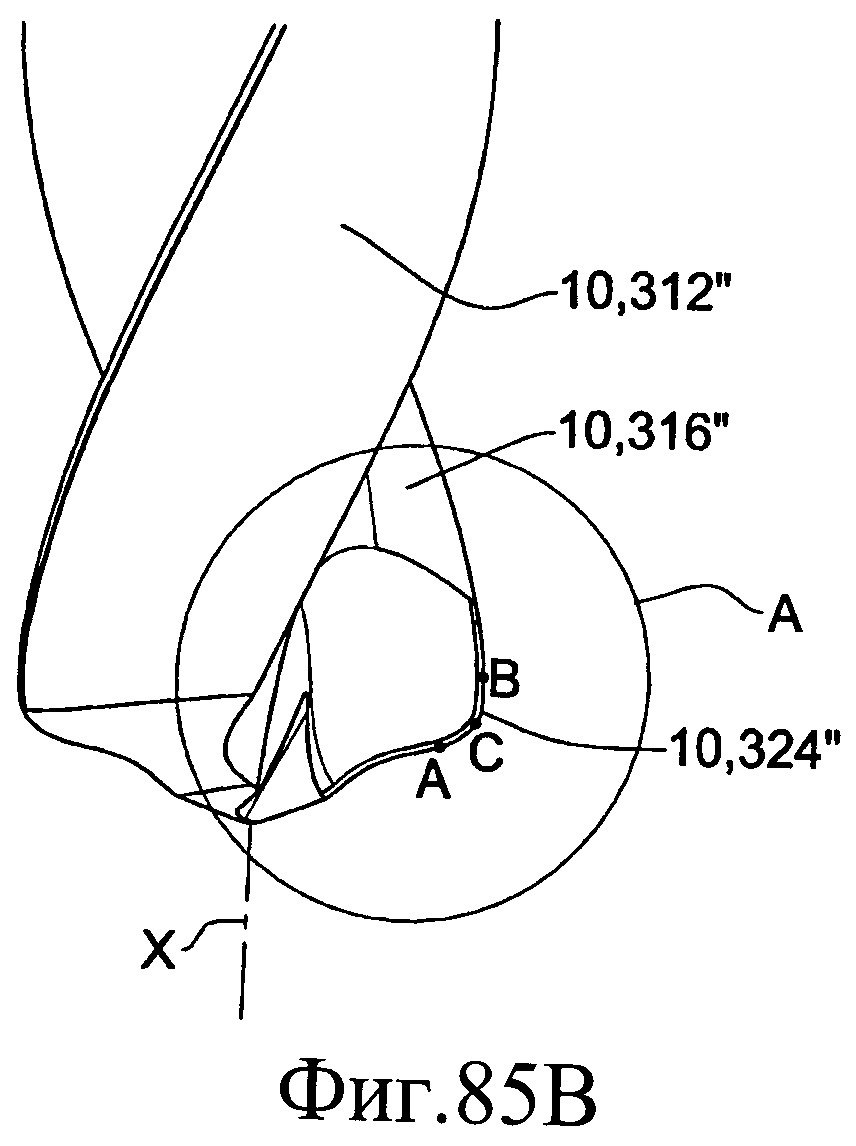
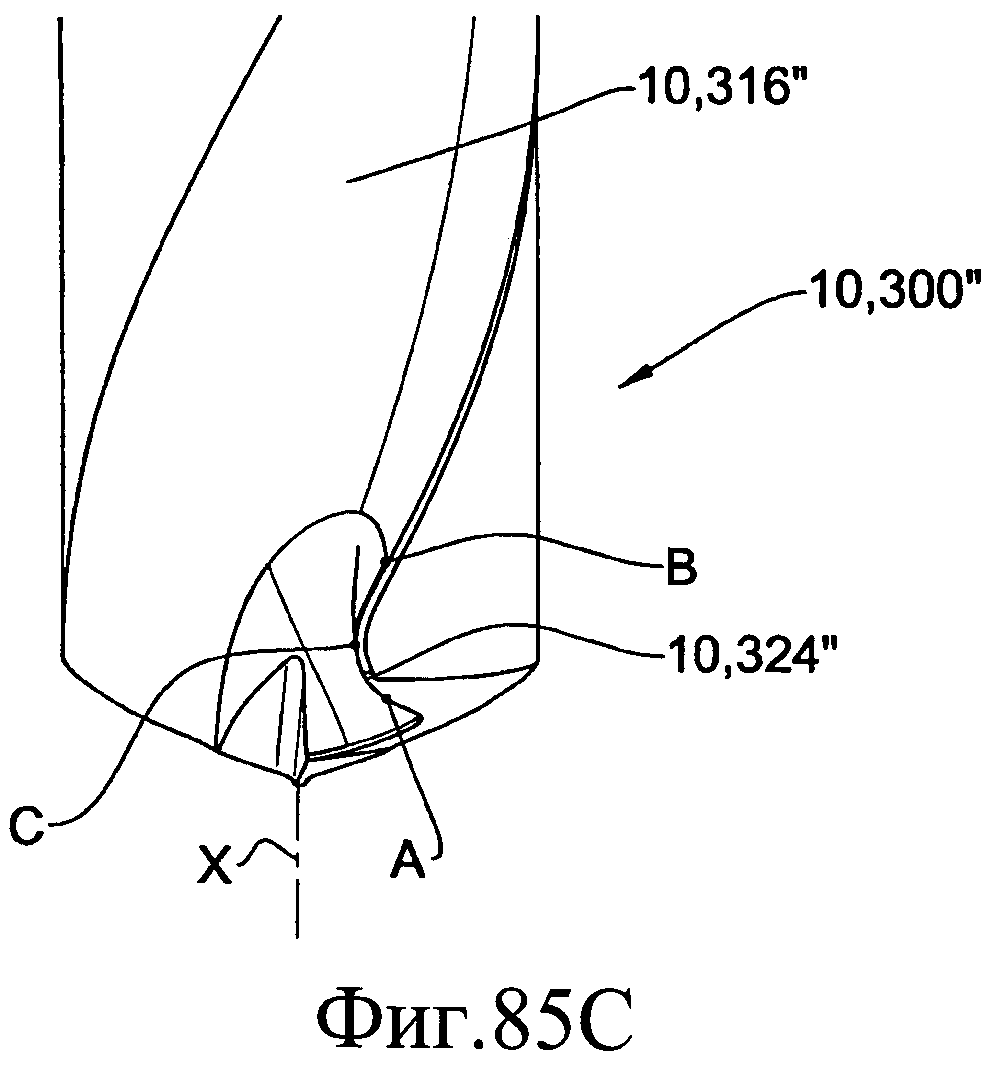
На фиг. 85A-85D соответственно схематически показаны перспективный вид и виды спереди, слева и сверху сверла согласно еще одному из вариантов реализации настоящего изобретения.
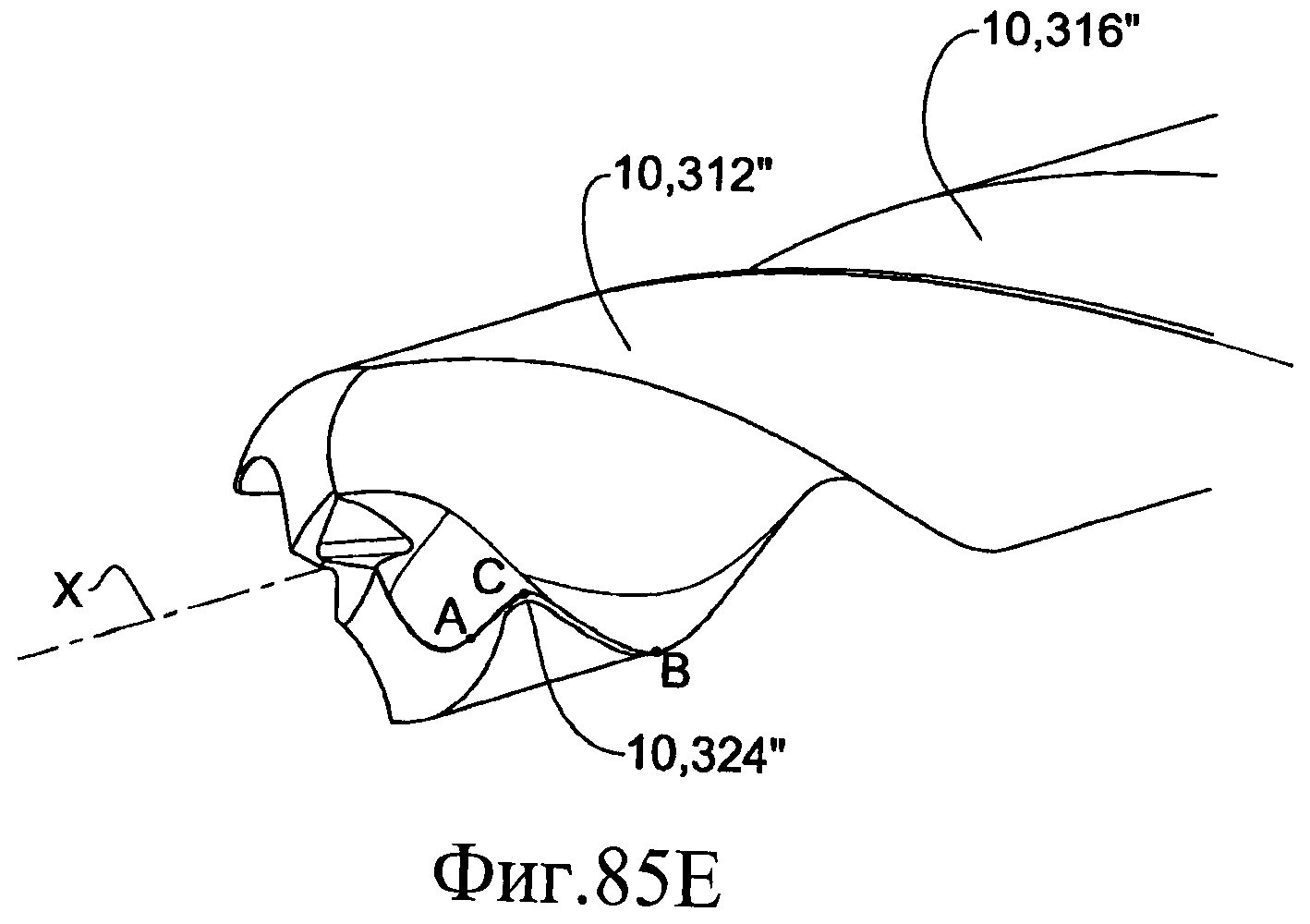
На фиг. 85Е схематически показан перспективный вид спереди сверла, показанного на фиг. 85A-85D.
На фиг. 85F схематически показано увеличенное изображение части сверла, показанного на фиг. 85В.
На фиг. 85G схематически показано сечение сверла, показанного на фиг. 85A-85D, расположенного в заготовке во время операции сверления.
На фиг. 86A-86D соответственно схематически показаны перспективный вид и виды спереди, слева и снизу сверла согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 86Е схематически показан перспективный вид снизу сверла, показанного на фиг. 86А.
На фиг. 86F схематически показан перспективный вид спереди сверла, показанного на фиг. 86А.
На фиг. 87A-87D соответственно схематически показаны перспективный вид и виды спереди, слева и снизу фрезы согласно одному из вариантов реализации настоящего изобретения.
На фиг. 87Е и 87F схематически показаны увеличенные виды частей фрезы, показанной на фиг. 87А и 87В соответственно.
На фиг. 88A-88D соответственно схематически показаны перспективный вид, виды спереди и снизу и перспективный вид сзади фрезы согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 89А и 89В схематически показаны перспективный вид и вид спереди пилы, содержащей встроенные режущие вставки, согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 89C-89F соответственно схематически показаны перспективный вид сверху, виды сбоку и сверху и перспективный вид сзади режущей вставки, показанной на фиг. 89А и 89В.
На фиг. 90А и 90В схематически показаны перспективный вид и вид спереди еще одной пилы, содержащей встроенную режущую вставку, показанную на фиг. 89C-89F.
На фиг. 91А и 91В схематически показаны перспективный вид и вид спереди пилы, содержащей встроенные режущие вставки, согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 91C-91F соответственно схематически показаны перспективный вид сзади, перспективный вид, вид сверху и перспективный вид спереди режущей вставки, показанной на фиг. 91А и 91В.
На фиг. 92А и 92В схематически показаны перспективный вид и вид спереди еще одной пилы, содержащей встроенную режущую вставку, показанную на фиг. 91C-91F.
На фиг. 93А и 93В схематически показаны перспективный вид и увеличенное изображение отрезного резца, содержащего встроенную режущую вставку, согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 93С-93Е схематически показаны перспективный вид, вид сверху и наклонный перспективный вид режущей вставки, показанной на фиг. 93А и 93В.
На фиг. 94А-94С соответственно схематически показаны перспективный вид и виды сбоку и спереди режущей вставки согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 94D схематически показано увеличенное изображение части режущей вставки, показанной на фиг. 94С.
На фиг. 94Е схематически показан увеличенный наклонный вид части режущей вставки, показанной на фиг. 94С.
На фиг. 95А и 95В схематически показаны перспективный вид и вид спереди режущей вставки согласно еще одному из вариантов реализации настоящего изобретения.
На фиг. 95С схематически показано увеличенное изображение части режущей вставки, показанной на фиг. 95С.
На фиг. 95D схематически показано увеличенное изображение части режущей вставки, показанной на фиг. 95В.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1А показана составная фреза, в целом обозначенная позиционным номером 1, которая имеет цилиндрическую конструкцию, проходит вдоль центральной оси X и разделена на установочную часть 10 и рабочую часть 20. Фреза 1 также снабжена тремя стружечными канавками 14, 24, спирально проходящими вокруг центральной оси X и перекрывающими установочную часть 10 и рабочую часть 20.
Установочная часть имеет корпус 12, выполненный с возможностью захвата держателем, например, головкой станка с ЧПУ (не показана), вращающей фрезу 1 вокруг центральной оси X для выполнения операции фрезерования, для которой предназначена указанная фреза.
Рабочая часть 20 фрезы 1 снабжена тремя режущими частями 30, которые разделены проходящими между ними тремя соответствующими стружечными канавками 24. Каждая из режущих частей 30 и следовательно каждая из стружечных канавок 24 спирально проходят вокруг центральной оси X вдоль всей рабочей части 20, т.е. между установочной частью 10 и нижней поверхностью 26 рабочей части 20 фрезы 1.
Как показано на фиг. 1 В, фреза 1 согласно настоящему варианту реализации имеет линию IL, спирально проходящую вокруг центральной оси X, заданную пересечением наружной поверхности режущей части 30 фрезы 1 и поверхности стружечной канавки 24. В известной фрезе МТ, показанной на фиг. 3L, эквивалентная линия пересечения является режущей кромкой и задана пересечением передней поверхности Re и задней поверхности Rf. Однако у фрезы 1 указанная линия IL пересечения не обязательно является режущей кромкой, а наружная поверхность режущей части и поверхность канавки не обязательно должны представлять собой соответственно заднюю поверхность Rf и переднюю поверхность Re для формирования линии IL пересечения.
Вместо этого фреза 1 имеет ряд режущих кромок 32, которые ориентированы в поперечном направлении относительно линии IL пересечения (т.е. не вдоль нее). Тем не менее, как будет описано ниже, линия IL пересечения согласно еще одному из вариантов реализации может быть использована в качестве режущей кромки, и в этом случае она служит вспомогательной режущей кромкой фрезы 1. Для сравнения, как показано на фиг. 3J, известная фреза МТ снабжена четырьмя режущими кромками СЕ и четырьмя стружечными канавками CF. Из чертежа видно, что у известной фрезы МТ каждая из режущих кромок СЕ проходит только вдоль линии пересечения, заданной пересечением наружной поверхности фрезы МТ и поверхности ее стружечной канавки, которые у известной фрезы представляют собой заднюю поверхность Rf и переднюю поверхность Re соответственно. Следует отметить, что у известной фрезы МТ линии пересечения являются единственными режущими кромками СЕ.
Как показано на чертеже, режущая часть 30 фрезы 1 имеет режущую поверхность CS, заданную граничной линией 31, которая в данном конкретном примере задана тремя сегментами: первой граничной линией 31а, которая является вышеупомянутой линией IL пересечения режущей части 30 и части стружечной канавки 24, проходящей к указанной линии IL пересечения в направлении по часовой стрелке (относительно оси X), второй граничной линией 31b, которая является линией пересечения режущей части 30 и части стружечной канавки 24, проходящей к указанной линии пересечения в направлении против часовой стрелки (относительно оси X), и третьей линией 31 с пересечения, которая является линией пересечения режущей части 30 и нижней поверхности 26.
Как показано на фиг. 1С, режущая часть 30 содержит ряд режущих зубьев 33, каждый из которых спирально проходит в верхнем направлении между граничными линиями 31а и 31b и ориентирован в поперечном направлении по отношению к указанным линиям. Каждый режущий зуб 33 снабжен режущей кромкой 32, заданной как пересечение между передней поверхностью 34, расположенной в осевом направлении выше режущей кромки 32, и задней поверхностью 36, расположенной в осевом направлении ниже режущей кромки 32.
Каждая из передних поверхностей 34 является вогнутой и имеет отрицательную кривизну, заданную радиусом га, а каждая из задних поверхностей 36 является выпуклой и имеет положительную кривизну, заданную радиусом rb.
Между каждыми двумя режущими зубьями 33 проходит стружечный канал 37. Следует отметить, что конструкция рабочей части 20 фрезы 1 выполнена таким образом, что стружечные канавки 24 спирально проходят с наклоном под большим углом β, который по меньшей мере равен 45°, в то время как стружечные каналы 37 спирально проходят с наклоном под малым углом α, который значительно меньше 45°, например 30°, 20°, 10° и даже меньше. Преимущества указанной конструкции будут описаны ниже на примере работы фрезы 1.
Как показано на фиг. 1 В, режущий зуб 33 расположен таким образом, что режущие кромки 32 каждой режущей части 20 перекрывают друг друга. Более конкретно, высшая точка Т первой режущей кромки 32 одного режущего зуба 33 расположена в осевом направлении выше самой низкой точки В режущей кромки 32 соседнего режущего зуба 33, расположенного выше первого режущего зуба 33. Таким образом, сформирована непрерывная режущая кромка (термин ″непрерывная режущая кромка″ в настоящем описании относится к режущей кромке, действие которой отражается на заготовке WP).
На фиг. 1D фреза 1 показана во время операции фрезерования заготовки WP. Фреза 1 выполнена с возможностью вращения с высокой скоростью вокруг центральной оси X и взаимодействия с заготовкой WP для удаления материал заготовки в форме стружки С. Фреза 1 выполнена с возможностью ориентации относительно заготовки таким образом, что в момент взаимодействия режущие кромки 32 проникают в заготовку.
При взаимодействии фрезы 1 с заготовкой WP каждая из режущих кромок 32 поочередно проникает в заготовку WP и начинает отслаивать стружку С материала от заготовки WP. Следует отметить, что из-за малости угла а наклона режущих кромок 32 стружки С закручиваются в верхнем направлении, как показано на фиг. 1D, вместо закручивания в переднем направлении (в направлении вращения), как это происходит в некоторых известных фрезах.
После отслаивания стружка С постепенно перемещается вдоль соответствующего стружечного канала 37 режущего зуба 33 в верхнем направлении против часовой стрелки пока не выйдет из указанного канала в стружечную канавку 24. Затем стружка С продолжает перемещение вдоль стружечной канавки 24 пока не выйдет из фрезы 1.
Согласно вышеописанной конструкции и в отличие от известных фрез вместо перемещения вдоль и выхода из стружечной канавки в направлении по часовой стрелке относительно режущей кромки стружка С во фрезе 1 согласно описанному здесь настоящему изобретению выходит вдоль стружечной канавки в направлении против часовой стрелки относительно режущей кромки 32.
Одно из преимуществ вышеописанной конструкции состоит в том, что режущие кромки 32 проникают в заготовку WP под очень малым углом а, который может быть всего 20°, и таким образом уменьшается нагрузка на указанную режущую кромку 32 и на режущий зуб 33. Другое преимущество вышеописанной конструкции состоит в том, что габаритная длина режущей кромки режущей части 20 в разы больше чем у известных фрез благодаря уникальной ориентации режущих кромок 32.
На фиг. 2А и 2В показано полуобработанное изделие, в целом обозначенное позиционным номером 1′, из которого может быть изготовлена фреза 1. Полуобработанное изделие 1′ содержит установочную часть 10′ и рабочую часть 20′. Рабочая часть 20′ снабжена девятью режущими ребрами 33′, спирально проходящими вокруг центральной оси X с наклоном под существенно малым углом а. Каждое из режущих ребер 33′ имеет режущую кромку 32′, сформированную пересечением передней поверхности 34 и задней поверхности 36. Режущие ребра 33′ разделены между собой неглубокими каналами 37′.
Для завершения изготовления фрезы 1 из полуобработанного изделия 1′ выполняют несколько операций, во время первой из которых формируют стружечные канавки 24 (показанные на фиг. 1А). Количество и размер стружечных канавок 24 задают количество и размер режущих частей 30 фрезы 1. Однако следует отметить, что количество режущих кромок в одной режущей части задано количеством и углом наклона режущих ребер 33′ у полуобработанного изделия 1′.
Также следует отметить, что при формировании стружечных канавок 24 заново сформированная граничная линия 31 режущей части 30 также может быть достаточно острой для формирования вспомогательной режущей кромки фрезы 1 в дополнение к режущим кромкам 32. Таким образом, при использовании подача фрезы 1 может быть увеличена, причем фреза глубоко проникает в заготовку WP таким образом, что граничная линия 31 действует в качестве режущей кромки подобно известным фрезам.
Согласно вышесказанному во время использования одновременно могут иметь место две операции съема стружки: удаление некоторой части стружек вспомогательной режущей кромкой, сформированной граничной линией 31а, с выходом указанной стружки в стружечную канавку 24 влево от режущей части, и удаление остальной части стружек режущими кромками 32 через стружечные каналы 37 и в конечном счете с выходом через стружечную канавку 24 вправо от режущей части, как описано выше.
В данном случае после удаления материала из заготовки посредством вспомогательной режущей кромки поверхность заготовки принимает волнообразную форму, имеющую гребни и желоба, отражающие волнообразную форму граничной линии 31а. Таким образом, режущие кромки 32 при последующем вращении взаимодействуют с гребнями, сформированными вспомогательной режущей кромкой, и удаляют их, оставляя чистую поверхность.
Вторая технологическая операция, выполненная над полуобработанным изделием, состоит в формировании скругленной части 38 режущего зуба 33, как показано на фиг. 1Е. Из чертежа видно, что диаметр скругленной части 38 меньше диаметра огибающей фрезы 1, или, иными словами, меньше диаметра D полуобработанного изделия 1′. Такая скругленная часть 38 облегчает гладкое проникновение режущей кромки 32 режущего зуба 33 в заготовку WP (как показано на фиг. 1D) при подаче фрезы 1 во время проникновения в направлении, перпендикулярном осевому направлению (оси X).
На фиг. 3А и 3В показан перспективный вид снизу фрезы 1, демонстрирующий результат двух дополнительных технологических операций над полуобработанным изделием 1′, а именно формирование сферической нижней стороны и формирование нижних зубьев.
При формировании сферической нижней стороны нижнюю поверхность 26′ полуобработанного изделия 1′ формируют в виде сферической поверхности 26. Такая конструкция обеспечивает возможность входа фрезы 1 в заготовку WP также и с ее верхней стороны (не только сбоку), т.е. во время проникновения в заготовку WP подачу фрезы 1 осуществляют в осевом направлении (вдоль оси X).
При формировании нижних зубьев часть самого нижнего в осевом направлении режущего зуба удаляют и таким образом формируют два режущих зуба. Для ясности режущий зуб 33, расположенный рядом с частью стружечной канавки 24, проходящей к нему в направлении по часовой стрелке относительно режущей части 30, далее обозначен как передний режущий зуб 33F, а режущий зуб 33, расположенный рядом с частью стружечной канавки 24, проходящей к нему в направлении против часовой стрелки относительно режущей части 30, далее обозначен как задний режущий зуб 33В.
Во время вышеуказанной операции между передним режущим зубом 33F и задним режущим зубом 33В формируется вспомогательный канал 40 таким образом, что при этом формируется режущий угол 42. Указанный подход обеспечивает возможность конструкции, в которой режущий угол 42 заднего режущего зуба 33В ″перекрывает″ передний режущий зуб 33F, т.е. он может удалять материал, оставленный в заготовке WP, который не был удален передним режущим зубом 33F.
Следует отметить, что у фрез нижний режущий зуб истирается первым из-за большой нагрузки во время проникновения фрезы в заготовку. Таким образом, одно из важных преимуществ описанной конструкции состоит в том, что поскольку передний режущий зуб 33F ″перекрывается″ задним режущим зубом 33В, то указанный передний режущий зуб 33F может быть скруглен для уменьшения нагрузки, действующей на него во время проникновения фрезы в заготовку, и таким образом для увеличения общего срока эксплуатации режущего зуба 33F и следовательно всей фрезы 1.
Следует отметить, что большая часть принципов и отличительных особенностей, описанных выше в отношении к фрезе 1 и/или показанных на фиг. 1А-3В, не ограничиваются фрезой 1, на примере которой они описаны/показаны, и могут быть независимо применены с необходимыми изменениями к другим инструментам в любых комбинациях, которые могут быть подходящими по мнению специалистов.
Также следует понимать, что принципы вышеуказанных отличительных особенностей, проиллюстрированных в настоящем описании на примере составной фрезы, на равных основаниях могут быть применены к режущим вставкам, выполненным с возможностью установки на держателях для формирования фрез.
На фиг. 3C-3I показана еще одна составная фреза, в целом обозначенная позиционным номером 1″, которая имеет цилиндрическую конструкцию, проходит вдоль центральной оси X и разделена на установочную часть 10″ и рабочую часть 20″. Фреза 1″ также снабжена тремя режущими частями 30″, спирально проходящими вокруг центральной оси X, причем каждые две соседние режущие части 30″ разделены друг от друга стружечным каналом 24″, который также спирально проходит вокруг центральной оси X.
Фреза 1″ снабжена первой, второй и третьей последовательными режущими кромками 32а″, 32b″ и 32с″ соответственно, расположенными друг за другом относительно вращения фрезы 1” во время работы. На фиг. 3D-3F показано следующее:
- первая режущая кромка 32а″ имеет режущий угол с радиусом r и образует перемычку между огибающей фрезы 1″ и ее передней поверхностью 26″;
- вторая режущая кромка 32b″ проходит вдоль передней поверхности 26″ фрезы, и по меньшей мере ее часть лежит на огибающей (как показано на фиг. 3Е); и
- третья режущая кромка 32с″ проходит вдоль огибающей фрезы 1″ и имеет, и по меньшей мере ее часть лежит на передней поверхности 26″ (как показано на фиг. 3D).
Как показано на фиг. 3I-3K, при использовании вышеуказанная фреза 1″ проникает в заготовку WP, при этом в первую очередь с заготовкой WP взаимодействует первая режущая кромка 32а″. При проникновении в заготовку первая режущая кромка 32а″ (как показано на фиг. 31) удаляет из нее стружку и оставляет заготовку WP с прямой нижней поверхностью BS, прямой боковой поверхностью SS и скругленным углом RC перемычки с радиусом r, соответствующим радиусу г первой режущей кромки 32а″.
Затем вторая режущая кромка 32b″ проникает в заготовку WP в области скругленного угла RC, оставленного первой режущей кромкой 32а″, и отслаивает стружку С в верхнем осевом направлении (как показано на фиг. 3J), оставляя заготовку с прямой нижней поверхностью BS, полностью проходящей к боковой поверхности SS, т.е. с выпрямленной нижней частью угла RC.
На заключительном этапе третья режущая кромка 32с″ проникает в заготовку WP для взаимодействия с боковой стороной угла RC (как показано на фиг. 3K) и отслаивает остатки стружки С для формирования в заготовке WP полностью прямого, нескругленного угла NRC.
Во фрезах большую часть нагрузки принимает на себя режущая кромка, которая первой проникает в заготовку WP. В описанной выше конструкции, поскольку за режущей кромкой 32а″, которая первой проникает в заготовку WP, следуют дополнительные режущие кромки 32b″ и 32с″, то указанная первая режущая кромка 32а″ может быть скруглена для уменьшения нагрузки, действующей на нее во время операции резания.
Также следует отметить, что вторая режущая кромка 32b″ и третья режущая кромка 32с″ ориентированы в поперечном направлении по отношению к режущей кромке 32а″ подобно уникальной ориентации режущих кромок, описанной в предыдущем случае на примере фрезы 1.
Следует понимать, что большинство принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1 и 1″ и/или показанных на фиг. 1A-3J, не ограничиваются указанными режущими инструментами (1, 1”), на примере которых они описаны/показаны, и могут быть независимо применены с необходимыми изменениями друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 4А и 4В показана еще одна фреза, в целом обозначенная позиционным номером 100 и содержащая держатель 110, имеющий пять установочных частей 120, каждая из которых снабжена гнездом 125, выполненным с возможностью приема режущей вставки 130. Каждая из режущих вставок 130 фиксируется в ее соответствующем гнезде 125 крепежным винтом 140.
Фреза 100 выполнена с возможностью вращения вокруг своей центральной оси X и взаимодействия с заготовкой WP (не показана) таким образом, что режущие кромки 132 режущих вставок 130 входят в касание с заготовкой WP и удаляют из нее материал в форме стружек.
Каждая из установочных частей 120 выполнена в форме радиального продолжения 122 таким образом, что стружечные канавки 124 проходят между каждыми двумя соседними продолжениями 122. Каждое из указанных продолжений имеет переднюю поверхность 122F, обращенную в направлении по часовой стрелке относительно центральной оси X, и заднюю поверхность 122R, обращенную в направлении против часовой стрелки относительно центральной оси X.
Передняя поверхность 122F каждого из продолжений 122 снабжена профилированным гнездом 125, имеющим прямоугольную форму и выполненным с возможностью приема соответствующего прямоугольного выступа режущей вставки 130. Гнездо 125 для режущей вставки дополнительно снабжено резьбовым отверстием 127, выполненным с возможностью приема крепежного винта 140, и четырьмя облегчающими извлечение режущей вставки выемками 126, каждая из которых сформирована в углу прямоугольного гнезда 125.
На фиг. 5A-5D показана прямоугольная режущая вставка 130, которая имеет верхнюю поверхность 130Т, нижнюю поверхность 130 В и четыре боковые поверхности 130S, проходящие между ними. Режущая вставка 130 имеет центральную полость 135 частично проходящую от верхней поверхности 130Т к нижней поверхности. Режущая вставка 130 дополнительно имеет крепежное отверстие 137, выполненное с возможностью приема крепежного винта 140 и задающее центральную ось X режущей вставки 130.
Режущая вставка 130 согласно настоящему изобретению имеет линию IL пересечения, заданную пересечением верхней поверхности 130Т и боковой поверхности 130S режущей вставки 130. Однако указанная линия IL пересечения не обязательно является режущей кромкой, а верхняя поверхность 130Т и боковая поверхность 130S режущей вставки 130 не обязательно представляют собой соответствующие переднюю и заднюю поверхность Re, Rf для линии IL пересечения. В свете вышесказанного, режущая вставка 130 имеет несколько режущих кромок 132, которые ориентированы в поперечном направлении по отношению к линии IL пересечения (но не лежат вдоль нее). Тем не менее, как будет описано ниже, линия IL пересечения может быть дополнительно использована в качестве режущей кромки в случае, если она служит вспомогательной режущей кромкой режущей вставки 130. Для сравнения на фиг. 5Е показана известная режущая вставка CI, которая снабжена четырьмя режущими кромками СЕ, каждая из которых расположена исключительно вдоль линии пересечения верхней поверхности и боковой поверхности известной режущей вставки CI, которые представляют собой переднюю поверхность Re и заднюю поверхность Rf для линии пересечения. Следует отметить, что у известной режущей вставки CI линии пересечения служат единственными режущими кромками СЕ.
Как показано на фиг. 5A-5D, в режущей вставке 130 каждая из боковых поверхностей 130S формирует режущую часть, имеющую режущую поверхность CS, заданную граничной линией 131, представляющей собой закрытый контур и проходящей вдоль части 131а верхней поверхности 130Т, которая сформирована линией IL пересечения, вдоль части 131b нижней поверхности 130 В и вдоль частей 131 с двух угловых режущих кромок 132′.
Режущая поверхность CS снабжена пятью режущими зубьями 133, проходящими вдоль режущей поверхности CS от части граничной линии, расположенной на верхней поверхности 130Т, к части граничной линии, расположенной на нижней поверхности 130В. Каждый из режущих зубьев имеет режущую кромку 132, заданную пересечением передней поверхности 134 и задней поверхности 136, подобно описанному выше режущему зубу 33 в составной фрезе 1.
Следует отметить, что режущие кромки 132 расположены с наклоном под незначительным углом α относительно оси X режущей вставки 130 и относительно оси X фрезы 100, если режущие вставки 130 установлены в гнезда 120. Угол α наклона намного меньше 45°, например 30°, 20°, 10° и даже меньше. Между каждыми двумя соседними режущими зубьями 133 проходит неглубокий стружечный канал 133С, выполненный с возможностью отвода стружек материала, удаленного из заготовки WP.
Режущие кромки 132 и, в частности, угол α наклона сконструированы таким образом, что верхняя часть одной режущей кромки 132 перекрывает нижнюю часть расположенной рядом режущей кромки 132 таким образом, что в проекции формируется непрерывная режущая кромка (термин ″непрерывная режущая кромка″ в настоящем описании относится к режущей кромке, действие которой отражается на заготовке WP). Наилучшим образом это проиллюстрировано опорной линией RL, показанный на фиг. 5В.
Кроме того следует отметить, что режущая вставка 130 дополнительно снабжена четырьмя угловыми зубьями 133′, каждый из которых имеет угловую режущую кромку 132′, заданную пересечением передней поверхности 134′ и задней поверхности 136′. Угловая режущая кромка 132′ спирально проходит от верхней части 133Т режущего зуба 133, сформированного на одной боковой поверхности 130S, к нижней части 133 В режущего зуба, сформированного на соседней боковой поверхности 130S. Конструкция сформирована таким образом, что каждая из угловых режущих кромок 132′ одновременно расположена на соседних режущих поверхностях CS. Назначение режущей кромки 132′ будет подробно описано ниже на примере использования режущей вставки 130.
Кроме того следует отметить, что в данном конкретном примере часть 131а граничной линии также служит вспомогательной режущей кромкой, т.е. выполнена с возможностью удаления материала из заготовки WP в соответствующих условиях в дополнение к режущим кромкам 132. Из чертежа видно, что часть 133Т каждого из режущих зубьев 133 закручена в верхнем направлении таким образом формирует вспомогательную переднюю поверхность 138, работающую в соединении с частью 131а граничной линии. Таким образом, при использовании одновременно осуществляются две операции съема стружки: удаление стружки частью 131а через стружечную канавку 124 влево от режущей части и окончательное удаление стружки остаточного материала режущими кромками 132 через стружечную канавку 124 вправо от режущей части, как описано выше.
Нижняя поверхность 130В режущей вставки 130 снабжена прямоугольным продолжением 139, выполненным с возможностью приема в соответствующее гнездо 125 для режущей вставки, сформированное в продолжении 122 держателя фрезы.
Как показано на фиг. 4С, при сборке каждую режущую вставку 130 устанавливают в соответствующее гнездо 125 таким образом, чтобы прямоугольное продолжение 139 было принято в указанное гнездо. Затем крепежный винт 140 вставляют в крепежное отверстие 137 в режущей вставке 130 и ввинчивают в резьбовое крепежное отверстие 127 в гнезде 125. Следует отметить, что каждая из режущих вставок 130 выполнена поворотной и имеет четыре режущих поверхности CS, которые могут быть выбраны поворотом режущей вставки 130 вокруг ее центральной оси X.
При использовании фреза 100 вращается вокруг центральной оси X таким образом, что режущие кромки 132 взаимодействуют с заготовкой WP (не показана) для удаления из нее материала. Таким образом, подобный описанной выше фрезе 1, в частности, показанной на фиг. 1D, при использовании режущие кромки 132 проникают в заготовку WP с очень малым углом α наклона и отслаивают стружки материала от заготовки WP. Затем отслоенная стружка перемещается по стружечным каналам 133С в направлении против часовой стрелки (т.е. в направлении, противоположном направлению вращения фрезы 100) и выходит в стружечные канавки 124 между каждыми двумя продолжениями 122 с последующим удалением из фрезы 100 известным способом.
Также следует отметить, что из-за уникальной ориентации режущих кромок 132 режущей вставки 130 во время операции резания нагрузка, действующая на режущую вставку 130, создает на ней вращательный момент, направленный вокруг ее центральной оси. Однако благодаря заданной прямоугольной форме гнезда 125 для режущей вставки и соответствующей форме продолжения 139 режущая вставка 130 противодействует указанному моменту вращения.
Следует отметить, что при использовании фрезы 100 угловая режущая кромка 132′ обеспечивает возможность удаления фрезой материала, расположенного как сбоку фрезы 100, так и с нижней стороны фрезы 100, т.е. фреза 100 может проникнуть в заготовку сбоку и/или сверху. Таким образом, угловая режущая кромка 132′ замыкает непрерывную проекцию режущей кромки (т.е. эффективную режущую кромку, действующую на заготовку), сформированную несколькими режущими кромками 132.
В целом, использование фрезы 100 подобно использованию описанной выше фрезы 1 с единственным различием, относящимся к конструкции фрезы, т.е. составной фрезы (1) в отличие от фрезы (100), содержащей режущие вставки 130.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″ и 100 и/или показанных на фиг. 1A-5D, не ограничиваются указанными режущими инструментами (1, 1″, 100), на примере которых они описаны/показаны, и могут быть независимо применены с необходимыми изменениями друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 6А и 6В, показаны фреза 100 и дополнительная фреза 100′ соответственно, отличающиеся друг от друга своими держателями и, в частности, результирующей ориентацией установленных на них режущих вставок 130.
Как видно из чертежа, во фрезе 100 режущие вставки 130 ориентированы таким образом, что их срединная плоскость, т.е. плоскость, проходящая между верхней поверхностью 130Т и нижней поверхностью 130В и параллельная указанным поверхностям, проходит через центральную ось X фрезы 100, т.е. ось X лежит в срединной плоскости. В отличие от фрезы 100, во фрезе 100′ режущие вставки ориентированы таким образом, что через центральную ось X фрезы 100′ проходит плоскость верхней поверхности 130Т (но не срединная плоскость).
На фиг. 7А и 7В показана дополнительная фреза, в целом обозначенная позиционным номером 200 и содержащая держатель 210, имеющий пять установочных частей 220, каждая из которых снабжена гнездом 225, выполненным с возможностью приема режущей вставки 230. Каждая из режущих вставок 230 фиксируется в ее соответствующем гнезде 225 крепежным винтом 240. Для упрощения элементы фрезы 200, подобные элементам фрезы 100, обозначены подобными позиционными номерами, но увеличены на 100 (например держатель 210 фрезы 200 подобен держателю 110 фрезы 100).
Фреза 200 в целом подобна описанный выше фрезе 100, с различием, состоящим в форме режущих вставок 230, которые являются не прямоугольными, а круглыми. Еще одно различие между фрезами 100 и 200 состоит в конструкции седел 125 и 225 для режущей вставки, в частности, фреза 200 не имеет угловых выемок, подобных угловым выемкам 126 фрезы 100. Однако должно быть очевидным, что указанная отличительная особенность является полностью взаимозаменяемой, т.е. указанные выемки могут быть легко сформированы, и фреза 200 может быть легко снабжена теми же преимуществами, какие предусмотрены во фрезе 100.
На фиг. 8A-8D показана круглая режущая вставка 230, которая имеет верхнюю поверхность 230Т, нижнюю поверхность 230 В и боковую поверхность 230S, проходящую между ними. Режущая вставка 230 снабжена центральной полостью 235, частично проходящей от верхней поверхности 230Т к нижней поверхности 230 В. Режущая вставка 230 дополнительно снабжена крепежным отверстием 237, выполненным с возможностью приема крепежного винта 240 и задающим центральную ось X режущей вставки 230.
Режущая вставка 230 согласно данному варианту реализации имеет линию IL пересечения, заданную пересечением верхней поверхности 230Т и боковой поверхности 230S режущей вставки 230. Однако указанная линия IL пересечения не обязательно является режущей кромкой, а верхняя поверхность 230Т и боковая поверхность 230S режущей вставки 230 не обязательно представляют собой соответствующие переднюю и заднюю поверхности Re, Rf для линии IL пересечения. Ввиду вышесказанного режущая вставка 230 снабжена несколькими режущими кромками 232, которые ориентированы в поперечном направлении по отношению к линии IL пересечения (но не вдоль нее). Тем не менее, как будет описано ниже, линия IL пересечения дополнительно может быть использована в качестве режущей кромки в случае, если она служит вспомогательной режущей кромкой режущей вставки 230. Для сравнения на фиг. 8F показана известная режущая вставка CI, которая снабжена круглой режущей кромкой СЕ, проходящей исключительно вдоль линии пересечения, заданной пересечением верхней и боковой поверхностей, которые представляют собой переднюю поверхность Re и заднюю поверхность Rf для линии пересечения. Следует отметить, что в известной режущей вставке CI линия пересечения служит единственной режущей кромкой СЕ.
Часть боковой поверхности 230S формирует режущую часть, имеющую режущую поверхность CS и заданную граничной линией 231, которая представляет собой закрытый контур и проходит вдоль части 231а верхней поверхности 230Т, сформированной линией IL пересечения, вдоль части 231b нижней поверхности 230 В и вдоль двух режущих кромок 232. В данном конкретном примере круглой режущей вставки 232 режущая поверхность CS может быть задана в форме поверхности, выполненной с возможностью взаимодействия с материалом заготовки WP. Согласно еще одному из вариантов реализации указанная режущая поверхность CS может быть просто заданной в форме половины боковой поверхности 230S (т.е. охватывать 180°).
Таким образом режущая поверхность CS снабжена расположенными на ней девятью режущими зубьями 233, проходящими вдоль нее от части 231а граничной линии, расположенной на верхней поверхности 230Т, до части граничной линии 231b, расположенной на нижней поверхности 230 В. Каждый режущий зуб 233 снабжен режущей кромкой 232, заданной пересечением передней поверхности 234 и задней поверхности 236, подобно описанному выше режущему зубу 133 в составной фрезе 100.
Из чертежа видно, что режущие кромки 232 проходят с наклоном под углом а относительно оси X и относительно оси X фрезы 200, если режущие вставки 230 установлены в гнезда 220. Угол α наклона равен примерно 45°, но предпочтительно он также может быть меньше, например 30°, 20°, 10° и даже меньше. Между каждыми двумя режущими зубьями 233 проходит стружечный канал 233С, выполненный с возможностью вывода стружки материала, удаленного из заготовки WP.
Режущие кромки 232, и в частности, угол α наклона, выбраны таким образом, что верхняя часть одной режущей кромки 232 перекрывает нижнюю часть соседней режущей кромки 232 таким образом, что в проекции формируется непрерывная режущая кромка (термин ″непрерывная режущая кромка″ в настоящем описании относится к эффективной режущей кромке, действующей на заготовку WP). Указанная эффективная режущая кромка наглядно демонстрируется опорной линией RL, показанной на фиг. 8В. В данном конкретном примере каждая из режущих кромок 232 перекрывает не только нижнюю часть соседней режущей кромки 232, но также и нижнюю режущую часть режущей кромки 232, которая разделена от нее соседней режущей кромкой 232.
Дополнительно следует отметить, что в данном конкретном примере часть 131а граничной линии также служит вспомогательной режущей кромкой, т.е. выполнена с возможностью проникновения в заготовку WP при соответствующих условиях в дополнение к режущим кромкам 232 и удаления материал из указанной заготовки. Также следует отметить, что верхняя часть 233Т каждого из режущих зубьев 233 закручена в верхнем направлении и таким образом формирует вспомогательную переднюю поверхность 238, действующую в соединении с частью 231а граничной линии. Таким образом, в использовании одновременно осуществляются две операции съема стружки: удаление стружки верхней частью 231а с последующим выпуском указанной стружки в стружечную канавку 224 влево от режущей части, и удаление остального материала одновременно осуществляются две операции съема стружки: удаление стружки верхней частью 231а с последующим выпуском указанной стружки в стружечную канавку 224 влево от режущей части, и удаление остального материала режущими кромками 232, стружка которого в конечном счете выходит через стружечную канавку 224 вправо от режущей части, как описано выше.
Кроме того, нижняя сторона режущего зуба 233 снабжена скошенной частью 230С, которая выполнена с возможностью уменьшения нагрузки, действующей на режущий зуб 233 при проникновении в заготовку WP и проходе сквозь нее.
Нижняя поверхность 230В режущей вставки 230 снабжена прямоугольным продолжением 239, выполненным с возможностью приема в соответствующее гнездо 225, сформированное в продолжении 222 держателя фрезы.
При сборке каждую режущую вставку 230 устанавливают в соответствующее гнездо 225 таким образом, чтобы в него было принято прямоугольное продолжение 239 указанной вставки. Затем в крепежное отверстие 237, выполненное в режущей вставке 230, вставляют крепежный винт 240 и ввинчивают в резьбовое крепежное отверстие 227 в гнезде 225. Следует отметить, что каждая из режущих вставок 230 выполнена поворотной и благодаря четырем сторонам прямоугольного продолжения 239 может быть установлена в четырех различных ориентациях путем вращения режущей вставки 230 вокруг ее центральной оси X.
В использовании фреза 200 подобна описанной выше фрезе 100. Как и в описанной выше фрезе 100, фреза 200 выполнена с возможностью вращения вокруг центральной оси X таким образом, что режущие кромки 232 взаимодействуют с заготовкой WP (не показана) и удаляют из нее материал. Таким образом, подобно описанной выше фрезе 1 и показанной на фиг. 1D, во время использования режущие кромки 232 проникают в заготовку WP с наклоном под углом α и отслаивают от заготовки WP стружки материала. При этом происходит перемещение стружек вдоль стружечных каналов 233С в направлении против часовой стрелки (т.е. в направлении, противоположном вращению фрезы 200) и выход в стружечные канавки 224, расположенные между каждыми двумя продолжениями 222, для выхода из фрезы 200 известным способом.
Также следует отметить, что из-за уникальной ориентации режущих кромок 232 режущей вставки 230 во время операции резания нагрузка, действующая на режущие кромки, создает вращательный момент, поворачивающий вставку 230 вокруг ее центральной оси. Однако благодаря заданной прямоугольной форме гнезда 225 и соответствующей форме продолжения 239 указанная режущая вставка 230 противостоит указанному вращательному моменту.
Как и описанная выше фреза 1, при достаточно быстром проникновении фрезы 200 в заготовку WP и достаточной подаче вспомогательная режущая кромка 231а также взаимодействует с заготовкой WP и удаляет из нее материал.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′ и 200 и/или показанных на фиг. 1А-8Е, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′ и 200), на примере которых они описаны/показаны, и могут быть независимо применены с необходимыми изменениями друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 9 показана еще одна фреза, в целом обозначенная позиционным номером 300, которая содержит держатель 310, имеющий пять установочных частей 320, каждая из которых имеет гнездо 325 (не видно), выполненное с возможностью приема в него режущей вставки 330. Каждая из режущих вставок 330 фиксируется в ее соответствующем гнезде 325 крепежным винтом 340. В целях упрощения элементы фрезы 300, подобные элементам фрезы 200, обозначены подобными позиционными номерами, но увеличенными на 100 (например держатель 310 фрезы 300 подобен держателю 210 фрезы 200).
Фреза 300 в целом подобна описанной выше фрезе 200 с различием, состоящим в форме режущих вставок 330, боковая поверхность 330S которых является выпуклой, а не прямой, т.е. имеет бочкообразную форму.
На фиг. 10A-10D показана круглая режущая вставка 330, которая имеет верхнюю поверхность 330Т, нижнюю поверхность 330В и боковую поверхность 330S, проходящую между ними. Режущая вставка 330 имеет центральную полость 335, частично проходящую от верхней поверхности 330Т к нижней поверхности 330В. Режущая вставка 330 дополнительно снабжена крепежным отверстием 337, выполненным с возможностью приема в него крепежного винта 340 и задающим центральную ось X режущей вставки 330.
Режущая вставка 330 согласно одному из вариантов реализации настоящего изобретения имеет линию IL пересечения, заданную пересечением верхней поверхности 330Т и боковой поверхности 330S режущей вставки 330, подобно описанной выше режущей вставке 230. Точно так же указанная линия IL пересечения не обязательно является режущей кромкой, а верхняя поверхность 330Т и боковая поверхность 330S режущей вставки 330 не обязательно представляют собой соответствующие переднюю и заднюю поверхности Re, Rf для линии IL пересечения. Как показано на чертеже, режущая вставка 330 содержит несколько режущих кромок 332, которые ориентированы в поперечном направлении по отношению к линии IL пересечения (но не вдоль нее). Тем не менее, как будет описано ниже, линия IL пересечения может быть дополнительно использована в качестве режущей кромки в случае, если она служит вспомогательной режущей кромкой режущей вставки 330. Для сравнения на фиг. 8F показана описанная выше известная режущая вставка CI, которая снабжена круглой режущей кромкой СЕ, проходящей исключительно вдоль линии пересечения, заданной пересечением верхней поверхности и боковой поверхности, которые представляют собой переднюю поверхность Re и заднюю поверхность Rf для линии пересечения. Следует отметить, что в известной режущей вставке CI линия пересечения служит единственной режущей кромкой СЕ.
Как и в описанный выше режущей вставке 230, часть боковой поверхности 330S формирует режущую часть, имеющую режущую поверхность CS, заданную граничной линией 331, которая представляет собой закрытый контур и проходит вдоль части 331а верхней поверхности 330Т, вдоль части 331b нижней поверхности 230 В и вдоль двух режущих кромок 332. В данном конкретном примере режущая поверхность CS круглой режущей вставки 332 может быть задана в форме поверхности, выполненной с возможностью взаимодействия с материалом заготовки WP. Согласно еще одному из вариантов реализации указанная режущая поверхность CS может быть задана просто в форме половины боковой поверхности 330S (т.е. охватывать 180°).
Различие между режущими вставками 230 и 330 состоит в бочкообразной конструкции режущей вставки 330. В частности, режущая вставка 330 в середине имеет диаметр D, который больше диаметра d верхней поверхности 330Т или нижней поверхности 330В. Термин ″в середине″ относится к диаметру, измеренному вдоль плоскости, параллельной верхней поверхности 330Т и нижней поверхности 330В и расположенной между ними.
Режущая поверхность CS в настоящей режущей вставке 330 задана так же, как и режущая поверхность CS в режущей вставке 230. Кроме того, как и в описанной выше режущей вставке 230, угол α наклона равен примерно 45°, но он также может быть меньше, например 30°, 20°, 10° и еще меньше. Между каждыми двумя режущими зубьями 333 проходит стружечный канал 333С, выполненный с возможностью вывода стружки материала, удаленного из заготовки WP.
Хотя это конкретно не показано, фреза 300 имеет гнездо 325 для режущей вставки подобной конструкции, как и фреза 225, а конструкция прямоугольного продолжения 339 режущей вставки 330 подобна конструкции соответствующего прямоугольного продолжения 239 режущей вставки 230.
Однако в отличие от режущей вставки 230, настоящая режущая вставка 330 сформирована без скошенной части у основания режущего зуба 333. Одна из причин для использования такой конструкции состоит в том, что бочкообразная форма режущей вставки 330 придает режущему зубу 333 естественный наклон с острым углом относительно нижней поверхности 330 В, тем самым делая скошенную часть излишней.
В использовании фреза 300 подобна описанной выше фрезе 200. Как и в предыдущей фрезе 200, фреза 300 выполнена с возможностью вращения вокруг центральной оси X таким образом, что режущие кромки 332 взаимодействуют с заготовкой WP (не показана) для удаления из нее материала. Таким образом, подобно описанной выше фрезе 1 и показанной на фиг. 1D, во время использования стружки, удаленные из заготовки, перемещаются в стружечных каналах 333С в направлении против часовой стрелки (т.е. в направлении, противоположном вращению фрезы 300) и выходят в стружечные канавки 324 между каждыми двумя продолжениями 322 для выпуска из фрезы 300 известным способом.
Как и описанная выше фреза 1, при достаточно быстром проникновении фрезы 3200 в заготовку WP и достаточной подаче вспомогательная режущая кромка 331а также взаимодействует с заготовкой WP и удаляет из нее материал.
Дополнительной отличительной особенностью режущей вставки 330 является конструкция режущего зуба 333. Как, в частности, показано на фиг. 10С и 10D, ширина каждого режущего зуба 333 постепенно изменяется от верхней поверхности 330Т к нижней поверхности 330В. Более конкретно, ширина режущего зуба 333 у верхней поверхности 330Т равна Т, а нижней поверхности 330В указанная ширина равна t, которое меньше Т, т.е. t≤Т. Поскольку большая часть нагрузки, приложенной заготовкой WP к режущему зубу 333 во время его проникновения в заготовку WP, действует на верхнюю часть режущего зуба 333, имеется возможность ″экономии″ твердосплавного материала в нижней части режущего зуба 333 и таким образом снижения стоимости режущей вставки 330.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200 и 300 и/или показанных на фиг. фиг. 1A-10D, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200 и 300), на примере которых они описаны/показаны, и могут быть независимо применены с необходимыми изменениями друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 11 показана еще одна фреза, в целом обозначенная позиционным номером 400, которая содержит держатель 410, имеющий пять установочных частей 420, каждая из которых имеет гнездо 425 (не видно), выполненное с возможностью приема в него режущей вставки 430. Каждая из режущих вставок 430 фиксируется в ее соответствующем гнезде 425 крепежным винтом 440. В целях упрощения элементы фрезы 400, подобные элементам фрезы 300, обозначены подобными позиционными номерами, но увеличенными на 100 (например держатель 410 фрезы 400 подобен держателю 310 фрезы 300).
Фреза 400 в целом подобна описанной выше фрезе 300 с различием в конструкции режущих кромок 432 режущих вставок 430, как будет описано ниже.
На фиг. 12А-12Е показана режущая вставка 430, которая имеет верхнюю поверхность 430Т, нижнюю поверхность 430В и боковую поверхность 430S, проходящую между ними. Режущая вставка 430 сформирована с центральной полостью 435 проходить отчасти от верхней поверхности 430Т к нижней поверхности 430В. Режущая вставка 430 дополнительно снабжена крепежным отверстием 437, выполненным с возможностью приема в него крепежного винта 440 и задающим центральную ось X режущей вставки 430.
Режущая вставка 430 согласно одному из вариантов реализации настоящего изобретения имеет линию IL пересечения, заданную пересечением верхней поверхности 430Т и боковой поверхности 430S режущей вставки 430. Однако указанная линия IL пересечения не обязательно является режущей кромкой, а верхняя поверхность 430Т и боковая поверхность 430S режущей вставки 430 не обязательно представляют собой соответствующие переднюю и заднюю поверхности Re, Rf для линии IL пересечения. Как показано на чертеже, режущая вставка 430 содержит несколько режущих кромок 432, которые ориентированы в поперечном направлении по отношению к линии IL пересечения (но не вдоль нее). Тем не менее, как будет описано ниже, линия IL пересечения может быть дополнительно использована в качестве режущей кромки в случае, если она служит вспомогательной режущей кромкой режущей вставки 430. Для сравнения на фиг. 5Е показана описанная выше известная режущая вставка CI, которая снабжена четырьмя режущими кромками СЕ, проходящими исключительно вдоль линии пересечения, заданной пересечением верхней поверхности и боковой поверхности, которые представляют собой переднюю поверхность Re и заднюю поверхность Rf для линии пересечения. Следует отметить, что в известной режущей вставке CI линия пересечения служит единственной режущей кромкой СЕ.
Две из боковых поверхностей 430S режущей вставки 430 снабжены режущей частью, имеющей режущую поверхность CS, заданную граничной линией 431, которая представляет собой закрытый контур и проходит вдоль части 431а верхней поверхности 430Т, сформированной линией IL пересечения, вдоль части 431 b нижней поверхности 430 В и вдоль двух режущих кромок 432.
Режущая поверхность CS в настоящей режущей вставке 430 задана так же, как и режущая поверхность CS в режущей вставке 130. Кроме того, как и в описанной выше режущей вставке 130, угол α наклона равен примерно 45°, но также может быть меньше, например 30°, 20°, 10° и еще меньше. Между каждыми двумя режущими зубьями 433 проходит стружечный канал 433С, выполненный с возможностью вывода стружки материала, удаленного из заготовки WP.
Следует отметить, что режущая вставка 430 дополнительно снабжена двумя угловыми зубьями 433′, каждый из которых снабжен первой угловой режущей кромкой 432а′ и второй угловой режущей кромкой 432b′. Первые угловые режущие кромки 432а′ проходят параллельно другим режущим кромкам 432, в то время как вторая угловая режущая кромка 432b′ проходит в целом параллельно верхней поверхности 430Т режущей вставки 430. В указанной конструкции вторая угловая режущая кромка 432b′ формирует угол примерно 90°, в результате чего при использовании фрезы в заготовке WP может быть сформирован прямой угол без скругления (переходной кривой).
Кроме того, на боковой поверхности, соседней с боковой поверхностью, снабженной режущей поверхностью CS, сформирован вспомогательный стружечный канал 433С, выполненный с возможностью вывода стружки, удаленной второй угловой режущей кромкой 432b′.
Нижняя поверхность 430В режущей вставки 430 снабжена прямоугольным продолжением 439, выполненным с возможностью приема в соответствующее гнездо 425, сформированное в продолжении 422 держателя фрезы. Однако в отличие от описанных выше режущих вставок, в настоящем примере прямоугольное продолжение 439 режущей вставки 430 выполнено в форме рамки, а не цельного прямоугольника. Тем не менее, сборка указанной конструкции в целом подобна сборке описанных выше режущих вставок, например вставок 130.
В использовании фреза 400 вращается вокруг центральной оси X таким образом, что режущие кромки 432 взаимодействуют с заготовкой WP (не показана) и удаляют из нее материал. Таким образом, подобно описанной выше фрезе 1 и показанной на фиг. 1D, при использовании фрезы режущие кромки 432 проникают в заготовку WP с очень малым углом а наклона и отслаивают стружки материала от заготовки WP. Затем указанные стружки перемещаются в стружечных каналах 433С в направлении против часовой стрелки (т.е. в направлении, противоположном направлению вращения фрезы 400) и выходят в стружечные канавки 424, расположенные между каждыми двумя продолжениями 422, с последующим выходом из фрезы 400 известным способом.
Кроме того, в использовании, после проникновения в материал заготовки WP угловой режущий зуб 433′ выполняет две операции одновременно: первая угловая режущая кромка 432а′ удаляет материал из заготовки WP тем же способом, что и режущие кромки 432, в то время как вторая угловая режущая кромка 432b′ удаляет материал известным способом подобно части 31а фрезы 1, описанной выше. Более конкретно, в то время как стружки, удаленные первой угловой режущей кромкой 432а′, отслаиваются в целом в восходящем направлении (как показано на фиг. 1D) и перемещаются в стружечном канале 433С, стружки, удаленные второй угловой режущей кромкой 432b′, в целом отслаиваются вперед (в направлении вращения). После удаления второй угловой режущей кромкой 432b′ эти стружки сначала направлены вперед (в направлении вращения), но поскольку они не могут быть удалены в указанном направлении, то перемещаются обратно (как обозначено стрелкой R) к вспомогательному стружечному каналу 433С (обозначенному в настоящем описании как ″вспомогательный канал″) и в конечном счете выходят с остальными стружками через стружечную канавку 424 в направлении против часовой стрелки относительно режущей вставки 430.
Согласно вышеописанному принципу удаления материала заготовку WP поэтапно каждый раз обрабатывает зуб все меньшего радиуса, который в настоящем описании обозначен как ″задний зуб″. Иными словами, каждая последующая режущая кромка одной и той же режущей части выполнена с возможностью удаления материала заготовки, оставленного предыдущей режущей кромкой. Следует подчеркнуть, что здесь имеются в виду режущие кромки, которые расположены не на различных режущих частях, а на той же самой режущей части.
Дополнительно следует отметить, что как и в предыдущих примерах часть 431а граничной линии также служит вспомогательной режущей кромкой, т.е. в соответствующих условиях удаляет материал заготовки WP в дополнение к режущим кромкам 432. Следует отметить, что часть 433Т каждого из режущих зубьев 433 закручена в верхнем направлении и таким образом формирует вспомогательную переднюю поверхность 438, действующую в соединении с частью 431а граничной линии. Таким образом, при использовании одновременно осуществляются две операции съема стружки: удаление стружки частью 431а, в результате которого указанная стружка выходит в стружечную канавку 424 влево от режущей части, и удаление оставшегося материала режущими кромками 432, стружка от которого в конечном счете выходит через стружечную канавку 424 вправо от режущей части, как описано выше.
Следует отметить, что при использовании фрезы 400 угловые режущие кромки 432а′, 432b′ обеспечивают возможность удаления материала как боковой стороной фрезы 400, так и нижней стороной фрезы 400, т.е. фреза 400 может проникать в заготовку боком и/или сверху.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300 и 400 и/или показанных на фиг. фиг. 1A-12F, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300 и 400), на примере которых они описаны/показаны, и могут быть независимо применены с необходимыми изменениями друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 13A-13D показан токарный резец, в целом обозначенный позиционным номером 500 и содержащий державку 510 и режущую вставку 130, которая является той же самой режущей вставкой, использованной в описанной выше фрезе 100.
В настоящем примере державка 510 имеет верхнюю поверхность 51 ОТ, нижнюю поверхность 510 В, боковые поверхности 510S и переднюю поверхность 510F. Верхняя поверхность 510Т снабжена гнездом 512 для режущей вставки, которое в целом подобно гнезду 125 фрезы 100, описанной выше. Гнездо 512 имеет выемку прямоугольной формы и снабжено крепежным отверстием 514, выполненным с возможностью приема крепежного винта 530 (как показано на фиг. 13А).
При сборке режущую вставку 130 размещают в гнезде 512 способом, подобным способу размещения в гнезде 125 фрезы 100, как описано выше.
Поскольку режущая вставка 130 является той же самой режущей вставкой, использованной во фрезе 100, следует понимать, что для режущей вставки 130 подходят определения режущей части, режущей поверхности, режущего зуба и режущих кромок, описанные со ссылкой на фиг. 5A-5D.
Как показано на фиг. 13D, в использовании токарный резец 500 взаимодействует с заготовкой WP, вращающейся вокруг своей центральной оси X, которая является перпендикулярной боковым поверхностям 510S державки 510. Токарный резец 500 выполнен с возможностью перемещения к заготовке WP в направлении подачи, обозначенном стрелкой F1, до проникновения режущих кромок 132 режущей вставки 130 в заготовку WP.
Способом, эквивалентным способу, описанному в отношении фрезы 100, режущие кромки 132 проникают в заготовку WP и начинают отслаивать стружки материала (не показаны) от заготовки WP. При отслаивании, благодаря углу а наклона режущих кромок 132, указанная стружка будет перемещаться вдоль стружечного канала 133С, пока не выйдет к нижней поверхности державки 510, как обозначено стрелками F2.
Также следует отметить, что поскольку вращение заготовки WP и перемещение стружки С происходят в целом в одном направлении, то вращение заготовки WP облегчает удаление стружки С из стружечных каналов 133С и таким образом уменьшает риск задержки стружки С в указанных каналах и возникновения нежелательной нагрузки на режущую вставку 130.
Вышеописанный способ токарной операции полностью противоположен известной токарной операции, в которой режущая кромка расположена вдоль верхней поверхности режущей вставки и вынуждает стружку материала выходить не вниз, а в верхнем направлении.
Однако следует отметить, что верхняя часть 131а граничной линии 131 режущей поверхности CS также может служить в качестве режущей кромки. Таким образом, при соответствующих условиях в использовании одновременно могут иметь место две операции съема стружки: удаление стружки верхней частью 131а и выпуск указанной стружки в верхнем направлении, и удаление стружек остаточного материала режущими кромками 132, в результате которого указанная стружка выпускается вниз.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400 и 500 и/или показанных на фиг. 1A-13D, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400 и 500), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 14A-14D показан токарный резец, в целом обозначенный позиционным номером 600, который содержит державку 610 и режущую вставку 230, идентичную режущей вставке, использованной во фрезе 200, описанной выше.
В настоящем примере державка 610 имеет верхнюю поверхность 61 ОТ, нижнюю поверхность 610 В, боковые поверхности 610S, переднюю поверхность 610F и заднюю поверхность 610R. Верхняя поверхность 610T снабжена гнездом 612 для режущей вставки, которое в целом подобно гнезду 225 во фрезе 200, описанной выше. Гнездо 612 имеет выемку прямоугольной формы и снабжено крепежным отверстием 614, выполненным с возможностью приема крепежного винта 630 (как показано на фиг. 14А).
При сборке режущую вставку 230 размещают в гнезде 612 способом, подобным способу размещения в гнезде 225 фрезы 200, как описано выше.
Поскольку режущая вставка 230 является той же самой режущей вставкой, использованной во фрезе 200, следует понимать, что для режущей вставки 230 подходят определения режущей части, режущей поверхности, режущего зуба и режущих кромок, описанные со ссылкой на фиг. 8A-8D.
Как показано на фиг. 14D, при использовании токарный резец 600 взаимодействует с заготовкой WP, вращающейся вокруг своей центральной оси X, которая является перпендикулярной боковым поверхностям 610S державки 610. Токарный резец 600 выполнен с возможностью перемещения к заготовке WP в направлении подачи, обозначенном стрелкой F1, до проникновения режущих кромок 232 режущей вставки 230 в заготовку WP.
Способом, эквивалентным способу, описанному в отношении токарного резца 500, режущие кромки 232 проникают в заготовку WP и начинают отслаивать стружки материала (не показан) от заготовки WP. При отслаивании, благодаря углу а наклона режущих кромок 232, указанная стружка будет перемещаться вдоль стружечного канала 233С, пока не выйдет к нижней поверхности державки 610, как обозначено стрелками F2.
Одно из различий между настоящим токарным резцом 600 и токарным резцом 500, описанным со ссылкой на фиг. 13A-13D, состоит в дополнительной задней поверхности 610R державки 610 токарного резца. В частности, задняя поверхность 610R выполнена в форме перевернутого конуса, диаметр которого уменьшается к нижней поверхности 610В державки 610. Коническая форма способствует созданию задней поверхности, которая предотвращает плотное сжатие державкой 610 и затрудненный выход стружки, выпущенной в направлении к нижней поверхности 610 В. Кроме того, поскольку площадь режущей вставки 230, взаимодействующей с державкой 610, меньше эквивалентной площади режущей вставки 130, то имеется возможность экономии материала державки 610 токарного резца и уменьшения его стоимости.
Как и в описанном выше токарном резце 500, следует понимать, что верхняя часть 231а граничной линии 231 режущей поверхности CS также может служить режущей кромкой. Таким образом, при соответствующих условиях в использовании одновременно могут иметь место две операции съема стружки: удаление стружки верхней частью 231а и выпуск указанной стружки в верхнем направлении, и удаление стружек остаточного материала режущими кромками 232, в результате которого указанная стружка выпускается вниз.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500 и 600 и/или показанных на фиг. 1A-14D, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500 и 600), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 15A-15D показан токарный резец, в целом обозначенный позиционным номером 700, который содержит державку 710 и режущую вставку 330, которая является той же самой режущей вставкой, использованной в описанной выше фрезе 300.
В настоящем примере державка 710 токарного резца имеет верхнюю поверхность 710Т, нижнюю поверхность 710В, боковые поверхности 710S, переднюю поверхность 710F и заднюю поверхность 710R. Верхняя поверхность 710Т снабжена гнездом 712 для режущей вставки, которое в целом подобно гнезду 325 для режущей вставки описанной выше фрезы 300. Гнездо 712 имеет выемку прямоугольной формы и снабжено крепежным отверстием 714, выполненным с возможностью приема крепежного винта 730 (как показано на фиг. 15А).
При сборке режущую вставку 330 размещают в гнезде 712 способом, подобным способу размещения в гнезде 325 фрезы 300, как описано выше.
Поскольку режущая вставка 330 является той же самой режущей вставкой, использованной во фрезе 300, следует понимать, что для режущей вставки 330 подходят определения режущей части, режущей поверхности, режущего зуба и режущих кромок, описанные со ссылкой на фиг. 10A-10D.
Как показано на фиг. фиг. 15D, в использовании токарный резец 700 взаимодействует с заготовкой WP, вращающейся вокруг своей центральной оси X, которая является перпендикулярной боковым поверхностям 710S державки 710. Токарный резец 700 выполнен с возможностью перемещения к заготовке WP в направлении подачи, обозначенном стрелкой F1, до проникновения режущих кромок 332 режущей вставки 330 в заготовку WP.
Способом, эквивалентным способу, описанному в отношении токарного резца 600, режущие кромки 332 проникают в заготовку WP и начинают отслаивать стружки материала (не показан) от заготовки WP. При отслаивании, благодаря углу а наклона режущих кромок 332, указанная стружка будет перемещаться вдоль стружечного канала 333С, пока не выйдет к нижней поверхности державки 710, как обозначено стрелками F2.
Одно из различий между настоящим токарным резцом 700 и токарным резцом 600, описанным со ссылкой на фиг. 14A-14D, состоит в задней поверхности 710R державки 710 токарного резца. В частности, несмотря на то, что задняя поверхность 710R выполнена в форме перевернутого конуса, подобно задней поверхности 610R, она также снабжена вспомогательными стружечными каналами 716, которые являются прямым продолжением стружечных каналов 333С режущей вставки 330. Как и в предыдущем примере, коническая форма способствует созданию задней поверхности, которая предотвращает плотное сжатие державкой 710 и затрудненный выход стружки, выпущенной в направлении к нижней поверхности 710 В. В настоящем примере вспомогательные стружечные каналы 716 обеспечивают улучшенное удаление стружки, и в использовании стружка перемещается сначала в стружечных каналах 333С, затем во вспомогательных стружечных каналах 716 и только после этого выпускается к нижней стороне державки 710.
Как и в описанном выше токарном резце 600, следует понимать, что верхняя часть 331а граничной линии 331 режущей поверхности CS также может служить режущей кромкой. Таким образом, при соответствующих условиях в использовании одновременно могут иметь место две операции съема стружки: удаление стружки верхней частью 331а и выпуск указанной стружки в верхнем направлении, и удаление стружек остаточного материала режущими кромками 332, в результате которого указанная стружка выпускается вниз.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600 и 700 и/или показанных на фиг. 1A-15D, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600 и 700), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 16А-16С показано сверло, в целом обозначенное позиционным номером 800, которое содержит установочную часть 810 и рабочую часть 820, проходящие вдоль центральной оси X. Рабочая часть 820 в свою очередь снабжена двумя режущими частями 830, каждый из которых имеет режущую поверхность CS, выполненную с возможностью взаимодействия с заготовкой WP (не показана).
Каждая из установочной части 810 и рабочей части 820 снабжены двумя стружечными канавками 814, 824 соответственно, выполненными с возможностью отвода стружки материала, удаленного из заготовки WP режущими частями 830 рабочей части 820.
Каждая режущая часть снабжена основным стружечным каналом 833С, проходящим в целом по спирали вокруг центральной оси X и разделяющим соответствующую режущую часть 830 на внутренний режущий зуб 837 и внешний режущий зуб 838.
Таким образом, каждая из режущих частей 830 имеет внутреннюю режущую кромку 832а, принадлежащую внутреннему режущему зубу 837 и проходящую в целом радиально относительно центральной оси X, промежуточную режущую кромку 832b, проходящую вдоль одного края стружечного канала 833С между ее начальной точкой PS и конечной точкой РЕ, и внешнюю режущую кромку 832 с, принадлежащую внешнему режущему зубу 838 и также проходящую в целом радиально относительно центральной оси X и являющуюся продолжением внутренней режущей кромки 832а.
Сверло 800 в настоящем примере имеет линию IL пересечения, заданную пересечением наружной поверхности режущей части 830 фрезы 1, ориентированной под углом к центральной оси X, и поверхности стружечной канавки 824. Однако указанная линия IL пересечения не обязательно полностью является режущей кромкой (т.е. режущей кромкой может быть только ее часть), а наружная поверхность и поверхность канавки не обязательно должны представлять собой единственные соответствующие переднюю и заднюю поверхности Re, Rf для линии IL пересечения. Как показано на чертеже, сверло 800 снабжено режущей кромкой 832b, которая ориентирована в поперечном направлении по отношению к линии IL пересечения (но не вдоль нее). Тем не менее, как будет описано ниже, сегменты линии IL пересечения могут быть дополнительно использованы в качестве режущих кромок. Для сравнения, как показано на фиг. 16D, известное сверло DT имеет две режущие кромки СЕ и две стружечные канавки CF. Из чертежа видно, что в известном сверле DT каждая из режущих кромок СЕ проходит только вдоль линии пересечения, заданной пересечением поверхности, проходящей в поперечном направлении по отношению к центральной оси X сверла DT, и поверхности его канавки, которые, в известном сверле представляют собой переднюю поверхность Re и заднюю поверхность Rf. Следует отметить, что в известном сверле DT указанные линии пересечения представляют собой единственные режущие кромки СЕ сверла DT.
Каждая из указанных режущих поверхностей CS ограничена граничной линией 831. В настоящем примере, не смотря на то, что внутренняя и внешняя режущие кромки 832а, 832с проходят вдоль граничной линии 831, промежуточная режущая кромка 832b проходит вдоль режущей поверхности в целом в поперечном направлении по отношению к граничной линии 831.
Следует отметить, что для внутренней и внешней режущих кромок 832а, 832с передняя поверхность задана как поверхность стружечной канавки 824, в то время как для промежуточной режущей кромки 832b передняя поверхность 834 задана как внутренняя поверхность стружечного канала 833С.
Каждая из режущих частей 830 дополнительно снабжена вспомогательным стружечным каналом 843 с, который задает задний режущий зуб 840, расположенный позади режущей кромки 832а-832b-832с и имеющий режущую кромку 842. Назначение заднего режущего зуба 840 будет описана подробно со ссылкой на фиг. 17А и 17В.
В использовании сверло 800 вращается вокруг центральной оси X в направлении, обозначенном стрелкой n. При проникновении в заготовку WP внутренняя и внешняя режущие кромки 832а, 832с начинают отслаивать стружки материала от заготовки WP в направлении вращения. Указанные стружки перемещаются в направлении к стружечной канавке 824, ограничивающей внутреннюю и внешнюю режущие кромки 832а, 832с, и через нее проходят в стружечные канавки 814, из которых они выходят наружу. Одновременно промежуточная режущая кромка 832b отслаивает стружки материала в направлении к центру сверла 800 таким образом, что указанные стружки перемещаются в стружечном канале 833С и выходят к стружечной канавке 824, ограничивающей задний режущий зуб 840, и затем в стружечную канавку 814, из которой они наконец выходят наружу.
Таким образом, сверло 800 в целом выполняет двойную операцию резания, которая по существу подобна операции резания, выполняемой описанными выше режущими инструментами (например 100), в котором режущие кромки 132 и часть 131а выполняют операцию резания, причем стружки, удаленные одной режущей частью, одновременно выводятся посредством двух различных стружечных канавок.
В этом отношении следует отметить (в частности, как показано на фиг. 16С), что радиальное расстояние I1 до наиболее выступающей точки внутренней режущей кромки 832а больше радиального расстояния I2 до конечной точки РЕ режущей кромки 832b. Таким образом сформирована непрерывная режущая кромка (термин ″непрерывная режущая кромка″ в настоящем описании относится к режущей кромке, действующей на заготовку WP).
Как показано на фиг. 17А и 17В, внешний режущий зуб 838 имеет значительно скругленную часть 835, проходящую вдоль окружности сверла 800. Таким образом, в использовании его эффективный радиус резания равен r. С другой стороны, задний режущий зуб 840 снабжен скругленной частью, имеющей меньший радиус, в результате чего эффективный радиус резания равен R>r. Такая конструкция обеспечивает равномерное распределение нагрузок, приложенных к режущей части 820 сверла 800, и, в частности, распределение нагрузок между внешним режущим зубом 838 и задним режущим зубом 840 (принцип, далее поименованный как ″перекрытие радиусов″).
Более конкретно, при использовании внешняя режущая кромка 832 с внешнего режущего зуба 838 удаляет материал из заготовки WP, оставляя часть материала с некоторым радиусом (в данном конкретном примере 0,2 мм, как показано на фиг. 17В), и затем режущая кромка 842 заднего режущего зуба 840 входит в заготовку и удаляет остаточный материал, сводя указанный радиус до нуля.
Также следует отметить, что любой материал, удаленный задним режущим зубом 840, направляется во вспомогательный стружечный канал 843С и выпускается через стружечную канавку, соседнюю с указанным каналом (т.е. в направлении, противоположном направлению вращения сверла), подобно пути перемещения материала, удаленного промежуточной режущей кромкой 832b.
Следует отметить, что поскольку в известных сверлах износ большей частью происходит на внешней части сверла, то вышеописанная конструкция снижает скорость изнашивания и таким образом увеличивает общий срок эксплуатации сверла 800 по сравнению с известными сверлами.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700 и 800 и/или показанных на фиг. 1А-17 В, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700 и 800), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 18А-18С показано еще одно сверло, в целом обозначенное позиционным номером 900, которое по существу является упрощенной версией сверла 800, описанного выше, с тем различием, которое состоит в отсутствии у сверла 900 стружечного канала 833С и режущей кромки, разделенной на сегмента 832а-832b-832с. Настоящее сверло также представляет собой хороший пример того, как конкретные отличительные особенности описанных выше инструментов могут быть использованы независимо друг от друга в других режущих инструментах.
Сверло 900 снабжено установочной частью 910, проходящей вдоль центральной оси X, и имеет рабочую часть 920, расположенную в конце указанной установочной части. Рабочая часть 920 в свою очередь снабжена двумя режущими частями 926, каждая из которых имеет режущую поверхность CS, выполненную с возможностью взаимодействия с заготовкой WP (не показана). Каждая из указанных режущих поверхностей CS ограничена граничной линией 931.
Установочная часть 910 снабжена двумя стружечными канавками 914, выполненными с возможностью перемещения стружки материала, удаленного из заготовки WP режущими частями 930 рабочей части 920.
Каждая из режущих частей 926 снабжена стружечным каналом 943С, разделяющим режущую часть 926 на передний режущий зуб 930 и задний режущий зуб 940, которые в целом эквивалентны соответствующим внешнему режущему зубу 838 и заднему режущему зубу 840 сверла 800. Каждый из указанных зубьев (930, 940) снабжен соответствующей режущей кромкой 932, 942, и каждая из указанных режущих кромок имеет соответствующие переднюю поверхность 934, 944 и заднюю поверхность 936, 946.
Назначение заднего режущего зуба 940 подобно описанному выше в отношении сверла 800 и показанному на фиг. 17А и 17В, т.е. состоит в более равномерном распределении нагрузки путем снижения нагрузки на передний зуб 930.
В использовании сверло 900 вращается вокруг центральной оси X в направлении, обозначенном стрелкой n. При проникновении в заготовку WP режущая кромка 932 переднего режущего зуба 930 начинает отслаивать стружки материала от заготовки WP в направлении вращения. Указанные стружки направляются к стружечной канавке 914, ограничивающей режущую кромку 932, и перемещаются в ней до выхода от сверла 900.
Кроме того, в использовании, как и в предыдущем примере, режущая кромка 932 переднего режущего зуба 930 удаляет материал из заготовки WP, оставляя некоторую часть с радиусом (например 0,2 мм, как показано на фиг. 17В), и затем режущая кромка 942 заднего режущего зуба 940 входит и удаляет остальной материал, уменьшая радиус остатка до нуля.
Поскольку эффективный радиус резания переднего режущего зуба 930 равен r, а эффективный радиус резания заднего зуба 940 является R, причем R>r, то обеспечивается более равномерное распределение нагрузки, приложенной к режущей части 920 сверла 900, и, в частности, более равномерное распределение нагрузки между передним режущим зубом 930 и задним режущим зубом 940 (согласно принципу, далее поименованному как ″перекрытие радиусов″).
Также следует отметить, что любой материал, удаленный задним режущим зубом 940, перемещается во вспомогательном стружечном канале 943С и выпускается в стружечную канавку, соседнюю с указанным каналом (т.е. в направлении, противоположном направлению вращения сверла).
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800 и 900 и/или показанных на фиг. 1А-18С, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800 и 900), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 19А и 19 В показан токарный резец, в целом обозначенный позиционным номером 1000, который содержит державку 1100, режущую вставку 1200, стружколом 1300 и фиксирующий узел 1400. Державка 1100 резца снабжена опорной частью 1130, в которой размещены указанный стружколом 1300 и режущая вставка 1200 таким образом, что стружколом 1300 поддерживается снизу державкой 1100, а режущая вставка 1200 расположена на стружколоме 1300 и таким образом опирается на него.
Фиксирующий узел 1400 содержит зажим 1410 и крепежный винт 1420 и расположен таким образом, что зажим 1410 нажимает на режущую вставку 1200 сверху, удерживая ее на месте. Кроме того, крепежный винт 1420 выполнен с возможностью взаимодействия со стружколомом 1300 посредством державки 1100 и фиксирует его на месте.
На фиг. 20А-20С показана державка 1100 резца, которая имеет корпус 1110, проходящий вдоль продольной оси X и содержащий в одном из его концов взаимодействующую часть 1112, выполненную с возможностью крепления к приводу (не показан), а в противоположном конце установочную часть 1120, выполненную с возможностью размещения в ней стружколома 1300 и режущей вставки 1200, а также с возможностью взаимодействия с фиксирующим узлом 1400. Корпус 1110 имеет верхнюю поверхность Т, нижнюю поверхность В, боковые поверхности S и переднюю поверхность F.
Установочная часть 1120 имеет центральный канал 1122, проходящий в направлении, перпендикулярном продольной оси X, и служащий в качестве опорной части для режущей вставки 1200 и для стружколома 1300. Указанный центральный канал имеет первую часть 1130, выполненную с возможностью размещения в ней режущей вставки 1200, и вторую часть 1140, выполненную с возможностью размещения в ней стружколома 1300. Центральный канал 1122 открыт в его верхнем конце с обеспечением возможности размещения в нем стружколома 1300 и режущей вставки 1200 и ограничен снизу нижним основанием 1142. Установочная часть 1120 дополнительно снабжена отверстием 1150 фиксирующего узла, выполненным на верхней стороне державки 1100 с возможностью взаимодействия с фиксирующим узлом 1400.
На фиг. 22A-22D показан стружколом, который имеет корпус 1310, проходящий вдоль оси X между его верхней поверхностью 1317 и нижней поверхностью 1315. Стружколом 1300 содержит установочную часть 1320, выполненную с возможностью установки и выравнивания стружколома 1300 в державке 1100, разрушающую часть 1330, выполненную с возможностью разрушения стружки, удаленной режущей вставкой 1200 во время токарной операции, и гнездо 1312, совмещенное с центральной осью X, выполненное с возможностью взаимодействия с режущей вставкой 1200 при размещении режущей вставки 1200 в державке 1100 над стружколомом 1300.
Установочная часть 1320 имеет боковую планку 1322, которая проходит по всей длине между верхней поверхностью 1317 и нижней поверхностью 1315 и имеет Г-образную форму. Планка 1322 выполнена с возможностью приема в соответствующую направляющую державки 1100 резца. Планка 1322 имеет выемку 1324, расположенную рядом с нижней поверхностью 1315 и выполненную с возможностью взаимодействия с крепежным винтом 1420. Установочная часть 1320 дополнительно снабжена задней планкой 1326, выполненной с возможностью приема в другую соответствующую направляющую державки 1100. Также следует отметить, что задняя поверхность 1316 стружколома 1300 проходит под углом 8 относительно второй планки 1326.
Разрушающая часть 1330 снабжена стружколомным каналом 1334, который проходит по всей длине между верхней поверхностью 1317 и нижней поверхностью 1315 стружколома 1330. Канал 1334 имеет изгиб для приложения давления к стружке, перемещающейся вдоль него, для ее разрушения.
На фиг. 24A-24D показан режущая вставка 1200, которая имеет корпус 1210, проходящий вдоль центральной оси X и имеющий верхнюю поверхность 1212 и нижнюю поверхность 1214. Корпус 1210 содержит центральную установочную часть 1230 и три режущие части 1220, проходящие вокруг центральной оси X. Верхняя поверхность 1212 имеет верхний центрирующий выступ 1232, выполненный с возможностью взаимодействия с зажимом 1410 фиксирующего узла 1400, и нижняя поверхность 1214 имеет нижний центрирующий выступ 1234, выполненный с возможностью взаимодействия со стружколомом 1300. Корпус дополнительно снабжен тремя выравнивающими поверхностями 1233, выполненными с возможностью взаимодействия с соответствующими поверхностями первой части 1130 центрального канала 1122 державки 1100 резца.
Каждая из режущих частей 1220 выполнена в форме крыла, проходящего криволинейно вокруг центральной оси X, и каждое из таких крыльев снабжено режущей кромкой 1224, заданной между передней поверхностью 1225 и задней поверхностью 1226. Криволинейное крыло формирует стружечный канал 1228, выполненный с возможностью вывода стружек, удаленных из заготовки WP, из резца 1100 во время токарной операции.
На фиг. 20А-20С показана вторая часть 1140 центрального канала 1120 державки 1100 резца, которая имеет нижнее основание 1142, правый направляющий канал 1144 и левый направляющий канал 1146, выполненные с возможностью приема в них планок 1324 и 1326 стружколома 1300. Направляющие каналы выполнены с возможностью выравнивания стружколома 1300 во время его установки во вторую часть 1140, а также для надежного удерживания указанного стружколома на месте с сохранением его заданной ориентации. Вторая часть 1140 дополнительно снабжена вырезом 1148, выполненным с возможностью вывода стружек, удаленных из заготовки WP во время токарной операции, как будет подробно описано со ссылкой на фиг. 25А, 25В в отношении использования резца 1000.
Первая часть 1130 снабжена двумя боковыми стенками 1133, выполненными с возможностью взаимодействия с поверхностями 1233 режущей вставки 1200 при ее размещении внутри первой части 1130. Первая часть 1130 дополнительно снабжена двумя опорами 1137, 1138, выполненными с возможностью взаимодействия с нижней поверхностью 1214 режущей вставки 1200 и ее поддержки снизу.
На фиг. 21А, 21В, 23А и 23В показано расположение элементов в резце, согласно которому первая часть 1130 расположена над второй частью 1140 таким образом, что сборку узла выполняют в следующем порядке: сначала во вторую часть 1140 центрального канала 1122 вставляют стружколом 1300, и затем в первую часть 1130 вставляют режущую вставку 1200 таким образом, чтобы она опиралась своей нижней стороной на указанный стружколом. Затем на верхней поверхности Т державки 1110 резца устанавливают зажим 1410 и фиксируют с использованием крепежного винта 1420 для сжатия режущей вставки 1200 и стружколома 1300.
Если стружколом 1300 вставлен во вторую часть 1140, то его нижняя поверхность 1315 взаимодействует с нижним основанием 1142, а планки 1324, 1326 приняты в направляющие 1144, 1146 соответственно. В указанном положении верхнее гнездо 1312 обращено в верхнем направлении и готово к приему нижнего выступа 1234 режущей вставки 1200. Кроме того следует отметить, что опорные поверхности 1137, 1138 выровнены (совмещены вровень) с верхней поверхностью 1317 стружколома 1300 и формируют непрерывную поверхность для режущей вставки 1200, которая должна на нее опираться. Также следует отметить, что в описанном положении, т.е. когда стружколом 1300 размещен во второй части 1140, вырез 1148 формирует непрерывную поверхность с поверхностью разрушающего канала 1334 стружколома 1300.
Когда режущая вставка 1200 установлена на державку 1100 и расположена в первой части 1130, поверхности 1233 указанной части выровнены заподлицо со стенками 1133 первой части и таким образом удерживаются на месте. Нижний выступ 1234 режущей вставки 1200 принят в гнездо 1312 стружколома 1300 таким образом, что центральная ось X режущей вставки 1200 совмещена с центральной осью X стружколома 1300. Кроме того, следует отметить, что в указанном положении одна из режущих частей 1220 режущей вставки 1200 проходит во внешнем направлении из державки 1100 для использования в операции резания, в то время как две другие режущие части 1220 надежно приняты в первой части 1130.
Как показано на фиг. 25А и 25В, в использовании, как описано выше, стружка С удаленная из заготовки WP, выдавливается вниз и таким образом в данном случае направляется в разрушающий канал 1334 стружколома 1300. Благодаря криволинейной форме разрушающего канала 1334 указанная стружка разрушается и удаляется вдоль нижней стороны резца 1000. Следует отметить, что при использовании резца 1000 на режущую вставку 1200 действует результирующая сила F, создающая вращательный момент, направленный вокруг центральной ось X. Боковые стенки 1133 первой части 1130 оказывают необходимую поддержку режущей вставке 1200 посредством поверхностей 1233 и противодействуют указанному вращательному моменту.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900 и 1000 и/или показанных на фиг. 1А-25В, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900 и 1000), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 26А и 26В показан еще один токарный резец, в целом обозначенный позиционным номером 2000, который содержит державку 2100, режущую вставку 2200, стружколом 2300 и фиксирующий узел 2400. Державка 2100 снабжена опорной частью 2130, в которой размещены указанный стружколом 2300 и режущая вставка 2200 таким образом, что режущая вставка 2200 расположена на стружколоме 2300 и таким образом опирается на него.
В целом токарный резец 2000 подобен описанному выше токарному резцу 1000, с различием, состоящим в том, что стружколом 2300 не размещен внутри державки 2100 и не поддерживается его нижним основанием, а соединен с державкой 2100 с его передней стороны посредством крепежного винта 2420. В целях наглядности элементы токарного резца 2000, подобные элементам резца 1000, обозначены подобными позиционными номерами, увеличенными на 1000 (например державка 1100 токарного резца 1000 подобна державке 2100 токарного резца 2000).
В настоящем примере стружколом 2300 имеет поверхность 2322, а передняя поверхность державки 2100 снабжена соответствующей планкой 2142 (как показано на фиг. 26В), выполненной с возможностью установки на нее стружколома 2300. Стружколом 2300 дополнительно имеет крепежное отверстие 2366, и передняя поверхность державки 2100 имеет соответствующее крепежное отверстие 2166 таким образом, что при установке стружколома 2300 на державку 2100 крепежный винт 1420 может быть ввинчен в отверстие 2166 сквозь отверстие 2366 для соединения стружколома 2300 с державкой.
На фиг. 27А показан стружколом 2300, который имеет плоскую верхнюю поверхность 2312, нижнюю поверхность 2314 и боковую поверхность 2316. В боковой поверхности 2316 стружколома 2300 сформирован стружечный канал 2335 в виде выреза криволинейной формы, имеющий стружколомную поверхность 2334, изогнутую под углом почти 90°. Стружколомная поверхность 2334 выполнена с возможностью приема стружки во время использования резца 2000, и благодаря указанному почти прямому углу разрушает указанную стружку перед ее выпуском из резца 2000.
Стружколом 2300 дополнительно снабжен опорной стенкой 2324, которая проходит от его верхней поверхности и выполнена с возможностью поддержки режущей вставки 2200 при ее установке на резец 2000. Опорная стенка 2324 по форме и углу подобна соответствующей опорной поверхности, сформированной в режущей вставке 2200.
На фиг. 29А-29Е показана режущая вставка, которая содержит корпус 2210, который проходит вдоль центральной оси X и имеет два крыла 2220, проходящие в противоположные стороны от центральной оси X.
Каждое из крыльев 2220 снабжено режущей кромкой 2224, которая является линией пересечения передней поверхности 2225 и задней поверхности 2226. Каждое из крыльев 2220 также выполнено криволинейным и таким образом формирует стружечный канал 2228, посредством которого в использовании стружка может быть удалена из резца 2000.
Кроме того, следует отметить, что режущая вставка 2200 снабжена головкой 2230, которая имеет плоскую верхнюю поверхность 2232 и плоские боковые стенки 2233. Плоские боковые стенки 2233 выполнены с возможностью препятствования вращению режущей вставки 2200 при использовании резца 2000.
Режущая вставка 2000 также снабжена наклонной опорной поверхностью 2234, расположенной в конце режущей вставки, противоположном в осевом направлении головке 2230. Наклонная поверхность 2234 выполнена под углом, соответствующим опорной поверхности 2324 стружколома 2300, таким образом, что при установке друг на друга поверхность 2234 и 2324 совмещены друг с другом и обеспечивают надлежащую поддержку режущей вставки 2200 стружколомом 2300.
На фиг. 29G показана режущая вставка 2200, установленная на державку 2100 резца с опорой на стружколом 2300. В указанном положении нижняя часть 2240 режущей вставки 2200 поддерживается опорной поверхностью 2144 державки 2100, в то время как опорная поверхность 2234 режущей вставки поддерживается опорной поверхностью 2324 стружколома 2300.
На фиг. 29F показана стружечная канавка 2234 стружколома 2300, выровненная со стружечным каналом 2228 режущей вставки и таким образом обеспечивающая возможность свободного перемещения стружки во время операции резания, как показано на фиг. 29F. Однако следует отметить, что из-за угла стружечной канавки 2234 стружки, удаленные из заготовки, разрушаются и выходят из стружколома 2300 в разрушенном состоянии (т.е. не непрерывной спиралью).
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000 и 2000 и/или показанных на фиг. 1A-29F, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000 и 2000), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 30А и 30В показан чистовой резец, в целом обозначенный позиционным номером 2000′, который содержит державку 2100′, режущую вставку 2200′ и фиксирующий узел 2400′. Чистовой резец 2000′ в целом подобен токарному резцу 1000′ с двумя основными различиями, состоящими в следующем: отсутствие отдельного стружколома (эквивалентного стружколому 1300 в токарном резце 1000) и размер режущих кромок 2224′ (по сравнению с размером режущих кромок 1224 в токарном резце 1000).
Державка 2100′ резца содержит корпус 2110″, имеющий в своем отдаленном конце установочную часть 2120′ в форме полости 2121′, выполненную с возможностью приема в нее режущей вставки 2200′. Полость 2121′ ограничена нижней опорной поверхностью 2122′, а также боковыми стенками 2124′ и втулочными частями 2126′, проходящими перпендикулярно указанной опорной поверхности. Нижняя поверхность 2122′ дополнительно снабжена гнездом 2123′, выполненным с возможностью приема соответствующего выступа режущей вставки 2200′.
Боковые стенки 2124′ установочной части 2120 являются плоскими и выполнены с возможностью взаимодействия с соответствующими плоскими поверхностями режущей вставки 2200′. С другой стороны, втулочные части 2126′ выполнены с возможностью приема в них режущих кромок режущей вставки 2200′, которые не используются в операции резания, выполняемой токарным резцом 2000′.
Как показано на фиг. 30E-30G, режущая вставка 2200′ проходит вдоль центральной оси X и имеет верхнюю поверхность 2232′, нижнюю поверхность 2231′ и три боковые поверхности 2234′, проходящие между ними. Между каждыми из двух соседних боковых поверхностей 2234′ проходит режущая часть, содержащая режущую кромку 2224′, заданную пересечением передней поверхности 2226′ и задней поверхности 2228′ и проходящую в осевом направлении между верхней поверхностью 2232′ и нижней поверхностью 2231′.
Как и в описанных выше резцах, режущие кромки 2224′ проходят между верхней поверхностью 2232′ и нижней поверхностью 2231′ режущей вставки 2200′, в отличие от известных резцов, в которых указанные режущие кромки проходят вдоль линии пересечения верхней поверхности 2232′ и боковой поверхности 2234′.
Режущая вставка 2200′ дополнительно снабжена двумя треугольными центрующими выступами 2242′, один из которых выступает из верхней поверхности 2232″ режущей вставки 2200′, а другой выступает из нижней поверхности 2231′ режущей вставки 2200′. Центрующие выступы 2242′ выполнены с возможностью приема в соответствующее гнездо 2123′ державки 2100′ резца.
При сборке режущую вставку 2200′ устанавливают на державку 2100′ таким образом, что нижняя поверхность 2231′ указанной вставки опирается на нижнюю поверхность 2122′ полости 2121′, а треугольный выступ 2242′ принят в гнездо 2123′. В указанном положении боковые поверхности 2234′ режущей вставки 2200′ совмещены с боковыми стенками 2124′, а две режущие кромки 2224′ режущей вставки приняты во втулочные части 2126′.
В этом положении оставшаяся режущая кромка 2224′ выступает из державки резца 2100′ и обеспечивает возможность ее использования в доводочной операции, которую выполняют чистовым резцом 2000.
В использовании чистовой резец 2000′ действует подобно токарному резцу 1000. Однако поскольку данный резец является чистовым, радиальное продолжение режущих кромок 2224′ намного меньше радиального продолжения соответствующих режущих кромок 1224′ резца 1000.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000 и 2000′ и/или показанных на фиг. 1A-30G, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000 и 2000′), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 31A-34D показана еще одна фреза, в целом обозначенная позиционным номером 3000. Фреза 3000 содержит держатель 3100 и шесть установленных на нем режущих вставок 3200, соединенных с указанным держателем посредством крепежных винтов 3420. Фреза 3000 имеет центральную ось X и выполнена с возможностью вращения вокруг указанной оси во время операции фрезерования.
На фиг. 32А-32Е показан держатель 3100 фрезы, снабженный шестью гнездами 3120 для режущих вставок, каждое из которых выполнено с возможностью приема в него режущей вставки 3200. Каждое из гнезд 3120 имеет нижнюю поверхность 3122 и две боковые стенки 3124 и 3126, проходящие в целом перпендикулярно нижней поверхности 3122 и ориентированные под углом относительно друг друга. Нижняя поверхность 3122 снабжена крепежным отверстием 3128, выполненным с возможностью приема в него крепежного винта для фиксации режущей вставки 3200 на месте.
Как показано на фиг. 34А-34С, режущая вставка 3200 содержит центральную установочную часть 3210, проходящую вдоль оси X, и две периферийные режущие части 3220, также проходящие вдоль оси X и расположенные в противоположных концах установочной части 3210.
Установочная часть 3210 имеет верхнюю поверхность 3212, нижнюю поверхность 3213 и две боковые поверхности 3214, проходящие между ними. Установочная часть 3210 дополнительно снабжена крепежным отверстием 3240, проходящим между боковыми поверхностями 3214 и имеющим центральную ось Y. Крепежное отверстие 3240 выполнено с возможностью приема в него крепежного винта 3420 для фиксации режущей вставки 3200 при ее установке в гнездо держателя 3100.
Каждая из режущих частей 3220 снабжена режущей кромкой 3224, заданной пересечением передней поверхности 3225 и задней поверхности 3226. Режущая кромка 3224 проходит между первой конечной точкой Р1, расположенной рядом с верхней поверхностью 3212 установочной части 3210, и второй конечной точкой Р2, расположенной рядом с нижней поверхностью 3213 установочной части 3210, и имеет спиральную форму. В частности, первая конечная точка Р1 и вторая конечная точка Р2 в осевом направлении смещены относительно друг друга, причем первая конечная точка Р1 расположена ближе к одной из боковых поверхностей 3214 установочной части 3210, в то время как вторая конечная точка Р2 расположена ближе к другой боковой поверхности 3214 установочной части 3210.
Также следует отметить, что режущая вставка 3200 является двусторонней и имеет вращательную симметрию относительно средней плоскости, расположенной между указанными двумя боковыми поверхностями 3214 и в целом параллельной указанным поверхностям (ось X лежит в указанной средней плоскости). Также в этом отношении следует отметить, что по причине указанной симметрии первая конечная точка одной из режущих кромок 3224 расположена ближе к одной из боковых поверхностей 3214, в то время как первая конечная точка другой из режущих кромок 3224 противоположно расположена ближе к другой из боковых поверхностей 3214.
В частности, на фиг. 33 показана режущая вставка 3200, установленная на держатель 3100 фрезы. В установленном положении крепежный винт 3400 фиксирует режущую вставку 3200 в гнезде 3120. Как показано на чертеже, режущая вставка 3200 установлена таким образом, что одна из ее боковых поверхностей 3214 выровнена с опорной поверхностью 3122 гнезда 3120, и таким образом, что ее верхняя поверхность 3212 обращена в направлении R вращения фрезы 3000 во время операции резания.
В использовании, как показано на фиг. 34D, при вращении фрезы 3000 вокруг ее центральной оси X и подаче таким образом, что режущие вставки 3200 взаимодействуют с заготовкой WP, режущая кромка 3224 удаляет стружку из заготовки путем ″соскабливания″. Таким образом, подобно описанным выше резцам, режущая кромка 3224 проникает в заготовку в целом под острым углом θ.
На фиг. 35А и 35В показана еще одна режущая вставка, в целом обозначенная позиционным номером 3200′. Режущая вставка 3200′ в целом подобна режущей вставке 3200, и таким образом элементы режущей вставки 3200′, которые являются подобными элементам режущей вставки 3200, обозначены подобными позиционными номерами с добавлением (′), т.е. режущая кромка 3224 режущей вставки 3200 подобна режущей кромке 3224′ режущей вставки 3200′.
Различие между режущей вставкой 3200′ и режущей вставкой 3200 состоит в форме режущей кромки 3224′. В частности, режущая кромка 3224′ режущей вставки 3200′ изготовлена путем стесывания режущей кромки 3224 режущей вставки 3200. Таким образом, в режущей вставке 3200′ передняя поверхность 3225 сформирована передней поверхностью 3225′ и дополнительной поверхностью 3227′. Указанное стесывание острой режущей кромки обеспечивает увеличенную прочность режущей кромки 3224′, которая может выдерживать большую нагрузку во время операции резания.
Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000 и 3000′ и/или показанных на фиг. 1А-35В, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000″, 3000 и 3000′), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей.
На фиг. 36-38D показана еще одна фреза, в целом обозначенная позиционным номером 4000, которая содержит держатель 4100 и пять режущих вставок 4200, соединенных с держателем посредством винтов 4420. Фреза 4000, а также фрезы 4000′ и 4000″, которые будут дополнительно описаны со ссылкой на фиг. 39A-40D и фиг. 41-42С соответственно, все выполнены на основе принципа, обозначенного в настоящем описании как ″задний зуб″.
В частности, на фиг. 37А показан держатель 4100 фрезы, снабженный пятью гнездами 4120 для режущих вставок, каждое из которых имеет опорную поверхность 4122 и две боковые стенки 4124, 4126, проходящие в целом перпендикулярно опорной поверхности 4120 и ориентированные в целом перпендикулярно друг другу. Опорная поверхность 4122 имеет крепежное отверстие 4128, выполненное с возможностью ввинчивания в него крепежного винта 4420 для фиксации режущей вставки 4200 в гнездо 4120.
Как показано на фиг. 37В, если режущая вставка 4200 установлена на держатель 4100, она принята в гнездо 4120, и крепежный винт 4420 проходит в отверстие режущей вставки 4200 для ее фиксации на держателе 4100.
Как показано на фиг. 38A-38D, режущая вставка 4200 имеет прямоугольный корпус, снабженный крепежным отверстием 4240, задающим центральную ось X режущей вставки 4200, и две режущие части, расположенные напротив друг друга симметрично относительно центральной оси X. Каждая из указанных режущих частей содержит переднюю секцию 4220 и заднюю секцию 4250, каждая из которых имеет режущую кромку 4224 и 4254 соответственно. Режущая кромка 4224 передней секции 4220 содержит криволинейный сегмент, радиус кривизны которого равен R, в то время как режущая кромка 4254 задней секции 4250 имеет радиус r, причем r< Таким образом, как описанный выше, при вращении фрезы 4000 и ее вводе в заготовку WP (не показана), сначала режущая кромка 4224 передней секции 4220 взаимодействует с заготовкой WP и оставляет в ней вырез с радиусом R. Затем режущая кромка 4254 задней секции 4250 взаимодействует с заготовкой, дополнительно удаляет из нее материал и оставляет вырез с радиусом r, причем r< Задние секции, например 4250, могут быть обозначены в настоящем описании как ″задний зуб″, и таким образом могут осуществлять общий принцип разделения одиночной режущей части на переднюю секцию и заднюю секцию, каждая из которых имеет режущие кромки, выполненные с возможностью формирования различных вырезов в заготовке. На фиг. 39A-40D показана еще одна фреза 4000′, в целом подобная фрезе 4000, с тем различием, что режущие вставки 4200′ имеют треугольную форму, и каждая из режущих вставок 4200′ вместо двух имеет три режущие части. В целях облегчения понимания элементы фрезы 4000′, подобные элементам фрезы 4000, обозначены подобными позиционными номерами с добавлением штриха (′). Также следует отметить, что держатель 4100′ фрезы 4000′ снабжен гнездами 4120′, которые соответствуют по форме и размерам треугольным режущим вставкам 4200′. На фиг. 41-42С показана еще одна фреза 4000″, в целом подобная фрезе 4000 с тем различием, что режущие вставки 4200″ имеют в целом квадратную форму, и каждая из режущих вставок 4200″ вместо двух имеет четыре режущие части. В целях облегчения понимания элементы фрезы 4000″, подобные элементам фрезы 4000, обозначены подобными позиционными номерами с добавлением двух штрихов (″). Также следует понимать, что держатель 4100″ фрезы 4000″ снабжен гнездами 4120″, которые по форме и размерам соответствуют квадратным режущим вставкам 4200″. Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′ и 4000″ и/или показанных на фиг. 1А-42С, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′ и 4000″), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей. На фиг. 43A-43D показано сверло, в целом обозначенное позиционным номером 5000. Сверло 5000 имеет корпус 5100, проходящий вдоль центральной оси X, и в одном из своих осевых концов снабжено двумя режущими частями 5200, которые расположены напротив друг друга симметрично относительно центральной оси X. Сверло 5000 выполнено с возможностью вращения вокруг центральной оси X и при вращении взаимодействует с заготовкой WP (не показана) для удаления из нее материала. Сверло 5000, а также сверла 5000′, 5000″ и 5000′″, дополнительно описанные со ссылкой на фиг. 44A-44D, 45A-45D и 46А-46С соответственно, все основаны на принципе ″заднего зуба″, использованного в указанных сверлах. Как показано на фиг. 43A-43D, каждая из режущих частей 5200 снабжена передней секцией 5220 и задней секцией 5250, и каждая из секций снабжена режущей кромкой 5224 и 5254 соответственно. Каждая из указанных режущих кромок 5224, 5254 имеет криволинейную часть, причем кривизна криволинейной части режущей кромки 5224 имеет радиус R, а кривизна криволинейной части режущей кромки 5254 имеет радиусом r, при этом r< Следует понимать, что в данном примере (а также в примерах сверл 5000′, 5000″ и 5000″′, которые будут описаны ниже), термины ″передний″ и ″задний″ относятся к направлению вращения сверла вокруг центральной оси X. Иными словами, ″передняя″ секция 5220 первой взаимодействует с заготовкой, в то время как ″задняя″ секция 5250 взаимодействует с заготовкой после ″передней″ секции. В использовании сверло 5000 действует подобно фрезам 4000, 4000′ и 4000″, описанным выше. Иными словами, как описано выше, при вращении сверла 5000 и его вводе в заготовку WP (не показана) первой взаимодействует с заготовкой WP режущая кромка 5224 передней секции 5220 и оставляет в заготовке вырез с радиусом R. Затем режущая кромка 5254 задней секции 5250 взаимодействует с заготовкой, дополнительно удаляет из нее материал и оставляет вырез с радиусом r, причем r< Стружки, удаленные из заготовки WP, перемещаются в стружечные канавки 5228 сверла 5000 и затем удаляются из него известным способом. Также следует отметить, что в настоящем примере передняя секция 5220 имеет режущую кромку 5224, которая проходит от центральной оси X к периферийной области корпуса 5100 сверла и является одиночной и непрерывной. На фиг. 44A-44D показано еще одно сверло, в целом обозначенное позиционным номером 5000′, в целом подобное сверлу 5000 с тем различием, что режущие части сверла 5000′ не содержат переднюю и заднюю секции. В целях облегчения понимания элементы сверла 5000′, подобные элементам резца 5000, обозначены подобными позиционными номерами с добавлением одного штриха (′). В частности, сверло 5000′ имеет корпус 5100′, проходящий вдоль центральной оси X, и содержит в одном из его концов две режущие части 5220′, расположенные напротив друг друга вокруг центральной ось X. Каждая из режущих частей 5220′ имеет режущую кромку 5224′ в форме дуги, проходящей от центральной оси X к периферийной области корпуса 5100′ вокруг мнимой оси z, параллельной центральной оси. Следует отметить, что в данном конкретном примере принцип ″заднего зуба″ не используется. В использовании сверло 5000′ вращается вокруг центральной оси X и взаимодействует с заготовкой WP (не показана) таким образом, что режущая кромка 5224′ удаляет из нее материал. В частности, вследствие дугообразной конструкции режущая кромка 5224′ проникает в заготовку гладко и под малым углом, в результате чего нагрузка, действующая на сверло 5100′, уменьшена. На фиг. 45A-45D показано еще одно сверло, в целом обозначенное позиционным номером 5000″, которое в целом подобно сверлу 5000 с тем различием, что сверло 5000″ снабжено скребком 5229″, выполненным с возможностью отклонения стружки, удаленной из заготовки WP (не показана), во внешнем радиальном направлении. В целях наглядности элементы резца 5000″, подобные элементам резца 5000, обозначены подобными позиционными номерами с добавлением двух штрихов (″). На фиг. 46А-46С показано еще одно сверло, в целом обозначенное позиционным номером 5000″, которое в целом подобно сверлу 5000 с тем различием, что большая часть режущей кромки сформирована из двух сегментов 52241″ и 52242″ таким образом, что первый сегмент 52241″ выполнен в форме стандартной режущей кромки сверла, в то время как второй сегмент 52242″ выполнен криволинейным подобно описанным выше примерам. Для наглядности элементы в резце 5000″′, подобные элементам резца 5000, обозначены подобными позиционными номерами с добавлением трех штрихов (′″). Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″ и 5000″′ и/или показанных на фиг. 1А-46С, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000″, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″ и 5000″′), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей. На фиг. 47А-49 показано еще одно сверло, в целом обозначенное позиционным номером 6000, которое содержит корпус 6100, проходящий вдоль центральной оси X. Корпус 6100 снабжен режущей частью 6220, имеющей в свою очередь две режущие кромки 6224. Каждая из режущих кромок 6224 проходит по спирали от центральной оси к внешней периферийной области корпуса 6100 сверла 6000. Конструкция режущих кромок 6224 такова, что любая радиальная линия (т.е. линия, проходящая от центральной оси в радиальном направлении), пересекающая режущую кромку 6224, в целом является перпендикулярной режущей кромке 6224. В использовании сверло 6000 действует подобно описанным выше сверлам 5000, 5000′, 5000″ и 5000′″. Таким образом, сверло 6000 вращается вокруг центральной оси X, т.е. каждая точка на сверле перемещается вдоль круговой траектории вокруг центральной оси X. Согласно уникальной конструкции режущих кромок 6224 при взаимодействии с заготовкой WP каждая из режущих кромок 6224 проникает в заготовку и перемещается в ней в направлении, почти параллельном направлению продолжения режущей кромки 6224, т.е. под небольшим углом. В этом состоит отличие от известных инструментов для резания/фрезерования/сверления/токарной обработки, в которым режущая кромка перемещается в направлении в целом под некоторым углом относительно направления ее продолжения. В частности, на фиг. 48A-48D показаны сечения сверла 6000 на различных этапах его использования, когда оно расположено внутри заготовки WP. Следует отметить, что при вращении сверла 6000 вокруг центральной оси X режущие кромки 6224 взаимодействуют с заготовкой WP и отслаивают от нее стружки С в осевом в целом восходящем направлении в отличие от известных сверл, в которых стружки перемещаются в момент их удаления из заготовки WP в касательном направлении, т.е. в направлении вращения сверла. Как показано на фиг. 49, в настоящем примере стружки, удаленные из заготовки, постепенно отслаиваются от поверхности заготовки благодаря спиральной конструкции (т.е. с постепенно расширяющимся диаметром) режущей кромки 6224. После отслаивания от заготовки WP стружка направляется в стружечные канавки 6225, в которых она перемещается в направлении, противоположном направлению вращения резца 6000. На фиг. 50A-50D показано еще одно сверло, в целом обозначенное позиционным номером 6000′, которое подобно сверлу 6000 с тем различием, что сверло 6000′ вместо двух снабжено тремя режущими кромками 6224′. Для наглядности элементы резца 6000′, подобные элементам резца 6000, обозначены подобными позиционными номерами с добавлением штриха (′). На фиг. 51-53Е показано еще одно сверло, в целом обозначенное позиционным номером 6000″, которое подобно сверлу 6000 с тем различием, что сверло 6000′ содержит корпус 6100″ и съемную сверлильную головку 6200″, который не является нераздельной частью сверла 6000″. В противоположность описанным выше инструментам для резания/фрезерования/сверления/токарной обработки в настоящем примере съемная сверлильная головка 6200″ выполнена с возможностью установки на корпус 6100″ сверла и фиксации на нем с использованием крепежного механизма 6300″, который содержит подпружиненный смещенный фиксирующий штифт. Следует отметить, что крепежный механизм, описанный выше, в целом подобен крепежному механизму, описанному в патентной заявке США №12/314428, принадлежащей настоящему Заявителю, которая включена в настоящую заявку по ссылке, в частности, раздел описания вышеуказанной заявки, относящийся к фиг. 2А-44, фиг. 47-49С и фиг. 59А-66 В вышеуказанной заявки. Таким образом, крепежный механизм 6300″ не будет описан подробно в настоящей заявке, и принцип его работы должен быть очевидным для любого специалиста, ознакомившегося с вышеуказанной включенной патентной заявкой. Для наглядности элементы в резце 6000″, подобные элементам резца 6000, обозначены подобными позиционными номерами с добавлением двух штрихов (″). Сверлильная головка 6200″ имеет режущую часть 6220”, которая в целом подобна режущей части 6220 сверла 6000, т.е. имеет две проходящие по спирали режущие кромки 6224″. В использовании сверло 6000″ также в целом подобно сверлу 6000, с тем преимуществом, что в случае износа режущей части 6220″ режущая головка 6200 может быть заменена новой головкой. На фиг. 53F-53H показано еще одно сверло, в целом обозначенное позиционным номером 6000′″, которое подобно сверлу 6000” с тем различием, что сверло 6000″′ содержит сверлильную головку 6200″′, профиль которой несколько отличается по форме. В частности, увеличена глубина стружечных канавок. Для наглядности элементы в сверле 6000″, подобные элементам сверла 6000, обозначены подобными позиционными номерами с добавлением трех штрихов (′). На фиг. 531-53E показано еще одно сверло, в целом обозначенное позиционным номером 6000″″, которое подобно сверлу 6000″ с тем различием, что сверло 6000″″ является составным (как и сверло 6000) и снабжено более глубокими стружечными канавками 6225″″. Для наглядности элементы сверла 6000″, подобные элементам сверла 6000, обозначены подобными позиционными номерами с добавлением четырех штрихов (″″). Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000′″, 6000, 6000′, 6000″, 6000″′ и 6000″″ и/или показанных на фиг. 1A-53I, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000″′, 6000, 6000′, 6000″, 6000″′ и 6000″″), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей. На фиг. 54А и 54В показан еще один режущий инструмент, в целом обозначенный позиционным номером 7000, который содержит корпус 7100, проходящий вдоль центральной оси X, режущую часть 7200, расположенную в отдаленном конце корпуса 7100, и центральный стружечный канал 7300, проходящий в осевом направлении вдоль всего корпуса 7100. Режущий инструмент 7000 предназначен для фрезерных операций, и его режущая часть 7200 снабжена несколькими режущими кромками 7224, которые проходят по спирали вокруг центральной оси X. Каждая из режущих кромок имеет начальную точку Р1, расположенную на ободе центрального стружечного канала 7300, и вторую точку Р2, расположенную в периферийной области корпуса 7100, таким образом режущая кромка 7224 проходит по спирали между точкой Р1 и Р2. Каждая из режущих кромок 7224 задана пересечением передней поверхности 7225 и задней поверхности 7226. В использовании режущий инструмент 7000 вращается вокруг его центральной оси X и взаимодействует с заготовкой WP (не показана) для удаления из нее материала. При взаимодействии некоторая часть стружек, удаленных из заготовки WP режущими кромками 7224, направлены в стружечные канавки 7228, в то время как другая часть стружек направлена в центральный стружечный канал 7300. Часть стружек, входящая в центральный стружечный канал 7300, вынуждает стружки, уже расположенные внутри канала 7300 (стружки, удаленные ранее режущими кромками), перемещаться в канале 7300 вплоть до выхода из режущего инструмента 700 благодаря его вращению через отверстие 7320, выполненное в боковой стороне корпуса 7100. Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000″, 5000″, 5000′″, 6000, 6000′, 6000″, 6000″′, 6000″″ и 7000 и/или показанных на фиг. 1А-54В, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000″′, 6000, 6000′, 6000″, 6000″′, 6000″″ и 7000), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей. На фиг. 55А-57 показан еще один режущий инструмент, в целом обозначенный позиционным номером 8000, который содержит державку 8100, режущую вставку 8200, выполненную с возможностью установки на державку 8100, и крепежный механизм 8300, выполненный с возможностью фиксации режущей вставки 8200, установленной на державке 8100. Режущий инструмент 8000 предназначается для выполнения токарной операции. Режущий инструмент 8000 в целом подобен режущему инструменту 500, описанному выше, с различием, состоящим в способе фиксации режущей вставки 8200 на державке 8100. Как, в частности, показано на фиг. 56A-56D, режущая вставка 8200 имеет в целом прямоугольную форму и содержит корпус 8210, снабженный режущей частью 8220. В частности, корпус 8210 имеет верхнюю поверхность 8212Т и нижнюю поверхность 8212 В, причем режущая часть 8220 проходит между верхней и нижней поверхностями 8212Т, 8212 В соответственно. Режущая вставка 8200 дополнительно снабжена центральной крепежной полостью 8213, сформированной вокруг центральной ось X режущей вставки 8200 и имеющей в целом вогнутую куполообразную форму. Крепежная полость 8213 имеет скошенный ободок 8217, который проходит вокруг куполообразной полости 8213. Режущая вставка 8200 дополнительно снабжена первым крепежным продолжением 8214, проходящим от нижней поверхности 8212 В, и вторым крепежным продолжением 8216, проходящим от первого крепежного продолжения 8214, причем оба продолжения имеют в целом прямоугольную форму. Режущая часть 8220 снабжена боковыми стенками (четырьмя стенками) режущей вставки 8200, причем каждая из указанных боковых стенок снабжена несколькими режущими зубьями 8230, при этом каждый из указанных режущих зубов снабжен режущей кромкой 8224, заданной пересечением передней поверхности 8225 и задней поверхности 8226. Каждая из режущих кромок 8224 проходит в направлении, проходящем между верхней поверхностью 8212Т и нижней поверхностью 8212 В, подобно режущим кромкам описанных выше токарных резцов (например токарного резца 500). Кроме того, режущая часть 8220 снабжена арочной режущей кромкой 8250, которая проходит от одной боковой стенки режущей вставки 8200 к соседней боковой стенке через угол, сформированный между ними. Указанная арочная режущая кромка 8250 обеспечивает возможность формирования токарным резцом 8000 почти прямых углов в заготовке WP (не показана) при его использовании. На фиг. 56В показан вид сверху режущей вставки 8200, на котором видно, что контур режущих кромок 8224, 8250 режущей вставки 8200 формирует квадрат с немного закругленными краями в арочной режущей кромке 8250. На фиг. 55А и 55В, а также на фиг. 57 показан крепежный механизм 8300 токарного резца 8000. Корпус 8110 державки 8100 в одном из его концов снабжен нижним основанием 8112 и нависающим продолжением 8114 таким образом, что между верхней поверхностью 8117 нижнего основания 8112 и нижней поверхностью 8119 нависающего продолжения 8114 сформировано пространство 8115 для вставки. Нижнее основание 8112 снабжено полостью 8116 прямоугольной формы, выполненной с возможностью приема в нее продолжения режущей вставки 8200. Полость 8116 задает центральную ось X, которая совпадает с центральной осью X режущей вставки 8200 при ее установке на державку 8100. Нависающее продолжение 8114 снабжено имеющим резьбу отверстием 8118, выполненным с возможностью приема в него крепежного механизма 8300. Центральная ось отверстия 8118 совпадает с центральной осью X полости 8116 нижнего основания 8112. Описанная конструкция выполнена таким образом, что при сборке режущая вставка 8200 может быть вставлена в пространство 8115 в таком положении, в котором продолжения 8214, 8216 приняты в полость 8116 нижнего основания 8112, и таким образом, что крепежный механизм 8300 прижимает режущую вставку 8200 к нижнему основанию 8112 и таким образом фиксирует ее на месте. Для этой цели крепежный механизм выполнен в форме крепежного винта, имеющего стержень 8320 и головку 8330. Стержень 8320 имеет резьбу и выполнен с возможностью приема в резьбовое отверстие 8118 в нависающем продолжении 8114. Головка 8330 выполнена в форме круглой головки 8332 с возможностью частичного приема в крепежную полость 8213 режущей вставки 8200 при установке режущей вставки 8200 на державку 8100. Головка 8330 снабжена крепежным ободком 8334, выполненный с возможностью взаимодействия в вышеуказанном положении с ободком 8217 крепежной полости 8213. Описанная выше конструкция обеспечивает полный поверхностный контакт между крепежным устройством 8300 и режущей вставкой 8200. Кроме того, указанная конструкция способствует снижению стоимости режущей вставки 8200, поскольку указанная конструкция в основном является полой, в то время как головка 8330 частично заполняет полость 8213. На фиг. 58A-58D показана еще одна режущая вставка, в целом обозначенная позиционным номером 8200′, которая подобна по конструкции описанной выше режущей вставке 8200 с различием, состоящим в данном конкретном примере в том, что конструкция арочной режущей кромки 8250′ выполнена таким образом, что контур режущей вставки 8200′ образует острые углы (т.е. примерно 90°). Для наглядности элементы режущей вставки 8200′, подобные элементам режущей вставки 8200, обозначены подобными позиционными номерами с добавлением одного штриха (′). Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000′″, 6000, 6000′, 6000″, 6000″′, 6000″″, 7000, 8000 и 8000′ и/или показанных на фиг. 1A-58D, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000″′, 6000, 6000′, 6000″, 6000′″, 6000″″, 7000, 8000 и 8000′), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей. На фиг. 59А-61 показан токарный резец, в целом обозначенный позиционным номером 9000, который содержит державку 9100, режущую вставку 9200 и зажимный механизм 9300 для фиксации режущей вставки 9200 на державке 9100. Державка 9100 снабжена корпусом 9110, который имеет гнездовую часть 9120 для режущей вставки, заданную опорной поверхностью 9127 и боковыми стенками 9122а и 9122b, формирующими полость, имеющую общую форму прямоугольной призмы. Опорная поверхность 9127 снабжена полостью 9126, выполненной с возможностью взаимодействия с соответствующей частью режущей вставки 9200. Державка 9100 дополнительно снабжена имеющим резьбу отверстием 9128, проходящим от верхней поверхности державки 9100 и выполненным с возможностью приема в него винта крепежного механизма 9300. В частности, на фиг. 60A-60D показана режущая вставка 9200, которая содержит корпус 9220 с центральной осью X, имеющий верхнюю поверхность 9222Т и нижнюю поверхность 9222В, расположенные противоположно друг другу, и боковые стенки 9222, проходящие между ними таким образом, что каждые две граничащие боковые стенки 9222 формируют угол. Вдоль каждых двух граничащих боковых стенок 9222 проходит режущая часть 9230, имеющая режущую кромку 9234, сформированную пересечением передней и задней поверхностями 9235, 9236 соответственно. Режущая часть 9230 выполнена таким образом, что режущая кромка 9234 окружает угол, имеющий один сегмент, проходящий вдоль одной боковой стенки 9222S, и другой сегмент, проходящий вдоль граничащей боковой стенки 9222Б. Указанная конструкция сформирована таким образом, что один сегмент режущей кромки 9234 расположен ближе к верхней поверхности 9222Т, а другой сегмент расположен ближе к нижней поверхности 9222В. Передняя поверхность режущей кромки 9234 сформирована несколькими последовательными частями 9233, 9235, 9237 и 9239. Первая часть 9233 проходит в целом параллельно верхней поверхности 9222Т вдоль одной из боковых стенок 9222S, вторая и третья части 9235 и 9237 соединяют части, формирующие передние части угла между боковыми стенками 9222S, и последняя часть 9239 служит в качестве стружколома для стружек, удаленных из заготовки WP. Каждая из верхней поверхности 9222Т и нижней поверхности 9222В снабжена имеющим отверстие установочным выступом 9240, выполненным с возможностью взаимодействия с державкой 9100 и крепежным механизмом 9300 соответственно. Каждый из выступов 9240 выполнен в форме усеченной пирамиды, имеющей боковые стенки 9242 и внутреннюю полость 9244, таким образом, что при установке режущей вставки на державку 9100, как показано на фиг. 59А, боковые стенки 9242 приняты в полость 9116 державки 9100. Как показано на фиг. 59А и 59В, если режущая вставка 9200 установлена на державку 9100, имеющий отверстие выступ 9240 в форме усеченной пирамиды, расположенный на нижней поверхности 9222В, принят в полость 9126 таким образом, что боковые стенки 9222S совмещены с боковыми стенками 9122а и 9122b гнезда 9120 для режущей вставки. Имеющий отверстие выступ 9240 в форме усеченной пирамиды, расположенный на верхней поверхности 9222Т, принят в соответствующую полость зажима 9320 крепежного механизма 9300. Затем зажим 9320 фиксируют с использованием винта 9340, принятого в отверстие 9128, и тем самым фиксируют режущую вставку 9200 на месте. На фиг. 61 показан токарный резец 9000 во время удаления стружки из заготовки WP. В использовании заготовка WP вращается, и один из углов режущей вставки 9200 проникает в заготовку WP. Таким образом, режущая кромка 9234 постепенно проникает в заготовку WP, снимая с нее стружку. Указанная стружка в конечном счете разрушается частью 9239 режущей вставки 9200. На фиг. 62A-63D показан еще один токарный резец, в целом обозначенный позиционным номером 9000′, который также содержит державку 9100′, режущую вставку 9200′ и крепежный механизм 9300′. Таким образом, элементы режущей вставки 9200′, подобные элементам режущей вставки 9200, обозначены подобными позиционными номерами с добавлением одного штриха (′), т.е. режущая кромка 9224 режущей вставки 9200 подобна режущей кромке 9224′ режущей вставки 9200′. Одно из различий между принципами действия инструментов 9000 и 9000′ состоит в конструкции режущей вставки 9200′. В частности, режущая вставка 9200′ также снабжена четырьмя режущими частями 9230′, каждая из режущих частей 9230′ имеет режущую кромку 9234′, заданную пересечением задней поверхности 9236′ и передней поверхности. Конструкция передней поверхности режущей вставки 9200′ отличается от конструкции передней поверхности режущей вставки 9200 тем, что она снабжена несколькими стружколомными элементами 9250′, расположенными вдоль передней поверхности. На фиг. 63D показано увеличенное изображение одной из режущих кромок 9234′ и стружколомных элементов 9250′. Стружколомные элементы 9250′ выполнены в форме последовательных ступеней, расположенных вдоль режущей кромки 9234′. Каждый стружколомный элемент 9250′ имеет разрушающую кромку 9254′, заданную пересечением передней стружколомной поверхности 9256′ и задней стружколомной поверхности 9252′. Указанная конструкция выполнена таким образом, что разрушающая кромка 9254′ проходит в поперечном направлении по отношению к режущей кромке 9234′ к корпусу 9220′ режущей вставки 9200′, передняя стружколомная поверхность 9256′ проходит в целом перпендикулярно центральной оси X режущей вставки 9200′, а задняя стружколомная поверхность 9252′ проходит в целом перпендикулярно передней стружколомной поверхности 9256′. Во время операции резания при удалении стружки из заготовки частью режущей кромки 9234′, указанная стружка почти немедленно разрушается разрушающей кромкой 9254′ стружколомного элемента 9250′, проходящего из данной части режущей кромки. Указанная конструкция выполнена таким образом, что каждый из стружколомных элементов 9250′ разрушает часть стружки, удаленной из заготовки во время операции резания и таким образом препятствует образованию чрезмерно длинной стружки.” На фиг. 64A-64D показан еще один токарный резец, в целом обозначенный позиционным номером 9000″, который имеет конструкцию, подобную конструкции режущего инструмента 9000′. Таким образом, элементы режущей вставки 9200″, подобные элементам режущей вставки 9200′, обозначены подобными позиционными номерами с добавлением одного штриха (′), т.е. режущая кромка 9224′ режущей вставки 9200′ подобна режущей кромке 9224″ режущей вставки 9200″. Одно из различий между режущим инструментом 9000″ и описанным выше режущим инструментом 9000′ состоит в конструкции стружколомных элементов 9250″. В частности, как показано на фиг. 64D, конструкция стружколомных элементов 9250″ выполнена таким образом, что передняя стружколомная поверхность 9256″ указанного стружколомного элемента не является плоской (в отличие от стружколомной поверхности 9256′ стружколомных элементов 9250′), и разрушающая кромка 9254″ таким образом также имеет изгиб. В частности, передняя стружколомная поверхность 9256″ является вогнутой таким образом, что разрушающая кромка 9254″ имеет первую конечную точку Р1, расположенную рядом с режущей кромкой 9234″, вторую конечную точку Р2, расположенную рядом с корпусом 9220″ режущей вставки 9200″, и промежуточную точку Pm, которая расположена ниже (вдоль направления, параллельного центральной оси X режущей вставки 9200″) конечных точек Р1, Р2. Указанная конструкция позволяет стружколомным элементам 9250″ выдерживать повышенные нагрузки, приложенные к ним стружкой, удаленной из заготовки. На фиг. 65А-65Е показан еще один токарный резец, в целом обозначенный позиционным номером 9000′″, имеющий конструкцию, подобную конструкции резца 9000″. Таким образом, элементы режущей вставки 9200″′, подобные элементам режущей вставки 9200″, обозначены подобными позиционными номерами с добавлением одного штриха (′), т.е. режущая кромка 9224″ режущей вставки 9200″ подобна режущей кромке 9224″′ режущей вставки 9200″′. Одно из различий между резцом 9000″′ и описанным выше резцом 9000″ состоит в конструкции стружколомных элементов 9250″′. В частности, стружколомные элементы, вместо ступенчатой конструкции, описанный выше, в данном примере сформированы в виде удлиненных выступов 9250″′, проходящих вдоль передней поверхности 9235″′ режущей вставки 9200″. Как и в предыдущих примерах, каждый такой стружколомный элемент 9250′″ имеет переднюю стружколомную поверхность 9256″′ и заднюю стружколомную поверхность 9252″′, пересечение которых задает режущую кромку 9254″′. Однако в данном настоящем примере стружколомный элемент 9250″′ имеет вогнутую серповидную форму таким образом, что передняя стружколомная поверхность 9256′″ и задняя стружколомная поверхность 9252″′ проходят в целом в поперечном направлении по отношению к передней поверхности 9235′″ режущей вставки 9200″′. Следует отметить, что серповидный выступ 9250″′ также ориентирован в целом в поперечном направлении по отношению к режущей кромке 9234″′ режущей вставки 9200″′, т.е. средняя линия, проходящая между конечными точками Р1 и Р2 выступа в целом перпендикулярна режущей кромке 9234″′ (проходит от режущей кромки 9234′″ в направлении к корпусу 9220′″ режущей вставки 9200″′). На фиг. 66A-66D показан еще один токарный резец, в целом обозначенный позиционным номером 9000″″ и имеющий конструкцию, подобную конструкции резца 9000′. Таким образом, элементы режущей вставки 9200″″, подобные элементам режущей вставки 9200″′, обозначены подобными позиционными номерами с добавлением одного штриха (′), т.е. режущая кромка 9224′″ режущей вставки 9200″′ подобна режущей кромке 9224″″ режущей вставки 9200″″. Одно из различий между резцом 9000″″ и описанным выше резцом 9000″″′ состоит в конструкции стружколомных элементов 9250″″. В частности, серповидные выступы 9250″″ режущей вставки 9200″″ ориентированы таким образом на передней поверхности 9235″, что их центральная линия (т.е. проходящая между конечными точками Р1 и Р2) является наклонной по отношению к режущей кромке 9234″″ и не перпендикулярна к ней. Указанная ориентация стружколомных элементов 9250″″ способствует снижению нагрузок, приложенных к элементам 9250″″, стружками, удаленными из заготовки WP во время операции резания, выполненной токарным резцом 9000″″. На фиг. 66Е и 66F, 66G и 66Н, 66I и 66J показана режущая вставка 9200″′, установленная на державке 9100″′, соответственно во время выполнения трех операций резания заготовки WWP. На фиг. 66Е и 66F показано, что режущая вставка 9200″′ взаимодействует с заготовкой WP таким образом, что сторона державки 9100″′ выровнена по отношению к заготовке WP, и подача осуществляется вдоль продольного направления режущего инструмента 9000″′. На фиг. 66G и 66Н показано, что режущая вставка 9200″′ взаимодействует с заготовкой WP таким образом, что передняя сторона державки 9100″′ выровнена относительно заготовки WP, и подача осуществляется в направлении, перпендикулярном продольному направлению резца 9000″′. На фиг. 66I и 66J показано, что режущая вставка 9200″′ взаимодействует с заготовкой WP в промежуточном положении между положением, показанным на фиг. 66Е и 66F, и положением, показанным на фиг. 66G и 66Н. В указанном положении угол режущей вставки 9200″′ взаимодействует с заготовкой, и подача осуществляется в направлении под некоторым углом к продольному направлению резца 9000″′. Следует отметить, что все режущие вставки 9200, 9200′, 9200″, 9200′″ и 9200″″ выполнены с возможностью установки подобным способом на соответствующие им державки 9100, 9100′, 9100″, 9100″′ и 9100″″. Также следует отметить, что отличительная особенность формирования стружколомных элементов (9250′, 9250″, 9250′″ и 9250″″) также может быть обозначена как ″стружколомные выступы″, ″стружколомные ступени″ и т.п., и могут быть использованы в любом из описанных выше режущих инструментов. Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000′″, 6000, 6000′, 6000″, 6000″′, 6000″″, 7000, 8000, 8000′, 9000, 9000′, 9000″, 9000″′ и 9000″″ и/или показанных на фиг. 1A-66D, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000″′, 6000, 6000′, 6000″, 6000″′, 6000″″, 7000, 8000, 8000′, 9000, 9000′, 9000″, 9000″′ и 9000″″), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей. На фиг. 67А-68В показана торцевая фреза, в целом обозначенная позиционным номером 10000. Фреза 10000 содержит держатель 10010 и режущую вставку 10020. Держатель 10010 содержит корпус 10011, имеющий центральную ось X, вокруг которой вращается фреза 10000, и имеет расположенную в одном из его концов установочную часть 10016, выполненную с возможностью установки на ней режущей вставки 10020. Установочная часть 10016 имеет переднюю поверхность 10012, содержащую сформированные на ней три крепежные соединительные устройства 10030, выполненные с возможностью приема в соответствующие отверстия, выполненные в режущей вставке 10020. Установочная часть 10016 дополнительно снабжена имеющим резьбу центральным отверстием 10015, выполненным с возможностью приема в него крепежного винта для фиксации режущей вставки 10020. Режущая вставка 10020 по существу выполнена в форме диска, имеющего центральную ось X и круглую периферийную область, на которой расположены несколько режущих зубьев 10021. Режущая вставка 10020 дополнительно снабжена тремя ″окнами″ 10040, выполненными с возможностью приема соответствующих соединительных устройств 10030 держателя 10010. Как, в частности, показано на фиг. 68А и 68В, каждый режущий зуб имеет режущую кромку 10023, заданную пересечением соответствующей передней поверхности и задней поверхности 10025 и 10027 соответственно. Режущая кромка 10023 каждого из режущих зубьев 10021 проходит от верхней поверхности 10022Т к нижней поверхности 10022В имеющей форму диска режущей вставки 10020. При сборке режущую вставку 10020 устанавливают на установочную часть 10016 держателя 10010 таким образом, что соединительные устройства 10030 приняты в ”окна” 10024 таким образом, что нижняя поверхность 10022 В режущей вставки 10020 выровнена относительно передней поверхности 10012 держателя 10010. Указанное расположение препятствует вращению режущей вставки 10020 благодаря взаимодействию с соединительными устройствами 10030. Для полной фиксации режущей вставки 10020 на месте зажимной винт 10050 вводят в центральное отверстие 10026 режущей вставки 10020 и ввинчивают в отверстие 10015 установочной части 10016. Как, в частности, показано на фиг. 67С, режущая вставка имеет диаметр D и осевую длину I, измеренную вдоль центральной оси X. Установочная часть 10016 держателя 10010 имеет меньший диаметр d, т.е. d Вышеуказанная конструкция может быть выполнена таким образом, что режущая вставка 10020 может содержать n режущих кромок:
, где 6 представляет собой угловой размер режущей части, измеренный вокруг центральной оси (в данном конкретном примере 360°), и таким образом, что в любой данной точке вдоль режущей части:
, где U является продолжением режущих кромок режущей части в направлении, перпендикулярном режущей линии. Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000″′, 6000, 6000′, 6000″, 6000″′, 6000″, 7000, 8000, 8000′, 9000, 9000′, 9000″, 9000″′, 9000″″ и 10000 и/или показанных на фиг. 1А-68В, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000″′, 6000, 6000′, 6000″, 6000″′, 6000″″, 7000, 8000, 8000′, 9000, 9000′, 9000″, 9000″′, 9000″″ и 10000), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей. На фиг. 69 показан пример режущей вставки, в целом обозначенной позиционным номером CI, которая имеет корпус, имеющий переднюю поверхность F, заднюю поверхность R, а также имеющий четыре боковые поверхности, проходящие между ними, а именно две короткие поверхности S1 и две длинные поверхности S2, таким образом, что каждая из длинных поверхностей Si расположена рядом с короткой поверхностью S2 и наоборот. Указанная конструкция выполнена таким образом, что каждая из двух соседних боковых поверхностей снабжена угловой частью СР. Кроме того, пересечение угловой части CP с передней поверхностью F и задней поверхностью R формирует режущую кромку СЕ угловой части CP, выполненную с возможностью удаления материала из заготовки во время операции резания, выполненной с использованием режущей вставки CI, для создания угловой выемки в заготовке WP (не показана). На фиг. 70А и 70В, в частности, показаны соответствующий вид спереди и перспективный вид угловой части CP режущей вставки CI. Как показано на виде спереди, часть режущей кромки СЕ ограничена двумя касательными L1 и L2, которые являются проекциями боковых поверхностей S1 и S2 соответственно. Дополнительно следует отметить, что линии L1 и L2 являются касательными к проекции боковых поверхностей S1 и S2 в соответствующих точках А и В касания и пересекаются друг с другом в точке О с формированием угла 0 почти 90°. Следует отметить, что угол 0 соответствует углу угловой выемки, которая может быть сформирована в заготовке WP угловой частью CP во время операции резания, как описано выше и показано на фиг. 70С. В примерной режущей вставке CI, описанной в настоящей заявке, средняя линия угла θ, выходящая из точки О, пересекает режущую кромку СЕ в промежуточной точке С, расположенной на режущей кромке СЕ между точками А и В касания. Как показано на фиг. 70В, точка О фактически является конечной проекцией оси О. Конструкция угловой части CP выполнена таким образом, что проекция А′ и В′ на ось О соответствующих точек А и В касания падает на различные места вдоль оси О. Уникальность конструкции режущей вставки CI и, в частности, угловой части CP состоит в том, что проекция С промежуточной точки С на ось О падает между расположением точек А′ и В′. Кроме того, в данном конкретном примере и еще нескольких примерах, которые будут подробно описаны ниже, промежуточная точка С может быть любой точкой на режущей кромке угловой части, расположенной между точками А и В касания, т.е. проекция каждой из указанных промежуточных точек (не только тех, которые заданы средней линией) на ось О падет между проекциями точек А и В на ось О. В известных режущих вставках проекции точек А и В касания падают на одно и тоже место на оси О или падают на различные места, не совпадающие с проекцией точки С, падающей вне пределов сегмента оси О, заданного между проекциями точек А и В. В любом из случаев проекция точки С в известных режущих вставках не падает между проекциями точек А и В. Указанная конструкция эффективно продолжает длину режущей кромки СЕ в угловой части CP режущей вставки CI по сравнению с известной режущей вставкой. Продолжение длины вышеуказанным способом обеспечивает более эффективное распределение нагрузок, приложенных заготовкой во время операции резания, и таким образом обеспечивает более длительный срок службы режущей вставки и инструмента, в котором она используется. Как, в частности, показано на фиг. 70D и 70Е, вдоль всей длины режущей кромки СЕ проходит область, названная здесь как режущая полоса CS. Режущая полоса по существу является частью передней поверхности режущей вставки, расположенной непосредственно рядом с режущей кромкой, и может выглядеть как удлиненная и криволинейная полоса. Как показано на чертеже, полоса CS проходит подобно режущей кромке СЕ от точки А вокруг угловой промежуточной точки С к точке В. Кроме того, из чертежа видно, что в точке А режущая полоса CS проходит по существу параллельно передней поверхности режущей вставки CI, в то время как в точке С указанная режущая полоса CS уже повернута вокруг себя таким образом, что ее поверхность обращена почти в верхнем направлении. Проходя дальше к точке В вдоль режущей кромки СЕ, указанная режущая полоса CS заканчивает поворот вокруг себя таким образом, что теперь она обращена в верхнем направлении, и затем изгибается в направлении к точке В, в которой она вновь расположена по существу параллельно передней поверхности режущей вставки CI. Следует отметить, что режущая полоса CS выполняет в целом два переворота (скручивания): один вокруг угла режущей вставки CI, и еще один вокруг себя, т.е. изменяется ориентация поверхности режущей полосы CS относительно центральной оси X режущей вставки CI. Кроме того, также следует отметить, что режущая полоса CS, окружающая угол и обращенная в целом в верхнем направлении, немного поднимается над точкой С и над заготовкой WP. Иными словами, режущая полоса CS проходит от точки С к точке В с небольшим наклоном вверх. Затем, перед ее окончательным переворотом (изменением ориентации от обращенной вверх к обращенной к передней стороне), указанная точка на режущей полосе CS расположена выше точки С. Вышеуказанный принцип продолжения режущей кромки угловой части обозначен в настоящем описании как ″перевернутый угол″ и будет использован в следующих ниже примерах попеременно с терминами ”магический угол”, ”скрученный угол”, ″криволинейный угол″, ”продолженный угол” и т.п. Ниже описаны несколько примеров режущей вставки, режущих инструментов и режущих элементов, содержащих отличительные особенности ″перевернутого угла″. В каждом из указанных примеров режущие углы вставок/инструментов/элементов имеют обозначения А, В и С, которые эквивалентны вышеуказанным точкам А и В касания и промежуточной точке С. Разумеется, во всех описанных ниже примерах конструкция режущих углов воспроизводит описанные выше условия (т.е. проекция точки С на ось О падает между проекциями точки А и точки В на ось О). Также следует подразумевать, что не смотря на то, что проекционные точки А′, В′ и С не всегда показаны в следующих ниже примерах, из обозначенных точек А, В и С должно быть очевидно, что конструкция режущей кромки, способ ее действия и ее преимущества подобны описанным в связи с режущей вставкой CI, показанной на фиг. 69-70В. На фиг. 71A-71D показан пример режущей вставки, в целом обозначенной позиционным номером 10200. Режущая вставка 10200 содержит корпус 10220, имеющий в целом прямоугольные переднюю поверхность и заднюю поверхность 10222F и 10222R соответственно (поверхности 10222F и 10222R подобны по форме) и боковые стенки 10222S1 и 10222S2, проходящие между ними. Боковые поверхности 10222S1 и 10222S2 проходят соответственно между короткими сторонами и длинными сторонами прямоугольных поверхностей 10222F и 10222R. Указанная конструкция выполнена таким образом, что каждые две смежные боковые поверхности 10222S1 и 10222S2 формируют угол, расположенный между ними. Режущая вставка 10200 дополнительно снабжена центральным отверстием 10225, проходящим между передней поверхностью 10222F и задней поверхностью 10222R и выполненным с возможностью приема в него крепежного винта для фиксации режущей вставки 10200 на держателе режущего инструмента (не показан) при установке на него указанной режущей вставки. Центральное отверстие 10225 имеет центральную ось X, задающую центральную ось режущей вставки 10200. Каждая из сторон режущей вставки (передней и задней) снабжена двумя противоположными режущими кромками 10232, заданными пересечением передней/задней поверхностей 10222F/10222R, и углом, сформированным смежными боковыми поверхностями 10222S1 и 10222S2. Указанная конструкция выполнена таким образом, что режущие кромки 10232 расположены противоположно друг другу, т.е. угол, в котором расположена режущая кромка 10232, является соседним с двумя углами, в которых режущая кромка отсутствует. В частности, на фиг. 71D показано, что режущая кромка 10232 формирует удлиненный угол, обозначенный точками А, В и С, которые соответствуют точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е. Режущая вставка 10200 выполнена с возможностью ее установки на держатель режущего инструмента (не показан) обычным способом таким образом, что одна из передней поверхности и задней поверхности 10222F, 10222R взаимодействует с гнездом для режущей вставки держателя, а другая поверхность выполнена таким образом, что обращена к заготовке (не показана) во время операции резания. В использовании режущая вставка 10200 проникает в заготовку WP таким образом, что точка А первой взаимодействует с заготовкой WP, с последующим взаимодействием всей длинны режущей кромки 10232 вдоль угла, причем точка С проникает в заготовку WP после точки А и перед точкой В. Как описано выше, продолжение режущей кромки 10232 обеспечивает более плавное проникновение режущей вставки 10200 в заготовку WP и таким образом уменьшает нагрузки, приложенные к ней заготовкой WP, и кроме того, при отслаивании стружки сила, которая должна быть применена для поддержки ″отслаивания″, значительно меньше по сравнению с режущими кромками известных режущих вставок, которые не имеют указанной уникальной конструкции угла режущей кромки согласно настоящему изобретению, описанному в настоящей заявке. Режущая вставка 10200 выполнена поворотной и двухсторонней и в целом снабжена четырьмя режущими кромками 10232 таким образом, что если изношена одна из режущих кромок 10232 передней поверхности 10222F, режущая вставка 10200 может быть повернута вокруг ее центральной оси X таким образом, что противоположная режущая кромка 10232 может быть использована для удаления материала из заготовки WP. Если изношены обе режущие кромки 10232, режущая вставка 10200 может быть повернута на 180° для обеспечении возможности использования указанных двух режущих кромок 10232, расположенных на задней поверхности 10222R режущей вставки 10200. На фиг. 72A-72D показан еще один из вариантов реализации режущей вставки, в целом обозначенной позиционным номером 10400, которая содержит корпус 10420, имеющий в целом квадратную форму и имеющий симметричные переднюю и заднюю поверхности 10422F и 10422R соответственно, а также четыре идентичные боковые поверхности 10422S, проходящие между ними. Указанная конструкция выполнена таким образом, что каждые две смежные боковые поверхности 10422S формируют угол, соответствующий углу, который должен быть сформирован в заготовке WP (не показана) во время операции резания. Режущая вставка 10400 снабжена восемью режущими частями 10430, по четыре на каждой стороне режущей вставки 10400, причем каждая из указанных режущих частей 10430 содержит режущую кромку 10432. В каждой из режущих частей 10430 режущая кромка 10432 имеет по меньшей мере часть, заданную пересечением угла, сформированного боковыми поверхностями 10422S, и передней/задней поверхности 10422F/10422R. Режущая кромка 10432 также может быть задана пересечением передней поверхности 10434, проходящей вдоль передней поверхности 10422F, и задней поверхности, проходящей вдоль угла, сформированного двумя смежными боковыми поверхностями 10422S. В каждой такой части режущей кромки 10432 угол снабжен удлиненной режущей кромкой 10432, расположенной в указанном углу, и обозначен точками А, В и С, соответствующими точкам А, В и С, показанным на фиг. 70А-70Е и осуществляющими то же самое определение (т.е. проекция точки С на ось О падает между проекциями точки А и точки В на ось О). Режущая вставка 10400 выполнена поворотной и двусторонней и снабжена восемью режущими кромками 10432, расположенными (по меньшей мере частично) вдоль ее углов. Таким образом, режущая вставка 10400 может вращаться вокруг своей центральной оси X для выполнения необходимого поворота, и с этой целью также может быть повернута на 180° (вместо передней поверхности 10422F к заготовке обращена задняя поверхность 10422R). На фиг. 73А-73С показан еще один из вариантов реализации фрезы СТ, содержащей режущую вставку, в целом обозначенную позиционным номером 10400′, которая имеет корпус 10420′, в целом имеющий квадратную форму, снабженный симметричными передней и задней поверхностью 10422F′ и 10422R′ соответственно, и четырьмя идентичными боковыми поверхностями 10422S′, проходящими между ними. Указанная конструкция выполнена таким образом, что каждые две смежные боковые поверхности 10422S′ формируют угол, соответствующий углу, который должен быть сформирован в заготовке WP (не показан) во время операции резания. Режущая вставка 10400′ снабжена четырьмя режущими частями 10430, расположенными на лицевой стороне 10422F′ режущей вставки 10400, причем каждая указанная режущая часть 10430′ содержит режущую кромку 10432. В каждой из режущих частей 10430 по меньшей мере часть режущей кромки 10432 задана пересечением угла, сформированного боковыми поверхностями 10422S, и передней/задней поверхностей 10422F/10422R. Режущая кромка 10432′ также может быть задана пересечением передней поверхности 10434′, проходящей вдоль передней поверхности 10422F′, и задней поверхности, проходящей вдоль угла, сформированного двумя соседними боковыми поверхностями 10422S′. В каждой из таких частей режущей кромки 10432′ указанный угол имеет удлиненную режущую кромку 10432′, расположенную в указанном углу, и обозначен точками А, В и С, соответствующими точкам А, В и С, описанный со ссылкой на фиг. 70А-70Е, и осуществляющими то же самое определение (т.е. проекция точки С на ось О падает между проекциями точки А и точки В на ось О). Режущая вставка 10400′ выполнена поворотной и оснащена четырьмя режущими кромками 10432′, расположенными (по меньшей мере частично) вдоль ее углов. Таким образом, режущая вставка 10400′ может вращаться вокруг своей центральной оси X для осуществления необходимого поворота. На фиг. 74A-74D показан еще один из вариантов реализации режущей вставки, в целом обозначенной позиционным номером 10500, которая имеет корпус 10520 в целом прямоугольной формы, переднюю поверхность 10522F, заднюю поверхность 10522R и боковые стенки 10522S1 и 10522S2, проходящие между ними. Боковые поверхности 10522S1 и 10522S2 проходят соответственно между короткими сторонами и длинными сторонами прямоугольных поверхностей 10522F и 10222R. Указанная конструкция выполнена таким образом, что две смежных боковые поверхности 10222S1 и 10222S2 формируют между собой угол, соответствующий углу, который должен формироваться в заготовке WP (не показана) во время операции резания. Режущая вставка 10500 снабжена двумя режущими частями 10530, расположенными на противоположных углах лицевой стороны 10522F режущей вставки 10500, причем каждая из указанных режущих частей 10530 содержит режущую кромку 10532. В каждой из режущих частей 10530 по меньшей мере часть режущей кромки 10532 задана пересечением угла, сформированного боковыми поверхностями 10522S1, 10522S2, и передней поверхности 10522F. Режущая кромка 10532 также может быть задана пересечением передней поверхности 10534, проходящей вдоль передней поверхности 10522F, и задней поверхности, проходящей вдоль угла, сформированного двумя соседними боковыми поверхностями 10522S1, 10522S2. В каждой из режущих частей 10530 режущей кромки 10532 указанный угол снабжен удлиненной режущей кромкой 10532, расположенной в указанном углу, и обозначен точками А, В и С, соответствующими точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим к тому же самому определению (т.е. проекция точки С на ось О падает между проекциями точки А и точки В на ось О). Следует отметить, что в данном конкретном примере режущая часть 10530 является выпуклой, т.е. проходит вдоль центральной оси X за пределами передней поверхности 10522F, таким образом, что точка А расположена ближе к передней поверхности 10522F по сравнению с точкой В (в осевом направлении), а точка С расположена на промежуточном расстоянии от передней поверхности 10522F (вдоль центральной оси X). Иными словами, режущие кромки 10532 режущих частей 10530 удалены от задней поверхности 10522R режущей вставки 10500 (в осевом направлении) на расстояние, которое больше расстояния от передней поверхности 10522F до задней поверхности 10522R. В использовании режущая вставка 10500 проникает в заготовку WP (не показана) таким образом, что точка В первая входит в контакт с материалом заготовки, затем точка С, расположенная на углу, и только после нее точка А. После удаления стружки из заготовки WP, указанная стружка прижимается к центру режущей вставки 10500 и затем удаляется оттуда путем перемещения в направлении от режущей кромки 10500. На фиг. 75A-75D показан еще один из вариантов реализации режущей вставки, в целом обозначенной позиционным номером 10500′. Режущая вставка 10500′ имеет форму и размер, подобные форме и размеру режущей вставки 10500, с различием, состоящим в конструкции ее режущей части 10530′. В частности, режущая вставка 10500′ содержит корпус 10520′ в целом прямоугольной формы, имеющий переднюю поверхность 10522F′, заднюю поверхность 10522R′ и боковые стенки 10522S1′ и 10522S2′, проходящие между ними. Боковые поверхности 10522S1′ и 10522S2′ проходят соответственно между короткими сторонами и длинными сторонами прямоугольных поверхностей 10522F′ и 10222R′. Указанная конструкция выполнена таким образом, что две смежные боковые поверхности 10222S1′ и 10222S2′ формируют между собой угол, соответствующий углу, который должен быть сформирован в заготовке WP (не показана) во время операции резания. Режущая вставка 10500′ снабжена двумя режущими частями 10530′, расположенными на противоположных углах лицевой стороны 10522F′ режущей вставки 10500′, причем каждая из указанных режущих частей 10530′ содержит режущую кромку 10532′. В каждой из режущих частей 10530′ по меньшей мере часть режущей кромки 10532′ задана пересечением угла, сформированного боковыми поверхностями 10522S′, и передней поверхности 10522F′. Режущая кромка 10532′ также может быть задана пересечением передней поверхности 10534′, проходящей вдоль передней поверхности 10522F′, и задней поверхности, проходящей вдоль угла, сформированного двумя соседними боковыми поверхностями 10522S1′, 10522S2′. В каждой из режущих частей 10530′ режущей кромки 10532′ угол снабжен удлиненной режущей кромкой 10532′, расположенной в указанном углу, и обозначен точками А, В и С, соответствующими точкам А, В и С, описанными со ссылкой на фиг. 70А-70Е и приводящими к тому же самому определению (т.е. проекция точки С на ось О падает между проекциями точки А и точки В на ось О). Следует отметить, что в данном конкретном примере режущая часть 10530′, в отличие от описанной выше режущей вставки, является профилированной/вогнутой (т.е. не выпуклой) таким образом, что точка А расположена дальше от передней поверхности 10522F′ по сравнению с точкой В (в осевом направлении), а точка С расположена на промежуточном расстоянии от передней поверхности 10522F′ (вдоль центральной оси X). В использовании режущая вставка 10500 проникает в заготовку WP (не показана) таким образом, что точка А первой входит в контакт с материалом заготовки, затем точка С, расположенная на углу, и только после нее точка В. При удалении из заготовки WP (не показана) стружка, благодаря форме передней поверхности 10534′ режущей части 10530′, перемещается в верхнем направлении к точке В, и оттуда далее перемещается в направлении от режущей кромки 10532′ до полного удаления из режущей вставки 10500′. Следует отметить, что указанные две режущие вставки 10500 и 10500′, не смотря на то, что обе содержат отличительную особенность, а именно ″перевернутый угол″, фактически имеют противоположные конструкции, т.е. в режущей вставке 10500 угол является выпуклым (по сравнению с известной режущей вставкой, в которой угол не перевернут), в то время как в режущей вставке 10500′ угол является вогнутым (по сравнению с известной режущей вставкой, в которой угол не перевернут). Тем не менее, обе режущие вставки 10500 и 10500′ приводят к определению и условиям места расположения точек А, В и С, как описано со ссылкой на фиг. 70A-70D. На фиг. 76A-76G показана еще одна режущая вставка, в целом обозначенная позиционным номером 10500″. Режущая вставка 10500″ в целом является комбинацией режущих вставок 10500 и 10500′, как описано ниже. В частности, режущая вставка 10500″ содержит корпус 10520″ в целом прямоугольной формы, имеющий переднюю поверхность 10522F″, заднюю поверхность 10522R″ и боковые стенки 10522S1″ и 10522S2″, проходящие между ними. Боковые поверхности 10522S1″ и 10522S2″ проходят соответственно между короткими сторонами и длинными сторонами прямоугольных поверхностей 10522F″ и 10222R″. Указанная конструкция выполнена таким образом, что две смежные боковые поверхности 10222S1′ и 10222S2′ формируют между собой угол, соответствующий углу, который должен быть сформирован в заготовке WP (не показана) во время операции резания. Таким образом, режущая вставка 10500″ оснащена двумя режущими частями 10530″, расположенными на противоположных углах передней поверхности 10522F″ режущей вставки 10500″, причем каждая из указанных режущих частей 10530″ содержит режущую кромку 10532″, подобную режущим кромкам 10532″ режущей вставки 10500″, и двумя режущими частями 10530″, расположенными на противоположных углах задней поверхности 10522R″ режущей вставки 10500″, причем каждая из указанных режущих частей 10530″ содержит режущую кромку 10532″, подобную режущим кромкам 10532″ режущей вставки 10500″. В каждой из режущих частей 10530″ по меньшей мере часть режущей кромки 10532″ задана пересечением угла, сформированного боковыми поверхностями 10522S1″, 10522S2″, и передней/задней поверхностей 10522F″, 10522F″. Режущая кромка 10532″ также может быть задана пересечением передней поверхности 10534″, проходящей вдоль передней/задней поверхности 10522F″, 10522F″, и задней поверхности 10536″, проходящей вдоль угла, сформированного между двумя соседними боковыми поверхностями 10522S1′, 10522S2′. В каждой из режущих частей 10530″ режущей кромки 10532″ угол оснащен удлиненной режущей кромкой 10532″, расположенной в указанном углу, и обозначен точками А, В и С, соответствующими точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим тому же самому определению (т.е. проекция точки С на ось О падает между проекциями точки А и точки В на ось О). Режущая вставка 10500″ выполнена поворотной и двусторонней, причем режущие части 10530″ ее передней стороны действуют подобно режущей вставке 10500′, в то время как режущие части 10530″ ее передней стороны действуют подобно режущей вставке 10500. Таким образом, действие режущей вставки 10500″ не будет описан подробно, поскольку он должен быть очевиден для специалиста из описанного выше использования режущих вставок 10500, 10500′. На фиг. 77А-78С показан пример токарного резца С.Т., содержащего режущую вставку, в целом обозначенную позиционным номером 10600. Режущая вставка 10600 содержит корпус 10620 в целом квадратной формы, имеющий переднюю и заднюю поверхности 10622F и 10622R соответственно и четыре идентичные боковые поверхности 10622S, проходящие между ними. Указанная конструкция выполнена таким образом, что каждые две смежные боковые поверхности 10622S формируют угол, соответствующий углу, который должен быть сформирован в заготовке WP (не показана) во время операции резания. Режущая вставка 10600 снабжена четырьмя режущими частями 10630, расположенными на передней стороне 10622F режущей вставки 10600, причем каждая из указанных режущих частей 10630 содержит режущую кромку 10632. В каждой из режущих частей 10630 по меньшей мере часть режущей кромки 10632 задана пересечением угла, сформированного боковыми поверхностями 10622S, и передней поверхности 10622F. Режущая кромка 10632 также может быть задана пересечением передней поверхности 10634, проходящей вдоль передней поверхности 10622F, и задней поверхности 10636, проходящей вдоль угла, сформированного между двумя соседними боковыми поверхностями 10622S. В каждой из указанных частей режущей кромки 10632 угол снабжен с удлиненной режущей кромкой 10632, расположенной в указанном углу, и обозначен точками А, В и С, соответствующими точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим тому же самому определению (т.е. проекция точки С на ось О падает между проекциями точки А и точки В на ось О). В частности, режущая кромка 10632 режущей вставки 10600 является выпуклой в целом подобно конструкции режущей вставки 10500, описанной выше. Режущая вставка 10600 выполнена поворотной и снабжена четырьмя режущими кромками 10632, расположенными (по меньшей мере частично) вдоль ее углов. Таким образом, режущая вставка 10600 может быть повернута вокруг ее центральной оси X для осуществления необходимого поворота. Как, в частности, показано на фиг. 77В, при установке на державку режущего инструмента для формирования токарного резца С.Т., режущая вставка 10600 имеет как передний наклон (т.е. относительно передней поверхности F державки режущего инструмента) с углом α2, так и боковой наклон (т.е. относительно боковой поверхности S державки режущего инструмента) с углом α1. На фиг. 79-80С показан еще один токарный резец СТ, содержащий режущую вставку, в целом обозначенную позиционным номером 10600′, которая в целом подобна режущей вставке 10600, с различием, состоящим в конструкции режущих частей 10630′. Режущая вставка 10600′ имеет корпус 10620′ в целом квадратной формы, снабженный передней и задней поверхностью 10622F′ и 10622R′ соответственно и четырьмя идентичными боковыми поверхностями 10622S′, проходящими между ними. Указанная конструкция выполнена таким образом, что каждые две смежные боковые поверхности 10622S′ формируют между собой угол, соответствующий углу, который должен быть сформирован в заготовке WP (не показана) во время операции резания. Режущая вставка 10600′ снабжена четырьмя режущими частями 10630′, расположенными на передней стороне 10622F′ режущей вставки 10600′, причем каждая из указанных режущих частей 10630′ содержит режущую кромку 10632′. В каждой из режущих частей 10630′ по меньшей мере часть режущей кромки 10632′ задана пересечением угла, сформированного боковыми поверхностями 10622S′, и передней поверхностью 10622F′. Режущая кромка 10632′ также может быть задана пересечением передней поверхности 10634′, проходящей вдоль передней поверхности 10622F′, и задней поверхности 10636′, проходящей вдоль угла, сформированного двумя соседними боковыми поверхностями 10622S′. В каждой из указанных частей режущей кромки 10632′ угол снабжен удлиненной режущей кромкой 10632′, расположенной в указанном углу, и обозначен точками А, В и С, соответствующими точкам А, В и С, описанными со ссылкой на фиг. 70А-70Е и приводящими к тому же самому определению (т.е. проекция точки С на ось О падает между проекциями точки А и точки В на ось О). В частности, в отличие от описанной выше режущей вставки 10600′, режущая кромка 10632′ режущей вставки 10600′ является вогнутой (т.е. ″утопленной″) вместо ″выпуклой″, в целом подобно конструкции режущей вставки 10500′, описанной выше. Режущая вставка 10600′ также выполнена поворотной и снабжена четырьмя режущими кромками 10632′, расположенными (по меньшей мере частично) вдоль ее углов. Таким образом, режущая вставка 10600′ может быть повернута вокруг своей центральной оси X для осуществления необходимого поворота. Как, в частности, показано на фиг. 79, при установке на державку режущего инструмента для формирования токарного резца С.Т., режущая вставка 10600′ имеет как передний наклон (т.е. относительно передней поверхности F державки режущего инструмента) с углом α2, так и боковой наклон (т.е. относительно боковой поверхности S державки режущего инструмента) с углом α1. Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000′″, 6000, 6000′, 6000″, 6000″′, 6000″″, 7000, 8000, 8000′, 9000, 9000′, 9000″, 9000′″, 9000″″, 10000, 10200, 10400, 10400′, 10500, 10500′, 10500″, 10600 и 10600′ и/или показанных на фиг. 1А-80С, не ограничиваются указанными режущими инструментами (1, 1″, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 2000′, 3000, 3000′, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000′″, 6000, 6000′, 6000″, 6000″′, 6000″″, 7000, 8000, 8000′, 9000, 9000′, 9000″, 9000″′, 9000″″, 10000, 10200, 10400, 10400′, 10500, 10500′, 10500″, 10600 и 10600′), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей. Как показано на фиг. 81A-82F, принцип ″перевернутого угла″ может быть осуществлен не только во фрезах/токарных резцах, но также и в сверлах, как будет подробно описано ниже на примере сверла DRL, показанного на этих чертежах. В частности, на фиг. 81A-81D показано сверло, в целом обозначенное позиционным номером DRL, содержащее корпус, проходящий вдоль центральной оси X и имеющий передний конец с передней поверхностью F, ориентированной в целом перпендикулярно центральной оси X. Сверло DRL снабжено режущей частью, которая расположена в переднем конце и имеет режущую кромку СЕ в пересечении передней поверхности и корпуса сверла DRL таким образом, что указанная режущая кромка СЕ проходит вдоль угла, сформированного между передней поверхностью F и корпусом сверла DRL. Как указано выше, угол, вдоль которого проходит режущая кромка СЕ, соответствует углу, который должен быть сформирован в заготовке WP сверлом DRL. Однако, в отличие от описанных выше режущих вставок для сверл/фрез/токарных резцов, в данном случае указанный угол равен примерно 120° (но не примерно 90°), как в известных сверлах. В данном примере сверла DRL принцип ″перевернутого угла″ применен к режущей кромке СЕ. ″Перевернутый угол″ сверла DRL в целом подобен конструкции режущей вставки CI, описанной со ссылкой на фиг. 70A-70D. Таким образом, режущая кромка СЕ обозначена точками А, В и С, расположенными вдоль нее, которые соответствуют точкам А, В и С, описанным со ссылкой на фиг. 70A-70D и приводящим к тому же самому определению. Таким образом, режущая кромка СЕ является вогнутой (″утопленной″) таким образом, что проекция точки С на ось О падает между проекциями точки А и точки В на ось О. Кроме того следует отметить, что переворот режущей кромки СЕ также приводит к тому, что профиль сверла DRL формирует скругленный угол в заготовке WP (как показано на фиг. 82A-82F), вместо острого угла, как в известных сверлах. Преимущества указанных отличительных особенностей подробно описаны ниже со ссылкой на фиг. 82A-82F. В частности, на фиг. 81E-81F показаны четыре сечения С1-С4 сверла DRL во время операции сверления, когда сверло DRL расположено в отверстии (частично показано) заготовки WP. Следует отметить, что несмотря на переворот режущей кромки СЕ, в каждом сечении углы между передней поверхностью RA и нижней задней поверхностью RE (обозначенные α1-α2 соответственно), всегда являются достаточными для обеспечения прочной поддержки режущей части и режущей кромки СЕ для выдерживания нагрузок, приложенных к ним заготовкой WP. В частности, угол α может быть выбран в пределах от 50° до 80°. На фиг. 82А-82 В показано сверло DRL, расположенное в отверстии BR заготовки WP во время пяти последовательных этапов операции сверления. На первом этапе, как указано выше, отверстие BR, сформированное в заготовке WP, имеет скошенные (скругленные) края, вместо острых углов, сформированных при сверлении известными сверлами. В использовании режущая кромка СЕ (как показано на фиг. 82А) начинает снимать стружку СН с дна отверстия BR, которая выкатывается в верхнем направлении (т.е. вокруг оси, перпендикулярной центральной оси X). На этом этапе действует сегмент режущей кромки СЕ, расположенный между точками А и С. При вращении сверла DRL вокруг центральной ось X точка С входит в контакт с краем отверстия BR и, вследствие ″перевернутой″ конструкции сверла, оставляет скругленный профиль в указанном отверстии (как показано на фиг. 82D). Кроме того, также вследствие уникальной непрерывной конструкции режущей кромки СЕ вдоль ″перевернутого угла″ отсутствуют два соседних сегмента режущей кромки СЕ, имеющие наклон относительно друг друга. Напортив, режущая кромка СЕ является полностью непрерывной таким образом, что на этапе, показанном на фиг. 82D и 82Е, сверло DRL продолжает снимать стружку на этот раз с боковых сторон отверстия (в области угла). Благодаря указанной непрерывной режущей кромке СЕ обеспечивается значительное снижение нагрузки, приложенной к режущей кромке СЕ в области угла (по сравнению с обычными сверлами), в результате чего увеличивается срок службы сверла DRL по сравнению с известными сверлами, использованными в подобных условиях. Как, в частности, показано на фиг. 82F, когда сверло DRL расположено в отверстии BR, вследствие уникального использования ″перевернутого угла″ между передней поверхностью RA сверла DRL и боковыми стенками отверстия BR обеспечено значительно большее пространство для стружки СН. На фиг. 83A-83G показан пример сверла, в целом обозначенного позиционным номером 10300, которое содержит корпус 10312, проходящий вдоль центральной оси X и имеющий режущую часть 10320, расположенную в одном из его концов. Сверло 10300 дополнительно снабжено с спиральными частями 10314, проходящими вокруг центральной оси X, и стружечными каналами 10316, сформированными между ними, выполненными с возможностью вывода стружек, удаленных из заготовки WP (не показана). Кроме того, между режущей частью 10320 и спиральными частями 10314 сверла 10300 проходит вспомогательный стружечный канал 10318, выполненный с возможностью дополнительного вывода стружек, удаленных из заготовки WP. Режущая часть снабжена режущей кромкой 10324, проходящей от центральной оси X во внешнем радиальном направлении и формирующей угол между передней поверхностью режущей части 10320 и периферийной поверхностью режущей части 10320. Угол, как и в описанных выше примерах, приводит к конструкции ″перевернутого угла″, обозначенного точками А, В и С, которые соответствуют точкам А, В и С, описанным со ссылкой на фиг. 70A-70D и приводящим к тому же самому определению. В частности, следует отметить, что подобно примеру сверла DRL, указанное сверло 10300 также имеет ″утопленный″ угол режущей кромки 10324. Уникальность сверла 10300 заключается в конструкции вспомогательного стружечного канала 10318. Указанная конструкция выполнена таким образом, что стружка, удаленная сегментом режущей кромки 10324, проходящим между центром и точкой А, направляется в стружечный канал 10316, как обозначено стрелкой R, в то время как стружки, удаленные сегментом режущей кромки, проходящим между точками А и В (и проходящим через точку С), направляются во вспомогательный канал 10318, как обозначено стрелкой r. Указанная конструкция уменьшает количество стружки, перемещающейся в каждом из каналов 10316, 10318, и препятствует нежелательному скоплению стружек в канале. Вышеуказанный принцип подобен принципу, описанному выше относительно сверла 800, показанного на фиг. 16А и 16В. На фиг. 84А-84Е показан еще один из вариантов реализации сверла, в целом обозначенного позиционным номером 10300′, которое подобно сверлу DRL. Сверло 10300′ содержит корпус 10312′, проходящий вдоль центральной оси X и снабженный режущей частью 10320′, расположенной в одном из его концов. Сверло 10300′ дополнительно снабжено спиральными частями 10314′, проходящими вокруг центральной оси X, и стружечными каналами 10316′, сформированными между ними, выполненными с возможностью вывода стружек, удаленных из заготовки WP (не показана). Режущая часть снабжена режущей кромкой 10324′, проходящей от центральной оси X во внешнем радиальном направлении и формирующей угол между передней поверхностью режущей части 10320′ и периферийной поверхностью режущей части 10320′. Указанный угол, как и в предыдущих примерах, приводит к конструкции ″перевернутого угла″, обозначенного точками А, В и С, которые соответствуют точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим тому же самому определению. В частности, следует отметить, что подобно сверлу DRL, данное сверло 10300′ также имеет ″утопленный″ угол режущей кромки 10324′, и действует почти так же, как и описанное выше сверло DRL. На фиг. 85A-85G показан еще один из вариантов реализации сверла, в целом обозначенного позиционным номером 10300″. Сверло 10300″ в целом подобно сверлу 10300′, с различием, состоящим в конструкции режущей кромки 10324″, расположенной в углу режущей части 10320. В частности, сверло 10300″ имеет корпус 10312″, проходящий вдоль центральной оси X и снабженный режущей частью 10320″, расположенной в одном из его концов. Сверло 10300″ дополнительно снабжено спиральными частями 10314″, проходящими вокруг центральной оси X, и стружечными каналами 10316″, сформированными между ними, выполненными с возможностью вывода стружек, удаленных из заготовки WP (не показана). Режущая часть снабжена режущей кромкой 10324″, проходящей от центральной оси X во внешнем радиальном направлении и формирующей угол между передней поверхностью режущей части 10320″ и периферийной поверхностью режущей части 10320″. Указанный угол, как и в предыдущих примерах, приводит к конструкции ″перевернутого угла″, обозначенного точками А, В и С, которые соответствуют точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е, и приводящим тому же самому определению. В частности, как показано на чертеже, в отличие от сверла 10300′, сверло 10300″ имеет ″выпуклый″ угол режущей кромки 10324″, действующей почти так же, что и описанная выше режущая кромка режущей вставки 10500′. На фиг. 86A-86F показано еще одно сверло, в целом обозначенное позиционным номером 10300″′. Сверло 10300″′ является комбинацией сверла 10300′ и описанного выше сверла 6000, описанного со ссылкой на фиг. 47А-49. В частности, сверло 10300″′ также является спиральным подобно сверлу 6000 с тем различием, что режущая кромка 10324″′ формирует ″перевернутый угол″, подобный углу сверла 10300′. Комбинация указанных отличительных особенностей демонстрирует взаимозаменяемое использование и комбинацию описанных выше различных отличительных особенностей в одном режущем инструменте. Таким образом, указанное сверло не будет подробно описано, поскольку оно должно быть очевидным для любого специалиста, ознакомившегося с описанием, относящимся к режущим инструментам 6000 и 10300′ со ссылкой на фиг. 47А-49 и 84А-84Е соответственно. Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 3000, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000″′, 6000, 6000′, 6000″, 7000, 8000, 8000′, 9000, 9000′, 9000″, 9000″′, 9000″″, 10000, 10200, 10300, 10300′, 10300″, 10300′″, 10400, 10400′, 10500, 10500′, 10500″, 10600, 10600′ и/или показанных на фиг. 1A-86F, не ограничиваются указанными режущими инструментами (1, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 3000, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000″′, 6000, 6000′, 6000″, 7000, 8000, 8000′, 9000, 9000′, 9000″, 9000″′, 9000″″, 10000, 10200, 10300, 10300′, 10300″, 10300″′, 10400, 10400′, 10500, 10500′, 10500″, 10600, 10600′), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей. На фиг. 87A-87F показана составная фреза, в целом обозначенная позиционным номером 10700, в которой реализован принцип ″перевернутого угла″. Фреза 10700 содержит корпус 10710, имеющий спиральные части 10712 и стружечные каналы 10716, проходящие между ними (также спиральные). Каждая из спиральных частей 10712 снабжена режущей кромкой 10734, спирально проходящей вокруг центральной оси X. Фреза 10700 дополнительно снабжена передней поверхностью F, проходящей перпендикулярного центральной оси и расположенной в одном из концов корпуса 10710. Между передней поверхностью F и спиральными частями 10712 образован угол, формирующий угловую режущую кромку 10724, проходящую вдоль угла (как показано на фиг. 87F). Указанный угол сформирован согласно принципу ″перевернутого угла″ и обозначен точками А, В и С, которые соответствуют точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим тому же самому определению. В частности, следует отметить, что подобно сверлу DRL, описанному выше со ссылкой на фиг. 81A-81D, фреза 10700 также имеет ″утопленный″ угол таким образом, что режущая кромка 10724 является ″вдавленной″ (″утопленной″) и действует почти так же, что и угол описанного выше сверла DRL. Однако, в отличие от сверла DRL, указанный угол фрезы 10700 является почти прямым (не 120°). На фиг. 88A-88D показана еще одна фреза, в целом обозначенная позиционным номером 10700′. Фреза 10700′ в целом подобна фрезе 10700, с различием, состоящим в конструкции режущей кромки 10724′, расположенной в углу режущей части 10720. В частности, фреза 10700′ также содержит корпус 10710′, имеющий спиральные части 10712′ и стружечные каналы 10716′, проходящие между ними (также спиральные). Каждая из спиральных частей 10712′ снабжена режущей кромкой 10734′, спирально проходящей вокруг центральной оси X. Фреза 10700′ дополнительно снабжена передней поверхностью F, проходящей перпендикулярного центральной оси и расположенной в одном из концов корпуса 10710′. Между передней поверхностью F и спиральными частями 10712′ образован угол, формирующий угловую режущую кромку 10724′, проходящую вдоль указанного угла (как показано на фиг. 88D). Указанный угол также реализован, как и в предыдущем примере, согласно принципу ″перевернутого угла″ и обозначен точками А, В и С, которые соответствуют точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим тому же самому определению. В частности, как показано на чертеже, в отличие от описанной выше фрезы 10700, фреза 10700′ имеет ″выпуклый″ угол таким образом, что режущая кромка 10724′″проходит вперед″ и действует почти так же, что и угол режущей вставки 10500′, описанной выше. Следует понимать, что большая часть принципов и отличительных особенностей, описанных выше на примере режущих инструментов 1, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 3000, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000″′, 6000, 6000′, 6000″, 7000, 8000, 8000″, 9000, 9000′, 9000″, 9000′″, 9000″″, 10000, 10200, 10300, 10300′, 10300″, 10300″′, 10400, 10400′, 10500, 10500′, 10500″, 10600, 10600′, 10700 и 10700′ и/или показанных на фиг. 1A-88D, не ограничиваются указанными режущими инструментами (1, 100, 100′, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 2000, 3000, 4000, 4000′, 4000″, 5000, 5000′, 5000″, 5000″′, 6000, 6000′, 6000″, 7000, 8000, 8000′, 9000, 9000′, 9000″, 9000′″, 9000″″, 10000, 10200, 10300, 10300′, 10300″, 10300″′, 10400, 10400′, 10500, 10500′, 10500″, 10600, 10600′, 10700 и 10700′), на примере которых они описаны/показаны, и с необходимыми изменениями могут быть независимо применены друг к другу или к любым другим инструментам в любой комбинации, которая по мнению специалистов может быть подходящей. На фиг. 89A-89F показана круглая пила ST, содержащая ряд режущих вставок, в целом обозначенных позиционным номером 10800. Каждая из указанных режущих вставок 10800 содержит корпус 10812, имеющий верхнюю поверхность 10822Т, нижнюю поверхность 10822В, две боковые поверхности 10822S, проходящие между ними, и переднюю поверхность 10822F, также проходящую между ними и соединяющую боковые поверхности 10822S. Каждая из боковых поверхностей 10822S и передней поверхности 10822F формирует угол, причем в пересечении каждого из указанных углов с верхней поверхностью 10822Т сформирована режущая кромка 10832. Каждая из указанных режущих кромок 10832 имеет переднюю поверхность 10834, сформированную на верхней поверхности 10822Т, и заднюю поверхность 10836, сформированную на указанном углу между боковыми поверхностями 10822S и передней поверхностью 10822F. Таким образом, режущая вставка 10800 имеет две режущие кромки 10832, расположенные рядом друг с другом и симметрично относительно плоскости, проходящей параллельно боковым поверхностям 10822S и расположенной между ними. Каждая из режущих кромок 10832 имеет конструкцию ″перевернутого угла″, которая подобна конструкции угла режущей вставки 10500″. Таким образом, каждая из режущих кромок 10832 соответственно обозначена точками А, В и С, которые соответствуют точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим тому же самому определению. В частности, поскольку конструкция режущей кромки 10832, расположенной в углу, подобна конструкции режущей вставки 10500″, действие режущей вставки 10800 также является подобным, с тем различием, что в указанной режущей вставке 10800 обе режущие кромки 10832 действуют одновременно во время одной и той же операции резания. Стружки, удаленные режущими кромками 10832 режущей вставки 10800, разделены на два потока и перемещаются в направлении от центра верхней поверхности 10822Т (т.е. в направлении от плоскости симметрии) благодаря уникальной конструкции верхней поверхности 10822Т таким образом, что стружки, удаленные одной режущей кромкой 10832, перемещаются к одной из боковых поверхностей 10822S, в то время как стружки, удаленные другой режущей кромкой 10832, перемещаются к другой боковой поверхности 10822S. На фиг. 90А и 90В показана прямая пила ST, содержащая режущие вставки 10800. Поскольку режущие вставки 10800 уже подробно описаны выше, действие прямой пилы ST, в которой используются те же самые режущие вставки 10800, должно быть очевидным для специалиста. На фиг. 91A-91F показана круглая пила ST, в которой используется еще один из вариантов реализации режущей вставки, в целом обозначенной позиционным номером 10800′. Указанная режущая вставка подобна по конструкции режущей вставке 10800 с различием, состоящим в конструкции ее режущих углов. В частности, режущая вставка 10800′ также содержит корпус 10812′, имеющий верхнюю поверхность 10822Т′, нижнюю поверхность 10822В′, две боковые поверхности 10822S′, проходящие между ними, и переднюю поверхность 10822F′, также проходящую между ними и соединяющую боковые поверхности 10822S′. Каждая из боковых поверхностей 10822S′ и передняя поверхность 10822F′ формируют угол, причем в пересечении каждого из указанных углов с верхней поверхностью 10822Т′ сформирована режущая кромка 10832′. Каждая из указанных режущих кромок 10832′ имеет переднюю поверхность 10834′, сформированную на верхней поверхности 10822Т′, и заднюю поверхность 10836′, сформированную в области угла между боковыми поверхностями 10822S′ и передней поверхностью 10822F′. Таким образом, режущая вставка 10800′ имеет две режущие кромки 10832′, расположенные рядом друг с другом, и также, как и режущая вставка 10800, симметричные относительно плоскости, проходящей параллельно боковым поверхностям 10822S′ и расположенной между ними. Каждая из режущих кромок 10832′ имеет конструкцию ″перевернутого угла″, которая подобна конструкции угла режущей вставки 10500′. Таким образом, каждая из режущих кромок 10832′ соответственно обозначена точками А, В и С, которые соответствуют точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим к тому же самому определению. В частности, поскольку конструкция режущей кромки 10832′ в области указанного угла подобна конструкции режущей вставки 10500′, действие режущей вставки 10800′ также является подобным, с различием, состоящим в том, что обе режущие кромки 10832′ указанной режущей вставки 10800′ действуют одновременно во время одной и той же операции резания. Стружки, удаленные режущими кромками 10832′ режущей вставки 10800, благодаря уникальной конструкции верхней поверхности 10822Т направлены к центру верхней поверхности 10822Т (т.е. к плоскости симметрии) таким образом, что стружки, удаленные обеими режущими кромками 10832 вынуждены сходиться вместе. На фиг. 92А и 92 В показана прямая пила ST, содержащая режущие вставки 10800′. Поскольку режущие вставки 10800′ уже подробно описаны, действие прямой пилы ST′, в которой используются те же самые режущие вставки 10800′, должно быть очевидным для специалиста. На фиг. 93А-93Е показан канавочный резец GT, содержащий державку и режущую вставку, в целом обозначенную позиционным номером 10800″. Режущая вставка 10800″ в целом подобна по конструкции режущей вставке 10800′ с несколькими различиями, состоящими в общей конструкции. В частности, режущая вставка 10800” содержит корпус 10812″, имеющий верхнюю поверхность 10822Т″, нижнюю поверхность 10822В″, две боковые поверхности 10822S″, проходящие между ними, и переднюю поверхность 10822F″, также проходящую между ними и соединяющую боковые поверхности 10822S″. Режущая вставка 10800″ дополнительно снабжена продолжением 10824, проходящим от нижней поверхности 10822В″ и выполненным с возможностью установки режущей вставки 10800″ на державку ТН. При установке нижняя поверхность 10822 В″ режущей вставки 10800″ опирается на державку ТН, так же как и ее задняя поверхность 10822R″. Каждая из боковых поверхностей 10822S″ и передняя поверхность 10822F″ формируют угол, причем в пересечении каждого из указанных углов с верхней поверхностью 10822Т″ формируется режущая кромка 10832″. Каждая из указанных режущих кромок 10832″ имеет переднюю поверхность 10834″, сформированную на верхней поверхности 10822Т″, и заднюю поверхность 10836″, сформированную в области угла между боковыми поверхностями 10822S″ и передней поверхностью 10822F″. Таким образом, режущая вставка 10800″ имеет две режущие кромки 10832″, расположенные рядом друг с другом, и также, как и у режущей вставки 10800′, симметричные друг другу относительно плоскости, проходящей параллельно боковым поверхностям 10822S″ и расположенной между ними. Каждая из режущих кромок 10832″ имеет конструкцию ″перевернутого угла″, которая подобна конструкции угла режущей вставки 10500”. Таким образом, каждая из режущих кромок 10832″ соответственно обозначена точками А, В и С, которые соответствуют точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим к тому же самому определению. В отличие от режущей вставки 10800′, верхняя поверхность 10822Т″ указанной режущей вставки 10800″ снабжена дополнительной стружколомной выемкой 10838″, выполненной с возможностью разрушения стружек, удаленных из заготовки WP (как показано на фиг. 93А) режущими кромками 10832″. В частности, при использовании режущей вставки 10800″ все стружки, удаленные из заготовки WP, направляются к центру верхней поверхности 10822Т″ (т.е. к плоскости симметрии). Однако, согласно статистике, стружки, удаленные сегментом режущей кромки 10832″, расположенным между точками В и С, направляются к верхней поверхности 10822Т″, в то время как стружки, удаленные сегментом режущей кромки 10832″, расположенным между точками А и С, направляются к выемке 10838″. В частности, на фиг. 93С показан канавочный резец GT в положении взаимодействия с заготовкой WP, причем одна из дополнительных точек взаимодействия расположена между точками С и В и обозначена позиционным номером CP (Контактная точка). В частности, это означает, что центральная ось заготовки WP, вокруг который она вращается, выровнена относительно контактной точки СР. На фиг. 94А-94Е показан еще один из вариантов реализации режущей вставки, в целом обозначенной позиционным номером 10900. Режущая вставка 10900 в целом подобна режущей вставке 10500″, с различием, состоящим в конструкции режущей кромки 10932, расположенной в области угла режущей вставки 10900. В частности, режущая вставка 10900 содержит корпус 10920 в целом прямоугольной формы, имеющий переднюю поверхность 10922F, заднюю поверхность 10922R и боковые стенки 10922S1 и 10922S2, проходящий между ними. Боковые поверхности 10922S1 и 10922S2 проходят соответственно между короткими сторонами и длинными сторонами прямоугольных поверхностей 10922F и 10222R. Указанная конструкция выполнена таким образом, что две смежные боковые поверхности 10222S1 и 10222S2 формируют между собой угол, соответствующий углу, который должен быть сформирован в заготовке WP (не показана) во время операции резания. Режущая вставка 10900 снабжена двумя режущими частями 10930, расположенными на противоположных углах передней стороны 10922F режущей вставки 10900, причем каждая из указанных режущих частей 10930 содержит режущую кромку 10932. В каждой из указанных режущих частей 10930 по меньшей мере часть режущей кромки 10932 задана пересечением угла, сформированного боковыми поверхностями 10922S, и передней поверхности 10922F. Режущая кромка 10932 также может быть задана пересечением передней поверхности 10934, проходящей вдоль передней поверхности 10922F, и задней поверхности, проходящей вдоль угла, сформированного двумя соседними боковыми поверхностями 10922S1 и 10922S2. В каждой из режущих частей 10930 режущей кромки 10932 указанный угол снабжен удлиненной режущей кромкой 10932, расположенной в области указанного угла, и обозначен точками А, В и С, соответствующими точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим к тому же самому определению (т.е. проекция точки С на ось О падает между проекциями точки А и точки В на ось О). Следует отметить, что в данном конкретном примере режущая часть 10930, как и описанная выше в режущей вставке 10500″, является профилированной/вогнутой таким образом, что точка А расположена дальше от передней поверхности 10922F по сравнению с точкой В (в осевом направлении), а точка С расположена на промежуточном расстоянии от передней поверхности 10922F (вдоль центральной оси X). В использовании режущая вставка 10900 действует подобно режущей вставке 10500″, т.е. проникает в заготовку WP (не показана) таким образом, что точка А первая взаимодействует с материалом заготовки, затем после нее точка С, расположенная в области угла, и только после нее точка В. При удалении из заготовки WP (не показана) стружка благодаря форме передней поверхности 10934 режущей части 10930 перемещается в верхнем направлении к точке В и оттуда дополнительно перемещается в направлении от режущей кромки 10932 до полного удаления из режущей вставки 10900. Однако в отличие от режущей вставки 10500″ режущая кромка 10932 режущей вставки 10900 снабжена скошенной частью (вместо скругления) для формирования в заготовке WP (не показана) скошенного угла. Скошенная часть 10937 режущей кромки 10932 показана на фиг. 94С и 94D. На фиг. 95A-95D показана еще одна режущая вставка, в целом обозначенная позиционным номером 10900′. Режущая вставка 10900′ в целом подобна режущей вставке 10500″, с различием, состоящим в конструкции режущей кромки 10932, расположенной в области угла режущей вставки 10900′. В частности, режущая вставка 10900′ содержит корпус 10920′ в целом прямоугольной формы, переднюю поверхность 10922F′, заднюю поверхность 10922R′ и боковые стенки 10922S1′ и 10922S2′, проходящие между ними. Боковые поверхности 10922S-T и 10922S2 проходят соответственно между короткими сторонами и длинными сторонами прямоугольных поверхностей 10922F′ и 10222R′. Указанная конструкция выполнена таким образом, что две смежные боковые поверхности 10222S1′ и 10222S2′ формируют между собой угол, соответствующий углу, который должен быть сформирован в заготовке WP (не показана) во время операции резания. Режущая вставка 10900′ снабжена двумя режущими частями 10930′, расположенными на противоположных углах передней стороны 10922F′ режущей вставки 10900′, причем каждая из указанных режущих частей 10930′ содержит режущую кромку 10932′. В каждой из режущих частей 10930′ по меньшей мере часть режущей кромки 10932′ задана пересечением угла, сформированного боковыми поверхностями 10922S′, и передней поверхности 10922F′. Режущая кромка 10932′ также может быть задана пересечением передней поверхности 10934′, проходящей вдоль передней поверхности 10922F′, и задней поверхности, проходящей вдоль угла, сформированного между двумя соседними боковыми поверхностями 10922S1′ и 10922S2′. В каждой из режущих частей 10930′ режущей кромки 10932′ указанный угол снабжен удлиненной режущей кромкой 10932′, расположенной в области указанного угла, обозначенного точками А, В и С, соответствующими точкам А, В и С, описанным со ссылкой на фиг. 70А-70Е и приводящим к тому же самому определению (т.е. проекция точки С на ось О падает между проекциями точки А и точки В на ось О). Следует отметить, что в данном конкретном примере режущая часть 10930′, как и в описанной выше режущей вставке 10500″, является профилированной/вогнутой таким образом, что точка А расположена дальше от передней поверхности 10922F′ по сравнению с точкой В (в осевом направлении), а точка С расположена на промежуточном расстоянии от передней поверхности 10922F′ (вдоль центральной оси X). В использовании режущая вставка 10900′ действует подобно режущей вставке 10500″, т.е. проникает в заготовку WP (не показана) таким образом, что точка А первая входит в контакт с материалом заготовки, затем точка С, расположенная в области указанного угла, и только после нее точка В. При удалении из заготовки WP (не показана), благодаря форме передней поверхности 10934′ режущей части 10930′ стружка перемещается в верхнем направлении к точке В, и оттуда дополнительно перемещается в направлении от режущей кромки 10932′ до полного вывода из режущей вставки 10900′. Однако, в отличие от режущей вставки 10500″, режущая кромка 10932′ режущей вставки 10900′ полностью не скруглена, как показано на фиг. 95В и 95D. В частности, режущая кромка 10932′ имеет точку перелома в 10938′ таким образом, что режущая кромка 10932′ не является полностью непрерывной. В отношении всех описанных выше режущих инструментов, а именно фрез, токарных резцов и сверл, следует отметить, что отличительные особенности указанных режущих инструментов, как указано выше, могут обеспечить по меньшей мере одно из следующих преимуществ: - Подача - с теми же нагрузками предложенный режущий инструмент может работать с увеличенной подачей и скоростью вращения F и VR соответственно по сравнению с эквивалентным режущим инструментом без вышеуказанных отличительных особенностей, а также может удалять большее количество материала заготовки в единицу времени t; - Нагрузка - при тех же самых подаче и скорости вращения F и VR предложенный режущий инструмент испытывает меньшие нагрузки по сравнению с эквивалентным режущим инструментом без вышеуказанных упомянутых отличительных особенностей и таким образом обеспечивает увеличенный общий срок эксплуатации; - Стружка - при той же самой скорости вращения VR предложенный режущий инструмент может обеспечивать возможность увеличенной подачи F по сравнению с эквивалентным режущим инструментом без вышеуказанных отличительных особенностей и таким образом обеспечивать возможность удаления более толстой стружки в единицу времени t за один оборот режущего инструмента или заготовки; и - Скорость - при той же самой подаче F предложенного режущего инструмента или заготовки может быть обеспечена возможность увеличенной скорости вращения VR по сравнению с эквивалентным режущим инструментом без вышеуказанных отличительных особенностей, и удаление большего количества стружки в единицу времени t; - Срок эксплуатации - предложенные режущие вставки/инструменты могут обеспечивать более длительный срок эксплуатации в одинаковых условиях по сравнению с известными режущими вставками/инструментами. Для специалистов, ознакомившихся с описанным выше настоящим изобретением, будет очевидным, что могут быть сделаны различные изменения, вариации и модификации без отступления от объема описанного здесь настоящего изобретения.
Реферат
Группа изобретений относится к машиностроению и может быть использована при резании материалов. Режущий элемент содержит режущую кромку, выполненную с возможностью отрезания материала от заготовки во время операции резания для формирования в ней обработанного угла α. Имеется по меньшей мере один из видов режущей кромки, в котором часть режущей кромки ограничена первой и второй линией, ориентированными тангенциально к указанной части режущей кромки в соответствующих точках А и В касания. Указанные линии формируют между собой режущий угол, соответствующий основному углу α в плане и имеющий вершину О. Для средней линии режущего угла, пересекающего часть режущей кромки в точке С, проекция С точки С части режущей кромки на линию OL, проходящую через вершину О перпендикулярно к плоскости одного вида, расположена между проекциями А' и В' соответствующих точек А и В части режущей кромки на линию OL. Приведены варианты выполнения режущего элемента, конструкция режущего инструмента, содержащего режущий элемент, раскрыты способы изготовления и модификации режущего элемента. Обеспечивается эффективное удаление стружки при резании, повышается качество обработки. 5 н. и 54 з.п. ф-лы, 95 ил.
Формула
режущую кромку, выполненную с возможностью отрезания материала от заготовки во время указанной операции для формирования в заготовке главного угла α в плане,
при этом по меньшей мере на виде спереди режущего элемента часть режущей кромки ограничена первой и второй линиями, ориентированными тангенциально в соответствующих точках А и В касания и формирующими между собой режущий угол, соответствующий главному углу α в заготовке, имеющий вершину О, среднюю линию, пересекающую часть указанной режущей кромки в точке С, проекция С′ которой на линию OL, проходящую через указанную вершину О перпендикулярно к плоскости указанного одного вида, расположена между проекциями А′ и В′ соответствующих точек А и В указанной части режущей кромки на указанную линию OL, причем
на виде сбоку режущего элемента одна из указанных точек А и В режущей кромки расположена ближе к указанной задней поверхности, чем другая из них.
в точке А режущая полоса ориентирована по существу параллельно передней поверхности, перпендикулярной линии OL пересечения;
в точке С режущая полоса по меньшей мере частично повернута вокруг себя таким образом, что ее поверхность проходит под углом к указанной передней поверхности, и
в точке В режущая полоса вновь ориентирована по существу параллельно передней поверхности.
выполненный в виде сверлильной вставки или режущей части сверла с возможностью осуществления операции сверления, во время которой материал удаляется из заготовки для формирования в ней отверстия, и
содержащий корпус, проходящий вдоль и вокруг центральной оси X и имеющий периферийную поверхность, проходящую вокруг центральной оси, переднюю поверхность, ориентированную перпендикулярно центральной оси, и режущую часть, расположенную в конце корпуса рядом с передней поверхностью и содержащую режущую кромку, образованную пересечением периферийной поверхности корпуса и его передней поверхности и задающую угол, соответствующий углу α.
причем указанные режущие кромки проходят между верхней поверхностью и нижней поверхностью под углом α наклона относительно перпендикулярной линии, проходящей между верхней и нижней поверхностями режущей вставки.
a) обеспечивают наличие или изготавливают режущий компонент, имеющий режущую огибающую и режущую часть с режущей кромкой, имеющей радиус r,
b) формируют стружечный канал в направлении, поперечном направлению режущей огибающей режущего компонента, из условия разделения режущей части на первую режущую часть, содержащую режущую кромку с радиусом r, и вторую режущую часть,
c) увеличивают радиус r режущей кромки первой режущей части до радиуса R и
d) формируют режущую кромку с радиусом r во второй режущей части.
Комментарии