Режущая вставка - SU1266664A1
Код документа: SU1266664A1
Чертежи
Описание
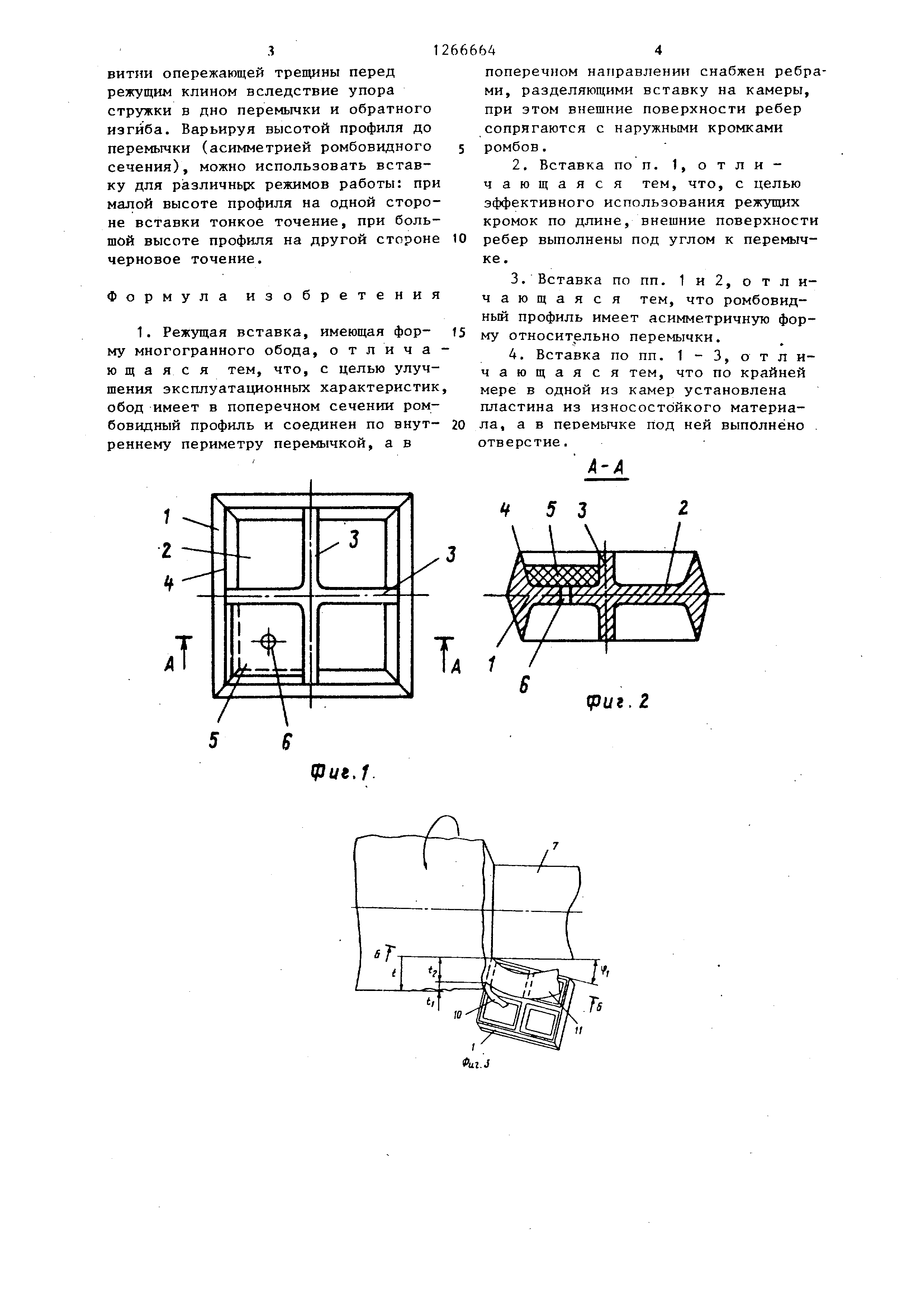
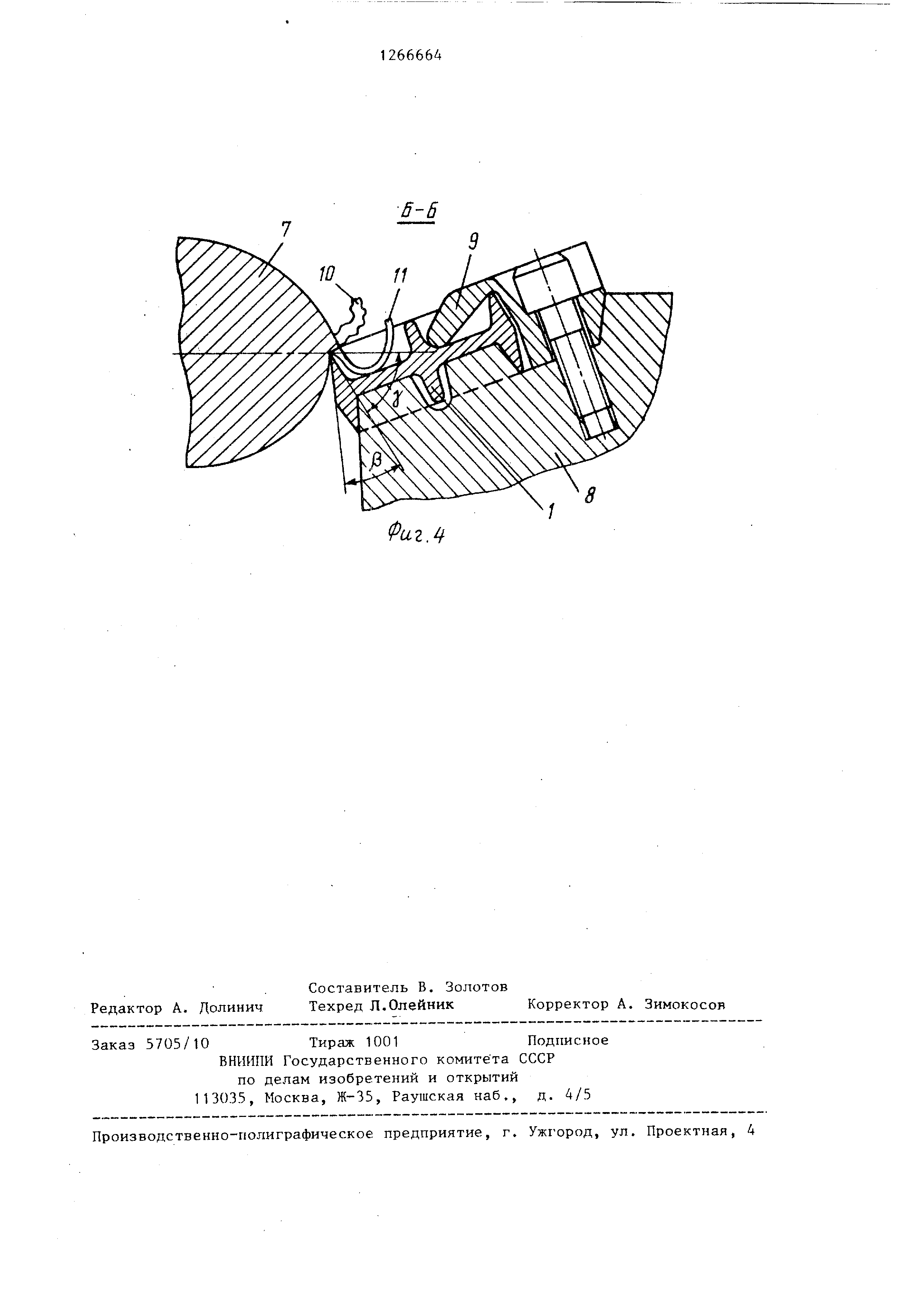
Изобретение относится к металлообработке , а именно к режущему инструменту для токарных, фрезерных и др. металлообрабатывающих станков Цель изобретения - улучшение эксплуатационных характеристик - достигается улучшением режущих свойств вставки путем создания оптимальной геометрии режущей части вставки. На фиг. 1 изображена четырехгранная режущая вставка; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 пример использования вставки в рабоfe; на фиг. 4 - сечение Б-Б на фиг.З Режущая вставка состоит из обода .1 мно-гогранной формы, имеющего в поперечном сечении ромбовидньш профиль и соединенного по внутреннему периметру перемычкой 2, а в поперечном направлении - ребрами 3, разделяющими вставку на камеры. Внешние поверх ности ребер сопрягаются с наружными кромками 4 ромбовидного профиля и могут располагаться под углом к перемычке для увеличения переднего угла. Ромбовидный профиль может иметь асимметричную форму относительно пе ремычки, что позволяет применительн к различным видам работ варьировать углами резания при перевороте встав ки. В одной из камер вставки плотно установлена пластина 5 из более износостойкого материала, чем материал вставки, например из минералокерами ки. Пластина может быть из твердой смазки или другого материала для ра личных технологических целей. Для удобства замены пластины в перемычк камеры выполнено отверстие 6, через которое пластина выталкивается из гнезда. Для обточки вала 7 вставка устанавливается в гнезде резца 8 с наклоном для образования задних углов и прижимается прихватом 9. Работа вставки происходит следующим образом. При малом припуске, не превьщ1ающим длину камеры, стружка плавно сходит в камеру под большим передним углом, упираясь в перемычку или во вложенную пластину из износостой кого материала. При большом припуске t, превьшаю щем длину камеры,в работе помимо грани обода участвует близлежащее поперечное; ребро (см, фит. 3). Условия схода стружки по грани обода и по поверхности ребра резко отличаются вследствие значительной разницы в передних углах: большой положительной - по грани обода и отрицательный по ребру. Это способствует разрьшу стружки на два потока 10 и 11 соответственно на переменной глубине t| грубой наружной поверхности и на постоянной глубине t,, при снятой наружной корке. Грубый припуск наружной корки поковки или литой заготовки снимается ребром. Отрицательный передний угол повышает прочность ребра и обеспечивает хрупкое ломание стружки. в случае изменения высоты общего припуска t ребро выводится на уровень чернового припуска корки t разворотом резца в плане на угол (см. фиг. 3). Камерная конструкция вставки помимо деления стружки улучшает технологическое обеспечение процесса резания благодаря закладке в камеры пластин 5 различного технологического назначения: антифрикодонных, смазывающих , стружколомающих, комбинированных . Предлагаемая вставка позволяет значительно улучшить условия резания благодаря малому углу режущего клина f в поперечном сечении обода , повысить жесткость по сравнению с открытыми формами пластин, улучшить теплоотвод от режущей кромки благодаря значительному увеличению поверхности по сравнению со сплошными пластинами таких же размеров. Ребра, помимо повышения жесткости вставки, увеличивают поверхность охлаждения. Наличие перемычки и закладной пластины обеспечивает более эффективное дробление стружки по сравнению с известными стружколомающими канавками на стандартных пластинах. Значительное расстояние режущей кромки до перемычки способствует увели- чению длины ломания стружки и уменьшению ее жесткости, что повьштает эффективность ломания при снижении стружколомающей силы. Уменьшение режущего клина в сочетании с глубокой впадиной до перемычки помимо снижения силы резания создает дополнительный эффект в развитни опережающей трещины перед режущим клином вследствие упора стружки в дно перемычки и обратного изгиба. Варьируя высотой профиля до перемычки (асимметрией ромбовидного сечения), можно использовать вставку для различньрс режимов работы: при малой высоте профиля на одной стороне вставки тонкое точение, при большой высоте профиля на другой стороне черновое точение. Формула изобретения 1. Режущая вставка, имеющая форму многогранного обода, отлича ющаяся тем, что, с целью улучшения эксплуатационных характеристик обод имеет в поперечном сечении ромбовидный профиль и соединен по внутреннему периметру перемычкой, а в поперечном направлени г снабжен ребрами , разделяющими вставку на камеры, при этом внешние поверхности ребер сопрягаются с наружньми кромками ромбов. 2.Вставка по п. 1, отличающаяся тем, что, с целью эффективного использования режущих кромок по длине, внешние поверхности ребер выполнены под углом к перемычке . 3.Вставка по пп. 1 и 2, о т л ичающаяся тем, что ромбовидный профиль имеет асимметричную форму относительно перемычки. 4.Вставка по пп. 1 - 3, о т л ичающаяся тем, что по крайней мере в одной из камер установлена пластина из износостойкого материала , а в перемычке под ней выполнено . тверстие. К-А
2
,Т

Реферат
Изобретение относится к области металлообработки, а именно к режущему инструменту для токарных, фрезер- ных и других металлорежущих станков. Цель изобретения, заключающаяся в улучшении эксплуатационных характе р(истик, достигается улучшением режущих свойств вставки путем создания оптимальной геометрии режущей части вставки. Режущая вставка представляет собой обод многогранной формы, имеющий в поперечном сечении ромбовидный профиль и срединенный по внутреннему периметру перемычкой, а в поперечном направлении - ребрами, разделякицими вставку на камеры. Внешние поверхности ребер сопрягаются с наружными кромками ромбовидного профиля и могут располагаться под углом к перемычке для увеличения переднего угла. В одной из камер вставки плотно установлена пластина из более износостойкого материала, чем материал вставки, например из минералокерамики . Пластина может быть из твердой смазки или другого матери (Л ала для различных технологических целей. Ромбовидный профиль может . с Иметь асимметричную форму относительно перемычки, что позволяет применительно к различным видам работ варьировать резания при перевороте вставки. 3 з.п. ф-лы, 4 ил. tc о: О) О5 О) 4

Формула
Комментарии