Режущий инструмент (варианты) - RU2071869C1
Код документа: RU2071869C1
Чертежи
Описание
Изобретение относится к упрочнению режущего инструмента, в частности касается таких покрытий режущих вставок, которые могут быть подвержены неоднократным ударным нагрузкам во время эксплуатации, возникающим, например, при фрезеровании или других прерывистых операциях резания.
Среди различных металлообрабатывающих операций фрезерование наиболее требовательная по отношению к режущим вставкам операция. Фрезерование включает прерывистый строгальный ход при постоянной скорости. Конец резца попеременно вгрызается в болванку, режет ее и сходит с болванки, испытывая как механические, так и термические удары. Значение этих ударов зависит от длины резания и промежутков между резаниями. Входные и выходные параметры могут также определять степень механического удара, возникающего в материале резца. Эти условия усугубляются, если скорость резания возрастает.
Твердосплавные режущие вставки, эксплуатируемые во фрезерных операциях, часто дают ряд параллельных термических трещин, перпендикулярных к режущей кромке. Эти термические трещины сами по себе не ограничивают срока службы резца. Однако вставки могут давать также трещины, параллельные режущей кромке. Такие трещины, как полагают, происходят от весьма значительных механических ударов. Совмещение термических и механических трещин вызывает выкрашивание и преждевременный выход резца из строя.
Раньше во фрезерном производстве использовался сортамент из твердого сплава как с покрытием, так и без него. Примерами фрезерных вставок без покрытия являются фрезерные вставки типов К2884 и К2885, которые имеют вольфрамовый карбид в основе твердого сплава основы резца, имеющего около 8,5 процентов и 10,5 процентов кобальта по весу соответственно, причем оба они имеют различную степень содержания твердорастворимых карбидообразующих элементов, тантала, ниобия, титана. Примерами фрезерных вставок, снабженных покрытиями, являются инструменты типа КС710 и КС720, которые имеют вольфрамовый карбид в основе твердого сплава для резца, который был ФОП (физическое осаждение пара) покрыт слоем нитрида титана с высоким остаточным напряжением сжатия. Основы, использованные в резцах КС720 и КС710, содержат 11,5 и 8,5 процентов соответственно кобальта по весу и различное количество твердорастворимых карбидообразующих элементов.
Известно, что ФОП покрытие
может быть
применено к основам из твердого сплава посредством технологических примеров, таких как ионно-плазменное покрытие, покрытие на магнетроне и дуговое выпаривание. Кроме того, каждая
технология имеет
много вариаций. Замечено, что эти технологии и их вариации оказывают результирующее влияние на различные свойства резцов с ФОП покрытием. В зависимости от точности технологии,
примененной для
нанесения покрытия, такие свойства, как твердость покрытия, остаточное напряжение, склонность к отторжению или связыванию с основой, могут проявляться положительно и отрицательно. Эти
ФОП технологии и
свойства получаемых покрытий, а также сравнение ФОП покрытий с ХОП покрытиями (химическое осаждение пара) раскрыты в:
Буль и др. TIN покрытия на стали, Thin Solid film, vol
80, с. 265-270,
1981.
Патент США N 4448802
Мюнц и др. "Процесс высококачественного напыления для образования твердых антифрикционных TIN покрытий на резцах", Thin Solid Films,
vol.96, 1982, с.
79-86.
Патент США N 4426267.
Камаки и др. "Сравнение остаточных напряжений на центрированных карбидных режущих кромках с покрытием TIN по ФПН и ХПН технологиям покрытия и их влияние на сопротивление поломкам", Sulfacing Journal International, vol. 1, N 3, 1986, с. 82-86.
Вольф и др. "Роль твердых покрытий в карбидном фрезеровальном инструменте", Journal of Vacuum Science Technology, АЗ, 1986, с. 2747-2754.
Квинто и др. "Высокотемпературная микротвердость твердых покрытий, полученных физическим и химическим паронапылением", Thin Solid Films, vol. 153, 1987, с. 19-36.
Джиндал и др. "Адгезионные измерения химически паронапыленного и физически паронапыленного твердых слоев на WC-Co основах", vol 54, 1987, с. 361-375.
Джиндал и др. "Влияние нагрузки на микротвердость твердых покрытий", Surface and Cjatings Technology, vol. 36, 1988, с. 683-694.
Риккерби и др. "Корреляция процесса и параметров системы по структуре и свойствам твердых покрытий с физическим паронапылением", Thin Solid Films, vol. 157, февраль 1968, с. 195-222.
Квинто и др. "Механические свойства, структура и характеристики карбидных резцов с химическим и физическим паронапыленными покрытиями", Material Sciense and Engineering, A 105/106, 1988, с. 443-452.
По мнению изобретателей, технология, которая обеспечивает лучшее ФОП покрытие, описана в статье и патенте Буля, примененных в ионно-плазменной технологии покрытия и оборудования "Бальцер АГ". Эта уверенность основана на их анализе различных типов резцов с ФФП покрытиями, который показал, что в ФОП покрытиях самая высокая твердость и самое высокое остаточное напряжение сжатия достижимы на ФОП покрытиях с ионно-плазменной технологией Бальцер АГ. Эти свойства придают режущему инструменту большую износостойкость и вызывают меньше кромочных обломков и поломок, чем у других инструментов с ФОП покрытием. ФОП с Tin покрытием на резцах КС710 и КС720 проведены по указанной выше технологии "Бальцер АГ".
В дополнение к этому, режущий инструмент из обогащенного связующего сортамента применяется также во фрезерных операциях. К таким инструментам относятся вставки КС850 и КС950. Инструментальная вставка КС850 имеет обогащенный кобальтом вольфрамовый карбид с С-титановой пористостью на цементированной карбидной основе, которая имеет в массе кобальта примерно 5,9 мас. и имеет дополнительные включения твердорастворимых кобальтообразующих элементов. Инструментальная вставка КС850 имеет также ХОП (химическое осаждение пара) покрытие на основу, имеющее три слоя: внутренний слой из титанового карбида, промежуточный слой из титанового карбонитрида и внешний слой из титанового нитрида. Трехслойное ХОП покрытие описано в патенте США N 4035541.
Инструментальная вставка КС950 имеет пористость А-титана, обогащенный кобальтом вольфрамовый карбид на основе цементированного карбида в материале основы, имеющей в массе кобальта примерно 6,0 мас. и дополнительные включения твердорастворимых кобальтообразующих элементов. Вставка КС950 также имеет ХОП покрытие, состоящее из внутреннего слоя титанового карбида, среднего слоя из окиси алюминия и наружного слоя из титанового нитрида. Кобальтовый обогатитель в материале КС850 и КС950 вставок оказывается в периферийных зонах из твердого сплава и может сопровождаться обеднением твердорастворимого карбида. Кобальтовая концентрация в обогащенной зоне имеет обычно максимальное значение в пределах от 150 до 300 мас. кобальтового содержания. Механизм обогащения материала для КС950 описан в патенте США N 4610931 (для торговых марок инструментов КС950, КС850, КС, КС710, КС720, К, К2885, К2884 фирмы Коннаметалл Инк. для их цементированного карбидного сортамента режущих инструментов и использованных также в настоящей работе).
ХОП покрытия характеризуются остаточными напряжениями растяжения и термическими трещинами вследствие различных коэффициентов термического расширения материалов ХОП покрытия и твердосплавной основы. Вследствие этого резцы с ХОП покрытием более чувствительны к выкрашиваниям, чем режущий инструмент с ФОП покрытием.
Хотя описанный выше уровень техники режущих вставок имеет коммерческое назначение, всегда существует необходимость в дальнейшем устранении упомянутых выше недостатков, сопутствующих в производстве, ограничивающих срок службы режущей кромки вследствие преждевременных сколов или деформаций и/или износа поверхности.
Предложена режущая вставка из твердого става, имеющая покрытие из твердых тугоплавких слоев и улучшенную вязкость, прочность кромки, термическое и механическое сопротивление ударам, сопротивление деформациям и износостойкость.
Предлагаемая металлорежущая вставка имеет основу с периферийной зоной, обогащенной кобальтом, в комбинации с твердым тугоплавким покрытием, имеющим внутренний ФОП слой и ХОП внешний слой, и обеспечивает износостойкость и дополнительное сопротивление выкрашиванию, что повышает срок службы режущей кромки и дает устойчивые характеристики режущего инструмента при фрезеровании стали (особенно таких сталей, как марки AISI 4140).
Согласно изобретению режущий инструмент имеет переднюю и торцовую поверхности с режущей кромкой, образованной на стыке передней и торцовой поверхностей. Режущий инструмент имеет покрытие, которое связано с материалом основы, изготовленной из металлических карбидных зерен, связанных связующим материалом. Концентрация связующего материала больше вблизи периферийной границы основы, чем концентрация вдали от периферийной границы. Покрытие имеет ряд слоев, включающих химически пароосажденный слой ХОП и физически пароосажденный ФОП слой. Внешний ФОП слой покрытия находится снаружи от последнего ХОП слоя. По меньшей мере один ФОП слой, предпочтительно снаружи от последнего ХОП слоя, находится в состоянии остаточного напряжения сжатия.
Предпочтительно для фрезерных вставок концентрацию связующего материала иметь богаче у обеих (или вблизи) периферийных границ основы, которые параллельны торцовой и передней поверхностям резца с покрытием.
Предпочтительно максимальное обогащение связующего вблизи границ иметь в пределах от 125 до 300% от всей массы связующего, более предпочтительно от 150 до 300% всей массы связующего, а самое предпочтительное 200 300% от всего содержания связующего в основе.
ХОП слой (или слои) может быть выбран из любых твердых тугоплавких материалов, таких как карбиды, нитриды, карбонитриды, бориды, боронитриды, связи карбидов, из титана, циркония, гафния и их твердых растворов и смесей, окисей, карбида окиси алюминия. Предпочтительно, чтобы ФОП слой ( или слои) включал слой (или слои), содержащий твердый нитрид и/или карбонитрид элементов, входящих в группы титана гафния, циркония, их сплавов друг с другом и их сплавов с другими элементами.
ФОП слой (или слои) выбран предпочтительно из любых твердых тугоплавких материалов, таких как нитриды или карбонитриды титана, гафния, циркония, их сплавов друг с другом и их сплавов с другими элементами.
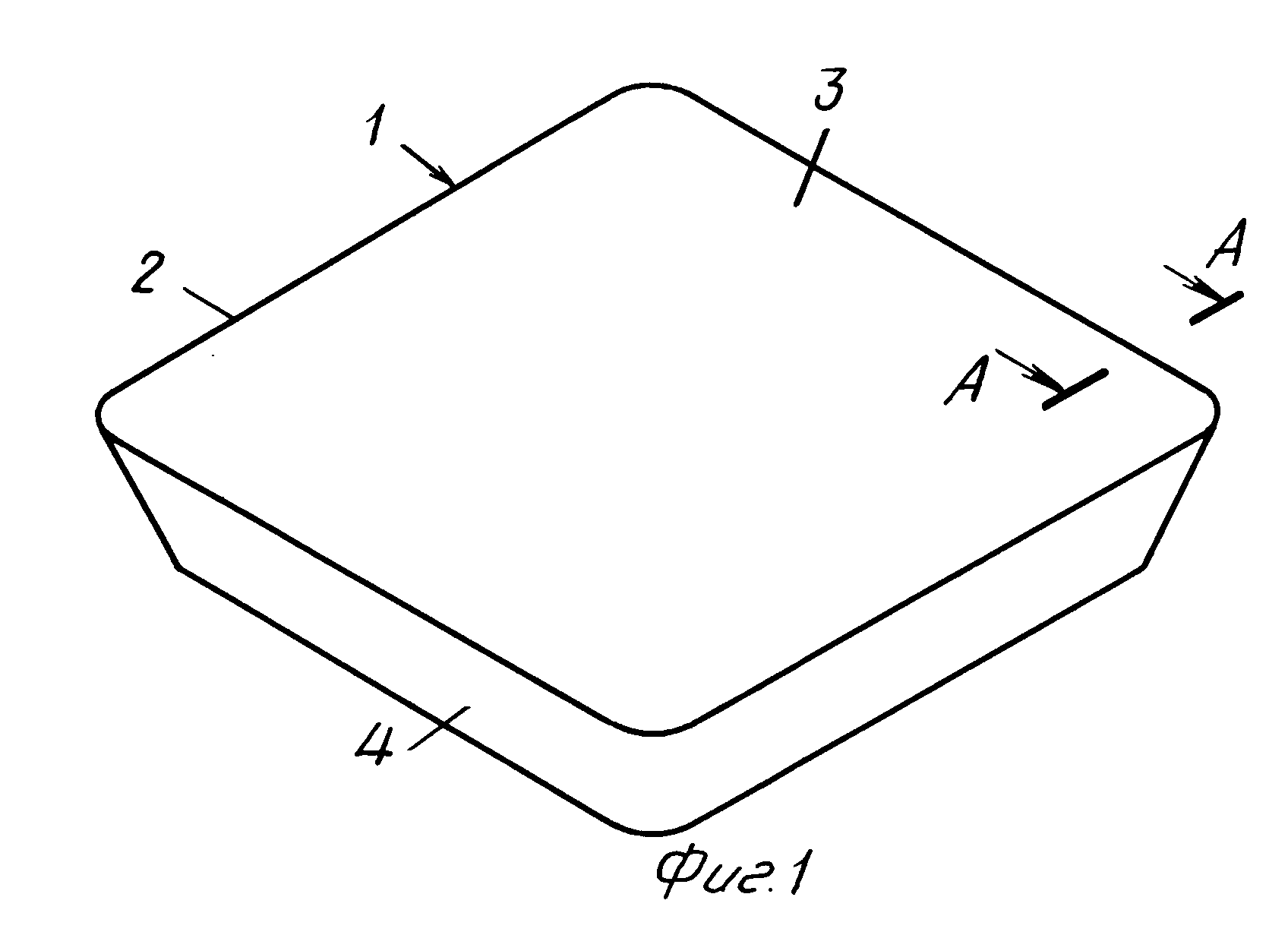
На фиг. 1 приведен изометрический вид варианта воплощения режущего инструмента согласно изобретению, на фиг. 2 поперечное сечение А-А на фиг.1.
Режущий инструмент 1 имеет режущую кромку 2, образованную на стыке передней поверхности 3 с торцовой поверхностью 4. Режущий инструмент представляет собой SPGN-433 (ANSI В212.4-1966) вставку либо с острой (фиг.1), либо с хонингованной режущей кромкой.
Основа 15 имеет две зоны, несвязующую обогащенную зону 6 и наружную связующую обогащенную зону вблизи периферийных границ 7 и 8 основы. На фиг. 2 показан вариант для фрезерных операций, в котором связующая обогащенная зона 9 представлена под периферийными границами, которые лежат параллельно передней поверхности 14 и торцовой поверхности 16 режущего инструмента 10.
Основа представляет собой карбидовольфрамовый (WC) твердый сплав, имеющий по меньшей мере 70 мас. WC, а более предпочтительно 80 мас. WC. Связующим материалом является предпочтительно кобальт или сплав кобальта, который имеет в массе концентрацию от 3 до 12 мас. более предпочтительно содержание кобальта примерно 5-8 мас. а самое предпочтительное около 5, 5-7 мас. Основа должна содержать твердорастворимые карбидообразующие элементы такие, как Ti, Hf, Zr, Nb, Ta, V, предпочтительное выбранные из Ti, Nb, Ta, по отдельности или в комбинации друг с другом. Эти элементы были добавлены к смеси в качество элемента, сплава, карбида, нитрида или карбонитрида. Концентрация этих элементы должна быть следующей, мас. Ta 0-12; Ti 0-10; Nb 0-6. Cумма Тa и Nb должна составлять примерно от 3 до 7 мас. а содержание титана около 0,5-10 мас. а точнее титана 1,5-4,0 мас.
Эти элементы образуют твердорастворимые карбиды с карбидом вольфрама (WC) в основе за исключением периферийной зоны 22, где твердорастворимые карбиды полностью или частично обеднены.
В обогащенной зоне связующий материал (т.е. кобальт) должен достигать по содержанию максимального значения от 125 до 300 мас. предпочтительно - 150-300 мас. предпочтительное 200-300 мас. Обогащенная зона простирается до периферийных границ 24 и 26 основы, но альтернативно может быть тонкий слой, прилегающий к этим границам, в котором содержание кобальта снижено вследствие выпаривания при агломерации основы. Толщина обогащенной зоны предпочтительно меньше 50 микрон (μм),, более предпочтительно до 40 μм,, самый предпочтительный вариант толщина обогащенной зоны в среднем составляет примерно от 5 до 20 μм..
Связанная на периферийных границах 7 и 10 основа 18 представляет собой покрытие из твердого тугоплавкого материала, имеющее по меньшей мере два слоя ХОП слой и ФОП слой, с последним ФОП слоем, находящимся предпочтительно снаружи от последнего ХОП слоя. Когда ФОП слой имеет остаточное напряжение сжатия, то повышается срок службы режущей кромки из инструментальной стали.
Режущие инструменты могут включать ХОП слой или другие слои, расположенные снаружи от внешнего ФОП слоя настолько далеко, что внешний слой ФОП не напыляется при температуре, которая значительно снижает остаточное напряжение сжатия в ФОП слое, вследствие чего снижается сопротивление обломам режущего инструмента. Внутренний ХОП слой 3О (фиг.2) представляет собой тугоплавкий нитрид, такой как Ti, Zr или Hf нитриды. Нитриды располагаются над тугоплавкими карбидами или карбонитридами внутреннего слоя, прилегающего к основе для того, чтобы уменьшить образование побочных фаз (Со3W3C и/или Co6W6C) у периферийной границы основы из цементированного карбида вольфрама. Побочная фаза является крупкой и может придать режущей кромке большую склонность к образованию обломов.
Второй слой 32 в покрытии, показанный на фиг.2, является предпочтительно ХОП тугоплавким карбонитридом или карбидом таких элементов, как Ti, Zr или Нf, благодаря более высокой твердости и абразивной устойчивости карбидов и карбонитридов Ti, Zr и Hf по сравнению с их нитридами.
Второй ХОП слой и любой дополнительный ХОП слой могут включать, например, окиси алюминия либо в качестве единственного слоя, любо в качестве нескольких слоев, отделенных друг от друга слоем других тугоплавких материалов, таких как нитрид, карбонитрид или карбид Ti, Hf или Zr, предпочтительнее Ti.
Там, где требуется иметь Al2O3 ХОП слой, следующий за внешним слоем с ФОП, предпочтительнее будет для того, чтобы улучшить связующее усилие между Al2O3 и ФОП слоем, ХПН слой из нитрида, карбонитрида или карбида Ti, Hf или Zr напылять между ХПН слоем с окисью алюминия и ФОП слоем.
Окончательный и наружный слой 34 покрытия представляет собой твердый тугоплавкий ФОП слой, такой как нитрид или карбонитрид Ti, Zr или Hf. Этот наружный слой имеет остаточное напряжение сжатия.
Предпочтительно, чтобы толщина всех покрытий (ХОП и ФОП) была примерно от 5 до 12 мкм. Раньше считалось, что чем больше толщина покрытия, тем выше износостойкость, и толщина покрытия для фрезерных операций ограничивалась в основном примерно 5 мкм и менее, однако, сверх этой толщины устойчивость к обломам уменьшалась. Заявитель обнаружил, что, используя настоящее изобретение, толщину покрытия можно установить больше 5 мкм для того, чтобы получить сочетание повышенной устойчивости к обломам и износоустойчивость при фрезеровании.
Настоящее изобретение далее представлено следующими примерами, которые даны исключительно для иллюстрации и без ограничений.
Следующие обогащенные основы изготовлены по следующей технологии и затем нанесены в виде покрытий с различными слоями, как это описано ниже для получения вставок типа SPGH-433.
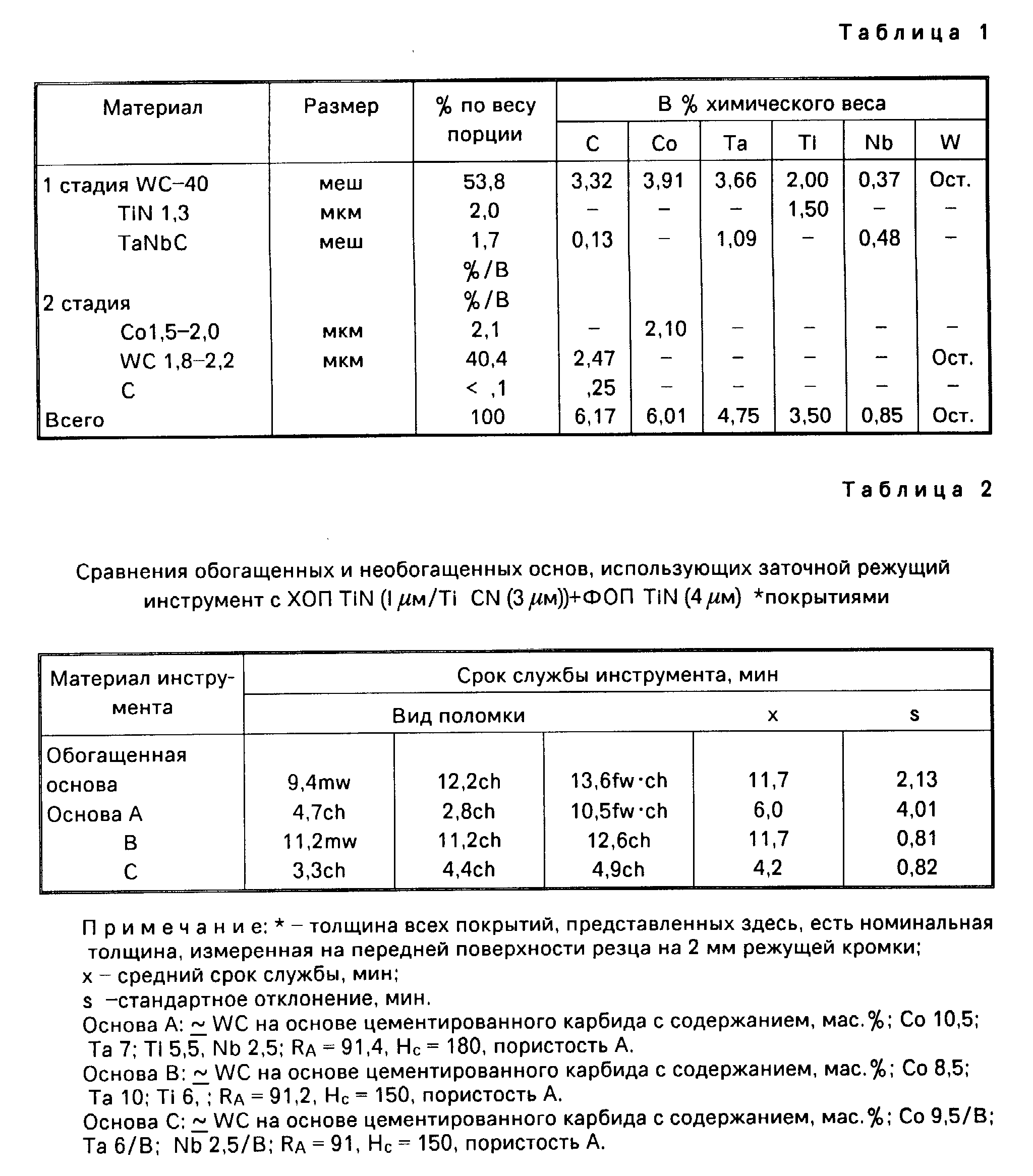
Порошок для основы изготовлен по технологии измельчения в два этапа, как показано в табл. 1.
На первом этапе компоненты добавлены в мельничную емкость (с размерами - четыре фута в диаметре и пять футов длиной) с 3400 кг цементированного карбида вольфрама при периодической подаче 130 галлонов (491 л) гептана и перемалывались в течение 18 час до размера отдельных частиц 1,05 мкм по Фишеру.
На второй стадии добавлены компоненты с постепенной подачей 95 галлонов (359 л) гептана. Смесь перемалывалась шаровыми мельницами еще 12 час до размера отдельных частиц 1,05 мкм по Фишеру.
Полученная порция распылялась всухую. Основа режущей вставки SPGN-433 затем прессовалась и спекалась.
Спекание проводилось в вакууме при температуре приблизительно 2650o по Фаренгейту в течение приблизительно 30 мин. Полученная агломерированная основа затем шлифовалась по передней и торцевой поверхностям, при этом обогащенная связующая зона снималась. Режущие кромки некоторых из основ затем хонинговались, в то время как другие основы оставались с заточными режущими кромками. Основы затем проходили повторную агломерацию в вакууме при температуре 2650o по Фаренгейту в течение приблизительно 30 мин для получения еще раз обогащенной кобальтом зоны ниже обеих передней и торцевой периферийных границ основы. Базовая поверхность затем шлифовалась для обеспечения плоскостности. Полученная основа имела значение магнитного насыщения 90 что свидетельствует об отсутствии С-типа пористости, и величину магнитных коэрцитивных сил Нc= 191 Э. Основы этого типа имеют обычно твердость примерно 92 Рокквелла А и А-тип пористости с незначительным количеством пористости В-типа. Оценка основы по спектроскопии рассеиваемой энергии показала связующую обогащенную зону вблизи периферийной границы основы, имеющей толщину примерно 20-25 мкм и максимальное содержание кобальта в среднем около 12,7% по весу или около 200-210% концентрации основы.
Основы были затем покрыты ХОП и ФОП слоями, описанными в следующем примере, показанном в табл. 2-6. Использовалась обычная технология покрытия. Сначала ХОП-TiCN слой наносился поверх ХОП-TiN слоя. Эти слои напылялись при температуре от 950 до 1000oC.
После ХОП-TiCN слоя все поверхности (т.е. передняя и торцевая поверхности), за исключением нижней поверхности, были покрыты ФОП слоем из TiN ионно-плазменным напылением на оборудовании Бальцер ВАI-830 (фирмы Бальцер АГ, Лихтенштейн) для ФПН покрытия примерно при 500oC c титановым источником в атмосферном азоте. Во время первичной стадии покрытия очень тонкий слой титана (обнаруживаемый прибором ТЕМ с высокой разрешающей способностью) был напылен на ХОП-TiCN слой для улучшения адгезии этого слоя с ФОП-TiN слоем.
Были проанализированы остаточные напряжения во внешнем TiN слое и в основе с WC-содержанием следующих вставок:
обогащенная основа
(полученная описанным способом) ХОП (TiN (1
μм)/T CN (3 μм)) + XОП (ТiN (4 μм))
обогащенная основа (полученная описанным способом) ХОП (TiN (1 μм)/Ti CN (3 μ
м)/TiN ( (4 μм));
необогащенная основа В (cм. табл. 2) ХОП (TiN ( (1 μм)/ TiCN ( (3 μм)) ХОП TiN ( (4 μм);
необогащенная основа В ХОП (TiN ((1 μ
м)/Ti CN (3μм) / TiN) (
(4μм))
Измерение остаточного напряжения по методу sin ψ проводились на передней поверхности каждого образца не указанных выше вставок. Были
использованы следующие углы: j 0, 21,
30, 38, 45, 52, -21, -30, -45, -52. Все данные собраны на дифрактометре DMAХ Ригаку с блоком для измерения напряжения (производство ОСАЖА Ригаку, Япония). Для
анализа максимальных значений был
использован обычный метод подгонки максимальных пиковых значений. Данные были затем введены в аналитическую программу напряжений Ригаку. При проведении анализа были
получены следующие механические
свойства: для WС коэффициент Пуассона 0,2 и модуль Янга 700 гПА, для TiO коэффициент Пуассона 0,2 и модуль Янга 640 гПа. Анализ максимальных отражений: для WC 211
(отражение) и для TiN 422, 511.
Остаточное напряжение было подсчитано по наименьшим квадратам, установленным по максимальным данным. Этот анализ показал, что там, где внешний слой был ХОП TiN слоем,
он имел остаточное напряжение
растяжение, но там, где внешний слой был с ФОП TiN слоем, он приобретал состояние остаточного напряжения сжатия. Во всех случаях основа с WC содержанием имела остаточное
напряжение сжатия.
Рабочие характеристики обогащенных кобальтом и необогащенных резцов были оценены испытаниями на фрезерной подаче, как описано ниже:
Материал болванки для
обработки: AISI 4140 сталь
(197-207ВНN).
Параметры подачи на фрезерование:
850 ф/м (продольная, футов/мин), (4,32 м/сек)
0,008 д/з (дюймов/зуб) (0,02 см/зуб)
0,125 д (глубина резания)
(0,328 см) без смазки.
Тип режущей вставки: SPGN 433
Режущая кромка: заточная или хонингованная (как указано).
Диаметр и тип фрезы: 6 дюймов (15,24 см) Кеннаметалл N KDPR-6-SP4-30МВ (cм. стр. 2 и 44 Кеннаматл) 82, фрезы для большей производительности, каталог N А80-105/75/НО/.
Ширина резания 3 дюйма (7,62 см)
Длина резания
24 дюйма (61 см)
Тип фрезерования:
Критерии срока службы резца:
FW 0,015 однородного торцевого износа
MW 0,030 дюймов (0,076 см), максимальный
локальный торцевой
износ
CН 0,030 дюймов (0,076 см), скалывание
ВК поломка
В первой серии примеров каждая необогащенная основа различных типов и обогащенная основа,
приготовленная по
описанному выше методу, были покрыты ХОП TiN внутренним слоем, ХОП TiCN промежуточным слоем и ФОП TiN наружным слоем.
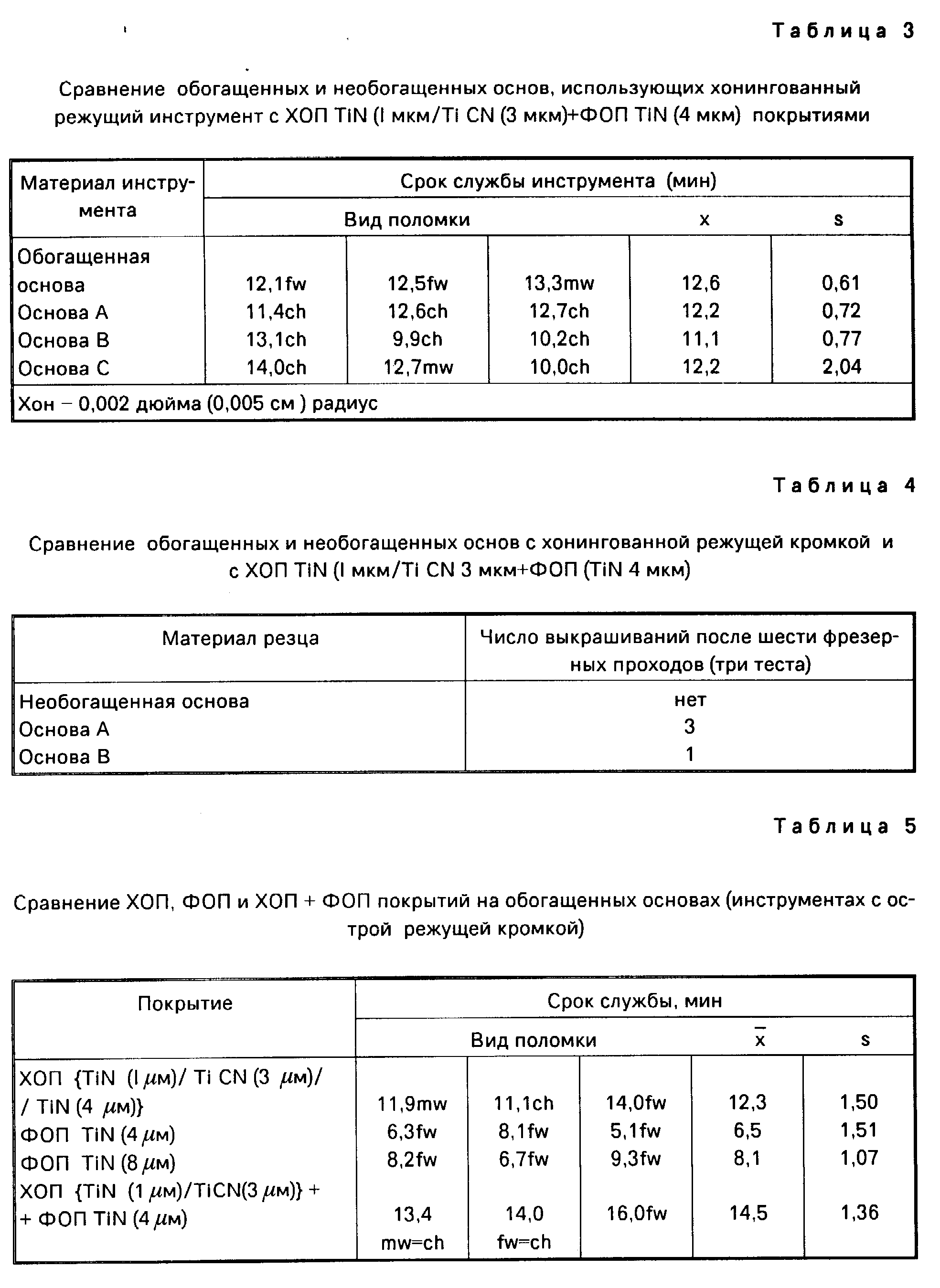
Номинальная толщина этих трех слоев была соответственно около 1, 3 и 4 мкм. Заточные режущие кромки резцов типа SPGN-433 были затем испытаны по сравнительным тестам на операции фрезерования, предварительно составленной для того, чтобы сравнить сроки службы резца и данные устойчивости на скалывание. Результаты этих испытаний приведены в табл. 2, 3, 4. Как показано в табл. 2, обогащенная основа показала повышенное сопротивление преждевременному выкрашиванию режущей кромки, в то время как необогащенные основы А и С проявили склонность к повреждениям с преждевременным скалыванием.
Что касается резцов с основой В, то хотя они не проявили преждевременного выкрашивания, но когда выкрашивание все-таки происходило, то оно имело жесткий характер, создающий непригодность для дальнейшего использования режущей кромки в операции. Однако в резцах, имеющих обогащенную основу, в которых наблюдалось скалывание, оно имело относительно мягкий характер.
Сравнение резцов, имеющих обогащенную основу, с резцами с необогащенной основой приведено в табл. 3, где для хонингованных режущих кромок можно отметить, что механизм поломки является одним из видов износа торцовой поверхности по сравнению с выкрашиванием для обогащенной и необогащенной основ соответственно. Выкрашивание не было преждевременным в хонингованных резцах с необогащенной основой, поскольку хонингование способствует механическому прочнению режущей кромки, вследствие чего снижается возможность преждевременного выкрашивания. Однако, хотя выкрашивание было жестким и относительно непредсказуемым явлением, оно все-таки остается еще нежелательным явлением, как это показано при более высоких уровнях отклонений, обнаруженных в резцах с основами В и С. Хонингование уменьшает дефекты даже тем, что в обогащенной основе имеет место мягкое скалывание.
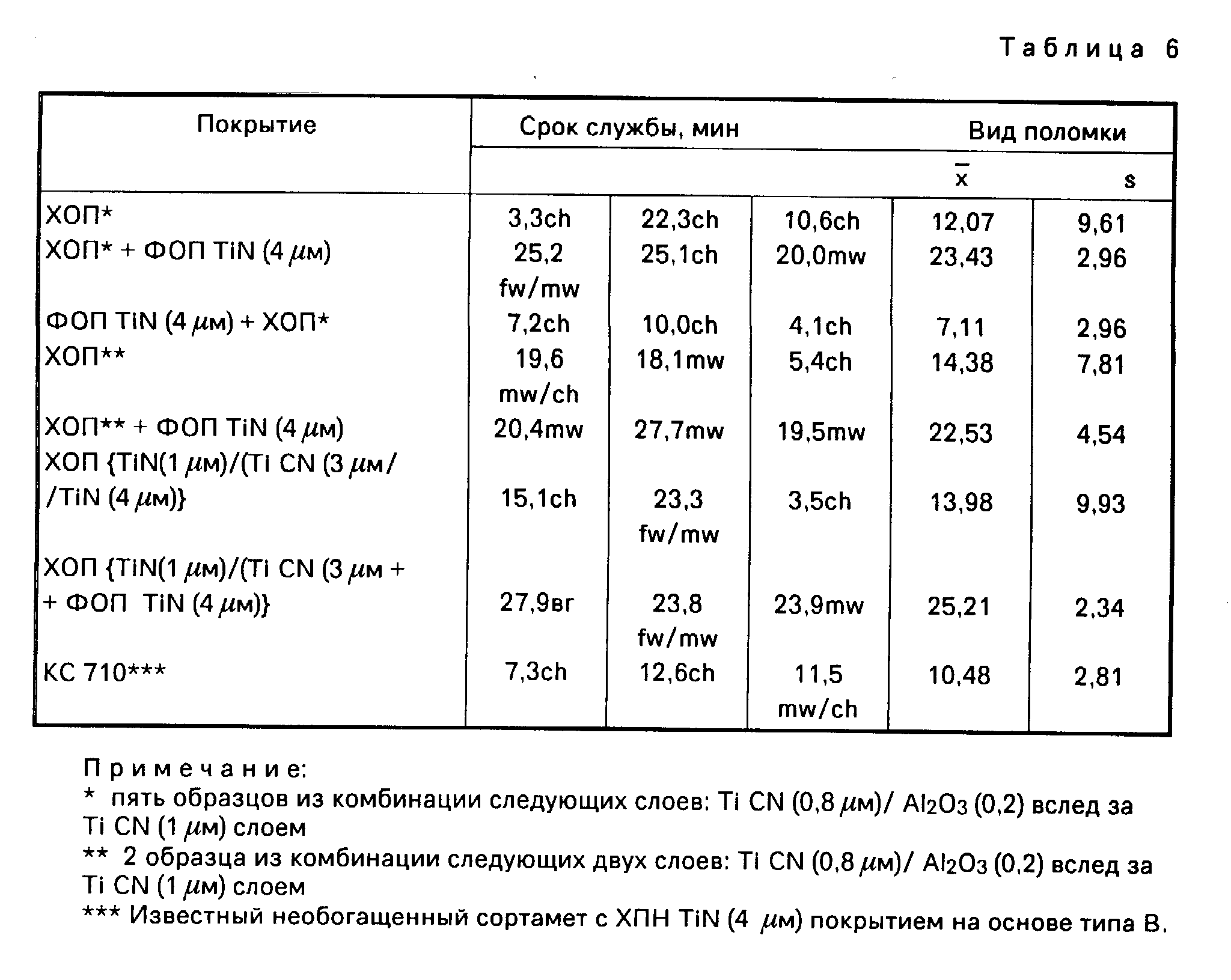
Наивысшая устойчивость режущей кромки к выкрашиванию в обогащенной основе подтверждается результатами, приведенными в табл. 4 и собранными по испытаниям, в которых три резца каждого типа были использованы в шести проходах (на станке), также отмечено количество примеров выкрашивания.
Эти испытания, таким образом, подчеркивают ключевую роль, связующей, обогащенной периферией, для снижения кромочного выкрашивания.
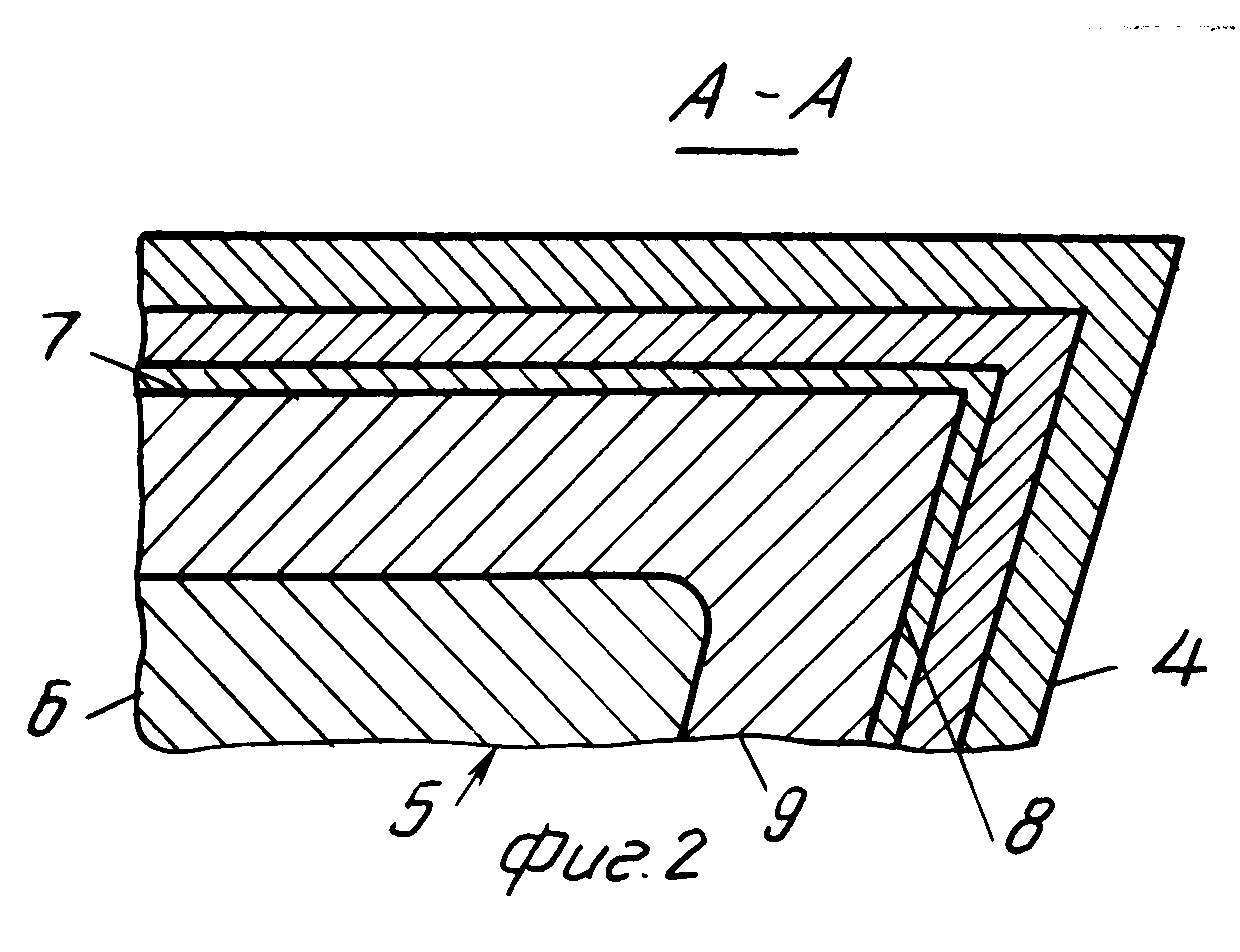
Во второй серии примеров ФОП TiN покрытие и различные ХОП покрытия сравнивались с ХОП и ФОП комбинированными покрытиями. Все основы были обогащенными основами (за исключением указанных в табл. 6), имеющими композицию и подготовленными по описанной методике.
Данные испытаний на фрезерной подаче указаны в табл. 5 и 6.
Эти данные показывают отсутствие преждевременного выкрашивания и поломок, и поэтому отражают более устойчивый срок службы резцов, покрытых ХОП слоями с внешним ФОП слоем. Данные также показывают, что одно ФОП TiN покрытие не обеспечивает удовлетворительной устойчивости резца к износу, при этом ФОП TiN покрытые резцы изнашивались скорее по сравнению с резцами с ХОП и ХОП-ФОП резцами (см. табл. 5).
Табл. 6 показывает, что если ФОП покрытие следует за ХОП покрытием без окончательного ФОП покрытия (см. покрытие 3), резец не обладает улучшением по сроку службы (по сравнению с покрытиями 1 и 3). Этот результат теоретически является следствием высоких температур (≃ 900-1000oC), применяемых в процессе последовательного КОП опыления слоев, снимающих остаточное напряжение сжатия в предыдущем TiN ФОП слое. Табл. 6 также показывает, что в тех покрытиях, где есть окончательный ФОП слой, средний срок службы резца дольше и он более устойчив по сравнению с резцами, имеющими единственное покрытие ХОП слой. Эти результаты показывают характеристики ХОП-ФОП покрытого режущего инструмента. Эти резцы обладают износостойкостью ХОП покрытия и преимуществами ФОП покрытия, такими как текучесть, остаточное напряжение сжатия и сохранение прочности режущей кромки, с устойчивостью к скалыванию кромки, обеспечиваемых кобальтовым обогащением.
Реферат
Использование: область упрочнения режущего инструмента. Сущность изобретения: режущий инструмент содержит покрытие и основу с повышенным содержанием связки на периферии. Покрытие включает по меньшей мере один слой, химически пароосажденный, и по меньшей мере один слой, физически пароосажденный. Слой покрытия, физически пароосажденный, содержит остаточные напряжения сжатия. 3 с. и 15 з.п. ф-лы, 2 ил., 6 табл.
Формула
Nb 0,5 6
Тi 0,5 10
причем содержание Со в основе составляет 3 12%
2. Инструмент по п. 13, отличающийся тем, что физически пароосажденный слой выполнен наружным слоем покрытия.
Комментарии