Изобретение относится к обработке металлов резанием, в частности к конструкциям режущих пластин, используемых в режущих инструментах.
Цель изобретения - повышение качества обработанной поверхности за счет лучшего стружкодробления.
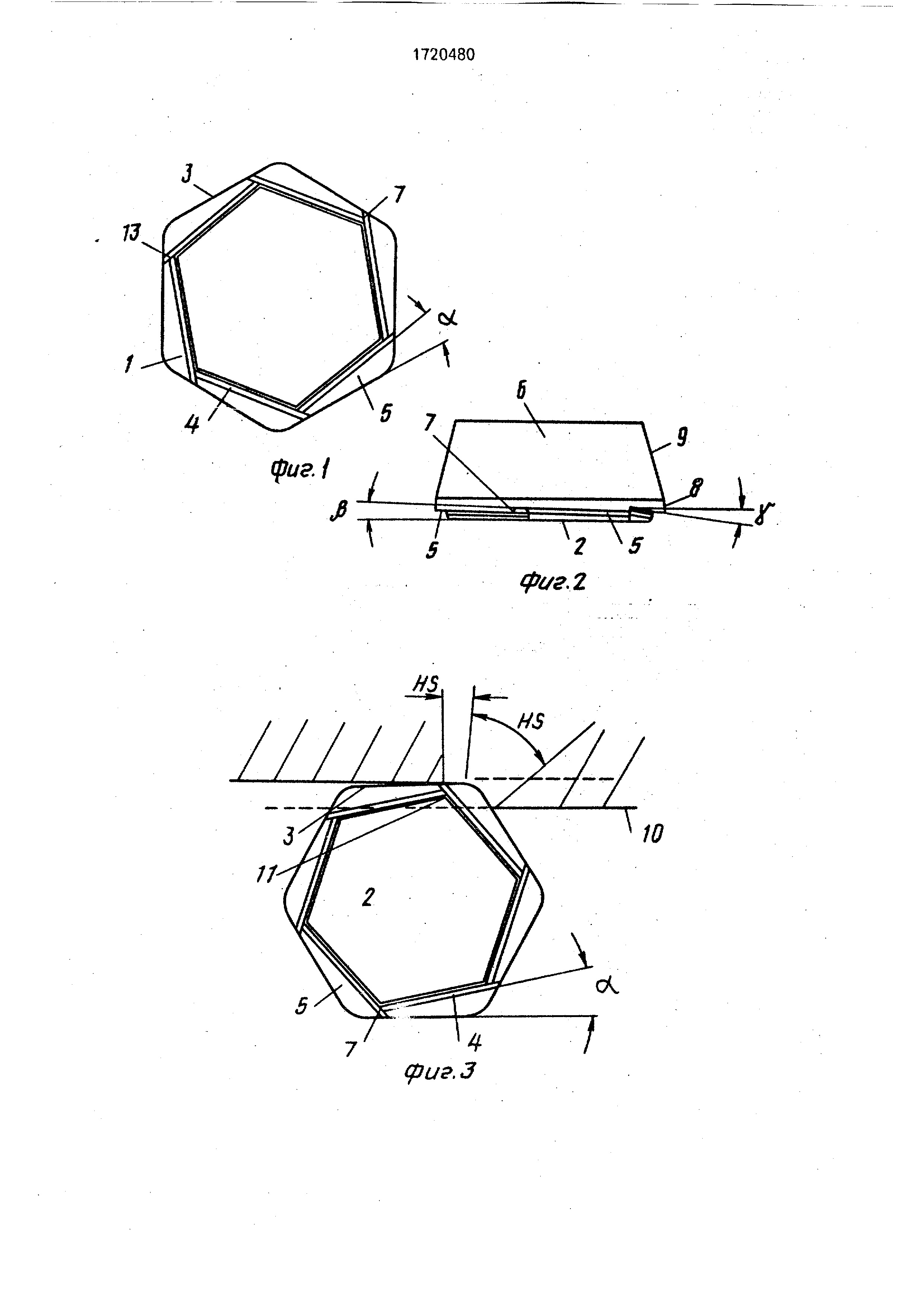
На фиг.1 изображена передняя часть резца,вид сверху; на фиг,2 - резец, вид сбоку; на фиг.З - врезание резца в обрабатываемую поверхность; на фиг,4 - резец в перспективе; на фиг.5 - инструмент, держащий резец, разрез; на фиг.6 - часть инструмента с вставленным резцом.
На фиг.1 показана пластина в форме равностороннего шестиугольника. Принципиально годятся также четырех-, пяти-, или восьмиугольные резцы.
На передней стороне 1 пластины предусмотрено возвышение 2, которое служит
верхней гранью резца, так же как опорная поверхность прихвата, служащего закреплению резца в инструменте.
Возвышение 2 выполнено также в форме разностороннего симметричного шестиугольника . Боковые поверхности возвышения 2, служащие в качестве струж- коотводных ступенек, проходят непараллельно боковым режущим кромкам 3 резца. Возвышение повернуто относительно основного тела резца на угол а. Угол а может лежать в пределах 0° а 20°. Особенно удобно делать величину угла а 10°.
Наружные размеры возвышения 2 меньше, чем наружные размеры пластины.
Между режущими кромками 3 и стружкоотводными ступеньками 4 лежат передние грани 5. Передние грани непараллельны поверхности возвышения 2 и, соответственно , задней стенке 6 пластины. Они,
VJ
ГО О
00
о
со
если смотреть в направлении их длины, наклонены под углом /3, который лежит в интервале 0° /3 5° и, предпочтительно, принимает значение 1,5°, Угол /3 является также углом искажения или углом корректи- ровки.
В примере исполнения, представленном на чертеже, передняя грань расширяется соответственно в направлении против часовой стрелки. Самый узкий участок пере- дней грани является самым высоким. Стало быть передняя грань снижается в направлении против часовой стрелки. Благодаря тому , что широкая часть передней грани самая низкая, у следующей, в направлении против часовой стрелки, передней грани возникает маленькая ступенька 7.
Передние грани 5 не только наклонены по саоей длине на угол fi и снижаются в направлении против часовой стрелки, суще- ствует также понижение поперек длины. стало быть от режущих кромок 3 до служащих стружкоотводными ступеньками 4 боковых сторон возвышения 2. Понижение имеет у гол у (0° у 15°). Предпочтитель- нее выбирать значение угла от 3 до 6°. Угол у называют также передним углом.
Боковая стенка пластины, отходя от режущей кромки 3, снижается. Здесь выбран угол 7°, Этот участок образует заднюю по- верхность 8 режущей кромки пластины. К задней поверхности 8 примыкает участок 9, который отклоняется от горизонтали, например , на 15°, Участок 9 стало быть наклонен сильнее, чем задняя поверхность 8.
При обработке стенки отверстия 10 с помощью пластины последняя закрепляется надлежащим образом в инструменте, который здесь не показан. Инструмент движется параллельно поверхности стенки отверстия 10, При этом пластина совместно с инструментом вращается, так что они движутся на наблюдатели, из плоскости чертежа.
Материал стенки отверстия 10 снимает- ся пластиной. Снижающийся или наклоненный в направлении подачи участок боковой кромки 3 пластины служит при обработке поверхности, соответственно стенки отверстия 10, главном режущей кромкой (HS). Уча- сток боковой режущей кромки 3. примыкающий со стороны против хода часовой стрелки, на фиг.З соответственно слева , служит вспомогательной режущей кромкой (NS). Боковая режущая кромка 3 пластины здесь наклонена так, что она движется практически параллельно обрабатываемой стенке отверстия. Наклон здесь показан преувеличено. Вспомогательная
режущая кромка снижается на протяжении своей длины на 50-100 мкм. Благодаря этому наклону обеспечивается то, что ступенька 7 не контактирует с обработанной стенкой отверстия 10 и не снижает качество ее поверхности.
Из фиг.З очевидно, что изменением угла а может быть изменена ширина передней грани 5 на участках главной (HS) и вспомогательной (NS) режущих кромок. В зависимости от материала обрабатываемой поверхности ширина режущей кромки 3 может устанавливаться при изготовлении резца . При этом надо обратить внимание на то, что ширина не должна выбираться слишком маленькой, так как при этом не возникает деформации стружки. С другой стороны, когда устанавливают слишком большую ширину , стружка больше не ломается, так что возникает непрерывно идущая стружка или спираль, Клк при деформации стружки, так -и при слишком длинной стружке может возникнуть подпор стружки. При этом стружка может повредить обработанную поверхность стенки отверстия 10.
Внешние размеры возвышения 2 нужно выбирать так, чтобы угол 11 возвышения 2, лежащий на участке обрабатывающих стенку отверстия 10 главной (HS) или вспомогательной (NS) режущих кромок, находился предпочтительно в показанной пунктиром области - глубине резания. При этом получается оптимальный режим снятия стружки .
Когда передняя грань образует плоскость , процесс снятия стружки зависит исключительно от расстояния режущей кромки 3 до служащей стружкоотводной ступенькой 4 боковой поверхности возвышения. Благодаря этому особенно просто предсказывают режим снятия стружки.
Перед изготовлением передней грани возвышение 2 распространяется на всю общую поверхность пластины. Передняя грань 5 обрабатывается с помощью шлифовального круга. Так как стружкоотводная ступенька прямолинейна, шлифовальный круг тоже двигают прямолинейно вдоль резца . Из этого очевидно, что изготовление резца относительно просто и может быть автоматизировано.
На фиг.5 представлен поперечный разрез инструмента, в котором закреплена пластина . Инструмент имеет корпус 12 в основном круглого сечения. В корпусе 12 сделана выемка 13, в которой установлен прихват 14. Прихват со своей стороны снабжен выемкой 15, контуры которой пригнаны к напужной форме пластины. Это представлено соответственно на фиг.6. В вьГемке 15 укреплена пластина, причем выступ или прижимная губка 16 прихвата 14 давит на поверхность возвышения 2, которая служит верхней гранью. Задняя стенка пластины прижимается при этом к уступу 17 корпуса 12 инструмента.
Корпус 12 инструмента снабжен отверстием 18, которое имеет внутреннюю резьбу . Соосно с этим отверстием расположено отверстие 19 в прихвате, которое со своей стороны снабжено внутренней резьбой, В отверстия 18 и 19 вставлен стяжной винт 20, которым прихват 14 соответствующим способом притягивается к корпусу 12 так, что этим пластина жестко закрепляется в выемке 15.
По примеру инструмента (фиг.5) напротив пластин предусмотрена первая направляющая планка 21. Вторая направляющая планка 22 расположена несколько дальше в направлении вращения резца. Направляющие планки укреплены в соответствующих выбранных в корпусе 12 пазах.
У выбранных здесь изображений пла- стина для примера лежит в плоскости, пересекающей продольную ось инструмента. Однако ее можно затянуть в инструменте, повернуть так, что она будет лежать в плоскости , пересекающей продольную или среднюю ось инструмента, только своей активной режущей кромкой.
Если пластина выполнена как поворотная режущая пластинка, выемка 13 в прихвате 14 должна быть сделана так, чтобы режущие кромки, прилегающие к прихвату или к стенкам выемки 15 не были поврежде- ны.
При обработке поверхности, в частности стенки отверстия, инструмент вращает- ся в направлении стрелки (фиг.5), т.е. в направлении против часовой стрелки. При этом инструмент движется из плоскости чертежа на наблюдателя.
На представлена горизонтальная проекция пластины, укрепленная в прихвате , прижимная губка 16 здесь не показана.
Форма выемки 15 в прихвате 14 подогнана к внешней форме пластины. Выемка имеет две конусные раскрывающиеся внутрь в направлении к основанию выемки 15 в прихвате 14 боковые стенки. Основание в основном параллельно внешней плоскости инструмента. Размеры выемки 15 выбраны так, что две боковые кромки 3 пластины плотно прилегают к конусным боковым стенкам выемки 15. Для компенсации допуска на размер пластина прилегает не к основанию выемки 15, а только к боковым стенкам, граничащим с основанием наклонно к нему. Благодаря этому пластина находит надежную опору в прихвате 14 инструмента.
Формула изобретения 1. Режущая пластина для высокоточной обработки, в частности, отверстий, которая выполнена в виде симметричного многоугольника по крайней мере с четырьмя углами и имеет по крайней мере одну главную и одну вспомогательную режущие кромки, а также выполненное над режущими кромками возвышение, боковые поверхности которого представляют собой стружкоотводящие ступени, а линии наружного контура - симметричный многоугольник , форма которого соответствует форме режущей пластины, причем возвышение относительно режущей кромки повернуто на угол а и имеет размеры меньше, чем у пластины , так что ширина передних граней от- носительно контура многоугольника выполнена уменьшенной, отличающая- с я тем, что, с целью повышения качества обработанной поверхности за счет лучшего стружкодробления, каждая передняя грань в направлении своего продольного расширения выполнена под углом ft , причем самая узкая область расположена на максимальной высоте и размещена выше соседней передней грани.
2. Пластина по п. 1,отличающаяся тем, что угол ft выполнен в диапазоне 0° ft 5°, преимущественно ,5°.
/
фЈ/г.2
17
22
12



Комментарии