Сменная многогранная режущая пластина - RU2154553C2
Код документа: RU2154553C2
Чертежи


Описание
Изобретение относится к области металлообрабатывающего оборудования, в частности оборудования, применяемого при операциях фрезерования, сверления, расточки, токарной обработки и т. д., а именно к области сменных режущих пластин, обладающих множеством режущих кромок, способных последовательно подаваться в рабочее положение.
При использовании сменных режущих пластин известной конструкции возникает опасность попадания стружки, снимаемой с обрабатываемой детали, установленной в рабочее положение режущей кромкой, на последующую режущую кромку или на ее продолжение. Это может привести к износу указанной режущей кромки, не используемой в данный момент для обработки обрабатываемой детали, или к появлению иного повреждения указанной кромки.
Известна конструкция сменной режущей пластины (ЕР, заявка 0587109 B 23 C 5/20, 1994), в основном призматической формы, имеющей верхнюю переднюю поверхность, противоположную, в основном параллельную поверхность основания и боковые поверхности, причем каждая пара боковых поверхностей при пересечении образует угол пластины, каждая боковая поверхность при пересечении с указанной передней поверхностью образует режущую кромку, каждая режущая кромка имеет больший участок, прилегающий к одному углу пластины, и меньший участок, прилегающий к соседнему углу пластины. Каждая режущая кромка объединена с идущей в поперечном направлении скользящей кромкой, которая представляет собой продолжение смежной режущей кромки. При работе пластины стружка, полученная при обработке детали, установленной в рабочее положение режущей кромкой, контактирует со сглаживающей кромкой, представляющей собой продолжение установленной в рабочее положение режущей кромки. Указанный контакт приводит к преждевременному износу сглаживающей кромки. Аналогично, при использовании режущих пластин подобного типа стружка, получаемая при использовании установленной в рабочее положение режущей кромкой, в частности, в процессе внутренней или внешней токарной обработки, может также контактировать со смежным углом пластины, который, хотя и не участвует в процессе обработки, при использовании в дальнейшем для отрезания заготовки вызывает появление дефектов.
Задачей настоящего изобретения является создание сменной многогранной режущей пластины, предпочтительно призматической формы, которая полностью или частично свободна от указанных недостатков.
Сменная многогранная режущая пластина в основном призматической формы, согласно изобретению, имеет верхнюю переднюю поверхность, противоположную, в основном параллельную поверхность основания и боковые поверхности, причем каждая пара боковых поверхностей при пересечении образует угол пластины, каждая боковая поверхность в пересечении с указанной передней поверхностью образует режущую кромку, каждая режущая кромка имеет больший участок режущей кромки, прилегающий к одному углу пластины, и последующий меньший участок режущей кромки, прилегающий к соседнему углу пластины, причем на указанной передней поверхности выполнены ребра отклонения стружки, предназначенные для совместного действия с указанными режущими кромками, при этом каждое ребро вытянуто от области, смежной с соединением указанных большего и меньшего участков режущей кромки, и имеет в основном одинаковую протяженность с указанной областью и отделено от них участком указанной передней поверхности. Желательно, чтобы угол (μ) между каждым ребром и действующим совместно с ним большим участком режущей кромки принадлежал диапазону 40-110o. Предпочтительно, чтобы указанный диапазон составлял 50-95o. Преимущественно, пластина представляет собой пластину для фрезерования, имеющую в основном квадратную форму и четыре альтернативных режущих кромки, каждая из которых имеет зачистную кромку, образованную продолжением режущей кромки, при этом зачистная кромка слегка смещена в угловом направлении относительно режущей кромки, причем каждая режущая кромка образует указанный больший участок режущей кромки, а зачистная кромка, представляющая собой ее продолжение, образует меньший участок режущей кромки. Предпочтительно, чтобы указанный меньший участок режущей кромки был наклонен от указанного большего участка режущей кромки по направлению к поверхности основания. Желательно, чтобы указанная передняя поверхность была наклонена вниз от режущей кромки. Обычно пластину выполняют с изменением ширины каждого ребра к ее центру. Каждое ребро может иметь уклон по направлению к его верхней (и, соответственно) нижней части. Это приводит к тому, что верхняя часть ребра выполнена неплоской.
Ниже будет приведен один из вариантов реализации сменной многогранной режущей пластины со ссылками на чертежи.
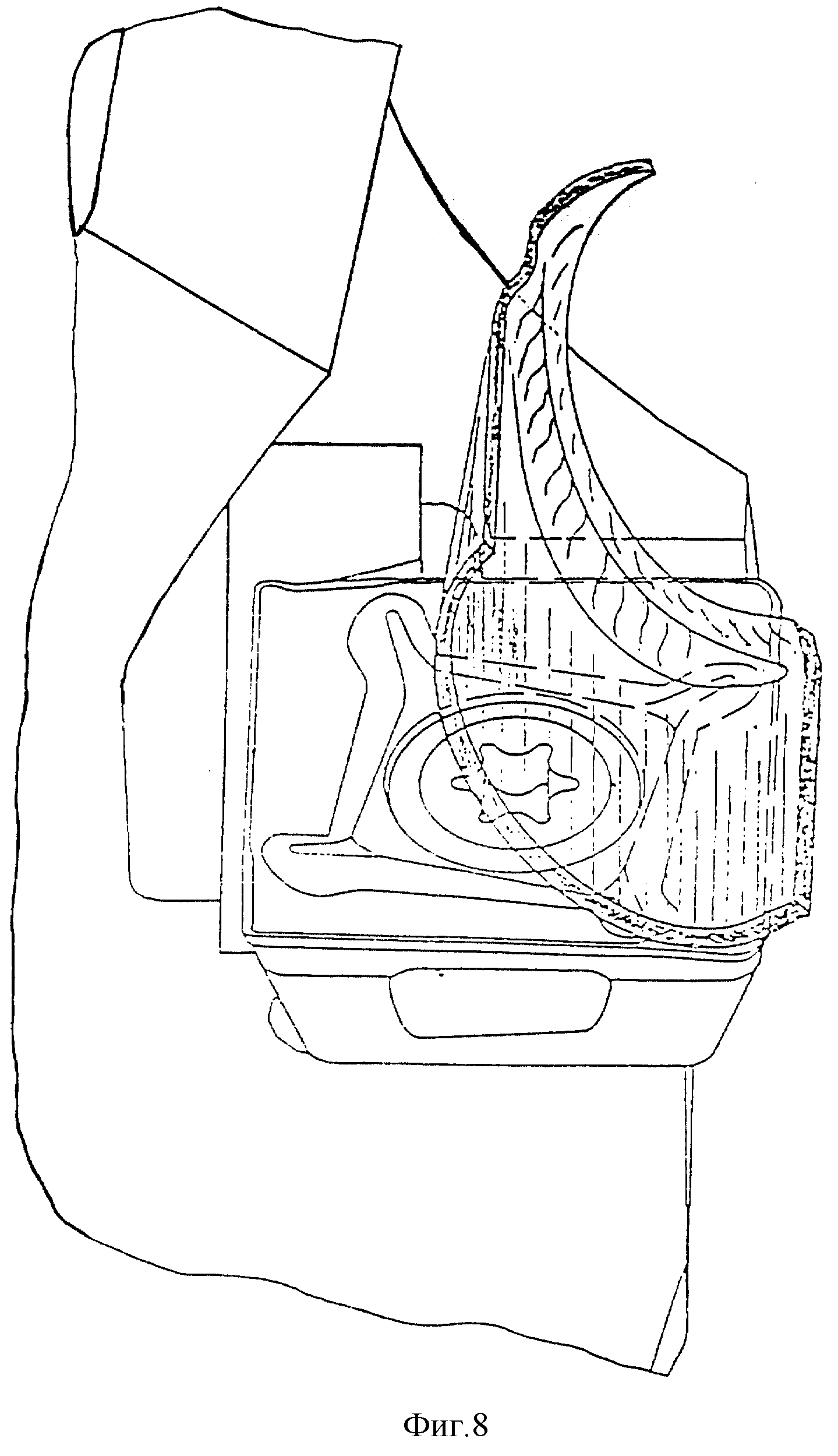
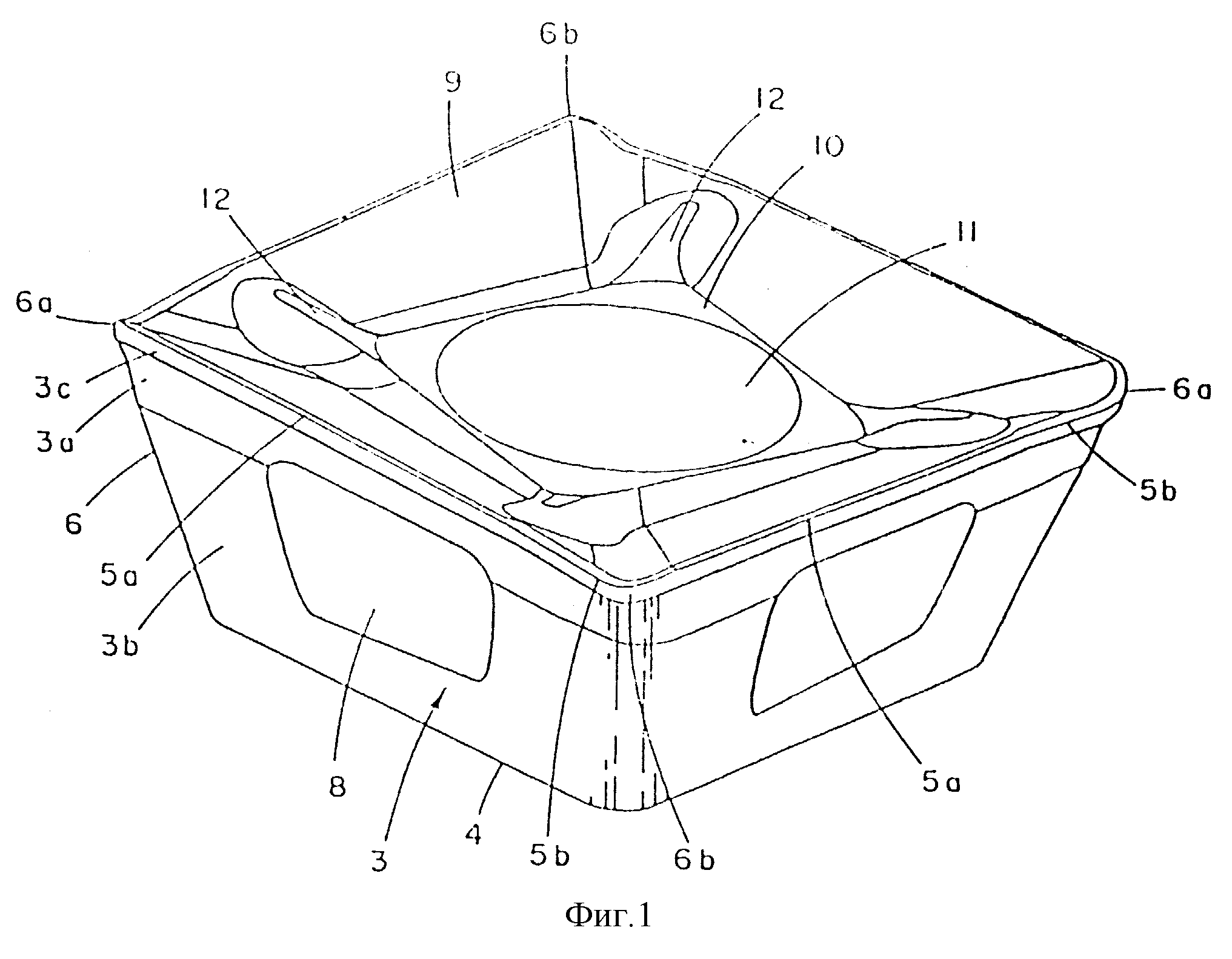
На фиг. 1 приведен вид в перспективе сменной многогранной режущей пластины для фрезерования; на фиг. 2 приведен ее же вид сверху; на фиг. 3 приведен ее же вид сбоку; на фиг. 4, 5, 6 приведены соответственно сечения пластины по фиг. 2 по линиям IV-IV, V-V, VI-VI; на фиг. 7 приведена пластина, установленная на корпусе фрезы; на фиг. 8 приведен вид детали фрезы и пластины (фиг. 7), иллюстрирующий отклонение (отвод) стружки.
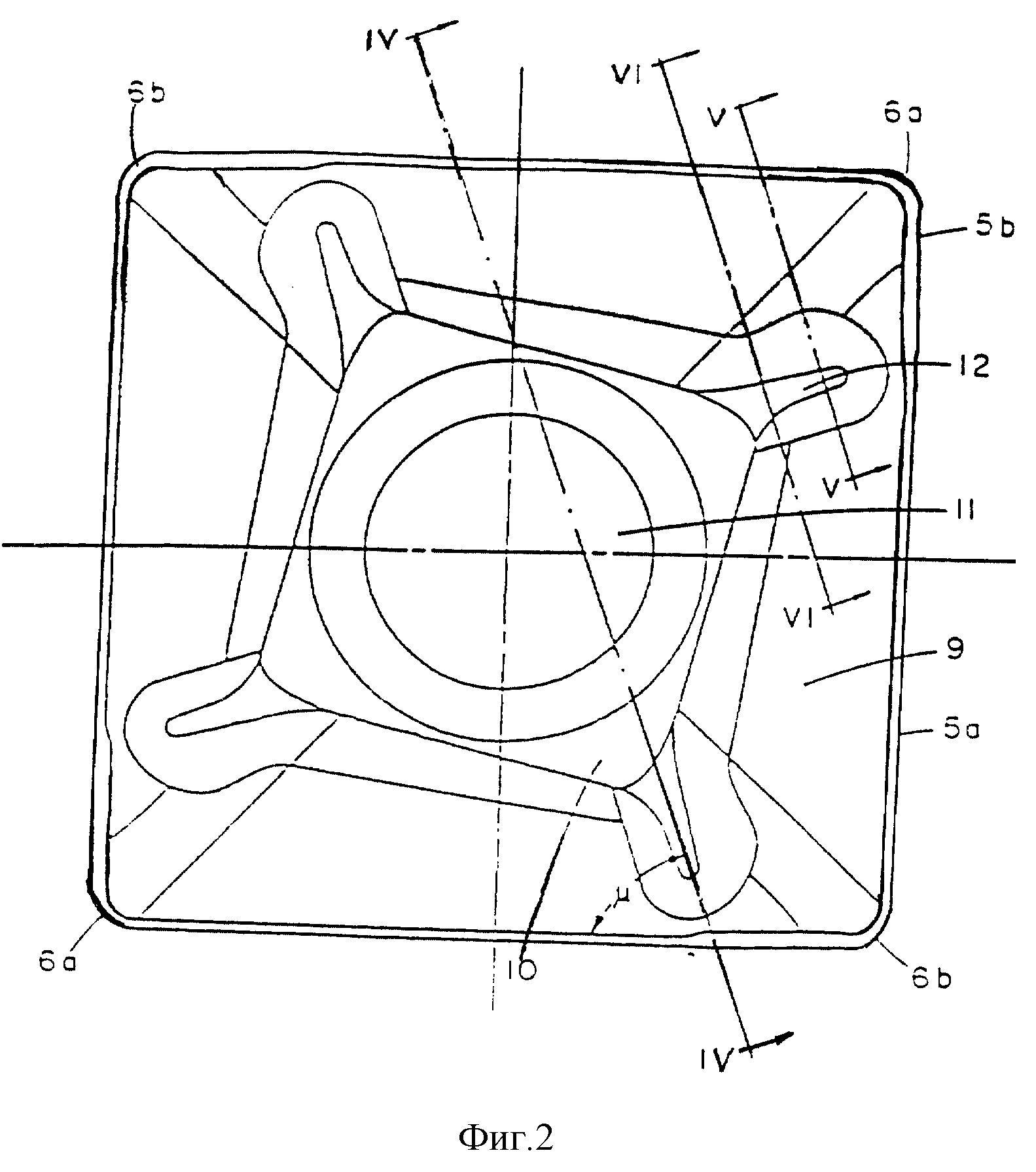
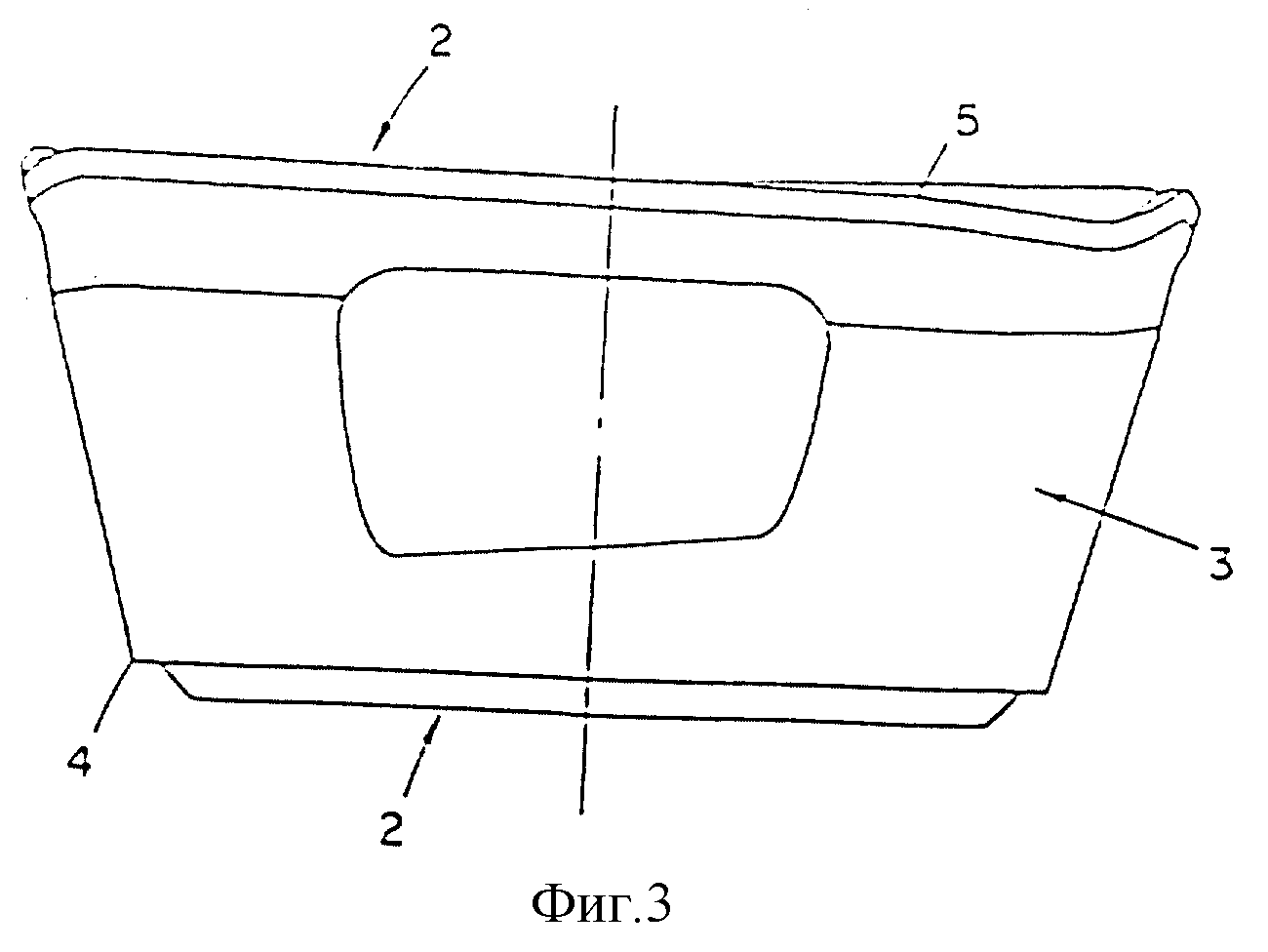
Как показано на фиг. 1. 2 и 3, фрезерная пластина имеет в основном плоское основание 1 и в основном квадратную переднюю поверхность 2. Четыре идентичных боковых поверхности 3 выступают наружу из соответствующих боковых кромок 4 основания и пересекаются с передней поверхностью 2 с образованием соответствующих режущих кромок 5 пластины. Каждая режущая кромка пластины 5 содержит больший участок режущей кромки 5а и меньший участок режущей кромки 5b, являющийся продолжением участка 5а и представляющий собой зачистную кромку. Больший участок 5a режущей кромки 5 прилегает к углу кромки 6а, в то время как зачистная кромка 5b завершается в последующем угле пластины 6b, причем следует иметь в виду, что для последующей режущей кромки 5 основной участок 5а режущей кромки будет идти от угла пластины 6b, в то время как зачистная кромка 5b будет заканчиваться в последующем угле пластины 6а.
Каждая боковая сторона 3 содержит верхний и нижний участки 3а и 3b, причем верхний участок 3а заканчивается участком выступающего пояска 3с и совместно с ним образует боковую поверхность заднего угла, в то время как нижний участок 3b образует участок базирования пластины. Участок базирования 3b имеет центральную секцию с выемкой 8.
Верхняя передняя поверхность 2 на участках, смежных с каждой режущей кромкой 5, образует верхнюю поверхность 9, которая идет вниз от режущей кромки 5 в направлении основания 1 в сторону центрального плоского участка 10 верхней передней плоскости 2, который параллелен основанию 1. В центральном плоском участке 10 образовано сквозное отверстие 11, проходящее через пластину и предназначенное для закрепления пластины в гнезде фрезы посредством зажимного винта (не показан), проходящего через указанное отверстие 11.
Преимущественно, верхняя задняя поверхность 3а и объединенный с ней участок пояска 3с, а также передняя поверхность 9 изогнуты таким образом, что при установке пластины в режущем инструменте задний угол и радикальный передний угол остаются неизменными вдоль длины режущей кромки 5. При этом образуется режущая пластина для фрезерования, снабженная режущей кромкой.
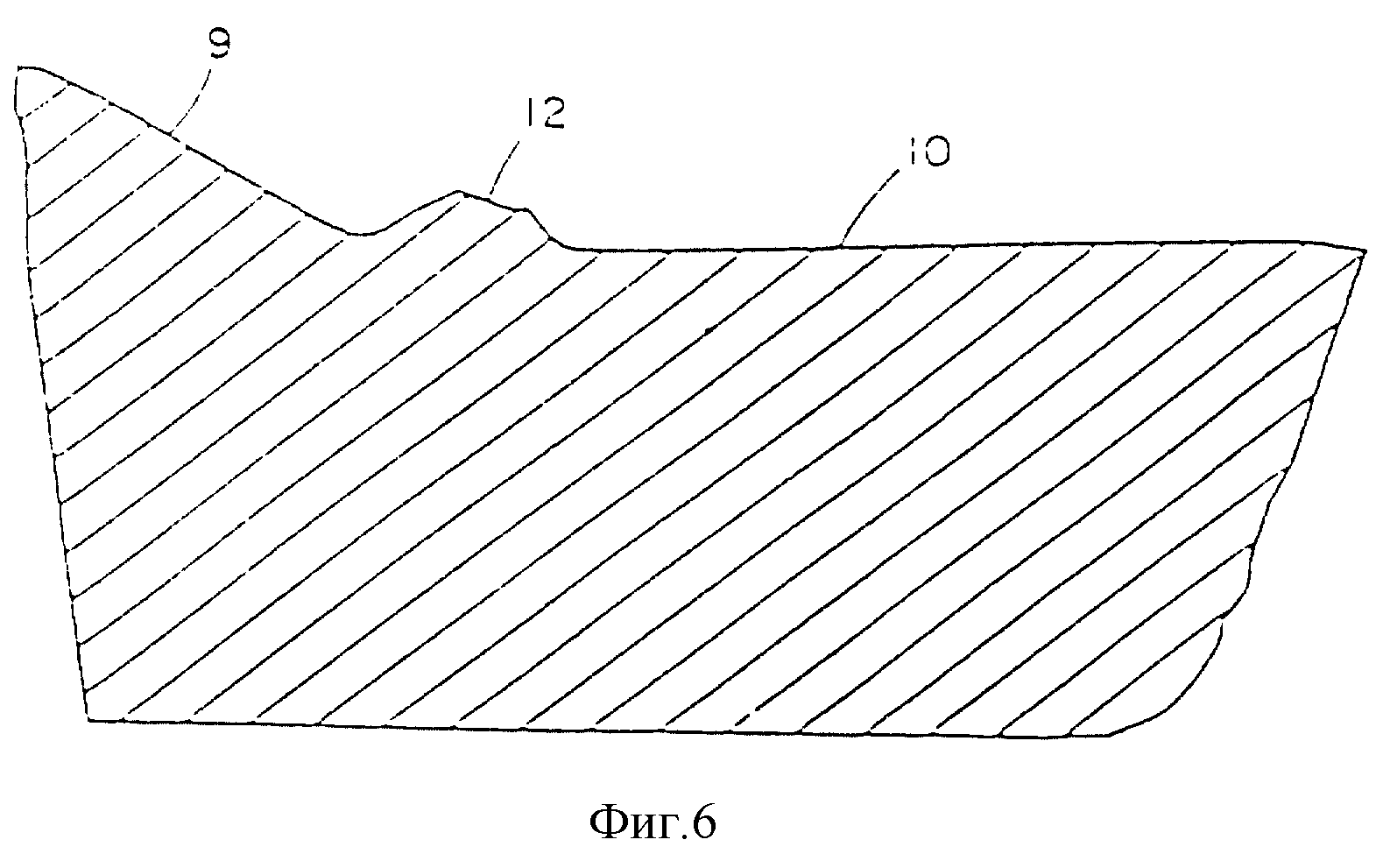
На верхней передней поверхности 2 образованы и выступают из нее четыре ребра 12 отклонения стружки, соответственно связанные с четырьмя режущими кромками 5. Каждое ребро 12 выходит из центрального плоского участка 10 в направлении к объединенной режущей кромке и заканчивается в области режущей кромки 5а, в которой последняя соединяется с ее зачистной кромкой 5b, причем это ребро отделено (фиг. 4-6) от них наклоненной вниз передней поверхностью 9. Боковая поверхность конца ребра, смежного с областью соединения, в основном имеет одинаковую протяженность с этой областью и не выступает заметным образом за любую из сторон этой области. Каждое ребро образует с объединенной режущей кромкой 5а угол μ, причем указанный угол предпочтительно является острым. Этот угол может составлять от 40 до 110o, предпочтительно от 50 до 90o. Ребро 12 (фиг. 2) начинается от его самого широкого участка, смежного с центральным плоским участком 10, и заканчивается его наиболее узким участком, смежным с областью соединения режущей кромки 5а с зачистной кромкой 5b.
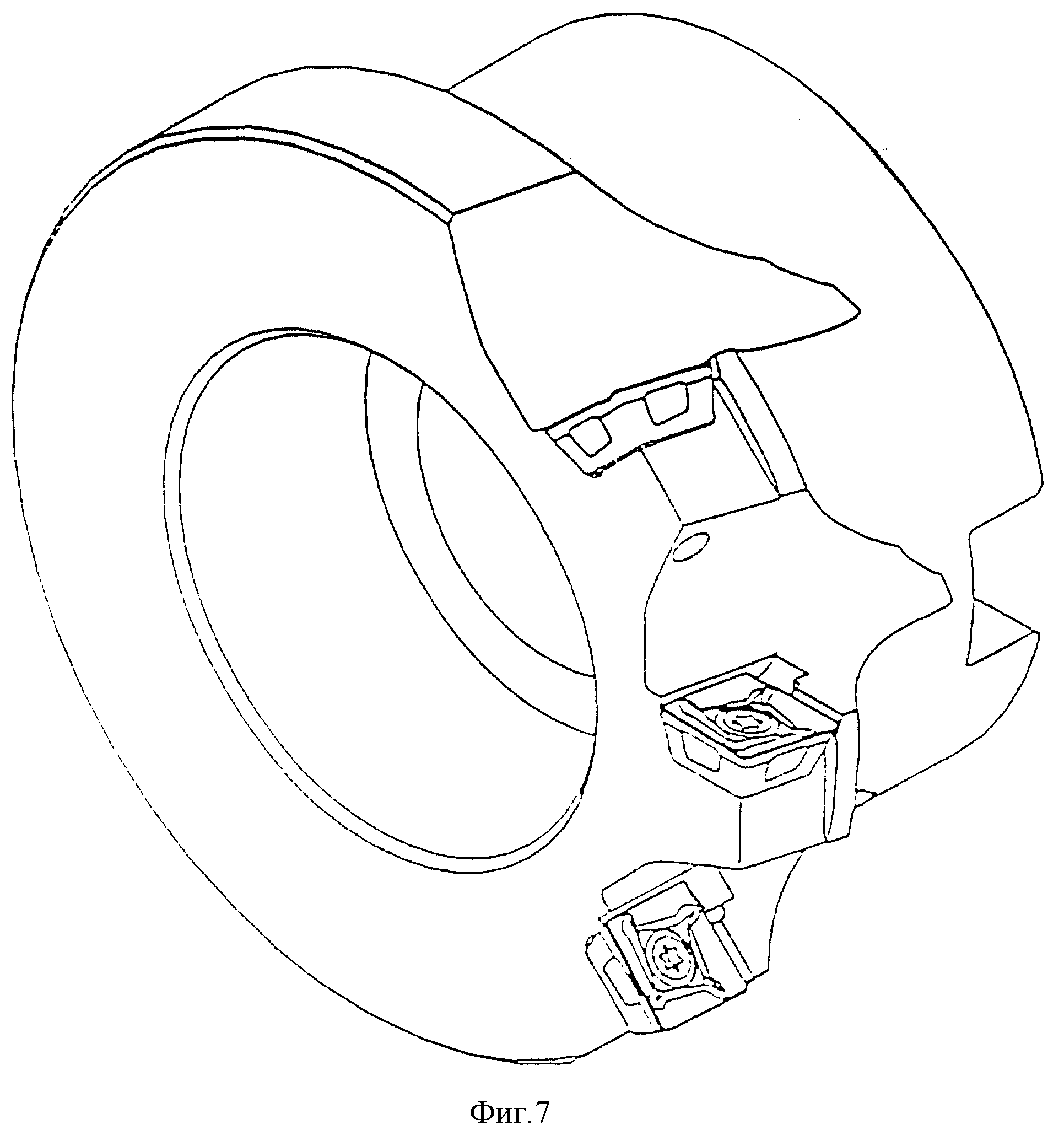
Каждое ребро (фиг. 4) идет наклонно вниз от его центральной части. Когда режущую пластину, являющуюся объектом изобретения, устанавливают в корпусе фрезы (фиг. 7 и 8) и используют для фрезерования канавок, имеющих стенки, расположенные под прямым углом относительно друг друга, то фрезерование осуществляют посредством периодической круговой подачи режущей кромки в рабочее положение, причем направленная в поперечном направлении зачистная кромка образует непрерывное продолжение сменной режущей кромки и осуществляет чистовую обработку поверхности обрабатываемой детали. В ходе осуществления указанной операции чистовой обработки кромка смещена от обрабатываемой детали и (фиг. 8) стружка, образующаяся при обработке детали в области зачистной кромки, отводится от нее посредством объединенного с ней отклоняющего ребра. Этим обеспечивается защита режущих кромок от образующейся в процессе обработки стружки.
Указанный пример реализации изобретения не ограничивает возможности его применения.
Реферат
Изобретение относится к металлообрабатывающему оборудованию, в частности оборудованию, применяемому при операциях фрезерования, сверления, расточки, токарной обработки и других, а именно к сменным режущим пластинам, обладающим множеством режущих кромок, способных последовательно подаваться в рабочее положение. Каждая режущая кромка пластины имеет больший участок, прилегающий к одному углу пластины, и последующий меньший участок, прилегающий к соседнему углу. Для защиты от повреждения сходящей стружкой неработающей части кромки и соседних кромок на передней поверхности пластины выполнены ребра отклонения стружки, предназначенные для совместного действия с режущими кромками. Каждое ребро вытянуто от области, смежной с соединением указанных большего и меньшего участков режущей кромки, и имеет в основном одинаковую протяженность с указанной областью и отделено от режущей кромки участком передней поверхности. 6 з.п.ф-лы, 8 ил.
Комментарии