Вращающийся резец - SU878420A1
Код документа: SU878420A1
Чертежи
Описание
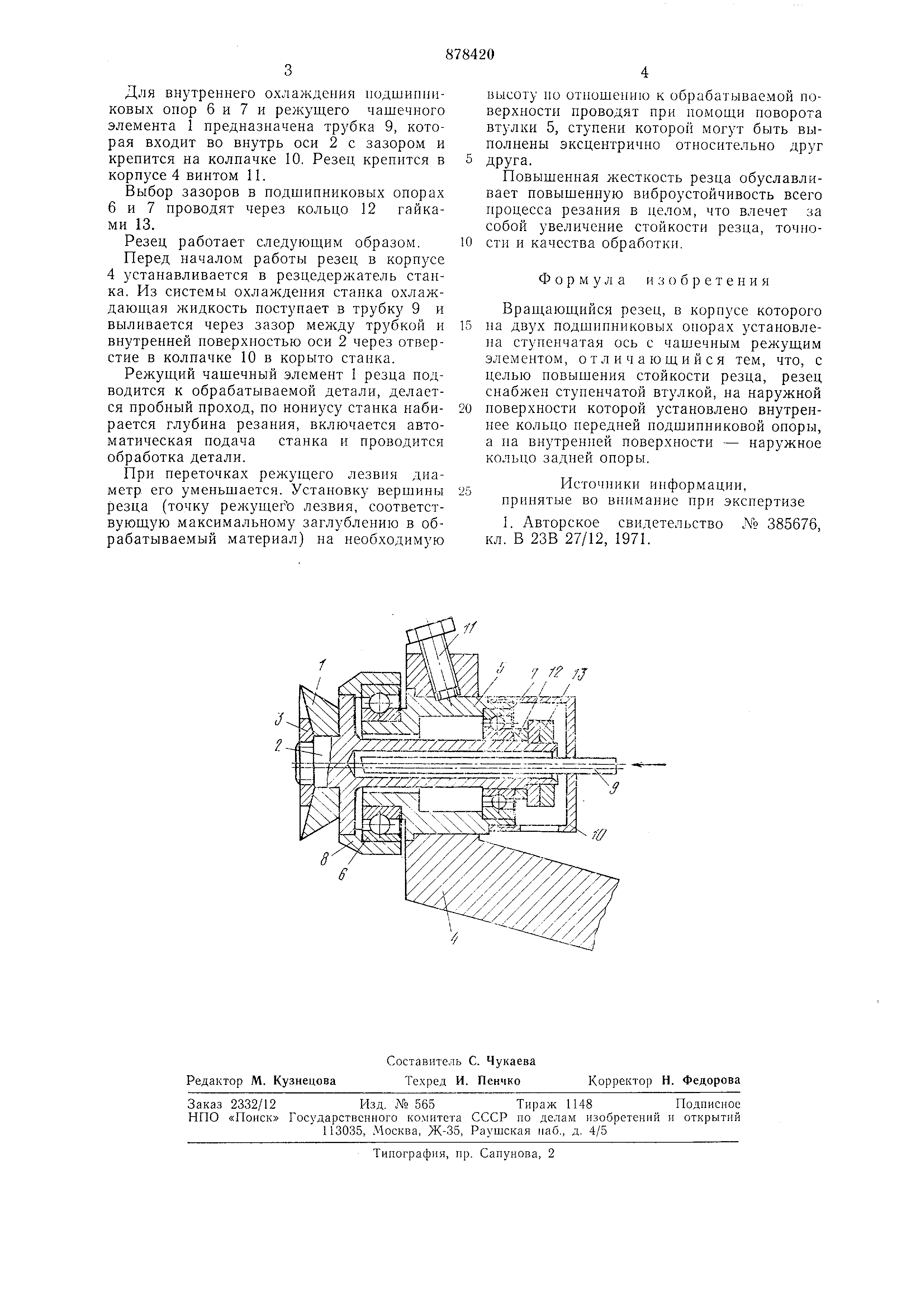
Для внутреннего охлаждения подшипниковых опор 6 и 7 и режущего чашечного элемента 1 предназначена трубка 9, которая входит во внутрь оси 2 с зазором и крепится на колпачке 10. Резец крепится в корпусе 4 винтом 11.
Выбор зазоров в подшипниковых опорах 6 и 7 проводят через кольцо 12 гайками 13.
Резец работает следующим образом.
Перед началом работы резец в корпусе 4 устанавливается в резцедержатель станка . Из системы охлаждения станка охлаждающая л идкость поступает в трубку 9 и выливается через зазор между трубкой и внутренней поверхностью оси 2 через отверстие в колпачке 10 в корыто стайка.
Режущий чащечный элемент I резца подводится к обрабатываемой детали, делается пробный проход, по нониусу станка набирается глубина резания, включается автоматическая подача станка и проводится обработка детали.
При переточках режущего лезвия диаметр его уменьшается. Установку вершины резца (точку режущегЪ лезвия, соответствующую максимальному заглублению в обрабатываемый материал) на необходимую
высоту но отношению к обрабатывае.мой поверхности проводят при помощи поворота втулки 5, ступени которой могут быть выполнены эксцентрично относительно друг друга.
Повышенная жесткость резца обуславливает повыщенную виброустойчивость всего процесса резания в целом, что влечет за собой увеличение стойкости резца, точности и качества обработки.
Формула изобретения
Вращающийся резец, в корпусе которого на двух подщииниковых онорах установлена ступенчатая ось с чашечным режущим элементом, отличающийся тем, что, с целью новышения стойкости резца, резец снабл ен ступенчатой втулкой, на наружной новерхности которой установлено внутреннее кольцо передней подщиппиковой опоры, а на внутренней поверхности - наружное кольцо задней опоры.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство Afb 385676, кл. В 23В 27/12, 1971.
Реферат
Формула
Комментарии