Режущая пластина для продольного точения с конфигурацией стружкообразователя, содержащей выступ, проходящий по направлению вверх - RU2719974C2
Код документа: RU2719974C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ
[001] Предмет настоящего изобретения относится к режущим пластинам для продольного точения (также именуемым «режущими пластинами» далее в настоящем документе) для точной механической обработки, в частности, с стружкообразователем для токарной механической обработки и содержащим стружкообразователь, содержащий проходящий по направлению вверх выступ.
УРОВЕНЬ ТЕХНИКИ
[002] Режущие пластины для продольного точения и держатели приспособлений представляют собой специальные приспособления, разработанные для использования в токарных машинах (станках) продольного точения с ЧПУ, которые обычно используют для высокоточной механической обработки.
[003] Высокая точность обеспечивается удержанием обрабатываемого изделия на близком расстоянии от втулки для уменьшения свеса обрабатываемого изделия (см., например, фиг. 4 настоящего изобретения).
[004] Конструкция таких режущих пластин ограничена требованием механической обработки на очень близком расстоянии от втулки и других приспособлений в сборе в агрегате (например, см. фиг. 5А и 5В настоящего изобретения). Как показано на фиг. 5А, верхняя правая режущая кромка каждой режущей пластины для продольного точения в агрегате обычно расположена в том же положении, что и другие приспособления агрегата. Также следует понимать, что режущие пластины для продольного точения выполнены без возможности чрезмерного выдвигания в вертикальном направлении (т.е. по направлению к приспособлению в сборе, расположенному выше или ниже) вследствие близкого расположения со смежным приспособлением в сборе.
[005] Задача настоящего изобретения заключается в обеспечении улучшенной режущей пластины для продольного точения.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[006] Вследствие специальной конфигурации крепления обрабатываемого изделия станков продольного точения с ЧПУ режущие пластины для продольного точения с выступами выполняют с возможностью механической обработки только в одном боковом направлении. Описанный далее предмет настоящего изобретения обеспечивает дополнительную возможность механической обработки во втором боковом направлении. Так как обрабатываемое изделие удерживают только на одном конце, необходимость во втором направлении механической обработки предусматривалась только для более редких случаев. В таких случаях изменяют положение приспособления или обрабатываемого изделия для дальнейшей механической обработки. Когда возникла идея модификации известного выступа, изначально предполагалось, что такая модификация может быть достигнута в ущерб функциональности механической обработки в первом направлении. Однако было обнаружено, что даже в первом направлении модифицированный выступ обеспечивает идентичные или лучшие результаты обработки и срок службы по сравнению с другими режущими пластинами, на которых проводились испытания для сравнения. Дополнительно, предполагается, что другие элементы кроме выступа способствуют обеспечению высокого качества обработки, что является основной задачей обработки продольным точением.
[007] Согласно первому аспекту предмета настоящего изобретения обеспечен стружкообразователь для режущей пластины для продольного точения; стружкообразователь содержит режущую кромку вокруг выступа; режущая кромка содержит первую и вторую под-кромки, расположенные на противоположных сторонах выступа и соединенные угловыми кромками с третьей под-кромкой; стружкообразователь дополнительно содержит первую и вторую стружечные поверхности, соответственно расположенные между выступом и первой и второй под-кромками.
[008] Согласно второму аспекту предмета настоящего изобретения обеспечен стружкообразователь для режущей пластины для продольного точения; стружкообразователь содержит режущую кромку вокруг выступа; режущая кромка содержит первую и вторую под-кромки, проходящие по прямой линии на виде сбоку, и расположенные на противоположных сторонах выступа, и соединенные угловыми кромками с третьей под-кромкой; стружкообразователь дополнительно содержит первую и вторую стружечные поверхности, соответственно расположенные между выступом и первой и второй под-кромками.
[009] Согласно третьему аспекту предмета настоящего изобретения обеспечен стружкообразователь для режущей пластины для продольного точения; стружкообразователь содержит режущую кромку вокруг выступа; режущая кромка содержит первую и вторую под-кромки, расположенные на противоположных сторонах выступа и соединенные угловыми кромками с третьей под-кромкой, углубленной по направлению внутрь на виде вдоль направления вниз.
[0010] Согласно четвертому аспекту предмета настоящего изобретения обеспечена режущая пластина для продольного точения, содержащая стружкообразователь в соответствии с любым из первого, второго и третьего аспектов.
[0011] Режущая пластина в целом может быть определена как режущие пластины, содержащие режущие углы на противоположных сторонах параллелепипедного участка корпуса. Предпочтительно, для режущих пластин для продольного точения, предназначенных для использования в агрегатах, параллелепипедный участок корпуса является прямоугольным кубоидом или ромбоэдром. Часто предпочтительным является наличие в точности двух режущих углов (предпочтительно с идентичными режущими кромками и стружкообразователями) по этой же причине.
[0012] Хотя это не является ключевой особенностью, предпочтительно режущая пластина для продольного точения содержит в точности два режущих угла (т.е. содержащих режущую кромку) на диагонально противоположных участках режущей пластины.
[0013] Обычно режущая пластина для продольного точения содержит одно или два отверстия под винт, расширяющихся на противоположных сторонах участка корпуса.
[0014] Многие характерные элементы, описанные в настоящем документе, направлены на обеспечение улучшенной обработки, даже относительно превосходящей обработку обрабатываемых изделий, подвергаемых механической обработке с использованием других станков с ЧПУ и способов.
[0015] Другими словами, режущая пластина для продольного точения может быть определена как содержащая: противоположные первую и вторую боковые поверхности режущей пластины; противоположные верхнюю и нижнюю поверхности режущей пластины, соединяющие первую и вторую боковые поверхности режущей пластины; противоположные переднюю и заднюю поверхности режущей пластины, соединяющие верхнюю и нижнюю поверхности режущей пластины с первой и второй боковыми поверхностями режущей пластины; первый угол, образованный на пересечении первой и второй боковых поверхностей с верхней и передней поверхностями режущей пластины; второй угол, образованный на пересечении первой и второй боковых поверхностей с верхней и задней поверхностями режущей пластины; третий угол, образованный на пересечении первой и второй боковых поверхностей с нижней и передней поверхностями режущей пластины; четвертый угол, образованный на пересечении первой и второй боковых поверхностей с нижней и задней поверхностями режущей пластины; отверстие под винт, расширяющееся к первой и второй боковым поверхностям режущей пластины; ось толщины режущей пластины, проходящую перпендикулярно первой и второй боковым поверхностям режущей пластины, и проходящую через них; ось высоты режущей пластины, проходящую перпендикулярно оси толщины режущей пластины и проходящую через верхнюю и нижнюю поверхности режущей пластины; ось длины режущей пластины, проходящую ортогонально относительно осей толщины и высоты режущей пластины, и проходящую через переднюю и заднюю поверхности режущей пластины; максимальную толщину режущей пластины, измеряемую вдоль оси толщины режущей пластины; максимальную высоту режущей пластины, измеряемую вдоль оси высоты режущей пластины и превышающую максимальную толщину режущей пластины; максимальную длину режущей пластины, измеряемую вдоль оси длины режущей пластины и превышающую максимальную высоту режущей пластины; ось высоты режущей пластины, определяющую направление вверх от центра режущей пластины по направлению к верхней поверхности режущей пластины, и определяющую направление вниз, противоположное направлению вверх; ось толщины режущей пластины, определяющую первое боковое направление от центра режущей пластины по направлению к первой боковой поверхности режущей пластины, и определяющую второе боковое направление, противоположное первому боковому направлению; ось длины режущей пластины, определяющую направление вперед от центра режущей пластины по направлению к передней поверхности режущей пластины и определяющую направление назад, противоположное направлению вперед; первый угол, содержащий режущую кромку; причем рядом с режущей кромкой первая и вторая боковые поверхности и передняя поверхность режущей пластины выполнены в виде скошенных поверхностей посредством: сужения первой боковой поверхности в совмещенном направлении вниз и втором боковом направлении; сужения второй боковой поверхности в совмещенном направлении вниз и первом боковом направлении; и сужения передней поверхности в совмещенном направлении вниз и назад.
[0016] Согласно пятому аспекту предмета настоящего изобретения обеспечена режущая пластина для продольного точения, содержащая: противоположные первую и вторую боковые поверхности режущей пластины; противоположные верхнюю и нижнюю поверхности режущей пластины, соединяющие первую и вторую боковые поверхности режущей пластины; противоположные переднюю и заднюю поверхности режущей пластины, соединяющие верхнюю и нижнюю поверхности режущей пластины с первой и второй боковыми поверхностями режущей пластины; первый угол, образованный на пересечении первой и второй боковых поверхностей с верхней и передней поверхностями режущей пластины; второй угол, образованный на пересечении первой и второй боковых поверхностей с верхней и задней поверхностями режущей пластины; третий угол, образованный на пересечении первой и второй боковых поверхностей с нижней и передней поверхностями режущей пластины; четвертый угол, образованный на пересечении первой и второй боковых поверхностей с нижней и задней поверхностями режущей пластины; отверстие под винт, расширяющееся к первой и второй боковым поверхностям режущей пластины; ось толщины режущей пластины, проходящую перпендикулярно относительно первой и второй боковых поверхностей режущей пластины, и проходящую через них; ось высоты режущей пластины, проходящую перпендикулярно относительно оси толщины режущей пластины и проходящую через верхнюю и нижнюю поверхности режущей пластины; ось длины режущей пластины, проходящую ортогонально относительно осей толщины и высоты режущей пластины, и проходящую через переднюю и заднюю поверхности режущей пластины; максимальную толщину режущей пластины, измеряемую вдоль оси толщины режущей пластины; максимальную высоту режущей пластины, измеряемую вдоль оси высоты режущей пластины и превышающую максимальную толщину режущей пластины; максимальную длину режущей пластины, измеряемую вдоль оси длины режущей пластины и превышающую максимальную высоту режущей пластины; ось высоты режущей пластины, определяющую направление вверх от центра режущей пластины по направлению к верхней поверхности режущей пластины, и определяющую направление вниз, противоположное направлению вверх; ось толщины режущей пластины, определяющую первое боковое направление от центра режущей пластины по направлению к первой боковой поверхности режущей пластины и определяющую второе боковое направление, противоположное первому боковому направлению; ось длины режущей пластины, определяющую направление вперед от центра режущей пластины по направлению к передней поверхности режущей пластины и определяющую направление назад, противоположное направлению вперед; первый угол, содержащий: режущую кромку и стружкообразователь, образованный на верхней поверхности; режущую кромку, содержащую: первую под-кромку, проходящую вдоль пересечения верхней поверхности и первой боковой поверхности, и проходящую по прямой линии на виде вдоль второго бокового направления; вторую под-кромку, проходящую вдоль пересечения верхней поверхности и второй боковой поверхности, и проходящую по прямой линии на виде вдоль первого бокового направления; третью под-кромку, проходящую вдоль пересечения верхней поверхности и передней поверхности; первую угловую кромку, соединяющую первую под-кромку с третьей под-кромкой; и вторую угловую кромку, соединяющую вторую под-кромку с третьей под-кромкой; стружкообразователь, содержащий: первую стружечную поверхность, примыкающую к первой под-кромке и отходящую от третьей под-кромки к первой задней стружкообразующей кромке, таким образом определяя первую глубину резания; вторую стружечную поверхность, примыкающую ко второй под-кромке и отходящую от третьей под-кромки ко второй задней стружкообразующей кромке, таким образом определяя вторую глубину резания; общую глубину резания стружкообразователя, определенную как (i) меньшая из первой и второй глубин резания, или (ii) глубина обеих из первой и второй глубин резания в случае равенства первой и второй глубины резания; и выступ, соединенный с первой и второй стружечными поверхностями, и содержащий передний конец выступа рядом с третьей под-кромкой и задний конец выступа, расположенный дальше от третьей под-кромки, чем передний конец выступа, выступ проходит по направлению вверх от участка верхней поверхности, на котором выступ соединен с первой и второй стружечными поверхностями; причем рядом с режущей кромкой первая и вторая боковые стороны и передняя поверхность режущей пластины выполнены в форме скошенных поверхностей посредством: сужения первой боковой поверхности в совмещенном направлении вниз и втором боковом направлении; сужения второй боковой поверхности в совмещенном направлении вниз и первом боковом направлении; и сужения передней поверхности в совмещенном направлении вниз и назад.
[0017] Согласно шестому аспекту предмета настоящего изобретения обеспечен стружкообразователь для режущей пластины для продольного точения; стружкообразователь содержит переднюю режущую кромку (далее в настоящем документе именуемую «третьей под-кромкой»), углубленную по направлению внутрь на виде вдоль направления вниз.
[0018] Согласно седьмому аспекту предмета настоящего изобретения обеспечено приспособление в сборе, содержащее режущую пластину для продольного точения в соответствии с любым из предыдущих аспектов и вытянутое приспособление, содержащее одно седло режущей пластины для удержания режущей пластины для продольного точения.
[0019] Согласно восьмому аспекту предмета настоящего изобретения обеспечен агрегат, содержащий множество приспособлений в сборе в соответствии с предыдущими аспектами.
[0020] Согласно девятому аспекту сущности настоящего изобретения обеспечен способ механической обработки обрабатываемого изделия в станке продольного точения с ЧПУ, включающий механическую обработку в первом боковом направлении и затем во втором боковом направлении.
[0021] Такие режущие пластины для продольного точения и узлы в частности являются применимыми для точной механической обработки металлических обрабатываемых изделий, в частности, изготовленных из стали, нержавеющей стали, латуни, меди и алюминия.
[0022] Следует понимать, что режущая пластина для продольного точения в соответствии с любым из изложенных ранее аспектов может быть выполнена с возможностью удержания в установленном положении в седле режущей пластины посредством зажимающего усилия (например, один или более винтов, проходящих через одно или более отверстий под винт режущей пластины). Следует отметить, что установочные поверхности режущей пластины, контактирующие с седлом режущей пластины, могут в точности являться нижней поверхностью режущей пластины, задней поверхностью режущей пластины; и второй боковой поверхностью режущей пластины (или более конкретно, опорной конфигурацией, образованной на второй боковой поверхности режущей пластины, при ее наличии).
[0023] Следует понимать, что вышеизложенное является кратким описанием, и что любой из раскрытых выше аспектов может дополнительно содержать любой из характерных элементов, описанных в нижеследующем описании. В частности, следующие характерные элементы, отдельно или в сочетании, могут быть применимы к любому из аспектов, раскрытых выше:
i. Стружкообразователь может содержать выступ. Стружкообразователь может содержать режущую кромку. Ниже приведены утверждения относительно приведенной в качестве примера режущей кромки, а стружкообразователь описан в сочетании с верхней поверхностью, однако следует понимать, что во всех утверждениях термин «верхняя поверхность» может быть заменен на «нижняя поверхность».
ii. Стружкообразователь может содержать первую и вторую стружечные поверхности.
iii. Стружкообразователь может содержать промежуточный плоский участок. Промежуточный плоский участок может быть расположен между передним концом выступа и третьей под-кромкой. Промежуточный плоский участок может выступать не более чем на 100 мкм над первой и второй под-кромками. Промежуточный плоский участок может иметь плоскую форму.
iv. Режущая кромка может содержать первую, вторую и третью под-кромки, и первую и вторую угловые кромки.
v. Режущая кромка может полностью быть расположена в плоскости режущей кромки, имеющей высоту менее чем 150 мкм, предпочтительно менее чем 100 мкм.
vi. Вся режущая кромка (или другими словами, каждая из первой, второй и третьей под-кромок) может не содержать фаски.
vii. Первая под-кромка может проходить вдоль пересечения верхней поверхности и первой боковой поверхности, и может проходить по прямой линии на виде вдоль второго бокового направления. Вторая под-кромка может проходить вдоль пересечения верхней поверхности и второй боковой поверхности, и проходить по прямой линии на виде вдоль первого бокового направления. Более подробно, это означает, что первая и/или вторая под-кромки может быть прямой вдоль всей глубины резания (например, от третьей под-кромки до задней стружкообразующей кромки). Это необходимо для обеспечения подходящей обработки для токарных применений. Общая глубина резания определена как меньшая из первой и второй глубин резания, или как обе в случае их равенства. Несмотря на то, что приведенные в качестве предпочтительного примера первая и вторая под-кромки, изображенные далее, проходят параллельно оси длины, следует понимать, что в других применениях такие под-кромки, наклоненные относительно оси длины, могут обеспечивать лучшую механическую обработку.
viii. Первая и вторая под-кромки могут быть расположены в плоскости режущей кромки, предпочтительно имеющей высоту менее чем 10 мкм.
ix. Первая и вторая под-кромки могут быть расположены на противоположных сторонах поверхности.
x. Третья под-кромка может проходить вдоль пересечения верхней поверхности и передней поверхности.
xi. Третья под-кромка может быть углубленной по направлению внутрь при рассмотрении вдоль направления вниз. Следует понимать, что это может обеспечивать преимущественный рельеф во время операций точения. В предпочтительной конструкции на виде вдоль направления вниз третья под-кромка может содержать изогнутый и прямой участки, соединенные точками разрыва непрерывности. Несмотря на то, что негладкая кромка уменьшает отделку и срок службы приспособления, было обнаружено, что достигаемая дополнительная возможность преодолевает известный недостаток.
xii. Первая и вторая под-кромки могут быть соединены угловыми кромками с третьей под-кромкой. Первая, вторая и третья под-кромки, и угловые кромки могут проходить непрерывно вдоль поверхности угла режущей пластины.
xiii. Первая угловая кромка может соединять первую под-кромку и третью под-кромку.
xiv. Вторая угловая кромка может соединять вторую под-кромку и третью под-кромку.
xv. Одна или обе из первой и второй угловых кромок могут содержать: зачистной участок, соединенный с третьей под-кромкой и проходящий на виде вдоль направления вниз по прямой линии под прямым углом относительно ближней из первой и второй под-кромок. В таком случае предпочтительно, чтобы третья под-кромка была углубленной по направлению внутрь на виде вдоль направления вниз. Другими словами, оба зачистных участка первой и второй угловых кромок могут быть расположены в плоскости передней кромки, которая проходит перпендикулярно первой и второй под-кромкам, а третья под-кромка может быть полностью расположена по направлению назад от плоскости передней кромки (т.е. третья под-кромка может быть углублена по направлению назад относительно зачистных участков). Углубление по направлению внутрь может иметь изогнутую форму на виде вдоль направления вниз.
xvi. Одна или обе из первой и второй угловых кромок могут содержать выпуклый участок. Каждый изогнутый выпуклый участок может быть соединен на первом конце с ближней из первой и второй под-кромок, а на втором конце с зачистным участком.
xvii. Выступ соединен с первой и второй стружечными поверхностями. Следует понимать, что обеспечение стружечных поверхностей на обеих сторонах выступа способствует механической обработке вдоль двух противоположных боковых направлений.
xviii. Выступ может быть окружен режущей кромкой, за исключением направления назад. Другими словами, выступ может быть окружен с трех из его четырех сторон. Другими словами, выступ может быть окружен режущей кромкой в каждом направлении резания режущей пластины.
xix. Выступ может содержать передний конец выступа рядом с третьей под-кромкой и задний конец выступа, расположенный дальше от третьей под-кромки, чем передний конец выступа.
xx. Передний конец выступа может содержать вогнутый передний участок, расширяющийся по направлению вперед. Несмотря на предположение, что углубление выступа от третьей под-кромки уменьшает срок службы приспособления, было установлено, что это решение является преимущественным для механической обработки пластичных материалов, а учитывая то, механическая обработка по направлению вперед является вторичным процессом механической обработки, было определено, что недостаток в форме сокращенного срока службы приспособления преодолевается дополнительной возможностью.
xxi. Выступ может отходить по направлению вверх. Более конкретно, выступ может отходить вверх от участка верхней поверхности, на котором выступ соединен с первой и второй стружечными поверхностями.
xxii. На виде вдоль каждой из первого и второго боковых направлений режущей пластины выступ может иметь в целом выпуклую форму. Более подробно, выпуклая форма может включать сужение переднего конца выступа в совмещенном направлении вперед и вниз, и сужение заднего конца выступа в совмещенном направлении назад и вниз.
xxiii. Задний конец выступа может иметь плоскую форму.
xxiv. Выступ может быть вытянутым в направлении, параллельном оси длины режущей пластины. Хотя следует отметить, что выступ был выполнен с относительно большой длиной (приближенной к длине всего угла) таким образом, чтобы подходить для применений обработки на автомате продольного точения, которые, как было обнаружено, обеспечивают лучшие результаты с относительно низкими скоростями механической обработки при относительно больших значениях глубины.
xxv. Выступ может содержать первый и второй вогнутые боковые участки, соединяющие выступ со стружечными поверхностями. Первый вогнутый боковой участок выполнен с возможностью расширения в первом боковом направлении, а второй вогнутый боковой участок выполнен с возможностью расширения во втором боковом направлении.
xxvi. На виде вдоль направления назад и на определенной высоте над первой и второй боковыми под-кромками, ширина выступа может быть меньше половины общей толщины между первой и второй боковыми под-кромками, измеряемыми вдоль оси толщины.
xxvii. Длина переднего отступа между третьей под-кромкой и передним концом выступа, измеряемая вдоль оси длины режущей пластины, может по меньшей мере составлять 5% от общей глубины резания стружкообразователя. Длина переднего отступа может составлять 10%±5% от общей глубины резания.
xxviii. Длина заднего отступа между местом начала сужения заднего конца выступа в указанном совмещенном направлении назад и вниз, и плоскостью задней кромки составляет по меньшей мере 5% от общей глубины резания стружкообразователя. Длина заднего отступа может составлять 15%±10% от общей глубины резания. Плоскость задней кромки проходит параллельно обеим осям толщины и высоты, и пересекает крайнюю заднюю из первой и второй задних стружечных кромок, или обе при их равенстве.
xxix. Первая стружечная поверхность может быть расположена рядом с первой под-кромкой. Первая стружечная поверхность может отходить от третьей под-кромки к первой задней стружкообразующей кромке. Первая стружечная поверхность может определять первую глубину резания от третьей под-кромки к первой задней стружкообразующей кромке.
xxx. Вторая стружечная поверхность может быть расположена рядом со второй под-кромкой. Вторая стружечная поверхность может отходить от третьей под-кромки ко второй задней стружкообразующей кромке. Вторая стружечная поверхность может определять вторую глубину резания от третьей под-кромки ко второй задней стружкообразующей кромке.
xxxi. На виде вдоль направления вниз одна или обе из первой и второй стружечных поверхностей могут иметь сужающуюся форму. Более подробно, это означает, что сужающаяся форма проходит вдоль всей глубины резания (например, от третьей под-кромки до задней стружкообразующей кромки). Каждая сужающаяся форма предпочтительно может быть шире рядом с третьей под-кромкой, чем на другом участке, расположенном дальше от третьей под-кромки.
xxxii. Одна или обе из первой и второй стружечных поверхностей могут иметь плоскую форму (другими словами, «плоская форма/плоский» в настоящей заявке означает «находящийся в пределах плоскости»). Предпочтительно, каждая стружечная поверхность может быть горизонтальной.
xxxiii. Одна или обе из первой и второй стружечных поверхностей могут образовывать боковой угол α с плоскостью толщины, определенной пересечением осей длины и толщины, причем боковой угол α удовлетворяет следующему условию: -15°<α<15°. Предпочтительно, в частности для механической обработки металла, боковой угол составляет: 0°<α<16°. В частности, результаты испытаний со значением а, равняющимся 8°, были успешными. Соответственно, наиболее предпочтительный боковой угол составляет: 4°<α<12°.
xxxiv. Режущая пластина может содержать режущие углы на противоположных сторонах параллелепипедного участка корпуса. Параллелепипедный участок корпуса предпочтительно может представлять собой прямоугольный кубоид или ромбоэдр.
xxxv. Режущая пластина может содержать в точности два режущих угла. Указанные в точности два режущих угла предпочтительно могут быть расположены на диагонально противоположных участках режущей пластины.
xxxvi. Угол режущей пластины может содержать режущую кромку, и стружкообразователь, образованный на верхней поверхности.
xxxvii. Режущая пластина может быть образована по меньшей мере с одним отверстием под винт, наиболее предпочтительно в точности одним или двумя отверстиями под винт, расширяющимися к противоположным сторонам участка корпуса (т.е. участка, расположенного между режущими углами режущей пластины). Другими словами, отверстие (отверстия) под винт может расширяться к первой и второй боковым поверхностям режущей пластины. В случае наличия единственного отверстия под винт, оно может быть расположено в центре режущей пластины. В этом случае ось толщины может также являться осью отверстия под винт. В случае наличия в точности двух отверстий под винт, они предпочтительно могут примыкать друг к другу вдоль оси длины.
xxxviii. Режущая пластина может содержать противоположные первую и вторую боковые поверхности режущей пластины.
xxxix. На режущем угле каждая из поверхностей первой и второй сторон, и передняя поверхность может иметь плоскую форму, предпочтительно горизонтальную.
xl. Режущая пластина может содержать противоположные верхнюю и нижнюю поверхности режущей пластины. Верхняя и нижняя поверхности режущей пластины могут соединять первую и вторую боковые поверхности режущей пластины. Верхняя поверхность режущей пластины может проходить по направлению назад от первого верхнего конец ко второму верхнему концу. Нижняя поверхность режущей пластины может проходить по направлению назад от первого нижнего конца ко второму нижнему концу.
xli. Нижняя поверхность может быть наклонена для надежной установки. Более подробно, например, нижняя поверхность может быть наклонена таким образом, что во втором боковом направлении нижняя поверхность отходит дальше от центра режущей пластины. Обе из верхней и нижней поверхностей режущей пластины выполнены под наклоном (каждая наклоненная поверхность предназначена для различной фиксированной позиции режущей пластины). Верхняя поверхность может быть выполнена под наклоном таким образом, что во втором боковом направлении верхняя поверхность отходит дальше от центра режущей пластины (разумеется, верхняя поверхность функционирует как нижняя поверхность после индексации).
xlii. Режущая пластина может содержать противоположные переднюю и заднюю поверхности режущей пластины. Передняя и задняя поверхности режущей пластины могут соединять верхнюю и нижнюю поверхности режущей пластины. Передняя и задняя поверхности режущей пластины могут соединять первую и вторую боковые поверхности режущей пластины. Передняя поверхность режущей пластины может сужаться в совмещенном направлении назад и вниз от первого верхнего конца к первому нижнему концу. Задняя поверхность режущей пластины может сужаться в совмещенном направлении назад и вниз от второго верхнего конца ко второму нижнему концу.
xliii. Режущая пластина может содержать первый, второй, третий и четвертый углы. Один или более из углов могут представлять собой режущие углы (т.е. оснащенные стружкообразователем). Предпочтительно в точности два угла являются режущими углами. Первый угол может быть образован на пересечении первой и второй боковых поверхностей с верхней и передней поверхностями режущей пластины. Второй угол может быть образован на пересечении первой и второй боковых поверхностей с верхней и задней поверхностями режущей пластины. Третий угол может быть образован на пересечении первой и второй боковых поверхностей с нижней и передней поверхностями режущей пластины. Четвертый угол может быть образован на пересечении первой и второй боковых поверхностей с нижней и задней поверхностями режущей пластины.
xliv. Ось толщины режущей пластины может проходить перпендикулярно первой и второй боковым поверхностям режущей пластины, и проходить через них.
xlv. Максимальная толщина режущей пластины может быть измеряемой вдоль оси толщины режущей пластины.
xlvi. Ось высоты режущей пластины может проходить перпендикулярно оси толщины режущей пластины, и может проходить через верхнюю и нижнюю поверхности режущей пластины.
xlvii. Максимальная высота режущей пластины может быть измеряемой вдоль оси высоты режущей пластины. Максимальная высота режущей пластины может быть больше, чем максимальная толщина режущей пластины.
xlviii. Ось высоты режущей пластины может определять направление вверх от центра режущей пластины по направлению к верхней поверхности режущей пластины. Ось высоты режущей пластины может определять направление вниз, противоположное направлению вверх. Альтернативно, ось высоты режущей пластины может определять направление вниз от центра режущей пластины по направлению к нижней поверхности режущей пластины,
xlix. Ось длины режущей пластины может проходить ортогонально осям толщины и высоты режущей пластины, и может проходить через переднюю и заднюю поверхности режущей пластины.
l. Ось толщины режущей пластины может определять первое боковое направление от центра режущей пластины по направлению к первой боковой поверхности режущей пластины. Ось толщины режущей пластины может определять второе боковое направление, противоположное первому боковому направлению. Альтернативно, ось толщины режущей пластины может определять второе боковое направление от центра режущей пластины по направлению ко второй боковой поверхности режущей пластины.
li. Максимальная длина режущей пластины может быть измеряемой вдоль оси длины режущей пластины. Максимальная длина режущей пластины может быть больше, чем максимальная высота режущей пластины.
lii. Ось длины режущей пластины может определять направление вперед от центра режущей пластины по направлению к передней поверхности режущей пластины. Ось длины режущей пластины может определять направление назад, противоположное направлению вперед. Альтернативно, ось длины режущей пластины может определять направление назад от центра режущей пластины по направлению к задней поверхности режущей пластины.
liii. Плоскость длины, или, более конкретно, ее расположение и ориентация, могут быть определены осями длины и высоты, расположенными в ней. Более простыми терминами, которые будут использованы далее в настоящем документе, плоскость длины может быть определена осью длины режущей пластины и осью высоты режущей пластины. Подобным образом, плоскость толщины может быть определена осью толщины режущей пластины и осью длины режущей пластины. Также, плоскость высоты может быть определена осью высоты режущей пластины и осью толщины режущей пластины.
liv. Все поверхности угла за исключением поверхности, содержащей стружкообразователь, могут быть выполнены как скошенные поверхности (по меньшей мере на их участках, примыкающих к режущей кромке). Например, рядом с режущей кромкой первая и вторая боковые поверхности, а также передняя поверхность режущей пластины могут быть выполнены как скошенные поверхности. Например: первая боковая поверхность может сужаться в совмещенном направлении вниз и втором боковом направлении; вторая боковая поверхность может сужаться в совмещенном направлении вниз и первом боковом направлении; а передняя поверхность может сужаться в совмещенном направлении вниз и назад.
lv. На своем переднем контактном участке, расположенном на расстоянии от режущей кромки, передняя поверхность может быть наклонена в совмещенном направлении вниз, назад и первом боковом направлении. Передний контактный участок может быть выполнен плоским, предпочтительно горизонтальным. Задняя поверхность содержит соответственно наклоненный задний контактный участок.
lvi. Способ механической обработки может включать механическую обработку в первом боковом направлении и затем во втором боковом направлении (например, параллельно оси толщины режущей пластины). Способ может дополнительно включать механическую обработку в осевом направлении (например, вдоль оси длины режущей пластины).
lvii. Режущая пластина может содержать опорную конфигурацию, образованную только на второй боковой поверхности. Другими словами, первая боковая поверхность может не содержать опорной конфигурации. Опорная конфигурация может содержать наружную плоскую поверхность, предпочтительно горизонтальную. Наружная поверхность может проходить параллельно плоскости длины, образованной вдоль осей длины и высоты.
lviii. Режущая пластина может быть зеркально-симметричной с обеих сторон плоскости длины, за исключением опорной конфигурации. Опорная конфигурация может проходить во втором боковом направлении за зеркально-симметричный участок режущей пластины.
lix. Режущая пластина может являться вращательно-симметричной только под углом 180° вокруг оси, параллельной оси толщины, и проходящей через центр режущей пластины.
lx. Режущий угол может быть симметричным вдоль плоскости длины.
lxi. Режущая пластина может быть выполнена с возможностью установки только с нижней поверхностью, задней поверхностью (или, более точно, задним контактным участком задней поверхности для конфигураций, в которых он присутствует) и второй боковой поверхностью (или опорной конфигурацией, образованной рядом с ней), контактирующими с соответствующими поверхностями седла режущей пластины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0024] Для лучшего понимания предмета настоящего изобретения и для иллюстрации его реализации на практике, делается ссылка на сопроводительные чертежи, на которых:
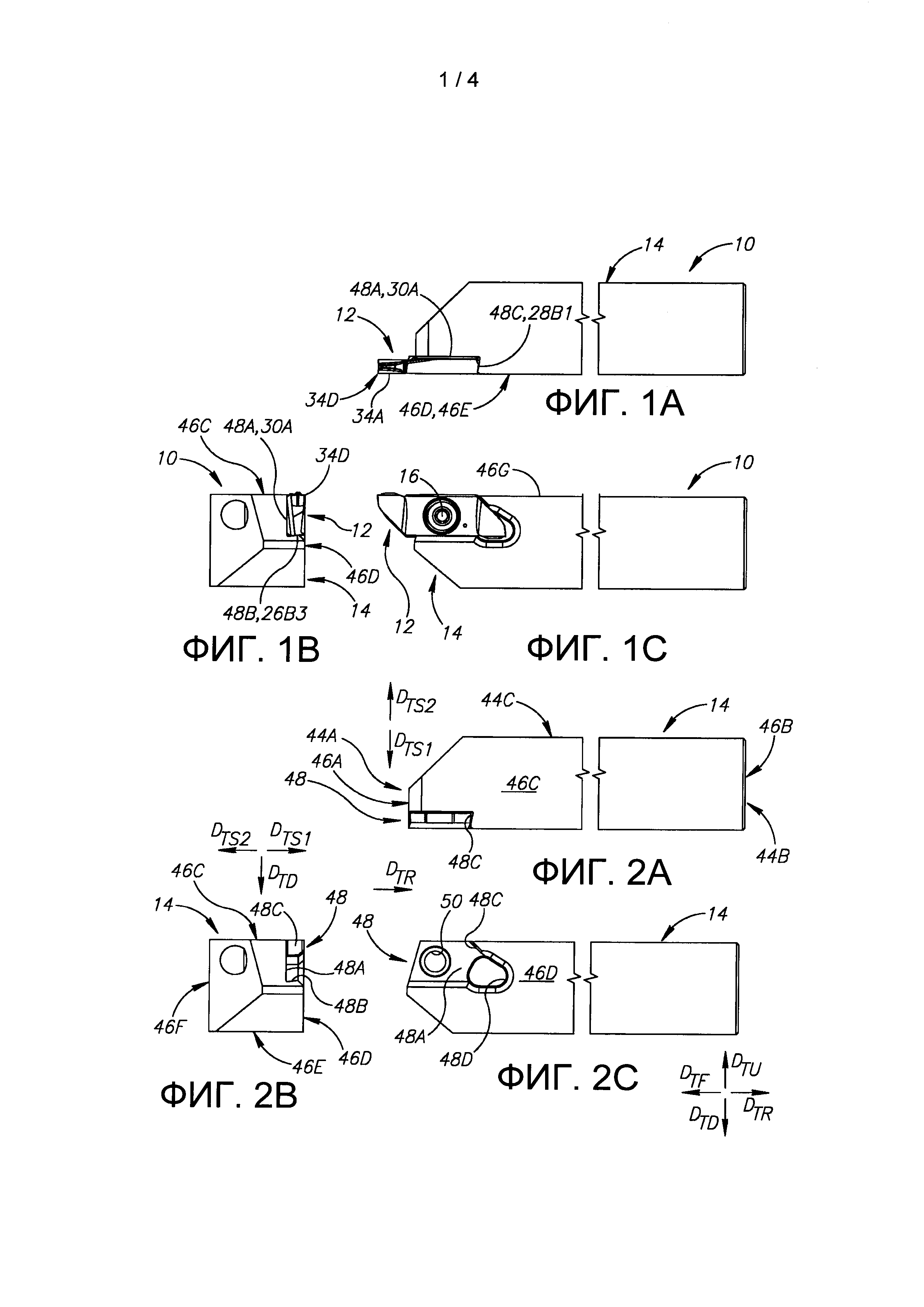
На фиг. 1А показан вид вдоль направления вниз (далее в настоящем изобретении также именуемый «видом сверху») приспособления в сборе;
На фиг. 1В показан вид вдоль направления назад (далее в настоящем документе также именуемый «видом спереди») приспособления в сборе по фиг. 1А;
На фиг. 1С показан вид вдоль бокового направления (далее в настоящем документе также именуемый "видом сбоку") приспособления в сборе по фиг. 1А;
На фиг. 2А показан вид сверху приспособления, содержащегося в приспособлении в сборе по фиг. 1А;
На фиг. 2В показан вид спереди приспособления по фиг. 2А; На фиг. 2С показан вид сбоку приспособления по фиг. 2А;
На фиг. 3А показан вид сверху режущей пластины приспособления в сборе по фиг. 1А (т.е. показан вид вдоль направления вниз, при этом обращается внимание на то, что идентичный вид, за исключением поворота на 180°, будет показан вдоль направления вверх);
На фиг. 3В показан вид спереди режущей пластины по фиг. 3А (т.е. показан вид вдоль направления назад, при этом обращается внимание на то, что идентичный вид, за исключением поворота на 180°, будет показан вдоль направления вперед);
На фиг. 3С показан вид сбоку режущей пластины по фиг. 3А (т.е. показан вид вдоль второго бокового направления);
На фиг. 3D показан частичный вид в увеличенном масштабе спереди режущей пластины, как показано на фиг. 3В;
На фиг. 3Е показан частичный вид в увеличенном масштабе сверху левой стороны режущей пластины, как показано на фиг. 3А;
На фиг. 3F показан частичный вид в увеличенном масштабе сбоку левой стороны режущей пластины, как показано на фиг. 3С;
На фиг. 4 показан частичный вид сверху приспособления в сборе по фиг. 1А и обрабатываемого изделия, удерживаемого частично изображенной втулкой в конфигурации, обычной для станка продольного точения с ЧПУ;
На фиг. 5А показан вид спереди агрегата, содержащего четыре приспособления в сборе такого типа, как показано на фиг. 1А; и
На фиг. 5В показан вид сбоку агрегата по фиг. 5А.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0025] Со ссылкой на фиг. 1А - 1С изображено приспособление 10 в сборе, содержащее режущую пластину 12, приспособление 14 и винт 16 для прикрепления режущей пластины 12 к приспособлению 14.
[0026] Со ссылкой на фиг. 3А - 3С режущая пластина 12 может содержать первый, второй, третий и четвертый углы 18А, 18В, 18С, 18D. Первый и третий углы 18А, 18С, в этом примере, являются режущими углами, то есть каждый такой угол содержит режущую кромку 20А, 20В и стружкообразователь 22А, 22В.
[0027] Оси АТ, АН, AL толщины, высоты и длины режущей пластины проходят через первую боковую, вторую боковую, верхнюю, нижнюю, переднюю и заднюю поверхности 24А, 24В, 26А, 26В, 28А, 28В режущей пластины, и определяют направления DU, DD, DS1, DS2, DF, DRвверх, вниз, первое боковое, второе боковое, вперед и назад, и плоскости PT, PH, PL толщины, высоты и длины. Максимальные толщину, высоту и длины LT, LH, LL режущей пластины измеряют параллельно осям AT, AH, AL толщины, высоты и длины режущей пластины, соответственно.
[0028] Верхняя поверхность 26А режущей пластины может быть также описана как проходящая по направлению назад от первого верхнего конца 26А1 ко второму верхнему концу 26А2. Как лучше всего показано на фиг. 3В, по меньшей мере верхний опорный участок 26А3 верхней поверхности 26А режущей пластины может быть наклонен в направлении Du вверх и во втором направлении DS2. Из описания, следующего далее в настоящем документе, будет понятно, что верхнюю поверхность 26А режущей пластины используют только для контакта с приспособлением 14 после его индексации.
[0029] Нижняя поверхность 26В режущей пластины также может быть описана как проходящая по направлению назад от первого нижнего конца 26В1 ко второму нижнему концу 26В2. По меньшей мере нижний контактный участок 26В3 нижней поверхности 26В режущей пластины может быть наклонен по направлению DD вниз и во втором боковом направлении DS2.
[0030] Вторая боковая поверхность 24В может быть образована с опорной конфигурацией, в целом обозначенной 30. Опорная конфигурация 30 может содержать плоскую опорную поверхность 30А, проходящую параллельно плоскости PL длины и предпочтительно горизонтальную, для точного закрепления режущей пластины 12 на приспособлении 14.
[0031] Передняя поверхность 28А режущей пластины может быть в целом описана как сужающаяся по направлениям DD, DR вниз и назад от первого верхнего конца 26А1 к первому нижнему концу 26В1. Дополнительно, на переднем контактном участке 28А1, расположенном на расстоянии от режущей кромки 20А, может быть дополнительно определена как наклоненная в совмещенном направлении DU, DR вниз, назад и в первом боковом направлении DS1.
[0032] Задняя поверхность 28В режущей пластины содержит конструкцию, соответствующую передней поверхности 28А режущей пластины, учитывая вращательную симметрию режущей пластины 12. Более подробно, задняя поверхность 28В режущей пластины содержит наклоненный задний контактный участок 28В1, наклоненный в совмещенном направлении вниз, назад DU, DR и в первом боковом направлении DS1.
[0033] Отверстие 32 под винт расширяется к первой и второй боковым поверхностям 24А, 24В режущей пластины. В случаях центрального расположения отверстия 32 под винт в первой и второй боковых поверхностях 24А, 24В, ось AT толщины режущей пластины также может проходить через центр IC режущей пластины 12 и может составлять часть центральной оси (которая в этом случае также является осью AT толщины режущей пластины, и также является осью винта в этом случае), вокруг которой может быть индексирована режущая пластина 12. Другими словами, режущая пластина 12 может быть вращательно-симметричной в точности и только на 180° вокруг центральной оси, которая в этом случае соосна с осью AT толщины режущей пластины.
[0034] Так как первый и третий углы 18А, 18С являются идентичными, далее в настоящем документе будет описан только первый угол 18 А.
[0035] Как показано на фиг. 3А, режущая кромка 20А может непрерывно проходить вокруг верхней поверхности первого угла 18А, содержащего первую под-кромку 34А, вторую под-кромку 34В и третью под-кромку 34С, причем первая и третья под-кромки 34А, 34С соединены первой угловой кромкой 34D, а вторая и третья под-кромки 34В, 34С соединены второй угловой кромкой 34Е.
[0036] Предпочтительно первая и вторая под-кромки 34А, 34В по существу параллельны. Например, на фиг. 3В указано, что первая и вторая под-кромки расположены в плоскости PCEрежущей кромки, имеющей высоту HCE, составляющую 10 мкм Следует понимать, что каждое утверждение в настоящем изобретении о плоскости, имеющей высоту (или соответствующий размер, если плоскость ориентирована другим образом), может быть альтернативно перефразировано как элементы, описанные как расположенные в пределах определенного расстояния от плоскости, имеющей теоретическую высоту, составляющую ноль. Для объяснения на примере, если плоскость PCEрежущей кромки имеет теоретическую высоту HCE, равняющуюся нулю, то первая и вторая под-кромки 34А, 34В отходят от плоскости PCEрежущей кромки менее чем на расстояние, составляющее: ±5 мкм.
[0037] Аналогично, режущая кромка 20А может предпочтительно полностью находиться в пределах плоскости PCEрежущей кромки, ели она имеет высоту HCE 150 мкм, более предпочтительно 100 мкм. Другими словами, режущая кромка не может выступать далее от плоскости PCEрежущей кромки (при условии, что она имеет теоретическую высоту HCE, составляющую ноль), чем на расстояние, составляющее: ±75 мкм, или более предпочтительно ±50 мкм.
[0038] В частности, со ссылкой на фиг. 3Е изображено, что первая угловая кромка 34D может содержать первый зачистной участок 34D1, соединенный с первым участком 34D2 угла на точке 34D3 разрыва непрерывности первого угла. Вторая угловая кромка 34Е может содержать второй зачистной участок 34Е1, соединенный со вторым участком 34Е2 угла на точке 34E3 разрыва непрерывности второго угла.
[0039] Как изображено, каждый из первого и второго зачистных участков 34D1, 34Е1 может образовывать прямой угол (например, первый зачистной участок, приведенный в качестве примера на фиг. 3Е с символом прямого угла) с ближней из первой и второй под-кромок 34А, 34В.
[0040] Первый и второй зачистные участки 34D1, 34Е1 соединены с третьей под-кромкой 34С на первой и второй точках 35А, 35В разрыва непрерывности, которые являются их краевыми точками.
[0041] Между первой и второй точками 35А, 35В разрыва непрерывности третья под-кромка 34С проходит по направлению внутрь (т.е. на виде, показанном на фиг. 3Е, и по направлению DR назад). Следует отметить, что третья под-кромка 34С может быть полностью расположена по направлению назад от плоскости PFE передней кромки, вдоль которой проходят первый и второй зачистные участки 34D1, 34Е1.
[0042] Третья под-кромка 34С может дополнительно содержать, на виде вдоль направления вниз (фиг. 3Е), центральный участок 35С, который имеет вогнутую форму на этом виде и проходит до третьей и четвертой точек 35D, 35Е разрыва непрерывности. Однако при этом центральный участок 35С, на виде вдоль направления назад (фиг. 3D), проходит по прямой, предпочтительно параллельной плоскости PT толщины.
[0043] Для дальнейшего описания третьей под-кромки 34С на виде, показанном на фиг. 3D, следует отметить, что стружкообразователь 22А содержит выступ 36, который в свою очередь содержит первый и второй вогнутые боковые участки 37А, 37В, которые будут описаны далее в настоящем описании.
[0044] На третьей под-кромке 34С, вогнутые боковые участки 37А, 37В образуют первый и второй передние вогнутые участки 35F, 35G кромки, изображенные вогнутыми вдоль направления назад (т.е. вид, показанный на фиг. 3D) и вдоль направления вниз (т.е. вид, показанный на фиг. 3Е). Первый и второй передние вогнутые участки 35F, 35G кромки соответственно отходят от третьей и четвертой точек 35D, 35Е разрыва непрерывности к пятой и шестой точкам 35Н, 35I разрыва непрерывности (последняя видна только на виде вдоль направления вниз).
[0045] На третьей под-кромке 34С первая и вторая стружечные поверхности 38А, 38В образуют первый и второй прямые участки 35J, 35K кромки, оба изображенные прямыми в направлении назад (т.е. на виде, показанном на фиг. 3D).
[0046] Первый прямой участок 35J кромки проходит от первой точки 35А разрыва непрерывности к пятой точке 35Н разрыва непрерывности.
[0047] Второй прямой участок 35K кромки проходит от второй точки 35В разрыва непрерывности к шестой точке 35I разрыва непрерывности.
[0048] Дополнительно, как показано на этом виде, первый и второй участки 34D2 34Е2 первого угла являются участками, выполненными в выпуклой форме (вместо возможной альтернативы углов, выполненных под острыми углами).
[0049] Следует отметить, что негладкий контур третьей под-кромки 34С, или, другими словами, различные значения ее высоты при рассмотрении в направлениях назад и вниз, может являться преимущественным для нарушения равновесия стружки обрабатываемого изделия посредством обеспечения отклонения ее различных участков в различных направлениях (для обеспечения ломания стружки на желаемой длине).
[0050] Со ссылкой на фиг. 3А - 3F, первая стружкообразователь 22А может содержать первую и вторую стружечные поверхности 38А, 38В, выступ 36, соединенный с первой и второй стружечными поверхностями 38А, 38В, и промежуточный плоский участок 40 (промежуточный плоский участок образован в результате предпочтительного способа производства и не имеет стружкообразующей функции).
[0051] Так как первая и вторая стружечные поверхности 38А, 38В в этом примере зеркально-симметричны вокруг плоскости PL длины, некоторые элементы описаны далее со ссылкой только на одну из стружечных поверхностей, но следует понимать, что такое описание относится к обеим.
[0052] С конкретной ссылкой на фиг. 3А, вторая стружечная поверхность 38В может содержать первую заднюю стружечную кромку 38В1. Вдоль направления, параллельного оси AL длины, определена вторая глубина LC2 резания от третьей под-кромки 34С ко второй задней стружкообразующей кромке 38В1. В направлении, параллельном оси толщины, вторая стружечная поверхность 38В проходит от второй под-кромки 34В к началу выступа 36. Выступ 36 определен как начинающийся на выступающей по направлению вверх части верхней поверхности (в этом случае начало выступающей по направлению вверх части является началом 37В1 второго вогнутого бокового участка 37В, изображенного мнимой линией кривизны на фиг. 3А).
[0053] Общая глубина LGC резания определена как меньшая из первой и второй глубин LC1, LC2 резания. В этом случае, первая и вторая глубины LC1, LC2 резания равны и, следовательно, общая глубина LGC резания равна обеим из них.
[0054] На виде вдоль направления вниз (фиг. 3А), первая и вторая стружечные поверхности 38А, 38В могут иметь сужающуюся форму с большей шириной рядом с третьей под-кромкой 34С, чем на другом участке, расположенном на расстоянии от нее (например, см. первую и вторую ширины LW1, LW2, где первая ширина LW1 расположена ближе к третьей под-кромке 34С и ее величина превышает вторую ширину LW2). Угол β сужения стружки может предпочтительно составлять 4°±2°. Такое сужение может являться преимущественным для нарушения равновесия стружки обрабатываемого изделия посредством обеспечения отклонения ее различных участков в различных направлениях (для обеспечения ломания стружки на желаемой длине).
[0055] С конкретной ссылкой на фиг. 3D, первая и вторая стружечные поверхности 38А, 38В могут образовывать боковой угол α, в качестве примера составляющий 8°.
[0056] На этом же виде по направлению назад, ширина LR выступа, измеряемая между краевыми точками 42А, 42В выступа (которые в этом случае соответствуют такому же расположению на оси толщины, что и начальные точки первого и второго вогнутых участков на третьей под-кромке), составляет меньше половины общей толщины LI режущей пластины.
[0057] Со ссылкой на фиг. 3А, выступ 36 может содержать передний конец 36А выступа, задний конец 36В выступа и промежуточный участок 36С, проходящий между ними.
[0058] Передний конец 36А выступа может содержать вогнутый передний участок 36А1, передний первый плоский участок 36А2 и передний второй плоский участок 36А3, соединяющий вогнутый передний участок 36А1 и передний первый плоский участок 36А2.
[0059] Верхняя задняя поверхность 36В1 заднего конца 36В выступа может иметь плоскую форму.
[0060] По меньшей мере верхняя поверхность 36С1 промежуточного участка 36С может быть соединена между передним вторым плоским участком 36A3 и верхней задней поверхностью 36В1.
[0061] Как лучше всего понятно из вида на фиг. 3С, задний конец 36В выступа может выступать в направлениях вниз и назад.
[0062] Как лучше всего показано на фиг. 3F, по меньшей мере крайний передний участок переднего конца 36А выступа (например, точка 36А4 разрыва непрерывности выступа, на которой сходятся вогнутый передний участок 36А1 и промежуточный плоский участок 40) выступа 36 может проходить в направлениях DU, DR вверх и назад. Соответственно, как изображено полным выступом 36 на фиг. 3С, выступ 36 может иметь в целом выпуклую форму. Такая форма может являться преимущественной для нарушения равновесия стружки обрабатываемого изделия посредством обеспечения отклонения ее различных участков в различных направлениях (для обеспечения ломания стружки на желаемой длине).
[0063] Со ссылкой на фиг. 3F, хотя прохождение передней кромки выступа до третьей под-кромки (таким образом, проходя больше вдоль основных режущих под-кромок режущей кромки, т.е. первой и второй под-кромок) может являться преимущественным для механической обработки в боковых направлениях, передний конец 36А выступа выполнен углубленным на этом виде. Это обеспечивает преимущество для механической обработки в осевом направлении (т.е. в направлении DF вперед), в частности, для пластичных материалов. Хотя механическая обработка в боковых направлениях составляет значительно большую часть механической обработки, было обнаружено, что такая характерная особенность не имеет существенного отрицательного влияния на производительность. Более подробно, длина LFS переднего отступа между третьей под-кромкой 34С и началом переднего конца выступа (т.е. в этом примере точка 36А4 разрыва непрерывности выступа), измеряемая вдоль оси длины режущей пластины, может по меньшей мере составлять 5% общей глубины LGCрезания (фиг. 3А).
[0064] Со ссылкой на фиг. 3С, для достижения эффекта нарушения равновесия выступа 36, а также обычной функции отклонения вдоль большей части основной режущей кромки 22А (т.е. вдоль первой и второй под-кромок), задний конец 36В выступа может опускаться только рядом с участком достижения стружкообразующей кромки. Более подробно, длина LRSзаднего отступа между местом начала заднего конца 36В2 выступа и плоскостью PRE задней кромки составляет по меньшей мере 5% от общей глубины LGC резания. Как показано на фиг. 3А и 3С, эта плоскость PRE задней кромки параллельна плоскости (PH) высоты и расположена на расстоянии указанной общей глубины (LGC) резания от третьей под-кромки 34С.
[0065] Со ссылкой на фиг. 2А - 2С показано приспособление 14. Приспособление 14 содержит передний и задний концы 44А, 44В приспособления и вытянутый корпус 44С, проходящий между ними. Более подробно, приспособление 14 может иметь переднюю и заднюю поверхности 46А, 46В приспособления, первую, вторую, третью и четвертую боковые поверхности 46С, 46D, 46Е, 46F приспособления, проходящие под прямыми углами друг относительно друга и между передней и задней поверхностями 46А, 46В приспособления.
[0066] Приспособление 14 также определяет направления DTU, DTD, DTS1, DTS2, DTF, DTRвверх, вниз, первое боковое, второе боковое, вперед и назад приспособления.
[0067] Приспособление может содержать одно седло 48 режущей пластины на переднем конце 44А приспособления. Более конкретно, седло 48 режущей пластины может быть образовано на пересечении передней поверхности 46А приспособления с первой и второй боковыми поверхностями 46С, 46D приспособления.
[0068] Седло 48 режущей пластины может содержать первую контактную поверхность 48А приспособления и по меньшей мере одно резьбовое посадочное отверстие 50 для приспособления, образованное в нем.
[0069] Первая контактная поверхность 48А приспособления может проходить параллельно, или по существу параллельно, второй боковой поверхности 46D приспособления. Первая контактная поверхность 48А приспособления или по меньшей мере ее участки может иметь плоскую форму для точной установки режущей пластины 12.
[0070] Седло 48 режущей пластины может дополнительно содержать вторую и третью контактные поверхности 48В, 48С приспособления, отделенные скошенным углублением 48D, все из которых проходят вдоль периферии первой контактной поверхности приспособления.
[0071] Вторая контактная поверхность 48В приспособления может проходить в направлении DTR назад приспособления от передней поверхности 46А приспособления. Как показано на фиг. 2В, вторая контактная поверхность 48В приспособления также наклонена по направлению внутрь, т.е. проходит в направлении DTD вниз и во втором боковом направлении DTS2 приспособления для способствования надежного закрепления режущей пластины 12 к приспособлению 14.
[0072] Третья контактная поверхность 48С приспособления может также быть наклонена для лучшего зажима. Как показано, она выполнена с возможностью прохождения в направлении DTR назад, втором боковом направлении DTS2, направлении DTD вниз приспособления.
[0073] Другими словами, каждая из следующих пар поверхностей выполнена с совместным наклоном: первая контактная поверхность 48А приспособления и вторая боковая поверхность 24В режущей пластины (или, более конкретно, опорная поверхность 30А опорной конфигурации 30); вторая контактная поверхность 48В приспособления и нижняя поверхность 26В режущей пластины (или, более конкретно, ее нижний контактный участок 26В3); и третья контактная поверхность 48С приспособления и задняя поверхность 28В режущей пластины (или, более конкретно, ее задний контактный участок 28В1).
[0074] Со ссылкой на фиг. 1А - 1С режущая пластина 12 показана в зажатом положении в седле 48 режущей пластины, причем весь зажимающий контакт между режущей пластиной и приспособлением обеспечивается следующими поверхностями: первая контактная поверхность 48А приспособления и вторая боковая поверхность 24В режущей пластины (или, более конкретно, опорная поверхность 30А опорной конфигурации 30); вторая контактная поверхность 48В приспособления и нижняя поверхность 26В режущей пластины (или, более конкретно, ее нижний контактный участок 26В3); и третья контактная поверхность 48С приспособления и задняя поверхность 28В режущей пластины (или, более конкретно, ее задний контактный участок 28В1). Зажимание дополнительно включает зажимающее усилие, в этом примере обеспечиваемое винтом 16.
[0075] Следует отметить со ссылкой на фиг. 1В, что для обработки на автомате продольного точения первая угловая кромка 34D предпочтительно выровнена с первой и второй боковыми поверхностями 46С, 46D приспособления.
[0076] Аналогично, первая под-кромка 34А может быть выровнена с общей кромкой второй боковой поверхности 46D приспособления на фиг. 1А и 1В.
[0077] Со ссылкой на фиг. 4, металлическое обрабатываемое изделие 52 показано зажатым обычным для станков продольного точения с ЧПУ (не показано) способом. Следует отметить, что обрабатываемое изделие 52 удерживают посредством втулки 54 рядом с участком 56 обрабатываемого изделия 52, обработку которого осуществляют, причем конец 58 обрабатываемого изделия 52 является незафиксированным.
[0078] Следует понимать, что первая режущая кромка 20А и стружкообразователь 22А в соответствии с настоящим изобретением обеспечивают возможность механической обработки в изображенных первом и втором боковых направлениях DS1, DS2, а также в осевом направлении (т.е. направлении DF, DTF вперед).
[0079] Фиг. 5А и 5В приведены для демонстрации обычного агрегата 60 из четырех приспособлений 10 продольного точения в сборе (т.е. приспособлений 10 в сборе, содержащих режущую пластину 12 и приспособление 14). Из конфигурации с близким расположением будет понятно, почему режущие пластины 12 других типов не могут быть использованы в таких агрегатах 60.
Реферат
Режущая пластина (12) для продольного точения содержит стружкообразователь (22А, 22В), который включает выступ (36), отделенный стружкообразующей поверхностью от вспомогательной кромки режущей кромки (20А, 20В) на каждой стороне. На виде сбоку каждая вспомогательная кромка (34А, 34В, 34D, 34Е) проходит по прямой линии. Достигается повышение качества обработки. 19 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Резьбовая режущая пластина
Режущий инструмент и режущая пластина для него
Комментарии