Режущий инструмент - RU2697677C1
Код документа: RU2697677C1
Чертежи


Описание
[0001] Настоящее изобретение относится к инструменту для обработки заготовки, который предпочтительно выполнен в виде расточного инструмента и подходит для обработки внутренних поверхностей отверстий, например, для точения кольцевых канавок в стенке отверстия, для чистового растачивания стенки отверстия, для нарезания резьбы в стенке отверстия или т.п.
[0002] Инструмент согласно изобретению имеет режущую вставку с хвостовиком, который продолжается по существу вдоль продольной оси режущей вставки, и с по меньшей мере одной режущей кромкой. По меньшей мере часть режущей вставки выполнена из первого материала, предпочтительно твердого металла. Инструмент согласно изобретению дополнительно содержит державку инструмента, которая продолжается по существу вдоль продольной оси державки и содержит на торцевом конце гнездо для режущей вставки для приема хвостовика режущей вставки, причем гнездо для режущей вставки выполнено в виде чашеобразной выемки в державке инструмента. В дополнение, инструмент согласно изобретению содержит крепежное средство для закрепления или зажима режущей вставки в державке инструмента.
[0003] Типичные инструменты вышеуказанного типа раскрыты, например, в документе DE 8902529 U1 и уже в течение многих лет продаются Заявителем под названием «Horn Supermini®». Указанная инструментальная система обеспечивает возможность, в зависимости от применения, закрепления самых разных типов режущих вставок в державке инструмента. Инструментальная система подходит как для проточки канавок, так и для наружного точения отверстий и для осевой проточки канавок и нарезания резьбы. За счет геометрии и размера режущей вставки и державки инструмента упомянутая инструментальная система подходит, в частности, для обработки небольших отверстий диаметром до 0,2 мм.
[0004] Упомянутый инструмент или инструментальная система отличается, в частности, тем, что режущая вставка содержит зажимаемый участок, который вставляется в гнездо для режущей вставки в державке инструмента и зажимается в державке инструмента с помощью зажимного винта. В случае известного до настоящего времени решения зажимной винт вставляется в державку инструмента сверху перпендикулярно продольной оси державки и режущей вставки. В установленном состоянии инструмента зажимной винт прижимается сверху непосредственно к режущей вставке и фиксирует ее в этом случае в гнезде для режущей вставки державки инструмента. С этой целью на верхней поверхности хвостовика режущей вставки обеспечен паз, в который входит или вталкивается зажимной винт. Извлечение режущей вставки из державки инструмента может быть выполнено очень простым способом путем извлечения зажимного винта, так что замена режущей вставки является относительно простой и может быть выполнена за короткое время.
[0005] В отличие от «обычных» токарных инструментов гнездо для режущей вставки, обеспеченное в державке инструмента, в случае инструмента вышеупомянутого типа выполнено в виде глухого отверстия или чашеобразной выемки. В связи с этим режущая вставка не зажимается между двумя расширяемыми зажимными пальцами, как в случае многих токарных инструментов для проточки канавок, а вставляется в выемку и закрепляется на державке инструмента с помощью вышеупомянутого зажимного винта. Вследствие этого, в установленном состоянии инструмента зажимаемый участок режущей вставки окружается предпочтительно полностью в поперечном направлении относительно ее продольного направления вдоль всей окружности державки инструмента.
[0006] Хотя инструмент, раскрытый в документе DE 8902529 U1, зарекомендовал себя на практике, за многие годы было возможно установить несколько недостатков указанной инструментальной системы. В случае известного до настоящего времени решения осевой упор между режущей вставкой и державкой инструмента осуществляется в результате того, что конец хвостовика режущей вставки со стороны державки упирается в осевую контактную поверхность на державке инструмента, причем эта контактная поверхность выровнена ортогонально относительно продольного направления режущей вставки или державки инструмента. Вследствие этого расстояние между осевым упором и режущей кромкой, расположенной на противоположном конце режущей вставки, является относительно большим. Зажимной винт, который прижимается к хвостовику режущей вставки ортогонально относительно продольного направления режущей вставки или державки инструмента, способствует тому, что режущая вставка подвергается нагрузке из-за «продольного изгиба» во время обработки заготовки. Кроме того, зажимной винт немного сжимает режущую вставку в пределах допуска посадки. Поскольку при затягивании зажимного винта режущая вставка может упруго деформироваться, это может приводить к отклонениям по высоте центра, что отрицательно сказывается на точности инструмента. Паз, обеспеченный в хвостовике режущей вставки, в который входит зажимной винт, дополнительно уменьшает устойчивость и прочность хвостовика режущей вставки.
[0007] На фоне приведенного уровня техники задачей настоящего изобретения является обеспечение режущего инструмента, относящегося к упомянутому во введении типу, который улучшен в отношении устойчивости, прочности и точности инструмента.
[0008] Указанная задача решается за счет того, что инструмент, относящий к упомянутому во введении типу, содержит соединительный элемент, который жестко соединен с режущей вставкой и продолжается в окружном направлении вокруг хвостовика режущей вставки, причем по меньшей мере часть соединительного элемента выполнена из второго материала, который отличается от первого материала, из которого выполнена режущая вставка, и причем в установленном состоянии инструмента крепежный элемент контактирует с соединительным элементом, чтобы закреплять режущую вставку в державке инструмента.
[0009] Обеспечение дополнительного соединительного элемента, который устанавливается на хвостовик режущей вставки, жестко соединяется с указанным хвостовиком режущей вставки и окружает хвостовик режущей вставки предпочтительно полностью в окружном направлении, имеет следующие преимущества: упор между режущей вставкой и державкой инструмента в данном случае может быть осуществлен с помощью соединительного элемента. Поскольку указанный соединительный элемент по сравнению с задним концом хвостовика режущей вставки со стороны державки, в который до настоящего времени осуществлялся осевой упор, может быть расположен ближе к режущей кромке режущей вставки, режущая пластина больше не подвергается высокой нагрузке из-за «продольного изгиба» по сравнению с решением, раскрытым в документе DE 8902529 U1. В дополнение, поскольку крепежный элемент взаимодействует с соединительным элементом, в хвостовике режущей вставки больше не требуется обеспечение паза. Следовательно, сам хвостовик режущей вставки больше не ослаблен. Кроме, того, в случае известного до настоящего времени решения было практически невозможного обеспечить точную посадку между хвостовиком режущей вставки и гнездом для режущей вставки, обеспеченным в державке инструмента, поскольку в данном случае должен был быть обеспечен достаточный допуск посадки, поскольку в противном случае было бы невозможно вставить хвостовик режущей вставки в гнездо для режущей вставки или извлечь его из указанного гнезда для режущей вставки. Теперь указанная посадка также может быть обеспечена более простым способом с помощью соединительного элемента. Кроме того, соединительный элемент и его размер могут варьироваться в зависимости от размера или длины режущей вставки. Следовательно, в целом, точность, устойчивость и прочность могут быть улучшены.
[0010] Следовательно, вышеупомянутая задача полностью решается.
[0011] Соединительный элемент предпочтительно выполнен по существу кольцеобразным. Выражение «по существу кольцеобразный» следует понимать в данном случае как форму, которая в целом соответствует по меньшей мере приблизительно форме кольца, но на участках может отклоняться от точной формы кольца. Однако важным фактором для соединительного элемента является то, что он окружает хвостовик режущей вставки предпочтительно полностью в окружном направлении.
[0012] Соединительный элемент предпочтительно выполнен из стали. Державка инструмента также предпочтительно выполнена из стали. Для сравнения, режущая вставка предпочтительно выполнена из твердого металла.
[0013] Соединительный элемент, как уже упомянуто, жестко соединен с хвостовиком режущей вставки. Согласно варианту выполнения настоящего изобретения соединительный элемент устанавливается с натягом на хвостовик режущей вставки. В качестве альтернативы, он может быть припаян или приварен к указанному хвостовику режущей вставки.
[0014] Согласно дополнительному варианту выполнения хвостовик режущей вставки и гнездо для режущей вставки инструмента согласно изобретению имеют круглое поперечное сечение, в отличие от каплевидной формы поперечного сечения хвостовика режущей вставки и гнезда для режущей вставки, раскрытых в документе DE 8902529 U1. Соответственно, соединительный элемент предпочтительно имеет по существу круглое поперечное сечение. Указанное круглое поперечное сечение значительно проще в изготовлении, чем более сложная конструкция каплеобразного поперечного сечения инструмента, раскрытого в документе DE 8902529 U1.
[0015] Согласно варианту выполнения настоящего изобретения гнездо для режущей вставки имеет переднюю область для приема соединительного элемента и заднюю область для приема хвостовика режущей вставки, причем задняя область находится на большем расстоянии от переднего торцевого конца, чем передняя область, и причем передняя область при измерении ортогонально относительно продольной оси державки имеет больший диаметр, чем задняя область.
[0016] Другими словами, в связи с этим передняя область гнезда для режущей вставки лежит ближе к переднему торцевому концу, чем задняя область, которая дальше внутри державки инструмента. Передняя область дополнительно выполнена так, чтобы она была больше, поскольку она должна принимать соединительный элемент, который выступает радиально из хвостовика режущей вставки. Для сравнения, задняя область гнезда для режущей вставки может быть выполнена так, чтобы она была меньше, поскольку она должна быть лишь немного больше, чем хвостовик режущей вставки. Следовательно, форма гнезда для режущей вставки соответствует приблизительно ступенчатому отверстию с большим диаметром в начале и меньшим диаметром дальше внутри державки инструмента.
[0017] Осевая контактная поверхность, в которую упирается соединительный элемент при нахождении инструмента в установленном состоянии, предпочтительно расположена в гнезде для режущей вставки между передней и задней областями. Указанная осевая контактная поверхность выровнена в поперечном направлении, предпочтительно ортогонально относительно продольной оси державки. Выражение «в поперечном направлении» следует понимать в данном случае предпочтительно, но необязательно, как в ортогональном направлении. Следовательно, выражение «в поперечном направлении» следует понимать как «непараллельно» и, следовательно, оно должно включать в себя все углы, не равные 0°.
[0018] Соответственно, соединительный элемент содержит осевую контактную поверхность, которая соответствует осевой контактной поверхности, расположенной в гнезде для режущей вставки. Осевая контактная поверхность соединительного элемента выровнена в поперечном направлении, предпочтительно ортогонально относительно продольной оси режущей вставки. Осевая контактная поверхность соединительного элемента предпочтительно представляет собой по существу круглую кольцеобразную поверхность.
[0019] В отличие от решения, раскрытого в документе DE 8902529 U1, осевой упор для передачи усилий в осевом направлении, то есть параллельно продольной оси державки или продольной оси режущей вставки, осуществляется посредством соединительного элемента, а не посредством заднего конца хвостовика режущей вставки со стороны державки.
[0020] Согласно дополнительному варианту выполнения соединительный элемент содержит внешнюю периферийную поверхность, которая удалена от продольной оси режущей вставки и в установленном состоянии инструмента упирается во внутреннюю поверхность гнезда для режущей вставки, которая обращена к продольной оси державки и расположена в передней области режущей вставки, причем каждая из внешней периферийной поверхности соединительного элемента и внутренней поверхности гнезда для режущей вставки является по меньшей мере частично конической или цилиндрической. В связи с этим по меньшей мере части указанных поверхностей лежат на конической или цилиндрической боковой поверхности.
[0021] Следовательно, между соединительным элементом и державкой инструмента имеется конический плоский упор или цилиндрический плоский упор. Он служит для радиального направления.
[0022] Согласно варианту выполнения соединительный элемент содержит глухое отверстие или выемку, которая продолжается в радиальном направлении, и в которую входит крепежный элемент.
[0023] Соединительный элемент и, следовательно, режущая вставка могут быть закреплены оптимальным образом благодаря указанному глухому отверстию или выемке. Кроме того, благодаря этому также обеспечивается устройство предотвращения вращения.
[0024] Согласно дополнительному варианту выполнения соединительный элемент содержит канавку, которая расположена на стороне, противоположной глухому отверстию или выемке, и продолжается параллельно продольной оси режущей вставки. В дополнение, согласно указанному варианту выполнения инструмент предпочтительно содержит регулировочный элемент, который входит в канавку для регулировки режущей вставки. Канавка предпочтительно имеет V-образную форму поперечного сечения. Регулировочный элемент предпочтительно представляет собой зажимной винт с коническим наконечником, при этом под выражением «конический наконечник» следует понимать как конический наконечник, так и наконечник с усеченным конусом.
[0025] С одной стороны, V-образная канавка служит для позиционирования режущей вставки таким образом, что она способна устанавливаться в державке инструмента лишь в одном положении. Зажимной винт, выступающий в качестве регулировочного элемента, закрепляет режущую вставку в указанном положении. Конический наконечник зажимного винта соответствует V-образной канавке, которая обеспечена на хвостовике режущей вставки. Указанный механизм, который состоит из V-образной канавки и конического зажимного винта, дополнительно служит для точной регулировки высоты центра режущей кромки режущей вставки. Следовательно, высота центра режущей кромки режущей вставки может быть точно отрегулирована с помощью зажимного винта. Следовательно, указанный вариант точной регулировки высоты центра является, в частности, предпочтительным, поскольку при затягивании крепежного элемента для закрепления режущей вставки в державке инструмента в хвостовике режущей вставки могут возникать меньшие упругие деформации. Следовательно, в данном случае можно компенсировать указанные деформации, что не имеет место в сравнимых системах.
[0026] V-образная канавка расположена на соединительном элементе противоположно глухому отверстию или выемке, в которую входит крепежный элемент для закрепления режущей вставки в державке инструмента. Указанный крепежный элемент предпочтительно также представляет собой зажимной винт с коническим наконечником. В отличие от регулировочного элемента на противоположной стороне он прижимается к соединительному элементу. Дно глухого отверстия или выемки, обеспеченной на соединительном элементе, предпочтительно также выполнено коническим, так что оно соответствует зажимному винту, который служит в качестве крепежного элемента. Следовательно, при затягивании зажимного винта режущая вставка втягивается в державку инструмента до осевого упора. В результате режущая вставка дополнительно фиксируется от вращения.
[0027] Согласно дополнительному варианту выполнения державка инструмента содержит первое отверстие державки с первой резьбой, которое соответствует зажимному винту, который служит в качестве крепежного элемента. В дополнение, державка инструмента в соответствии с указанным вариантом выполнения также содержит второе отверстие державки со второй резьбой, которое соответствует зажимному винту, который служит в качестве регулировочного элемента. Каждое из первого и второго отверстий державки продолжается в радиальном направлении, то есть ортогонально относительно продольной оси державки, и выполнено в виде сквозного отверстия.
[0028] Центральные оси двух отверстий державки предпочтительно продолжаются параллельно друг другу и смещены относительно друг друга вдоль продольной оси державки для дополнительного повышения устойчивости.
[0029] В дополнительном варианте выполнения соединительный элемент содержит по меньшей мере одно отверстие для охлаждающей жидкости, которое выполнено в виде сквозного отверстия.
[0030] Размер, форма и выравнивание указанного по меньшей мере одного отверстия для охлаждающей жидкости могут быть адаптированы к форме и выравниванию режущей кромки. В результате интеграции отверстия для охлаждающей жидкости в соединительный элемент охлаждающая жидкость может относительно легко проходить в область режущей кромки без отверстий для охлаждающей жидкости, обеспечиваемых с этой целью на торцевом конце державки инструмента, которые будут оказывать негативное влияние на устойчивость державки инструмента в указанной области. Кроме того, интеграция отверстий для охлаждающей жидкости в соединительный элемент обеспечивает компактную конструкцию, что является предпочтительным, в частности, в отношении требуемых очень малых габаритных размеров инструмента.
[0031] Очевидно, что признаки, упомянутые выше и объясняемые ниже, могут использоваться не только в соответственно обеспеченной комбинации, но и в других комбинациях или по отдельности, не выходя за рамки настоящего изобретения.
[0032] Примерные варианты выполнения показаны на чертежах и будут объяснены более подробно в следующем далее описании. Фигуры представлены следующим образом:
Фиг. 1 показывает вид в перспективе примерного варианта выполнения инструмента согласно изобретению;
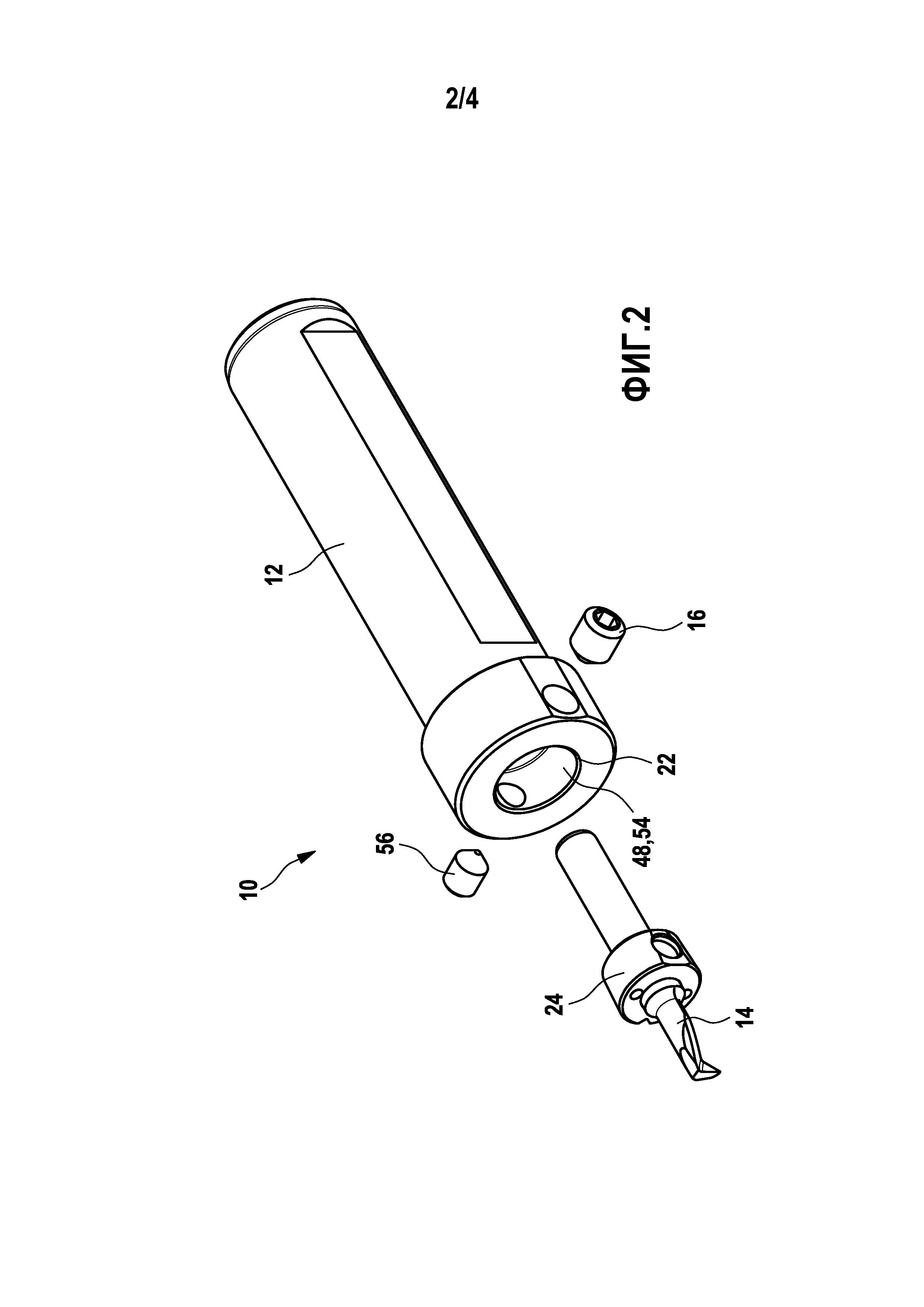
Фиг. 2 показывает изображение с разделением деталей примерного варианта выполнения инструмента согласно изобретению, показанного на Фиг. 1;
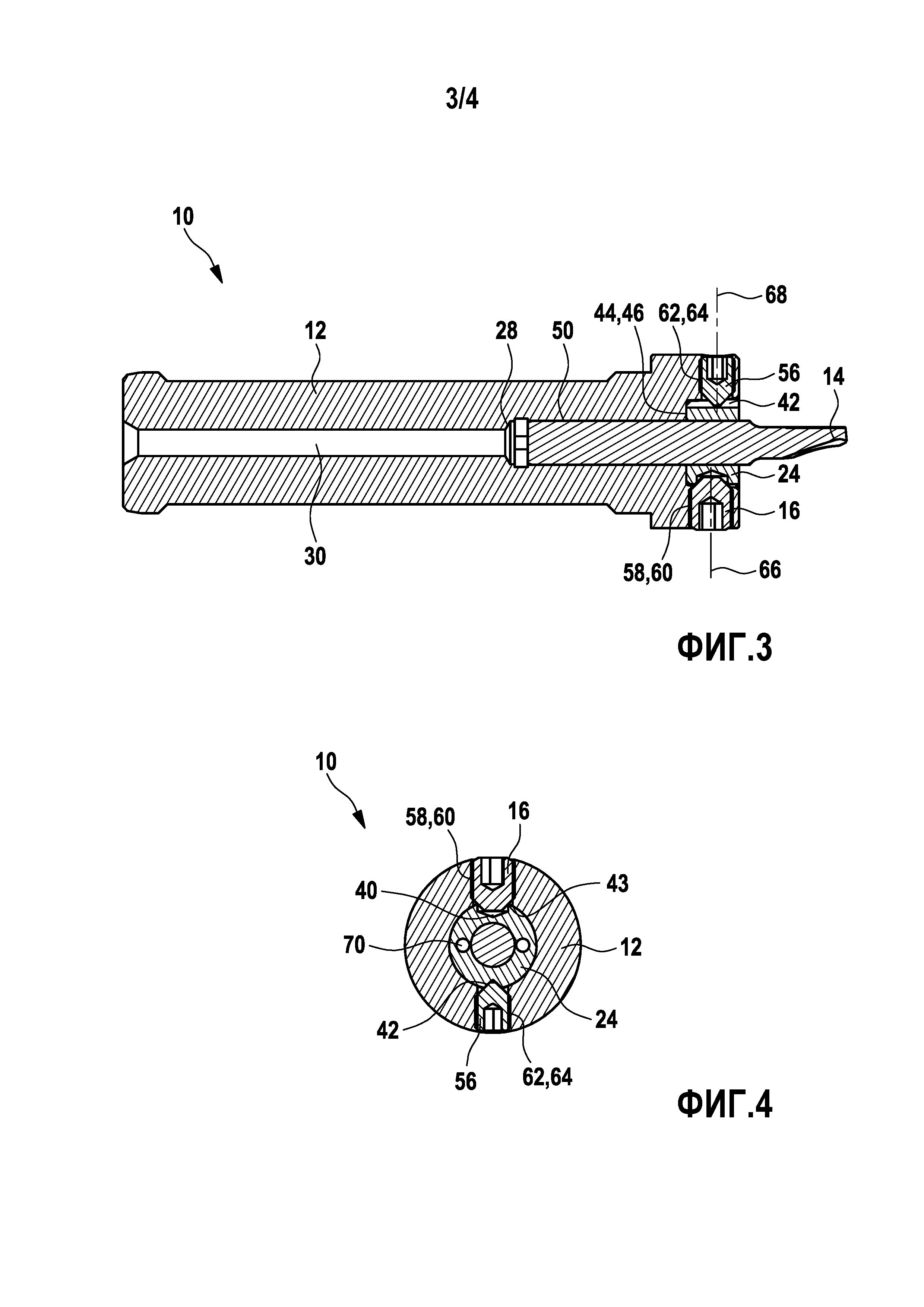
Фиг. 3 показывает продольное сечение примерного варианта выполнения инструмента согласно изобретению, показанного на Фиг. 1;
Фиг. 4 показывает поперечное сечение примерного варианта выполнения инструмента согласно изобретению, показанного на Фиг. 1; и
Фиг. 5А-5C показывают вид в перспективе и два вида сбоку режущей вставки, включающей в себя соединительный элемент, который может использоваться в инструменте согласно изобретению.
[0033] Фиг. 1-4 показывают вид в перспективе (Фиг. 1), изображение с разделением деталей (Фиг. 2), продольное сечение (Фиг. 3) и поперечное сечение (Фиг. 4) примерного варианта выполнения инструмента согласно изобретению. Инструмент согласно изобретению в целом обозначен ссылочной позицией 10. Фиг. 1, 3 и 4 показывают инструмент 10 в его установленном состоянии.
[0034] Инструмент 10 содержит державку 12 инструмента и заменяемую режущую вставку 14, которая крепится в державке 12 инструмента, среди прочего, посредством крепежного средства 16.
[0035] Державка 12 инструмента предпочтительно выполнена из стали. Для сравнения, режущая вставка 14 предпочтительно выполнена из твердого металла.
[0036] Державка 12 инструмента продолжается по существу вдоль продольной оси 18 державки и содержит гнездо 22 для режущей вставки на торцевом конце 20. Хотя для простоты указанное гнездо 22 обозначено в данном случае как «гнездо 22 для режущей вставки», согласно изобретению оно служит не только для приема режущей вставки 14, но и для приема соединительного элемента 24, который устанавливается на режущую вставку 14 и жестко соединяется с ней. В своей задней области державка 12 инструмента содержит хвостовик 26 державки с зажимаемым участком, посредством которого державка 12 инструмента может быть закреплена на приводном инструменте.
[0037] Гнездо 22 для режущей вставки выполнено в державке 12 инструмента в виде чашеобразной выемки. Указанная чашеобразная выемка образует тип глухого отверстия или ступенчатого отверстия в державке 12 инструмента. В данном случае выражение «чашеобразная выемка» используется для пояснения того, что выемка, образующая гнездо 22 для режущей вставки, представляет собой полость в державке 12 инструмента, которая содержит замкнутую окружную стенку, которая продолжается вокруг продольной оси 18 державки и открыта к торцевой стороне 20 державки 12 инструмента.
[0038] Другими словами, чашеобразная выемка выполнена в державке 12 инструмента и по всей продольной оси 18 державки окружена державкой 12 инструмента. Однако выражение «чашеобразная выемка» не должно ограничиваться какой-либо специальной формой поперечного сечения. Поперечное сечение указанной выемки может быть выполнено весьма сложным образом и не обязательно должно быть круглым, как в данном случае. Чашеобразная выемка, которая служит в качестве гнезда 22 для режущей вставки, имеет дно 28 (см. Фиг. 3) во внутренней части державки 12 инструмента. Однако указанное дно 28 не должно иметь глухую стенку. Как может быть видно из продольного сечения на Фиг. 3, отверстие 30, которое используется, например, для подачи охлаждающей жидкости, также может соединяться с дном гнезда 22 для режущей вставки.
[0039] Режущая вставка 14, которая отдельно показана на Фиг. 5А-5C, имеет хвостовик 32, который продолжается по существу вдоль продольной оси 34 режущей вставки, которая в установленном состоянии инструмента 10 совпадает с продольной осью 18 державки. Расточная головка 36 режущей вставки, которая содержит по меньшей мере одну режущую кромку 38, расположена в передней области режущей вставки. Головка 36 режущей вставки предпочтительно соединена за одно целое с хвостовиком 32 режущей вставки. В настоящем примерном варианте выполнения указанная головка 36 режущей вставки по существу имеет крючкообразную форму, причем режущая кромка 38 расположена на изогнутом конце головки режущей вставки. Однако очевидно, что в зависимости от требования и применения без отклонения от объема охраны настоящего изобретения также возможны другие формы головки 36 режущей вставки и режущей кромки 38, расположенной на ней.
[0040] Соединительный элемент 24 устанавливается на хвостовик 32 режущей вставки 14 и жестко соединяется с указанным хвостовиком. Он предпочтительно выполнен по типу кольца, которое натягивается на хвостовик 32 и окружает указанный хвостовик предпочтительно полностью в окружном направлении. Соединительный элемент 24 предпочтительно выполнен из стали. Соединительный элемент 24 предпочтительно устанавливается с натягом на хвостовик 32 режущей вставки. Однако соединительный элемент 24 также может быть приварен или припаян к хвостовику 32 режущей вставки. В примерном варианте выполнения, показанном в данном случае, соединительный элемент 24 имеет по существу круглое кольцеобразное поперечное сечение, в частности, части наружной стороны соединительного элемента 24, отклоняются от точной круглой кольцеобразной формы, поэтому форма крепежного элемента в данном случае описана как «по существу круглая кольцеобразная».
[0041] Соединительный элемент 24 содержит глухое отверстие 40. Крепежный элемент 16 входит в указанное глухое отверстие 40, чтобы зафиксировать соединительный элемент 24 на режущей вставке 14 в державке 12 инструмента, которая жестко соединяется с ним. Также в данном случае вместо глухого отверстия 40 может быть выполнена выемка, которая образована любым способом.
[0042] На стороне, противоположной глухому отверстию 40, крепежный элемент 24 содержит канавку 42. Указанная канавка 42 продолжается параллельно продольной оси 34 режущей вставки. Канавка 42 предпочтительно имеет V-образное поперечное сечение.
[0043] Соединительный элемент 24 согласно изобретению выступает в качестве типа соединительной части между режущей вставкой 14 и державкой 12 инструмента. В установленном состоянии инструмента 10 крепежный элемент 16 входит в глухое отверстие 40, обеспеченное на соединительном элементе 24. В результате соединительный элемент 24 и режущая вставка 14, жестко соединенная с ним, зажимаются в державке 12. Крепежный элемент 16 предпочтительно выполнен в виде зажимного винта. Особенно предпочтительным образом указанный зажимной винт представляет собой установочный винт с коническим наконечником 44 (см. Фиг. 4). Вследствие затягивания зажимного винта 16 режущая вставка 14 втягивается в державку 12 до точки, в которой соединительный элемент 24 упирается во внутреннюю часть державки 12 инструмента.
[0044] В установленном состоянии инструмента 10 соединительный элемент 24 упирается осевой контактной поверхностью 44, которая продолжается в поперечном направлении предпочтительно ортогонально относительно продольной оси 34 режущей вставки (см. Фиг. 5B и 5C), в соответствующую осевую контактную поверхность 46 державки 12 инструмента, которая продолжается в поперечном направлении предпочтительно ортогонально относительно продольной оси 18 державки (см. Фиг. 3). Осевая контактная поверхность 44, расположенная на соединительном элементе 24, а также соответствующая осевая контактная поверхность 46, расположенная в гнезде 22 для режущей вставки, в каждом случае представляют собой круглые кольцеобразные поверхности.
[0045] Осевая контактная поверхность 46 державки 12 инструмента расположена между передней областью 48 (см. Фиг. 2) и задней областью 50 (см. Фиг. 3) в гнезде 22 для режущей вставки. Передняя область 48 гнезда 22 для режущей вставки имеет больший диаметр, измеряемый ортогонально относительно продольной оси 18 державки, по сравнению с задней областью 50 гнезда 22 для режущей вставки. Передняя область 48 служит для приема соединительного элемента 24. Для сравнения, задняя область 50 служит для приема хвостовика 32 режущей вставки. Диаметр передней области 48 предпочтительно по существу соответствует диаметру соединительного элемента 24, причем диаметр соединительного элемента 24 несколько меньше, поэтому соединительный элемент 24 вставляется в переднюю область 48. Подобным образом, диаметр задней области 50 приблизительно соответствует диаметру хвостовика 32 режущей вставки, в данном случае также диаметр хвостовика 32 режущей вставки немного меньше, поэтому он вставляется в заднюю область 50.
[0046] Радиальное направление также осуществляется по меньшей мере частично посредством соединительного элемента 24. Однако радиальное направление главным образом осуществляется посредством хвостовика 32 режущей вставки 14 в результате взаимодействия с внутренней поверхностью в задней области 50 гнезда 22 для режущей вставки. Соединительный элемент 24 главным образом служит для осевого направления.
[0047] Соединительный элемент 24 содержит внешнюю периферийную поверхность 52 (см. Фиг. 5А), которая удалена от продольной оси 34 режущей вставки и в установленном состоянии инструмента упирается во внутреннюю поверхность державки 12 инструмента, которая обращена к продольной оси 18 державки и расположена в передней области 48 гнезда 22 для режущей вставки. Как внешняя периферийная поверхность 52, так и внутренняя поверхность 54 являются коническими или цилиндрическими поверхностями.
[0048] Как может быть дополнительно видно из Фиг. 2-4, инструмент 10 предпочтительно содержит еще один зажимной винт 56, который в настоящем примерном варианте выполнения также выполнен в виде установочного винта с коническим наконечником. Указанный зажимной винт 56 в данном случае в целом обозначен как «регулировочный элемент». Регулировочный элемент 56 входит в V-образную канавку 42, обеспеченную на соединительном элементе 24 для регулирования режущей вставки 14. С одной стороны, V-образная канавка 42 служит для позиционирования режущей вставки 14 в державке 12 инструмента так, что режущая вставка 12 и соединительный элемент 24 могут быть закреплены в державке 12 инструмента лишь в одном положении. Взаимодействие между регулировочным элементом 56 и V-образной канавкой 42 служит для точной регулировки высоты центра режущей вставки 14 или режущей кромки 38. Поскольку при затягивании зажимного винта 16 в соединительном элементе 24 или внутри режущей вставки 14 могут возникать небольшие деформации, предпочтительно иметь возможность компенсировать их с помощью регулировочного элемента 56. Очевидно, что указанный регулировочный элемент 56 также способствует зажиму режущей вставки 14 в державке 12 инструмента и, следовательно, также радиальному направлению режущей вставки 14.
[0049] Как, в частности, может быть видно из Фиг. 4, зажимной винт, который служит в качестве крепежного элемента 16, ввинчивается в первое отверстие 58 державки, которое имеет первую резьбу 60. Зажимной винт, который служит в качестве регулировочного элемента 56, ввинчивается во второе отверстие 62 державки, которое имеет вторую резьбу 64. Оба отверстия 58, 62 державки предпочтительно продолжаются ортогонально относительно продольной оси 18 державки и параллельно друг другу. Оба отверстия 58, 62 державки выполнены в виде сквозных отверстий. Первое отверстие 58 державки продолжается вдоль первой центральной оси 66. Второе отверстие 62 державки продолжается вдоль второй центральной оси 68. Указанные две центральные оси параллельны друг другу, однако они смещены друг относительно друга вдоль продольной оси 18 державки.
[0050] В соединительном элементе 24 может быть обеспечено одно или несколько отверстий 70 для охлаждающей жидкости (см. Фиг. 4 и 5А). Они предпочтительно продолжаются параллельно продольной оси 24 режущей вставки и выполнены в виде сквозных отверстий.
[0051] В целом, конструкция инструмента 10 согласно изобретению является предпочтительной по следующим причинам: За счет соединительного элемента 24, установленного на хвостовик 32 режущей вставки, осевой упор 44, 46 может быть выполнен сравнительно далеко впереди на режущей вставке 14. В случае ранее раскрытых инструментов этого типа осевой упор вместо этого осуществляется относительного далеко назад, а именно, обычно на заднем торцевом конце хвостовика 32 режущей вставки. Следовательно, инструмент согласно изобретению подвергается сравнительно небольшой нагрузке из-за «продольного изгиба».
[0052] В дополнение, нет необходимости выполнять выемку в хвостовике 32 режущей вставки, поскольку в данном случае выемка или глухое отверстие 40, в которое входит крепежный элемент 16, расположено на соединительном элементе 24.
[0053] Дополнительное преимущество достигается за счет возможности точной регулировки высоты центра с помощью регулировочного элемента 56. В результате указанной точной регулировки возможно компенсировать любую упругую деформацию, которая может возникать при затягивании крепежного элемента 16.
[0054] Интеграцию отверстий 70 для охлаждающей жидкости в соединительный элемент 24 с экономией пространства следует оценивать как дополнительное преимущество. Кроме того, производство режущей вставки 14 с установленным на нее с натягом соединительным элементом 24 является относительно экономически выгодным. Форма и размер соединительного элемента могут быть адаптированы к индивидуальным условиям, например, к форме и размеру режущей вставки 14.
Реферат
Инструмент (10) содержит режущую вставку (14) с хвостовиком (32), по меньшей мере часть которой выполнена из первого материала, державку (12), которая содержит на торцевом конце (20) гнездо (22), выполненное в виде чашеобразной выемки, соединительный элемент (24), который жестко соединен с режущей вставкой (14) и продолжается в окружном направлении вокруг хвостовика (32) режущей вставки, причем по меньшей мере часть соединительного элемента (24) выполнена из второго материала, который отличается от первого материала, и крепежный элемент (16) для закрепления режущей вставки (14) в державке (12) инструмента. В установленном состоянии инструмента (10) крепежный элемент (16) контактирует с соединительным элементом (24) для закрепления режущей вставки (14) в державке (12) инструмента. 13 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Режущая вставка и режущий инструмент
Комментарии