Инструмент для придания шероховатости поверхности сверленого отверстия - RU2737186C2
Код документа: RU2737186C2
Чертежи
Описание
Изобретение относится к инструменту для придания шероховатости поверхности сверленого отверстия, с соединительным участоком для закрепления инструмента в бурильном станке и инструментальную головку для обработки поверхности сверленого отверстия, причем на инструментальной головке предусмотрены расположенные по окружности режущие средства.
Профилированные анкерные пруты, используемые для закрепления строительных элементов на основах, как известно, подвергают фиксации посредством химического строительного раствора в предварительно выполненных в основах глухих сверленых отверстиях. Глухие сверленые отверстия могут быть выполнены с помощью оснащенных алмазом инструментов. Стенки подобного сверленого отверстия в зависимости от материала основы могут быть чрезвычайно гладкими. Для надежной передачи к основе воздействующих на анкерный прут растягивающих усилий, включая высокие растягивающие усилия, строительный раствор в отвержденном состоянии предпочтительно взаимодействует со стенками сверленого отверстия с геометрическим замыканием. Подобное взаимодействие может быть реализовано благодаря приданию механическим образом шероховатости по меньшей мере части стенки сверленого отверстия, или, соответственно, ее профилированию.
Таким образом, инструменты и методы придания шероховатости поверхности сверленого отверстия указанного в начале описания типа служат прежде всего для повышения несущей способности химических строительных растворов в сверленых алмазом отверстиях. При этом сравнительно гладкую внутреннюю боковую поверхность сверленого отверстия структурируют и, например, снабжают определенными выточками.
Для выполнения подобных выточек в поверхности сверленого отверстия используют разные технические решения. Так, например, в немецких патентах DE 3143462 А1 и DE 3819650 А1 соответственно описаны инструменты, на хвостовиках которых предусмотрена коническая, или, соответственно, бочкоообразная опорная поверхность, что позволяет пользователю вручную накладывать движения качания на вращение инструмента. При этом инструментальная головка отклоняется в радиальном направлении и проникает в поверхность сверленого отверстия.
Кроме того, из немецкого патента DE 10334150 А1 известна инструментальная головка, эксцентрично расположенная на хвостовике инструмента, что позволяет обеспечивать радиальное отклонение режущих кромок, расположенных по окружности инструментальной головки.
В немецком патенте DE 19610442 А1 предложено асимметричное расположение режущих кромок инструмента, благодаря которому инструмент характеризуется дисбалансом и в режиме сверления совершает движения качания.
Недостаток известных технических решений состоит в том, что как пользователи бурильного станка, так и сам бурильный станок подвержены воздействию сильной вибрации, обусловленной движениями качания инструмента. Кроме того, результат процесса придания шероховатости зависит от его длительности, а также от режима приведения станка в действие тем или иным пользователем. Кроме того, обычно используемые для придания шероховатости режущие элементы, например, твердосплавные или алмазные режущие элементы, подвержены сильному износу, в особенности при наталкивании на арматуру или твердую породу в процессе придания шероховатости.
С учетом вышеизложенного в основу настоящего изобретения была положена задача предложить инструмент для придания шероховатости поверхности сверленого отверстия, который не обладает указанными выше недостатками, или эти недостатки присущи ему по меньшей мере в ограниченной степени, а также позволяет придавать шероховатость поверхности сверленого отверстия особенно простым образом, минимизировать субъективную роль пользователя и одновременно повысить удобство эксплуатации инструмента.
Указанные выше технические проблемы решаются с помощью инструмента для придания шероховатости поверхности сверленого отверстия, с соединительным участоком для закрепления инструмента в бурильном станке и инструментальную головку для обработки поверхности сверленого отверстия, причем на инструментальной головке предусмотрены расположенные по окружности режущие средства. Инструментальная головка имеет по меньшей мере одну латерально сквозную прорезь (20), которая простирается в аксиальном направлении от торца (22) инструментальной головки (14) вдоль продольной оси (А) инструмента.
Инструментальная головка посредством прорези, простирающейся в аксиальном направлении от ее торца, разделена на свободно выступающие ребра, которые могут прогибаться в радиальном направлении во-внутрь. Подобный радиальный прогиб способствует проникновению инструментальной головки в сверленое отверстие. При этом расположенные по окружности инструментальной головки режущие средства благодаря радиально направленной пружинящей упругости могут прижиматься к поверхности сверленого отверстия, которой должна быть придана шероховатость. Таким образом, при введении инструмента в сверленое отверстие между инструментом и поверхностью сверленого отверстия может возникать радиальное усилие предварительного напряжения, которое при вращении инструмента обусловливает проникание режущих средств в поверхность сверленого отверстия. При этом радиальные усилия резания возникают благодаря упруго пружинящему предварительному напряжению без необходимости придания инструменту движений качания или эксцентриковых движений. Следовательно, в процессе придания сверленому отверстию шероховатости пользователь должен выполнять лишь соответствующее поступательное перемещение инструмента. Это позволяет минимизировать вибрацию инструмента. Кроме того, благодаря радиальной упругости инструментальной головки удается уменьшить износ режущих средств. Так, например, режущие средства в процессе придания шероховатости могут уклоняться от столкновения с соответствующими критичными структурами, например, арматурой или твердой породой, благодаря тому, что при контакте с подобными материалами режущие средства оттесняются во-внутрь, соответственно прогибаются в радиальном направлении.
Режущие средства, расположенные по окружности инструментальной головки, в частности, описывают обкатывающую окружность, диаметр которой превышает номинальный диаметр подлежащего обработке сверленого отверстия. При введении подобного инструмента в соответствующее сверленое отверстие ребра с расположенными по окружности инструментальной головки режущими средствами оттесняются поверхностью сверленого отверстия в радиальном направлении во-внутрь, вследствие чего прорезь инструментальной головки сужается. Предварительное напряжение инструмента в данном случае зависит лишь от его размеров и номинального диаметра сверленого отверстия. В соответствии с этим оказывается возможным обеспечение определенного радиального предварительного напряжения инструмента.
Предлагаемый в настоящем изобретении инструмент позволяет придавать поверхности сверленого отверстия шероховатость надежным способом при одновременном сведении к минимуму влияния пользователя и повышении удобства эксплуатации.
Другие варианты конструктивного исполнения предлагаемого в изобретении инструмента приведены в зависимых пунктах формулы изобретения и примерах его предпочтительного осуществления.
Согласно одному варианту конструктивного исполнения инструмента инструментальная головка может иметь по меньшей мере два простирающихся вдоль прорези радиально упругих ребра, на свободных концевых участках которых, примыкающих к торцу инструментальной головки, расположены по окружности режущие средства. Близкое к торцу расположение режущих средств способствует прогибу ребер в направлении к продольной оси инструмента и приданию шероховатости поверхности сверленого отверстия вплоть до ее дна. В частности, аксиальная продольная протяженность прорези может быть кратна(соответствовать нескольким) аксиальной продольной протяженности свободного концевого участка, на котором расположены режущие средства. Чем больше аксиальная протяженность прорези в инструментальной головке, тем больше длина плеча образуемого ребрами рычага, благодаря чему облегчается радиально направленный во-внутрь прогиб расположенных в зоне концевого участка режущих средств.
Согласно улучшенному варианту исполнения инструмента инструментальная головка может иметь по меньшей мере две перекрещивающиеся прорези, простирающиеся в аксиальном направлении от торца инструментальной головки вдоль продольной оси инструмента. В соответствии с этим инструментальная головка может иметь четыре расположенных вдоль прорезей ребра, на каждом из которых расположены по окружности режущие средства. Увеличение числа прорезей способствует повышению радиальной упругости инструмента и позволяет особенно легко вводить его в сверленое отверстие. Согласно другому варианту осуществления изобретения в зоне инструментальной головки может быть предусмотрено большее количество перекрещивающихся прорезей.
Для обеспечения разной глубины проникания расположенных по окружности инструментальной головки режущих средств в процессе придания шероховатости первая прорезь может обладать большей протяженностью вдоль продольной оси инструмента, чем вторая прорезь.
Прорези инструментальной головки могут перекрещиваться под углом, меньшим или равным 90°. В частности, латерально сквозные прорези могут располагаться в основном перпендикулярно друг другу. Для корректировки радиальной жесткости отдельных ребер в качестве альтернативы прорези могут располагаться под углом друг к другу, отличающимся от 90°, соответственно ребра могут обладать разными поперечными сечениями. Так, например, в случае если угол между двумя прорезями составляет менее 90°, речь идет об инструментальной головке с четырьмя ребрами. При этом толщина стенок первой пары расположенных друг напротив друга ребер меньше толщины стенок второй пары противолежащих ребер, расположенных по соседству с ребрами первой пары. Благодаря этому удается корректировать радиальную жесткость ребер, а, следовательно, глубину проникания режущих элементов, достигаемую в процессе придания шероховатости.
Согласно другому варианту исполнения инструменту придана симметричная форма. В частности, инструмент может быть выполнен таким образом, чтобы он обладал однородной радиальной жесткостью, что позволяет исключить воздействие на него динамических нагрузок, соответственно возникновение дисбаланса в процессе придания шероховатости, обусловленное предварительным напряжением инструмента. Так, например, по меньшей мере два ребра могут обладать точечной симметрией относительно продольной оси инструмента. В качестве альтернативы или дополнительно по меньшей мере два ребра могут быть зеркально симметричны относительно плоскости инструмента, в которой лежит продольная ось инструмента. В частности, прорезь в инструменте может быть выполнена таким образом, чтобы по меньшей мере два обращенные друг к другу ребра обладали в основном параллельными плоскими поверхностями.
Для оптимизации функциональной способности предлагаемого в изобретении инструмента может потребоваться варьирование формы прорези по ее длине. Ширина прорези у торца инструментальной головки предпочтительно выбрана таким образом, чтобы два ребра при максимально необходимом прогибе режущих средств не контактировали друг с другом. При этом ширина прорези зависит от номинального диаметра сверленого отверстия, для обработки которого предназначен предлагаемый в изобретении инструмент. Ширина прорези на ее противоположном конце, то есть на удаленном от торца инструментальной головки дне прорези, определяет жесткость пружинящих ребер и при необходимости может быть меньше ширины, которой должна обладать прорезь у торца инструментальной головки. Данный вариант может быть реализован, например, благодаря градации прорези по ширине. Согласно одному варианту конструктивного исполнения предлагаемого в изобретении инструмента ширина прорези на участке продольной оси инструмента, начинающемся у торца инструментальной головки, больше ширины прорези на последующем участке, удаленном от торца и направленном к дну прорези. Инструмент подобной конструкции особенно пригоден для обработки сверленых отверстий небольшого диаметра.
Согласно улучшенному варианту исполнения предлагаемого в изобретении инструмента прорезь на ее удаленном от торца дне может иметь вогнутое закругление. Подобное закругление, в частности, может быть образовано сквозным отверстием, выполненным в инструментальной головке в направлении, поперечном продольной протяженности прорези. Подобное закругление позволяет снизить концентрацию напряжений в зоне дна прорези и регулировать жесткость пружины, соответственно усилие прижима режущих средств к стенкам сверленого отверстия.
Режущими средствами инструмента могут являться по меньшей мере два радиально расположенных твердосплавных и/или алмазных штифта, обращенных в сторону от продольной оси инструмента. Штифты предпочтительно образуют соответствующую режущую кромку с определенными геометрическими параметрами, что позволяет накатывать канавки, или, соответственно, выполнять внутренние выточки на поверхности сверленого отверстия. Используемые при этом штифты могут быть выполнены из жесткого материала, а ребра из упругого материала. Радиально выступающие наружу концы штифтов, в частности, обладают формой усеченного конуса или полусферы.
В соответствии с улучшенным вариантом исполнения предлагаемого в изобретении инструмента предусмотрено множество распределенных на инструментальной головке твердосплавных и/или алмазных штифтов, расположенных в аксиальном направлении и/или по окружности. Так, например, одно ребро может иметь единственный твердосплавный штифт или несколькими твердосплавными штифтами. Твердосплавные штифты могут быть распределены на ребре по окружности или могут быть последовательно расположены в аксиальном направлении вдоль продольной оси инструмента. На одном ребре может быть предусмотрено, например, два или более, в частности, три твердосплавных штифта. Твердосплавные штифты могут быть расположены в аксиальном направлении на примыкающем к торцу концевом участке ребра вплотную друг к другу. В качестве альтернативы или в дополнение твердосплавные штифты могут быть распределены на наружной боковой поверхности ребра по окружности, располагаясь на одинаковом уровне относительно оси, однако с угловым смещением относительно друг друга.
В другом варианте исполнения инструмента инструментальная головка может обладать формой в основном кругового цилиндра. Диаметр цилиндра, определямый ограничивающими его в радиальном направлении наружными боковыми поверхностями, предпочтительно меньше номинального диаметра подлежащего обработке сверленого отверстия. Максимальный диаметр инструмента предпочтительно определяется расположенными на наружной боковой поверхности и обращенными в радиальном направлении наружу твердосплавными и/или алмазными штифтами, причем диаметр определяемой твердосплавными или алмазными штифтами обкатывающей окружности, в частности, превышает номинальный диаметр подлежащего обработке сверленого отверстия. Посредством одной или нескольких торцевых прорезей цилиндрическая инструментальная головка может быть разделена на несколько ребер, наружные боковые поверхности которых в поперечном продольной оси инструмента разрезе обладают формой круговых сегментов, например, формой полукруга или четверти круга. В области прорези подобные ребра могут иметь обращенные друг к другу плоские поверхности.
Кроме того, в предпочтительном улучшенном варианте исполнения инструмента соединительный участок расположен на первом конце хвостовика, а инструментальная головка на втором конца хвостовика, противоположном первому концу, причем хвостовик инструмента в аксиальном направлении имеет по меньшей мере двойную, предпочтительно по меньшей мере тройную длину инструментальной головки. Посредством обладающего подобной конструкцией инструмента можно без особых проблем выполнять также обработку глубоких отверстий.
Диаметр хвостовика инструмента может соответствовать диаметру инструментальной головки или может быть меньше диаметра инструментальной головки. Независимо от этого диаметр хвостовика инструмента может соответствовать диаметру соединительного участка или может быть меньше диаметра соединительного участка. Подобный инструмент может отличаться легкостью, гибкостью и повышенным удобством эксплуатации.
Согласно улучшенному варианту конструктивного исполнения предлагаемого в изобретении инструмента для повышения радиальных усилий предварительного напряжения при эксплуатации инструмента прорезь по меньшей мере частично заполнена упругим наполнителем, в частности, эластомером. Использование подобного наполнителя позволяет повысить радиальную жесткость инструментальной головки. Кроме того, наполнитель способствует демпфированию вибрации, соответственно осцилляции во время обработки поверхности сверленого отверстия.
Для оптимизации упругих свойств инструментальная головка может иметь цилиндрическую выемку, в частности, в виде отверстия, которая простирается от торца инструментальной головки вдоль продольной оси инструмента и может простираться до примыкающего к инструментальной головке хвостовика.
Согласно другому варианту исполнения предлагаемого в изобретении инструмента в области инструментальной головки в дополнение к расположенным по окружности режущим средствам предусмотрена режущая кромка определенной геометрической формы, в частности, подобной сверлу. Так, например, торец инструментальной головки может обладать формой раздвоенной в продольном аксиальном направлении, или, соответственно, разрезной вершины сверла. В частности, два ребра с режущими средствами, или, соответственно, расположенными по окружности в зоне наружной боковой поверхности, с торцевой стороны инструментальной головки могут образовывать режущий клин. Это позволяет облегчить аксиальное проникновение инструмента, в особенности в область дна сверленого отверстия. Режущая кромка может быть образована прикрепленной к ребру режущей пластинкой или самим ребром.
Номинальный диаметр сверленого отверстия предпочтительно может быть меньше диаметра обкатывающей окружности, определяемого расположенными по окружности режущими средствами. В подобном случае введенный в сверленое отверстие инструмент обладает упруго пружинящим, радиально направленным расклинивающим действием, причем прорезь инструмента сужается. Вследствие вращения инструмента, осуществляемого с целью придания поверхности сверленого отверстия шероховатости, соответствующие расклинивающие силы способствуют проникновению режущих средств в поверхность сверленого отверстия. При этом внутренние выточки на поверхности сверленого отверстия могут быть выполнены посредством чисто поступательного перемещения инструмента пользователем вдоль продольной оси сверленого отверстия.
Шероховатость поверхности сверленого отверстия может быть придана по всей длине сверленого отверстия, измеренной в аксиальном направлении от его дна. От последующей очищающей обработки сверленого отверстия, например, промывки или продувки, в данном случае можно отказаться, поскольку несмотря на накапливающуюся на дне сверленого отверстия буровую пыль, доступна шероховатая поверхность достаточно большой площади.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых схематически показано:
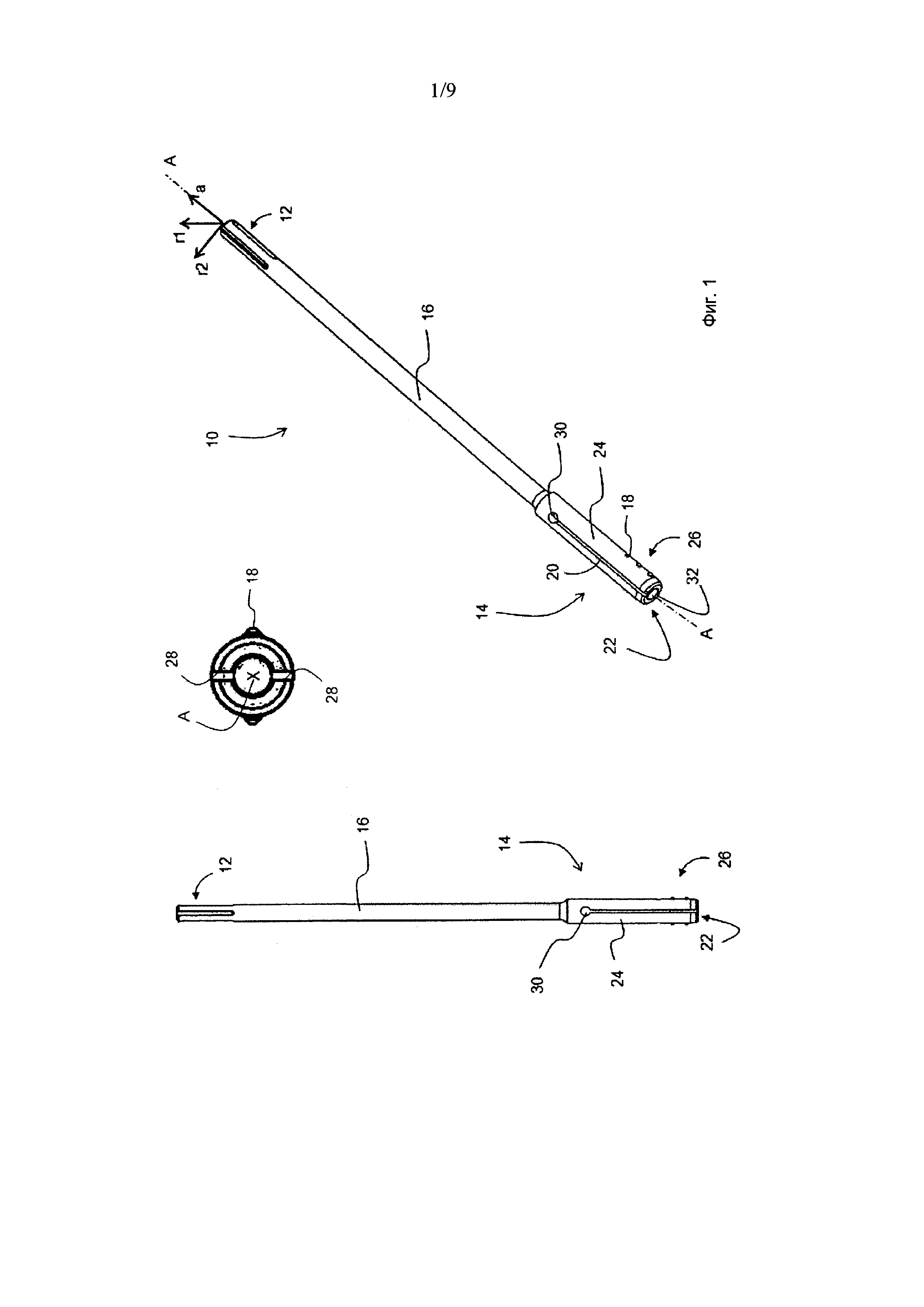
на фиг. 1 первый вариант конструктивного исполнения предлагаемого в изобретении инструмента в аксонометрии, а также его вид спереди и вид сбоку в уменьшенном масштабе,
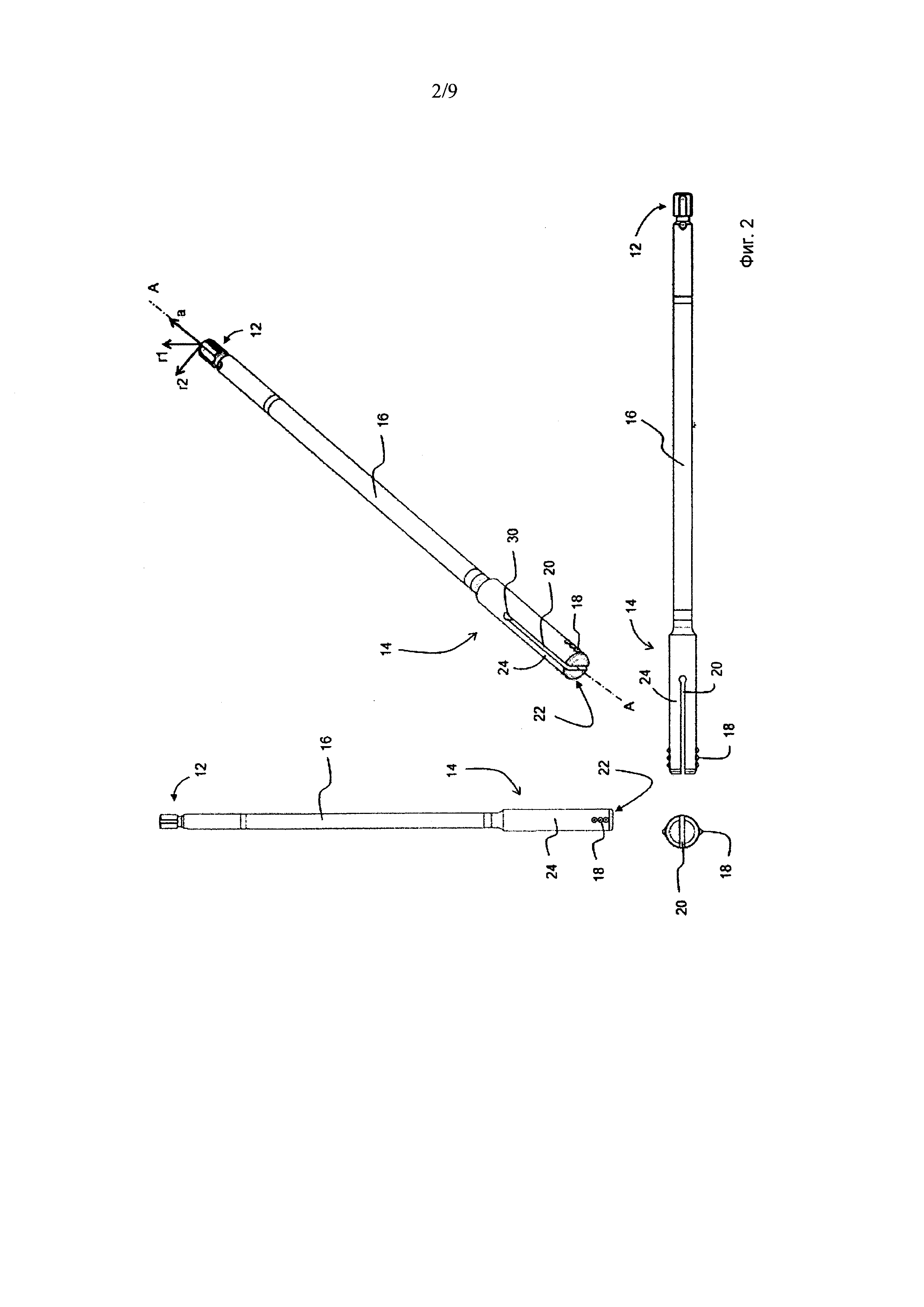
на фиг. 2 второй вариант конструктивного исполнения предлагаемого в изобретении инструмента в аксонометрии, а также его вид спереди и два вида сбоку,
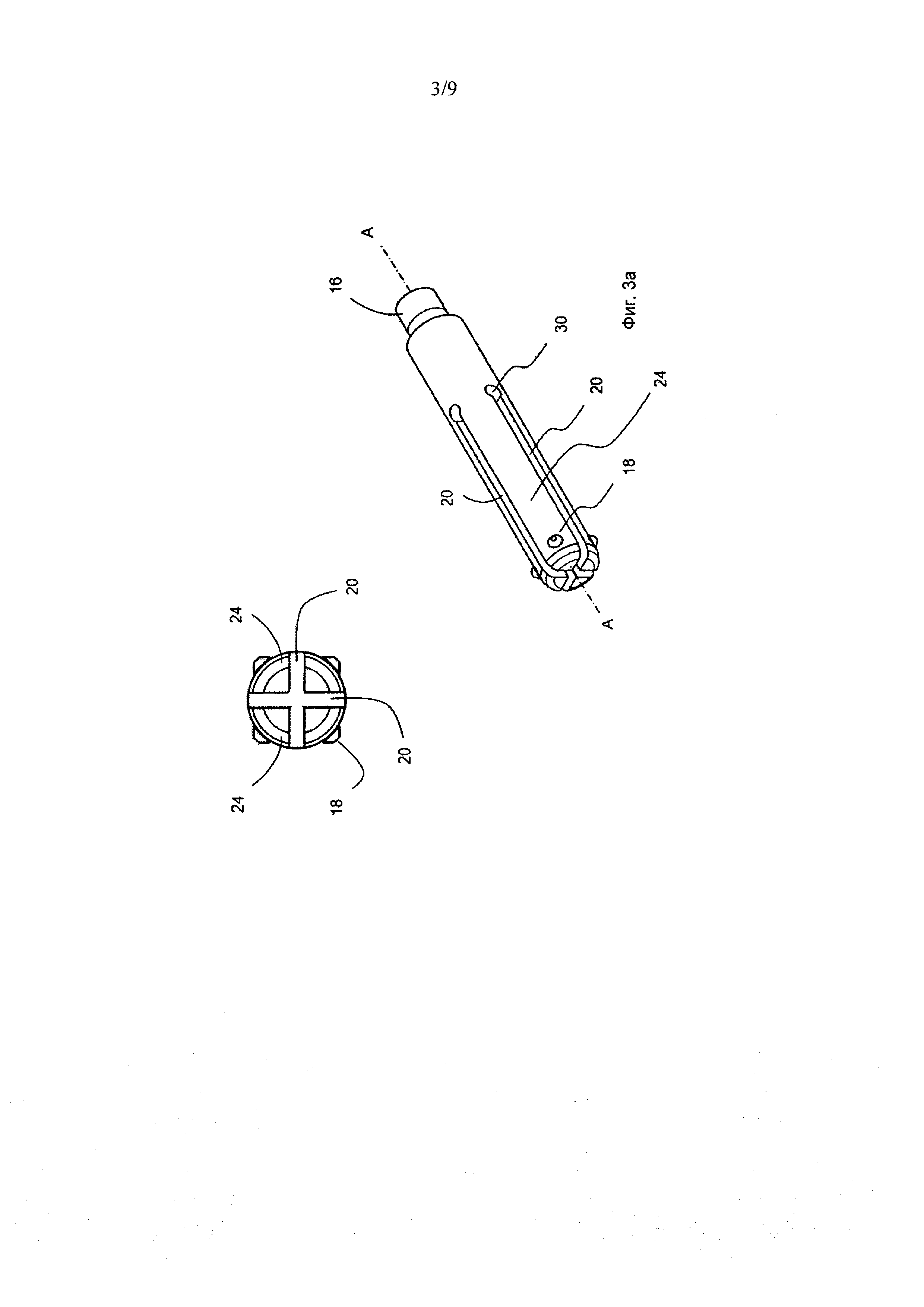
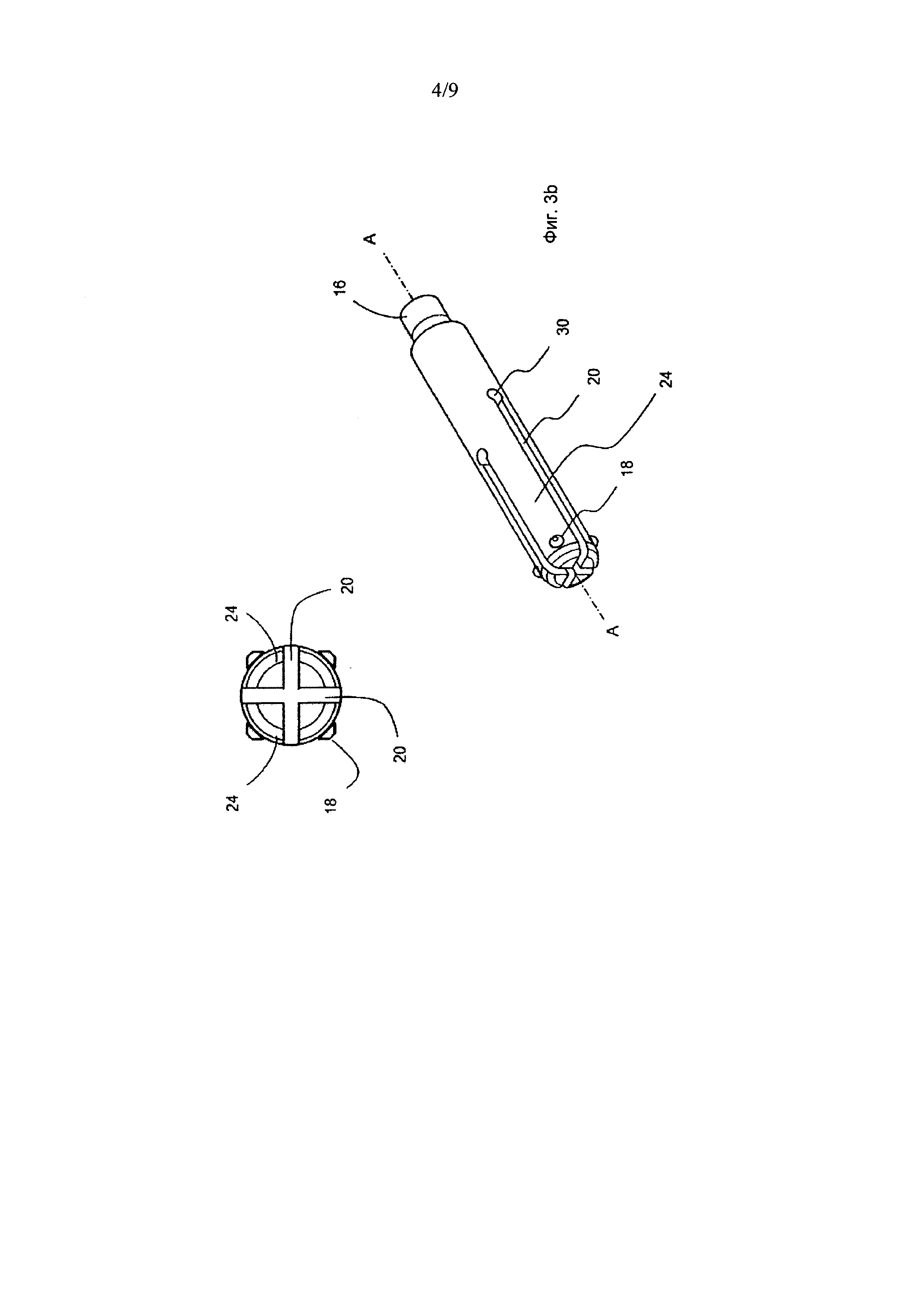
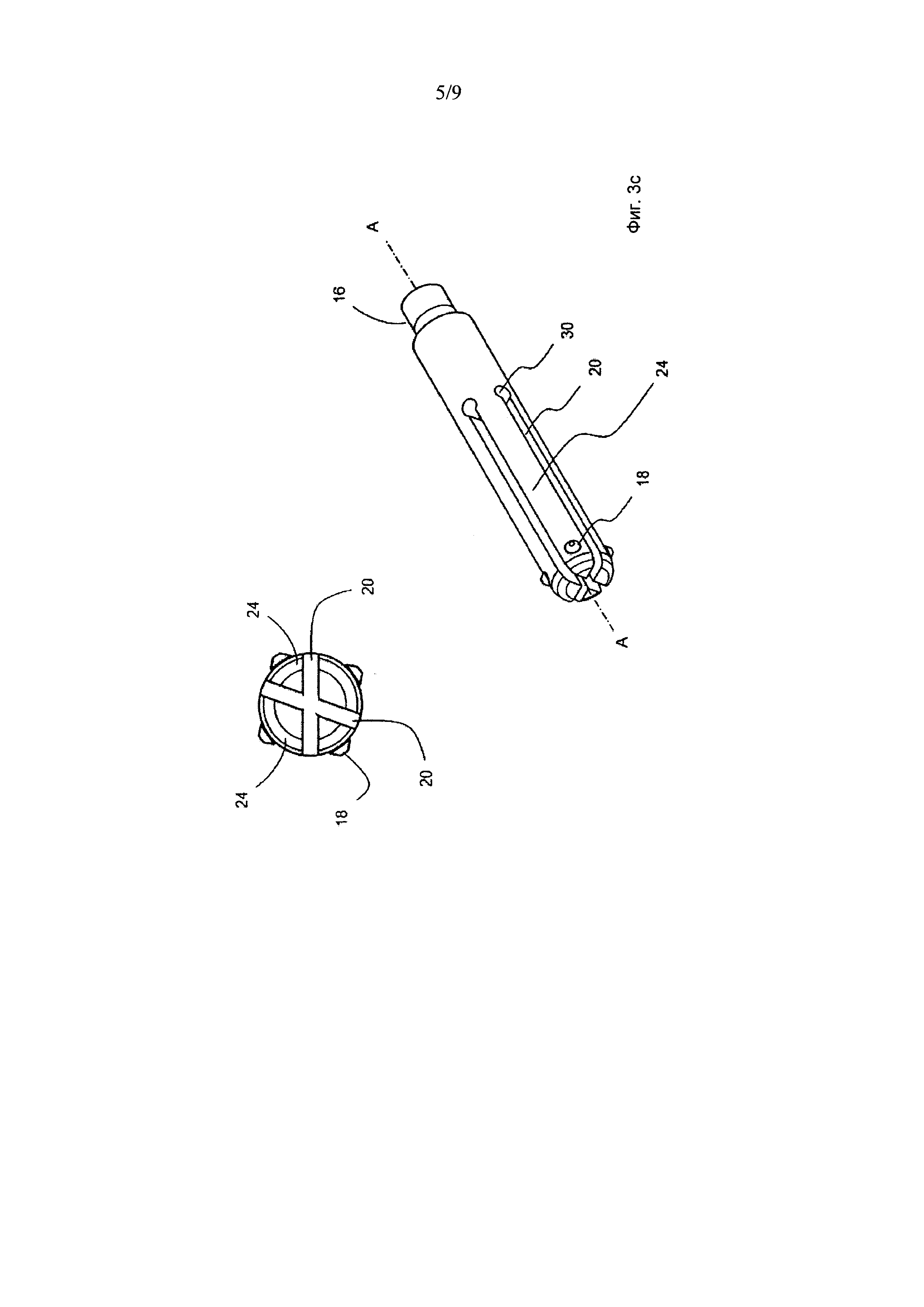
на фиг. 3а-3с варианты расположения прорезей в зоне инструментальной головки в аксонометрии и ее вид спереди,
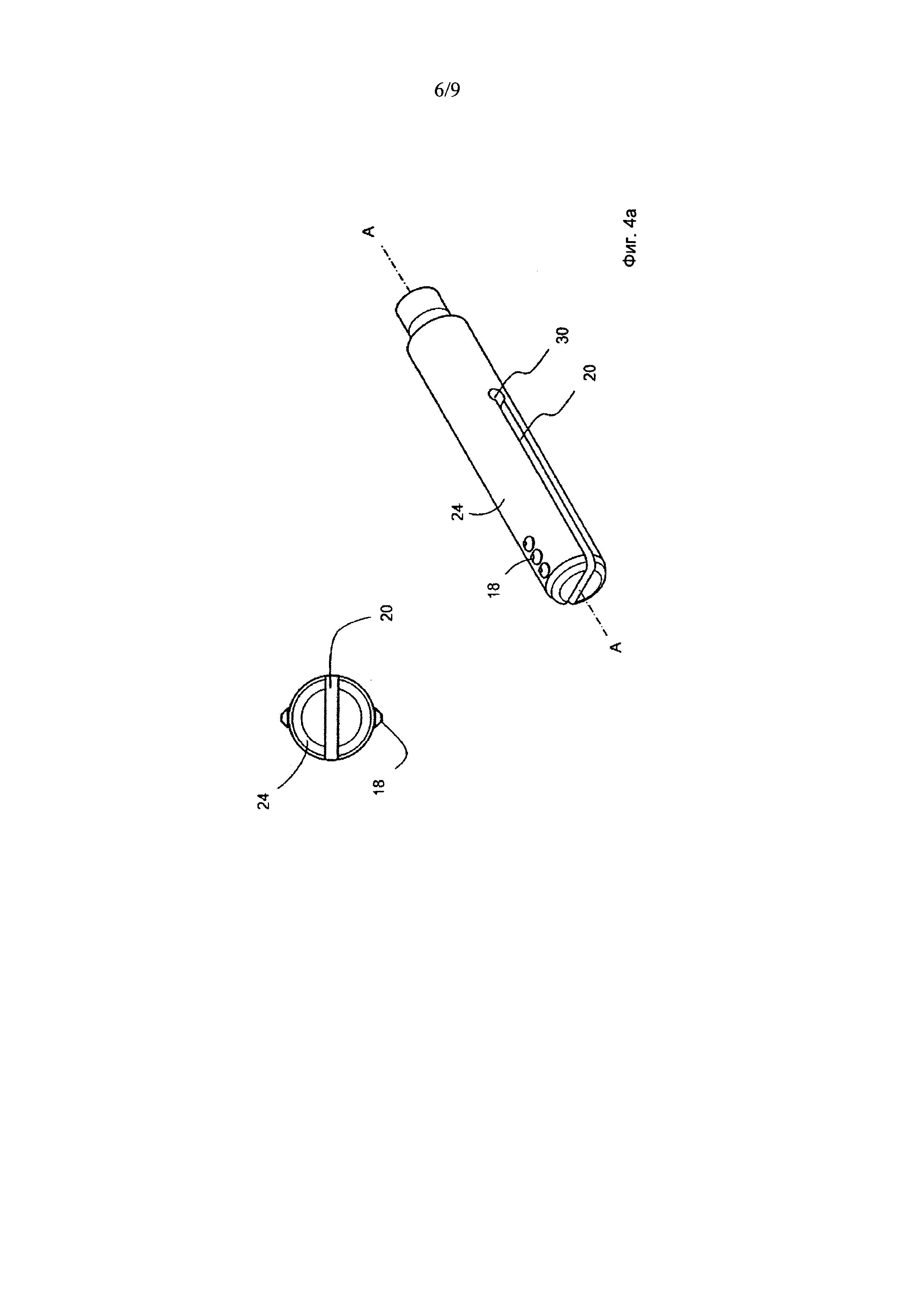
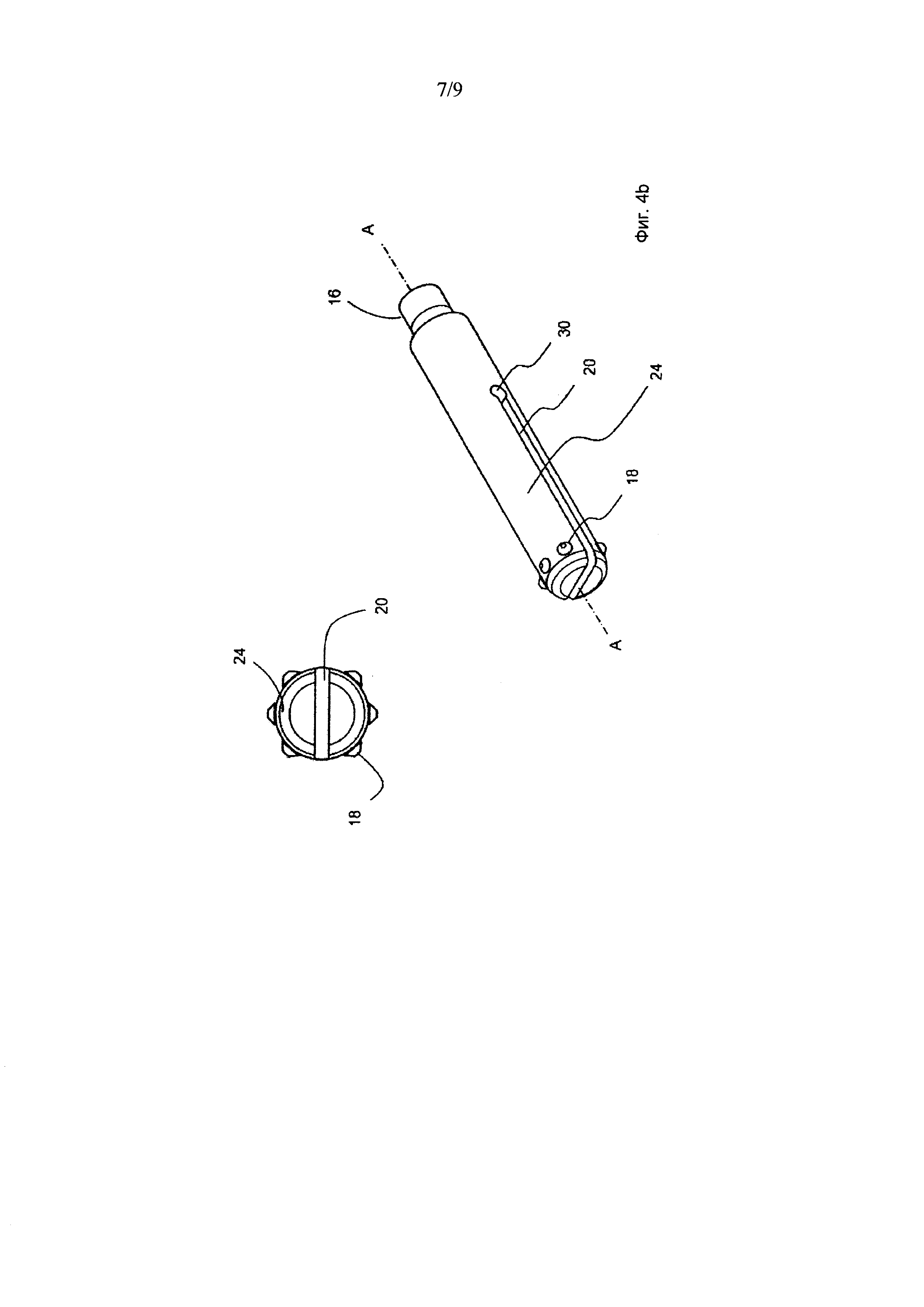
на фиг. 4а, 4b варианты расположения твердосплавных штифтов в зоне инструментальной головки,
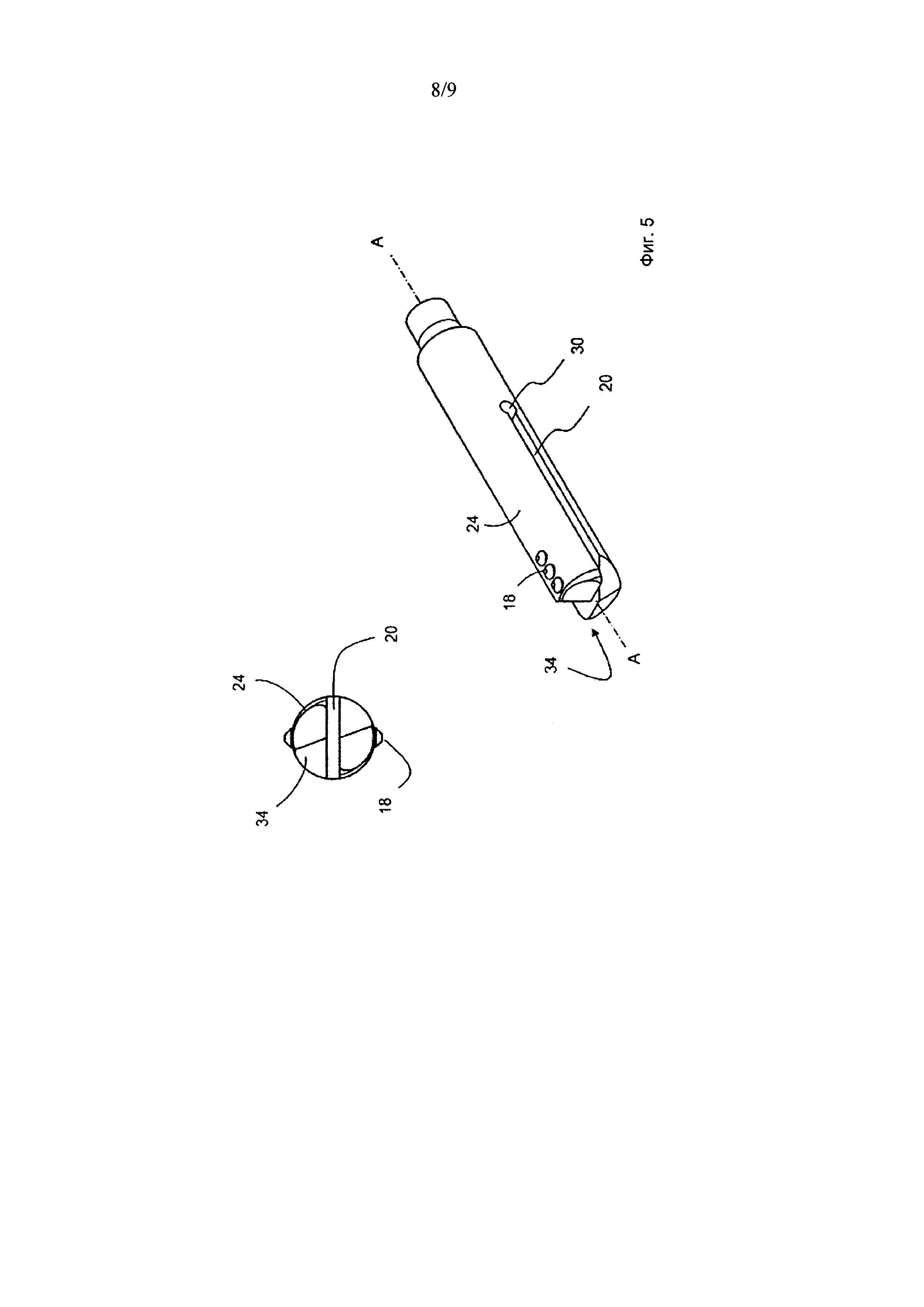
на фиг. 5 вариант конструктивного исполнения инструментальной головки с геметрией режущей кромки,
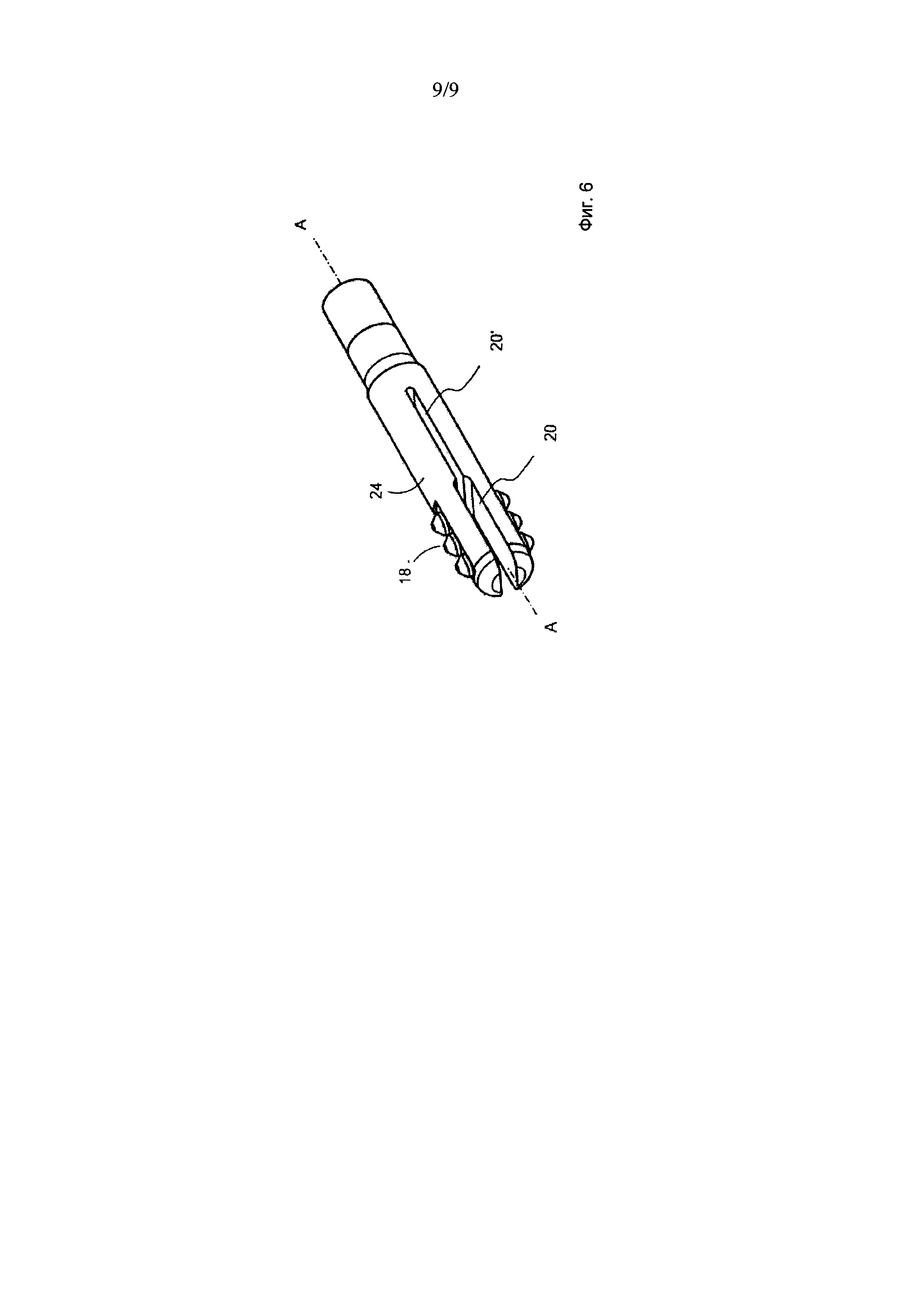
на фиг. 6 вариант конструктивного исполнения инструментальной головки с градацией ширины прорези.
На фиг. 1 показан первый вариант конструктивного исполнения инструмента 10 для придания шероховатости поверхности сверленого отверстия.
Инструмент 10 имеет соединительный участок 12 для закрепления инструмента 10 в не показанном на чертеже бурильном станке, инструментальную головку 14 для обработки поверхности не показанного на чертеже сверленого отверстия и хвостовик 16, который соединяет соединительный участок 12 с инструментальной головкой 14. Соединительный участок 12 расположен на первом конце хвостовика 16, а инструментальная головка 14 расположена на втором, противолежащем первому концу, конце хвостовика 16.
Протяженность хвостовика 16 вдоль аксиального направления «а» более чем в два раза превышает длину инструментальной головки 14. Диаметр хвостовика 16 соответствует диаметру соединительного участка 12 и меньше диаметра инструментальной головки 14.
Инструментальная головка 14 обладает в основном цилиндрической формой и имеет расположенные по окружности твердосплавными штифты 18, которые выступают в радиальном направлении наружу. Твердосплавные штифты 18 выступают наружу в радиальном направлении r2, поперечном аксиальному направлению «а».
Инструментальная головка 14 имеет прорезь 20, которая в аксиальном направлении простирается от торца 22 головки 14 вдоль продольной оси инструмента А, а в поперечном направлении от одного участка наружной боковой поверхности инструментальной головки 14 до соответствующего противоположного участка (то есть насквозь пронизывает и разделяет инструментальную головку 14).
В соответствии с этим инструментальная головка 14 имеет два ребра 24, простирающиеся вдоль прорези 20. Примыкающие к торцу 22 свободные концевые участки 26 ребер 24 имеют расположенные по окружности твердосплавные штифты 18.
На каждом ребре предусмотрены, например, три твердосплавных штифта 18, расположенных в аксиальном направлении по соседству друг с другом. Режущими средствами, в качестве альтернативы твердосплавным штифтам, или в дополнение к ним, очевидно, могут являться алмазные штифты.
Ребра 24 расположены зеркально симметрично относительно плоскости, образуемой аксиальным направлением «а» и радиальным направлением r2. Ребра 24 обладают обращенными друг к другу плоскими поверхностями 28, которые находятся на фиксированном расстоянии друг от друга. Иначе говоря, прорезь 20 характеризуется в основном постоянной шириной просвета.
Прорезь на ее удаленном от торца 22 дне имеет вогнутое закругление 30. Закруглением 30 является радиальное сквозное отверстие. Инструментальная головка 14 имеет цилиндрическую выемку 32 в виде отверстия, простирающиеся от торца 22 вдоль продольной оси инструмента А.
Для придания шероховатости поверхности сверленого отверстия инструмент 10 с соответствующей инструментальной головкой 14 вводят в сверленое отверстие. При этом инструмент 10 закреплен в бурильном станке посредством соединительного участка 12. Номинальный диаметр сверленого отверстия меньше определяемого твердосплавными штифтами 18 наружного диаметра обкатывающей окружности инструмента 10. В связи с этим при введении инструментальной головки 14 в сверленое отверстие твердосплавные штифты 18 оттесняются поверхностью сверленого отверстия во-внутрь в радиальном направлении к продольной оси инструмента А. Вследствие этого прорезь 20 сужается. В этом положении твердосплавные штифты 18 прилегают к поверхности сверленого отверстия и с пружинящей упругостью прижимаются к ней посредством упруго изогнутых во-внутрь ребер 24.
Реализуемое посредством бурильного станке вращение инструмента приводит к прониканию твердосплавных штифтов 18 в поверхность сверленого отверстия и накатыванию в ней канавок, или, соответственно, выполнению внутренних выточек. Под сверленым отверстием может подразумеваться глухое отверстие.
Для придания поверхности сверленого отверстия шероховатости требуется лишь поступательное перемещение введенного в сверленое отверстие инструмента 10 вдоль продольной оси А. Радиальные усилия резания могут быть реализованы лишь благодаря пружинящему упругому предварительному напряжению инструментальной головки 14, а, следовательно, пользователь не должен прикладывать к инструменту 10 радиальное усилие.
На фиг. 2 показан второй вариант конструктивного исполнения инструмента 10. При этом принципиальная конструкция и режим функционирования инструмента 10 в основном соответствуют варианту, показанному на фиг. 1. В связи с этим одинаковым элементам ниже соответствуют одинаковые позиции на чертежах и учитываются только различия между отдельными инструментами.
Показанный на фиг. 2 инструмент 10 имеет соединительный участок 12, который отличается от показанного на фиг. 1. Кроме того, в соответствии с показанным на фиг. 2 примером конструктивного исполнения отверстие 32 на торцовой стороне отсутствует, соответственно имеется только прорезь 20. Находящиеся на концевом участке 26 твердосплавные штифты 18 расположены в аксиальном направлении «а» более компактно по сравнению с представленным ранее примером.
На фиг. 3а-3с показаны три разных варианта расположения прорезей 20 в зоне инструментальной головки 14. На фиг. 3а показана инструментальная головка 14 в аксонометрии, а также ее вид спереди. Инструментальная головка 14 имеет две прорези 20, которые перекрещиваются на центральной оси инструмента, а, следовательно, образуют в совокупности четыре ребра 22, каждое из которых имеет один твердосплавный штифт 18. Инструментальная головка 14 обладает симметричной конструкцией.
На фиг. 3b показана инструментальная головка 14, также имеющая две перекрещивающиеся прорези 20, одна из которых обладает большей протяженностью вдоль продольной оси инструмента, чем другая.
На фиг. 3с показан другой вариант конструктивного исполнения инструментальной головки 14, который отличается от двух предыдущих вариантов тем, что прорези 20 пронизывают инструментальную головку 14 не под прямым углом, а ориентированы относительно друг друга под острым углом. В соответствии с этим, как показано на виде спереди, попарно расположенные друг напротив друга ребра 24 характеризуются отличающимися от предыдущих вариантов значениями толщины стенок и поперечными сечениями.
На фиг. 4а и 4b показаны варианты расположения твердосплавных штифтов 18 в зоне инструментальной головки 14. На фиг. 4а показано аксиальное расположение твердосплавных штифтов, в то время как на фиг. 4b показано их распределение по окружности, в соответствии с которым они расположены относительно продольной оси инструмента с угловым смещением друг относительно друга.
На фиг. 5 показан вариант конструктивного исполнения инструментальной головки 14 с режущей кромкой 34. Ребра 24 на торцовой стороне сформированы подобно сверлу, причем прорезью 20 образована раздвоенная вдоль продольной оси инструмента А вершина сверла.
Инструментальная головка 14, очевидно, может быть выполнена отдельно и прикреплена к хвостовику разъемно или неразъемно.
На фиг. 6 показан вариант конструктивного исполнения инструментальной головки 14 с прорезью 20,



Реферат
Изобретение относится к обработке материалов резанием и может быть использовано для придания шероховатости поверхности сверленого отверстия. Инструмент содержит соединительный участок для закрепления инструмента в бурильном станке и инструментальную головку для обработки поверхности сверленого отверстия. На инструментальной головке выполнены расположенные по окружности режущие средства и по меньшей мере одна латерально расположенная сквозная прорезь, которая проходит от торца инструментальной головки вдоль продольной оси инструмента. Указанная прорезь выполнена с закруглением на отдаленном от торца инструмента дне. Упрощается создание заданной шероховатости сверленого отверстия. 14 з.п. ф-лы, 9 ил.
Комментарии