Способ токарной обработки - SU1186401A1
Код документа: SU1186401A1
Чертежи
Описание
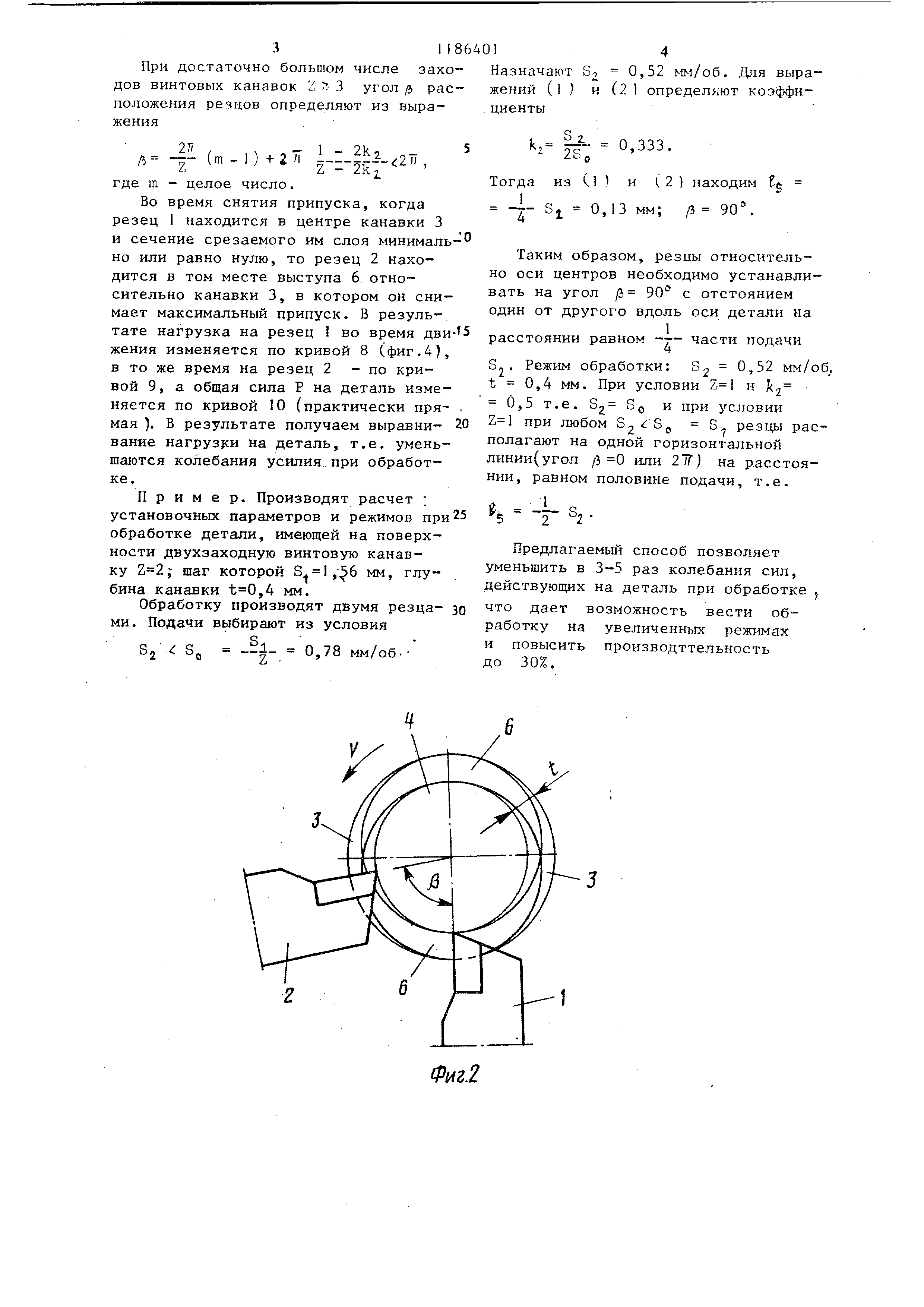
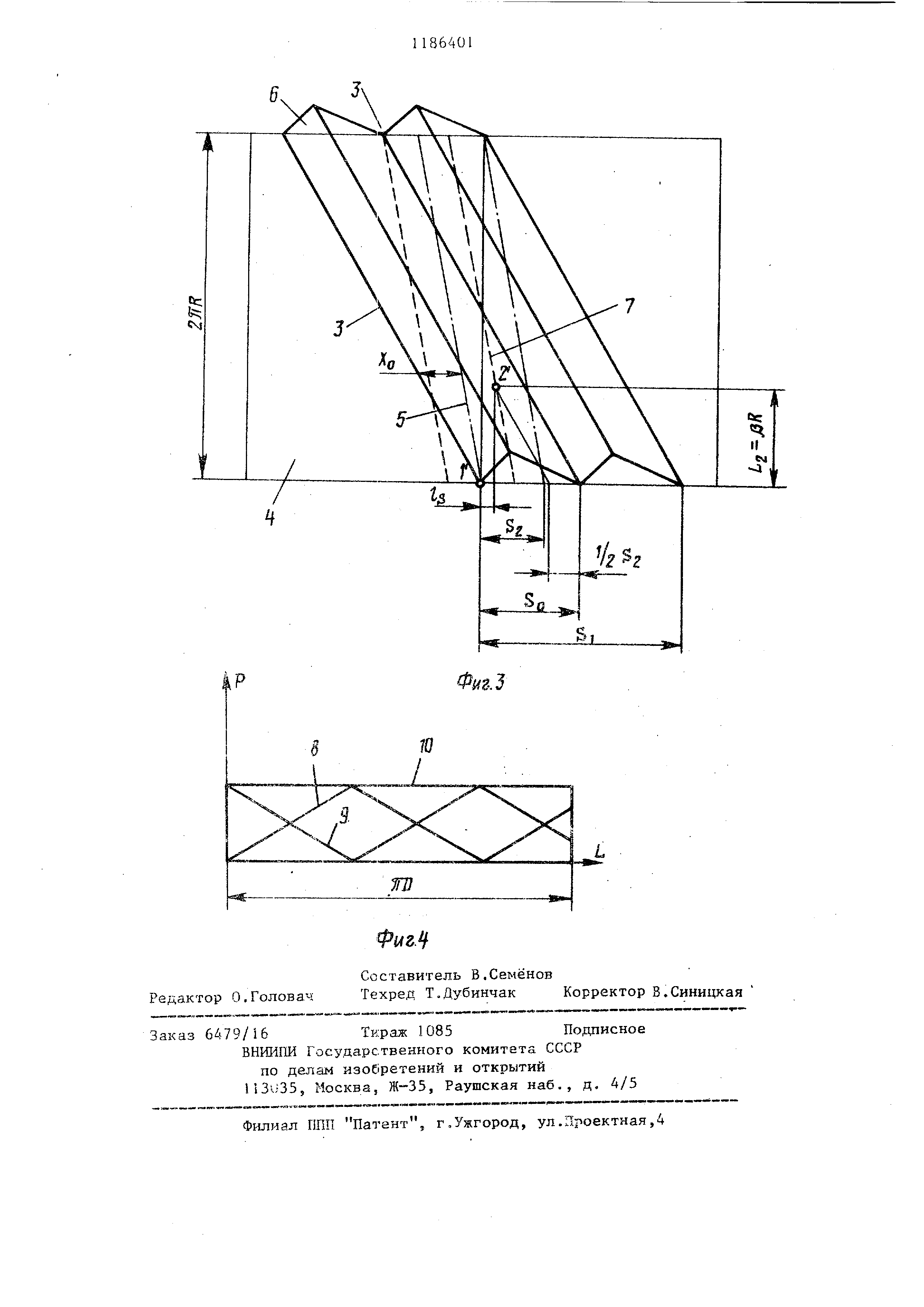
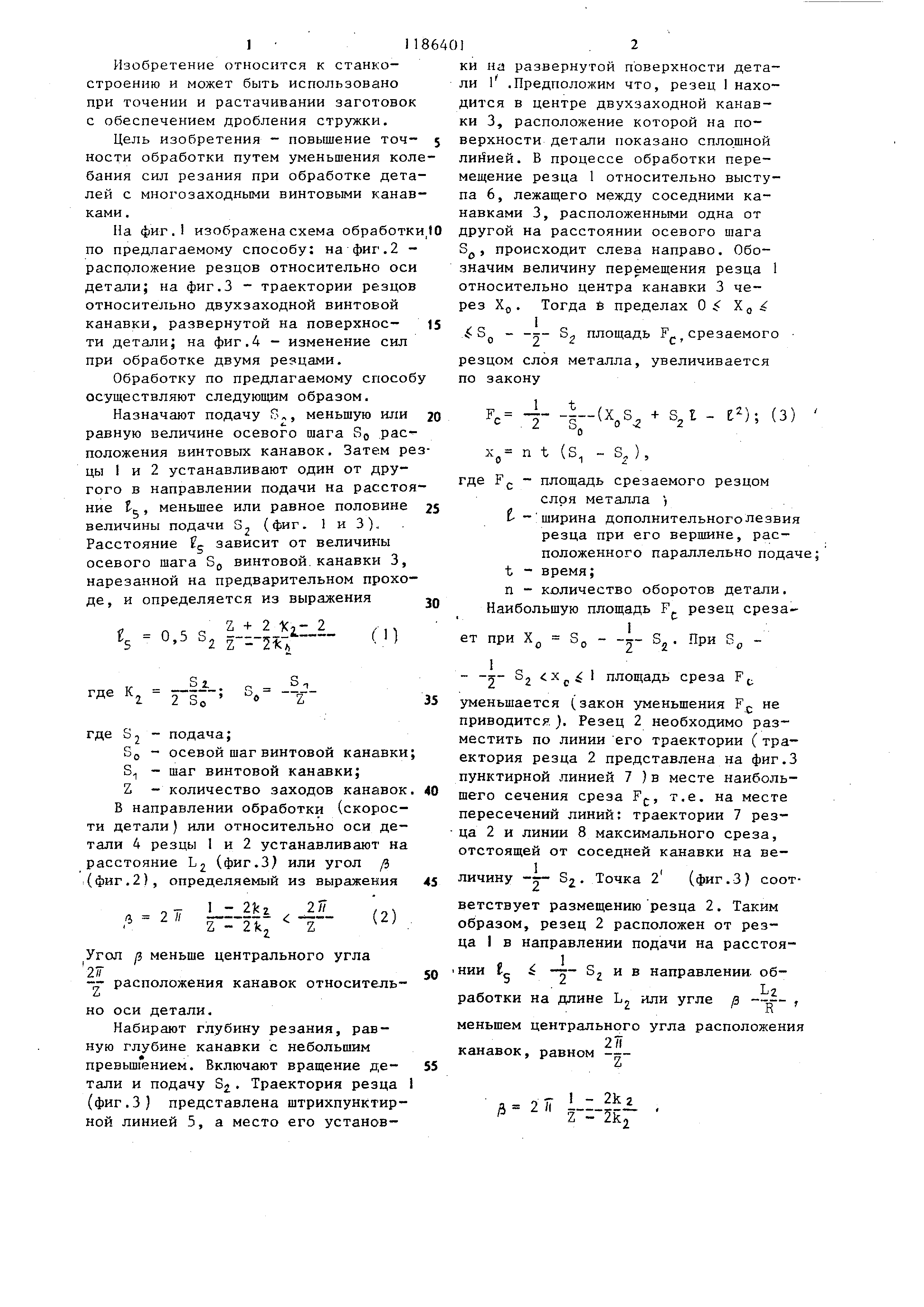
Изобретение относится к станкостроению и может быть использовс1Но при точении и растачивании заготово с обеспечением дробления стружки. Цель изобретения - повышение точ ности обработки путем уменьшения ко бания сил резания при обработке дет лей с много3входными винтовыми кана ками . На фиг.1 изображена схема обработк по предлагаемому способу: на фиг.2 расположение резцов относительно ос детали; на фиг.З - траектории резцо относительно двухзаходной ВИНТОЕЮЙ канавки, развернутой на поверхнос- ти детали; на фиг.4 - изменение сил при обработке двумя резцами. Обработку по предлагаемому спосо осуществляют следующим образом. Назначают подачу S,, меньщую или равную величине осевого щага SQ рас положения винтовых канавок. Затем р цы I и 2 устанавливают один от другого в направлении подачи на рассто ние tc, меньшее или равное половине величины подачи 3 (фиг. 1 и 3)„ Расстояние зависит от величины осевого шага S винтовой, канавки 3, нарезанной на предварительном прохо де, и определяется из выражения s 0.5 S, .- (п 2 V - Si . где К - -g, где S2 - подача; S(j - осевой шаг винтовой канавки S - шаг винтовой канавки; Z - количество заходов канавок В направлении обработки (скорости детали) или относительно оси детали 4 резцы 1 и 2 устанавливают на расстояние L2 (фиг.З) или угол /} (фиг.2), определяемый из выражения д - 2 я . Л в - 2 я - Угол /3 меньше центрального угла 2F -- расположения канавок относительно оси детали. Набирают глубину резания, равную глубине канавки с небольшим превьш ением. Включают вращение детали и подачу 8л. Траектория резца (фиг.З) представлена штрихпунктирной линией 5, а место его установки на развернутой поверхности детали 1 .Предположим что, резец 1 находится в центре двухзаходной канавки 3, расположение которой на поверхности детали показано сплошной лийией. В процессе обработки перемещение резца 1 относительно выступа 6, лежащего между соседними канавками 3, расположеннь ми одна от другой на расстоянии осевого шага S , происходит слева направо. Обозначим величину перемещения резца 1 относительно центра канавки 3 через Xj,. Тогда и пределах О Хд SP - S площадь F срезаемого резцом слоя металла, увеличивается по закону i- . - &); (3) х п t (S - S. где F - площадь срезаемого резцом слоя металла , t- -ширина дополнительного лезвия резца при его вершине, расположенного параллельно подаче; t - время; п - количество оборотов детали. Наибольшую площадь F. резец среза1W При 8„ ет при Х Sp - -J- -J- Sj Xj, 1 площадь среза F. уменьшается (закон уменьшения F, не приводится }. Резец 2 необходимо разместить по линии его траектории ( траектория резца 2 представлена на фиг.З пунктирной линией 7 )в месте наибольшего сечения среза F, т.е. на месте пересечений линий: траектории 7 резца 2 и линии 8 максимального среза, отстоящей от соседней канавки на величину -- S. Точка 2 (фиг.З) соответствует размещению резца 2. Таким образом, резец 2 расположен от резца I в направлении подачи на расстоянии tf. -- S и в направлении, обт работки на длине Ъ или угле /з , меньшем центрального угла расположения 27( канавок , равном -- -E-if При достаточно большом числе зах дов винтовых канавок Z 3 угол /з ра положения резцов определяют из выражения т 1 - 2k, Л -- (т - 1 z-::-2kr 2Ti, где m - целое число, Во время снятия припуска, когда резец 1 находится в центре канавки 3 и сечение срезаемого им слоя минималь но или равно нулю, то резец 2 находится в том месте выступа 6 относительно канавки 3, в котором он сни мает максимальный припуск. В результате нагрузка на резец 1 во время дви женин изменяется по кривой 8 (фиг.4) в то же время на резец 2 - по кривой 9, а общая сила Р на деталь изме няется по кривой 10 (практически прямая ). В результате получаем выравнивание нагрузки на деталь, т.е. уменьшаются колебания усилия.при обработке . Пример. Производят расчет : установочных параметров и режимов при обработке детали, имеющей на поверхности двухзаходную винтовую канавку шаг которой S. 1,6 мм, глубина канавки ,4 мм. Обработку производят двумя резцами . Подачи выбирают из условия 2l 0,78 мм/об, / Назначают S-, 0,52 мм/об. Для выражений (1 ) и (2 1 определяют коэффициенты k, f/- 0,333. Тогда из С 1 и ( 2 ) находим fg -i- Sj 0,13 мм; /3 90, Таким образом, резцы относительно оси центров необходимо устанавливать на угол /3 90° с отстоянием один от другого вдоль оси детали на 1 расстоянии равном -т- части подачи S.. Режим обработки: S 0,52 мм/об, t 0,4 мм. При условии Z и 2 0,5 т.е. 82 3(3 и при условии при любом 5- резцы располагают на одной горизонтальной линии(угол /3 0 или 21Г) на расстоянии , равном половине подачи, т.е. i - --L я 2 2Предлагаемый способ позволяет уменьшить в 3-5 раз колебания сил, действующих на деталь при обработке j что дает возможность вести обработку на увеличенных режимах и повысить производттельность до 30%.
Реферат
СПОСОБ ТОКАРНОЙ ОБРАБОТКИ, при котором обработку детали произво дят двумя резцами, смещенными один относительно другого в направлении подачи и образующими центральный угол смещением один относительно дру гого в направлении обработки, отличающийся тем, что, с цел повышения точности путем уменьшения колебания сил резания при обработке деталей с многозаходными винтовыми канавками, обработку производят с по дачей меньшей или равной величине осевого шага канавок при установке резцов на одинаковой .глубине, причем центральный угол /5 расположения резцов и их смещение Pg в направлении подачи устанавливают исходя из зави- симостей ,55 где Sj, - шаг винтовых канавок; подача: количество заходов канавок.
Комментарии