Устройство для управления процессом вращательной механической обработки с удалением стружки заготовки и режущий инструмент для вращательной механической обработки с удалением стружки - RU2671035C2
Код документа: RU2671035C2
Чертежи






Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для управления процессом вращательной механической обработки с удалением стружки заготовки, например, заготовки из титана, стали, алюминия, отливок или любого другого материала, причем устройство содержит систему мониторинга для осуществления мониторинга вращательной механической обработки с удалением стружки. Более того, настоящее изобретение относится к режущему инструменту для механической обработки с удалением стружки заготовки, например типа, указанного выше. Режущий инструмент содержит корпус инструмента, который является соединяемым с держателем или вращательным шпинделем. Корпус инструмента задает центральную ось и снабжен, по меньшей мере, одной режущей кромкой или, по меньшей мере, одним гнездом для размещения режущей пластины, имеющей, по меньшей мере, одну режущую кромку.
Предшествующий уровень техники
В общем, режущий инструмент для вращательной механической обработки с удалением стружки заготовки, например, заготовки из титана, стали, алюминия, отливок или любого другого материала, содержит корпус инструмента, обеспеченный с одной или множеством режущих кромок или режущих пластин, при этом каждая имеет, по меньшей мере, одну режущую кромку. Каждая режущая пластина обычно монтируется в гнездо, или карман, обеспеченное в корпусе инструмента. Корпус инструмента задает центральную ось, или ось вращения, и, обычно является соединяемым с держателем или вращательным шпинделем. При сверлении, корпус инструмента обычно вращается посредством вращения шпинделя или держателя, который удерживает корпус инструмента, при этом заготовка является неподвижной. При фрезеровании, корпус инструмента обычно вращается посредством вращения шпинделя или держателя, при этом заготовка является неподвижной или подается в направлении подачи. При выполнении профильного или контурного фрезерования, корпус инструмента может, например, вращаться в направлении вращения вокруг своей оси вращения, при этом заготовка подается относительно корпуса инструмента в направлении подачи. При токарной обработке, и также для некоторого типа фрезерования, обычно, заготовка вращается, а корпус инструмента является неподвижным и удерживается посредством держателя. Часто, прокладка обеспечивается между режущей пластиной и поверхностью гнезда для защиты корпуса инструмента, если нагрузка на режущую пластину становится слишком большой. Прокладка легко заменяется и замена всего корпуса инструмента, таким образом, исключается.
В предшествующем уровне техники, разные системы мониторинга предлагались для осуществления мониторинга вращательной механической обработки с удалением стружки заготовки.
US 7,289,873 раскрывает систему с датчиками для инструмента металлорежущего станка, содержащую устройство датчиков, измеряющее усилие и/или крутящий момент и/или звук корпуса в инструменте металлорежущего станка, блок подачи энергии, который индуктивно обеспечивает энергию для подачи устройства датчиков инструмента металлорежущего станка из магнитного переменного поля, и блок передачи данных, который беспроводным образом передает данные, которые относятся к значению, измеренному посредством устройства датчиков.
US 7,883,303 описывает конструкцию шпинделя инструмента станка, способную осуществлять мониторинг состояния работы, которая включает в себя корпус шпинделя, вращающуюся оправку, основание резца и внутреннее контролирующее устройство. Вращающаяся оправка имеет камеру, и внутреннее контролирующее устройство расположено в камере. Контролирующие чипы во внутреннем контролирующем устройстве непосредственно размещены на основании резца. Рабочие параметры передаются на внешнее информационное устройство посредством модуля беспроводной передачи во внутреннем контролирующем устройстве.
US 2008/0105094 раскрывает способ управления инструментом станка, использующий инструмент станка для выполнения рабочего процесса изготовления, имеющий режущий рабочий орган для механической обработки заготовки в соответствии с процессом. Устройство датчиков обеспечено на режущем рабочем органе для обнаружения, по меньшей мере, одного состояния процесса.
US 2009/0235763 описывает встроенную в патрон, измеряющую усилие систему для определения усилий резания на конце режущего инструмента вращающегося инструмента, например сверла или фрезерного режущего инструмента, имеющего датчик, а также станцию обработки измеренного значения. Датчик выполнен в виде датчика деформаций, который расположен на инструментодержателе инструмента станка.
WO 2009/117396 раскрывает инструментодержатель, включающий в себя корпус, процессор, расположенный с корпусом, и трансивер, расположенный с корпусом и во взаимосвязи с процессором. Трансивер выполнен таким образом, чтобы взаимодействовать с внешним принимающим устройством. Режущий узел имеет некоторое количество датчиков, и процессор выполнен таким образом, чтобы взаимодействовать с датчиками.
US 7,710,287 описывает систему с датчиками для инструмента станка с датчиком с измерительным средством, которое измеряет физическую величину, возникающую в инструменте станка, с первым источником подачи энергии для питания измерительного средства датчика, причем первый источник подачи энергии получает электрическую энергию от окружающего электромагнитного поля беспроводным образом, и с аккумуляторной батареей для питания измерительного средства датчика.
US 8,083,446 раскрывает шпиндель для инструмента станка для механической обработки заготовок, причем обеспечен элемент сбора данных для записи данных работы и/или состояния шпинделя, и причем элемент сбора данных выполнен в форме радиочипа и может считываться посредством радиоприемника.
US 8,080,918 описывает прибор и способ для управления механической обработкой заготовок, используя пьезокерамические датчики.
US 2009/0175694 раскрывает систему, включающую в себя режущий инструмент, который включает в себя корпус инструмента, и чип с интегральной схемой, надежно смонтированный в корпусе инструмента и способный считываться и записываться.
US 6,297,747 описывает инструментодержатель, имеющий датчик для измерения рабочего параметра инструментодержателя или инструмента во время работы. Датчик представляет собой датчик на поверхностных акустических волнах, работающий в соответствии с принципами акустических волн, и его сигналы измеренных значений являются считываемыми бесконтактным образом посредством радиоволн.
DE 10 2007 036 002 раскрывает устройство мониторинга для обрабатывающего инструмента, содержащее колебательное устройство и осциллограф, которые соединены в датчик и образуют датчик на поверхностных волнах.
DE 10227677 описывает способ для осуществления беспроводного мониторинга части станка, используя пассивную конструкцию проводящего провода. Пассивный датчик может быть выполнен в качестве датчика на поверхностных волнах.
Краткое изложение сущности изобретения
Изобретатели настоящего изобретения выявили необходимость в эффективном мониторинге и управлении вращательной механической обработкой с удалением стружки заготовки для улучшения вращательной механической обработки с удалением стружки заготовки.
Цель настоящего изобретения заключается в улучшении процесса вращательной механической обработки с удалением стружки заготовки, например, заготовки из титана, стали, алюминия, отливок или любого другого материала.
Вышеупомянутая цель настоящего изобретения достигается посредством обеспечения устройства для управления процессом вращательной механической обработки с удалением стружки заготовки, причем устройство содержит систему мониторинга для осуществления мониторинга вращательной механической обработки с удалением стружки. Система мониторинга содержит, по меньшей мере, один датчик на поверхностных акустических волнах, выполненный с возможностью установки на режущий инструмент для вращательной механической обработки с удалением стружки заготовки. Система мониторинга содержит, по меньшей мере, одну первую антенну, выполненную с возможностью установки на режущий инструмент, при этом, по меньшей мере, одна первая антенна является соединяемой с, по меньшей мере, одним датчиком на поверхностных акустических волнах. Система мониторинга содержит, по меньшей мере, одну вторую антенну, при этом, по меньшей мере, одна первая антенна предназначена для беспроводной связи с, по меньшей мере, одной второй антенной. Каждый датчик на поверхностных акустических волнах выполнен с возможностью детектирования, по меньшей мере, одного параметра из группы параметров, состоящей из деформации, температуры и давления. По меньшей мере, один датчик на поверхностных акустических волнах и, по меньшей мере, одна первая антенна выполнены с возможностью передачи детектированного, по меньшей мере, одного параметра на вторую антенну в ответ на сигнал запроса, полученный первой антенной от второй антенны. По меньшей мере, один датчик на поверхностных акустических волнах и, по меньшей мере, одна первая антенна выполнены с возможностью получения энергии от сигнала запроса для передачи детектированного, по меньшей мере, одного параметра на вторую антенну. Система мониторинга содержит блок обработки данных, соединенный с, по меньшей мере, одной второй антенной. Блок обработки данных выполнен с возможностью передачи сигнала запроса и энергии передачи на, по меньшей мере, одну первую антенну и на, по меньшей мере, один датчик на поверхностных акустических волнах посредством, по меньшей мере, одной второй антенны. Блок обработки данных выполнен с возможностью получения детектированного, по меньшей мере, одного параметра посредством, по меньшей мере, одной второй антенны. Устройство содержит систему управления, выполненную с возможностью взаимодействия с системой мониторинга, причем система управления выполнена с возможностью управления вращательной механической обработкой с удалением стружки заготовки, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра.
Посредством устройства в соответствии с настоящим изобретением, управление вращательной механической обработкой с удалением стружки заготовки улучшено. Обеспечена безопасная, предсказуемая и эффективная механическая обработка. Посредством устройства в соответствии с настоящим изобретением, может быть обеспечено управление с обратной связью вращательной механической обработкой с удалением стружки, например, система управления может быть выполнена с возможностью выполнения воздействия или управления механической обработкой посредством обратной связи по данным процесса. Безопасный, предсказуемый и эффективный процесс механической обработки с обратной связью обеспечен посредством устройства, которое более того делает возможным комбинировать данные от разных частей, таких как режущий инструмент и станок, в котором расположен режущий инструмент. Эти данные обрабатываются в блоке обработки данных и/или блоке мониторинга процесса посредством вычисления или определения, например, времени контакта и/или силы на режущем инструменте, исходя из данных датчика, в комбинации с, например, силой, крутящим моментом и мощностью станка для режущего инструмента. Обработанные данные затем могут оцениваться в блоке обработки данных и/или блоке мониторинга процесса посредством их сравнения с пороговыми значениями, причем диапазон возможных откликов может запускаться посредством системы управления и/или блока управления/воздействия. Один отклик может представлять собой предупреждение в комбинации с инструкцией для ручного регулирования. Другой отклик может представлять собой полуавтоматические или автоматические регулирования данных резания и/или других параметров, относящихся к станку, таких как смещение режущего инструмента в более предпочтительное положение относительно заготовки. Также посредством устройства является возможным собирать данные от режущего инструмента/станка и передавать их в удаленное место, например, производителю режущего инструмента/станка, для обеспечения оператору или заказчику возможности расширенной поддержки и обслуживания режущего инструмента/станка. Производитель также может обеспечивать более продвинутый анализ и обработку данных благодаря экспертным знаниям и тем самым обеспечивать улучшенный мониторинг/управление операцией механической обработки. Примеры управления вращательной механической обработкой с удалением стружки заготовки, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра, раскрыты в подробном описании вариантов осуществления. Датчик на поверхностных акустических волнах не требует схемы подачи электропитания, а взамен использует энергию передачи, которая требуется для передачи детектированного, по меньшей мере, одного параметра, или сигнала значения, на вторую антенну, от сигнала запроса, который может передаваться посредством радиоволн от второй антенны и принимается датчиком на поверхностных акустических волнах. Сигнал запроса может представлять собой высокочастотный сигнал запроса. Таким образом, корпус инструмента не требует обеспечения с каким-либо громоздким источником энергии или мощности, например аккумуляторной батареей или индуктивными средствами подачи энергии, который может неправильно работать, посредством чего обеспечены надежные и долговечные системы мониторинга и управления. Пассивный датчик на поверхностных акустических волнах, по существу, который может опрашиваться беспроводным образом, является ранее известным и раскрыт, например, в US 6,144,332. Датчик на поверхностных акустических волнах может иметь небольшие размеры и, таким образом, какая-либо громоздкая конфигурация исключена. Следовательно, посредством настоящего изобретения, обеспечены компактная и гибкая система мониторинга для осуществления мониторинга вращательной механической обработки с удалением стружки и компактная и гибкая система управления, где количество проводов и электрических проводников уменьшено. Датчик на поверхностных акустических волнах может монтироваться на режущий инструмент в положении в непосредственной близости к той области режущего инструмента, где, по меньшей мере, один параметр детектируется наиболее эффективным образом, обеспечивая более точные значения, по меньшей мере, одного параметра. Посредством более точных значений, по меньшей мере, одного параметра, система управления может более эффективно управлять вращательной механической обработкой с удалением стружки. Более того, посредством монтажа датчика на поверхностных акустических волнах на режущий инструмент, установленный, по меньшей мере, один параметр связывается с этим конкретным режущим инструментом, посредством чего установленный, по меньшей мере, один параметр конкретного режущего инструмента может соединяться или относиться к другим данным этого конкретного режущего инструмента. Посредством негромоздкой и компактной конструкции, по меньшей мере, одного датчика на поверхностных акустических волнах и, по меньшей мере, одной первой антенны, конструкция, по меньшей мере, одного датчика на поверхностных акустических волнах и, по меньшей мере, одной первой антенны не ухудшает работу режущего инструмента и, таким образом, не ухудшает управление вращательной механической обработкой с удалением стружки. По меньшей мере, один датчик на поверхностных акустических волнах и, по меньшей мере, одна первая антенна могут монтироваться на режущий инструмент без какой-либо существенной модернизации режущего инструмента и без какой-либо модернизации шпинделя или держателя, удерживающего режущий инструмент, и станка, удерживающего шпиндель или держатель, посредством чего системы мониторинга и управления являются легкими для установки в уже выполненные вращательные системы для удаления стружки. Посредством устройства в соответствии с настоящим изобретением, взаимодействие между детектированием параметров и системой управления является надежным и эффективным, посредством чего обеспечено надежное и точное управление механической обработкой с удалением стружки. Таким образом, посредством устройства в соответствии с настоящим изобретением обеспечен улучшенный мониторинг и управление процессом вращательной механической обработки с удалением стружки заготовки, например, заготовки из титана, стали, алюминия, отливок или любого другого материала.
Режущий инструмент может содержать корпус инструмента, который является соединяемым с держателем или вращательным шпинделем, при этом корпус инструмента задает центральную ось и снабжен, по меньшей мере, одной режущей кромкой или, по меньшей мере, одним гнездом для размещения режущей пластины, имеющей, по меньшей мере, одну режущую кромку. Система управления может быть выполнена с возможностью управления вращательной механической обработкой с удалением стружки заготовки на основании детектированного, по меньшей мере, одного параметра.
В соответствии с предпочтительным вариантом осуществления устройства в соответствии с настоящим изобретением, устройство содержит систему идентификации для идентификации режущих инструментов, причем система идентификации содержит средство идентификации, выполненное с возможностью прикрепления к режущему инструменту, при этом средство идентификации выполнено с возможностью обеспечения, по меньшей мере, идентификационных данных режущего инструмента, и причем система мониторинга выполнена с возможностью взаимодействия с системой идентификации. Посредством этого варианта осуществления, устройство может соотносить данные с конкретным режущим инструментом для обеспечения надежной, предсказуемой и эффективной механической обработки, и система управления может более эффективно выполнять воздействие или управление механической обработкой посредством обратной связи по данным процесса. По меньшей мере, один датчик на поверхностных акустических волнах может относиться к конкретному типу режущего инструмента. Посредством этого варианта осуществления, устройство может эффективно осуществлять мониторинг, анализ и управление вращательной механической обработкой с удалением стружки.
В соответствии с дополнительным предпочтительным вариантом осуществления устройства в соответствии с настоящим изобретением, устройство содержит, по меньшей мере, одно запоминающее устройство для хранения данных, по меньшей мере, одного режущего инструмента, причем система идентификации выполнена с возможностью взаимодействия с, по меньшей мере, одним запоминающим устройством. Устройство может содержать, по меньшей мере, одну базу данных, включающую в себя указанное, по меньшей мере, одно запоминающее устройство. В качестве альтернативы, или дополнительно, указанное средство идентификации может содержать указанное, по меньшей мере, одно запоминающее устройство.
В соответствии с другим предпочтительным вариантом осуществления устройства в соответствии с настоящим изобретением, устройство содержит станок, выполненный с возможностью механической обработки заготовки посредством режущего инструмента, при этом станок содержит станину, выполненную с возможностью удерживания держателя или вращательного шпинделя, с которым режущий инструмент является соединяемым, причем система управления выполнена с возможностью управления указанным станком, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра.
В соответствии с еще одним другим предпочтительным вариантом осуществления устройства в соответствии с настоящим изобретением, по меньшей мере, одна вторая антенна монтируется на указанную станину. Посредством этого варианта осуществления, обеспечен эффективный монтаж, по меньшей мере, одной второй антенны относительно, по меньшей мере, одной первой антенны.
В соответствии с еще одним другим предпочтительным вариантом осуществления устройства в соответствии с настоящим изобретением, по меньшей мере, одна вторая антенна монтируется на указанную станину таким образом, что проводящий материал не блокирует беспроводной путь между, по меньшей мере, одной первой антенной и, по меньшей мере, одной второй антенной. Сам станок, например станина, может, например, демонстрировать взаимодействующие проводящие части или объекты, которые могут блокировать передачу между первой и второй антеннами. Посредством этого варианта осуществления, обеспечены эффективная и надежная беспроводная связь между первой и второй антеннами и, таким образом, эффективная и надежная передача детектированного, по меньшей мере, одного параметра и сигнала запроса. Проводящий материал может представлять собой металлический, например, содержащий железо, материал или объект.
В соответствии с предпочтительным вариантом осуществления устройства в соответствии с настоящим изобретением, по меньшей мере, одна первая и/или вторая антенна выполнены/выполнена из одного или множества гибких материалов. Посредством этих вариантов осуществления, вторая антенна может монтироваться на станину эффективным образом и принимать эффективное положение для обеспечения эффективной беспроводной связи между первой и второй антеннами. Посредством этих вариантов осуществления, первая антенна может монтироваться на режущий инструмент эффективным образом и принимать эффективное положение для обеспечения эффективной беспроводной связи между первой и второй антеннами.
В соответствии с дополнительным предпочтительным вариантом осуществления устройства в соответствии с настоящим изобретением, по меньшей мере, одна вторая антенна содержит, по меньшей мере, одну микрополосковую антенну, например патч-антенну. Микрополосковая антенна может эффективно монтироваться на станину и принимать эффективное положение для обеспечения эффективной беспроводной связи между первой и второй антеннами. Однако, по меньшей мере, одна вторая антенна может содержать любой другой тип антенны.
Вышеупомянутая цель настоящего изобретения достигается посредством обеспечения режущего инструмента для вращательной механической обработки с удалением стружки заготовки. Режущий инструмент содержит корпус инструмента, который является соединяемым с держателем или вращательным шпинделем. Корпус инструмента задает центральную ось и снабжен, по меньшей мере, одной режущей кромкой или, по меньшей мере, одним гнездом для размещения режущей пластины, имеющей, по меньшей мере, одну режущую кромку. Режущий инструмент снабжен, по меньшей мере, одним датчиком на поверхностных акустических волнах и, по меньшей мере, одной первой антенной, соединяемой с, по меньшей мере, одним датчиком на поверхностных акустических волнах. По меньшей мере, одна первая антенна предназначена для беспроводной связи с, по меньшей мере, одной второй антенной. Каждый датчик на поверхностных акустических волнах выполнен с возможностью детектирования, по меньшей мере, одного параметра из группы параметров, состоящей из деформации, температуры и давления. По меньшей мере, один датчик на поверхностных акустических волнах и, по меньшей мере, одна первая антенна выполнены с возможностью передачи детектированного, по меньшей мере, одного параметра на вторую антенну в ответ на сигнал запроса, полученный первой антенной от второй антенны. По меньшей мере, один датчик на поверхностных акустических волнах и, по меньшей мере, одна первая антенна выполнены с возможностью получения энергии от сигнала запроса для передачи детектированного, по меньшей мере, одного параметра на вторую антенну.
Посредством режущего инструмента в соответствии с настоящим изобретением, мониторинг вращательной механической обработки с удалением стружки заготовки улучшен, посредством чего обеспечена улучшенная вращательная механическая обработка с удалением стружки заготовки, например заготовки из титана, стали, алюминия, отливок или любого другого материала. Как указано выше, датчик на поверхностных акустических волнах не требует схемы подачи электропитания, а взамен использует энергию передачи от сигнала запроса. Таким образом, корпус инструмента не требует обеспечения с каким-либо громоздким источником энергии или мощности, например аккумуляторной батареей.
Режущий инструмент может представлять собой режущий инструмент для вращательной механической обработки с удалением стружки заготовки. Режущий инструмент может представлять собой фрезерный инструмент для фрезерования заготовки, токарный инструмент для токарной обработки заготовки и/или сверло для сверления заготовки. Множество датчиков на поверхностных акустических волнах может быть соединено, или соединяемым, с одной и той же/одними и теми же первой/ыми антенной/ами, или каждый датчик на поверхностных акустических волнах может быть соединен, или соединяемым, со своей/ими собственной/ыми первой/ыми антенной/ами. Корпус инструмента может быть снабжен одним или множеством гнезд, при этом каждое гнездо размещает режущую пластину, которая может монтироваться в гнездо. Режущая пластина может съемно монтироваться в гнездо и, таким образом, может быть сменной. В качестве альтернативы, корпус инструмента может быть снабжен одной или множеством режущих кромок, выполненных в виде одного целого с корпусом инструмента. Корпус инструмента может быть снабжен множеством разнесенных по окружности режущих кромок или гнезд.
В соответствии с предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, корпус инструмента снабжен, по меньшей мере, одним датчиком на поверхностных акустических волнах. Посредством этого варианта осуществления, параметры, относящиеся к режущей кромке или режущей пластине детектируются эффективным образом. В качестве альтернативы, одна или множество подкладок, или одна или множество режущих пластин, монтируемых на корпус инструмента, может быть обеспечено с, по меньшей мере, одним датчиком на поверхностных акустических волнах.
В соответствии с дополнительным предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, по меньшей мере, один датчик на поверхностных акустических волнах расположен рядом с, по меньшей мере, одной режущей кромкой или, по меньшей мере, одним гнездом. Посредством расположения, по меньшей мере, одного датчика на поверхностных акустических волнах рядом с, по меньшей мере, одной режущей кромкой или, по меньшей мере, одним гнездом, т.е. вблизи зоны резания, параметры, относящиеся к режущей кромке или режущей пластине, могут детектироваться эффективным образом. Режущая кромка или гнездо может быть обеспечено с, по меньшей мере, двумя датчиками на поверхностных акустических волнах. В качестве альтернативы, по меньшей мере, один датчик на поверхностных акустических волнах, например четыре датчика на поверхностных акустических волнах, может быть прикреплен к валу режущего инструмент или к одному концевому участку режущего инструмента, для детектирования или определения параметров, относящихся к смещению или сгибанию режущего инструмента. В качестве альтернативы, по меньшей мере, один датчик на поверхностных акустических волнах может быть расположен рядом с каналом для охлаждающей текучей среды, обеспечивающим охлаждающую текучую среду, например охлаждающую жидкость, во время механической обработки, например рядом с отверстием канала для охлаждающей текучей среды, для детектирования или определения параметров, относящихся к охлаждению, например давления охлаждающей текучей среды.
В соответствии с другим предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, по меньшей мере, одно гнездо обеспечено с, по меньшей мере, одним датчиком на поверхностных акустических волнах. Посредством монтажа, по меньшей мере, одного датчика на поверхностных акустических волнах в гнездо, параметры, относящиеся к режущей пластине, могут детектироваться или определяться эффективным образом.
В соответствии с еще одним другим предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, каждое гнездо содержит, по меньшей мере, одну поверхность гнезда, причем поверхность гнезда, по меньшей мере, одного гнезда, обеспечена с, по меньшей мере, одним датчиком на поверхностных акустических волнах. Посредством монтажа, по меньшей мере, одного датчика на поверхностных акустических волнах в поверхность гнезда, параметры, относящиеся к режущей пластине, могут детектироваться или определяться эффективным образом.
В соответствии с еще одним другим предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, режущий инструмент выполнен с возможностью зубофрезерования заготовки, причем центральная ось корпуса инструмента представляет собой ось вращения, причем корпус инструмента содержит множество сегментов, при этом каждый сегмент содержит множество разнесенных по окружности режущих кромок или гнезд, при этом каждое гнездо выполнено с возможностью размещения режущей пластины, и причем каждый сегмент снабжен, по меньшей мере, одним датчиком на поверхностных акустических волнах. В качестве альтернативы, режущий инструмент может представлять собой фрезерный инструмент, выполненный с возможностью других фрезерных операций, нежели чем зубофрезерование, например профильного или контурного фрезерования и т.д. Режущий инструмент также может представлять собой токарный инструмент, выполненный с возможностью токарной обработки заготовки и/или сверло для сверления заготовки. Посредством этого варианта осуществления, за зубофрезерованием заготовки может эффективным образом осуществляться мониторинг.
В соответствии с предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, прилегающие сегменты являются разъемно соединяемыми друг с другом, причем каждый сегмент снабжен, по меньшей мере, одним электрическим соединителем, соединенным с, по меньшей мере, одним датчиком на поверхностных акустических волнах того же сегмента, и причем каждый электрический соединитель является непосредственно соединяемым с первой антенной или опосредовано соединяемым с первой антенной посредством одного или множества промежуточных электрических соединителей одного или множества промежуточных сегментов. Посредством обеспечения указанных электрических соединителей, каждый датчик на поверхностных акустических волнах эффективно соединен с первой антенной. Множество датчиков на поверхностных акустических волнах может быть соединено с одним и тем же электрическим соединителем, или один электрический соединитель может быть обеспечен для каждого датчика на поверхностных акустических волнах. В качестве альтернативы, датчик на поверхностных акустических волнах может быть непосредственно соединен с первой антенной без какого-либо электрического соединителя.
В соответствии с другим предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, режущий инструмент содержит, по меньшей мере, один элемент инструмента, соединяемый с держателем или вращательным шпинделем, причем корпус инструмента является соединяемым с держателем или вращательным шпинделем посредством, по меньшей мере, одного элемента инструмента, причем элемент инструмента снабжен, по меньшей мере, одним электрическим соединителем, причем корпус инструмента снабжен, по меньшей мере, одним электрическим соединителем, соединенным с, по меньшей мере, одним датчиком на поверхностных акустических волнах, и причем каждый электрический соединитель является непосредственно соединяемым с первой антенной или опосредовано соединяемым с первой антенной посредством одного или множества промежуточных электрических соединителей. Каждый электрический соединитель может быть разъемно соединяемым с первой антенной и/или разъемно соединяемым с другим электрическим соединителем. Посредством этих вариантов осуществления, режущий инструмент выполнен модульным, и модули являются легкими для сборки в цельный режущий инструмент. По меньшей мере, один элемент инструмента может быть снабжен, по меньшей мере, одной режущей кромкой или, по меньшей мере, одним гнездом для размещения режущей пластины, имеющей, по меньшей мере, одну режущую кромку, или элемент инструмента может представлять собой удлинитель инструмента без каких-либо режущих кромок и гнезд.
В соответствии с дополнительным предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, каждый сегмент задает центральную ось и содержит первую сторону и вторую сторону, при этом центральная ось сегмента продолжается через первую и вторую стороны и является коллинеарной с центральной осью корпуса инструмента, причем на первой стороне каждый электрический соединитель сегмента является разъемно соединяемым с первой антенной и/или с электрическим соединителем прилегающего сегмента, и причем на второй стороне каждый электрический соединитель сегмента является разъемно соединяемым с первой антенной и/или с электрическим соединителем прилегающего сегмента. Посредством этого варианта осуществления, эффективный модульный принцип обеспечен для зубофрезерного инструмента, имеющего множество съемных сегментов, посредством чего датчики на поверхностных акустических волнах легко и автоматически соединяются с, по меньшей мере, одной первой антенной, когда зубофрезерный инструмент собирается и, когда сегменты соединяются друг с другом.
В соответствии с другим предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, каждый сегмент содержит периферийный кулачок, обеспеченный с множеством разнесенных по окружности режущих кромок или гнезд, причем периферийный кулачок продолжается вдоль винтовой линии, причем относительно направления вращения вокруг оси вращения одна из режущих кромок или гнезд периферийного кулачка представляет собой переднюю режущую кромку или переднее гнездо относительно других режущих кромок или гнезд сегмента, и причем, по меньшей мере, передняя режущая кромка или переднее гнездо обеспечено с, по меньшей мере, одним смежным датчиком на поверхностных акустических волнах. Изобретатели настоящего изобретения установили, что передняя режущая кромка или передняя режущая пластина подвергается бόльшей нагрузке относительно других режущих кромок или режущих пластин одних и тех же сегментов червячной фрезы. Посредством детектирования или определения параметров, по меньшей мере, относящихся к передней режущей кромке или передней режущей пластине, обеспечено эффективное осуществление мониторинга зубофрезерования заготовки.
В соответствии с еще одним другим предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, режущий инструмент содержит два концевых элемента, через которые продолжается центральная ось режущего инструмента, причем множество сегментов расположено между указанными двумя концевыми элементами, и причем, по меньшей мере, один из двух концевых элементов снабжен, по меньшей мере, одной первой антенной. Это представляет собой эффективное расположение первой антенны, что дополнительно улучшает модульный принцип для зубофрезерного инструмента. Первая антенна может быть обеспечена в канавке, например кольцевой канавке, обеспеченной в концевом элементе. В качестве альтернативы, по меньшей мере, один из сегментов может быть снабжен, по меньшей мере, одной первой антенной, и как датчик на поверхностных акустических волнах, так и первая антенна могут образовывать блок.
В соответствии с еще одним другим предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, каждая режущая кромка или каждое гнездо обеспечено с, по меньшей мере, одним смежным датчиком на поверхностных акустических волнах. Посредством детектирования или определения параметров, относящихся к каждой режущей кромке или каждой режущей пластине, обеспечено эффективное осуществление мониторинга вращательной механической обработки с удалением стружки заготовки.
В соответствии с дополнительным предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, корпус инструмента снабжен, по меньшей мере, одной первой антенной.
В соответствии с другим предпочтительным вариантом осуществления режущего инструмента в соответствии с настоящим изобретением, корпус инструмента является вращаемым вокруг своей центральной оси, и по меньшей мере, один датчик на поверхностных акустических волнах и, по меньшей мере, одна первая антенна могут быть подвижными относительно, по меньшей мере, одной второй антенны.
В соответствии с предпочтительным вариантом осуществления устройства в соответствии с настоящим изобретением, устройство содержит, по меньшей мере, один режущий инструмент по любому из п.п.8-15 формулы изобретения и/или, по меньшей мере, один режущий инструмент в соответствии с любым из других раскрытых вариантов осуществления. Положительные технические эффекты вариантов осуществления устройства в соответствии с настоящим изобретением могут соответствовать техническим эффектам, упомянутым во взаимосвязи с режущим инструментом в соответствии с настоящим изобретением и его вариантами осуществления.
По меньшей мере, один первый датчик на поверхностных акустических волнах может представлять собой один или множество датчиков на поверхностных акустических волнах. По меньшей мере, одна первая антенна может представлять собой одну или множество первых антенн. По меньшей мере, одна вторая антенна может представлять собой одну или множество вторых антенн. По меньшей мере, одно запоминающее устройство может представлять собой одно или множество запоминающих устройств. По меньшей мере, один параметр может представлять собой один или множество параметров. По меньшей мере, одна режущая кромка может представлять собой одну или множество режущих кромок. По меньшей мере, одно гнездо может представлять собой одно или множество гнезд. По меньшей мере, один электрический соединитель может представлять собой один или множество электрических соединителей.
Вышеупомянутые признаки и варианты осуществления устройства и режущего инструмента, соответственно, могут комбинироваться различными возможными образами, обеспечивая дополнительные предпочтительные варианты осуществления.
Дополнительные предпочтительные варианты осуществления устройства и режущего инструмента, соответственно, в соответствии с настоящим изобретением, и дополнительные преимущества с настоящим изобретением станут ясными из подробного описания вариантов осуществления.
Краткое описание чертежей
Настоящее изобретение теперь будет описываться, с целями иллюстрации, более подробно путем вариантов осуществления и со ссылкой на прилагаемые чертежи, на которых:
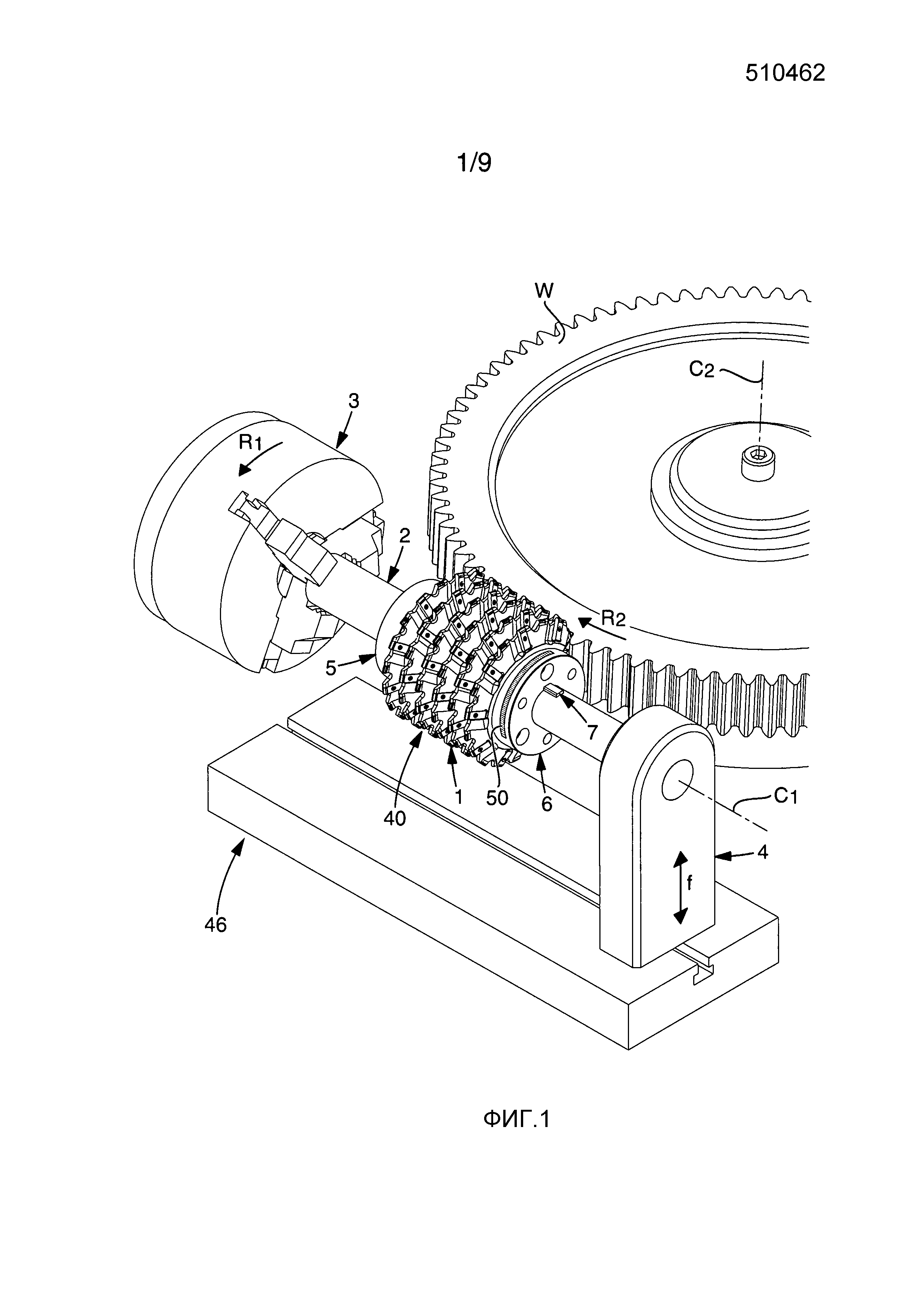
Фиг. 1 представляет собой схематичный перспективный вид варианта осуществления режущего инструмента в соответствии с настоящим изобретением;
Фиг. 2 представляет собой схематичный перспективный вид режущего инструмента Фиг. 1 в собранном состоянии;
Фиг. 3 представляет собой схематичный перспективный вид с разнесением деталей режущего инструмента Фиг. 2;
Фиг. 4 представляет собой схематичный вид сверху варианта осуществления сегмента режущего инструмента Фиг. 1-3;
Фиг. 5 представляет собой схематичный вид сбоку сегмента Фиг. 4;
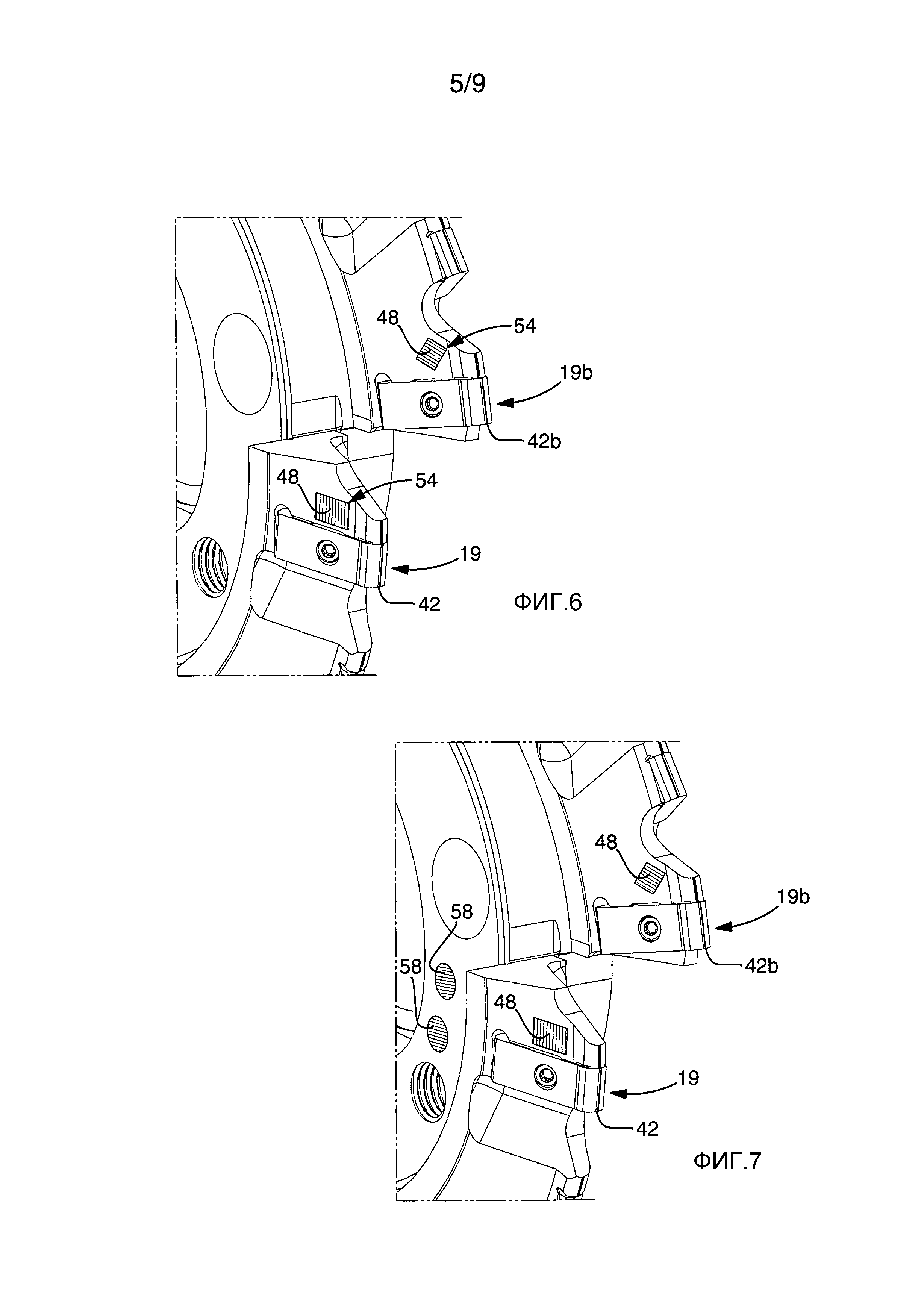
Фиг. 6 представляет собой схематичный увеличенный перспективный вид участка сегмента Фиг. 4;
Фиг. 7 представляет собой схематичный увеличенный перспективный вид участка другого варианта осуществления сегмента, по существу, соответствующего сегменту Фиг. 4;
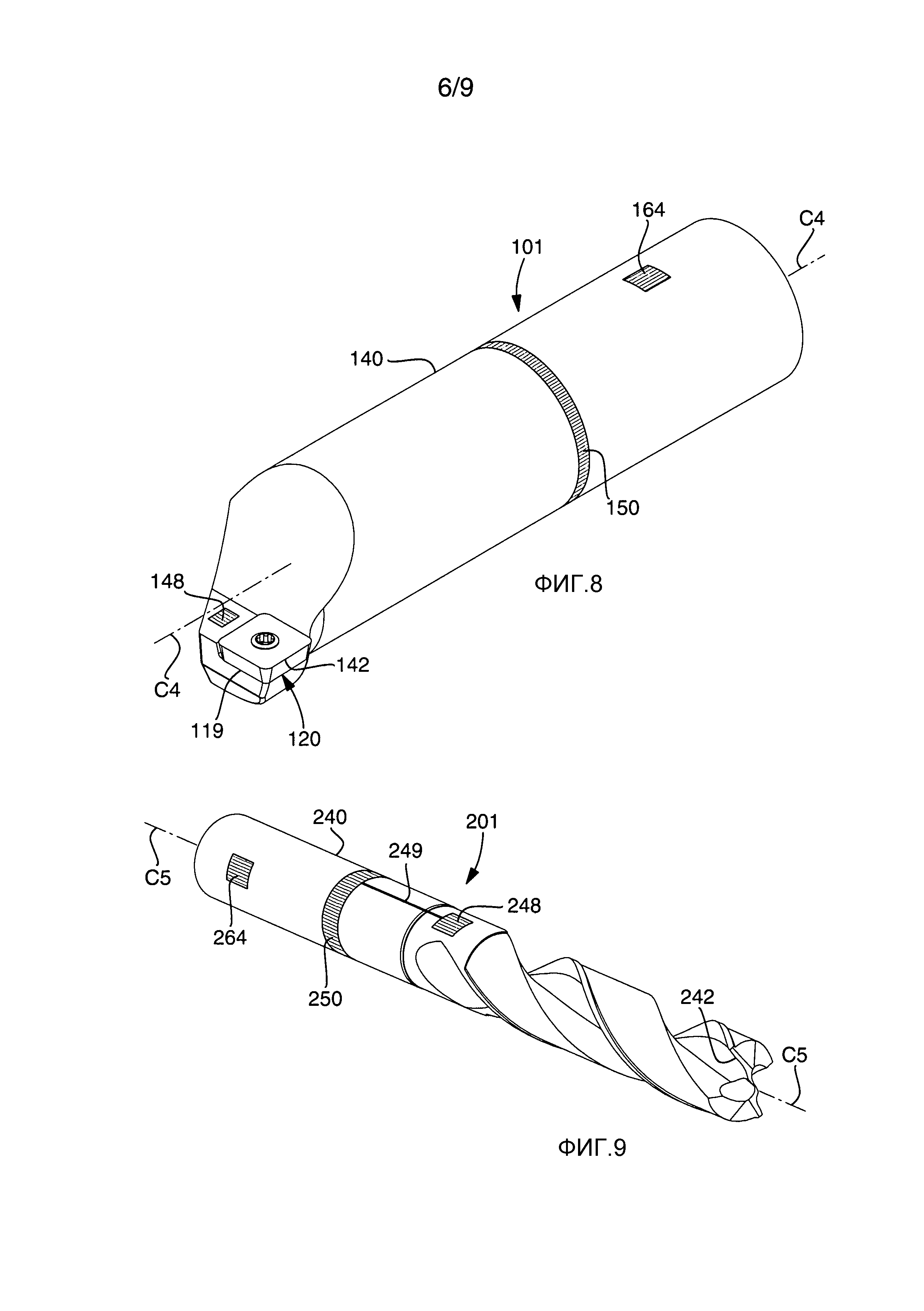
Фиг. 8 представляет собой перспективный вид другого варианта осуществления режущего инструмента в соответствии с настоящим изобретением;
Фиг. 9 представляет собой перспективный вид дополнительного варианта осуществления режущего инструмента в соответствии с настоящим изобретением;
Фиг. 10 представляет собой принципиальную схему, показывающую аспекты варианта осуществления устройства в соответствии с настоящим изобретением;
Фиг. 11 представляет собой принципиальную схему, показывающую дополнительные аспекты варианта осуществления устройства в соответствии с настоящим изобретением; и
Фиг. 12 представляет собой схематичный перспективный вид с вырезом варианта осуществления станка, предусмотренного для механической обработки заготовки посредством режущего инструмента Фиг. 2, при этом станок включен в вариант осуществления устройства в соответствии с настоящим изобретением.
Подробное описание вариантов осуществления
На Фиг. 1 схематично показан вариант осуществления режущего инструмента 1 для вращательной механической обработки с удалением стружки заготовки W в соответствии с настоящим изобретением. Режущий инструмент 1 может представлять собой фрезерный инструмент, например фрезерный инструмент 1, предназначенный для зубофрезерования заготовки W, для того, чтобы образовать зубчатое колесо (с целью ясности, зубья и вырезанные впадины показаны в состоянии финишной обработки). Заготовка W, например, может представлять собой заготовку из титана, стали, алюминия, отливок или любого другого материала. Режущий инструмент 1, показанный на Фиг. 1, может называться червячной фрезой или зубофрезерным инструментом. Режущий инструмент 1 содержит корпус 40 инструмента, который является соединяемым с держателем, например вращательным валом 2 или вращательным шпинделем. Корпус 40 инструмента задает центральную ось С1, которая может быть задана в качестве оси С1 вращения, и снабжен, по меньшей мере, одной режущей кромкой 42 или, по меньшей мере, одним гнездом 19 для размещения режущей пластины 20, имеющей, по меньшей мере, одну режущую кромку 42. В вариантах осуществления Фиг. 1-5, корпус 40 инструмента снабжен, по меньшей мере, одним гнездом 19 для размещения режущей пластины 20, имеющей, по меньшей мере, одну режущую кромку 42. Режущая кромка 42 и режущая пластина 20, например, могут быть выполнены из твердого сплава, кермета, кубического нитрида бора, поликристаллического алмаза или керамики. Материал режущей кромки 42 и режущей пластины 20 может отличаться от материала корпуса 40 инструмента. Корпус 40 инструмента может включать в себя, по меньшей мере, одну режущую пластину 20. В качестве альтернативы, корпус инструмента может быть снабжен одной или множеством режущих кромок, выполненных в виде одного целого с корпусом инструмента. Корпус 40 инструмента может содержать множество сегментов 8а, 8b. Каждый сегмент 8а, 8b может содержать множество разнесенных по окружности гнезд 19, при этом каждое гнездо 19 выполнено с возможностью размещения режущей пластины 20. В качестве альтернативы, каждый сегмент может быть снабжен множеством разнесенных по окружности режущих кромок 42, которые выполнены в виде одного целого с соответствующим сегментом 8а, 8b. Каждая режущая пластина 20 может съемно монтироваться в гнездо 19 и, таким образом, может быть сменной. Каждый сегмент 8а, 8b может быть дискообразным. В соответствии с вариантом осуществления Фиг. 1, режущий инструмент 1 может монтироваться на вал 2, задающий центральную ось С1. Один конец вала 2 может зажиматься в патроне 3, тогда как противоположный конец может быть установлен в кронштейн 4 подшипника. В качестве альтернативы, зубофрезерный инструмент может быть соединен с вращательным шпинделем на одном конце, тогда как другой конец является свободным. Со ссылкой на Фиг. 3, два прилегающих сегмента 8а, 8b могут быть разъемно соединяемыми друг с другом. Режущий инструмент 1, или корпус 40 инструмента, может содержать два концевых элемента 5, 6, через которые продолжается центральная ось С1 режущего инструмента 1, и множество сегментов 8а, 8b может располагаться между указанными двумя концевыми элементами 5, 6. Патрон 3 и, тем самым, режущий инструмент 1 могут быть вращаемыми в направлении R1, наряду с этим заготовка W является поворачиваемой или вращаемой в направлении R2, более конкретно вокруг центральной оси С2. Патрон 3 и кронштейн 4 подшипника могут быть частями станка 44, предназначенного для механической обработки заготовки посредством режущего инструмента 1, и станок 44 может содержать станину 46 (см. Фиг. 11-12).
На практике, режущий инструмент 1 приводится в движение с существенно бόльшей скоростью, чем заготовка W. Например, режущий инструмент 1 может совершить 100 оборотов, тогда как заготовка W может повернуться на один оборот. Подача режущего инструмента 1 может выполняться параллельно относительно центральной оси С2, как обозначено посредством двойной стрелки f. Посредством выбранных направлений R1, R2 вращения, подача осуществляется по направлению вниз из верхнего концевого положения. Отдельные режущие пластины 20, включенные в сегменты 8а, 8b, могут следовать по непрерывной винтовой линии вдоль внешней части корпуса 40 инструмента. На Фиг. 2 и 3, особенности режущего инструмента 1 показаны более подробно. В примере, корпус 40 инструмента может содержать в общем шесть сегментов 8а, 8b. Однако, корпус 40 инструмента может содержать меньше или больше сегментов 8а, 8b. Каждый второй сегмент 8а, 8b из показанной группы может быть образован таким образом, чтобы отличаться от промежуточных сегментов 8а, 8b. Для того, чтобы отделить разные сегменты, сегментам 8а, 8b были добавлены суффиксы “а” и “b”, соответственно. Из двух концевых элементов 5, 6, концевые элементы 5, наиболее отдаленные от наблюдателя на Фиг. 2 и 3, могут быть обозначены как “задний” концевой элемент, тогда как другие могут образовывать “передний” концевой элемент 6. На виде с разнесением деталей в соответствии с Фиг. 3, дополнительно показаны два типа винтов, а именно затяжной болт 9 и демонтирующий винт 10.
На Фиг. 4, показан отдельный сегмент типа, который обозначен 8а на Фиг. 3. Каждый сегмент 8а, 8b может задавать центральную ось С3 и может содержать первую сторону и вторую сторону, при этом центральная ось С1 сегмента 8а, 8b продолжается через первую и вторую стороны и является коллинеарной с центральной осью С1 корпуса 1 инструмента. Каждый сегмент 8а может включать в себя втулочную часть 11 и внешний периферийный кулачок 12, обеспеченный с множеством разнесенных по окружности режущих кромок 42 и/или гнезд 19. Втулочная часть 11 может включать в себя две параллельные торцевые поверхности 13, 14, из которых одна, упомянутая первой, образует заднюю торцевую поверхность, а одна, упомянутая последней, - переднюю торцевую поверхность. Снаружи, втулочная часть 11 может быть ограничена частично цилиндрической охватывающей поверхностью 15, от которой кулачок 12 имеет определенное радиальное удлинение. Сегменты 8а, 8b могут монтироваться на общий приводной вал 2 (см. Фиг. 1), и втулочная часть 11 может включать в себя центральное сквозное отверстие 16 цилиндрической формы. Рядом с указанным центральным отверстием 16, образована канавка 17, с которой может сцепляться блокировочный клин 7 приводного вала 2. Две торцевые поверхности 13, 14 могут проходить в плоскостях, которые являются перпендикулярными относительно центральной оси С3, которая совпадает с центральной осью С1 корпуса 40 инструмента. Другими словами, торцевые поверхности 13, 14 могут быть взаимно параллельными. Охватывающая поверхность 15 может быть концентрической с центральной осью С3.
Периферийный кулачок 12 может проходить вдоль винтовой линии. Более конкретно, периферийный кулачок 12 может проходить на один виток вдоль втулочной части 11 и следовать по винтовой линии с заданным шагом. Этот шаг обозначен углом α между плоской торцевой поверхностью 13 втулочной части и кольцевой передней поверхностью 18 кулачка 12 (см. Фиг. 5). α может надлежащим образом находиться в диапазоне от 1 до 10°. Кулачок 12 может иметь клинообразную форму в поперечном сечении таким образом, что он сужается от широкого основания по направлению к остроконечному внешнему участку. В направлении вращения спереди каждого гнезда 19 и режущей пластины 20, имеется канал 21 для стружки для облегчения отвода стружки, которая удаляется посредством режущих пластин 20. Каждые вторые гнездо 19 и режущая пластина 20, соответственно, могут быть обеспечены в одной боковой поверхности кулачка 12, и каждые вторые - в другой боковой поверхности. Также следует отметить, что кулачок 12 может заканчиваться плоскими поверхностями 22 (см. Фиг. 5), которые могут прижиматься к аналогичным поверхностям кулачков 12 в соседних сегментах 8а, 8b. Вместе, кулачки 12 отдельных сегментов 8а, 8b, таким образом, образуют непрерывное, резьбообразное винтовое образование собранного режущего инструмента 1. Относительно направления вращения вокруг оси С1, С3 вращения одна из режущих кромок 42 или гнезд 19 периферийного кулачка 12 представляет собой переднюю режущую кромку 42b или переднее гнездо 19b относительно других режущих кромок 42 или гнезд 19 сегмента 8а, 8b.
Со ссылкой на Фиг. 6 и 7, режущий инструмент 1 снабжен, по меньшей мере, одним датчиком 48 на поверхностных акустических волнах (ПАВ) (в дальнейшем называемым ПАВ датчиком) и, по меньшей мере, одной первой антенной 50, соединяемой с, по меньшей мере, одним ПАВ датчиком 48. По меньшей мере, одна первая антенна 50 предназначена для беспроводной связи с, по меньшей мере, одной второй антенной 52 (см. Фиг. 10-12), например, посредством радиоволн. Каждый ПАВ датчик 48 выполнен с возможностью детектирования, или обнаружения, по меньшей мере, одного параметра из группы параметров, состоящей из деформации, температуры и давления. Дополнительные параметры могут определяться, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра, т.е. исходя из установленной деформации, температуры и/или давления. Нагрузка, удар, сила и/или увеличение износа в реальном времени на режущем инструменте 1, на режущей пластине и/или на режущей кромке 42 могут определяться посредством ПАВ датчика 48 и на основании детектированного, по меньшей мере, одного параметра. ПАВ датчик 48 работает в соответствии с принципом устройства на акустических поверхностных волнах. ПАВ датчик, по существу, который может опрашиваться беспроводным образом, является ранее известным и раскрыт, например, в US 6,144,332. Каждый ПАВ датчик 48 может располагаться в углублении 54 в корпусе 40 инструмента и может быть прикреплен к корпусу (?)[48] инструмента в указанном углублении 54. Со ссылкой на Фиг. 6 и 7, два ПАВ датчика 48 могут быть расположены в одном и том же углублении 54, где внешний ПАВ датчик 48 может быть выполнен с возможностью детектирования температуры. По меньшей мере, один ПАВ датчик 48 и, по меньшей мере, одна первая антенна 50 выполнены с возможностью передачи детектированного, по меньшей мере, одного параметра на вторую антенну 52 в ответ на сигнал запроса, полученный первой антенной 50 от второй антенны 52. По меньшей мере, один ПАВ датчик 48 и, по меньшей мере, одна первая антенна 50 выполнены с возможностью получения энергии, или мощности, от сигнала запроса для передачи детектированного, по меньшей мере, одного параметра на вторую антенну 52. Таким образом, энергия, или мощность, требуемая для передачи, по меньшей мере, одного детектированного параметра, получается от сигнала запроса. Корпус 40 инструмента может быть снабжен, по меньшей мере, одним ПАВ датчиком 48. Таким образом, по меньшей мере, один ПАВ датчик 48 может быть прикреплен к корпусу 40 инструмента. По меньшей мере, один ПАВ датчик 48 может располагаться рядом с, по меньшей мере, одной режущей кромкой 42 или рядом с, по меньшей мере, одним гнездом 19. По меньшей мере, одно гнездо 19 может быть обеспечено с, по меньшей мере, одним ПАВ датчиком 48. Каждый сегмент 8а, 8b может быть снабжен, по меньшей мере, одним ПАВ датчиком 48. Таким образом, по меньшей мере, один ПАВ датчик 48 может быть прикреплен к каждому сегменту. Со ссылкой на Фиг. 6, по меньшей мере, передняя режущая кромка 42b и/или переднее гнездо 19b могут быть обеспечены с, по меньшей мере, одним смежным ПАВ датчиком 48.
Со ссылкой на Фиг. 3 и 4, каждое гнездо 19 может содержать, по меньшей мере, одну поверхность 56 гнезда, и поверхность 56 гнезда, по меньшей мере, одного гнезда 19, может быть обеспечена с, по меньшей мере, одним ПАВ датчиком. Каждая режущая кромка 42 или каждое гнездо 19 может быть обеспечено с, по меньшей мере, одним смежным ПАВ датчиком 48.
Со ссылкой на Фиг. 3, по меньшей мере, один из двух концевых элементов 5, 6 может быть снабжен, по меньшей мере, одной первой антенной 50. Таким образом, по меньшей мере, одна первая антенна 50 может монтироваться на одни или оба из двух концевых элементов 5, 6. Первая антенна 50 может иметь окружную протяженность, по меньшей мере, частично вокруг центральной оси С1, или первая антенна 50 может образовывать, по существу, кольцевую протяженность вокруг центральной оси С1. Первая антенна 50 может быть обеспечена в окружной канавке в концевых элементах 5, 6. Первая антенна 50 может представлять собой дипольную антенну. Первая антенна 50 может представлять собой щелевую антенну. Первая антенна 50 может представлять собой асимметричную щелевую дипольную антенну. Со ссылкой на Фиг. 12, когда корпус 40 инструмента является вращаемым вокруг своей центральной оси С3, по меньшей мере, один ПАВ датчик 48 и, по меньшей мере, одна первая антенна 50 могут быть подвижными относительно, по меньшей мере, одной второй антенны 52. Каждый из концевых элементов 5, 6 может быть снабжен первой антенной 50. Корпус 40 инструмента может быть снабжен, по меньшей мере, одной первой антенной 50. Таким образом, по меньшей мере, одна первая антенна 50 может монтироваться или прикрепляться к корпусу 40 инструмента.
Со ссылкой на Фиг. 7, каждый сегмент 8а, 8b может быть снабжен, по меньшей мере, одним электрическим соединителем 58, соединенным с, по меньшей мере, одним ПАВ датчиком 48 того же сегмента 8а, 8b. Электрический соединитель 58 может быть соединен с, по меньшей мере, одним ПАВ датчиком 48 посредством провода, линии связи или электрического проводника и т.д., который может быть обеспечен в канавке, углублении и/или отверстии, или в их комбинации, обеспеченной в корпусе 40 инструмента. Каждый электрический соединитель 58 является непосредственно соединяемым с первой антенной 50 или опосредовано соединяемым с первой антенной 50 посредством одного или множества промежуточных электрических соединителей 58 одного или множества промежуточных сегментов 8а, 8b.
На первой стороне сегмента 8а, 8b, каждый электрический соединитель 58 сегмента 8а, 8b может быть разъемно соединяемым с первой антенной 50 и/или с электрическим соединителем 58 прилегающего сегмента 8а, 8b. На второй стороне сегмента 8а, 8b, каждый электрический соединитель 58 сегмента 8а, 8b может быть разъемно соединяемым с первой антенной 50 и/или с электрическим соединителем 58 прилегающего сегмента 8а, 8b. Таким образом, обеспечен модульный принцип для режущего инструмента 1 и его ПАВ датчиков 48 и его, по меньшей мере, одной антенны 50. Сегменты 8а, 8b могут быть выполнены таким образом, что два сегмента 8а, 8b могут соединяться друг с другом только одним образом и в соответствии только с одним конкретным взаимным расположением, посредством чего электрические соединители 58 разных сегментов 8а, 8b каждый раз могут располагаться вдоль общей продольной оси, когда сегменты 8а, 8b собраны, например, посредством соединения CoromantCapto™ и посредством вышеупомянутой канавки 17.
На Фиг. 8 схематично показан другой вариант осуществления режущего инструмента 101 для вращательной механической обработки с удалением стружки заготовки в соответствии с настоящим изобретением. Режущий инструмент 101, показанный на Фиг. 8, представляет собой токарный инструмент для токарной обработки заготовки, которая может вращаться. Режущий инструмент 101 содержит корпус 140 инструмента, который является соединяемым с держателем. Корпус 140 инструмента задает центральную ось С4 и снабжен, по меньшей мере, одной режущей кромкой 142 или, по меньшей мере, одним гнездом 119 для размещения режущей пластины 120, имеющей, по меньшей мере, одну режущую кромку 142. В варианте осуществления Фиг. 8, корпус 140 инструмента снабжен, по меньшей мере, одним гнездом 119 для размещения режущей пластины 120, имеющей, по меньшей мере, одну режущую кромку 142. Режущая пластина 120 может быть выполнена из твердого сплава, кермета, кубического нитрида бора, поликристаллического алмаза или керамики. Режущий инструмент 101 снабжен, по меньшей мере, одним ПАВ датчиком 148 и, по меньшей мере, одной первой антенной 150, соединяемой, или соединенной, с, по меньшей мере, одним ПАВ датчиком 148. По меньшей мере, один ПАВ датчик 148 может быть соединен с, по меньшей мере, одной первой антенной 150 посредством провода, линии связи или электрического проводника и т.д., который может быть обеспечен в канавке, углублении и/или отверстии (не показано), или в их комбинации, обеспеченной в корпусе 140 инструмента. По меньшей мере, одна первая антенна 150 предназначена для беспроводной связи с, по меньшей мере, одной второй антенной 52 (см. Фиг. 11), например, посредством радиоволн. Каждый ПАВ датчик 148 может соответствовать ПАВ датчику 48, раскрытому выше. По меньшей мере, одна первая антенна 150 может, по существу, соответствовать, по меньшей мере, одной первой антенне 50, раскрытой выше.
На Фиг. 9 схематично показан дополнительный вариант осуществления режущего инструмента 201 для вращательной механической обработки с удалением стружки заготовки в соответствии с настоящим изобретением. Режущий инструмент 201, показанный на Фиг. 9, представляет собой сверло для сверления заготовки. Режущий инструмент 201 содержит корпус 240 инструмента, который может быть соединяемым с вращательным шпинделем. Корпус 240 инструмента задает центральную ось С5. В варианте осуществления Фиг. 9, корпус 240 инструмента снабжен, по меньшей мере, одной режущей кромкой 242, которая выполнена в виде одного целого с корпусом 240 инструмента. Режущий инструмент 201 снабжен, по меньшей мере, одним ПАВ датчиком 248 и, по меньшей мере, одной первой антенной 250, соединяемой, или соединенной, с, по меньшей мере, одним ПАВ датчиком 248. По меньшей мере, один ПАВ датчик 248 может быть соединен с, по меньшей мере, одной первой антенной 250 посредством провода 249, линии связи или электрического проводника и т.д., который может быть обеспечен в канавке, углублении и/или отверстии (не показано), или в их комбинации, обеспеченной в корпусе 240 инструмента. По меньшей мере, одна первая антенна 250 предназначена для беспроводной связи с, по меньшей мере, одной второй антенной 52 (см. Фиг. 11), например, посредством радиоволн. Каждый ПАВ датчик 248 может соответствовать ПАВ датчику 48, раскрытому выше. По меньшей мере, одна первая антенна 250 может, по существу, соответствовать, по меньшей мере, одной первой антенне 50, раскрытой выше. Крутящий момент режущего инструмента 201 может определяться посредством, по меньшей мере, одного ПАВ датчика 248, например, множества ПАВ датчиков, и, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра.
Со ссылкой на Фиг. 10, схематично показаны аспекты варианта осуществления устройства для управления процессом вращательной механической обработки с удалением стружки заготовки W в соответствии с настоящим изобретением. Устройство содержит систему мониторинга для осуществления мониторинга вращательной механической обработки с удалением стружки. Система мониторинга содержит, по меньшей мере, один ПАВ датчик 48; 148; 248, выполненный с возможностью установки на режущий инструмент 1; 101; 201 для вращательной механической обработки с удалением стружки заготовки W. ПАВ датчик 48; 148; 248 может быть выполнен, как раскрыто выше. Режущий инструмент 1; 101; 201 может представлять собой режущий инструмент 1; 101; 201 в соответствии с любым из вышеупомянутых режущих инструментов 1; 101; 201, или любой другой режущий инструмент для вращательной механической обработки с удалением стружки заготовки. Режущий инструмент может, по меньшей мере, содержать корпус 40; 140; 240 инструмента, который является соединяемым с держателем или вращательным шпинделем, при этом корпус 40; 140; 240 инструмента задает центральную ось С1; С4; С5 и снабжен, по меньшей мере, одной режущей кромкой 42; 142; 242 или, по меньшей мере, одним гнездом 19; 119 для размещения режущей пластины 20; 120, имеющей, по меньшей мере, одну режущую кромку 42; 142; 242. Система мониторинга содержит, по меньшей мере, одну первую антенну 50; 150; 250, выполненную с возможностью установки на режущий инструмент 1; 101; 201, например, как раскрыто выше. По меньшей мере, одна первая антенна 50; 150; 250, является соединяемой, или соединенной, с, по меньшей мере, одним ПАВ датчиком 48; 148; 248, например, как раскрыто выше. По меньшей мере, один ПАВ датчик 48; 148; 248 может монтироваться на инструмент 1; 101; 201 с помощью средств прикрепления, например, адгезива, защелкивающего средства или паза или кармана, в который вставляется ПАВ датчик. По меньшей мере, одна первая антенна 50; 150; 250 может монтироваться на инструмент 1; 101; 201 с помощью средств прикрепления, например, адгезива, защелкивающего средства, паза или кармана, в который вставляется первая антенна, и/или других подходящих крепежных элементов. Другие средства прикрепления являются возможными.
Система мониторинга содержит, по меньшей мере, одну вторую антенну 52, и, по меньшей мере, одна вторая антенна 52 предназначена для беспроводной связи с, по меньшей мере, одной первой антенной 50; 150; 250. Таким образом, по меньшей мере, одна первая антенна 50; 150; 250 также предназначена для беспроводной связи с, по меньшей мере, одной второй антенной 52. По меньшей мере, один ПАВ датчик 48; 148; 248 и, по меньшей мере, одна первая антенна 50; 150; 250 выполнены с возможностью передачи детектированного, по меньшей мере, одного параметра на вторую антенну 52 в ответ на сигнал запроса, полученный первой антенной 50; 150; 250 от второй антенны 52. Как раскрыто выше, по меньшей мере, один ПАВ датчик 48; 148; 248 и, по меньшей мере, одна первая антенна 50; 150; 250 выполнены с возможностью получения энергии от сигнала запроса для передачи детектированного, по меньшей мере, одного параметра на вторую антенну 52. Система мониторинга дополнительно содержит блок 60 обработки данных, соединенный с, по меньшей мере, одной второй антенной 52. Блок 60 обработки данных выполнен с возможностью передачи сигнала запроса и энергии передачи на, по меньшей мере, одну первую антенну 50; 150; 250 и на, по меньшей мере, один ПАВ датчик 48; 148; 248 посредством, по меньшей мере, одной второй антенны 52. Блок 60 обработки данных выполнен с возможностью получения детектированного, по меньшей мере, одного параметра посредством, по меньшей мере, одной второй антенны 52. Устройство содержит систему 62 управления, выполненную с возможностью взаимодействия с системой мониторинга. Система 62 управления может быть выполнена с возможностью взаимодействия с блоком 60 обработки данных. Система 62 управления может содержать числовое программное управление (ЧПУ). Система 62 управления выполнена с возможностью управления вращательной механической обработкой с удалением стружки заготовки W, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра, т.е., по меньшей мере, одного параметра, детектированного посредством, по меньшей мере, одного ПАВ датчика 48; 148; 248. Система мониторинга, например блок 60 обработки данных или блок 72 мониторинга процесса, или система 62 управления может быть выполнена с возможностью определения, по меньшей мере, одного параметра, например, увеличение износа инструмента в реальном времени и т.д., как упомянуто выше, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра.
Система 62 управления может быть выполнена с возможностью управления вращательной механической обработкой с удалением стружки заготовки W посредством управления, такого как увеличение или уменьшение, частотой вращения корпуса 40; 140; 240 инструмента и/или заготовки W, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра. Система 62 управления может быть выполнена с возможностью управления вращательной механической обработкой с удалением стружки заготовки W посредством управления, такого как увеличение или уменьшение, частотой вращения корпуса 40 инструмента и посредством управления перемещением заготовки W относительно корпуса 40 инструмента в направлении подачи, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра. Для фрезерного инструмента 1, предназначенного для зубофрезерования, система 62 управления может быть выполнена с возможностью управления вращательной механической обработкой с удалением стружки заготовки W посредством управления, такого как увеличение или уменьшение, частотой вращения корпуса 40 и/или заготовки и/или посредством управления линейным перемещением корпуса 40 инструмента в направлении его центральной оси С1, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра. Как указано выше, установленный, по меньшей мере, один параметр может представлять собой любой параметр из группы параметров, состоящей из деформации, температуры и давления. Нагрузка, удар, сила и увеличение износа в реальном времени на режущем инструменте 1; 101; 201, на режущей пластине 20; 120 и/или на режущей кромке 42; 142; 242 и крутящий момент режущего инструмента 1; 201 могут определяться, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра, т.е. исходя из деформации, температуры и/или давления, детектированного посредством, по меньшей мере, одного ПАВ датчика 48; 148; 248. Посредством управления линейным перемещением корпуса 40 инструмента зубофрезерного инструмента 1, червячная фреза при резании может смещаться в положение таким образом, чтобы достичь увеличенного и оптимизированного использования инструмента. Система 62 управления может быть предназначена для управления с обратной связью вращательной механической обработкой с удалением стружки. Система 62 управления может быть выполнена с возможностью задания требуемого значения или требуемого интервала для, по меньшей мере, одного параметра, детектированного посредством, по меньшей мере, одного ПАВ датчика 48; 148; 248, или для, по меньшей мере, одного параметра, определенного на основании детектированного, по меньшей мере, одного параметра. Система мониторинга выполнена с возможностью детектирования, по меньшей мере, одного параметра, и система 62 управления может быть выполнена с возможностью регулирования управления вращательной механической обработкой с удалением стружки таким образом, что установленный, по меньшей мере, один параметр, или определенный, по меньшей мере, один параметр, является ниже или выше указанного требуемого значения, или таким образом, что установленный или определенный, по меньшей мере, один параметр находится ниже, выше или в пределах указанного требуемого интервала. Система 62 управления может содержать блок 63 управления/воздействия на процесс, который может осуществлять регулировки управления вращательной механической обработкой с удалением стружки. Блок 63 управления/воздействия на процесс может быть предусмотрен таким образом, чтобы выполнять воздействие, управление или регулировать управление механической обработки, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра, полученного от, по меньшей мере, одного ПАВ датчика 48; 148; 248, и, по меньшей мере, частично исходя из данных от модуля 68 данных о режущем инструменте (модуль 68 данных о режущем инструменте раскрыт более подробно ниже). Блок 63 управления/воздействия на процесс может, например, быть выполнен с возможностью изменения данных резания, положения режущего инструмента 1; 101; 201 и/или частоты вращения корпуса инструмента и/или заготовки, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра. Блок 63 управления/воздействия на процесс может быть включен в систему мониторинга. Блок 63 управления/воздействия на процесс может быть включен в блок 60 обработки данных. Блок 63 управления/воздействия на процесс может быть встроен в систему 62 управления, например, в ЧПУ. Блок 63 управления/воздействия на процесс может быть встроен в режущий инструмент 1; 101; 201 и соединенным/соединяемым с, по меньшей мере, одним ПАВ датчиком 48; 148; 248 и, по меньшей мере, одной первой антенной 50; 150; 250. Блок 63 управления/воздействия на процесс может представлять собой автономный модуль или может представлять собой удаленный функциональный блок, например, посредством облачного сервиса на основе Интернета или любого другого сервиса.
Система мониторинга может дополнительно содержать блок 72 мониторинга процесса. Блок 72 мониторинга процесса может быть выполнен с возможностью взаимодействия с блоком 60 обработки данных. Блок 72 мониторинга процесса может содержать модуль системы программного обеспечения. Устройство может содержать систему идентификации для идентификации режущих инструментов 1; 101; 201. Система идентификации содержит средство 64; 164; 264 идентификации (см. также Фиг. 8 и 9), выполненное с возможностью прикрепления к режущему инструменту 1; 101; 201. Средство 64; 164; 264 идентификации выполнено с возможностью обеспечения, по меньшей мере, идентификационных данных режущего инструмента 1; 101; 201. Система мониторинга выполнена с возможностью взаимодействия с системой идентификации. Система 62 управления может быть выполнена с возможностью взаимодействия с системой идентификации. Устройство может содержать, по меньшей мере, одно запоминающее устройство 66 для хранения данных, по меньшей мере, одного режущего инструмента 1; 101; 201. Система идентификации может быть выполнена с возможностью взаимодействия с, по меньшей мере, одним запоминающим устройством 66. По меньшей мере, одно запоминающее устройство 66 может быть в виде, по меньшей мере, одной базы данных. Устройство может содержать станок 44, выполненный с возможностью механической обработки заготовки W посредством режущего инструмента 1; 101; 201. Станок может содержать станину 46, выполненную с возможностью удерживания держателя или вращательного шпинделя, с которым режущий инструмент 1; 101; 201 является соединяемым. Система 62 управления может быть выполнена с возможностью управления указанным станком 44, по меньшей мере, частично на основании детектированного, по меньшей мере, одного параметра. Устройство может содержать модуль 68 данных о режущем инструменте, который может соединяться с, по меньшей мере, одним запоминающим устройством 66 или может содержать, по меньшей мере, одно запоминающее устройство 66. Модуль 68 данных о режущем инструменте и/или, по меньшей мере, одно запоминающее устройство 66 может быть выполнено с возможностью хранения данных каждого режущего инструмента 1; 101; 201, например, требуемых значений или эталонных значений режущего инструмента. Данные, по меньшей мере, одного режущего инструмента 1; 101; 201 могут представлять собой предельные значения для целей мониторинга, номинальные/действительные размерные данные (например, диаметр и длина режущего инструмента), другие, относящиеся к режущему инструменту данные, такие как рабочая длина и модульный размер, например для зубофрезерных инструментов, рекомендуемые и действительные данные резания (например, скорость, подача, глубина резания), относящиеся к идентификации инструмента, сроку службы инструмента и процессу данные, например, время работы, данные от ПАВ датчиков 48 и от других датчиков. Модуль 68 данных о режущем инструменте и/или, по меньшей мере, одно запоминающее устройство 66 также может быть выполнено с возможностью хранения предельных значений для целей мониторинга. Устройство может содержать блок 70 предварительной настройки режущего инструмента, выполненный с возможностью обеспечения действительных размеров конкретного режущего инструмента 1; 101; 201 (действительных значений режущего инструмента). Действительные размеры конкретного режущего инструмента могут быть получены из измерений на конкретном режущем инструменте 1; 101; 201. Действительные размеры, относящиеся к конкретному режущему инструменту 1; 101; 201, могут быть загружены из блока 70 предварительной настройки режущего инструмента в модуль 68 данных о режущем инструменте и/или в средство 64 идентификации. Модуль 68 данных о режущем инструменте и/или, по меньшей мере, одно запоминающее устройство 66 также может быть выполнено с возможностью хранения данных процесса механической обработки от станка 44, данных мониторинга от модулей мониторинга/анализа, данных воздействия/управления для регулирования/управления механической обработкой и т.д.
Дополнительно к, по меньшей мере, одному ПАВ датчику 48; 148; 248, устройство может содержать, по меньшей мере, один дополнительный датчик 71, выполненный с возможностью установки на режущий инструмент 1; 101; 201 или на станину 46 или любую другую часть станка 44. Устройство может содержать, по меньшей мере, один режущий инструмент 1; 101; 201.
Со ссылкой на Фиг. 11, схематично показаны дополнительные аспекты варианта осуществления устройства в соответствии с настоящим изобретением. Блок 60 обработки данных может представлять собой Центральный Процессор, ЦП или процессор. Блок 60 обработки данных может быть соединен с, по меньшей мере, одной второй антенной 52, например, посредством традиционных коммуникационных путей, например посредством провода. Как указано выше, блок 60 обработки данных выполнен с возможностью передачи сигнала запроса и энергии передачи на, по меньшей мере, одну первую антенну 50 и на, по меньшей мере, один ПАВ датчик 48 посредством, по меньшей мере, одной второй антенны 52. Блок 60 обработки данных выполнен с возможностью получения детектированного, по меньшей мере, одного параметра посредством, по меньшей мере, одной второй антенны 52. Система мониторинга может содержать блок 72 мониторинга процесса. Блок 72 мониторинга процесса может представлять собой автономный блок, выполненный с возможностью взаимодействия с блоком 60 обработки данных, например, посредством традиционных коммуникационных путей, например посредством провода или беспроводным образом. Блок 72 мониторинга процесса может быть включен в блок 60 обработки данных с алгоритмами для режущего инструмента и мониторинга процесса. Как показано на Фиг. 11, блок 72 мониторинга процесса может содержать модуль системы программного обеспечения, с алгоритмами для режущего инструмента и мониторинга процесса, объединенный с системой 62 управления, например с ЧПУ. Таким образом, система 62 управления может быть выполнена с возможностью взаимодействия с блоком 72 мониторинга процесса. Блок 72 мониторинга процесса может быть соединен с ЧПУ посредством вышеупомянутого блока 63 управления/воздействия на процесс. В качестве альтернативы, блок 72 мониторинга процесса может представлять собой удаленный функциональный блок, например, посредством облачного сервиса на основе Интернета или любого другого сервиса. Система 62 управления может быть выполнена с возможностью управления движениями, такими как движение вдоль и вокруг, соответственно, вышеупомянутых осей С1, С2, f, шпинделями, механизмами смены инструмента и т.д., станка 44 во время механической обработки заготовки W (см. Фиг. 1). Система 62 управления может быть выполнена с возможностью взаимодействия с системой мониторинга посредством традиционных коммуникационных путей, например посредством провода или беспроводным образом, как раскрыто выше.
Со ссылкой на Фиг. 12, устройство может содержать станок 44, выполненный с возможностью механической обработки заготовки посредством режущего инструмента 1. Станок 44 может содержать станину 46, выполненную с возможностью удерживания держателя или вращательного шпинделя, с которым соединяется режущий инструмент 1. Станина 44 может быть выполнена с возможностью удерживания заготовки W. Система 62 управления может быть выполнена с возможностью управления указанным станком 44. Система 62 управления может быть выполнена с возможностью управления осями (линейными и вращения), системой подачи охлаждающей жидкости и т.д. указанного станка 44. По меньшей мере, одна вторая антенна 52 может монтироваться на указанную станину 46. Предпочтительно, по меньшей мере, одна вторая антенна 52 может монтироваться на указанную станину 46 таким образом, что токопроводный материал или объект, например металлический материал, не блокирует беспроводной путь между, по меньшей мере, одной первой антенной 50; 150; 250 и, по меньшей мере, одной второй антенной 52, посредством чего может обеспечиваться хорошая беспроводная связь между антеннами 50, 52. Вторая антенна 52 может монтироваться на внутреннюю стенку пространства, в котором функционирует режущий инструмент 1. По меньшей мере, одна вторая антенна 52 может быть выполнена из одного или множества гибких материалов и, таким образом, может быть гибкой для того, чтобы получить оптимальное размещение в станке 44. По меньшей мере, одна первая антенна 50 может быть выполнена из одного или множества гибких материалов и, таким образом, может быть гибкой для того, чтобы получить оптимальное размещение относительно режущего инструмента. По меньшей мере, одна вторая антенна 52 может содержать, по меньшей мере, одну микрополосковую антенну. Каждая вторая антенна 52 может содержать, по меньшей мере, одну патч-антенну. Однако, каждая вторая антенна 52 может содержать любой другой тип антенны. Каждая вторая антенна 52 может иметь две объединенные антенны для увеличения количества доступных каналов передачи. Одна вторая антенна 52 для каждой первой антенны 50 может быть обеспечена. Таким образом, если имеются две первых антенны 50, две вторые антенны 52 могут быть обеспечены, например, вблизи соответствующей первой антенны 50.
Со ссылкой на Фиг. 11, вышеупомянутое средство 64; 164; 264 идентификации (см. также Фиг. 8 и 9), или блок идентификации, который предусмотрен таким образом, чтобы прикрепляться к режущему инструменту 1; 101; 201, может, например, представлять собой блок RFID, QR-код, и/или микросхему памяти, обеспечивающую, по меньшей мере, идентификационные данные режущего инструмента 1. В качестве альтернативы, ПАВ датчик 48 может образовывать средство 64 идентификации. Система мониторинга может быть выполнена с возможностью взаимодействия с системой идентификации, например посредством традиционных коммуникационных путей, например посредством провода или беспроводным образом. Система идентификации может быть выполнена с возможностью взаимодействия с, по меньшей мере, одним запоминающим устройством 66, например посредством традиционных коммуникационных путей, например посредством провода или беспроводным образом. Как указано выше, запоминающее устройство 66 может содержать, по меньшей мере, одну базу данных и может быть включено в модуль 68 данных о режущем инструменте. В качестве альтернативы, средство 64 идентификации может содержать запоминающее устройство 66. Модуль 68 данных о режущем инструменте может быть соединен с блоком 70 предварительной настройки режущего инструмента, например, посредством традиционных коммуникационных путей, например посредством провода или беспроводным образом. Пользовательский терминал 74, например компьютер, ПК, смартфон или любое другое устройство, может быть соединен с и предусмотрен таким образом, чтобы взаимодействовать с модулем 68 данных о режущем инструменте.
Признаки разных вариантов осуществления устройства и режущего инструмента, соответственно, раскрытые выше, могут комбинироваться различными возможными образами, обеспечивая дополнительные предпочтительные варианты осуществления.
Изобретение не следует рассматривать ограниченным на показанных вариантах осуществления, а может быть модифицировано и изменено многими образами специалистом в данной области, не выходя за пределы объема притязаний прилагаемой формулы изобретения.
Реферат
Группа изобретений относится к устройствам для управления процессом вращательной механической обработки с удалением стружки заготовки и содержит систему мониторинга, которая включает по меньшей мере один датчик на поверхностных акустических волнах (ПАВ) для установки на режущий инструмент. Система содержит одну первую антенну, установленную на и соединяемую с по меньшей мере одним ПАВ датчиком, с возможностью беспроводной связи со второй антенной. Каждый ПАВ датчик выполнен с возможностью детектирования по меньшей мере одного параметра из группы параметров, состоящей из деформации, температуры и давления. Устройство содержит систему управления, выполненную с возможностью взаимодействия с системой мониторинга, причем с возможностью управления механической обработкой заготовки на основании по меньшей мере одного параметра. Обеспечивается точная обработка и эффективный мониторинг процесса обработки. 2 н. и 7 з.п. ф-лы, 12 ил.
Комментарии