Способ изготовления развертки - RU2734856C2
Код документа: RU2734856C2
Чертежи





Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления развертки, такой как шарошка, предназначенная для обработки вертлужной впадины тазовой кости пациента во время хирургической операции на бедре.
Известна развертка, такая как шарошка, предназначенная для обработки вертлужной впадины тазовой кости пациента и содержащая по существу полусферический полый режущий корпус с перфорированной стенкой. Для выполнения зуба на такой шарошке, как известно из документа ЕР 0879577 А2, осуществляют следующие три последовательных этапа:
- на первом этапе выполняют отверстие в стенке режущего корпуса для образования контуров язычка,
- на втором этапе посредством фрезерования точно выполняют опорную кромку и посредством фрезерования точно затачивают режущую кромку на свободном краю упомянутого язычка;
- на третьем этапе язычок приподнимают под точным углом, зажав упомянутый язычок между пуансоном и оправкой, что приводит к сгибанию в зоне, находящейся на удалении от режущей кромки.
Формирование режущей кромки во время этапа, предшествующего подъему язычка, чтобы расположить режущую кромку в виде выступа относительно стенки режущего корпуса, делает способ долгим и дорогим. Кроме того, такой зуб, образованный согнутым язычком, имеет слабую конструктивную жесткость и стремится деформироваться во время усилий, прикладываемых хирургом. Таким образом, режущие характеристики такой шарошки не являются надежными и долговременными.
В документах US 2014/188116 A1, WO 2016/071867 A1, US 2006/095041 A1 и US 2003/135219 A1 описан способ изготовления, содержащий следующие этапы:
- стенку режущего корпуса просверливают в направлении сверления, по существу перпендикулярном к стенке,
- посредством механической обработки (при помощи сверла или
фрезы) выполняют скошенную фаску на периферии полученного отверстия, чтобы выполнить режущую кромку с острым профилем,
- посредством штамповки производят пластическую деформацию участка стенки, проходящего радиально и на удалении от отверстия, выполненного в стенке, для получения зуба.
Порядок этапов выполнения скошенной фаски путем механической обработки и пластической деформации иногда меняют на противоположный.
В ходе такого способа режущую кромку выполняют посредством механической обработки (удаления) части материала стенки на периферии отверстия, что является длительным и дорогим процессом. Скошенная фаска обеспечивает постепенное радиальное увеличение толщины на периферии отверстия, после чего операция штамповки позволяет расположить часть этой скошенной фаски в виде выступа относительно по существу полусферической наружной поверхности полого режущего корпуса, чтобы получить зуб, который будет резать костную ткань во время фрезерования вертлужной впадины тазовой кости пациента в ходе хирургической операции на бедре.
Однако скошенная фаска не всегда позволяет получать удовлетворительные режущие свойства, поэтому часто прибегают к ручной заточке выступающей части скошенной фаски. Эту заточку производят для каждого зуба, что занимает много времени. Таким образом, стоимость изготовления исключает возможность одноразового использования разверток, чтобы снизить риски инфицирования внутри медицинских учреждений.
Кроме того, необходимо, чтобы производящий заточку оператор обладал определенной квалификацией для получения зубьев с относительно одинаковыми режущими характеристиками. Если зубья не обладают достаточно однородными режущими характеристиками в конце их заточки, это может привести к неравномерному распределению усилий на кости во время фрезерования вертлужной впадины и к появлению вибраций, которые могут придать вертлужной впадине по существу многоугольное (вместо круглого) поперечное сечение. Это может поставить под угрозу правильную установку и интегрирование чашечки в вертлужную впадину.
Наконец, зубья проявляют тенденцию к слишком быстрому износу. Таким образом, режущие характеристики разверток снижаются довольно (и даже слишком) быстро в течение времени. Это сказывается на возможности многократного повторного использования развертки с целью лучшей амортизации расходов на приобретение.
Следует отметить, что в документах US 2014/188116 A1, WO 2016/071867 A1, US 2006/095041 A1 и US 2003/135219 A1 упомянуто использование только пуансона, но не описано использование оправки, при помощи которой производят сжатие.
В документах US 2003/0181916 и US 2005/0113837 A1 описан способ изготовления, соответствующий характеризующей части пункта 1 формулы изобретения. Край отверстия не подвергают никакой заточке, предваряющей или следующей за штамповкой при выполнении зуба в виде выступа на стенке режущего корпуса. Таким образом, способ изготовления, описанный в документах US 2003/0181916 и US 2005/0113837 A1 является менее дорогим. Вместе с тем, надежность и долговременность режущих характеристик зубьев являются относительно неудовлетворительными.
Действительно, режущие характеристики зубьев меняются от одного зуба к другому, и со временем они быстро разрушаются, в частности, после нескольких использований развертки.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение призвано предложить быстрый и недорогой способ изготовления развертки, такой как шарошка, предназначенная для обработки вертлужной впадины тазовой кости пациента.
Одновременно, настоящее изобретение призвано предложить способ изготовления, который можно легко автоматизировать и который позволяет добиться более надежных и более долговременных режущих характеристик даже после многих использований.
Для решения этих задач изобретением предложен способ изготовления развертки, такой как шарошка, предназначенная для обработки вертлужной впадины тазовой кости пациента и содержащая по существу полусферический полый режущий корпус с перфорированной стенкой, при этом упомянутый способ содержит
этап, на котором выполняют по меньшей мере один зуб посредством штамповки стенки при помощи пуансона, пластически деформирующего участок стенки, проходящий радиально и на расстоянии от выполненного в стенке отверстия; согласно изобретению, во время штамповки зуба зону деформируемого участка зуба, смежную с отверстием, утоняют и прижимают к оправке при помощи пуансона.
Штамповка и последующее сжатие зоны деформируемого участка стенки между пуансоном и оправкой обеспечивают утонение вытянутой стенки для получения зуба в виде выступа на стенке режущего корпуса. Это утонение обеспечивает режущие свойства на свободном краю выполненного таким образом зуба. Контролируя соответствующим образом усилие сжатия, добиваются лучше контролируемого утонения и воспроизводимости режущих характеристик, более однородных между всеми зубьями.
Это утонение осуществляют не за счет удаления материала, а посредством вытяжки, затем путем приложения напряжения и обеспечения текучести во время сжатия. Таким образом, режущую кромку получают во время штамповки. Во время прижатия (или сжатия) происходит своего рода локальная пластическая деформация зуба (или уплотнение материала), которая обеспечивает повышенную конструктивную прочность и стойкость во времени в ходе повторного использования развертки.
Выполнение зуба можно легко автоматизировать, оно является быстрым и легко осуществляемым, например, в описанном ниже инструменте. Стоимость изготовления развертки намного снижается.
Предпочтительно предусмотрено, что:
- пуансон содержит свободный конец с регулируемой нажимной поверхностью,
- во время этапа выполнения зуба образующая нажимной поверхности имеет наклон относительно плоскости, образованной проемом отверстия.
Такой пуансон является относительно простым и недорогим в изготовлении.
Предпочтительно предусмотрено, что:
- оправка содержит регулируемую нажимную поверхность, образующая которой имеет наклон относительно плоскости,
образованной проемом отверстия,
- во время выполнения зуба угол между образующей нажимной поверхности оправки и плоскостью, образованной проемом отверстия, меньше угла между образующей нажимной поверхности пуансона и плоскостью, образованной проемом отверстия.
Эта разность угла позволяет добиться хорошего постепенного утонения с сильной пластической деформацией или уплотнением материала вблизи свободного края зуба (предназначенного для образования режущей кромки зуба). С другой стороны, сохраняют более значительную толщину материала по мере удаления от режущей кромки, что обеспечивает хорошую конструктивную жесткость зуба. На практике, разность угла предпочтительно может составлять около 2 градусов.
Предпочтительно предусмотрено, что до этапа выполнения зуба режущий корпус имеет вид плоской перфорированной металлической листовой заготовки. Таким образом, можно выполнять несколько зубьев одновременно путем использования нескольких параллельных друг другу пуансонов.
Предпочтительно металлическая плоская листовая заготовка может иметь толщину примерно от 0,4 мм и примерно до 1 мм.
Предпочтительно после выполнения зуба плоскую листовую заготовку можно разрезать для получения множества перфорированных и содержащих зубья лепестков, проходящих радиально от центральной зоны, от которой начинаются лепестки, до свободного края, и отделенных друг от друга радиальными боковыми пространствами.
Предпочтительно после разрезания плоской листовой заготовки:
- плоскую листовую заготовку деформируют в виде полусферы,
- свободные концы лепестков соединяют и закрепляют на по меньшей мере частично круглом базовом корпусе.
Предпочтительно режущий корпус может быть выполнен из нержавеющей стали, предпочтительно из нержавеющей стали 304L марки или 316L.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие задачи, отличительные признаки и преимущества
настоящего изобретения будут более очевидны из нижеследующего описания частных вариантов выполнения со ссылками на следующие прилагаемые фигуры:
Фиг. 1 - вид в перспективе примера варианта выполнения заявленной развертки.
Фиг. 2 - вид в перспективе рабочей площадки инструмента.
Фиг. 3 - вид спереди пуансона.
Фиг. 4 - вид сбоку пуансона, показанного на фиг. 3.
Фиг. 5 - вид в перспективе пуансона, показанного на фиг. 3.
Фиг. 6-8 - виды в перспективе и в разрезе второй рабочей площадки, на которой штампуют металлическую плоскую листовую заготовку для выполнения зуба.
Фиг. 9 - вид сбоку детали фиг. 8.
Фиг. 10 - вид в перспективе и в разрезе рабочей площадки, показанной на фиг. 2, после штамповки металлической листовой заготовки для выполнения зуба.
Фиг. 11 - вид в перспективе металлической листовой заготовки после штамповки для выполнения зуба.
Фиг. 12 - схематичный вид в перспективе, иллюстрирующий способ изготовления развертки, показанной на фиг. 1.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг. 1 показана развертка 1, которая является шарошкой, предназначенной для обработки вертлужной впадины тазовой кости пациента. Развертка 1 содержит по существу полусферический полый режущий корпус 2 с перфорированной стенкой 3. Посредством деформации стенки 3 выполнено множество зубьев 4. В частности, их выполняют посредством штамповки в соответствующем инструменте, что будет описано ниже со ссылками на фиг. 2-12.
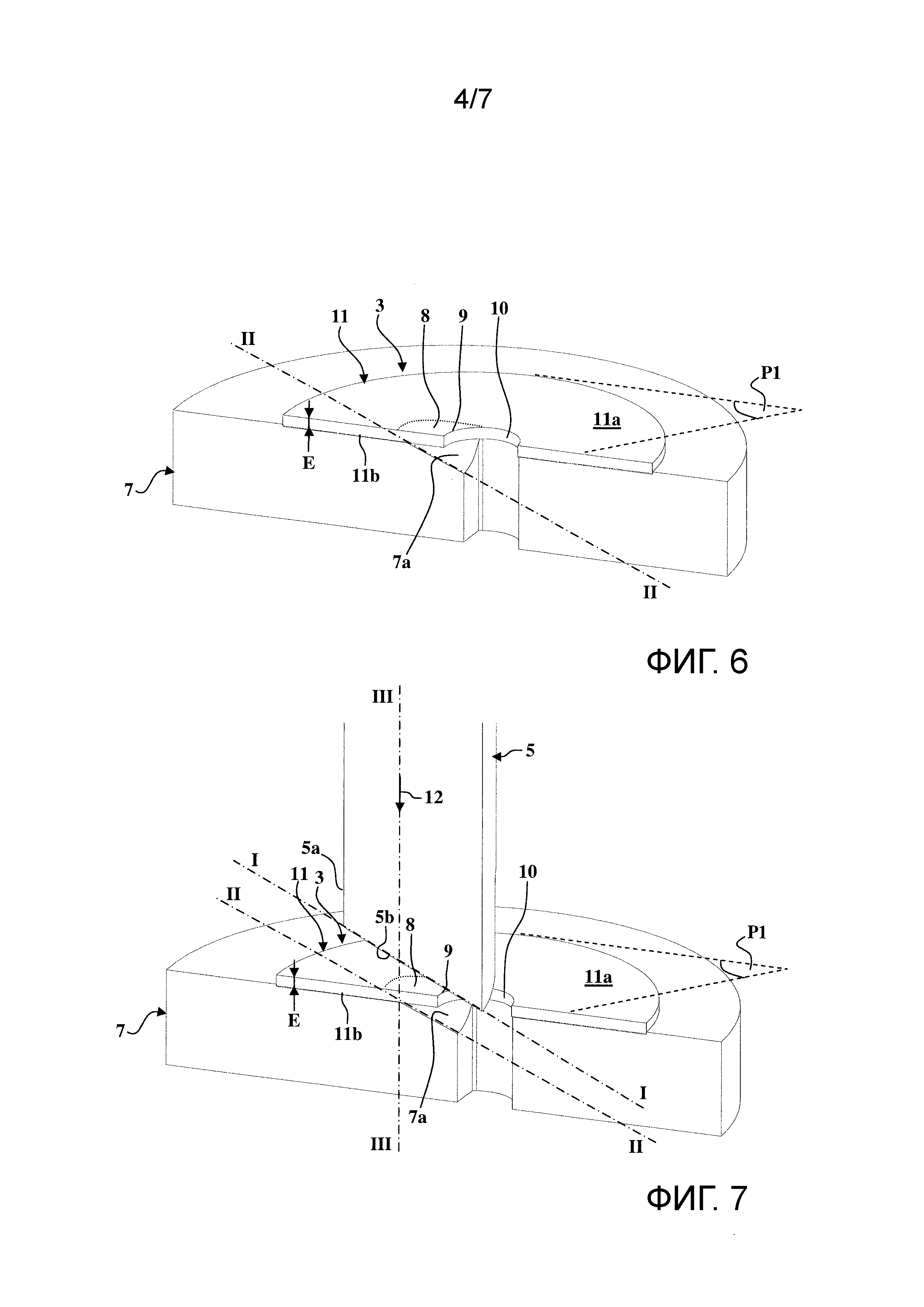
Во время упомянутой штамповки применяют пуансон 5, показанный на фиг. 3-5. Пуансон 5 содержит свободный конец 5а с регулируемой нажимной поверхностью 5b, поперечное сечение которой имеет вид дуги окружности с радиусом R (фиг. 3). Пуансону 5 сообщают двунаправленное поступательное движение в осевом направлении III-III, показанное двойной стрелкой 6, при этом деформируемая стенка 3 расположена в плоскости Р1, показанной на фиг. 6. Таким образом, во время выполнения зуба 4
образующая I-I нажимной поверхности 5b находится под наклоном относительно плоскости Р1 (фиг. 9).
Во время упомянутой штамповки одновременно применяют оправку 7, показанную на фиг. 2. Оправка 7 содержит регулируемую нажимную поверхность 7а, которая тоже имеет поперечное сечение в виде дуги окружности с радиусом, слегка превышающим радиус R. Как показано, в частности, на фиг. 6, образующая II-II нажимной поверхности 7а оправки 7 расположена под наклоном относительно плоскости Р1, в которой находится сторона стенки 3, не входящая в контакт с оправкой 7. В частности, плоскость Р1 образована проемом 9 отверстия 10, выполненного в стенке 3.
Нажимные поверхности 5b и 7а могут иметь поперечное сечение другой формы. Например, можно предусмотреть поперечное сечение, образованное тремя последовательными дугами окружности с разными радиусами, в частности, с первым и третьим одинаковыми радиусами, меньшими второго радиуса. При этом нажимная поверхность 5b имеет немного уплощенную вершину (тогда как нажимная поверхность 7а имеет дно).
На детальном виде фиг. 9, которая иллюстрирует, в частности, взаимодействие между пуансоном 5 и оправкой 7 во время выполнения зуба 4, видно, что угол А2 между образующей II-II нажимной поверхности 7а оправки 7 и плоскостью Р1 меньше угла А1 между образующей I-I нажимной поверхности 5b пуансона 5 и плоскостью Р1. Эта разность составляет около 2 градусов.
Во время изготовления развертки 1, показанной на фиг. 1, до этапа выполнения зуба 4 режущий корпус 2 имеет вид металлической плоской листовой заготовки 11, частично показанной на фиг. 6. Эта металлическая плоская листовая заготовка 11 имеет отверстие 10 с проемом 9. Предпочтительно это отверстие 10 выполняют на рабочей площадке инструмента, на котором посредством пробивки разрезают плоскую листовую заготовку 11. Отверстие 10 образует плоскость Р1, которая в данном случае совпадает с плоскостью верхней стороны 11а металлической плоской листовой заготовки 11.
Металлическая плоская листовая заготовка 11 имеет толщину Е, составляющую примерно от 0,4 мм и примерно до 1 мм. Металлическая плоская листовая заготовка 11 выполнена из
нержавеющей стали марки 304L или 306L.
Как показано на фиг. 6, листовая заготовка 11 опирается на оправку 7 своей стороной 11b. Участок 8 стенки 3 проходит радиально на расстоянии от отверстия 9, выполненного в стенке 3, и находится в соответствии с нажимной поверхностью 7а оправки 7.
На следующем этапе, показанном на фиг. 7, пуансон 5 перемещают в направлении оправки 7 (что показано стрелкой 12) в осевом направлении III-III, по существу перпендикулярном к плоскости Р1.
Во время этого перемещения пуансон 5 пластически деформирует участок 8 стенки 3, как показано на фиг. 8. В соответствии с принципом сохранения вещества зона 8а деформируемого участка 8 стенки 3, смежная с отверстием 10, претерпевает утонение по причине ее перемещения в виде выступа относительно стороны 11b плоской листовой заготовки 11.
В конце определенного хода пуансона 5 зона 8а деформируемого участка 8 стенки 3, смежная с отверстием 10, прижимается пуансоном 5 к оправке 7 (фиг. 9).
Штамповка и соответствующее сжатие зоны 8а деформируемого участка 8 стенки 3 между пуансоном 5 и оправкой 7 обеспечивают вытяжку и утонение стенки 3 для выполнения зуба 4. Это утонение придает режущие свойства свободному краю 4а выполненного таким образом зуба 4. Контролируя соответствующим образом усилие сжатия достигают хорошо контролируемого и воспроизводимого утонения при по существу идентичных режущих характеристиках для всех зубьев 4.
Сжатие между пуансоном 5 и оправкой 7 производит подобие локальной пластической деформации зуба 4 (или уплотнение материала), которая придает ему повышенную конструктивную прочность и более долговременную стойкость в ходе использования развертки 1.
В данном случае весь участок 8 стенки 3 оказывается зажатым между нажимной поверхностью 5b пуансона 5 и нажимной поверхностью 7а оправки 7. Однако можно зажимать только часть участка 8, при этом упомянутая часть проходит от отверстия 10, чтобы по меньшей мере образовать свободный край 4а зуба 4,
придавая ему режущие свойства и удовлетворительную конструктивную прочность.
На фиг. 9 видно, что за счет разности между углами А1 и А2 толщина участка 8, образующего зуб 4, постепенно увеличивается по мере удаления от свободного края 4а зуба 4.
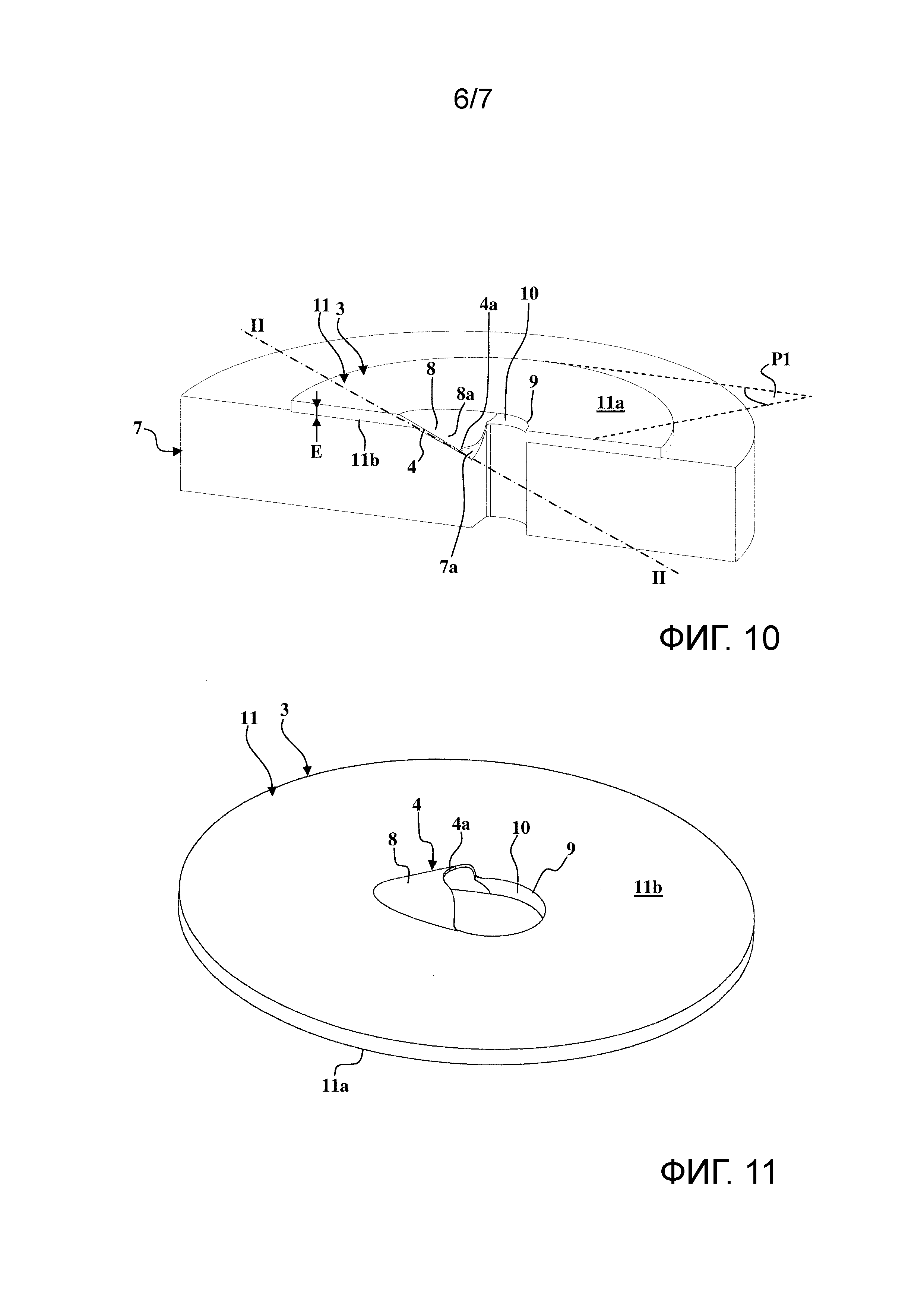
Затем пуансон 5 отводят от правки 7 движением, обратным относительно движения, показанного стрелкой 12 на фиг. 7. При этом листовая заготовка 11 оказывается в конфигурации, показанной на фиг. 10, и затем ее снимают с оправки 7 при помощи выталкивателей.
На фиг. 11 частично показана листовая заготовка 11, имеющая зуб 4, который образует выступ на стороне 11b.
После выполнения всех зубьев 4 в металлической плоской листовой заготовке 11 ее разрезают, чтобы получить множество перфорированных и содержащих зубья лепестков 13a-13h, выполненных радиально от центральной зоны 14, от которой лепестки 13a-13h проходят до свободного конца 130a-130h. Лепестки 13a-13h отделены друг от друга радиальными боковыми пространствами (этап а) на фиг. 12).
Затем во время этапа b) листовую заготовку 11 сгибают в виде полусферы. После этого на этапе с) свободные концы 130а-130h лепестков 13a-13h соединяют и крепят на по меньшей мере частично круглом базовом корпусе 15. Листовая заготовка 11 принимает форму по существу полусферического купола, образуя режущий корпус 2, выполненный с возможностью фрезерования вертлужной впадины тазовой кости пациента.
Настоящее изобретение не ограничивается описанными выше вариантами выполнения и включает в себя различные версии и обобщения, входящие в объем нижеследующей формулы изобретения.
Реферат
Изобретение относится к медицинской технике и может быть использовано при изготовлении развертки типа шарошки, предназначенной для обработки вертлужной впадины тазовой кости пациента. Развертка содержит по существу полусферический полый режущий корпус с перфорированной стенкой (3). Способ включает этап, на котором на корпусе образуют по меньшей мере один зуб путем штамповки стенки (3). Зону (8а) участка (8) стенки (3), смежную с отверстием (10), зажимают между пуансоном (5) и оправкой (7) и деформируют с утонением. В результате улучшаются режущие характеристики развертки, обеспечивающие ее надежное и долговечное использование. 7 з.п. ф-лы, 12 ил.
Комментарии