Способ механической обработки кожуха газотурбинного двигателя летательного аппарата и шаберный инструмент для осуществления этого способа - RU2590520C2
Код документа: RU2590520C2
Чертежи



Описание
Область настоящего изобретения относится к механической обработке металлической детали и, в частности, к области механической обработки избыточного материала на кромке металлической детали, при этом такая механическая обработка известна специалисту в данной области техники как удаление заусенцев.
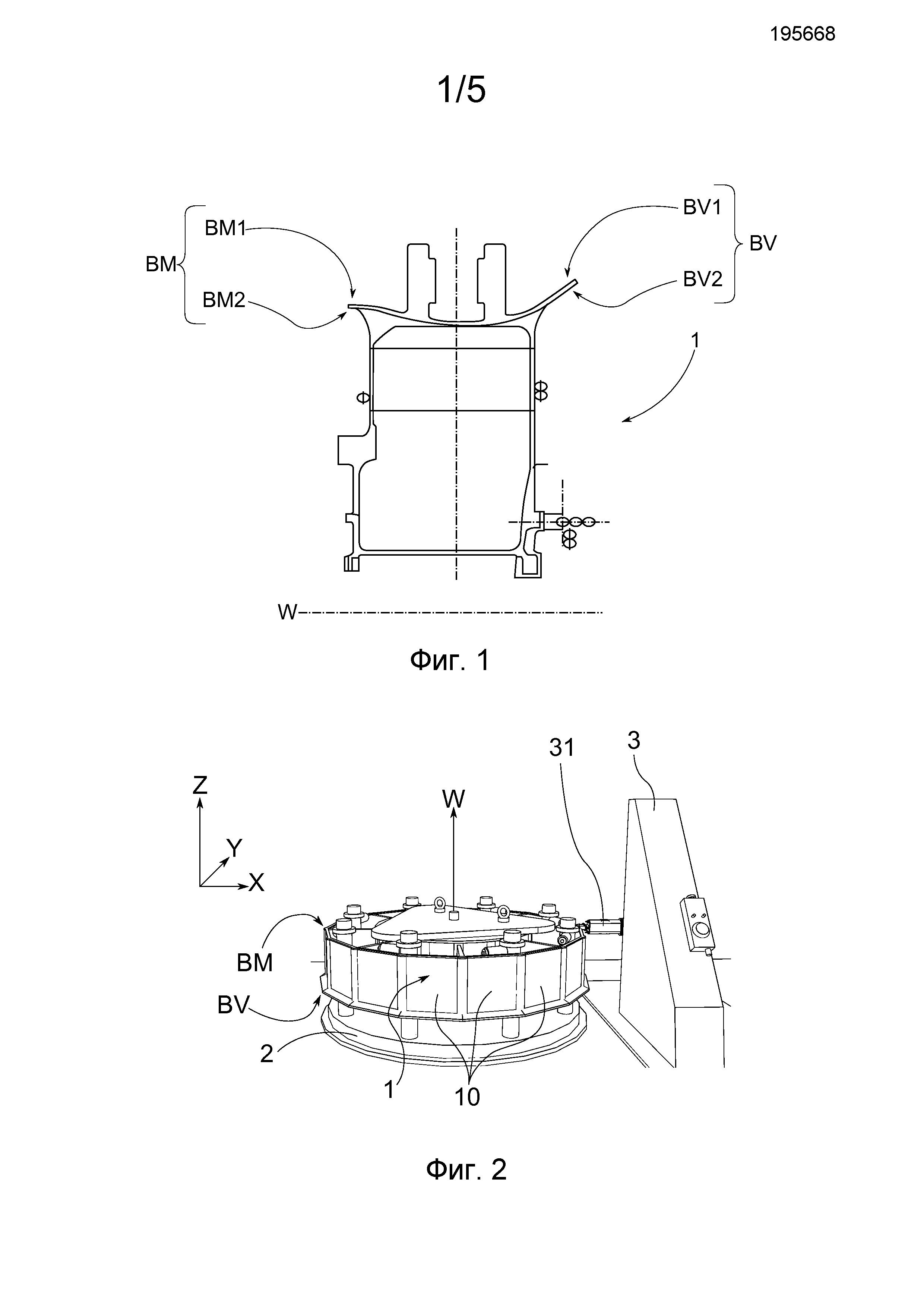
В рамках примера выпускной кожух газотурбинного двигателя для летательного аппарата представляет собой цилиндрическую металлическую деталь по существу с круглым поперечным сечением. Выпускной кожух устроен так, что он располагается по оси двигателя, наружу от потока воздуха, циркулирующего в двигателе от входа к выходу. Далее термины «входной» и «выходной» определены относительно направления циркуляции потока воздуха внутри двигателя. Таким образом, как частично показано на виде в разрезе на фиг.1, наружная обечайка выпускного кожуха имеет цилиндрический корпус, проходящий аксиально по оси W и содержащий входную кромку ВМ и выходную кромку BV.
Также в настоящей заявке условно термины «внутренний» и «наружный» определены радиально относительно оси W кожуха, показанной на фиг.1. Таким образом, цилиндр, проходящий по оси двигателя, содержит внутреннюю поверхность, повернутую к оси двигателя, и наружную поверхность, противоположную его внутренней поверхности. Таким образом, передняя кромка ВМ содержит одну наружную часть ВМ1 и одну внутреннюю часть ВМ2. Аналогичным образом, выходная кромка BV содержит наружную часть BV1 и внутреннюю часть BV2.
Классическим образом, выпускной кожух изготавливают сваркой угловых секций кожуха. После сборки секций полученный выпускной кожух не обладает правильным кольцевым сечением, радиус кривизны кромок кожуха не является постоянным. Форма выпускного кожуха должна быть доведена вручную с применением механических усилий к наружной поверхности кожуха так, чтобы придать ему по существу кольцевую форму.
Для возможности монтажа кольцевых фланцев на входной и выходной кромках кожуха необходимо, чтобы кожух имел постоянную аксиальную длину. Известным образом, аксиальную длину кожуха корректируют с помощью фрезерного устройства. На практике выпускной кожух помещают в лежачее положение, как показано на фиг.2, так, чтобы одна из его кромок, входная или выходная, проходила горизонтально по направлению Х.
Во время операции фрезерования входная и/или выходная кромка механически обрабатывается так, чтобы откорректировать аксиальную длину кожуха, то есть ее вертикальный размер по направлению Z, когда выпускной кожух находится в лежачем положении. Эту операцию специалисты в данной области техники называют «установка в высоту» выпускного кожуха.
Механическая обработка кромок кожуха приводит к образованию слоя обработанного материала вблизи от входной и выходной кромок, как на внутренней, так и на внешней поверхности, причем этот слой материала известен специалисту в данной области техники как заусенец. Заусенцы образуют острые края, которые могут поранить оператора, работающего с выпускным кожухом и, следовательно, они должны быть удалены при помощи способа удаления заусенцев.
Этот способ удаления заусенцев в настоящее время осуществляется вручную операторами, использующими различные инструменты, такие как ручной пневматический шлифовальный станок, оборудованный абразивной лентой, известный, например, под коммерческим названием «rayonmatic», ручной шабер или пневматический шлифовальный станок, оборудованный фрезой. С точки зрения безопасности, использование этих инструментов вызывает, с одной стороны, выброс вредоносной пыли, а с другой стороны, риск ранения операторов. Оператор, таким образом, должен надевать маску, перчатки, защитные очки, что продлевает продолжительность всех манипуляций. Этап удаления заусенцев является длительным этапом (порядка 15 минут), конечный результат которого меняется в зависимости от компетенции оператора, что представляет собой недостаток.
Вместе с тем, известен патент FR 2620242 компании СНЕКМА, относящийся к способу использования робота для удаления заусенцев. Такой способ не адаптирован, так как он требует робота для удаления заусенцев, что увеличивает стоимость удаления заусенцев. Кроме того, существует риск ранения оператора во время установки выпускного кожуха в робот для удаления заусенцев.
С целью устранения некоторых из этих недостатков настоящее изобретение относится к способу механической обработки кожуха газотурбинного двигателя летательного аппарата, причем кожух проходит по оси кожуха и включает в себя входную кромку и выходную кромку, причем способ включает в себя следующие этапы:
- этап установки кожуха на раме;
- этапа приведения во вращение, по оси (W) кожуха, рамы (2) со скоростью вращения фрезерования;
- этап фрезерования выходной кромки и/или входной кромки кожуха посредством фрезерного устройства так, чтобы корректировать аксиальную длину кожуха, причем фрезерное устройство содержит фрезерный инструмент, который механически обрабатывает указанную кромку кожуха во время вращения кожуха со скоростью вращения фрезерования;
- этап удаления заусенцев упомянутой кромки кожуха так, чтобы убрать, по меньшей мере, один заусенец, образованный вблизи упомянутой кромки после этапа фрезерования, причем в этом способе фрезерное устройство содержит шаберный инструмент во время этапа удаления заусенцев, причем этот шаберный инструмент механически обрабатывает заусенец путем точения при вращении кожуха со скоростью вращения фрезерования.
Благодаря настоящему изобретению этап удаления заусенцев выполняют непосредственно после этапа фрезерования посредством того же фрезерного устройства, что сокращает продолжительность способа механической обработки.
Дополнительно скорость вращения фрезерования кожуха предпочтительно используется для точения без изменения рамы. Учитывая, что этапы удаления заусенцев и фрезерования являются последовательными, нет необходимости в манипуляциях с кожухом, что уменьшает риск ранения. Когда удаление заусенцев автоматизировано, риск пораниться очень незначителен и окончательный результат не зависит от компетенции оператора.
Предпочтительно, что кожух содержит внутреннюю часть, повернутую к оси кожуха, и внешнюю часть, противоположную упомянутой внутренней части, причем внутреннюю часть и внешнюю часть упомянутой кромки кожуха последовательно механически обрабатывают во время этапа удаления заусенцев, удерживая кожух установленным на раме.
Как только с внутренней и внешней частей кромки удалены заусенцы, на упомянутую кромку можно устанавливать крепежный фланец без какого бы то ни было риска пораниться. Не требуется никаких манипуляций с кожухом, чтобы достигнуть внутренних и внешних заусенцев, шаберный инструмент выполнен с возможностью достижения как внутренних, так и внешних заусенцев.
Также предпочтительно, во время этапа удаления заусенцев механически обрабатывают входную и выходную кромки корпуса, удерживая корпус установленным на раме. Не требуется никаких манипуляций с корпусом, чтобы достигнуть заусенцев передней и задней кромок, что ограничивает риск пораниться, при этом фрезерное устройство перемещает шаберный инструмент, чтобы он мог достигнуть различных кромок.
Настоящее изобретение также относится к шаберному инструменту для удаления заусенцев на кромке кожуха газотурбинного двигателя летательного аппарата, при этом шаберный инструмент предназначен для установки на фрезерном устройстве, при этом инструмент включает в себя корпус, содержащий, на первом конце, средства связи с фрезерным устройством и, на втором конце, модуль удаления заусенцев, содержащий одну токарную пластину, содержащую, по меньшей мере, один режущий край, с возможностью удаления заусенцев с кромки кожуха.
Шаберный инструмент, предпочтительно, может заменить обычный фрезерный инструмент фрезерного устройства для выполнения удаления заусенцев с, при этом токарная пластина адаптирована для выполнения операции точения.
Согласно одному аспекту настоящего изобретения модуль удаления заусенцев содержит направляющие средства, предназначенные для вхождения в контакт с кромкой, с которой удаляют заусенцы, так чтобы следовать профилю кромки, с которой удаляют заусенцы, без изменения ориентации токарной пластины. Направляющие средства следуют профилю кромки кожуха так, чтобы токарная пластина устанавливалась на высоте заусенцев кромки. Ориентация токарной пластины предпочтительно не меняется, чтобы позволить точное удаление заусенцев.
Также предпочтительно, модуль удаления заусенцев содержит связующую стойку, на которой установлена токарная пластина, и платформу, установленную с возможностью вращения вокруг упомянутой связующей стойки, при этом на упомянутой платформе выполнены направляющие средства. Таким образом, когда направляющие средства входят в контакт с кромкой, с которой удаляют заусенцы, платформа приводится во вращение вокруг связующей стойки без изменения ориентации токарной пластины. Иначе говоря, направляющие средства изменяют высоту обрезания заусенцев без изменения угла резания.
Предпочтительно, направляющие средства содержат, по меньшей мере, два параллельных валика, предназначенных для одновременного вхождения в контакт с кромкой, с которой удаляют заусенцы. Использование этих двух валиков позволяет, с одной стороны, получить надежную опору на кромку без изменения ориентации токарной пластины и, с другой стороны, позволить вращение кожуха во время удаления заусенцев. Действительно, валик содержит по своей природе внутренний сердечник и наружную оболочку, смонтированную с возможностью вращения на указанном внутреннем сердечнике. Во время вращения кожуха только наружная оболочка валика приводится во вращения, что препятствует приведению в движение внутреннего сердечника, а также платформы модуля удаления заусенцев, который жестко соединен с указанным внутренним сердечником.
Предпочтительно связующая стойка проходит между валиками. Высота резания точно определена между этими двумя валиками, при этом токарная пластина может таким образом осуществлять механическую обработку заусенцев кромки. Предпочтительным образом, связующая стойка установлена на равном расстоянии от валиков, что еще больше увеличивает точность удаления заусенцев.
В соответствии с другим аспектом настоящего изобретения конец связующей стойки установлен в корпусе инструмента, упругие средства выполнены между упомянутым концом связующей стойки и упомянутым корпусом так, чтобы откалибровать усилие резания токарной пластины на кромку, с которым удаляют заусенцы.
Упругие средства позволяют откалибровать усилие токарной пластины и, таким образом, проникновение токарной пластины в кромку кожуха так, чтобы убрать заусенцы оптимальным образом без излишней или недостаточной механической обработки. Это позволяет, кроме всего прочего, осуществить удаление заусенцев с кромки, радиус кривизны которой меняется и не является постоянным. Это особенно предпочтительно для кожуха, образованного из секторов.
Согласно первому аспекту упругие средства содержат, по меньшей мере, один амортизационный стержень, установленный в корпусе инструмента. Предпочтительным образом, амортизационный стержень содержит средства регулировки амортизации амортизационного стержня для калибрования усилия резания.
Согласно второму аспекту упругие средства содержат, по меньшей мере, одну пружину, установленную вокруг связующей стойки.
Согласно предпочтительному аспекту настоящего изобретения кожух содержит внутреннюю и внешнюю части, токарная пластина содержит, по меньшей мере, два параллельных режущих края, которые выполнены с возможностью удаления заусенцев соответственно с внутренней части и с внешней части кромки кожуха. Форма токарной пластины адаптирована для механической обработки обеих этих частей, что позволяет последовательную механическую обработку упомянутых частей во время удаления заусенцев и, таким образом, позволяет выиграть время.
Настоящее изобретение будет более понятно при прочтении нижеследующего описания со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 показывает частичный вид в разрезе внешней обечайки выпускного кожуха газотурбинного двигателя летательного аппарата, проходящий по оси W (уже прокомментировано);
Фиг.2 показывает общий вид в перспективе выпускного кожуха и фрезерного устройства в соответствии с предыдущим уровнем техники во время операции механической обработки по аксиальной длине выпускного кожуха (уже прокомментировано);
Фиг.3 показывает общий вид в перспективе шаберного инструмента в соответствии с первым вариантом осуществления настоящего изобретения для удаления заусенцев с кромки выпускного кожуха;
Фиг.4 показывает вид конца шаберного инструмента согласно фиг.3;
Фиг.5 показывает схематичный вид шаберного инструмента согласно Фиг.3, плоскость разреза V-V представлена;
Фиг.6 показывает схематичный вид в разрезе по плоскости разреза V-V шаберного инструмента согласно фиг.5;
Фиг.7 показывает вид в перспективе удаления заусенцев с внешней входной кромки выпускного кожуха;
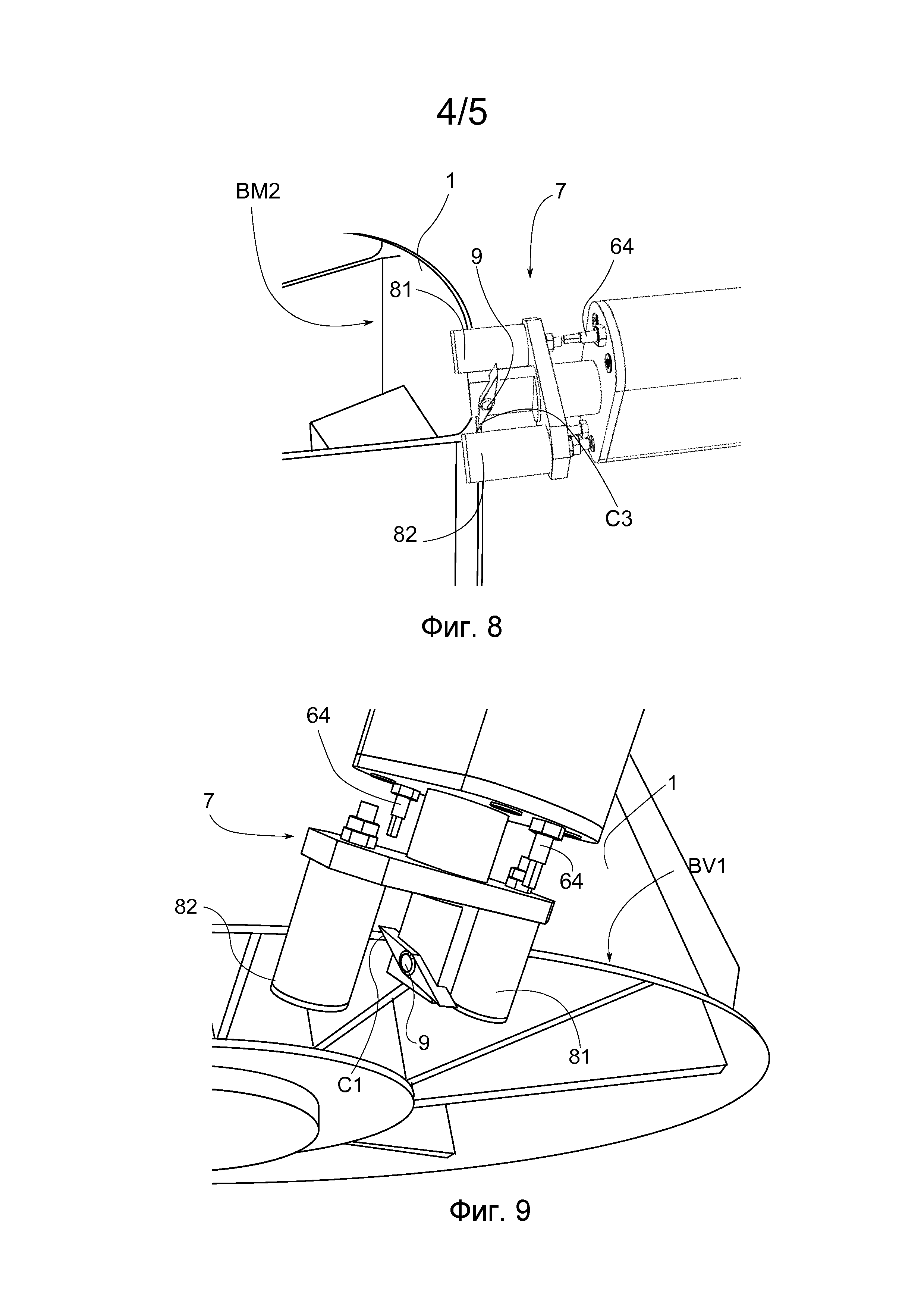
Фиг.8 показывает вид в перспективе удаления заусенцев внутренней входной кромки выпускного кожуха;
Фиг.9 показывает вид в перспективе удаления заусенцев выходной внешней кромки выпускного кожуха; и
Фиг.10 показывает вид в перспективе удаления заусенцев выходной внутренней кромки выпускного кожуха;
Фиг.11 показывает схематичный вид в разрезе шаберного инструмента в соответствии со вторым вариантом осуществления.
Настоящее изобретение будет представлено в рамках примера для выпускного кожуха газотурбинного двигателя летательного аппарата, но подразумевается, что настоящее изобретение применимо к любым кожухам газотурбинного двигателя, предпочтительно, к кольцевому кожуху, образованному путем жесткого соединения нескольких секторов кожуха.
Как показано на Фиг.1 и 2 выпускной кожух 1 газотурбинного двигателя летательного аппарата является металлической деталью цилиндрической формы, проходящей аксиально по оси W и содержащей входную кромку ВМ и выходную кромку BV. В этом примере выпускной кожух 1 является кольцевой и образован путем жесткого соединения нескольких секторов кожуха 1. Из этого следует, с одной стороны, что аксиальный размер выпускного кожуха 1, иначе говоря, размер по оси W, не является постоянным по окружности кожуха и, с другой стороны, что профиль кромок выпускного кожуха 1 не является правильным.
Для коррекции аксиального размера кожуха 1 выполняют механическую обработку одной из кромок, входной и/или выходной, таким образом, чтобы расстояние от входной кромки до выходной кромки было по существу постоянным по окружности кожуха 1. Согласно настоящему изобретению, со ссылкой на фиг.2, аксиальную длину кожуха 1 корректируют при помощи фрезерного устройства 3, содержащего фрезерный инструмент 31, предназначенный входить в контакт с входной ВМ и выходной BV кромками выпускного кожуха 1. Как следствие, выпускной кожух 1 и фрезерное устройство 3 представлены на Фиг.2 в ортогональной системе отсчета (X,Y,Z).
Во время фрезерования выпускной кожух 1 расположен в лежачем положении на раме 2, также называемой центром механической обработки, таким образом, что его ось W проходит вертикально по вертикальному направлению Z. Рама 2 здесь устроена так, чтобы поворачиваться вокруг вертикальной оси Z для приведения выпускного кожуха 1 во вращение вокруг его оси W таким образом, что кромки BM, BV кожуха по всей окружности доступны для фрезерного инструмента 31 фрезерного устройства 1. Скорость вращения выпускного кожуха 1 небольшая, порядка 1 см/с, для обновления участка кромки, с которой удаляют заусенцы, фрезерным инструментом, без порождения горизонтальных усилий. Эта скорость известна специалисту в данной области техники как «скорость вращения фрезерования». Фрезерный инструмент 31 здесь содержит фрезу, приводимую в движение с повышенной скоростью порядка 30 м/мин, такой фрезерный инструмент известен специалисту в данной области техники.
В этом примере, обе кромки, входная ВМ и выходная BV, подвергаются механической обработке, что вызывает отложение механически обрабатываемого материала вблизи входной кромки ВМ и выходной кромки BV, а также как на внутренней поверхности выпускного кожуха, так и на его внешней поверхности, при этом такое отложение материала известно как «заусенец». Для удаления этих заусенцев необходимо механически обработать внешнюю ВМ1 и внутреннюю BM2 части входной кромки ВМ, а также внешнюю BV1 и внутреннюю BV2 части выходной кромки BV. Для простоты в дальнейшим под «заусенцами» будет пониматься внутренний входной заусенец ВМ2, внешний входной заусенец ВМ1, внутренний выходной заусенец BV2 и внешний выходной заусенец BV1.
Согласно настоящему изобретению заусенцы удаляются при помощи шаберного инструмента 4, установленного на фрезерном инструменте 3, который обрабатывает заусенцы путем точения (а не фрезерования).
Во время операции фрезерования снятие материала является результатом комбинации двух движений: вращение режущего инструмента с одной стороны и продвижения вперед обрабатываемой детали с другой стороны. И напротив, во время операции точения режущее движение заключается только в одном движении: либо обрабатываемая механически деталь неподвижна, а режущий инструмент подвижен, либо обрабатываемая механически деталь подвижна, а режущий инструмент неподвижен.
Шаберный инструмент 4
Прежде всего, будет представлен шаберный инструмент 4. Его использование в процессе согласно настоящему изобретению будет детально рассмотрено далее.
Со ссылкой на фиг.3 шаберный инструмент 4 содержит корпус 6, проходящий продольно по направлению U и содержащий, на первом конце, средства 5 связи с фрезерным устройством 3 и, на втором конце, модуль 7 удаления заусенцев, выполненный с возможностью механической обработки заусенцев.
Средства 5 связи
Средства 5 связи представлены в этом примере в форме конической связи (известно специалисту в данной области техники как «конус S40»), приспособленной для соединения с фрезерным устройством 3 как обычный фрезерный инструмент. Иначе говоря, шаберный инструмент 4 согласно настоящему изобретению приспособлен для соединения с фрезерным инструментом 3 вместо фрезерного инструмента 31. Эти средства 5 связи обычно адаптированы для передачи заданного значения скорости фрезерования от фрезерного устройства 3 к фрезерному инструменту для того, чтобы фреза фрезерного инструмента приводилась в действие с указанной скоростью фрезерования. В качестве примера, если заданная величина скорости фрезерования равна 5000 оборотов/минуту для фрезерного устройства 3, то эта заданная величина передается конической связью фрезерного инструмента для того, чтобы его фреза вращалась со скоростью 5000 оборотов в минуту.
Согласно настоящему изобретению средства 5 связи выполнены так, что они передают нулевую скорость фрезерования, учитывая, что шаберный инструмент 4 является не фрезерным инструментом, а токарным инструментом, который по своей природе выполняет механическую обработку, оставаясь при этом неподвижным. Таким образом, в отличие от обычных средств связи средства 5 связи согласно настоящему изобретению запрещают заданные значения фрезерования фрезерного устройства 3.
Модуль 7 удаления заусенцев
В этом примере со ссылкой на Фиг.3-6 модуль 7 удаления заусенцев содержит связующую стойку 72, проходящую в направлении U, на которой установлена с возможностью вращения плоская платформа 71, здесь она имеет многоугольную форму, проходящую перпендикулярно направлению U.
Токарная пластина 9 установлена на первом конце связующей стойки 72. Пластина 9 имеет четыре режущие кромки С1-С4, выполненные так, чтобы удалять внутренний входной заусенец ВМ2, внешний входной заусенец ВМ1, внутренний выходной заусенец BV2 и внешний выходной заусенец BV1. Как схематично показано на Фиг.6, токарная пластина 9 имеет ромбовидную форму. Кромки С1 и С3, также как кромки С2 и С4, параллельны между собой. В установленном положении режущие кромки С1-С4 частично выступают за пределы связующей стойки 72, как показано на фиг.4. Токарная пластина 9 здесь выполнена из алюминия, но подразумевается, что другие материалы также подходят.
Как показано на Фиг.5 и 6, второй конец связующей стойки 72 проходит в продольном корпусе 6 шаберного инструмента. Продольный корпус 6 включает в себя средства ограничения хода связующей стойки 72 в направлении U, при этом оно представлено в данном примере в виде переднего упора 61 и заднего упора 62, жестко соединенных с корпусом 6.
Дополнительно, чтобы прикладывать откалиброванное усилие на кромку, с которой удаляют заусенцы, упругие средства расположены вокруг второго конца связующей стойки 72, как показано на Фиг.6. Упругие средства расположены с обеих сторон стопорного кольца 73, жестко соединенного со вторым концом связующей стойки 72.
Согласно первому варианту воплощения настоящего изобретения четыре амортизационных стержня 63, 63' установлены в корпусе 6, причем два первых амортизационных стержня 63 установлены с одной стороны стопорного кольца 73, а два вторых амортизационных стержня 63' установлены с другой стороны упомянутого стопорного кольца 73, как показано на фиг.6. Каждый первый амортизационный стержень 63 здесь расположен так, чтобы находиться продольно на одной линии со вторым амортизационным стержнем 63', чтобы прикладывать усилия, распределенные по стопорному кольцу 73.
Амортизационный стержень 63, 63' проходит продольно и содержит первый прямолинейный элемент 631 и второй прямолинейный элемент 632, которые соединены пружиной 633. В этом примере, пружина 633 установлена снаружи прямолинейных элементов 632, 633, чтобы позволить ее продольное направленное перемещение. Как показано на Фиг.6, второй прямолинейный элемент 632 установлен с опорой на поверхность стопорного кольца 73, тогда как первый конец 631 жестко соединен с одним из упоров 61, 62. Предпочтительным образом, каждый амортизационный стержень 63 содержит регулировочные средства 64, чтобы параметризовать напряжение пружины 633 амортизационного стержня 63. Как показано на Фиг.4-6, эти регулировочные средства 64 образованы концом первого элемента 631 амортизационного стержня 63, который выступает из корпуса 6 инструмента. Предпочтительно путем завинчивания или развинчивания выступающего конца регулируют аксиальную длину первого элемента 631 амортизационного стержня 63 в корпусе 6 и таким образом параметризуют длину сжатия пружины 633 амортизационного стержня 63, что изменяет прикладываемое напряжение. Таким образом, для четырех амортизационных стержней 63, 63' располагают четырьмя регулировочными средствами, легко доступными и легко манипулируемыми, чтобы точным образом параметризовать силу пружины 633 на связующую стойку 72 и таким образом силу резания инструмента 4.
В качестве примера, когда токарная пластина 9 упирается во внутреннюю кромку выпускного кожуха 1, упругие средства позволяют калибровать силу упора для удаления заусенцев. Чтобы токарная пластина 9 упиралась на внутреннюю кромку, усилие на шаберный инструмент 4 оказывают во внешнем направлении выпускного кожуха 1. Иначе говоря, корпус 6 приводится в движение во внешнем направлении, тогда как связующая стойка 72 (жестко соединенная с токарной пластиной 9) является неподвижной в результате контакта с кромкой кожуха 1. Из этого следует относительное перемещение связующей стойки 72 относительно корпуса 6, что увеличивает длину части связующей стойки 72, выступающей за пределы корпуса 6. В этом примере первые амортизационные стержни 63 ограничивают перемещение связующей стойки 72 путем приложения противоположного усилия на стопорное кольцо 73 так, чтобы ограничить длину части связующей стойки 72, выступающей за пределы корпуса 6.
Другими словами, первые амортизационные стержни 63 выполняют функцию амортизатора для уравновешивания усилий, прикладываемых на связующую стойку 72 и, таким образом, усилия, прикладываемого токарной пластиной 9 на внутреннюю кромку. Режущий край токарной пластины 9, который входит в контакт с кромкой может таким образом убирать заусенец оптимальным образом, то есть без излишней или недостаточной механической обработки указанной кромки. Недостаток избыточной механической обработки заключается в превышении диапазона допускаемого отклонения механической обработки, что требует подгонки путем сварки, недостаток недостаточной механической обработки заключается в оставлении утоненного заусенца, но все еще способного поранить операторов. В совокупности амортизационных стержней 63, 63' два амортизационных стержня используются для механической обработки при толкании, а два других используются для механической обработки при вытягивании. Пружины амортизационных стержней выбираются в соответствии с жесткостью обрабатываемого материала.
Кроме этого, это позволяет удалять заусенцы кромки с неправильным и изменяющимся радиусом кривизны. Для кожуха, образованного из секторов, это является предпочтительным. В этом примере, амортизационные стержни 63, 63' и упоры 61, 62 позволяют ход связующей стойки 72 порядка 10 мм, чтобы сгладить изменения в отклонении от круглости порядка 1,5 мм для среднего выпускного кожуха.
В соответствии с другим вариантом воплощения средств ограничения хода связующей стойки 72 в направлении U, со ссылкой на Фиг.11, упругие средства представлены в виде первой пружины 163 и второй пружины 164, установленных с обеих сторон стопорного кольца 73, жестко соединенного со вторым концом связующей стойки 72. Со ссылкой на Фиг.11, первая пружина 163 установлена вокруг связующей стойки 72 в корпусе 6 между передним упором 161 и стопорным кольцом 73, а вторая пружина 164 установлена вокруг связующей стойки 72 в корпусе 6 между стопорным кольцом 73 и задним упором 162. Такие средства просты в применении и изготовлении. Для калибровки силы резания можно предпочтительно регулировать положение упоров 161, 162 и, таким образом, изменять напряжение пружин 163, 164.
Направляющие средства 8
Для установки токарной пластины 9 на высоте заусенца модуль 7 удаления заусенцев дополнительно содержит направляющие средства 8, выполненные с возможностью следования профилю части кромки, с которой удаляют заусенцы, направляя модуль 7 удаления заусенцев.
Со ссылкой на Фиг.3-6 направляющие средства 8 в этом примере представлены в виде двух вращающихся валиков 81, 82 в форме цилиндра, которые проходят от платформы 71 и оси ориентации которых В1, В2 проходят перпендикулярно плоскости, заданной указанной платформой 71. Иначе говоря, оси В1, В2 вращающихся валиков 81, 82 параллельны между собой и проходят по оси U. Каждый валик 81, 82 содержит здесь внутренний сердечник, жестко соединенный с платформой 71, и наружную оболочку, установленную с возможностью вращения на указанном внутреннем сердечнике.
Как показано на Фиг.4, в данном примере связующая стойка 72 проходит между двумя валиками 81, 82, на равном расстоянии от упомянутых валиков 81, 82. Когда валики 81, 82 находятся в упоре на поперечную часть кромки выпускного кожуха 1, то есть в вертикальном упоре по направлению Z, высота удаления заусенцев задается точным образом для позиционирования токарной пластины 9, жестко соединенной со связующей стойкой 72. Токарная пластина 9 находится на надлежащей высоте резания для механической обработки заусенца, расположенной между двумя валиками 81, 82, то есть участка кромки, подвергающегося удалению заусенцев.
По мере вращения выпускного кожуха 1 вокруг своей оси W профиль криволинейного участка кромки, расположенный между двумя валиками 81, 82 изменяется. Во вращение приводится только наружная оболочка валиков 81, 82, что препятствует приведению в движение внутреннего сердечника валиков 81, 82, а также платформы 71 модуля 7 удаления заусенцев. Это приводит к перемещению платформы 71, которая вызывает вертикальное перемещение связующей стойки 72 без изменения ориентации токарной пластины 9.
Далее настоящее изобретения будет рассмотрено со ссылкой на Фиг.7-10 относительно операции удаления входного внешнего заусенца ВМ1 (фиг.7), входного внутреннего заусенца ВМ2 (Фиг.8), выходного внешнего заусенца BV1 (Фиг.9) и выходного внутреннего заусенца BV2 (Фиг.10).
Осуществление механической обработки
Согласно настоящему изобретению после установления выпускного кожуха 1 на высоте, тогда как последний, все еще находится в лежачем положении в раме 2, приступают к операции удаления заусенцев, заменяя фрезерный инструмент 31 фрезерного устройства 3 шаберным инструментом 4, представленным ранее.
Шаберный инструмент 4, который не является фрезерным инструментом, не содержит вращающейся части для механической обработки, а только токарную пластину 9. Предпочтительно, чтобы вращение рамы 2 не изменяют между операцией фрезерования и операцией удаления заусенцев, что предпочтительно позволяет механически обработать выпускной кожух 1 путем точения, при этом кожух 1 приводится во вращение вокруг оси W со скоростью вращения фрезерования, тогда как шаберный инструмент 4 остается неподвижным.
В качестве примера со ссылкой на Фиг.7 фрезерное устройство 3 устанавливает шаберный инструмент 4 на входной кромке ВМ для механической обработки внешнего заусенца ВМ1 выпускного кожуха 1. Для этого режущая кромка С1 шаберного инструмента 4 помещается, по меньшей мере частично, снаружи выпускного кожуха 1 и с опорой на внешнюю часть входной кромки ВМ1, при этом пружины 63, 64 калибруют силу упора режущей кромки С1. Со ссылкой на Фиг.7, токарная пластина 9 проходит наискось относительно вертикального направления Z и направлена внутрь выпускного кожуха 1 снизу вверх.
Валики 81, 82 находятся в вертикальном упоре на входную кромку ВМ по оси Z таким образом, чтобы следовать профилю указанной кромки ВМ1 при вращении выпускного кожуха 1. Как только профиль меняется высота валиков 81, 82 по оси Z изменяется, что изменяет высоту резания режущей кромки С1.
Входной внешний заусенец в буквальном смысле соскребается или соскабливается режущей кромкой С1 по мере вращения выпускного кожуха 1, что соответствует механической обработке точением. Входная внешняя кромка ВМ1 является гладкой после удаления заусенцев, что облегчает манипуляции с выпускным кожухом 1.
Чтобы осуществить удаление заусенцев с внутренней входной кромки ВМ2, как показано на Фиг.7, вращают модуль 7 удаления заусенцев на пол-оборота вокруг оси U так, чтобы режущая кромка С3 контактировала с внутренней входной кромкой ВМ2. Как показано на Фиг.8, токарная пластина 9 проходит наискось относительно вертикального направления Z и направлена наружу выпускного кожуха 1 снизу вверх.
Аналогично удалению заусенцев с внешней передней кромки ВМ1 удаление заусенцев режущей кромкой С3 позволяет придать гладкость внутренней входной кромке ВМ2, что облегчает манипуляции с выпускным кожухом 1. Помимо этого, как только внутренние и внешние заусенцы одной и той же кромки удалены, можно легко установить на эту кромку фланец.
То что касается выходной кромки BV, то фрезерное устройство 3 позволяет наклонить шаберный инструмент 4 вниз так, чтобы он достиг внутренней и внешней частей выходной кромки BV, как показано на Фиг.9 и 10, при этом режущие кромки С1 и С3 механически обрабатывают соответственно внешнюю выходную кромку BV1 и внутреннюю выходную кромку BV2.
Как только все четыре заусенца убраны, выпускной кожух 1 снимают с рамы 2 для установки, например, фланцев на указанные кромки.
Благодаря способу механической обработки согласно настоящему изобретению можно реализовать операции по установке на высоту и удалению заусенцев посредством одного и того же фрезерного устройства, меняя только инструмент механической обработки. Кроме этого, эти операции не требуют извлечения выпускного кожуха 1 с рамы 2, что позволяет последовательно соединять указанные операции и, таким образом, сократить общую продолжительность способа механической обработки выпускного кожуха 1. Более того, риск пораниться для оператора исключен в результате того, что все операции выполняются фрезерным устройством без манипуляций с выпускным кожухом, выполняемых оператором.
Реферат
Изобретения относятся к обработке кожуха газотурбинного двигателя летательного аппарата. Способ обработки включает установку кожуха на раме, приведение во вращение по оси кожуха рамы со скоростью фрезерования, фрезерование выходной кромки и/или входной кромки кожуха посредством фрезерного устройства с возможностью корректирования аксиальной длины кожуха и удаление заусенцев с упомянутой кромки кожуха так, чтобы убрать по меньшей мере один заусенец, образованный вблизи упомянутой кромки после этапа фрезерования. Фрезерное устройство содержит шаберный инструмент, который механически обрабатывает заусенец путем точения при вращении кожуха со скоростью вращения при фрезеровании. Обеспечивается обработка кожуха посредством использования одного устройства без извлечения кожуха, сокращается время обработки. 2 н. и 4 з.п. ф-лы, 11 ил.
Формула
- этап установки кожуха (1) на раме (2),
- этап приведения во вращение по оси (W) кожуха рамы (2) со скоростью вращения фрезерования,
этап фрезерования выходной кромки (BV) и/или входной кромки (ВМ) кожуха (1) посредством фрезерного устройства (3) для корректирования аксиальной длины кожуха (1), которое содержит фрезерный инструмент (31) для механической обработки указанной кромки кожуха (1) во время его вращения со скоростью вращения фрезерования,
- этап удаления заусенцев с упомянутой кромки кожуха (1) с возможностью снятия по меньшей мере одного заусенца, образованного вблизи упомянутой кромки после этапа фрезерования,
отличающийся тем, что
- фрезерное устройство (3) содержит шаберный инструмент (4), который используют во время этапа удаления заусенцев для механической обработки заусенец путем точения при вращении кожуха со скоростью вращения фрезерования.
Документы, цитированные в отчёте о поиске
Способ удаления заусенцев с изделий, в частности с металлических изделий
Комментарии