Многошпиндельный токарный станок-автомат - SU520022A3
Код документа: SU520022A3
Чертежи
Описание
6, а с другой стороны - в диске 15, вращательно расположенном в стойке 2 станка.
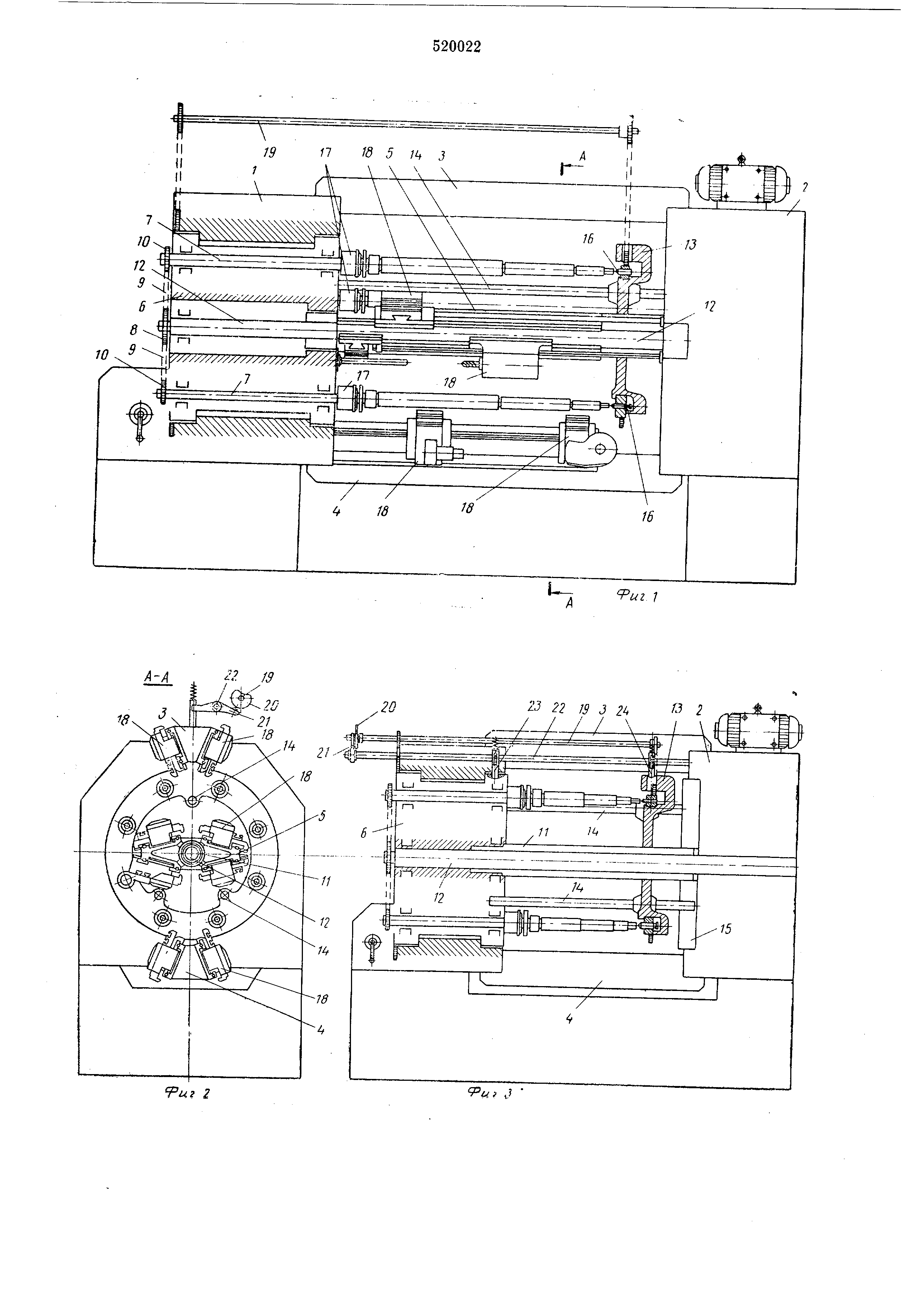
В бараиане 13 (фиг. 1 и 3) установлены с возможностью вращения шпиндели 1о, служащие в качестве контрдержавок для приема обрабатываемых изделии в виде прутка, находящихся в зажимиых головках Г/ шпинделей 7. Шпиндели 16 могут быть снабжены как зажимными прионо-соблеяиими для сверл, так и приводом лодачи, в результате чего станок позволяет производить осевую обработку изделий.
Траверсы 3-5, расположенные между стойками 1 и 2, проходят параллельно шпинделям 7. 1раверсы 3 и 4 размещены вне крзга поворота шпинделей 7 и 16, а траверса 5 - внутри этого круга. Благодаря использованию т.раверс 4 н 5 достигается жесткое соединение стоек 1 и 2 станка.
Каждая из наружных траверс 4 и 5 имеет направляющие, например внутренняя траверса 5 снабжена четырьмя направляющими. На каждой из этих направляющих находится не менее одного инструментального супнорта 18 с поперечно-продольными салазками. Поэтому в восьмишпиндельном токарном станке-автомате (фиг. 1-3) для каждого положения шпинделя предусмотрено не менее одного унифицированного крестового суппорта. Можно установить больщее количество направляющих с большим числом инструментальных сунпортов.
Все направляющие станка имеют один и тот же профиль, что обеспечивает взаимозаменяемость всех инструментальных суппортов . Кроме того, инструментальные суппорты выполняются таким образом, что в них может устанавливаться как универсальный инструмент , так и специальный инструмент для продольной и радиальной обработки (фрезерование , полеречное сверление, изгото1вление резьбы), а также и для торцовой обработки изделий (сверление, зенкование, нарезка резьбы и т. п.). Это создает возможность оптимального использования предлагаемого станка-автомата при различных видах обработки изделий.
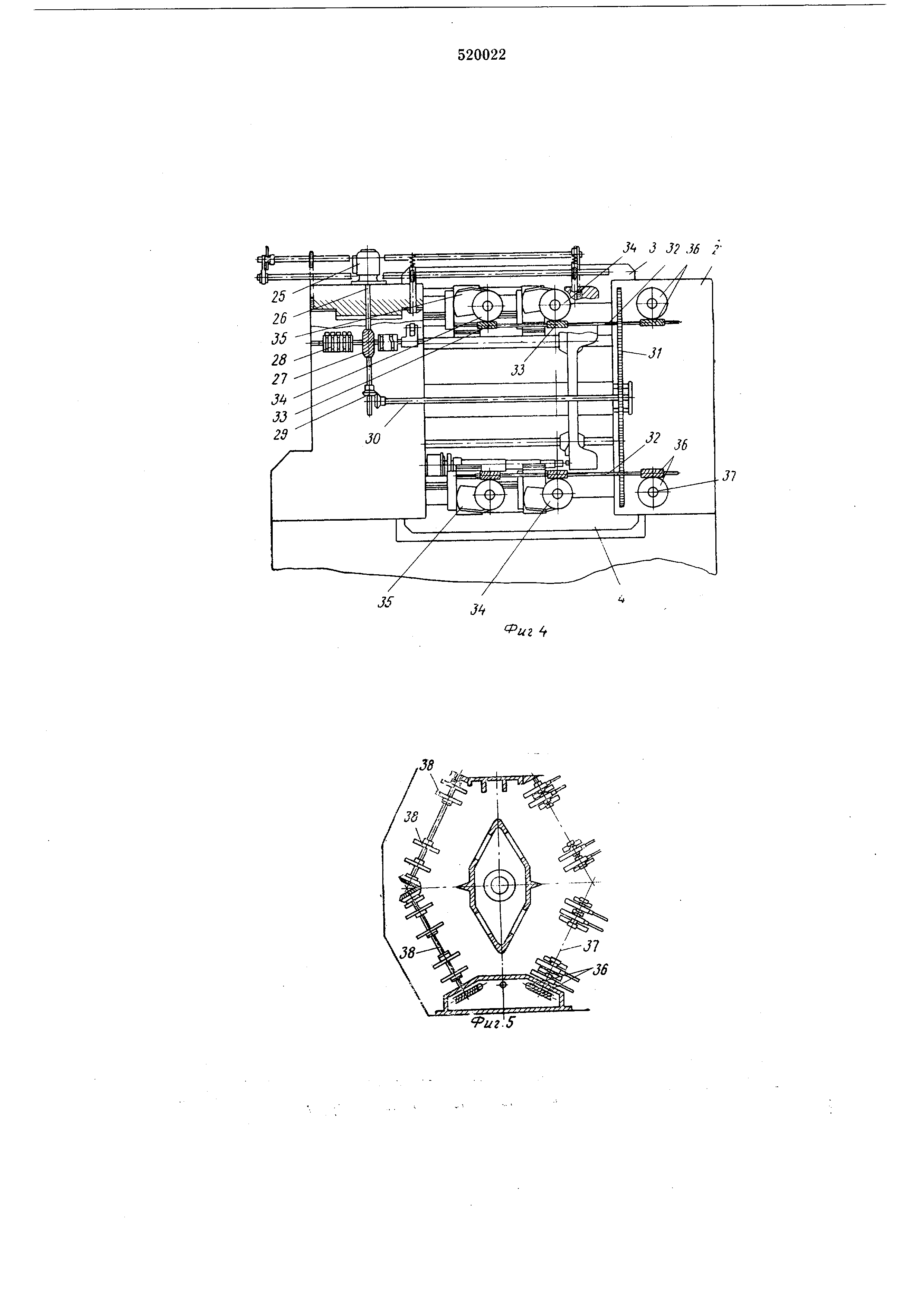
Привод поворота для шпиндельных барабанов 6 и 13 осуществляется с помощью главного распределительного вала, который при каждом включении шпиндельного барабана делает один оборот (фиг. 1-3 и фиг. 7). На распределительном валу 19 крепится радиальный дисковый кулачок 20, взаимодействующий с плечом рычага 21, размещенным на другом распределительном валу 22, который благодаря этому производит поворот при каждом обороте распределительного вала 19. С распределительным валом 22 соединяются обычным способом (при использовании пружины ) фиксаторы 23 и 24 шпиндельных барабанов 6 и 13. При таком размещении оба фиксатора в начале включения каждого барабана выходят из своего фиксирующего положения и после включения автоматически фиксируют барабаны в их новом положении. Для привода поворота шпиндельных барабанов 6 и 13, а также для подачи ииструментальных кареток предусмотрено использование особого приводного мотора 25 (фиг. 4 и 5). Этот мотор приводит в движение вал 26, на котором крепится червяк 27, находящийся в зацеплении с червячным колесом (не показан ), размещенным на распределительном валу 28. На распределительном валу 28 находятся установленные обычным способом средства для регулирования движений щпиндельных барабанов.
Вал 26 соединяется, кроме того, через пару конических зубчатых колес 29 с другим валом 30, идущим через не изображеннь1й здесь центральный вал 12 (фиг. 1-3) до стойки 2 станка, соединяясь здесь с помощью
передачи зубчатых колес 31 с (распределительными валами 32 подачи, которые проходят параллельно направляющим для инструментальных кареток. Валы 32 несут червяки 33, находящиеся в зацеплении с червячными
колесами 34, вращательное движение которых передается на верхние или поперечные инструментальные каретки через кулачки 35. С помощью валов 32 осуществляется также перемещение нижних или продольных инструментальных кареток, для чего служат червячные передачи 36, на выходных валах, 37 которых крепятся дисковые кулачки 38. Последние взаимодействуют с шатунами (не показаны), параллельно проходящими относительно направляющих для кареток, и соединяются с нижними и продольными каретками . Все перемещения осуществляются путем использования гидравлической системы или с помощью программного управления.
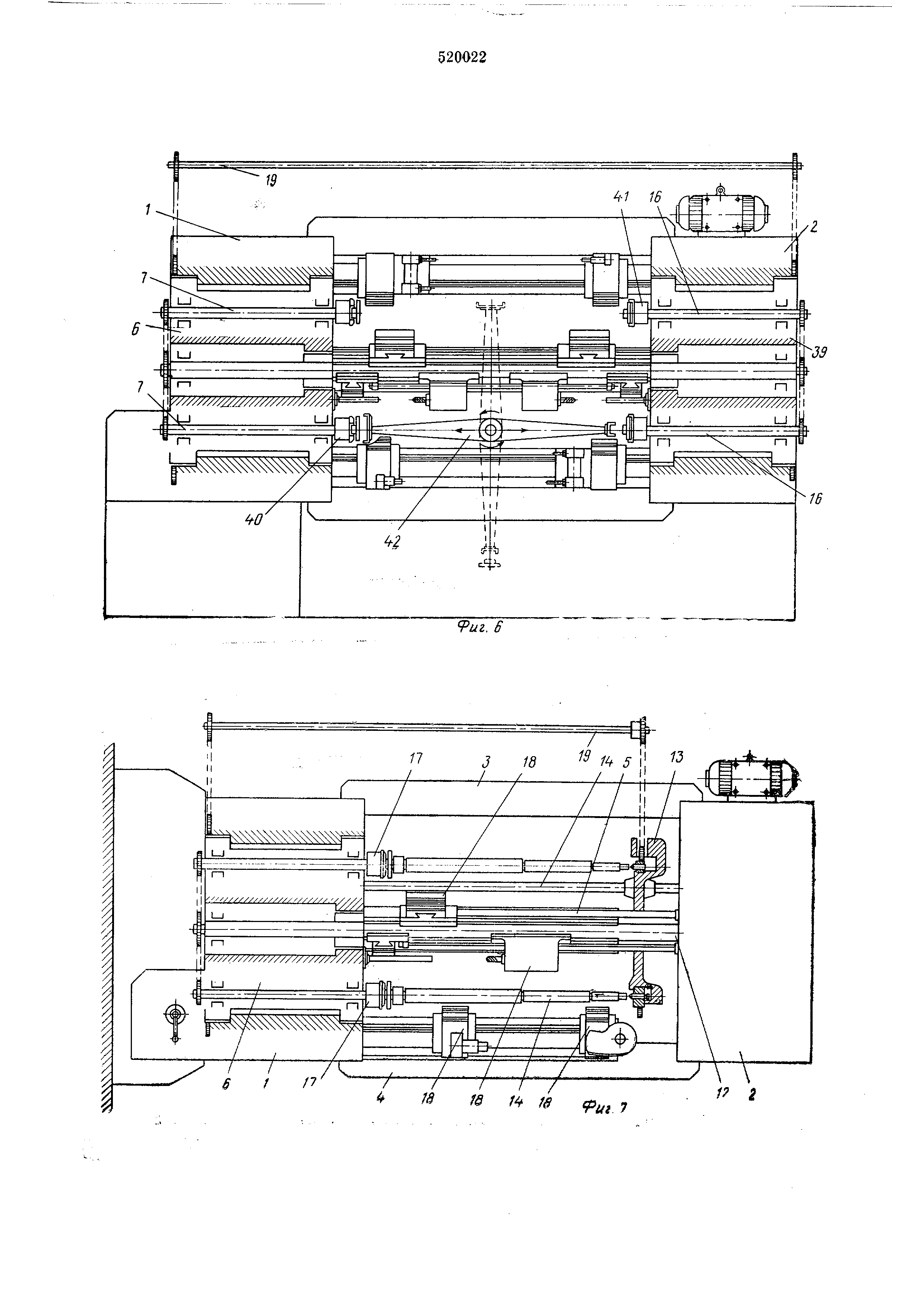
В другом варианте выполнения станка-автомата шпиндельный барабан 39 (фиг. 6) расположен в стойке 2 станка. Зажимные патроны 40 и 41 крепятся на головках двусторонних шпинделей для изделия выступающих из барабанов 6 и 39. Для одного положения шпинделя между противолежащими зажимными патронами 40 и 41 использует-ся приспособление для захвата и передачи изделия , состоящее из поворотного рычага 42, который под водит обрабатываемые с одной стороны изделия в зажимных патронах 40 шпинделей 7 к зажимным патронам 41 шпинделей 16 для обработки их второй стороны. Рабочий привод шпинделей может осуществляться обычным образом, например, с помощью асинхронного мотора трехфазного тока , устанавливаемого в/или на стойке 2 станка. Не исключается возможность применять для этой цели электромотор с бесступенчатым изменением числа оборотов. Кроме того, могут использоваться известные приспособления , позволяющие приводить во вращение шпиндели с различным числом оборотов и/ или закреплять их в одном или нескольких
положениях под определенным углом. Вместо механических приводов могут быть предусмотрены также отдельные гидравлические приводы для шпинделей изделия, которые позволят обеспечивать шпинделям для изделий в их -различном положении необходимое число оборотов при фиксированном положении под определенным углом.
Предлагаемый станок-автомат можно использовать при его вертикальном расположении , поскольку стойКи 1 и 2 жестко соединяются между Собой с помощью траверс 3-5.
Формулаизобретения
1.Многошпиндельный токарный станок-автомат , содержащий два синхронно вращающихся щпиндельных барабана, расположенных между двумя стойками, ограничивающими зону обработки, причем шпиндели, рНСПОложенные щ одном барабане, снабжены средствами для зажима инструментов, а пгаиндели другого барабана имеют держа-вки для крепления обрабатываемого изделия, отличающийся тем, что, С целью расщирения технологических возможностей, в зоне между двумя стойками и щпиндельными барабанами вне iKpyra поворота шпинделей изделия размещены -параллельно последним траверсы, имеющие направляющие для продольно-тюперечно перемещаемых инструментальных суппортов.
2.Станок-автомат по П. 1, от.личающийся тем, что он снабжен не менее, чем
одной дополнительной траверсой с направляющими для инструментальных суппортов, которая расположена внутри круга поворота ШПинделей изделия.
3. СтанОК-автомат по п. 1, отличающийся тем, что для каждого положения инструментального шпинделя используется не менее, чем один продольно-поперечно 1перемещаемый инструментальный суппорт. 4. Станок-автомат но пп. 1-3, отличающийся тем, что каждая из траверс имеет не менее, чем две направляющие для одного или нескольких крестовых суппортов.
5.Станок-автомат по п. 1, отличающийся тем, что щпиндельный барабан, несущий щпиндели с державками для изделия, расположен с возможностью продольного перемещения па трубе, которая в свою очередь коНПентрично установлена на центральном
валу и за1Креплена с одной сторОНЫ в шпиндельном барабане, несущем инструментальные шпиндели, а с другой стороны - в стойке станка.
6.Станок-автомат по п. 1, отличающийс я тем, что для поворота шпиндельных барабанов и перемещения инструментальных каретОК ОН содержит автономный привод.
7.Станок-автомат по п. I, отличающийся тем, что привод шпинделей с державками для изделия выполнен гидравлическим .
8.Станок-автомат по п. 1, отличающийся тем, что инструментальные суппорты оснащены гидравлическими и/или программными средствами управления. 11 Ю 5 / , J
Реферат
Формула
Комментарии