Станок для механической обработки деталей вращающимся инструментом - RU184301U1
Код документа: RU184301U1
Чертежи
Описание
Полезная модель относится к области машиностроения, в частности к оборудованию для механической обработки деталей.
Широко известны универсальные станки для механической обработки деталей вращающимся инструментом с вертикально или горизонтально расположенной осью обработки. Однако подобные станки имеют ограниченную производительность и использование их в производстве изделий с массовой серийностью не эффективно.
Известен токарный кулачковый автомат по авторскому свидетельству SU 657915, В23В 7/00.
Автомат содержит продольный суппорт, предназначенный для установки инструмента, и зажимное устройство для закрепления заготовки, выполненное в виде патрона, установленного на шпинделе задней бабки.
Особенностью данного станка является то, что осевая обработка осуществляется подводом суппорта с инструментом, при этом для ускорения холостых ходов требуется гидроцилиндр, а для зажима и разжима заготовки в патроне необходимо останавливать вращение шпинделя.
Задачей заявленной полезной модели является устранение указанных недостатков, а именно повышение производительности станка и получение технического результата заключающегося в возможности смены заготовки без остановки вращения шпинделя.
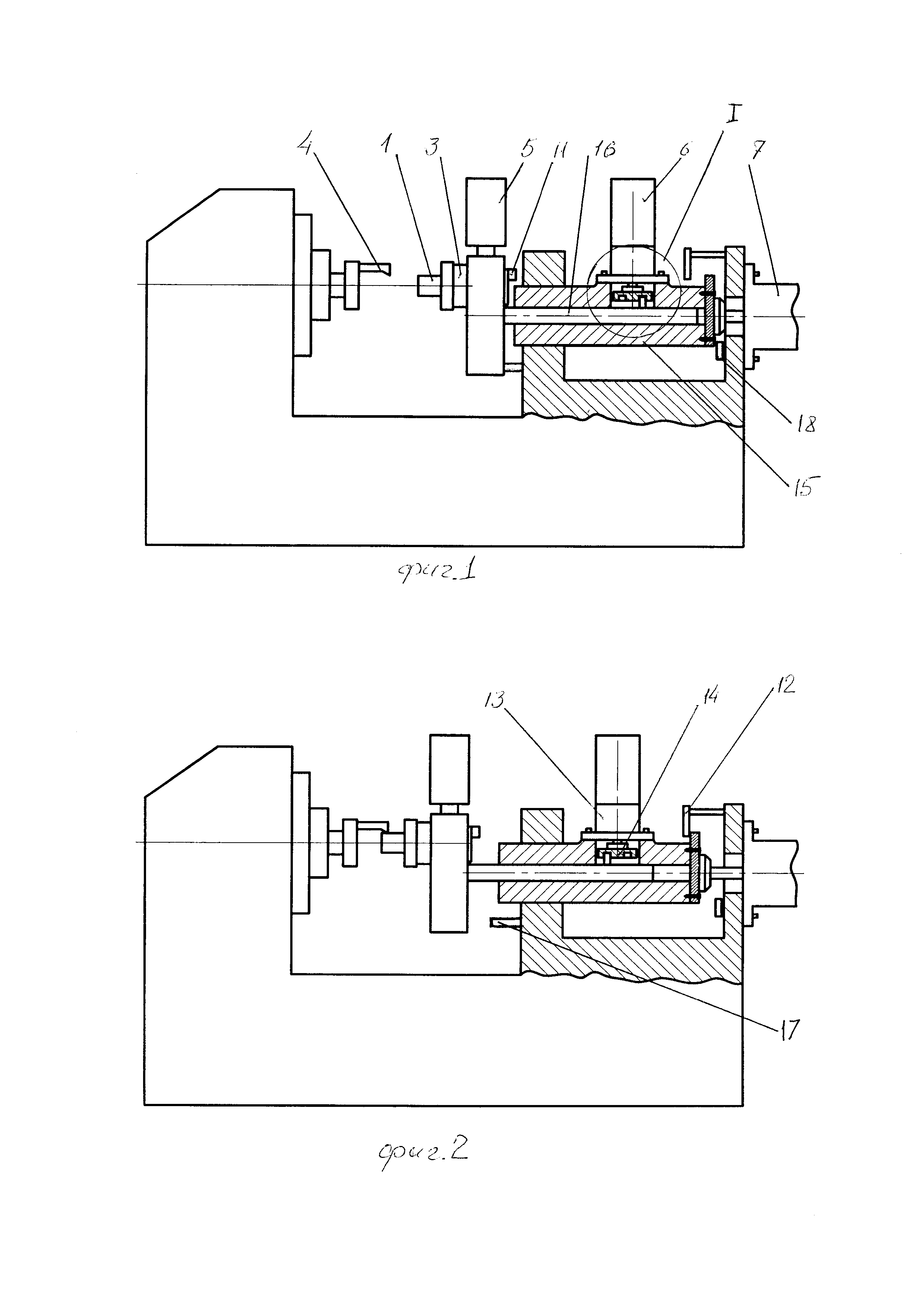
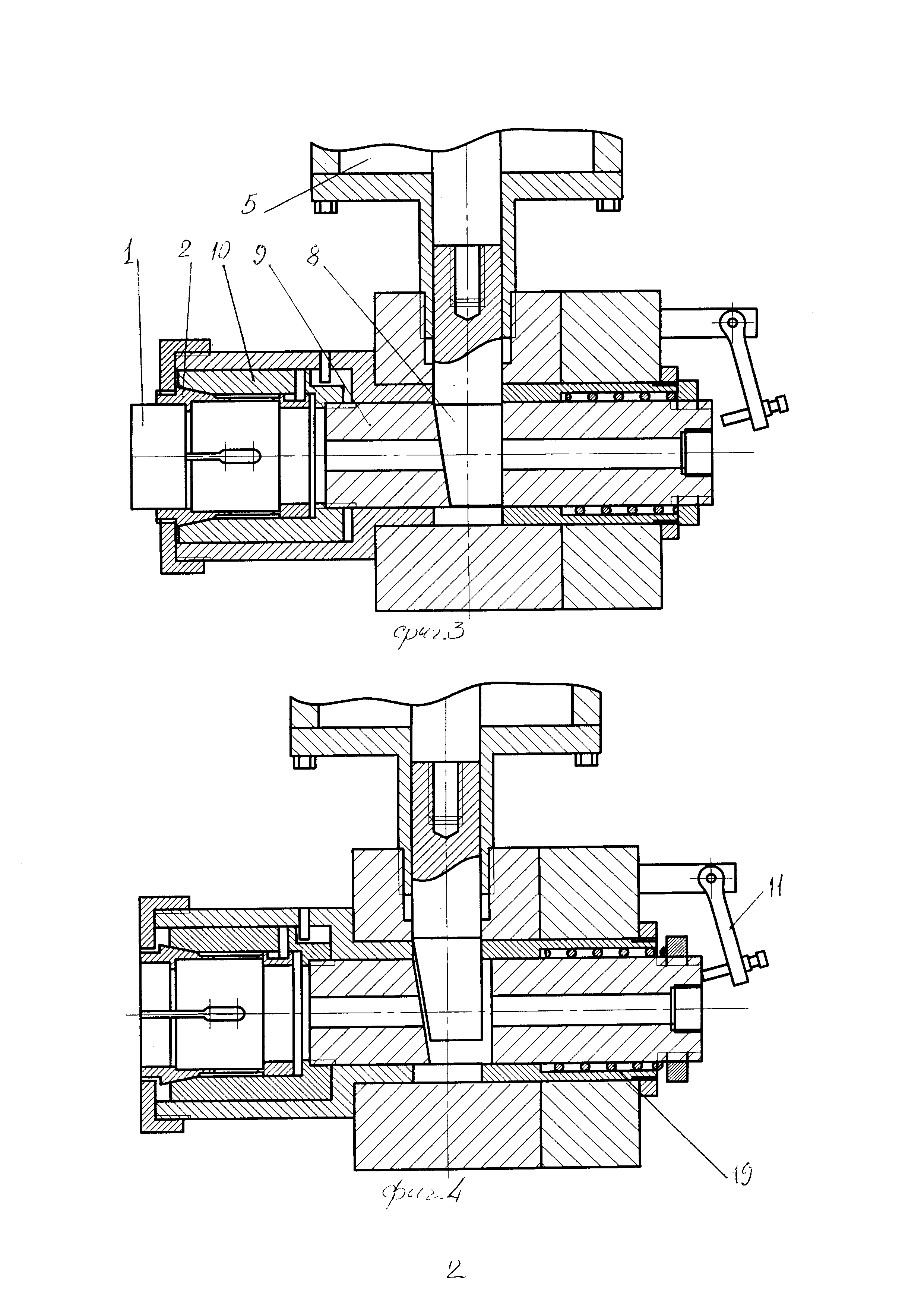
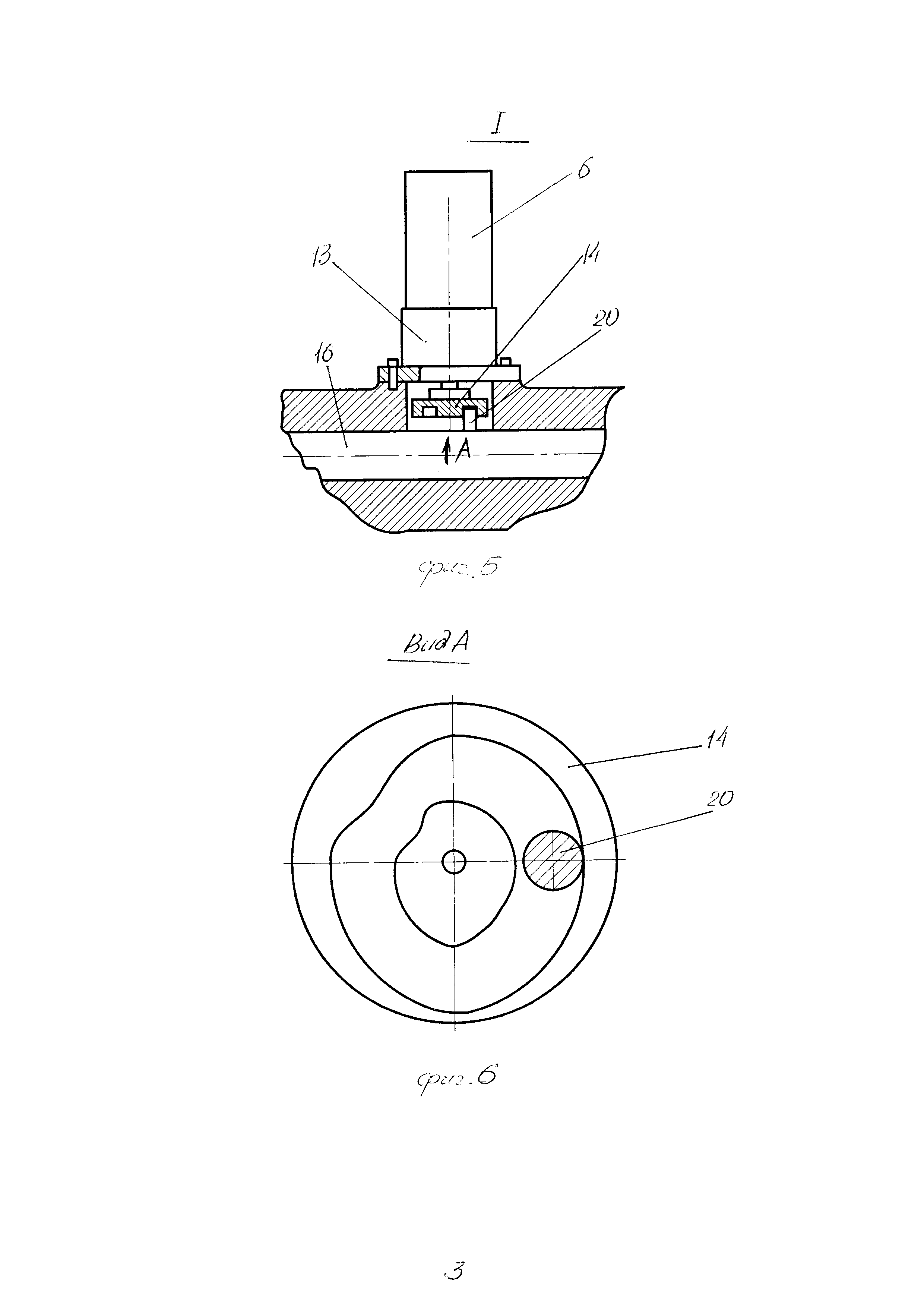
Для решения перечисленных задач и получения указанного технического результата в предложенном станке заготовка 1 устанавливается в цангу 2, как показано на фиг. 3, зажимного устройства головки 3, при этом ось заготовки совпадает с осью режущего инструмента 4, а сама головка закреплена на штоке 16 шпинделя задней бабки 15 в соответствии с фиг. 1. При включении станка срабатывает пневмоцилиндр 5 зажимного устройства, установленный на головке 3. Клин 8 закрепленный на штоке пневмоцилиндра сдвигает ползун 9, который, в свою очередь, надвигает стакан 10 на цангу 2, зажимая заготовку. После закрепления заготовки срабатывает датчик 11, показанный на фиг. 4, от сигнала которого начинает вращение шпиндель станка с режущим инструментом 4 и включается пневмоцилиндр 7 быстрого подвода. Пневмоцилиндр 7 обеспечивает быстрый подвод шпинделя задней бабки с закрепленным на нем приводом 6 до рабочей зоны, границу рабочей зоны устанавливают упором с регулируемым датчиком 12, при срабатывании которого включается электропривод 6 рабочего хода в состав которого входит редуктор 13, показанный на фиг. 2. На выходном валу редуктора закреплен кулачок 14 показанный на фиг. 5, в паз которого входит шип 20, жестко связанный со штоком 16, профиль кулачка, например показанный на фиг. 6, при вращении, за один оборот, обеспечивает рабочий ход штока 16 с продольном направлении с закрепленной на ней головкой 3, во время которого происходит обработка заготовки как показано на фиг. 2 и быстрый отвод до границы рабочей зоны. При окончании полного оборота кулачка срабатывает датчик 17, показанный на фиг. 2, от сигнала которого включается пневмоцилиндр 7, происходит быстрый отвод шпинделя задней бабки со штоком 16 и головкой 3. Быстрый отвод продолжается до касания торца шпинделя сдатчиком окончания цикла 18. При срабатывании датчика окончания цикла происходит отвод штока пневмоцилиндра 5 зажимного устройства, стакан 10 под действием пружины 19 отходит, цанга 2 разжимается, как показано на фиг. 4, обработанная деталь вынимается, устанавливается новая заготовка и цикл повторяется.
Реферат
Полезная модель относится к области машиностроения, в частности к оборудованию для механической обработки деталей вращающимся инструментом. В предложенном станке заготовка устанавливается в цангу зажимного устройства, расположенного на головке, при этом ось цанги совпадает с осью режущего инструмента, а сама головка закреплена на штоке шпинделя задней бабки. При включении станка срабатывает пневмоцилиндр зажимного устройства и с помощью клина надвигает стакан на цангу, зажимая заготовку. Шпиндель станка с режущим инструментом начинает вращение, включается пневмоцилиндр быстрого подвода шпинделя задней бабки до рабочей зоны, границу рабочей зоны устанавливают упором с регулируемым датчиком, при срабатывании которого включается электропривод рабочего хода. На выходном валу электропривода закреплен кулачок, профиль кулачка при вращении, за один оборот, обеспечивает рабочий ход головки, во время которого происходит обработка заготовки и быстрый отвод до границы рабочей зоны, затем срабатывает датчик, и происходит быстрый отвод шпинделя задней бабки с головкой. Быстрый отвод продолжается до касания торца шпинделя задней бабки с датчиком окончания цикла. При срабатывании датчика окончания цикла происходит отвод штока пневмоцилиндра зажимного устройства, цанга разжимается, обработанная деталь вынимается, устанавливается новая заготовка, и цикл повторяется.
Комментарии