Способ обработки металлов резанием и обрабатываемая заготовка - RU2470768C2
Код документа: RU2470768C2
Чертежи

Описание
Настоящее изобретение относится к способу обработки металлов резанием и, более конкретно, к способу защиты поверхностей при обработке, а также к соответствующей заготовке согласно п.1 и п.4 формулы изобретения, соответственно.
Уровень техники
Во время обработки резанием поверхностей металлов эти поверхности часто закрывают приклеиваемой пленкой для защиты такой поверхности от воздействия посторонних тел, т.е. от повреждения инструментом или отходами обработки, причем эта пленка должна быть снова удалена после завершения обработки рассматриваемой поверхности. Такие пленки, покрытые клеем, используют также для защиты поверхности во время транспортировки деталей с большой площадью поверхности, например поверхностей высококачественной листовой стали или покрытых лаком новых автомобилей. Такие пленки могут быть изготовлены из различных материалов. В частности, такие пленки изготавливают из полиолефинов, т.е. полиэтилена (РЕ) или полипропилена (РР). Полиолефины имеют относительное удлинение при разрыве свыше 200%.
Защитные пленки подобного типа применяют также в самолетостроении на протяжении всего процесса изготовления конструкций воздушного судна, чтобы предотвратить повреждение наружной обшивки корпуса воздушного судна во время механообработки. К таким процессам механообработки относится, в частности, сверление наружной обшивки для установки соединительных элементов.
Указанные защитные пленки, имеющиеся на рынке, обладают, однако, тем недостатком, что при сверлении, например, наружной обшивки воздушного судна пленка отделяется от обшивки и становится свободной в области наружной обшивки вокруг просверливаемого отверстия, так что между этой пленкой и наружной обшивкой воздушного судна может образоваться полость типа навеса. Область перехода от участка защитной пленки, лежащего непосредственно на обшивке, к участку защитной пленки, отделившемуся от обшивки, оказывается «размыта», так что точно очерченной линии границы между этими двумя участками не существует. Когда пленка отделяется от поверхности, ее защитное действие вокруг края отверстия становится ограниченным или полностью утрачивается. Более того, отделившаяся пленка может попасть в каналы сверла и тем самым помешать продвижению сверла вперед. Прецизионное сверление тогда становится невозможным, либо возможно лишь при определенных ограничениях. Отходы такого рода могут также остаться при отрыве пленки, так что они оказываются зажаты между деталью и соединительным элементом, применяемым для соединения двух деталей, что может привести к нестабильному соединению.
Раскрытие изобретения
Целью настоящего изобретения является создание способа обработки металлов резанием, согласно которому заготовку защищают от повреждения отходами механообработки без ущерба для эффективности сверления. Более того, должна быть также создана соответствующая механически обработанная заготовка.
Это достигается посредством способа обработки металлов резанием согласно п.1 формулы изобретения и заготовки согласно п.4 формулы изобретения. Предпочтительные варианты настоящего изобретения составляют предмет соответствующих зависимых пунктов формулы изобретения.
Настоящее изобретение основано на том, что пленку наносят на подлежащую механообработке поверхность, обладающую меньшей величиной относительного удлинения при разрыве. Чтобы гарантировать оптимальную адгезию между пленкой и поверхностью, эту пленку покрывают клеем, который с одной стороны обеспечивает достаточную адгезию, а с другой стороны может быть легко удален с рассматриваемой поверхности после завершения механообработки. Адгезия пленки к поверхности и относительное удлинение пленки при разрыве должны быть, таким образом, оптимально согласованы одна с другим.
Способ обработки металла резанием согласно настоящему изобретению для обработки заготовки заданной формы, по меньшей мере, с одной механически обрабатываемой поверхностью, содержащий этапы наклеивания защитной пленки с заданным относительным удлинением при разрыве на указанную, по меньшей мере, одну обрабатываемую поверхность с заданным усилием адгезии, приведения металлорежущего инструмента в заданное положение над указанной механически обрабатываемой поверхностью, приложения к инструменту заданного механического усилия в заданном направлении в продолжение заданного промежутка времени для осуществления обработки металла заготовки резанием и подъема указанного инструмента от указанной, по меньшей мере, одной обрабатываемой поверхности по истечении этого заданного промежутка времени, отличается тем, что в результате наклеивания между защитной пленкой и механически обрабатываемой поверхностью возникает сила адгезии величиной по существу 10 Н/25 мм, а используемая защитная пленка имеет относительное удлинение при разрыве в пределах 80-120%.
В частности рассматриваемый способ имеет в предпочтительном варианте в качестве дополнительного этапа или, где это технически возможно и целесообразно, в качестве дополнительных этапов следующие:
- на указанной, по меньшей мере, одной механически обрабатываемой поверхности создают грунтовочный слой, к которому приклеивают защитную пленку, и
- рассматриваемый способ имеет, по меньшей мере, одну операцию сверления с использованием сверла.
Соответственно, согласно настоящему изобретению предложена заготовка, имеющая заданную форму, по меньшей мере, с одной механически обрабатываемой поверхностью для обработки с использованием способа обработки металлов резанием, содержащего этапы приведения металлорежущего инструмента в заданное положение над указанной, по меньшей мере, одной механически обрабатываемой поверхностью, приложения к инструменту заданного механического усилия в продолжение заданного промежутка времени в заданном направлении для осуществления обработки металла заготовки резанием и подъема указанного инструмента от указанной, по меньшей мере, одной обрабатываемой поверхности по истечении этого заданного промежутка времени, где указанная заготовка содержит защитную пленку на указанной, по меньшей мере, одной механически обрабатываемой поверхности, наклеенную с заданным усилием адгезии, и отличается тем, что между защитной пленкой и механически обрабатываемой поверхностью заготовки существует сила адгезии величиной по существу 10 Н/25 мм, а используемая защитная пленка имеет относительное удлинение при разрыве в пределах 80-120%.
Более конкретно, рассматриваемая заготовка имеет в предпочтительном варианте в качестве дополнительного признака или, где это технически возможно и целесообразно, в качестве дополнительных признаков следующие:
- защитная пленка имеет толщину 100 мкм;
- защитная пленка выполнена из полиэтилентерефталата (PET);
- защитная пленка покрыта акрилатным дисперсионным клеем;
- толщина слоя клея составляет 25 мкм, и
- между указанной, по меньшей мере, одной механически обрабатываемой поверхностью и слоем акрилатного дисперсионного клея создан грунтовочный слой.
Настоящее изобретение имеет помимо всего прочего следующие преимущества. Вследствие небольшого относительного удлинения материала пленки при разрыве происходит срезание пленки во время сверления посредством сверла. При зенковке отверстий происходит аналогичная зенковка пленки. Это позволяет использовать, когда на обрабатываемую поверхность нанесена пленка, соединительный элемент с потайной головкой без того, чтобы пленка попала между деталью и этой потайной головкой. Адгезионная способность (сила адгезии) пленки на защищаемой поверхности достаточна для предотвращения отделения пленки от поверхности в области вокруг отверстия, но с другой стороны она достаточно мала, чтобы можно было удалить пленку с поверхности большой площади, т.е. без разрыва пленки и без применения вспомогательного инструмента или приспособлений.
Краткое описание чертежей
Другие преимущества и признаки настоящего изобретения очевидны из последующего описания вариантов со ссылками на прилагаемые чертежи.
Фигура 1 показывает сечение заготовки с защитной пленкой в соответствии с известными способами.
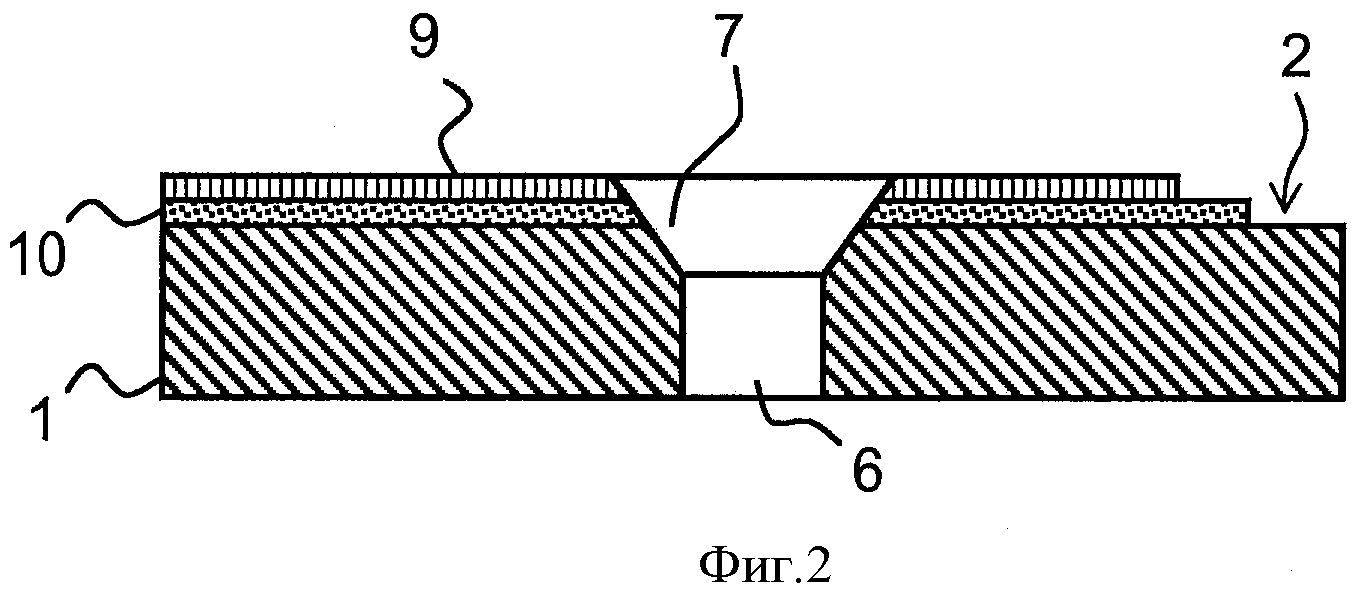
Фигура 2 показывает сечение первого варианта заготовки согласно настоящему изобретению с пленкой полиэтилентерефталата (PET) согласно настоящему изобретению.
Фигура 3 показывает сечение второго варианта заготовки согласно настоящему изобретению с пленкой полиэтилентерефталата (PET) согласно настоящему изобретению.
Чертежи приведены не в масштабе. Одинаковые или аналогично действующие элементы имеют одинаковые цифровые позиционные обозначения.
Осуществление изобретения
В дальнейшем термин «резание» означает механообработку заготовки геометрически специфичным или неспецифичным режущим инструментом, в частности сверление глухих или сквозных отверстий в детали.
Фиг.1 показывает сечение заготовки 1. В поверхности 2 заготовки 1 должно быть просверлено отверстие металлорежущим инструментом 3, здесь - сверлом. Для предотвращения повреждения поверхности 2 стружкой на эту поверхность 2 согласно известным способам наклеивают защитную пленку 4. Перед началом работы на подлежащую защите поверхность 3 наклеивают пленку 4 без отверстий, а затем во время сверления отверстий и установки соединительных элементов пленка не допускает воздействия посторонних тел и предметов на рассматриваемую поверхность 2 (наружную обшивку). Для этого между указанной поверхностью 2 и защитной пленкой 4 создан слой 5 клея, не допускающий скольжения пленки 4 по поверхности 2 во время механической обработки поверхности 2 инструментом 3.
Далее помещают сверло 3 в заданное положение над поверхностью 2 и опускают на эту поверхность 2. Сверло прорывает защитную пленку 4 и слой 5 клея, чтобы затем внедриться в поверхность 2. После этого в течение заданного промежутка времени к сверлу 3 прикладывают механическое усилие в заданном направлении. Таким способом создают, например, отверстие 6 в заготовке 1 и при необходимости выполняют зенкованную область 7 в поверхности 2. По окончании механообработки, т.е. по истечении заранее выбранного промежутка времени, сверло 3 поднимают от механически обрабатываемой поверхности 2 и перемещают в следующую точку для механообработки (не показана). В новой точке описанную процедуру повторяют.
По завершении всех таких операций механообработки на поверхности 2 защитную пленку 4 вместе со слоем 5 клея удаляют с поверхности 2, не оставляя каких-либо отходов, так что теперь заготовка 1 готова для дальнейшей механообработки другим способом (не показано) или готова для установки в больший сборочный узел (не показан).
Согласно известным способам защитные пленки могут быть изготовлены из различных материалов, а более конкретно - из полиолефинов, например полиэтилена (РЕ) или полипропилена (РР). Полиолефины имеют относительное удлинение при разрыве свыше 200%. Поэтому может случиться так, что при сверлении пленка 4 отделится от механически обрабатываемой поверхности 2 в области вокруг отверстия, а между пленкой 4 и поверхностью 2 образуется полость типа навеса. В результате пленка 4 может перед отрывом выступать в отверстие 6, 7 на значительное расстояние в отдельных местах. Вследствие этого рядом с отверстием 6, 7 могут остаться отходы 8 пленки 4 в виде лоскутов. Эти лоскутные отходы 8 представляют собой куски пленки, наматывающиеся на сверло 3 при вращении и отрывающиеся только при достижении относительного удлинения при разрыве. Эти лоскутные отходы в значительной степени сохраняют свою длину, попадают в каналы сверла 3 и забивают эти каналы. Переход от защитной пленки 4, оставшейся на месте на удалении от отверстии 6, к отделившимся от поверхности участкам защитной пленки в непосредственной близости к отверстию 6 оказывается размыт без какой-либо четкой границы между этими двумя областями. Когда защитная пленка отделяется от поверхности, ее защитное действие на область вокруг края отверстия оказывается ограничено или даже полностью утрачено. Более того, из-за наличия материала в каналах сверла 3 продвижение сверла 3 вперед в направлении заготовки оказывается затруднено, так что прецизионное сверление становится более невозможным или возможным лишь в ограниченной степени. Наконец, в результате присутствия оставшихся отходов пленки в просверленном отверстии 6 с зенкованной областью 7 уже нельзя, пока пленка на поверхности, вставить соединительный элемент (не показан) с потайной головкой, не удалив пленку 4, поскольку в противном случае оставшиеся отходы 8 пленки попадут между деталью (заготовкой 1) и потайной головкой винта (не показан). Это приведет к нестабильности соединения.
Поскольку в самолетостроении точность отверстий в течение всего процесса изготовления конструкций особенно важна, а требования к надежности соединений исключительно высоки, важно избегать таких помех.
Таким образом, при механообработке поверхности 2 описанным выше способом очень важно, чтобы сила адгезии защитной пленки 4 к поверхности 2 и относительное удлинение защитной пленки 4 при разрыве были согласованы друг с другом. В ходе испытаний, которые также проводились в различных климатических условиях, авторы обнаружили, что оптимальными являются сила адгезии клея между защитной пленкой и механически обрабатываемой поверхностью, составляющая по существу 10 Н/25 мм, в сочетании с относительным удлинением защитной пленки при разрыве в пределах 80-120%.
Таким образом, согласно настоящему изобретению использована пленка 9 из полиэтилентерефталата (PET), имеющая относительное удлинение при разрыве 80-120% вместо свыше 200%, как в случае полиолефинов. Адгезионная способность слоя 5 клея между пленкой 9 и поверхностью 2 зафиксирована на уровне примерно 10 Н/25 мм. Как показано на Фиг.2, при таких значениях отходы 8 пленки более не образуются, а сверло не встречает более дополнительного сопротивления при перемещении вокруг своей оси или при продвижении вперед. Эти величины могут быть, в частности, достигнуты предпочтительно с использованием акрилатного дисперсионного клея в качестве материала слоя 10 клея между пленкой 9 и механически обрабатываемой поверхностью 2. Более того, нужные свойства пленки 9 оказываются усилены, если пленка имеет толщину 100 мкм, а толщина слоя 10 клея согласно настоящему изобретению составляет 25 мкм.
Более того, в результате резания пленки согласно настоящему изобретению с клеем согласно настоящему изобретению можно использовать соединительный элемент с потайной головкой в присутствии пленки на поверхности без того, чтобы пленка попала между деталью и потайной головкой.
На фиг.3 показан вариант заготовки согласно настоящему изобретению, в котором для лучшей регулируемости силы адгезии пленки 9 к поверхности 2 на эту поверхность 2 наносят грунтовочный слой 11 перед наклеиванием пленки 9 посредством слоя 5 клея.
Такой способ позволяет более точно установить уровень адгезии между этими слоями. В частности, в качестве материала грунтовочного слоя для этих целей подходит материал Seevenax 113-22 (торговая марка).
Реферат
Группа изобретений относится к способу обработки металла резанием. Способ обработки металла резанием для обработки заготовки (1) заданной формы по меньшей мере с одной механически обрабатываемой поверхностью (2) включает наклеивание защитной пленки (4, 9) с заданным относительным удлинением при разрыве на указанную по меньшей мере одну механически обрабатываемую поверхность (2) с заданным усилием адгезии, приведение металлорежущего инструмента (3) в заданное положение над указанной механически обрабатываемой поверхностью (2), приложение к указанному инструменту (3) заданного механического усилия в заданном направлении в продолжение заданного промежутка времени для осуществления обработки металла указанной заготовки (1) резанием и подъем указанного инструмента (3) от указанной по меньшей мере одной механически обрабатываемой поверхности (2) по истечении указанного заданного промежутка времени. Защитная пленка (9) имеет относительное удлинение при разрыве в пределах 80-120%, а величина силы адгезии между защитной пленкой (9) и механически обрабатываемой поверхностью (2) заготовки составляет, по существу, 10 Н/25 мм. Технический результат заключается в защите указанной заготовки от повреждения отходами механообработки и в то же время в защите от нежелательного воздействия на процесс сверления. 2 н. и 9 з.п. ф-лы, 3 ил.
Комментарии