Станок для обработки наружной сферической поверхности - RU182576U1
Код документа: RU182576U1
Чертежи

Описание
Полезная модель относится к области машиностроения, в частности к оборудованию для обработки металлов.
Известен станок для обработки наружной сферической поверхности (см. патент RU 26203 U1). Станок содержит станину, узел шпинделя с приводом для вращения и оправкой для установки заготовки на трех сухарях, резцы для черновой и чистовой обработки сферической поверхности на поворотном резцедержателе в виде рычага соединенного с поворотной планшайбой, а также два подрезных резца, установленных на другом резцедержателе. Однако на указанном станке резцы установлены на резцедержателе шарнирно закрепленном на поворотной планшайбе, таким образом резцедержатель имеет два подвижных узла, каждый из которых имеет определенные люфты и не обеспечивает необходимой жесткости системы при обработке высокоточных сферических поверхностей. Для обеспечения точной установки заготовки на оправке, сухари не должны иметь осевых люфтов в пазах оправки и соответственно должны быть выполнены с повышенной точностью также как и ответные пазы в оправке. Кроме того, черновой и чистовой резцы имеют два крайних положения, в любом из которых при установке или снятии заготовки возможно касание и повреждение режущей кромки резца либо заготовки. Дополнительным недостатком является ручной подвод и отвод подрезных резцов.
Задачей заявленной полезной модели является устранение указанных недостатков, а именно повышение производительности станка и получение технического результата, заключающегося в повышении точности позиционирования заготовки, повышения жесткости системы и соответственно точности обработки сферической поверхности, исключение повреждения режущей кромки резца и автоматизация процесса подрезки торцев заготовки.
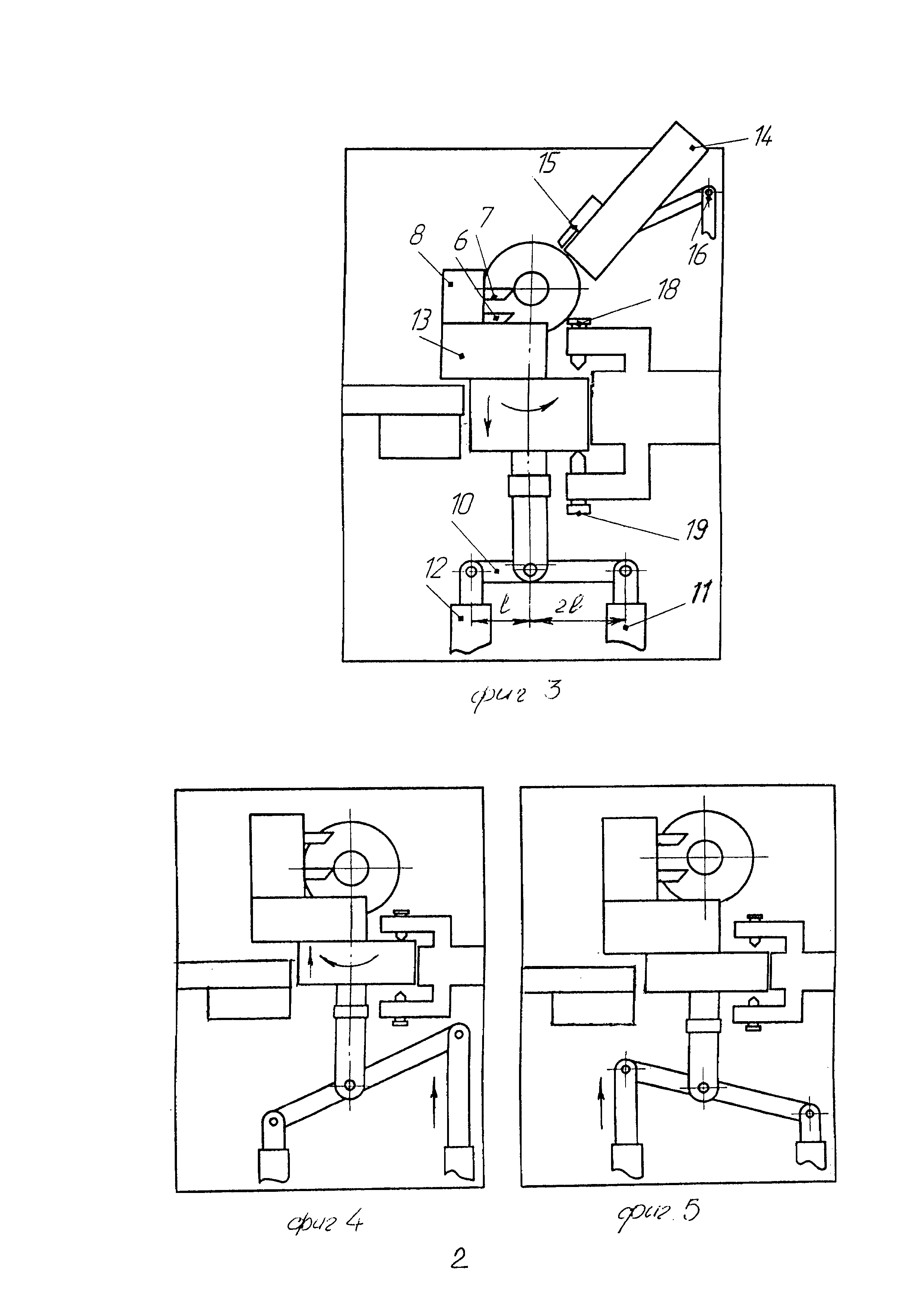
Для решения перечисленных задач и получения указанного технического результата предлагается станок показанный на фиг. 1 и содержащий станину 1, узел шпинделя с приводом 2 для вращения оправки 3, состоящей как показано на фиг. 2 из тяги 17 и цанги 4, на которой устанавливается заготовка 5, резцы для черновой 7 и чистовой 6 обработки сферической поверхности, показанные на фиг. 3 и закрепленные на резцедержателе 8, на фиг. 1 резцедержатель 8, резцы 6, 7 и поперечный суппорт 13 условно не показаны. Резцедержатель поворачивается относительно вертикальной оси с помощью электропривода и имеет рычажный механизм 10 с пневмоцилиндрами 11 и 12 с разной длиной плеч, обеспечивающими три фиксированных по высоте положения резцедержателя относительно заготовки, крайние положения резцедержателя ограничиваются регулируемыми упорами 18 и 19. Резцедержатель 8 установлен на поперечном суппорте 13. На вертикальном суппорте 14 установлены два подрезных резца 15, которые приводятся в движение механическим приводом 16, работающим в соответствии с заданным циклом.
Устройство работает следующим образом: в исходном положении шпиндель не вращается, тяга 17 находится в правом положении, резцедержатель 8 в крайнем левом относительно фиг. 1 и среднем по высоте положении, резцы 6, 7 и вертикальный суппорт 14 в отведенном от заготовки состоянии. Заготовка 5 устанавливается на цангу 4, тяга 17 перемещается в левое положение, разжимая цангу и закрепляя заготовку. Включается вращение привода 2, который вращает оправку 3 с закрепленной заготовкой, пневмоцилиндры 11 и 12 находятся в нижнем положении, удерживая резцедержатель 8 в нижнем фиксированном положении на упоре 19, резец 6 подводится к заготовке как показано на фиг. 3. Включается поворот резцедержателя вправо, осуществляя черновое точение, в процессе чернового точения, в соответствии с заданным циклом работы включается привод 16, перемещая суппорт 14 вместе с резцами 15 к заготовке и осуществляя подрезку торцев, по завершении подрезки резцы 15 отводятся в исходное положение. В крайнем правом положении пневмоцилиндр 11 перемещает резцедержатель 8 в верхнее фиксированное положение к упору 18 в соответствии с фиг. 4, подводя к заготовке резец 7 для чистового точения, резцедержатель поворачивается влево, осуществляя чистовое точение. В крайнем левом положении резцедержатель останавливается, шпиндель прекращает вращение, пневмоцилиндр 12 за счет разности плеч рычажного механизма 10 переводит резцедержатель, как показано на фиг. 5, в среднее положение, обеспечивая безопасный съем и установку заготовки, тяга 17 перемещается в правое положение, заготовка снимается с оправки. На цангу устанавливается новая заготовка, и цикл повторяется.
Реферат
Полезная модель относится к области машиностроения, в частности к оборудованию для обработки металлов точением.Станок содержит станину, узел шпинделя с приводом для вращения оправки с цангой, на которой устанавливается заготовка, резцы для черновой и чистовой обработки сферической поверхности, резцедержатель, поворачивающийся относительно вертикальной оси, имеющий три фиксированных положения по высоте относительно заготовки и установленный на поперечном суппорте. На вертикальном суппорте закреплены подрезные резцы, которые приводятся в движение механическим приводом. Заготовка устанавливается на цангу и закрепляется. Включается вращение шпинделя, резцедержатель перемещается в нижнее фиксированное положение, подводя черновой резец к заготовке. Резцедержатель начинает поворот вправо, осуществляя черновое точение, в процессе чернового точения в соответствии с заданным циклом вертикальный суппорт вместе с подрезными резцами подводится к заготовке, осуществляет подрезку торцев и по завершении подрезки отводится в исходное положение. В крайнем правом положении резцедержатель перемещается в верхнее фиксированное положение, подводя к заготовке резец для чистового точения, а резцедержатель начинает поворот влево, осуществляя чистовое точение. В крайнем левом положении резцедержатель останавливается, шпиндель прекращает вращение, резцедержатель переводится в среднее положение, обеспечивая безопасный съем и установку заготовки, заготовка снимается с оправки. На цангу устанавливается новая заготовка, и цикл повторяется.
Комментарии