Способ изготовления колена, режущий инструмент и колено - RU2665665C2
Код документа: RU2665665C2
Чертежи






















Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления колена, режущему инструменту и колену.
УРОВЕНЬ ТЕХНИКИ
Например, известно так называемое механически обработанное колено, образованное путем механической обработки материала. Однако даже когда так называемый металлорежущий станок с 5 осями или т.п., который может выполнять обработку на более высоком уровне, используется в течение процесса изготовления механически обработанного колена, в некоторых случаях на внутренней боковой поверхности целевого колена остаются механически необработанные части. Для решения вышеупомянутой проблемы, например, в Патентной литературе 1 раскрыт способ изготовления механически обработанного колена без механически необработанных частей посредством обработки начерно материала с образованием начального отверстия, вращения дисковой фрезы, которая имеет режущие кромки, имеющие форму дуги на ее внешней окружности, по внутренней боковой поверхности целевого колена, и перемещения дисковой фрезы спиралеобразным образом для резки.
Список ссылок
Патентная Литература
[Патентная Литература 1] JP 4491538 В1
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Техническая проблема
Однако, например, в Патентной Литературе 1 внутренняя боковая поверхность целевого колена образуется путем перемещения дисковой фрезы спиралеобразным образом для резки, и, таким образом, требуется время для обработки.
Ввиду указанной выше задачи, задача настоящего изобретения заключается в создании способа изготовления колена с более высокой скоростью и более высокой точностью без возникновения неразрезанных частей, и в создании колена и режущего инструмента, предназначенного для использования для изготовления колена.
Решение задачи
(1) В соответствии с одним из вариантов осуществления настоящего изобретения, предложен способ изготовления колена, содержащий: этап резки начерно образованного колена для образования внутренней боковой поверхности обрабатываемого колена посредством относительного перемещения режущей секции, содержащейся в режущем инструменте и образованной из по меньшей мере части по существу сферической формы, вдоль центральной линии обрабатываемого колена в направлении от первой концевой поверхности ко второй концевой поверхности начерно образованного колена; и этап относительного перемещения режущей секции вдоль центральной линии обрабатываемого колена в направлении от второй концевой поверхности к первой концевой поверхности начерно образованного колена, при этом режущая секция имеет диаметр, по существу равный внутреннему диаметру обрабатываемого колена.
(2) В способе изготовления колена, как описано в пункте (1), угол изгиба обрабатываемого колена по существу составляет 90°.
(3) В способе изготовления колена, как описано в пункте (2), этап резки содержит обеспечение начала проникновения режущей секции в первую концевую поверхность под углом, по существу составляющим 20°, по отношению к направлению вдоль секции вала, проходящей от режущей секции.
(4) Способ изготовления колена, как описано в пункте (1), дополнительно содержит этап прикрепления начерно образованного колена к столу, причем этап резки и этап перемещения выполняют путем поворота стола.
(5) В способе изготовления колена, как описано в пункте (2), режущий инструмент содержит секцию вала, проходящую от режущей секции, при этом диаметр секции вала составляет от одной пятой до двух пятых диаметра по существу сферической формы.
(6) В способе изготовления колена, как описано в пункте (1), режущий инструмент содержит секцию вала, проходящую от режущей секции, при этом режущая секция содержит множество режущих кромок, расположенных со смещением друг от друга по отношению к направлению вдоль секции вала.
(7) Способ изготовления колена, как описано в пункте (1), дополнительно содержит этап образования внешней боковой поверхности обрабатываемого колена путем выполнения резки вдоль внешней окружности внешней боковой поверхности начерно образованного колена посредством относительного вращения обрабатывающего наконечника и перемещения начерно образованного колена в направлении от первой концевой поверхности ко второй концевой поверхности.
(8) Способ изготовления колена, как описано в пункте (7), дополнительно содержит этап прикрепления начерно образованного колена к поворотному столу, при этом перемещение начерно образованного колена на этапе образования внешней боковой поверхности содержит поворот поворотного стола.
(9) В соответствии с одним из вариантов осуществления настоящего изобретения, предложен режущий инструмент, содержащий: режущую секцию, образованную из по меньшей мере части по существу сферической формы, причем режущая секция содержит множество режущих кромок; и секцию вала, проходящую от режущей секции.
(10) В режущем инструменте, как описано в пункте (9), режущая секция содержит множество частей ребра, каждая из которых образована в форме ребра вдоль поверхности режущей секции так, чтобы проходить от одного конца режущей секции, при этом каждая часть из множества частей ребра содержит множество режущих кромок на ее боковой поверхности.
(11) В режущем инструменте, как описано в пункте (9), диаметр секции вала составляет от одной пятой до двух пятых диаметра по существу сферической формы.
(12) В режущем инструменте, как описано в пункте (9), режущая секция имеет форму, полученную путем срезания частей, расположенных на секции вала и на стороне, противоположной секции вала, от по существу сферической формы.
(13) В режущем инструменте, как описано в пункте (12), режущая секция дополнительно имеет форму, полученную путем срезания в направлении, по существу перпендикулярном секции вала.
(14) Режущий инструмент, как описано в пункте (9), дополнительно содержит: первую коническую шестерню, присоединенную к секции вала; и первую часть вала, содержащую вторую коническую шестерню, находящуюся в зацеплении с первой конической шестерней на одном конце первой секции вала, при этом секция вала и первая часть вала имеют заданный угол.
(15) В режущем инструменте, как описано в пункте (14), первая часть вала содержит третью коническую шестерню на другом конце первой части вала, при этом режущий инструмент дополнительно содержит вторую часть вала, содержащую четвертую коническую шестерню, находящуюся в зацеплении с третьей конической шестерней, причем первая часть вала и вторая часть вала имеют заданный угол.
(16) В режущем инструменте, как описано в пункте (14), заданный угол по существу составляет 45°.
(17) В режущем инструменте, как описано в пункте (10), режущие кромки множества смежных частей ребра из числа множества частей ребра расположены со смещением друг от друга по отношению к направлению вращения.
(18) В режущем инструменте, как описано в пункте (10), каждая часть из множества частей ребра соответственно содержит множество приемных частей, конфигурированных для приема множества режущих кромок с возможностью свободного съема.
(19) В соответствии с другим вариантом осуществления настоящего изобретения, предложен способ изготовления колена, содержащий: первый этап резки материала путем относительного перемещения режущей секции режущего инструмента, образованной из по меньшей мере части по существу сферической формы, по внутренней боковой поверхности обрабатываемого колена в направлении от первой концевой поверхности ко второй концевой поверхности заготовки; и второй этап резки материала путем относительного перемещения режущей секции по внутренней боковой поверхности обрабатываемого колена в направлении от второй концевой поверхности к первой концевой поверхности материала.
(20) В способе изготовления колена, как описано в пункте (19), первый этап резки и второй этап резки выполняют при относительном перемещении режущего инструмента по отношению к материалу так, чтобы резать материал по окружности внутренней боковой поверхности колена первой концевой поверхности.
(21) В способе изготовления колена, как описано в пункте (20), первый этап резки и второй этап резки выполняют при относительном перемещении режущего инструмента по отношению к материалу путем перемещения вала режущего инструмента.
(22) В способе изготовления колена, как описано в пункте (20), первый этап резки и второй этап резки выполняют при перемещении режущего инструмента по отношению к материалу и дополнительном перемещении стола, к которому прикреплен материал.
(23) В способе изготовления колена, как описано в любом из пунктов (19)-(22), первый этап резки и второй этап резки выполняют от стороны первой концевой поверхности материала и затем от стороны второй концевой поверхности материала.
(24) В способе изготовления колена, как описано в любом из пунктов (19)-(23), диаметр по существу сферической формы меньше внутреннего диаметра обрабатываемого колена.
(25) В способе изготовления колена, как описано в любом из пунктов (19)-(24), диаметр режущей секции составляет половину или более и три четверти или менее внутреннего диаметра обрабатываемого колена.
(26) В способе изготовления колена, как описано в любом из пунктов (19)-(25), угол изгиба колена по существу составляет 90°.
(27) В способе изготовления колена, как описано в любом из пунктов (19)-(26), угол изгиба колена по существу составляет 180°.
(28) В способе изготовления колена, как описано в пункте (19), диаметр по существу сферической формы равен внутреннему диаметру обрабатываемого колена.
(29) В соответствии с другим вариантом осуществления настоящего изобретения, предложено колено, содержащее: внутреннюю боковую поверхность, имеющую осевой центр, изгибающийся вовнутрь с заданной кривизной, причем внутренняя боковая поверхность имеет кольцевую форму в поперечном сечении; и внешнюю боковую поверхность, образованную по внутренней боковой поверхности, при этом внешняя боковая поверхность имеет диаметр, больший диаметра внутренней боковой поверхности, причем внутренняя боковая поверхность имеет ту же самую плоскостность поверхности на внутренней стороне кривизны и поверхности на внешней стороне кривизны.
(30) В колене, как описано в пункте (29), вся внутренняя боковая поверхность имеет ту же самую плоскостность.
(31) В колене, как описано в пункте (29), внутренняя боковая поверхность образована путем резки внутренней боковой поверхности начерно образованного колена посредством относительного перемещения режущей секции, содержащейся в режущем инструменте и образованной из по меньшей мере части по существу сферической формы, имеющей диаметр, по существу равный внутреннему диаметру колена, вдоль центральной линии колена в направлении от первой концевой поверхности ко второй концевой поверхности начерно образованного колена.
(32) В колене, как описано в пункте (29), внутренняя боковая поверхность образована путем резки материала посредством относительного перемещения режущей секции режущего инструмента, образованной из по меньшей мере части по существу сферической формы, по внутренней боковой поверхности колена в направлении от первой концевой поверхности ко второй концевой поверхности материала.
(33) В колене, как описано в пункте (32), внутренняя боковая поверхность образована путем резки материала посредством дополнительного относительного перемещения режущей секции в направлении от второй концевой поверхности к первой концевой поверхности материала.
(34) В соответствии с другим вариантом осуществления настоящего изобретения, предложен способ изготовления колена, содержащий: этап образования начального отверстия на по существу центральной части внутренней боковой поверхности обрабатываемого колена; первый этап резки материала путем относительного перемещения боковой фрезы в направлении вдоль внутренней боковой поверхности обрабатываемого колена и в направлении от первой концевой поверхности ко второй концевой поверхности материала; и второй этап резки материала путем относительного перемещения боковой фрезы в направлении вдоль внутренней боковой поверхности обрабатываемого колена и в направлении от второй концевой поверхности к первой концевой поверхности материала.
(35) В способе изготовления колена, как описано в пункте (34), первый этап резки и второй этап резки выполняют при относительном перемещении боковой фрезы по отношению к материалу так, чтобы резать материал по окружности внутренней боковой поверхности, образованной на первой концевой поверхности или второй концевой поверхности обрабатываемого колена.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет собой вид, иллюстрирующий пример вращающегося режущего инструмента в первом варианте осуществления настоящего изобретения.
Фиг. 2А представляет собой вид, иллюстрирующий материал колена в первом варианте осуществления.
Фиг. 2B представляет собой вид, иллюстрирующий материал колена в первом варианте осуществления.
Фиг. 3А представляет собой вид, иллюстрирующий способ изготовления колена в первом варианте осуществления.
Фиг. 3B представляет собой вид, иллюстрирующий способ изготовления колена в первом варианте осуществления.
Фиг. 4 представляет собой вид, иллюстрирующий способ изготовления колена в первом варианте осуществления.
Фиг. 5А представляет собой вид, иллюстрирующий пример колена в первом варианте осуществления.
Фиг. 5B представляет собой вид, иллюстрирующий пример колена в первом варианте осуществления.
Фиг. 5С представляет собой вид, иллюстрирующий пример колена в первом варианте осуществления.
Фиг. 6А представляет собой вид, иллюстрирующий способ изготовления колена во втором варианте осуществления настоящего изобретения.
Фиг. 6B представляет собой вид, иллюстрирующий способ изготовления колена во втором варианте осуществления.
Фиг. 6С представляет собой вид, иллюстрирующий способ изготовления колена во втором варианте осуществления.
Фиг. 6D представляет собой вид, иллюстрирующий способ изготовления колена во втором варианте осуществления.
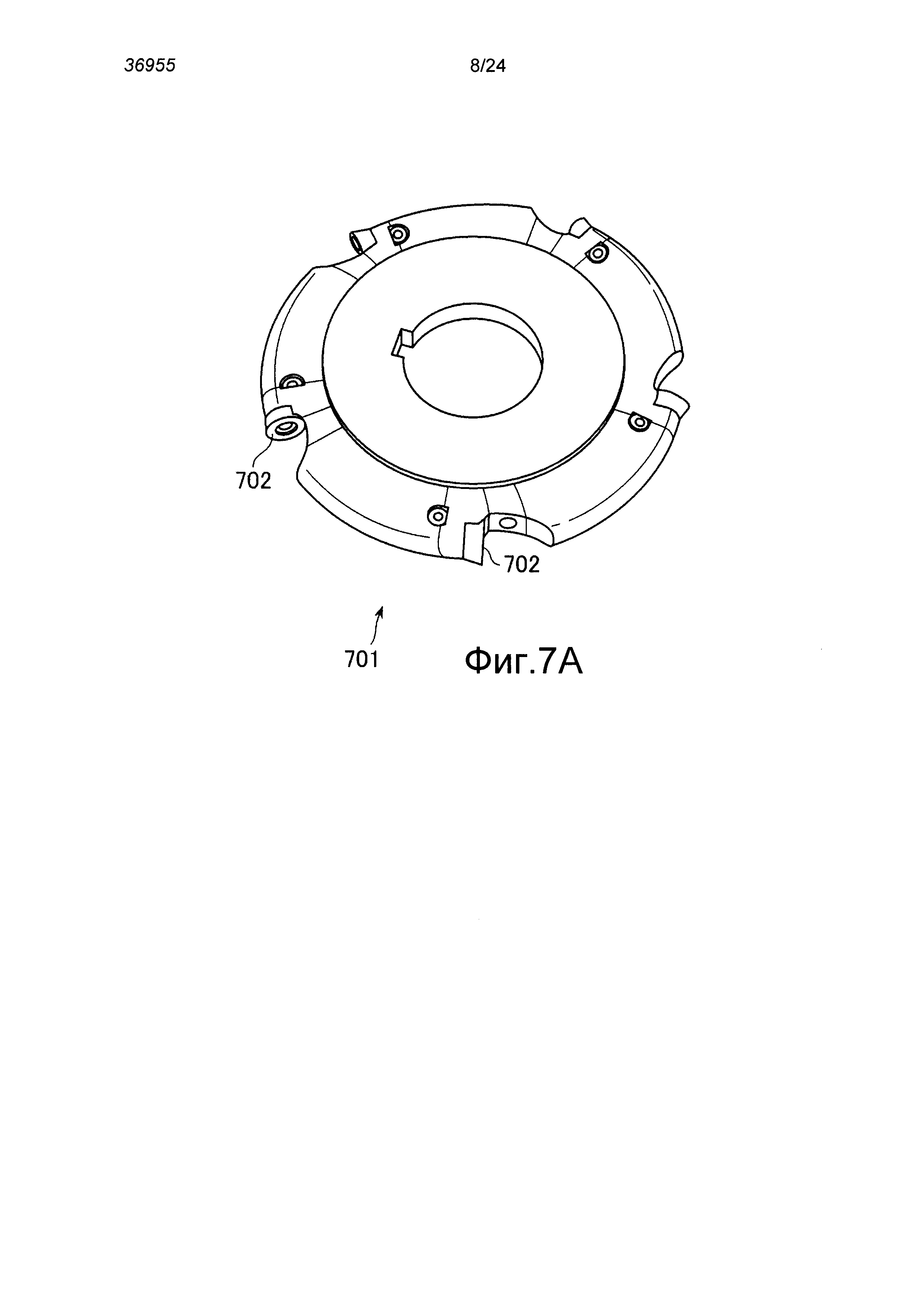
Фиг. 7А представляет собой вид, иллюстрирующий пример боковой фрезы во втором варианте осуществления.
Фиг. 7B представляет собой вид, иллюстрирующий пример боковой фрезы во втором варианте осуществления.
Фиг. 8А представляет собой вид, иллюстрирующий другой пример колена в первом или втором варианте осуществления.
Фиг. 8B представляет собой вид, иллюстрирующий другой пример колена в первом или втором варианте осуществления.
Фиг. 9 представляет собой вид, иллюстрирующий другой пример колена в первом или втором варианте осуществления.
Фиг. 10 представляет собой вид, иллюстрирующий другой пример колена в первом или втором варианте осуществления.
Фиг. 11 представляет собой вид, иллюстрирующий случай, используемый для преобразования поперечного сечения внутренней боковой поверхности колена или изогнутой трубы, внутреннее сечение которых не имеет идеальную кольцевую форму, в идеальную кольцевую форму.
Фиг. 12 представляет собой вид, иллюстрирующий случай, используемый для преобразования поперечного сечения внутренней боковой поверхности колена или изогнутой трубы, внутреннее сечение которых не имеет идеальную кольцевую форму, в идеальную кольцевую форму.
Фиг. 13А представляет собой вид, иллюстрирующий пример режущего инструмента в третьем варианте осуществления настоящего изобретения.
Фиг. 13B представляет собой вид, иллюстрирующий другой пример режущего инструмента в третьем варианте осуществления.
Фиг. 14 представляет собой вид, иллюстрирующий пример зажимного приспособления для крепления колена.
Фиг. 15А представляет собой вид, иллюстрирующий прикрепление колена к столу.
Фиг. 15B представляет собой вид, иллюстрирующий прикрепление колена к столу.
Фиг. 16А представляет собой вид, иллюстрирующий способ изготовления колена в третьем варианте осуществления.
Фиг. 16B представляет собой вид, иллюстрирующий способ изготовления колена в третьем варианте осуществления.
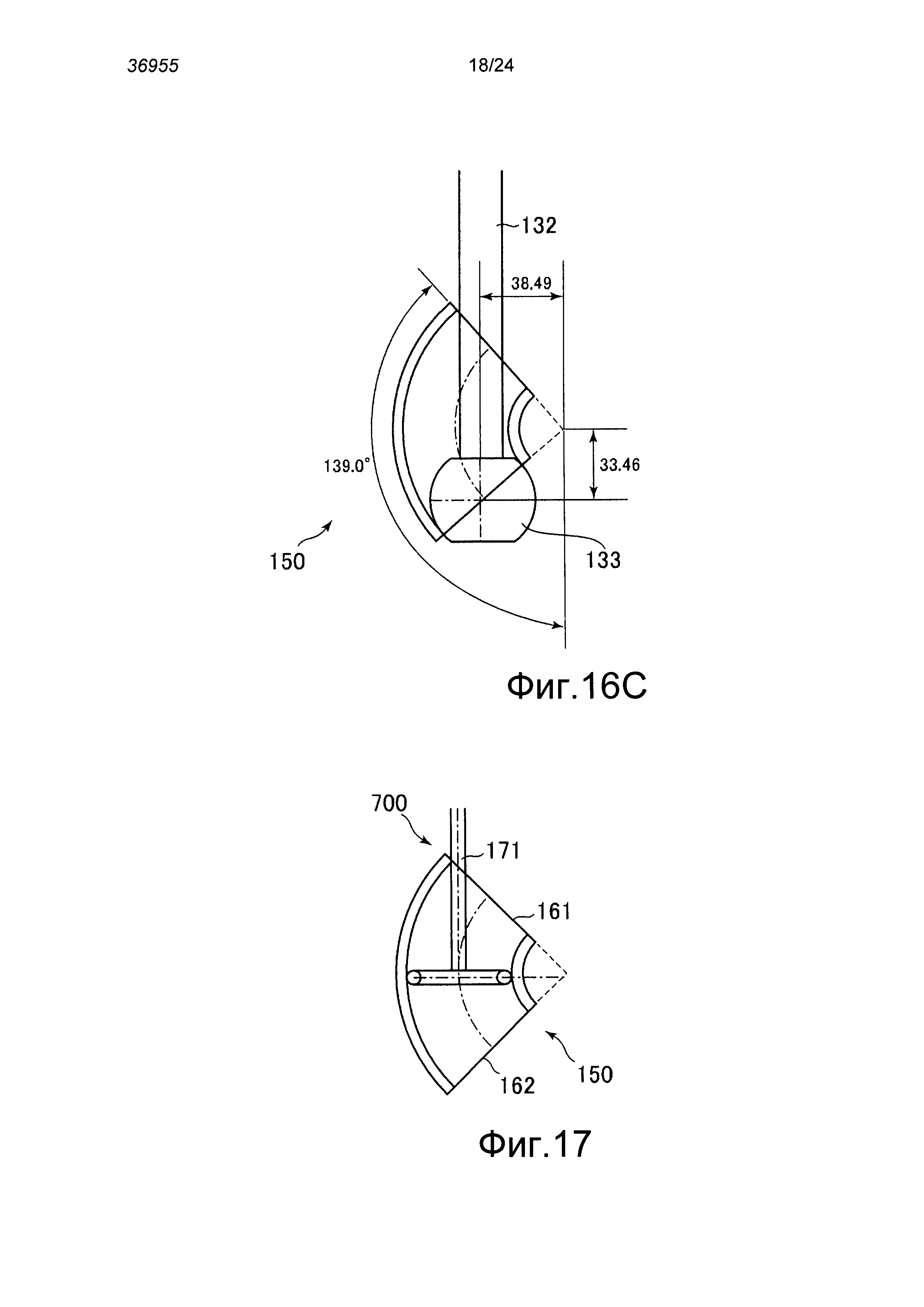
Фиг. 16С представляет собой вид, иллюстрирующий способ изготовления колена в третьем варианте осуществления.
Фиг. 17 представляет собой вид, иллюстрирующий сравнительный пример по отношению к третьему варианту осуществления.
Фиг. 18 представляет собой вид, иллюстрирующий инструмент обработки внешней формы.
Фиг. 19А представляет собой вид, иллюстрирующий образование внешней боковой поверхности колена.
Фиг. 19B представляет собой вид, иллюстрирующий образование внешней боковой поверхности колена.
Фиг. 19С представляет собой вид, иллюстрирующий образование внешней боковой поверхности колена.
Фиг. 19D представляет собой вид, иллюстрирующий образование внешней боковой поверхности колена.
Фиг. 20 представляет собой вид, схематично иллюстрирующий режущий инструмент в четвертом варианте осуществления настоящего изобретения.
Фиг. 21А представляет собой вид, иллюстрирующий способ изготовления колена в третьем варианте осуществления.
Фиг. 21B представляет собой вид, иллюстрирующий способ изготовления колена в третьем варианте осуществления.
Фиг. 21С представляет собой вид, иллюстрирующий способ изготовления колена в третьем варианте осуществления.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Со ссылками на прилагаемые чертежи ниже описаны варианты осуществления настоящего изобретения. На чертежах одинаковые или аналогичные компоненты обозначены одинаковыми номерами позиций, при этом повторное описание опускается.
Первый вариант осуществления
Сначала в этом варианте осуществления описан пример вращающегося режущего инструмента для использования в способе изготовления колена. Как показано на фиг. 1, сферическая концевая фреза 100 в этом варианте осуществления содержит по существу сферическую режущую секцию 101 и секцию 102 вала, образованную так, чтобы проходить от режущей секции 101.
По существу сферическая режущая секция 101 содержит множество реброобразных частей 103 ребра, образованных по поверхности по существу сферической режущей секции 101 так, чтобы проходить от одного конца режущей секции 101. В частности, например, множество частей 103 ребра расположены таким образом, чтобы распространяться радиально под углом по поверхности режущей секции 101, если смотреть сверху на фиг. 1.
Кроме того, множество режущих кромок 104 расположены на боковой поверхности каждой части 103 ребра. В частности, например, множество режущих кромок 104 расположены по существу с равным интервалом на боковой поверхности каждой части 103 ребра. Кроме того, каждая часть 103 ребра содержит, например, приемную часть 105, имеющую боковую поверхность, на которой может быть установлено множество режущих кромок 104 с возможностью свободного съема, причем режущие кромки 104 установлены на приемной части 105. Следует отметить, что, например, каждая передняя кромка 104 установлена на приемной части 105, например, посредством использования болта, винта или т.п. Кроме того, в качестве материала для режущей кромки 104, например, используется карбид вольфрама.
Кроме того, режущие кромки 104 из смежных ребер 103 расположены со смещением друг от друга по отношению к направлению 106 вращения. То есть, например, две смежные части 103 ребра расположены таким образом, что положение приемной части 105 одной части 103 ребра (первая часть ребра) смещено из положения приемной части 105 другой части 103 ребра (вторая часть ребра), если смотреть от направления, параллельного валу. Таким образом, хотя некоторые части материала не разрезаются режущими кромками 104, установленными на первой части 103 ребра, поскольку режущие кромки 104 расположены по существу с равным интервалом на первой части 103 ребра, неразрезанные части разрезаются режущими кромками 104, установленными на второй части 103 ребра. Следует отметить, что желательно, чтобы размер режущей секции 101, содержащей множество частей 103 ребра и режущие кромки 104, составлял половину или более и три четверти или менее величины внутреннего диаметра целевого колена.
Секция 102 вала расположена так, чтобы проходить от режущей секции 101. В этом случае диаметр секции 102 вала меньше диаметра режущей секции 101. Таким образом, как описано ниже, в случае когда сферическая концевая фреза 100 перемещается по внутренней боковой поверхности целевого колена, может быть подавлено мешающее воздействие между секцией 102 вала и внутренней боковой поверхностью колена.
Следует отметить, что сферическая концевая фреза 100, показанная на фиг. 1 является примером, при этом диаметр режущей секции 101, диаметр, длина и т.п. секции 102 вала подогнаны на основе угла изгиба и размера целевого колена, металлорежущего устройства, использующего сферическую концевую фрезу 100, и т.п. Кроме того, само собой разумеется, что количество частей 103 ребра, угол дуги части 103 ребра по отношению к режущей сферической секции 101 и т.п. могут быть изменены при необходимости.
Ниже описан материал колена в этом варианте осуществления. В этом случае материал 201 имеет форму блока, например, как показано на фиг. 2А и 2B. Следует отметить, что на фиг. 2А и 2B для простоты понимания показано поперечное сечение, полученное путем резки материала 201 на половинки, при этом целевое колено 200 обозначено сплошной линией, а центральная линия колена 200 обозначена чередующейся длинной и короткой пунктирной линией. Кроме того, на фиг. 2А и 2B материал 201 колена 200, имеющий угол изгиба 90°, показан в качестве примера. При этом в случае изготовления колена 200, имеющего другие углы изгиба, используется материал 201, имеющий форму в соответствии с углом изгиба.
Как понятно из фиг. 2А и 2B, целевое колено 200 изготавливается путем резки части, предназначенной для целевого колена 200, из материала 201. Кроме того, в качестве материала для материала 201 используется, например, так называемый материал с низкой обрабатываемостью, например, нержавеющая сталь, материал на основе титана или жаропрочный сплав на основе никеля.
Ниже описан способ изготовления колена 200. Сначала, как показано на фиг. 3А и 3B, материал 201 устанавливают на столе (не показан) металлорежущего станка. Затем устанавливают сферическую концевую фрезу 100 таким образом, что секция 102 вала сферической концевой фрезы 100 по существу перпендикулярна первой концевой поверхности 203 материала 201. Следует отметить, что на фиг. 3А и 3B не изображены части 103 ребра, показанные на фиг. 1.
Затем материал 201 режут посредством относительного перемещения режущей секции 101 сферической концевой фрезы 100 по внутренней боковой поверхности 204 целевого колена 200 в направлении от первой концевой поверхности 203 ко второй концевой поверхности 205 материала 201 (первая резка). В частности, например, в случае фиг. 3А материал 201 режут путем перемещения режущей секции в направлении стрелки 301. В данном случае направление секции 102 вала сферической концевой фрезы 100 по отношению к материалу 201 регулируют таким образом, что секция 102 вала не мешает материалу 201.
В этом случае вышеуказанная регулировка может быть осуществлена, например, так, чтобы сферическая концевая фреза 100 перемещалась посредством использования трех осей или стол может перемещаться посредством использования двух осей в дополнение к трем осям. Следует отметить, что три оси соответствуют, например, трехмерным осям x, y, z и две оси соответствуют, например, двухмерным осям x и y.
Затем материал 201 режут посредством относительного перемещения режущей секции сферической концевой фрезы 100 по внутренней боковой поверхности 204 целевого колена 200 в направлении от второй концевой поверхности 205 к первой концевой поверхности 203 (вторая резка). В частности, например, в случае фиг. 3B, материал 201 режут посредством перемещения режущей секции 101 в направлении стрелки 302. В данном случае, так же как и при первой резке, направление секции 102 вала сферической концевой фрезы 100 по отношению к материалу 201 регулируют таким образом, что секция 102 вала не мешает материалу 201. То есть, первая резка и вторая резка выполняются посредством возвратно-поступательного перемещения режущей секции 101 по внутренней боковой поверхности 204 целевого колена 200.
В этом случае первая резка и вторая резка выполняются при относительном перемещении сферической концевой фрезы 100 по отношению к материалу 201, так что материал 201 режут по окружности первой концевой поверхности 203 или второй концевой поверхности 205 целевого колена 200.
В частности, например, как показано на фиг. 4, первая и вторая резки выполняются при относительном перемещении сферической концевой фрезы 100 в направлении 402 по окружности 401 первой концевой поверхности 203, представленной внутренней боковой поверхностью 204 целевого колена 200. Иными словами, при первой резке, сферическую концевую фрезу 100 перемещают в направлении 402 окружности 401, и, таким образом, образуют отверстие по диагонали по отношению к направлению, перпендикулярному первой концевой поверхности 203 вблизи первой концевой поверхности 203. Кроме того, при второй резке, сферическую концевую фрезу 100 перемещают в направлении окружности 401, и, таким образом, образуют отверстие по диагонали по отношению к направлению, перпендикулярному первой концевой поверхности 203 вблизи первой концевой поверхности 203. Другими словами, первая и вторая резки выполняют при вращении сферической концевой фрезы 100 в окружном направлении 402. В этом случае, как показано на фиг. 4, предпочтительно направление 404 самовращения режущей секции 101 и направление 402 вращения сферической концевой фрезы 100 противоположны друг другу.
Следует отметить, что на фиг. 4, для простоты понимания, пример положения проникновения сферической концевой фрезы 100 по отношению к материалу 201 при первой резке обозначен сплошной линией 403, при этом пример положения, при котором сферическая концевая фреза 100 выходит из материала 201 при второй резке после первой резки, обозначен пунктирной линией 405.
Первая и вторая резки выполняются повторно в направлении 402 окружности 401 от стороны первой концевой поверхности 203 до тех пор, пока не образуется внутренняя боковая поверхность 204 целевого колена 200 от стороны первой концевой поверхности 203.
Затем, сферическую концевую фрезу 100 устанавливается таким образом, что секция 102 вала сферической концевой фрезы 100 оказывается по существу перпендикулярной второй концевой поверхности 205. В частности, например, стол поворачивается так, чтобы секция 102 вала сферической концевой фрезы 100 была установлена по существу перпендикулярно второй концевой поверхности 205. Затем, таким же образом, как в вышеуказанном, первую резку и вторую резку выполняют повторно при вращении сферической концевой фрезы 100 в вышеупомянутом окружном направлении. Таким образом, например, разрезают неразрезанные части, оставшиеся на стороне второй концевой поверхности 205, вызванные мешающим воздействием между секцией 102 вала и материалом 201 или т.п. в течение резки от стороны первой концевой поверхности 203, при этом может быть образована вся внутренняя боковая поверхность 204 колена 200.
Затем образуют внешнюю боковую поверхность 206 целевого колена 200. Таким образом, образуют целевое колено 200. Внешняя боковая поверхность 206 может быть образована посредством первой резки и второй резки таким же образом, как в вышерассмотренном случае, или может быть образована посредством использования фрезы или боковой фрезы, описанной ниже.
Кроме того, выше описан случай вращения сферической концевой фрезы 100 в окружном направлении 402 при первой и второй резках. Тем не менее, при первой и второй резках может использоваться нижеследующая конфигурация: после выполнения первой резки без перемещения сферической концевой фрезы 100 в направлении по окружности 402, сферическую концевую фрезу 100 перемещают вдоль окружного направления 402 и затем выполняют вторую резку. Кроме того, сферическая концевая фреза 100 может быть перемещена в окружном направлении 402 только при одной из первой и второй резок.
Ниже описан пример колена 200 в этом варианте осуществления. Фиг. 5А, 5B, 5С и представляют собой виды, иллюстрирующие пример колена 200, изготовленного с помощью способа изготовления в этом варианте осуществления. В частности, например, фиг. 5А представляет собой вид в аксонометрии колена, фиг. 5B изображает вид в разрезе колена, показанного на фиг. 5А, и фиг. 5С представляет собой вид сверху колена, показанного на фиг. 5А. Следует отметить, что для простоты описания фиг. 5С представляет собой вид сверху в случае, когда колено 200 разрезают пополам.
Как показано на фиг. 5А, 5B и 5С, колено 200 содержит внутреннюю боковую поверхность 204, имеющую осевой центральный изгиб с заданной кривизной, при этом внутренняя боковая поверхность 204 имеет кольцевую форму в поперечном сечении и внешняя боковая поверхность 206 имеет заданное расстояние от внутренней боковой поверхности 204 к внешней стороне по внутренней боковой поверхности 204. Кроме того, вся внутренняя боковая поверхность 204 имеет по существу ту же плоскостность, так что плоскостность поверхности 501 на внутренней стороне кривизны колена 200 не отличается от плоскостности поверхности 502 на внешней стороне кривизны колена 200.
Следует отметить, что хотя на фиг. 5А, 5B и 5С показано в качестве примера, что колено 200, имеющее угол изгиба 90°, имеет кольцевую форму в поперечном сечении и имеет заданную толщину трубы, колено 200 согласно этому варианту осуществления не ограничено этим, при этом, например, колено 200 может иметь угол изгиба 180° или может иметь разную толщину трубы. Следует отметить, что согласно этому варианту осуществления может быть изготовлено колено 200, имеющее угол изгиба до приблизительно 200°.
Согласно этому варианту осуществления могут быть обеспечены способ изготовления колена с более высокой скоростью и более высокой точностью без образования неразрезанных частей, колено и сферическая концевая фреза, которые может использоваться для изготовления колена.
Например, в вышеупомянутом предшествующем уровне техники, боковая фреза перемещается спиралеобразным образом по внутренней боковой поверхности целевого колена так, чтобы резать в направлении боковой поверхности фрезы. Тем не менее, согласно этому варианту осуществления, колено 200 может быть изготовлено с более высокой скоростью путем резки посредством использования сферической концевой фрезы 100 по внутренней боковой поверхности 204 колена 200 непосредственно по целевой внутренней боковой поверхности 204. Кроме того, внутренняя боковая поверхность 204 колена 200 может быть образована без образования начального отверстия в материале 201, и, таким образом, также может быть исключено время для образования начального отверстие в случае, когда начальное отверстие не образуется.
Кроме того, например, в вышеупомянутом предшествующем уровне техники изменяется шаг спирального перемещения, когда внутреннюю боковую поверхность 204 целевого колена образуют путем перемещения боковой фрезы спиралеобразным образом, и таким образом, плоскостность отличается между внутренней стороной и внешней стороной внутренней боковой поверхности 204 по отношению к углу изгиба колена 200. Однако, согласно этому варианту осуществления, плоскостность может быть сделана по существу той же самой на всей внутренней боковой поверхности 204, так что плоскостность поверхности на внутренней стороне кривизны колена 200 не отличается от плоскостности поверхности на внешней стороне кривизны колена 200, посредством выполнения первой и второй резок на целевой внутренней боковой поверхности 204.
Настоящее изобретение может быть модифицировано различным образом без ограничения вышеупомянутым вариантом осуществления. Например, вышеупомянутый вариант осуществления может быть заменен конфигурацией, которая является по существу такой же, что и конфигурация вышеупомянутого варианта осуществления, а именно конфигурацией, имеющей действие и эффект, которые по существу те же самые, что и действие и эффект вышеупомянутого варианта осуществления, или конфигурация может достигать той же цели, что и вышеуказанный вариант осуществления.
Например, выше был описан случай, когда первая и вторая резки выполняются от стороны второй концевой поверхности 205. Тем не менее, в случае когда нет неразрезанных частей, вызванных резкой от стороны первой концевой поверхности 203, то есть в случае, когда может быть образована вся внутренняя боковая поверхность 204 колена 200, могут быть опущены первая и вторая резки от стороны второй концевой поверхности 205. В частности, в случае когда угол изгиба целевого колена 200 мал, например в случае, когда угол изгиба составляет 15°, резка от стороны второй концевой поверхности 205 может быть опущена.
Кроме того, выше был описан случай, когда начальное отверстие не образуют. Тем не менее, первая резка и вторая резка могут быть выполнены после образования начального отверстия по существу в центре внутренней боковой поверхности 204 целевого колена 200. Начальное отверстие в этом случае может быть образовано, например, посредством использования сферической концевой фрезы 100 или посредством использования обычной фрезы, описанной ниже.
Кроме того, выше был описан случай образования внешней боковой поверхности 206 после образования внутренней боковой поверхности 204. Тем не менее, внутренняя боковая поверхность 204 может быть образована после образования внешней боковой поверхности 206. Кроме того, внутренняя боковая поверхность 204 может быть подвергнута окончательной обработке с использованием другой режущей секции 101 для отделки после первой резки и второй резки.
Второй вариант осуществления
Этот вариант осуществления отличается от первого варианта осуществления главным образом, тем, что первую резку и вторую резку выполняют с использованием боковой фрезы вместо сферической концевой фрезы 100. Следует отметить, что в нижеследующем опущено описание, аналогичное описанию из первого варианта осуществления изобретения.
На фиг. 6A-6D показан способ изготовления колена 200 в этом варианте осуществления. В этом варианте осуществления, как показано на фиг. 6А, сначала материал 201 устанавливают на столе металлорежущего станка (не показан). Кроме того, фрезу 601 устанавливают таким образом, что секция 602 вала фрезы 601 оказывается по существу перпендикулярной первой концевой поверхности 203. В этом случае, например, фреза 601 представляет собой торцевую фрезу, имеющую множество режущих кромок, которые имеют форму дуги и могут резать материал 201 в направлении, перпендикулярном дуге. Детальная конфигурация фрезы 601 хорошо известна, и, таким образом, ее описание опущено.
Ниже, как показано на фиг. 6B, начальное отверстие 603 образуют от первой концевой поверхности 203 путем использования фрезы 601. В частности, начальное отверстие 603 образуют путем перемещения фрезы 601 в осевом направлении при изменении положения фрезы 601. Внешняя форма начального отверстия 603 больше внешней формы режущей секции фрезы боковой фрезы, имеющей форму дуги (описано ниже), так что режущая секция фрезы может быть вставлена в начальное отверстие 603. Следует отметить, что форма и положение начального отверстия 603, показанного на фиг. 6B, являются лишь примером, и различные формы и позиции могут быть использованы до тех пор, пока режущая секция фрезы боковой фрезы, имеющей форму дуги, может быть вставлена в начальное отверстие 603.
Затем, аналогично, например, как показано на фиг. 6С, фрезу 601 устанавливают таким образом, что секция 602 вала фрезы 601 по существу перпендикулярна второй концевой поверхности 205, и начальное отверстие 603 образуют также от стороны второй концевой поверхности 205, как показано на фиг. 6D.
Затем, таким же образом, как и в первом варианте осуществления, материал 201 режут посредством относительного перемещения режущей секции 701 боковой фрезы 700 по внутренней боковой поверхности 204 целевого колена 200 в направлении от первой концевой поверхности 203 ко второй концевой поверхности 205 (первая резка).
В этом случае, например, как показано на фиг. 7А, боковая фреза 700 имеет множество режущих кромок 702 на внешней окружности кольцевой режущей секции 701 фрезы. Кроме того, режущая секция 701 фрезы использует оправку 703, на которую должна быть установлена режущая секция 701 фрезы и которая имеет заданную длину и заданный диаметр, чтобы не мешать материалу 201 в течение резки. Следует отметить, что режущие кромки 702 могут быть установлены таким образом, чтобы быть сменными.
Затем материал 201 режут посредством относительного перемещения режущей секции 701 боковой фрезы 700 по внутренней боковой поверхности 204 целевого колена 200 в направлении от второй концевой поверхности 205 к первой концевой поверхности 203 (вторая резка). В этом случае этот вариант осуществления отличается от вышеупомянутого варианта осуществления тем, что используется боковая фреза 700 вместо сферической концевой фрезы 100. Остальные особенности остаются такими же, как в вышеупомянутом варианте осуществления, и, таким образом, их описание опущено.
Согласно этому варианту осуществления, таким же образом, как в вышеупомянутом варианте осуществления могут быть обеспечены способ изготовления колена с более высокой скоростью и более высокой точностью, без образования неразрезанных частей, и колено. Например, в предшествующем уровне техники боковую фрезу перемещают спиралеобразным образом по внутренней боковой поверхности целевого колена так, чтобы резать в направлении боковой поверхности фрезы. Тем не менее, в этом варианте осуществления колено 200 может быть изготовлено с более высокой скоростью путем резки по внутренней боковой поверхности 204 колена 200 по целевой внутренней боковой поверхности 204.
Кроме того, например, в вышеупомянутом предшествующем уровне техники, шаг спирального перемещения изменяют, когда внутреннюю боковую поверхность 204 целевой колена образуют путем перемещения боковой фрезы спиралеобразным образом, и таким образом, плоскостность отличается между внутренней стороной и внешней стороной внутренней боковой поверхности 204 по отношению к углу изгиба колена 200. Тем не менее, согласно этому варианту осуществления, плоскостность может быть сделана по существу той же самой на всей внутренней боковой поверхности 204, так что плоскостность поверхности на внутренней стороне кривизны колена 200 не отличается от плоскостности поверхности на внешней стороне кривизны колена 200 посредством выполнения первой и второй резок по целевой внутренней боковой поверхности 204.
Третий вариант осуществления
Этот вариант осуществления отличается от первого варианта осуществления главным образом тем, что размер режущей секции 101, содержащей множество частей 103 ребра и режущих кромок 104, равен внутреннему диаметру целевого колена 200. Следует отметить, что в нижеследующем опущено описание тех же самых особенностей, что и в первом варианте осуществления.
Сначала описан пример вращающегося режущего инструмента для использования в способе изготовления колена 200 в данном варианте осуществления. Таким же образом, как и в первом варианте осуществления, как показано на фиг. 1, сферическая концевая фреза 100 в этом варианте осуществления содержит сферическую режущую секцию 101 и секцию 102 вала, образованную так, чтобы проходить от режущей секции 101. Однако в этом варианте осуществления размер режущей секции 101, содержащей множество ребер 103 и режущих кромок 104, такой же, как внутренний диаметр целевого колена 200. Следует отметить, что, например, количество частей 103 ребра и количество режущих кромок 104 может меняться в зависимости от разницы в размерах.
Ниже описан способ изготовления колена 200 в этом варианте осуществления. В этом варианте осуществления, так же как и в первом варианте осуществления, материал 201 устанавливают на столе металлорежущего станка (не показан). Затем сферическую концевую фрезу 100 устанавливают таким образом, что секция 102 вала сферической концевой фрезы 100 по существу перпендикулярна первой концевой поверхности 203 материала 201.
Затем материал 201 режут посредством относительного перемещения режущей секции 101 сферической концевой фрезы 100 по внутренней боковой поверхности 204 целевого колена 200 в направлении от первой концевой поверхности 203 ко второй концевой поверхности 205 материала 201 (первая резка). Затем материал 201 режут посредством относительного перемещения режущей секции сферической концевой фрезы 100 по внутренней боковой поверхности 204 целевого колена 200 в направлении от второй концевой поверхности 205 к первой концевой поверхности 203 (вторая резка).
В этом случае в первом варианте осуществления размер режущей секции 101 меньше внутреннего диаметра целевого колена 200, как описано выше, и, таким образом, может быть разрезана только часть внутренней боковой поверхности 204. Тем не менее, в этом варианте осуществления размер режущей секции 101 такой же, что и внутренний диаметр целевого колена, как описано выше. Таким образом, вся поверхность поперечного сечения внутренней боковой поверхности 204 от стороны первой концевой поверхности 203 может быть разрезана в течение одной первой резки и второй резки. То есть, при первой и второй резках, может быть обработана внутренняя боковая поверхность 204 от стороны первой концевой поверхности 203.
Затем таким же образом, как и в первом варианте осуществления, сферическую концевую фрезу 100 устанавливают таким образом, что секция 102 вала сферической концевой фрезы 100 по существу перпендикулярна второй концевой поверхности 205. В частности, например, стол поворачивают так, что секция 102 вала сферической концевой фрезы 100 устанавливается так, чтобы по существу быть перпендикулярной второй концевой поверхности 205. Затем выполняют первую резку и вторую резку таким же образом, как выше.
В этом случае, так же как и выше, в этом варианте осуществления размер режущей секции 101 равен внутреннему диаметру целевого колена, и, таким образом, вся поверхность поперечного сечения внутренней боковой поверхности 204 от стороны второй концевой поверхности 205 можно разрезать в течение одной первой резки и второй резки. То есть, при первой и второй резках может быть обработана внутренняя боковая поверхность 204 от стороны второй концевой поверхностью 205.
Затем образуют внешнюю боковую поверхность 206 целевого колена 200. Таким образом, образуют целевое колено 200.
Согласно этому варианту осуществления, вся внутренняя боковая поверхность 204 от стороны первой концевой поверхности 203 может быть разрезана в течение одной первой резки и второй резки, и аналогично, вся внутренняя боковая поверхность 204 от стороны второй концевой поверхности 205 может быть разрезана в течение одной первой резки и второй резки. Таким образом, время изготовления целевого колена 200 может быть дополнительно существенно сокращено. Следует отметить, что выше был описан случай, когда выполняют первую и вторую резки от стороны второй концевой поверхности 205. Однако, например, в случае когда вся внутренняя боковая поверхность 204 колена 200 может быть образована путем резки от стороны первой концевой поверхности 203, как, например, в случае когда угол изгиба колена 200 мал, могут быть опущены первая и вторая резки от стороны второй концевой поверхности 205. В этом случае время изготовления может быть дополнительно сокращено.
Кроме того, в отличие от первого варианта осуществления, нет необходимости в перемещении сферической концевой фрезы 100 в направлении кольцевой внутренней боковой поверхности колена 200 в течение первой резки и второй резки, и, таким образом, также можно избежать усложнения управления перемещением сферической концевой фрезы 100 и усложнения металлорежущего станка.
Согласно этому варианту осуществления, способ изготовления колена с более высокой скоростью и более высокой точностью без образования неразрезанных частей и колено могут быть обеспечены таким же образом, как в вышеупомянутых первом и втором вариантах осуществления. Кроме того, плоскостность может быть по существу той же самой по всей внутренней боковой поверхности 204, так что плоскостность не отличается между поверхностью на внутренней стороне кривизны колена 200 и поверхностью на внешней стороне кривизны колена 200.
Настоящее изобретение может быть модифицировано различным образом без ограничения вариантами осуществления с первого по третий. Например, настоящее изобретение может быть заменено конфигурацией, которая является по существу такой же, как в вариантах осуществления с первого по третий, причем конфигурация имеет действие и эффект, которые являются по существу такими же, как и в вариантах осуществления с первого по третий, или конфигурация может обеспечивать достижение той же цели, как и в вариантах осуществления с первого по третий.
Например, в вариантах осуществления с первого по третий в основном было описано колено, имеющее угол изгиба 90°. Тем не менее, может использоваться другой угол изгиба, например, 180°. Кроме того, например, в вариантах осуществления с первого по третий, в качестве примера был описан способ изготовления колена 200, имеющего заданную толщину трубы. Однако, например, как показано на фиг. 8А и 8B, центр 801 внутренней боковой поверхности 204 колена 200 может быть смещен по отношению к центру 802 внешней боковой поверхности 206. В этом случае, например, в случае когда толщина трубы колена 200 на внешней стороне угла изгиба колена 200 установлена больше толщины трубы на внутренней стороне, прочность на внешней стороне угла изгиба колена 200 может быть сделана больше прочности на внутренней стороне.
Кроме того, что касается формы колена 200, например, как показано на фиг. 9, каждая из первой и второй концевых поверхностей 203, 205 колена 200 может иметь линейную часть 901, имеющую линейную форму, или одна из первой и второй концевых поверхностей 203, 205 может иметь линейную часть 901. Кроме того, как показано на фиг. 10, каждая из первой и второй концевых поверхностей 203, 205 колена 200 может интегрально иметь фланец 902.
Кроме того, варианты осуществления с первого по третий могут также использоваться для преобразования внутренней боковой поверхности колена или изогнутой трубы, внутреннее поперечное сечение которого не сохраняет идеальную кольцевую форму, в идеальную кольцевую форму.
Например, в колене 200 или изогнутой трубе, внутреннее поперечное сечение которых не сохраняет идеальную кольцевую форму, как показано на фиг. 11, присутствуют необрезанные части и допустимые части для деформации в течение этапа изгиба (именуемые в дальнейшем «неразрезанные части 112»), по сравнению с размером (обработанный размер 111) идеальной внутренней боковой поверхности.
В этом случае, в случае когда неразрезанные части 112 имеют заданную толщину или больше по отношению к идеальной боковой поверхности (обработанный размер 111), например, в случае использования режущей секции 701 в форме диска, как описано выше, режущие кромки 702 как правило, небольшие, и, таким образом, обрезаемый диапазон ограничен, в результате чего поперечное сечение колена или изогнутой трубы не может иметь идеальную кольцевую форму. В частности, например, как показано на фиг. 11, когда неразрезанные части 112 являются толстыми, в случае резки посредством использования режущей секции 701 в форме диска, имеющей диаметр, меньший внутреннего диаметра колена от внутренней стороны неразрезанных частей 112, резка может быть выполнена вплоть до части, обозначенной чередующейся длинной и короткой пунктирной линией на внутренней стороне неразрезанных частей 112, при этом резка не может быть выполнена вплоть до обработанного размера 111. Кроме того, например, как показано на фиг. 12, в случае использования дискообразной режущей секции 701, имеющей диаметр, равный диаметру внутренней стороны колена, разрезаемый диапазон быть ограничен до диапазона чередующейся длинной и короткой пунктирной линии на фиг. 12 в зависимости от размера режущих кромок 702. Соответственно, в случае когда неразрезанные части 112 имеют толщину, большую толщины, которая обозначена чередующейся длинной и короткой пунктирной линией, неразрезанные части 112 не могут быть удалены.
Тем не менее, резка может быть выполнена до обработанного размера 111 посредством сферической концевой фрезы 101, имеющей сферическую режущую секцию 101, как в первом или третьем варианте осуществления.
Как описано выше, первый и третий варианты осуществления также могут быть использованы для преобразования внутренней боковой поверхности колена или изогнутой трубы, внутреннее поперечное сечение которых не сохраняет идеальную кольцевую форму, в идеальную кольцевую форму. Следует отметить, что колено в формуле изобретения также включает в себя, например, вышеупомянутое колено и изогнутую трубу.
Четвертый вариант осуществления
Ниже описан четвертый вариант осуществления настоящего изобретения. Этот вариант осуществления отличается от первого варианта осуществления формой режущей секции 101. Этот вариант осуществления отличается от первого варианта осуществления тем, что диаметр по существу сферической части режущей секции 101 равен внутреннему диаметру обрабатываемого колена, при этом внутренняя боковая поверхность обрабатываемого колена образована в основном относительным перемещением режущей секции в направлении от первой концевой поверхности ко второй концевой поверхности начерно образованного колена 150. Следует отметить, что в нижеследующем опущено описание тех же самых частей, что в вариантах осуществления с первого по третий. Следует отметить, что в этом варианте осуществления, например, начерно образованное колено 150 используется в качестве материала 201. В этом случае начерно образованное колено 150 соответствует, например, колену или т.п., в котором поперечное сечение на внутренней стороне вышеупомянутого колена не сохраняет идеальную кольцевую форму.
Сначала описан пример режущего инструмента 131, используемого в способе изготовления колена в этом варианте осуществления.
На фиг. 13А и 13B представлены виды, иллюстрирующие пример режущего инструмента в этом варианте осуществления. В частности, на фиг. 13А и 13B представлены виды, иллюстрирующие пример схематической конструкции режущего инструмента 131, используемого в способе изготовления так называемого колена с углом 90°, имеющего угол изгиба 90°.
Как показано на фиг. 13А, режущий инструмент 131 в этом варианте осуществления содержит секцию 132 вала и режущую секцию 133. Режущая секция 133 образована из по меньшей мере части по существу сферической формы и содержит множество режущих кромок 134.
В частности, например, как показано на фиг. 13А, режущая секция 133 содержит часть, полученную путем срезания части по существу сферической формы в области, соединенной с секцией 132 вала, и в области, расположенной на противоположной стороне секции 132 вала. Более конкретно, например, отношение к диаметру по существу сферической формы и срезанной части составляет около 5:1. То есть, например, в случае когда диаметр по существу сферической формы составляет 50, длина режущей секции 133, образованной по меньшей мере из части по существу сферической формы в направлении вдоль секции 132 вала, составляет 40. Следует отметить, что на фиг. 13А и 13B по существу сферическая форма обозначена пунктирной линией для облегчения понимания.
Кроме того, как показано на фиг. 13А, режущие кромки 134 расположены в части поверхности режущей секции 133. В частности, например, шесть режущих кромок 134 расположены на правой стороне и левой стороне на фиг. 13А. Следует отметить, что количество и положение режущих кромок 134 являются примером и этот вариант осуществления этим не ограничивается. Например, таким же образом, как и в первом варианте осуществления, могут иметься части 103 ребра, при этом множество режущих кромок 134 может быть расположено на боковой поверхности каждой из частей 103 ребра.
Секция 132 вала присоединена к плоской части 135, которая представляет собой часть, полученную путем срезания части по существу сферической формы режущей секции 133, как показано на фиг. 13А. Диаметр секции 132 вала составляет приблизительно от одной пятой до двух пятых диаметра по существу сферической формы. В частности, например, поперечное сечение секции 132 вала представляет собой, например, по существу кольцевую форму, и в случае когда диаметр по существу сферической формы составляет 50, диаметр по существу кольцевой формы установлен равным 20.
Фиг. 13B представляет собой вид, иллюстрирующий другой пример режущего инструмента 131 в этом варианте осуществления. Как показано на фиг. 13B, например, режущая секция 133 режущего инструмента 131 имеет две режущие кромки 134 на каждой из правой стороны и левой стороны на фиг. 13B. В этом случае, например, две режущие кромки 134, расположенные на правой стороне, и две режущие кромки 134, расположенные на левой стороне, размещены со смещением друг от друга по отношению к направлению вдоль секции 132 вала. Таким образом, например, часть, которая не может быть разрезана двумя режущими кромками 134, расположенными на правой стороне, разрезается двумя режущими кромками 134, расположенными на левой стороне. Кроме того, как показано на фиг. 13B, расстояние от конца режущей кромки 134, расположенной на левой стороне на стороне секции 132 вала, до конца режущей кромки 134, расположенной на правой стороне на противоположной стороне к секции 132 вала, установлен равным 43,3, например, в случае, когда диаметр по существу сферической формы режущей секции 133 установлен равным 50. Следует отметить, что в отличие от фиг. 13А срезанная часть не может быть расположена на стороне, противоположной стороне секции 132 вала, как показано на фиг. 13B.
Следует отметить, что, хотя на фиг. 13B изображен случай, когда две режущие кромки 134 расположены на каждой из правой стороны и левой стороны на фиг. 13B, количество и положение режущих кромок 134 являются просто примером. Остальные особенности являются теми же самыми, как в случае режущего инструмента 131, показанного на фиг. 13А, и, таким образом, их описание опущено.
Ниже описан способ изготовления так называемого колена с углом 90°, имеющего угол изгиба по существу 90° в этом варианте осуществления. Сначала начерно образованное колено 150 в качестве материала 201 прикрепляют к столу (не показан). В этом случае, например, как показано на фиг. 14, 15А, 15B, начерно образованное колено 150 прикрепляют к зажимному приспособлению 140. Затем зажимное приспособление 140, имеющее начерно образованное колено 150, прикрепленное к нему, располагают так, чтобы оно вошел в контакт с опорным зажимным приспособлением 151, расположенным на столе. Таким образом, начерно образованное колено 150 прикрепляют к столу.
В частности, например, как показано на фиг. 14, зажимное приспособление 140 содержит часть 141 тела и прижимную часть 142. Часть 141 тела имеет, например, прямоугольную форму, как показано на фиг. 14, и содержит углубление 143 вдоль внешней формы верхней половины начерно образованного колена 150. Аналогичным образом, прижимная часть 142 имеет, например, углубление 143 вдоль внешней формы нижней половины начерно образованного колена 150. Следует отметить, что, например, углубление 143 выполнено таким образом, что оба конца начерно образованного колена 150 частично проходят от углубления 143, когда начерно образованное колено 150 расположено на углублении 143, как показано на фиг. 15А и 15B. Кроме того, углубление 143 имеет угол изгиба, составляющий по существу 90° таким же образом, как и в начерно образованном колене 150, при этом зажимное приспособление 140 расположено на столе так, что внутренняя сторона угла изгиба направлена к центру вращения стола.
Кроме того, часть 141 тела содержит, например, множество выступов 144 на верхней поверхности, как показано на фиг. 14, при этом прижимная часть 142 содержит множество вставных частей (не показаны), в которые вставляется множество выступов 144. В этом случае, как показано на фиг. 14, выступ 144 содержит сужающуюся часть, ширина которой становится постепенно узкой по направлению к прижимной части 142.
Кроме того, как показано на фиг. 14, зажимное приспособление 140 имеет форму, в которой срезаны части прямоугольной формы. Следует отметить, что на фиг. 14 срезанные части обозначены диагонально затененными областями для простоты понимания.
Начерно образованное колено 150 располагают в углублениях 143, образованных в части 141 тела и прижимной части 142, и зажимают между частью 141 тела и прижимной частью 142 для прикрепления к зажимному приспособлению 140. Например, как показано на фиг. 15А и 15B, зажимное приспособление 140, имеющее начерно образованное колено 150, прикрепленное к нему, прикреплено к столу путем размещения двух смежных боковых поверхностей зажимного приспособления 140 на опорном зажимном приспособлении 151, образованном вдоль угла двух смежных боковых поверхностей зажимного приспособления 140. Следует отметить, что фиг. 15А и 15B иллюстрируют пример вида сверху, если смотреть от верхней стороны стола.
Как показано на фиг. 16А, положение режущей секции 133 и/или стола регулируют так, что режущая секция 133 может начать проникать в первую концевую поверхность 161 начерно образованного колена 150 под углом, по существу составляющим 20° по отношению к направлению вдоль секции 132 вала, проходящей от режущей секции 133.
Затем внутреннюю боковая поверхность начерно образованного колена 150 режут с образованием внутренней боковой поверхности обрабатываемого колена, например, путем поворота стола так, что центр по существу сферической формы режущей секции 133 относительно перемещается по центральной линии обрабатываемого колена.
Более конкретно, например, как показано на фиг. 16А, режущая секция 133 начинает проникать в первую концевую поверхность 161 начерно образованного колена 150 под углом, по существу составляющим 20°, по отношению к направлению вдоль секции 132 вала, проходящей от режущей секции 133. Затем центр по существу сферической формы режущей секции 133 относительно перемещается по осевой линии обрабатываемого колена путем поворота стола.
В этом случае фиг. 16B изображает пример состояния, в котором центр по существу сферической формы режущей секции 133 переместился к половине центральной линии начерно образованного колена 150. Затем внутреннюю боковую поверхность обрабатываемого колена образуют путем дальнейшего поворота стола. В этом случае фиг. 16С изображает пример позиционной взаимосвязи между режущей секцией 133 и начерно образованным коленом 150, когда была образована внутренняя боковая поверхность обрабатываемого колена, то есть, когда центр по существу сферической формы режущей секции 133 достиг второй концевой поверхности 162.
После этого режущую секцию 133 перемещают в противоположном направлении к вышеизложенному, то есть режущую секцию 133 относительно перемещают от второй концевой поверхности 162 к первой концевой поверхности 161 путем поворота стола в противоположном направлении к вышеизложенному с тем результатом, что режущая секция 133 прекращает проникать в обрабатываемое колено, в котором внутренняя боковая поверхность была отделана.
Следует отметить, что скорость перемещения режущей секции 133 от второй концевой поверхности 162 к первой концевой поверхности 161 может быть установлена выше скорости режущей секции 133 от первой концевой поверхности 161 ко второй боковой поверхности. В этом случае скорость вращения секции 132 вала в случае перемещения от второй концевой поверхности 162 к первой концевой поверхности 161 может быть установлена выше скорости секции 132 вала в случае перемещения от первой концевой поверхности 161 ко второй концевой поверхности 162.
Кроме того, выше в основном был описан случай, когда перемещается (поворачивается) стол. Тем не менее, режущая секция 133 может быть конфигурирована так, чтобы перемещаться, или могут перемещаться как стол, так и режущая секция 133. Другими словами, необходимо только, чтобы относительно перемещались стол и режущая секция 133.
В этом случае, как очевидно из фиг. 16А-16С, когда образуют внутреннюю боковую поверхность обрабатываемого колена, только часть режущей секции 133 режет внутреннюю боковую поверхность начерно образованного колена 150. Более конкретно, режущая секция 133, позиционированная на прямой линии, соединяющей центр угла изгиба обрабатываемого колена с центральной линией по существу сферической формы режущей секции 133, и режущие кромки 134, расположенные в области на периферии режущей секции 133, режут боковую поверхность начерно образованного колена 150.
Таким образом, как показано на фиг. 13А и 13B, может использоваться режущая секция 133, имеющая режущие кромки 134 только в части по существу сферической формы режущей секции 133. Следует отметить, что, как описано со ссылками на фиг. 11 и 12, начерно образованное колено 150 содержит допустимые части для этапа изгиба или т.п., в процессе изготовления колена 150, на котором начерно образуют внутреннюю боковую поверхность. Таким образом, предпочтительно режущие кромки 134 также имеются в области на периферии режущей секции 133, расположенной на прямой линии, соединяющей центр угла изгиба обрабатываемого колена с центральной линией по существу сферической формы режущей секции 133. Следует отметить, что хотя в качестве примера на фиг. 16А-16С был описан случай использования режущего инструмента 131, показанного на фиг. 13А, может быть использован режущий инструмент 131, показанный на фиг. 13B.
Кроме того, как очевидно из фиг. 16А-16С, согласно данному варианту осуществления, внутренняя боковая поверхность обрабатываемого колена может быть образована без того, чтобы секция 132 вала мешала внутренней боковой поверхности начерно образованного колена 150, посредством использования режущего инструмента 131, содержащего режущую секцию 133, образованную из части по существу сферической формы, как описано выше или т.п., на этапе изготовления обрабатываемого колена. Таким образом, внутренняя боковая поверхность обрабатываемого колена может быть образована одним проникновением режущей секции 133 от стороны первой концевой поверхности 161.
В этом случае фиг. 17 представляет собой вид, иллюстрирующий сравнительный пример по отношению к этому варианту осуществления. В частности, фиг. 17 изображает состояние, в котором боковая фреза, имеющая диаметр, равный диаметру внутренней боковой поверхности обрабатываемого колена, перемещается от первой концевой поверхности 161 ко второй концевой поверхности 162 таким же образом, как и на фиг. 16А-16С.
Как очевидно из фиг. 17, даже когда секция 132 вала боковой фрезы установлена равной одной десятой внутреннего диаметра колена, в то время, когда режущая секция 133 боковой фрезы проникает в начерно образованное колено 150 под углом 45° от первой концевой поверхности 161, секция 171 вала боковой фрезы 700 мешает внутренней боковой поверхности начерно образованного колена 150. То есть, в соответствии с этим сравнительным примером, в отличие от этого варианта осуществления, внутренняя боковая поверхность обрабатываемого колена не может быть образована только проникновением режущей секции 133 от одной концевой поверхности (например, первой концевой поверхности 161) без того, чтобы не вызывать помехи внутренней боковой поверхности начерно образованного колена 150. В противоположность этому, в соответствии с этим вариантом осуществления, как описано выше, внутренняя боковая поверхность обрабатываемого колена может быть образована только проникновением режущей секции 133 от одной концевой поверхности (например, первой концевой поверхности 161).
Согласно этому варианту осуществления, колено с углом 90°, внутреннее поперечное сечение которого имеет идеальную кольцевую форму, может быть изготовлено за более короткий промежуток времени. Кроме того, в случае использования в режущей секции 133, показанной на фиг. 13B в этом варианте осуществления, количество режущих кромок 134 может быть уменьшено в большей степени.
Следует отметить, что вышеизложенное является примером и этот вариант осуществления может быть различным образом видоизменен без ограничения вышеизложенным. Например, в вышеизложенном в основном был описан способ изготовления колена с углом 90°. Тем не менее, этот вариант осуществления может быть использован для изготовления колена, внутренняя боковая поверхность которого имеет идеальную кольцевую форму, имеющую другие углы изгиба, такие как 45° и 180°. Следует отметить, что в случае изготовления колена, имеющего, например, угол изгиба 90° или более, резка может быть выполнена от стороны первой концевой поверхности 161 и стороны второй концевой поверхности 162.
Кроме того, первая концевая поверхность 161 или вторая концевая поверхность 162, или обе из них колена с углом 90° могут иметь, например, линейную часть 901, как показано на фиг. 9. В этом случае линейную часть 901 образуют, например, путем резки от стороны второй концевой поверхности 162. Кроме того, в этом случае, например, когда используется режущий инструмент 131, имеющий режущую секцию 133, показанную на фиг. 13А или 13B, линейная часть 901 может быть образована путем обеспечения проникновения режущей секции 133 в направлении, в котором секция 132 вала и линейная часть 901 становятся по существу параллельными друг другу.
Кроме того, выше был описан способ изготовления колена, в котором только внутренняя боковая поверхность начерно образованного колена 150 имеет идеальную кольцевую форму. Тем не менее, внешняя боковая поверхность (внешняя форма) может дополнительно иметь идеальную кольцевую форму. Инструмент обработки внешней формы в данном случае описан ниже.
Фиг. 18 представляет собой вид, показывающий инструмент обработки внешней формы. Как показано на фиг. 18, инструмент обработки внешней формы 180 содержит двигатель 181, первую шестерню 182, вторую шестерню 183 и обрабатывающий наконечник 184.
В частности, например, вращение двигателя 181 передается на первую шестерню 182 через вал 185 или т.п., и далее вращение первой шестерни 182 передается на вторую шестерню 183. В этом случае вторая шестерня 183 имеет зубья на внешней окружности и имеет по существу кольцевую форму, в которой образована проемная область, если смотреть в поперечном сечении. Кроме того, один или множество обрабатывающих наконечников 184 имеются на части внутренней окружности второй шестерни 183.
Затем образуют внешнюю боковую поверхность обрабатываемого колена путем пропускания начерно образованного колена 150 через проемную область. В частности, например, начерно образованное колено 150 прикрепляют к столу посредством использования части 190 крепления колена, которая описана ниже, и проводят через проемную область в то время, как внешнюю боковую поверхность обрабатываемого колена образуют путем поворота стола. На фиг. 19A-19D показано состояние в этом случае.
Ниже описан пример части 190 крепления колена. Часть 190 крепления колена содержит, например, часть 191 вставки колена, образованную таким образом, чтобы иметь форму по внутренней боковой поверхности начерно образованного колена 150 и в которую вставляется начерно образованное колено 150, и часть 192 большой ширины, которая проходит от части 191 вставки колена и которая образована так, чтобы иметь диаметр, больший диаметра части 191 вставки колена и меньший диаметра внешней боковой поверхности начерно образованного колена 150. Следует отметить, что начерно образованное колено 150 соответствует колену, в котором уже образована внутренняя боковая поверхность обрабатываемого колена, например, в случае, когда внутренняя боковая поверхность образована заранее.
Как показано на фиг. 19А, часть 192 большой ширины имеет по существу цилиндрическую форму, при этом часть 192 большой ширины прикреплена к столу через посредничество части 193 крепления стола. Кроме того, часть 191 вставки колена содержит часть 194 крепления, которая может быть установлена с возможностью свободного съема на стороне, противоположной части 192 большой ширины.
Часть 194 крепления образована, например, так, что ее внутренняя окружность расположена по внешней окружности части 191 вставки колена и ее диаметр образован меньше диаметра внешней боковой поверхности начерно образованного колена 150. Затем образуют винтовые части (не показаны), которые входят в зацепление друг с другом, на внешней окружности части 191 вставки колена и внешней окружности части 194 крепления. После вставки колена в части 191 вставки колена, часть 194 крепления прикрепляют к части 191 вставки колена посредством винтовых частей, в результате чего колено прикрепляется к части 191 вставки колена. Другими словами, например, часть 194 крепления и часть 191 вставки колена соответствуют взаимосвязи гайки и болта.
Следует отметить, что часть 190 крепления колена является примером, при этом форма и т.п. части 190 крепления колена не ограничиваются вышеизложенным. Часть 190 крепления колена может иметь другие формы и т.п., пока часть 190 крепления колена не мешает обрабатывающему наконечнику 184, когда образуют внешнюю боковую поверхность начерно образованного колена 150. Следует отметить, что каждая из фиг. 19A-19D иллюстрирует состояние, в котором первая шестерня 182, вторая шестерня 183 и т.п. на фиг. 18 размещены в корпусе.
Пятый вариант осуществления
Ниже описан пятый вариант осуществления настоящего изобретения. Этот вариант осуществления отличается от четвертого варианта осуществления главным образом формой секции 221 вала режущего инструмента 220. Кроме того, этот вариант осуществления отличается от четвертого варианта осуществления главным образом тем, что угол изгиба обрабатываемого колена по существу составляет 180°. Следует отметить, что ниже опущено описание тех же самых особенностей, что в четвертом варианте осуществления и т.п.
Сначала описан пример режущего инструмента 220, предназначенного для использования в способе изготовления колена в этом варианте осуществления. Фиг. 20 представляет собой вид, показывающий режущий инструмент в данном варианте осуществления. Как показано на фиг. 20, например, режущий инструмент 220 в основном содержит режущую секцию 133, секцию 221 вала, выступающую от режущей секции 133, первую часть 222 вала, вторую часть 223 вала и трубчатую часть 230, покрывающую секцию 221 вала, первую часть 222 вала и вторую часть 223 вала. Кроме того, режущий инструмент 220 содержит зажимную часть 224 для крепления секции 221 вала.
В режущей секции 133 диаметр по существу сферической части равен внутреннему диаметру обрабатываемого колена с углом 180°. Следует отметить, что детали режущей секции 133 являются такой же, как в четвертом варианте осуществления, и, таким образом, их описание опущено.
Секция 221 вала содержит режущую секцию 133 на одном конце и первую коническую шестерню на другом конце. Кроме того, первая часть 222 вала содержит вторую коническую шестерню 226, которая находится в зацеплении с первой конической шестерней 225 на одном конце, и третью коническую шестерню 227, которая находится в зацеплении с четвертой конической шестерней 228 на другом конце. Кроме того, вторая часть 223 вала содержит четвертую коническую шестерню 228, которая находится в зацеплении с третьей конической шестерней 227 на одном конце.
Следует отметить, что вторая часть 223 вала вращается, например, посредством двигателя 181 через множество шестерен (не показаны). Следует отметить, что, само собой разумеется, режущая секция 133 вращается, когда вышеупомянутое вращение передается на режущую секцию 133 через вторую часть 223 вала и т.п.
Кроме того, как показано на фиг. 20, один или множество подшипников 229 имеются соответственно на внешних окружностях секции 221 вала, первой части 222 вала и второй части 223 вала. Таким образом, секция 221 вала, первая часть 222 вала и вторая часть 223 вала закреплены с возможностью поворота в заданных положениях в трубчатой части 230.
Секция 221 вала и первая часть 222 вала расположены так, чтобы иметь угол, например, по существу равный 45°, а вторая часть 223 вала и третья часть вала расположены так, чтобы иметь угол, по существу равный 45°. Кроме того, диаметр трубчатой секции 230 установлен равным, например, двум пятым или меньше диаметра по существу сферической формы режущей секции 133. Следует отметить, что фиг. 20 изображает, в качестве примера, случай, когда диаметр трубчатой части 230 составляет 20, когда диаметр по существу сферической формы режущей секции 133 установлен равным 50.
Ниже описан способ изготовления так называемого колена с углом 180°, имеющего угол изгиба 180°, в этом варианте осуществления. Следует отметить, что ниже опущено описание тех же самых особенностей, что в четвертом варианте осуществления.
Сначала, как показано на фиг. 21A, режущая секция 133 начинает проникновение так, что секция 221 вала направлена перпендикулярно к первой концевой поверхности 211 начерно образованного колена с углом 180°. В этом случае режущая секция 133 начинает проникновение так, что центр по существу сферической формы режущей секции 133 проходит вдоль центральной линии обрабатываемого колена с углом 180°.
Затем секция 133 резки относительно перемещается так, что центр по существу сферической формы режущей секции 133 проходит по центральной линии обрабатываемого колена с углом 180°. Фиг. 21B изображает состояние в течение перемещения, а фиг. 21С изображает состояние, в котором перемещение режущей секции 133 достигло второй концевой поверхности 212 и была образована внутренняя боковая поверхность обрабатываемого колена с углом 180°. После этого проникновение режущей секции 133 в колено с углом 180° завершается путем перемещения режущей секции 133 в противоположном направлении к вышеизложенному.
Как понятно из фиг. 21А-21С, трубчатая часть 230 и внутренняя боковая поверхность начерно образованного колена 150 не мешают друг другу, когда режущая секция 133 относительно перемещается по отношению к начерно образованному колену 150. Таким образом, обрабатываемое колено с углом 180° может быть образовано путем обеспечения проникновения режущей секции 133 от одной стороны концевой поверхности (первой концевой поверхности 211) начерно образованного колена 150. Таким образом, по сравнению со случаем, когда внутренняя боковая поверхность начерно образованного колена 150 образована от обеих сторон путем обеспечения проникновения режущей секции 133 от обеих концевых поверхностей (первая концевая поверхность 211 и вторая концевая поверхность 212), может быть значительно сокращено время изготовление колена с углом 180°.
Следует отметить, что выше описан случай, когда колено с углом 180°, в котором внутренняя боковая поверхность имеет идеальную кольцевую форму, образуется из начерно образованного колена с углом 180°. Однако этот вариант осуществления может также использоваться в случае, когда внутренняя боковая поверхность начерно образованного колена 150, имеющего другие углы изгиба, преобразуется в идеальную кольцевую форму. В этом случае, само собой разумеется, необходимо должным образом регулировать количество частей вала режущего инструмента 200, угол между частями вала, форму и размер трубчатой части 230 и т.п. в зависимости от угла изгиба начерно образованного колена 150.
Кроме того, таким же образом, как в четвертом варианте осуществления, этот вариант осуществления может быть различным образом видоизменен без ограничения вышеизложенным. Например, таким же образом, как и в четвертом варианте осуществления, внешняя боковая поверхность (внешняя форма) может быть преобразована в идеальную кольцевую форму.
Следует отметить, что настоящее изобретение может быть модифицировано различным образом без ограничения вариантами осуществления с первого по пятый. Например, изобретение может быть заменено на конфигурацию, которая является по существу такой же, как конфигурации вариантов осуществления с первого по пятый, конфигурацией, имеющей такие же действие и эффект, что конфигурации вариантов осуществления с первого по пятый, или конфигурацией, которая может обеспечить достижение той же задачи, что конфигурации вариантов осуществления с первого по пятый. Например, размер каждой части, показанной на фиг. 13А, 13B, 16А и 16С, приведен в качестве примера и настоящее изобретение не ограничивается этим.
Реферат
Изобретение относится к способам изготовления колена трубы путем механической обработки материала. Колено трубы изготавливают в два этапа. Первый этап резки включает образование внутренней боковой поверхности в начерно образованном колене трубы путем относительного перемещения режущей секции, содержащейся в режущем инструменте и образованной из части сферической формы, вдоль центральной линии обрабатываемого колена трубы в направлении от первой концевой поверхности ко второй концевой поверхности начерно образованного колена трубы. Последующий этап включает перемещение режущей секции вдоль центральной линии обрабатываемого колена трубы в направлении от второй концевой поверхности к первой концевой поверхности начерно образованного колена трубы. При этом режущая секция имеет диаметр, равный внутреннему диаметру обрабатываемого колена трубы. Способы позволяют изготавливать колено трубы с высокой скоростью и более высокой точностью без возникновения неразрезанных частей. 4 н. и 21 з.п. ф-лы, 21 ил.
Комментарии