Мобильный станок с числовым программным управлением для токарной обработки колесных пар подвижного состава железнодорожного транспорта - RU180336U1
Код документа: RU180336U1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ПОЛЕЗНАЯ МОДЕЛЬ
Полезная модель относится к области машиностроения, в частности к токарным станкам для обточки колесных пар без выкатки из-под железнодорожного подвижного состава.
УРОВЕНЬ ТЕХНИКИ
Из уровня техники известен станок для обточки колесных пар (RU 2126313, В32В 5/32, опубл. 20.02.1999). Известный станок для обточки железнодорожных колесных пар без выкатки содержит опорные приспособления, размещенные на направляющих рельсах. Рельсы имеют привод вертикального перемещения. Опорные приспособления выполнены в виде приводных, откидных, призматических упоров. Центрирующие устройства выполнены в виде размещенных на станке с возможностью продольного перемещения центровых бабок с самоцентрирующимися в поперечном сечении центрами и приводов их перемещений. Запорные устройства самоцентрирующихся центров размещены в центровых бабках. Запорное устройство выполнено в виде гидроцилиндра. На штоке гидроцилиндра закреплен клин, контактирующий с центром. Ползуны установлены на станине между обрабатываемыми колесами. Привод вращения колесных пар выполнен в виде торцевых конусных роликов с фрикционным покрытием и механизмом прижима. Технический результат изобретения заключается в повышении точности базирования, надежности привода ввиду проскальзывания между опорно-приводными роликами и поверхностью бандажей колес.
Также из уровня техники известен СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР (RU 2262416, В32В 5/32, опубл. 20.10.2005). Станок для обточки железнодорожных колесных пар под кузовом экипажа без выкатки. Сущность изобретения заключается в том, что профильный инструмент ориентируют по соосным вращающимся поверхностям колесной пары, фиксируют в этом положении относительно экипажа и производят обработку при относительном перемещении экипажа и опорных рельсов со скоростью подачи на расстояние, определяемое по формуле. Станок снабжен механизмом ориентирования рамы, смонтированным на станине с возможностью вертикального перемещения и самоустановки по соосным вращающимся поверхностям колесной пары. Рама снабжена механизмом фиксации относительно невращающейся части экипажа. Каждый из опорных рельсов выполнен составным и содержит центральный и два периферийных участка, установленные с промежутками между ними. Технический результат изобретения состоит в повышении производительности и надежности обработки, а также упрощении конструкции.
Из уровня техники также известен суппорт станка для обточки железнодорожных колесных пар (RU 2210465, В23В 5/28, В23В 21/00, опубл. 20.08.2003). Суппорт содержит основание, продольную и поперечную каретки с винтовыми и кулачковым приводами. Для повышения точности и производительности обработки суппорт снабжен дополнительным кулачковым приводом, причем кулачковые приводы содержат смонтированные на одном валу кулачки и зубчато-реечные передачи, кинематически связанные с винтовыми приводами продольной и поперечной кареток. Суппорт может содержать одну дополнительную кинематическую цепь между винтовыми приводами продольной и поперечной кареток с постоянным передаточным отношением для обработки конусной поверхности катания.
Из уровня техники известен также станок для обточки колесных пар без выкатки для восстановления профиля бандажа железнодорожных колес (RU 2107586, В32В 5/32, опубл. 27.03.1998). Изобретение относится к станкостроению, в частности к станкам для обточки колесных пар с целью восстановления бандажа железнодорожных колес. Станок содержит два суппорта, поперечные каретки которых перемещаются посредством винтовых приводов. Каждая поперечная каретка снабжена дополнительным кулачковым приводом, кинематически связанным с винтовым приводом и размещенным в соответствующей продольной каретке. Перемещение поперечных кареток обеспечивается как винтовым приводом, так и кулачковым приводом при обработке профилей бандажей, т.е. обеспечивается формирование профиля при отсутствии системы управления. Наличие сменных торцевых кулачков дополнительного привода расширяет технологические возможности станка.
Из уровня техники известен подрельсовый колесотокарный станок (RU 51545, В23В 5/32, опубл. 27.02.2006). Подрельсовый колесотокарный станок для обточки колес колесных пар без их выкатки из-под локомотива или вагона содержит две стойки, расположенные симметрично относительно поперечной оси станка, траверсу, прикрепленную к стойкам, два суппорта, установленные с возможностью перемещения по направляющим траверсы, две П-образные рамы - левую и правую, - на каждой из которых закреплена пара фрикционных роликов, два гидравлических цилиндра - по одному на каждую П-образную раму, - установленные под рамами и предназначенные для перемещения рам в вертикальном направлении, два механизма подъема или прижима колесной пары за ее буксы и два разжимных ролика, снабженные гидравлическими цилиндрами их перемещения в направлении, параллельном оси колесной пары. Каждый фрикционный ролик снабжен отдельным приводом его вращения, а гидравлические цилиндры перемещения разжимных роликов в направлении, параллельном оси колесной пары, установлены со стороны внутренних торцов колес и с возможностью перемещения в плоскости, перпендикулярной оси колесной пары.
СУЩНОСТЬ ПОЛЕЗНОЙ МОДЕЛИ
Задачей, решаемой заявленной полезной моделью, является создание мобильного станка для обточки колесных пар с возможностью обточки сразу двух колес одной колесной пары.
Техническим результатом заявленной полезной модели является сокращение (почти в 2 раза) времени обточки одной колесной пары (по сравнению с другими мобильными станками).
Заявленный технический результат достигается за счет того, что станок для обточки колесных пар, который содержит левую и правую базовые, соединенные между собой станины, каждая базовая станина станка содержит кинематический связанные серводвигатель, с планетарным редуктором, ременную передачу, шарико-винтовую передачу, при этом на каждой станине поперечно рельсам закреплены линейные направляющие, на которых посредством кареток установлена основная деталь подачи поперечного перемещения, а на детали подачи поперечного перемещения установлены две продольные линейные направляющие, на которых посредством кареток закреплена основная деталь подачи продольного перемещения, причем основная деталь подачи продольного перемещения выполнена с возможностью установки резца.
В частном случае реализации заявленного технического решения станок выполнен с возможностью фиксации на рельсовом пути, при этом базовые станины станка соединены между собой поперечной балкой и распорной винтовой передачей, каждая базовая станина выполнена внутренними креплениями и внешними прижимами к рельсу, а по внешним сторонам каждой базовой станины расположены внешние распорные винтовые стойки, при этом в месте соединения базовых станин расположена распорная винтовая вертикальная штанга.
В частном случае реализации заявленного технического решения прижимные грани внутренних креплений выполнены под углом 45 градусов к основанию рельса.
В частном случае реализации заявленного технического решения элементы направляющих подач и ходовых винтов скрыты под подвижным защитным металлическим кожухом, прикрепленным к подачам поперечного перемещения и к подачам продольного перемещения.
В частном случае реализации заявленного технического решения внешняя сторона направляющих продольного перемещения защищена тканью, закрепленной к кареткам подачи поперечного перемещения.
В частном случае реализации заявленного технического решения направляющие станка выполнены в виде профильных рельсовых линейных направляющих.
В частном случае реализации заявленного технического решения выполнен с возможностью управления посредством блока управления, состоящего из электронных устройств защиты электрической цепи, 4-х электронных силовых драйверов, блоков питания, интерфейсного компьютера и контроллера ЧПУ, при этом блок управления снабжен дистанционным пультом и/или сенсорным монитором с графическим интерфейсом блока управления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Детали, признаки, а также преимущества настоящей полезной модели следуют из нижеследующего описания вариантов реализации заявленного технического решения с использованием чертежей, на которых показано:
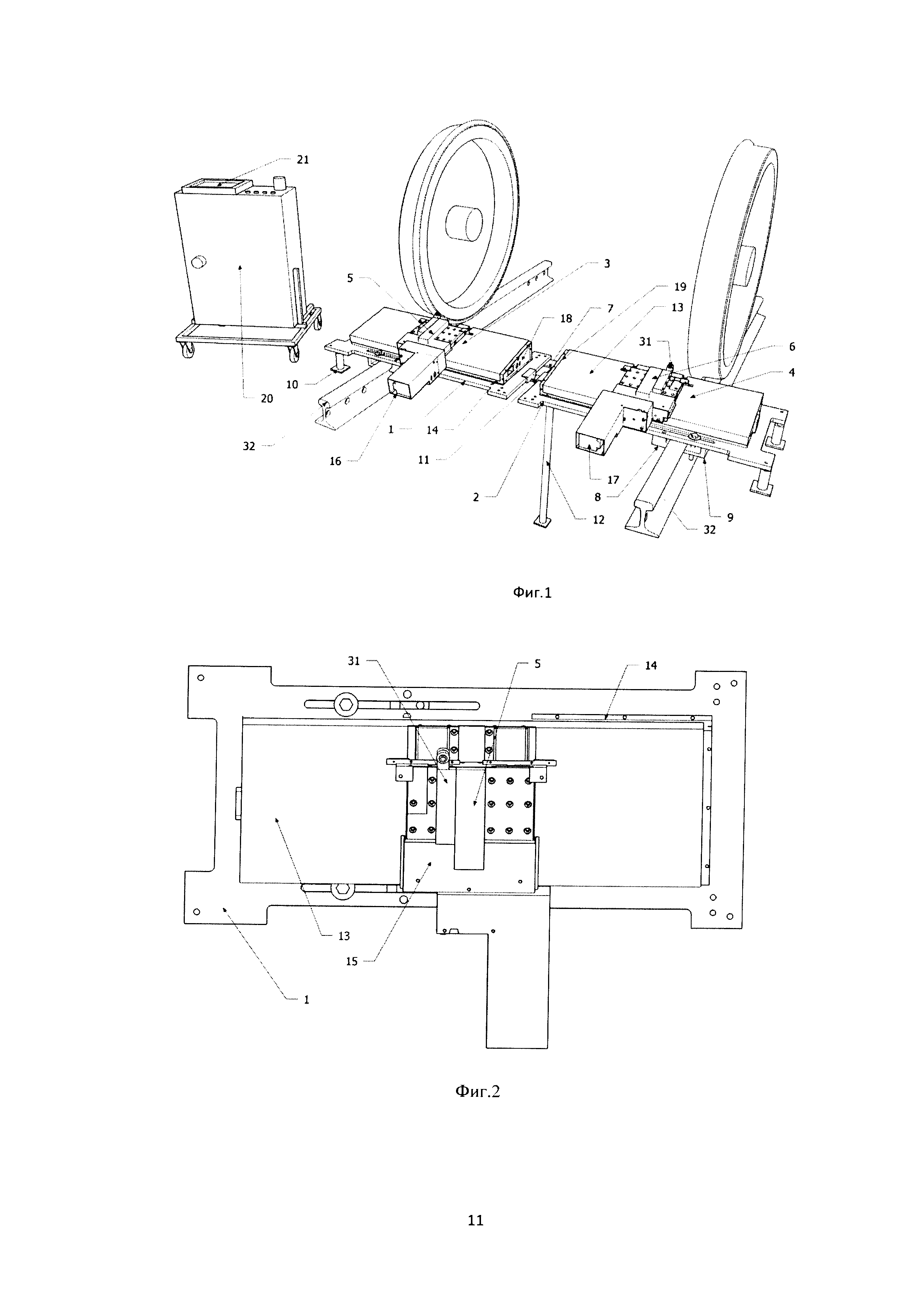
Фиг. 1 - общий вид в пространстве
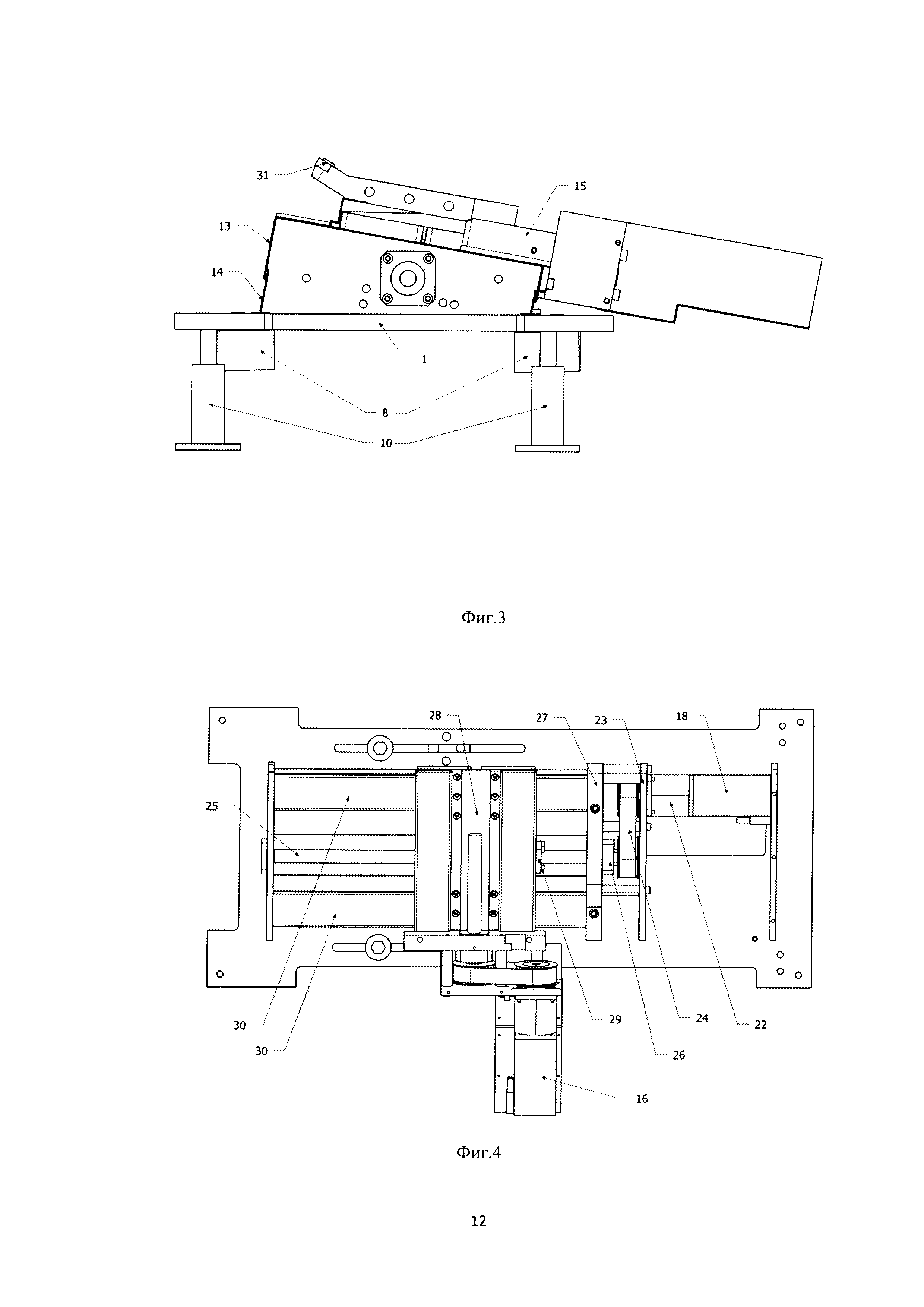
Фиг. 2 - вид сверху левая часть станка
Фиг. 3 - вид сбоку
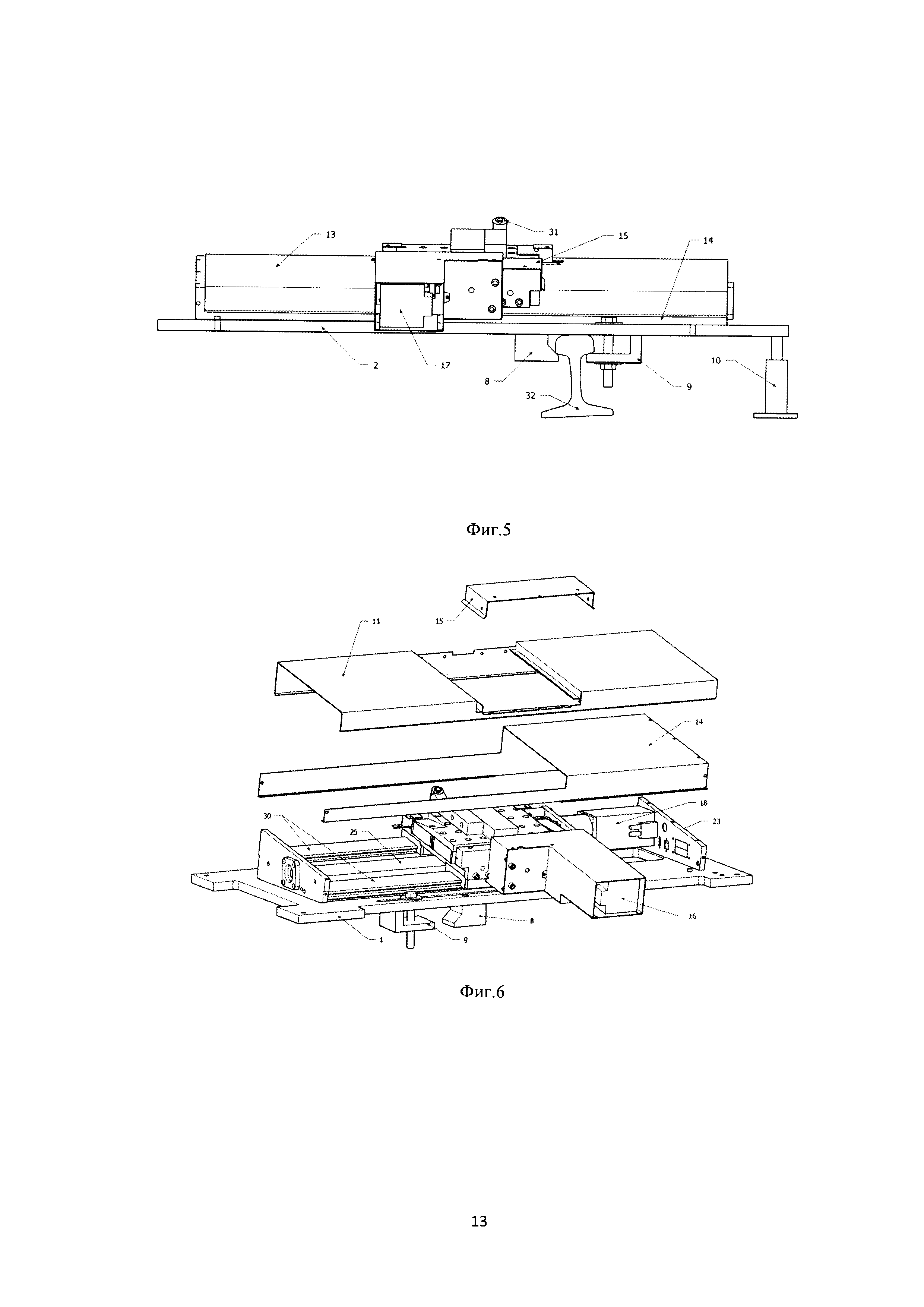
Фиг. 4 - вид сверху левая часть станка без защитных элементов корпуса
Фиг. 5 - вид с торца
Фиг. 6 - общий вид
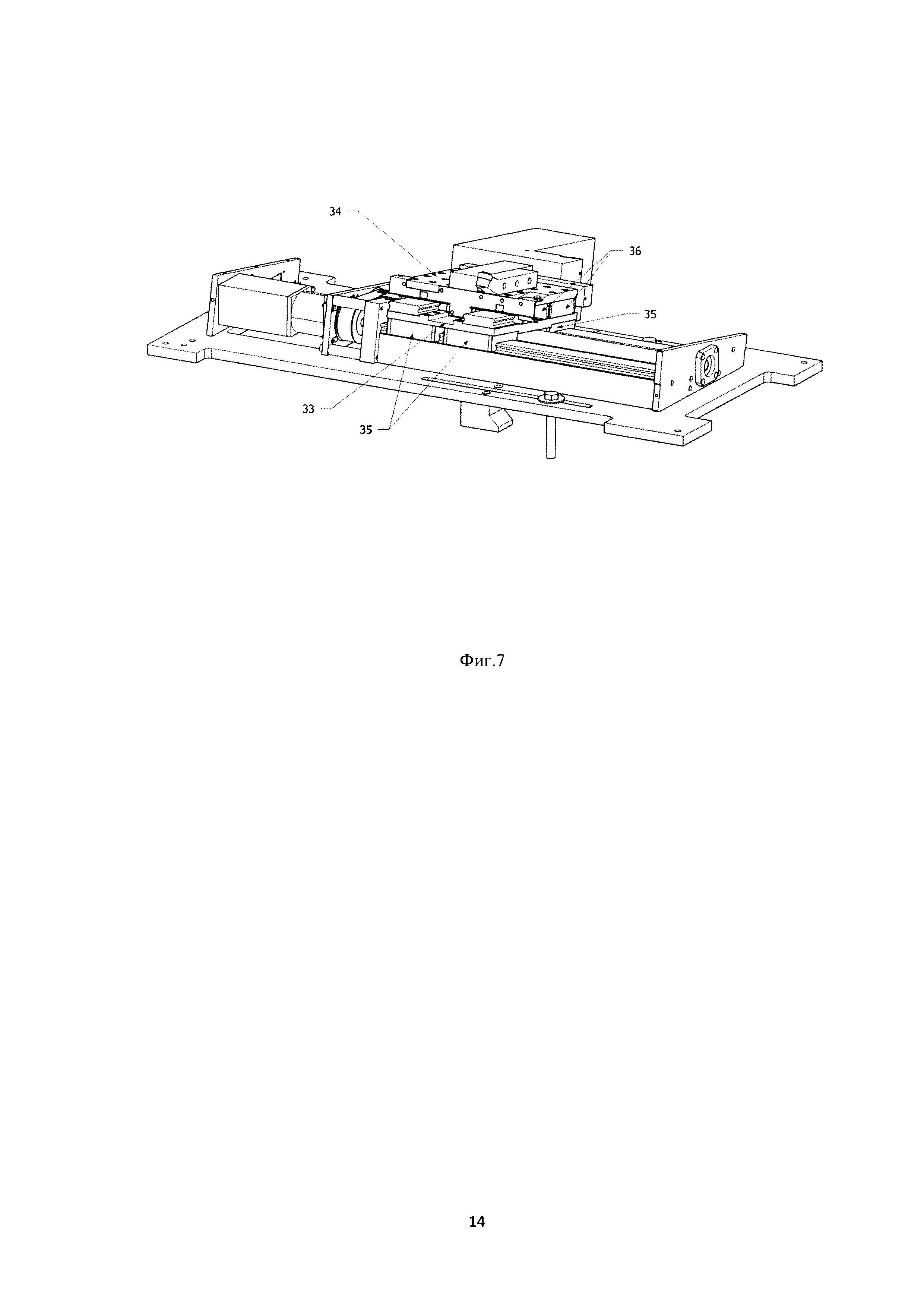
Фиг. 7 - общий вид на базовую станину с элементами подач
На фигурах цифрами обозначены следующие позиции:
1 - базовая станина; 2 - базовая станина; 3 - поперечная рельсу направляющая ось подачи; 4 - поперечная рельсу направляющая ось подачи; 5 - продольная рельсу направляющая ось подачи; 6 - продольная рельсу направляющая ось подачи; 7 - поперечная балка; 8 - внутреннее крепление; 9 - внешние прижимы; 10 - внешние распорные винтовые стойки; 11 - распорная винтовая поперечная штанга; 12 - распорная винтовая вертикальная штанга; 13 - подвижный защитный короб; 14 - подвижный защитный короб; 15 - защитная ткань; 16 - серводвигатель; 17 - серводвигатель; 18 - серводвигатель; 19 - серводвигатель; 20 - стойка-блоке управления; 21 - монитор; 22 - планетарный редуктор; 23 - опора; 24 - ременная передача; 25 - ходовой винт ШВП; 26 - радиально упорные подшипники; 27 - опора; 28 - подача с резцом; 29 - гайка ШВП; 30 - профильные рельсовые линейные направляющие; 31 - резец, 32 - рельс;
РАСКРЫТИЕ ПОЛЕЗНОЙ МОДЕЛИ
Станок для обточки колесных пар без выкатки из-под тягового подвижного состава содержит две левую (1) и правую (2) базовые станины с поперечными (3, 4) и с продольными (5 и 6) рельсу направляющими осями подач. На каждой базовой станине поперечно рельсам закреплены две линейные направляющие, на которых установлены четыре линейные каретки (35), на которых закреплена основная массивная деталь (33) подачи. Эти детали являются элементами подачи (28) X ("икс") - подачи поперечного перемещения (3,4). На основной детали подачи X закреплены две продольные линейные направляющие, четыре линейные каретки (36), на которых закреплена основная деталь (34) к которой крепится резцедержатель с резцом (31). Эти детали являются элементами подачи Y ("игрек") - подачи продольного перемещения (5,6). Также элементами подач являются ходовые винты и гайки ШВП, зубчатые ременные передачи, планетарные редуктора, серводвигатели, элементы крепления.
Каждая базовая станина содержит серводвигатель с планетарным редуктором (22) закрепленный на опоре (23), ременную передачу (24), шарико-винтовую передачу (ШВП) с ходовым винтом (25) и гайкой. ШВП закреплена на базовой станине посредством радиально-упорных подшипников, закрепленных в опоре (27). В качестве направляющих подач станка применяются профильные рельсовые линейные направляющие (30) (трение качения).
Таким образом, каждый из двух резцов может независимо от другого перемещаться одновременно по двум осям, что позволяет получить заданную траекторию движения в плоскости этих осей.
Линейные направляющие и подшипниковые модули представляют из себя стандартные серийно выпускаемые элементы и крепятся к элементам конструкции болтами. Эти элементы используются для того, чтобы снизить трение и обеспечить линейное перемещение подачи (28) станка при сохранении достаточной жесткости между подвижными элементами.
Для фиксации станка на пути применяются следующие, закрепляемые на базовых станинах детали: поперечная балка (7), внутреннее крепление (8) (4 шт.), внешние прижимы (9) (4 шт.), а также распорные детали фиксации: внешние распорные винтовые стойки (10) (4 шт.), распорная винтовая поперечная штанга (11), распорная винтовая вертикальная штанга (12), упирающаяся одним концом в нижнюю плоскость приямка, а другим в поперечную балку (7).
Прижимные грани внутренних креплений (8) выполнены под углом 45 градусов к основанию рельса, что позволяет одновременно при распираний станин (1,2) распорной винтовой поперечной штангой (11) достичь горизонтального прижима обеих станин к головкам рельс и поперечной фиксации станка. Сами крепления (8) расположены под станинами (1,2) вдоль рельс (32) таким образом, чтобы упираясь прижимными гранями к нижней части головок рельс (2 крепления справа и 2 слева) обеспечить жесткую фиксацию. Внешние прижимы (9) служат для дополнительной фиксации станка. Они располагаются вдоль рельс симметрично внутренним креплениям, но имеют Г-образную форму и обеспечивают только вертикальный прижим.
Высота и геометрия станка рассчитана таким образом, что при монтаже станка под локомотив не требуется разборки элементов конструкции локомотивов даже с бандажами, ранее подвергавшимися обточкам, за счет чего конструктивные элементы локомотива становятся ближе к рельсам.
Для защиты направляющих подач станка и ходовых винтов от влаги, металлической стружки и механического воздействия на каждой базовой станине станка расположены подвижные и неподвижные защитные короба (13), (14), (15) (на правой и левой частях станка) и защитная ткань с внешней стороны продольных подач. Неподвижный короб (14) поперечной оси находится под подвижным коробом (13) поперечной оси и почти полностью закрыт им. Неподвижный короб (15) продольной оси закреплен на подаче поперечного направления и закрывает от стружки ее элементы. Неподвижные защитные короба крепятся винтами к базовым станинам и к поперечным линейным подачам. Подвижные защитные короба крепятся также винтами к поперечным линейным подачам и к продольным линейным подачам.
Вся электронная часть выполнена в стойке-блоке управления 20 размером 800×600×250 мм и весом не более 40 кг. Блок управления состоит из электронных устройств защиты электрической цепи, 4-х электронных силовых драйверов, расположенных в блоке управления серводвигателями (16, 17, 18, 19) станка, блоков питания, интерфейсного компьютера и модуля (контроллера) ЧПУ.
Управление станком осуществляется дистанционным пультом (на рисунке не показан) и/или графическим интерфейсом блока управления через сенсорный монитор (21), установленный на блоке управления.
Каждый серводвигатель через планетарный редуктор (22) закрепленный на опоре (23), а затем через ременную передачу (24) приводит во вращение ходовой винт ШВП 25, фиксируемый радиально-упорными подшипниками (26), закрепленными в опоре (27). Ходовой винт приводит в движение подачу соответствующей линейной подачи через гайку ШВП (29). Подача с резцом перемещается вдоль профильных рельсовых линейных направляющих (30) за счет линейных подшипниковых модулей. Линейные направляющие и подшипниковые модули представляют из себя стандартные серийно выпускаемые элементы и крепятся к элементам конструкции болтами. Эти элементы используются для того, чтобы снизить трение и обеспечить линейное перемещение подач станка при сохранении достаточной жесткости между подвижными элементами. Такая конструкция характерна для всех четырех подач станка.
Приводимые в движение подачи двигают резцы по заданным независимым траекториям, за счет чего и происходит формирование необходимого профиля при обточке бандажа колесной пары. Частота вращения колесной пары регулируется частотным преобразователем (на рисунке не показан), не входящим в стойку-блок управления. Установочное значение частоты вращения колесной пары передается контроллером из блока управления на частотный преобразователь через стандартный интерфейс передачи данных, либо аналоговым сигналом. Управление серводвигателями также осуществляется контроллером, путем подачи на драйверы управляющих цифровых сигналов.
Программное обеспечение позволяет задавать 5 вариантов направления обхода профиля по траектории, задавать не только максимальную глубину обточки и шаг заглубления, но и дополнительно глубину, шаг начальной черновой и глубину, шаг чистовой обточек, а также формировать отдельные программы для устранения внешнего торцевого наката и стачивать остроконечный гребень, что в целом снижает продолжительность обточки. Также программное обеспечение позволяет формировать подробные отчеты о проведенных на станке работах.
От известных мобильных станков отличается тем, что имеет систему с числовым программным управлением (ЧПУ) и способен обтачивать сразу оба колеса одной колесной пары, чего не могут делать другие мобильные станки (но в этом схож со стационарными станками).
От известных стационарных станков отличается тем, что может быть легко смонтирован на любом участке депо, а также в полевых условиях, что позволяет проводить обточку совместно с другими работами по ремонту и техническому обслуживанию (но в этом схож с мобильными станками).
От известных мобильных станков также отличается тем, что все элементы подач (и винты и направляющие) скрыты под защитными металлическими кожухами, что обеспечивает защиту от воды и металлической стружки. Внешняя сторона продольных направляющих защищена тканью.
В качестве направляющих подач станка применяются профильные рельсовые линейные направляющие (трение качения), в отличие от других станков, где используют направляющие трения скольжения типа "ласточкин хвост".
Станок устанавливается на рельсы под локомотив (или вагон) перед обтачиваемой колесной парой. Колесная пара приводится во вращение тяговым двигателем локомотива, либо, если пара не приводная, то специальным вращателем (на рисунке не показан), устанавливаемым с другой стороны колесной пары. После монтажа станка подсоединяются силовые и информационные кабели и включается блок управления. Интуитивно понятный интерфейс поэтапно подсказывает оператору последовательность действий для запуска программы. После запуска станок переходит в автоматический режим работы, при котором можно лишь регулировать скорость подачи и частоту вращения колесной пары, приостановить или полностью остановить выполнение программы.
Реферат
Полезная модель относится к области машиностроения, в частности к токарным станкам для обточки колесных пар без выкатки из-под железнодорожного подвижного состава. Станок содержит левую и правую базовые, соединенные между собой станины. Каждая станина содержит поперечные и продольные к рельсу направляющие подачи, подачу с резцом, выполненную с возможностью перемещения по указанным направляющим, серводвигатели. Каждый серводвигатель через планетарный редуктор, а затем через ременную передачу соединен с ходовым винтом шарико-винтовой передачи, а ходовой винт соединен с кареткой с резцом соответствующей линейной подачи через гайку шарико-винтовой передачи. Станок выполнен с возможностью фиксации на рельсовом пути, при этом базовые станины станка соединены между собой поперечной балкой и распорной винтовой передачей. Каждая базовая станина выполнена внутренними креплениями и внешними прижимами к рельсу, а по внешним сторонам каждой базовой станины расположены внешние распорные винтовые стойки. В месте соединения базовых станин расположена распорная винтовая вертикальная штанга. Прижимные грани внутренних креплений выполнены под углом 45 градусов к основанию рельса. Элементы направляющих подач и ходовых винтов скрыты под подвижным защитным металлическим кожухом, прикрепленным к поперечным линейным подачам и к продольным линейным подачам. Внешняя сторона продольных направляющих защищена тканью, закрепленной к кареткам поперечных линейных подач. В качестве направляющих подач станка выполнены профильные рельсовые линейные направляющие. Станок выполнен с возможностью управления посредством блока управления. Использование полезной модели позволяет сократить время обточки одной колесной пары. 5 з.п. ф-лы, 7 ил.
Комментарии