Фреза и двухсторонняя режущая пластина для больших подач - RU2677898C1
Код документа: RU2677898C1
Чертежи




Описание
Область техники
Настоящее изобретение включает группу устройств, используемых для обработки материалов резанием, в частности в изделиях из трудно обрабатываемых материалов, в том числе из нержавеющей стали, титана и его сплавов.
Уровень техники.
Для повышения производительности фрезерования изделий из трудно обрабатываемых материалов, в том числе из нержавеющей стали, титана и его сплавов, применяют фрезы с механическим креплением сменных режущих пластин для больших подач, имеющих криволинейные режущие кромки.
Эти режущие пластины позволяют снизить нагрузки на единицу длины режущей кромки, повысить величину подачи на зуб и увеличить срок службы инструмента.
Известны конструкции режущих пластин и режущего инструмента для больших подач, например, раскрытые в патентах RU №2370349 и №2645531. Они имеют верхнюю поверхность, содержащую четыре идентичные режущие кромки и четыре идентичные угла, соединяющие выпуклые режущие кромки. Каждая режущая кромка включает изогнутую область и первую прямолинейную область, прилегающую к изогнутой области. Причем радиус каждой изогнутой области, по меньшей мере, в два раза превышает радиус большой окружности, которая может быть вписана в верхнюю поверхность.
Такая конструкция режущих пластин не позволяет сохранить их механическую прочность при использовании на концевых фрезах относительно малого диаметра, применяемых для обработки сложных поверхностей изделий из трудно обрабатываемых материалов.
Известна конструкция режущей пластины и режущего инструмента с индексируемой режущей пластиной, раскрытая в патенте RU №2470743. Она выполнена двухсторонней и содержит две противолежащие концевые поверхности с режущими кромками, разделенные средней плоскостью. Причем каждая часть режущей кромки включает угловую режущую кромку, образованную на угле концевой поверхности, основную режущую кромку, продолжающуюся от одного конца угловой режущей кромки в направлении средней плоскости, и вспомогательную режущую кромку, расположенную ближе к средней плоскости, чем основной базовой поверхности.
Указанная выше конструкция позволяющая увеличить прочность режущей части пластины. При этом сохранена прочность режущей пластины, обусловленная оптимальным соотношением ее геометрических размеров, в том числе размером крепежного отверстия, и возможность ее надежного расположения и крепления в гнезде режущего инструмента.
В то же время в данной конструкции не решена задача снижения внутренних механических напряжений в режущем клине ее рабочей части, возникающих в результате механического и термического воздействий при обработке изделий из трудно обрабатываемых материалов и существенно влияющих как на работоспособность, так и на стойкость режущих пластин и режущего инструмента в целом. В частности в известной конструкции режущей пластины не учтены особенности нагружения отдельных участков ее режущих кромок с учетом схода стружки и взаимодействия передних и задних поверхностей режущего клина с обрабатываемой поверхностью.
Особенно это актуально при использовании режущих пластин, имеющих комбинированную режущую кромку, содержащую прямолинейные и криволинейные участки. При этом стружка на прямолинейном и криволинейном участках по своей ширине имеет различные по величине и направлению векторы скорости и различные степени деформации. Это существенно затрудняет стружкообразование, приводит к повышению усилий резания и механических напряжений сжатия в стружке и, как следствие, к локальному повышению температуры и снижению работоспособности режущих пластин и инструмента.
Задачей настоящего изобретения является создание усовершенствованной конструкции двухсторонней режущей пластины для больших подач повышенной стойкости и работоспособности.
Задачей настоящего изобретения является также создание конструкции фрезы для использования двухсторонней режущей пластины для больших подач повышенной стойкости и работоспособности.
Сущность изобретения.
Указанный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения.
Двухсторонняя режущая пластина для больших подач содержит две идентичные торцовые поверхности с базовыми поверхностями и крепежным отверстием, проходящим через них.
Между торцовыми поверхностями расположена периферийная боковая поверхность, включающая две противолежащие идентичные большие и две малые боковые поверхности.
Средняя плоскость двухсторонней режущей пластины расположена параллельно базовым поверхностям, а ее режущие кромки образованны на пересечении торцовых и периферийной боковой поверхностей, при этом каждая режущая кромка содержит сопряженные между собою участки главной и вспомогательной режущих кромок, направленные под острыми углами к средней плоскости режущей пластины с образованием на вершине и в нижней части участков главных режущих кромок соответственно завышенных и заниженных угловых режущих кромок.
Главные задние поверхности примыкают соответственно к каждому участку главной режущей кромки и расположены под острыми внутренними углами к средней плоскости.
При этом каждая торцовая поверхность включает передние поверхности, примыкающие соответственно к каждой режущей кромке и проходящие от режущих кромок вовнутрь режущей пластины к базовым поверхностям.
При этом задние поверхности главных режущих кромок, расположенных на противоположных торцовых поверхностях на каждой малой боковой поверхности и на противоположных малых боковых поверхностях одна относительно другой имеют во встречных направлениях разную величину по площади и разный угол наклона к средней плоскости режущей пластины.
Согласно изобретению на каждой малой торцевой поверхности между задними поверхностями главных режущих кромок, включающими первый и второй участки, примыкающие соответственно к первому и второму участкам главной режущей кромки, выполнены под прямыми углами к средней плоскости на виде сбоку на большие боковые поверхности перемычки, являющиеся задними поверхностями заниженных угловых режущих кромок.
При этом перемычки наклонены под острыми углами к средней плоскости и взаимно скрещиваются на виде сбоку на малые боковые поверхности. Причем перемычки образованы пересечением первых участков задних поверхностей, расположенных на противоположных торцовых поверхностях и задних поверхностей, примыкающих к заниженным угловым режущим кромкам так, что ширина перемычек больше ширины заниженных угловых режущих кромок.
При этом углы наклона к средней плоскости перемычек на виде сбоку на малые боковые поверхности, а также первых участков главных режущих кромок и задних поверхностей, примыкающих соответственно к первому и второму участкам главных режущих кромок и к завышенным угловым режущим кромкам, выполнены из условия β1 < µ < α3 < α2< α1, где β1- углы наклона первых участков главных режущих кромок, µ- углы наклона перемычек на виде сбоку на малые боковые поверхности, α3- углы наклона задних поверхностей вторых участков главных режущих кромок, α2 – углы наклона задних поверхностей завышенных угловых режущих кромок, α1- углы наклона первых участков задних поверхностей главных режущих кромок.
В соответствии с одним предпочтительным исполнением режущей пластины углы наклона перемычек на виде сбоку на малые боковые поверхности выбраны в пределах (76...83)°, углы наклона первых участков задних поверхностей главных режущих кромок выбраны в пределах (86...89,5)°, а углы наклона первых участков главных режущих кромок выбраны в пределах (15…18,5)°.
В соответствии с другим предпочтительным исполнением режущей пластины второй участок главной режущей кромки выполнен прямолинейным или выпуклым на виде сверху со стороны торцовых поверхностей.
В соответствии с другим предпочтительным исполнением режущей пластины вспомогательная режущая кромка на виде сверху на торцовую поверхность выполнена в виде части окружности, не эквидистантной окружности крепежного отверстия, а передняя поверхность, примыкающая к первому участку главной режущей кромки, выполнена выпуклой.
В соответствии с другим предпочтительным исполнением режущей пластины она имеет вторые вспомогательные режущие кромки, каждая из которых расположена в плоскости соответствующей ей большой боковой поверхности и сопряжена с завышенной угловой режущей кромкой.
В соответствии с другим предпочтительным исполнением режущей пластины участок передней поверхности, примыкающий к вспомогательной режущей кромке, выполнен вогнутым и содержит участки в виде элементов сферы, радиус кривизны которой больше радиуса кривизны дуги окружности вспомогательных режущих кромок.
В соответствии с другим предпочтительным исполнением режущей пластины на ее рабочие поверхности нанесено износостойкое покрытие, содержащее, по меньшей мере, слой, содержащий одно из следующих соединений TiB2, NbN, AlTiN, Al2O3.
В соответствии с изобретением предложена также фреза, содержащая корпус с гнездами, выполненными с опорной базовой поверхностью, радиальной и осевой базовыми поверхностями, и установленные в гнездах двухсторонние режущие пластины.
В соответствии с изобретением предложенная фреза содержит двухсторонние режущие пластины для больших подач по одному предложенных выше исполнений, которые закреплены винтами в гнездах.
Для лучшего понимания, но только в качестве примера, изобретение далее будет описано с отсылками к приложенным чертежам, где изображена конструкция фрезы и двухсторонней режущей пластины для больших подач.
На фиг.1 изображена в перспективе двухсторонняя режущая пластина для больших подач;
на фиг.2 изображен вид сбоку на большие боковые поверхности двухсторонней режущей пластины для больших подач, изображенной на фиг.1;
на фиг.3 изображен вид сбоку на малые боковые поверхности двухсторонней режущей пластины для больших подач, изображенной на фиг.1;
на фиг.4 изображен вид сверху на базовые поверхности двухсторонней режущей пластины для больших подач, изображенной на фиг.1;
на фиг.5 изображены сечения фиг. 4 по линиям I-I, II-II, III-III, IV-IV;
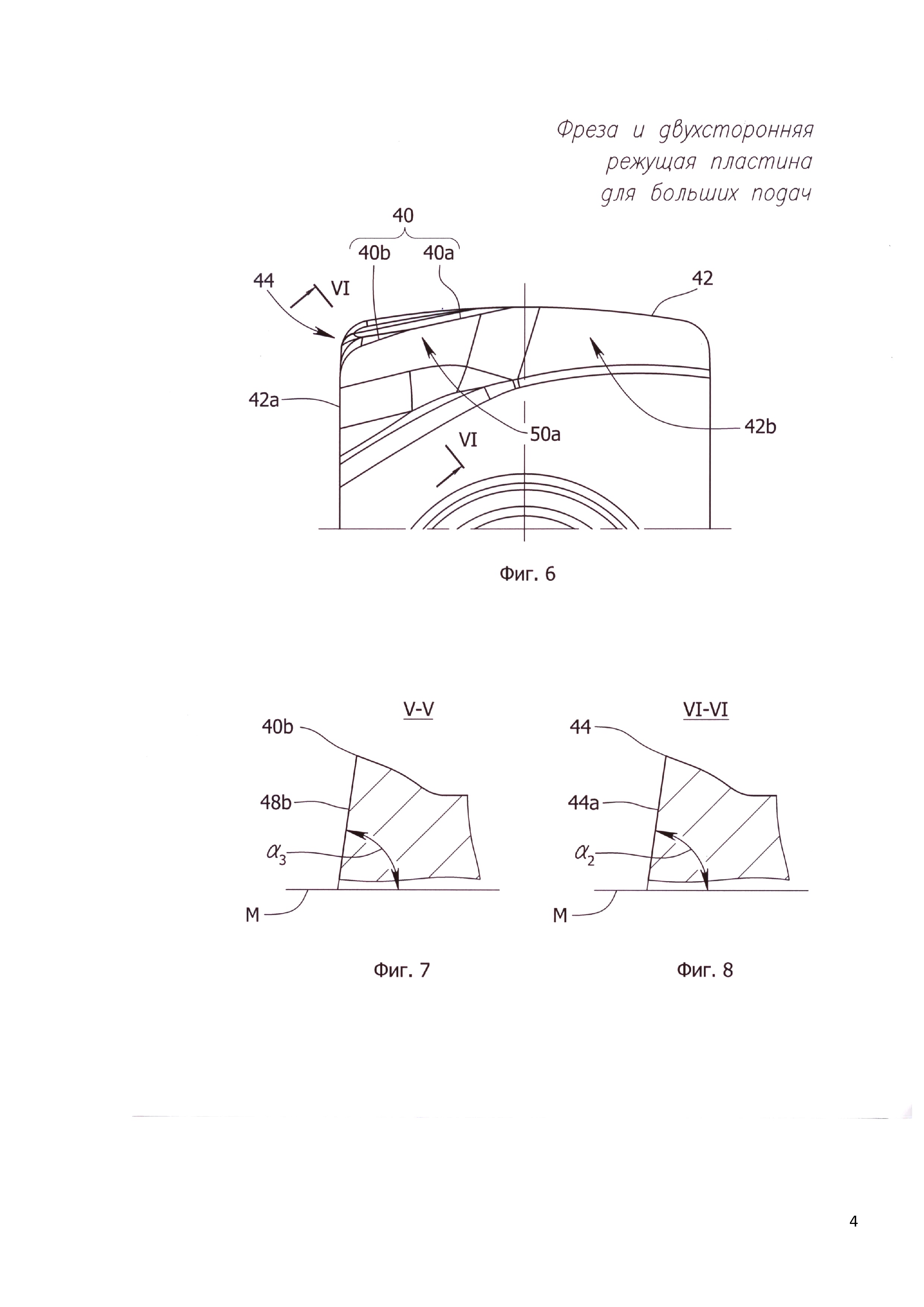
на фиг. 6 изображен фрагмент вида сверху на базовые поверхности двухсторонней режущей пластины для больших подач, изображенной на фиг.1;
на фиг.7 и 8 изображены фрагменты сечений V-V и VI-VI соответственно фиг.3 и фиг. 6;
на фиг. 9 изображена фреза в сборе с двухсторонней режущей пластиной для больших подач, изображенной на фиг.1;
на фиг.10 изображено в перспективе гнездо фрезы, изображенной на фиг. 9, предназначенное для крепления двухсторонней режущей пластины для больших подач, изображенной на фиг.1.
Детальное описание группы устройств.
Двухсторонняя режущая пластина для больших подач 10 содержит две идентичные торцовые поверхности 12 и 14 с базовыми поверхностями соответственно 16 и 18. Через базовые поверхности 16 и 18 проходит крепежное отверстие 20, а между ними расположена периферийная боковая поверхность 22. Она включает две противолежащие идентичные большие 24 и 26 и две малые 28 и 30 боковые поверхности.
Средняя плоскость М режущей пластины параллельна базовым поверхностям 16 и 18, а ее режущие кромки 32,34,36 и 38 образованы на пересечении торцовых 12 и 14 и периферийной боковой 22 поверхностей.
При этом каждая режущая кромка содержит сопряженные между собою участки главной 40 и вспомогательной 42 режущих кромок, направленные под острыми углами к средней плоскости М режущей пластины 10 с образованием на вершине и в нижней части участков главных режущих кромок 40 соответственно завышенных 44 и заниженных 46 угловых режущих кромок.
Главные задние поверхности 48, примыкают соответственно к каждому участку главной режущей кромки 40 и расположены под острыми внутренними углами к средней плоскости М.
При этом каждая торцовая поверхность 12 и 14 включает передние поверхности 50, примыкающие соответственно к каждой режущей кромке и проходящие от режущих кромок вовнутрь режущей пластины 10 к базовым поверхностям 16 и 18.
Задние поверхности 48 главных режущих кромок 40 расположены на противоположных торцовых поверхностях 12 и 14 соответственно на каждой малой боковой поверхности 28 и 30, при этом одна относительно другой на противоположных малых боковых поверхностях 28 и 30 имеют во встречных направлениях разную величину по площади и разный угол наклона к средней плоскости М режущей пластины 10.
В соответствии с изобретением на каждой малой торцевой поверхности 28 и 30 режущей пластины между задними поверхностями 48 главных режущих кромок 40, включающими первый 48а и второй 48b участки, примыкающие соответственно к первому 40а и второму 40b участкам главной режущей кромки 40, выполнены под прямыми углами к средней плоскости М на виде сбоку на большие боковые поверхности 24 и 26 перемычки 52, являющиеся задними поверхностями заниженных угловых режущих кромок 46.
При этом перемычки 52 наклонены под острыми углами µ к средней плоскости М и взаимно скрещиваются на виде сбоку на малые боковые поверхности 28 и 30. Причем перемычки 52 образованы пересечением первых участков 48а задних поверхностей 48, расположенных на противоположных торцовых поверхностях 12 и 14, и задних поверхностей, примыкающих к заниженным угловым режущим кромкам 46 так, что ширина Ѕ перемычек больше ширины заниженных угловых режущих кромок 46.
При этом углы наклона к средней плоскости М перемычек 52 на виде сбоку на малые боковые поверхности 28 и 30, а также первых участков 40а главных режущих кромок 40 и задних поверхностей, примыкающих соответственно к первому 40а и второму 40b участкам главных режущих кромок 40 и к завышенным угловым режущим кромкам 44, выполнены из условия β1 < µ < α3< α2 < α1, где β1- углы наклона первых участков 40а главных режущих кромок 40; µ- углы наклона перемычек 52 на виде сбоку на малые боковые поверхности 28 и 30; α3- углы наклона задних поверхностей 48b вторых участков 40b главных режущих кромок 40; α2 – углы наклона задних поверхностей 44а завышенных угловых режущих кромок 44; α1- углы наклона первых участков 48а задних поверхностей 48 главных режущих кромок 40.
В соответствии с одним предпочтительным исполнением режущей пластины 10 углы наклона µ перемычек 52 на виде сбоку на малые боковые поверхности 28 и 30 выбраны в пределах (76...83)°. Углы наклона α1 первых участков 48а задних поверхностей 48 главных режущих кромок 40 выбраны в пределах (86...89,5)°, а углы наклона β1 первых участков 40а главных режущих кромок 40 выбраны в пределах (15…18,5)°. Верхние и нижние пределы указанных выше углов соответствуют оптимальным условиям работы режущих пластин в зависимости от обрабатываемого материала, схемы и режимов обработки.
В соответствии с другим предпочтительным исполнением режущей пластины 10 второй участок 40b главной режущей кромки 40 выполнен прямолинейным или выпуклым на виде сверху со стороны торцовых поверхностей 12 и 14.
В соответствии с другим предпочтительным исполнением режущей пластины 10 вспомогательная режущая кромка 42 на виде сверху на торцовую поверхность 12 и 14 выполнена в виде части окружности, не эквидистантной окружности крепежного отверстия 20, а передняя поверхность 50а, примыкающая к первому участку главной режущей кромки 40а, выполнена выпуклой.
В соответствии с другим предпочтительным исполнением режущей пластины 10 она имеет вторые вспомогательные режущие кромки 42а, каждая из которых расположена в плоскости соответствующей ей большой боковой поверхности 24,26 и сопряжена с завышенной угловой режущей кромкой 44.
В соответствии с другим предпочтительным исполнением режущей пластины 10 участок передней поверхности 42b, примыкающий к вспомогательной режущей кромке 42, выполнен вогнутым и содержит участки в виде элементов сферы, радиус кривизны которой больше радиуса кривизны дуги окружности вспомогательных режущих кромок 42.
В соответствии с другим предпочтительным исполнением режущей пластины 10 на ее рабочие поверхности нанесено износостойкое покрытие, содержащее, по меньшей мере, слой, содержащий одно из следующих соединений TiB2, NbN, AlTiN, Al2O3.
Предложенная конструкция фрезы 54 содержит корпус 56 с гнездами 58. Гнезда 58 выполнены с опорной базовой поверхностью 60, радиальной 62 и осевой 64 базовыми поверхностями. Согласно изобретению в гнездах 58 установлены двухсторонние режущие пластины для больших подач 10 по одному из исполнений, описанных выше, и закреплены винтами 66.
Краткое описание использования изобретения.
Двухсторонние режущие пластины для больших подач 10 устанавливают в гнезда 58 фрезы 54. Фрезу 54 устанавливают в шпиндель металлорежущего станка и осуществляют фрезерование поверхностей заготовок. Использование предложенной конструкции фрезы и двухсторонней режущей пластины для больших подач позволяет повысить стойкость фрез при обработке заготовок из трудно обрабатываемых материалов на больших подачах.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что его различные изменения и модификации могут быть выполнены без отхода от существа и объема изобретения, изложенного в приведенной ниже формуле изобретения
Реферат
Группа изобретений относится к обработке материалов резанием и может быть использована при обработке на больших подачах фрезами изделий из труднообрабатываемых материалов, в том числе из нержавеющей стали, титана и его сплавов. Приведена конструкция двухсторонней режущей пластины, выполненной с параметрами, соответствующими приведенному в формуле условию. В гнездах фрезы установлены режущие пластины, выполненные указанным выше образом. Повышается стойкость режущих пластин и работоспособность фрез. 2 н. и 6 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Режущая пластина и режущий инструмент с индексируемой режущей пластиной
Комментарии