Многофункциональная трубная фрезерная головка - RU2342224C2
Код документа: RU2342224C2
Чертежи









Описание
Область техники
Настоящее изобретение относится к фрезерной головке для вращающегося инструмента, которая предпочтительно используется для обработки, подготовки или придания иным образом желательной отделки заготовке, предпочтительно концевой части трубы. В предпочтительном варианте реализации фрезерная головка включает в себя, по меньшей мере, три различные режущие или фрезерные поверхности, каждая из которых может выполнять определенную операцию на заготовке. В одном варианте реализации фрезерная головка включает в себя а) элемент фрезерования мембраны и/или удаления пленки с наружной поверхности трубы; b) элемент для скашивания кромок, предназначенный для придания скоса концу трубы; и с) элемент удаления пленки с внутренней поверхности трубы. Фрезерные поверхности фрезерной головки могут регулироваться для размещения трубы с различной толщиной стенок и различного диаметра. Фрезерная головка предпочтительно крепится к вращающемуся режущему инструменту, например сверлу. В еще одном варианте реализации предлагаются элементы или лезвия для удаления пленки наружной поверхности трубы, имеющие криволинейную или закругленную режущую или фрезерную кромку, которая может быть, в частности, использована в операциях фрезерования, выполняемых в стесненных условиях. Еще в одном варианте реализации предлагается фрезерная головка с регулируемыми режущими лезвиями для наружной поверхности. В предпочтительном варианте реализации предлагается фрезерная головка с регулируемыми режущими лезвиями для наружной поверхности, снабженными удлиненными щелевыми каналами. Также, описаны способы выполнения фрезерной головкой операций на заготовках.
Уровень техники
На энергетических и иных установках по трубам или пакетам труб осуществляется циркуляция текучих сред, таких как вода или пар. Текучую среду часто нагревают и используют, например, для привода турбин, генерирующих электроэнергию.
Трубы обычно размещаются в крупных панелях или пакетах параллельных труб, которые часто соединяются металлической мембраной или переборкой, непрерывно помещенной между каждой парой соседних труб в пакете, образуя трубную стенку. Переборка или мембрана, соединяющая соседние трубы между собой, обычно имеет толщину, приблизительно равную толщине стенок труб, при ширине переборки, обычно составляющей от приблизительно 0,25 до приблизительно 0,75 дюйма. Переборки или мембраны обычно приваривают к наружным стенкам соседних труб для образования пакетов труб. В некоторых случаях на участках пакета труб помещают наплавку из металла или сплава, предназначенную для предотвращения коррозии или износа. В некоторых вариантах реализации наплавка присутствует на обеих сторонах пакета труб. В случае износа, вызванного коррозией и тому подобным, трубы могут потребовать замены. Обычно ремонт поврежденных или изношенных труб требует вырезания и удаления относительно больших секций пакетов труб и их замены новой панелью труб. Секции пакета обычно заменяются большими прямоугольными секциями, обычно имеющими длину от нескольких футов до 10, 20, 100 или даже 200 футов.
Секции пакетов труб, которые требуют замены, обычно вырезают с помощью механической пилы или газового резака. Способ и устройство для резания секции бойлерных труб проиллюстрированы и описаны в патенте США № 5033347, содержание которого полностью включено сюда посредством ссылки.
После того, как поврежденная или изношенная секция трубной стены, подлежащая замене, будет вырезана и удалена, необходимо правильно подготовить концы труб, открытые путем удаления прежней секции, перед тем как установить в проеме трубной стены новую секцию пакета труб. Должная подготовка открытых концов труб существующей трубной стены требует снятия фасок или скашивания открытых концов труб для облегчения качественной сварки между новой секцией трубной стены и существующей бойлерной трубной стены. В частности, прилегающие концы труб существующей трубной стены и концы труб новой или сменной секции трубной стены должны быть снабжены фаской в форме усеченного конуса, так что при выравнивании соседних концов труб образуется круговой паз, предназначенный для приема расплавленного металла из сварочного электрода. Сменную секцию трубной стены обычно изготавливают и приготовляют к сварке вне цеха, до удаления поврежденной или изношенной секции существующей трубной стенки. Однако открытые концы труб существующей трубной стенки должны быть подготовлены к сварке непосредственно на месте, часто в ограниченном пространстве. В высшей степени желательно, чтобы все работы, выполняемые на существующей трубной стенке, производились как можно быстрее, чтобы свести к минимуму длительность периода, в течение которого генератор пара выведен из эксплуатации на ремонт. Соответственно, подготовка открытых концов труб существующей трубной стены к сварке обычно осуществляется с использованием переносных ручных фрезерных головок, таких как описанные в патентах США №№ 4449871 и 4889454, содержания которых полностью включены сюда посредством ссылки.
Для облегчения быстрого и эффективного снятия фасок или скашивания открытых концов труб существующей трубной стены с использованием обычных фрез, а также для образования достаточного пространства между прилегающими по вертикали трубами для сварки по всей окружности концов труб в высшей степени желательно и часто необходимо удалить часть мембраны между каждой парой открытых концов существующей трубной стены. Обычно желательно удалить мембрану между соседними концами труб, открытыми путем удаления поврежденной секции стены, от горизонтально разрезанной кромки существующей бойлерной трубной стены до глубины, которая, по меньшей мере, равна глубине имеющей форму усеченного конуса фаски, которую требуется получить фрезерованием на конце трубы. Обычно материал мембраны удаляют с горизонтально срезанной кромки между двумя соседними трубами на глубину приблизительно 3/8 дюйма, приблизительно 3/4 дюйма или приблизительно 1 дюйма или более со срезанной кромки.
Применявшиеся до сих пор головки для удаления мембраны при попадании на наплавку или материал труб заклинивало, начинались перебои в их работе или резание прекращалось. После удаления материала мембраны и/или материала наплавки по всей окружности трубы вытачивали фаску в форме усеченного конуса. После этого вторую трубу с соответствующей фаской совмещали с первой трубой с фаской, и трубы сваривали между собой расплавленным металлом или припоем, размещенным вокруг соединенных труб, в частности в круговом пазу, образованном соединенными скошенными концами труб. Обнаружено, что трубы с фаской, соединенные таким общепринятым способом без зачистки поперечника или удаления пленки, часто отличаются слабостью сварного шва, иногда из-за питинга, который приводит к образованию газовых пузырей и недостаточной прочности сварки. Было бы желательно получить прочный и долговечный сварной шов между соединенными трубами, имеющими фаски или скошенные кромки концов.
Краткое описание изобретения
Согласно настоящему изобретению созданы устройство и способ подготовки заготовки, такой как труба и т.п., для последующей операции, такой как сварка. Труба может быть отдельной трубой, такой как труба-экономайзер, труба перегрева, элемент трубы или подобное, или же даже частью пакета труб, которые часто соединяются мембраной. В одном варианте реализации устройство является фрезерной головкой или сверлом, имеющей, по меньшей мере, элемент удаления пленки с внутренней поверхности трубы и предпочтительно три различных фрезерных элемента.
В предпочтительном варианте реализации фрезерная головка содержит множество типов фрезерных элементов, каждый из которых способен выполнять на трубе разные операции, причем одновременно или по существу одновременно. Элемент фрезерования первого типа используется для фрезерования внутренней поверхности трубы и по внутренней окружности, отходящей от концевой части трубы, на заданную глубину. Элемент фрезерования второго типа используется для фрезерования наружной поверхности трубы или части мембраны или сварочной наплавки в случае ее наличия на трубе на участке, где выполняется операция, или их сочетания. Элемент фрезерования третьего типа выполнен с возможностью фрезерования фаски в форме усеченного конуса на концевой части трубы. После этого конец второй трубы, предпочтительно подвергнутый фрезерованию или отделке аналогичным образом, может быть совмещен с первым концом, при этом трубы свариваются между собой по своей окружности.
Элемент фрезерования первого типа используется для удаления слоя трубной пленки или материала определенной толщины с внутренней поверхности или части трубы, предпочтительно по ее внутренней окружности, на определенную глубину или расстояние от концевой части трубы. Элемент фрезерования для внутренней поверхности содержит, по меньшей мере, одно режущее лезвие. Режущая поверхность лезвия в целом обращена от центральной оси так, что внутреннюю поверхность трубы можно фрезеровать фрезерным элементом для внутренней поверхности. В предпочтительном варианте реализации положение фрезерного элемента относительно центральной оси фрезерной головки регулируется в радиальном направлении. Таким образом, элемент фрезерования можно регулировать на возможность удаления заданного количества внутреннего трубного материала или его слоя заданной толщины. Лезвие или режущая поверхность фрезерного элемента для удаления пленки с внутренней поверхности трубы может быть установлено или закреплено под заданным углом относительно оси, параллельной центральной оси фрезерной головки. Таким образом,с одного внутреннего участка трубы может быть удалено большее количество материала, чем с другого, создавая, например, уголковую внутреннюю поверхность так, чтобы предусмотреть пространство для кольцевой прокладки или добиться постепенного изменения внутреннего диаметра трубы на площади концевой части трубы предпочтительно для совмещения с внутренним диаметром второй трубы. Кроме того, возможность регулирования фрезерного элемента первого типа позволяет обрабатывать одной и той же фрезерной головкой трубы с различным внутренним диаметром.
Элемент фрезерования второго типа обычно выполняет операцию очистки трубы путем удаления тонкого слоя или пленки по существу по всей наружной окружности конца трубы с помощью вращающегося фрезерного устройства или механизированного инструмента. Пленку с трубы предпочтительно удаляют, по меньшей мере, на участке, предназначенном для скашивания, или также и на участке, прилегающем к участку, предназначенному для скашивания. Предпочтительно, элемент фрезерования для удаления наружной пленки может также удалять любую сварочную наплавку или мембрану, присутствующую на поверхности трубы. Установленную радиальную толщину или кольцевой слой из окружности наружной поверхности трубы удаляют вторым фрезерным элементом, который содержит одно или несколько лезвий или режущих кромок, размещенных на фрезерной головке. Предпочтительно, удаление радиальной пленки позволяет получить по существу чистую поверхность металла, на которой отсутствуют ржавчина, окалина и т.п.
Элемент фрезерования третьего типа обычно содержит одно или несколько лезвий для скашивания кромок, которые предпочтительно закрепляются под заданным углом для фрезерования открытого конца трубы и образования на нем фаски, имеющей заданный угол относительно оси, перпендикулярной продольной оси трубы. В предпочтительном варианте реализации элемент фрезерования фасок может регулироваться в радиальном направлении относительно центральной оси фрезерной головки.
Целью изобретения является создание способа удаления материала с внутренней поверхности трубы или другой заготовки; а также размещения фаски на конце трубы или удаления трубного материала с наружной поверхности трубы, или же их сочетание. В предпочтительном варианте реализации все три операции выполняют с помощью фрезерной головки, являющейся предметом настоящего изобретения. Фрезерная головка, имеющая фрезерные элементы различных типов с режущими поверхностями или лезвиями, конфигурированными для реализации способа, описана подробно. Многофункциональная фрезерная головка согласно настоящему изобретению допускает точное фрезерование концов трубы, когда поверхность трубы готовят к последующей сварке или другой операции. Фрезерная головка, способная выполнять несколько одновременных или по существу одновременных операций, позволяет пользователю эффективно завершить подготовку трубы.
Многофункциональная фрезерная головка включает в себя крепежную часть на одном из своих осевых концов и выполненную с возможностью крепления к вращающемуся механизированному инструменту, предпочтительно к его оправке или валу. Фреза обычно включает в себя оправку, выполненную с возможностью ее введения в открытый конец трубы и использования для позиционирования и стабилизации фрезерной головки с целью предотвращения движения или подергивания инструмента в направлении, боковом относительно продольного оси трубы, во время операции фрезерования. Для того чтобы выполнять операцию фрезерования, включают средство привода вращающегося механизированного инструмента, а инструмент и прикрепленную к нему фрезерную головку двигают в направлении конца трубы так, что фрезерные поверхности фрезерной головки соприкасаются с концом трубы в заданных местах для обеспечения нужной отделки конца трубы. В дополнение к выполнению операции по удалению трубного материала с внутренней поверхности или окружности трубы поблизости от конца трубы способ может также включать удаление материала с наружной окружности трубы, удаление мембраны между соседними трубами или выполнение фасок на концевой части трубы, или их комбинации.
Еще одной целью настоящего изобретения является создание фрезерной головки, имеющей регулируемые фрезерные элементы, предназначенные для размещения трубы или заготовки различного размера, то есть диаметра. В одном варианте реализации элемент для фрезерования внутренней поверхности может крепиться на различных расстояниях от центральной оси фрезерной головки. В другом варианте реализации элемент для скашивания кромок крепится на различных расстояниях от центральной оси фрезерной головки.
Другой целью настоящего изобретения является создание фрезерной головки с элементами или лезвиями для удаления пленки с наружной поверхности, имеющими криволинейные или закругленные режущие кромки для облегчения фрезерования труб на участках с недостаточным пространством для инструмента. В одном варианте реализации поверхность режущего лезвия включает в себя коническую зенковку или выемку вокруг канала, которая позволяет вставить в нее головку крепежного элемента. В другом варианте реализации лезвие для удаления пленки с наружной поверхности согласно настоящему изобретению также включает в себя щелевой канал, причем оно может быть отрегулировано для удовлетворения потребностей определенной сферы применения.
Краткое описание чертежей
Изобретение будет лучше понятно, а другие признаки и преимущества станут очевидными после прочтения подробного описания изобретения, приведенного со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - вид в вертикальной проекции фрезерной головки согласно настоящему изобретению, причем на чертеже также показан трубчатый элемент или заготовка, которую обрабатывает фрезерная головка согласно изобретению;
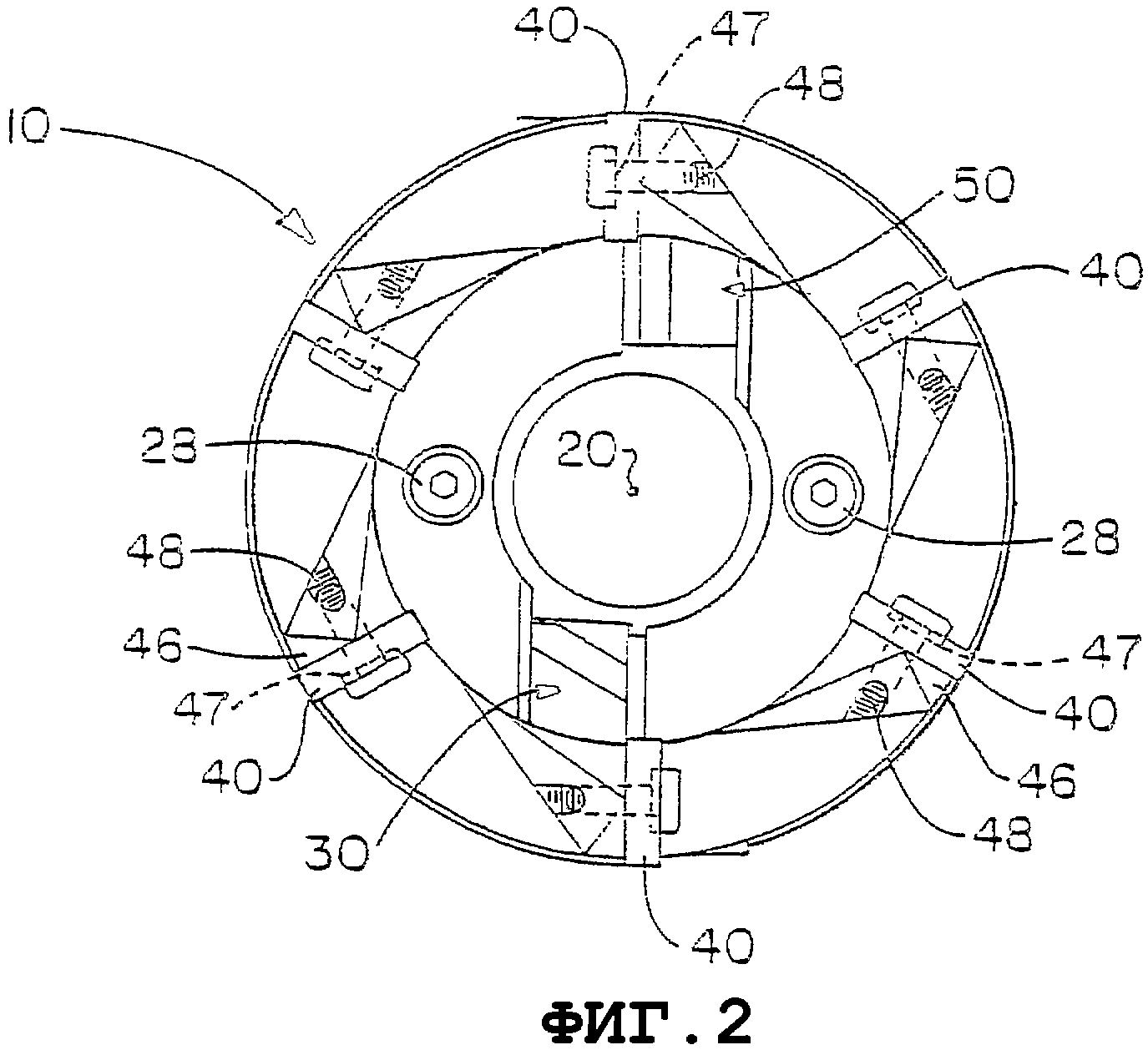
фиг.2 - вид в плане фрезерной головки по линии 2-2 с фиг.1;
фиг.3 - вид в плане части фрезерной головки по линии 3-3 с фиг.1;
фиг.4 - вид в вертикальной проекции нижней части одного варианта реализации фрезерной головки, в частности иллюстрирующий элемент фрезерования фаски и элемент удаления трубного материала с внутренней поверхности;
фиг.5 - вид в перспективе пневматического вращающегося металлообрабатывающего инструмента, который может использоваться с фрезерной головкой согласно настоящему изобретению для изменения формы трубчатого элемента или заготовки типа, проиллюстрированного на фиг.1;
фиг.6 - вид спереди в вертикальной проекции опоры режущего лезвия с соединенным с ним режущим лезвием с криволинейной или закругленной кромкой;
фиг.7 - вид в поперечном разрезе с фиг.6, иллюстрирующий, в частности, канал в режущем лезвии, имеющий коническую зенковку для утопления установленного в нем крепежного элемента;
фиг.8 - вид в поперечном разрезе с фиг.6, на котором крепежный элемент в затянутом положении выступает на расстояние А от лицевой поверхности режущего лезвия, которое меньше или равно второму расстоянию В, отмеренному по существу перпендикулярно ему, как показано на фиг.6;
фиг.9А - вид спереди в вертикальной проекции квадратного режущего лезвия с щелевым каналом;
фиг.9В - вид в поперечном разрезе квадратного режущего лезвия, показанного на фиг.9А;
фиг.10 - вид спереди в вертикальной проекции кольцевого режущего лезвия с щелевым каналом;
фиг.11 - вид спереди в вертикальной проекции режущего лезвия с закругленной режущей кромкой; и
фиг.12 - вид сбоку трубы, подвергаемой фрезерованию фрезерной головкой согласно настоящему изобретению, имеющей закругленные режущие лезвия для удаления пленки с трубы, а также элемент фрезерования фаски и элемент для удаления пленки с внутренней поверхности трубы.
Подробное описание изобретения
Настоящее описание предпочтительных вариантов реализации предложено вместе с прилагаемыми чертежами, которые являются частью полного описания настоящего изобретения. В описании соответствующие ссылочные позиции используются по всему тексту для обозначения одинаковых или сходных по функциональному назначению элементов. Относительные термины, такие как «горизонтальный», «вертикальный», «вверх», «вниз», «верх», «низ», а также их производные (например, «горизонтально», «книзу», «кверху» и т.д.), должны толковаться как обозначение ориентации, как описано далее или показано на рассматриваемых чертежах. Эти относительные термины предназначены для удобства описания и не нацелены на требование определенной ориентации, если только такое не указано специально. Термины, такие как «внутрь» или «наружу», «продольный» или «боковой» и т.п., должны интерпретироваться относительно друг друга или относительно оси растяжения или оси или центра вращения, в зависимости от потребности. Термины, касающиеся прикрепления, соединения и т.п., такие как «соединенный» и «взаимно соединенный», относятся к соотношению, в котором структуры крепятся или соединяются друг с другом либо прямым, либо непрямым образом посредством промежуточных конструкций, так же как к подвижным или жестким соединениям или взаимосвязям, если только конкретно не указано иное. Термин «функционально соединенный» или «оперативно соединенный» обозначает такое крепление, соединение или связь, которые позволяют соответствующим конструкциям работать так, как предусмотрено в силу этого соотношения.
На фиг.1 показан вид в вертикальной проекции фрезерной головки 10 согласно настоящему изобретению, помещенной над заготовкой 100, которая в этом случае является трубой. Заготовка 100 обычно изготовлена из стали, хотя понятно, что для выполнения заготовки могут быть использованы другие металлы, полимеры или их сочетания. Фрезерная головка 10 согласно настоящему изобретению может быть прикреплена к механизированному инструменту 90, как показано на фиг.5, и используется для выполнения операции фрезерования заготовки 100. Фрезерная головка 10 согласно настоящему изобретению используется для, по меньшей мере, удаления материала трубы из внутренней части или поперечника заготовки 100, предпочтительно на участке, отходящем от концевой части трубы. Труба 100, которая показана на фиг.1, подвергается фрезеровке с использованием фрезерной головки 10 согласно настоящему изобретению. Как показано, заготовка 100 является по существу цилиндрической вдоль центральной оси 20. Как показано на чертеже, верхний подвергнутый фрезерованию конец заготовки 100 имеет наружный подвергнутый фрезерованию сегмент 110, расположенный на внутренней поверхности 108. В каждом месте на конце дорожек фрезерования внутреннего и наружного элементов 30, 40 фрезерования создается наклонный уступ. Углы наклона уступа могут изменяться, могут быть постепенными или четко выраженными и обычно зависят от потребностей или желаний конечного пользователя. Наружный уступ может иметь угол, который обычно составляет от приблизительно 0° до приблизительно 85°, желательно от 5° до приблизительно 60°, с предпочтительными углами от приблизительно 10° до приблизительно 45° относительно оси, перпендикулярной центральной оси 20. Угол наружного уступа может быть получен путем фиксации режущей кромки 45 наружного элемента 40 фрезерования трубы под одним из указанных выше углов. На фиг.1 показан угол режущей кромки 45°.
Фрезерная головка 10 предпочтительно крепится к фрезерному устройству, такому как вращающаяся фреза 90, показанная на фиг.5. Вращающиеся фрезерные устройства хорошо известны в технике и поставляются в промышленных масштабах такими компаниями, как H&S Tool, Уордсворт, шт. Огайо. Примеры включают, не ограничиваясь ими, модель МВ, модель MS, модель В, модель МТ и модель MFT. Вращающиеся фрезерные устройства обычно имеют электрический или пневматический привод.
Фрезерная головка 10, показанная на фиг.1-4, включает в себя по существу цилиндрическое тело 12, имеющее верхнюю часть 14 и нижнюю часть 16. Понятно, что при других альтернативных вариантах реализации тело 12 может иметь иную форму и/или выполнено в виде единой конструкции, то есть в виде верхней и нижней частей, образующих одно целое. Будучи в общем цилиндрической, фрезерная головка 10 включает в себя центральную ось 20, проходящую вдоль ее продольной оси. Нижняя часть 16 включает в себя крепежный узел для фрезы 18, выполненный с возможностью съемного крепления головки к фрезе. В предпочтительном варианте реализации крепежный узел для фрезы 18 имеет канал 22, предпочтительно цилиндрический и предназначенный для крепления к оправке или другой части вращающейся фрезы 90. В одном варианте реализации цилиндрический канал 22 включает в себя шпоночный паз 24, который входит в сопряжение со шпонкой на зубчатой передаче фрезы для фиксации вращающейся фрезерной головки 10 на фрезе. Еще в одном варианте реализации, проиллюстрированном на фиг.1, крепежная часть 18 снабжена радиальным каналом 26 с резьбой, в который входит винт с шестигранным отверстием в головке или другое крепежное изделие в канале 26, которое может быть использовано для съемного закрепления фрезерной головки на вращающейся фрезе 90. Конечно, известны различные другие средства для установки фрезерной головки 10 на выходном валу вращающейся фрезы, такие как канал с резьбой на крепежной части фрезерной головки, предназначенный для привинчивания фрезерной головки к снабженному резьбой выходному валу вращающегося инструмента, или любой из различных обычных зажимных патронов или иных средств, предназначенных для установки рабочего органа на вращающийся или выходной вал вращающейся фрезы.
Как лучше всего показано на фиг.2, фрезерная головка 10 согласно настоящему изобретению предпочтительно включает в себя внутренний элемент 30 фрезерования трубы, который используется для удаления заданного количества материала с внутренней части трубы предпочтительно по ее окружности на заданную глубину; наружный элемент 40 фрезерования трубы, предназначенный для удаления заданного количества материала с наружной части трубы предпочтительно по ее окружности на заданную глубину; и элемент 50 фрезерования фаски, применяемый для получения скошенной поверхности на конце трубы. Относительно центральной оси 20, как показано на фиг.2, режущая поверхность 34 внутреннего элемента 30 фрезерования трубы располагается в радиальном направлении ближе к ней по сравнению с режущей поверхностью лезвия 44 наружного элемента 40 фрезерования трубы. Элемент 50 фрезерования фаски также включает в себя режущую поверхность 54, имеющую участки, расположенные радиально ближе к центральной оси 20 по сравнению с наружным элементом 40 фрезерования. Элемент 50 фрезерования фаски предпочтительно имеет режущие поверхности, расположенные на радиальных расстояниях, которые перекрываются режущими поверхностями внутреннего элемента 30 фрезерования или наружного элемента 40 фрезерования. Взаимное перекрытие элементов фрезерования связано со стратегическим положением или компоновкой элементов 30, 40 и 50 фрезерования на фрезерной головке 10, являющейся предметом настоящего изобретения, как показано на прилагаемых чертежах. Взаимным перекрытием различных элементов фрезерования можно точно управлять посредством регулирования, по меньшей мере, внутреннего элемента 30 фрезерования, элемента 50 фрезерования фаски или их комбинации относительно остальных частей фрезерной головки 10.
В предпочтительном варианте реализации наружный элемент 40 фрезерования располагается в верхней части 14 фрезерной головки 10, которая соединяется с возможностью закрепления с нижней частью 16 фрезерной головки путем использования таких средств крепления, как крепежные изделия 28, показанные на фиг.2 и соединенные с каналом 29, показанном на фиг.3. На фиг.3 показана нижняя часть 16 фрезерной головки 10, которая включает в себя внутренний элемент 30 фрезерования и элемент 50 фрезерования фаски.
Внутренний элемент 30 фрезерования крепят с возможностью регулирования и снятия к нижней части фрезерной головки 16 с использованием системы 32 крепежа, такой как показанная на фиг.3. Внутренний элемент 30 фрезерования включает в себя режущую поверхность 34, обычно лезвие или иную заточенную кромку, которая выполнена с возможностью удаления с внутренней поверхности заготовки материала таким способом как резание, абразивная обработка, шлифование и т.п. Режущая поверхность 34 обычно обращена в сторону от центральной оси 20 для того, чтобы удалять материал с внутренней поверхности трубы так, как показано на фиг.1. Режущая поверхность 34 внутреннего элемента 30 фрезерования соединена с базой 36. Внутренний элемент 30 фрезерования может быть неподвижно закреплен на различных радиальных расстояниях от центральной оси 20 в опоре 17 режущего элемента фрезерной головки 10.
Опора 17 режущего элемента, показанная на фиг.3 и 4, является в общем каналом, пазом, седловиной, щелью и т.п., имеющим определенную глубину, составляющую от приблизительно 0,25 дюйма до приблизительно 1 дюйма при предпочтительной глубине 0,50 дюйма, выполненную в теле фрезерной головки 10. В предпочтительном варианте реализации опора 17 режущего элемента проходит на заданное расстояние в сторону в радиальном направлении относительно центральной оси 20. Ширина канала, измеренная в направлении, поперечном радиальной оси, по меньшей мере, достаточна для размещения или посадки части, то есть базы 36, нужного элемента фрезерования, такого как внутренний элемент 30 фрезерования трубы или элемент 50 фрезерования фасок, для закрепления элемента фрезерования в теле 12 фрезерной головки 10. Во фрезерной головке 10 присутствует, по меньшей мере, одна опора 17 режущего элемента. В предпочтительном варианте реализации присутствует несколько опор 17 режущего элемента, причем желательно наличие одной опоры 17 для каждого элемента фрезерования в нижней части 16. На фиг.2 и 3 показаны две опоры 17: одна - для внутреннего элемента 30 фрезерования и одна для элемента 50 фрезерования фасок.
Система 32 крепежа включает в себя, по меньшей мере, одно крепежное изделие для прикрепления с возможностью снятия элемента фрезерования к участку фрезерной головки 10. В предпочтительном варианте реализации система крепежа содержит канал с резьбой и крепежное изделие, такое как винт или болт, хотя понятно, что могут использоваться другие системы крепления или крепежные изделия. Как показано на фиг.3, система крепежа включает в себя клин 33, который используют для плотного соединения элемента фрезерования с телом 12 фрезерной головки 10. Клин 33 проходит на заданном расстоянии вдоль длины и ширины опоры 17. В предпочтительном варианте реализации система крепежа 32 воздействует крепежным изделием в канале, как показано на фиг.3, клином в направлении базы 36 внутреннего элемента 30 фрезерования, за счет чего внутренний элемент фрезерования закрепляется на теле 12 фрезерной головки между клином 33 и стенкой опоры 17. В некоторых вариантах реализации база 36, 56 элемента фрезерования может иметь конусный участок 57, который предпочтительно создает плотное прилегание с конусной частью клина 33 для надежного удерживания элемента фрезерования в процессе использования.
Как показано на фиг.4, режущая поверхность 34 внутреннего элемента 30 фрезерования установлена под углом относительно оси, параллельной центральной оси 20 фрезерной головки 10, для того, чтобы снимать заданное количество внутреннего трубного материала. В большинстве случаев величина угла будет зависеть от конечного назначения трубы. Например, в некоторых случаях первая труба, предназначенная для фрезерования, имеет диаметр, отличающийся от диаметра второй трубы, которая будет приварена к ее концу. Соответственно внутренняя поверхность первой трубы будет подвергнута фрезерованию в степени, достаточной для сопряжения внутренних диаметров труб на их концах, для того, чтобы предотвратить возникновение турбулентности в сваренных трубах и обеспечить плавность потока. Еще в одном варианте внутреннюю часть трубы фрезеруют в степени, достаточной для размещения кольцевой прокладки, которая препятствует попаданию материала сварного шва внутрь трубы, что создает проблемы для прохождения потока. При этом режущая поверхность от базы до конца имеет угол обычно от приблизительно 0° до приблизительно 60°, желательно от приблизительно 5° до приблизительно 45° и предпочтительно от приблизительно 10° до приблизительно 37° по отношению к оси, параллельной центральной оси 20 фрезерной головки. На фиг.4 показан угол 10° для режущей поверхности 34 внутреннего элемента 30 фрезерования трубы. Режущая поверхность 34 внутреннего элемента 30 фрезерования трубы может иметь любую длину в продольном направлении, чтобы фрезеровать конец трубы на заданную глубину, желательно от приблизительно 0,25 дюйма до приблизительно 2 дюймов и предпочтительно 1 дюйм.
Аналогичным образом элемент 50 фрезерования фасок может быть прикреплен к телу 12 фрезерной головки в опоре 17 режущего элемента с использованием описанной системы 32 крепежа. База 56 элемента 50 может быть прикреплена так, как описано выше для элемента 30. Элемент 50 фрезерования фасок включает в себя режущую поверхность 54, которая используется для создания фаски в форме усеченного конуса на конце заготовки, как иллюстрирует скошенный сегмент 106 на фиг.1. Режущая поверхность или кромка 54 элемента 50 фрезерования фасок располагается под заданным углом для получения нужной фаски в форме усеченного конуса. Угол режущей кромки 54 относительно центральной оси 20 вращения фрезерной головки 10 обычно составляет от приблизительно 30° до приблизительно 60° и предпочтительно от приблизительно 30° до приблизительно 45°. На каждой фрезерной головке 10 может присутствовать один или несколько элементов 50 фрезерования фасок. Один или несколько элементов 50 фрезерования фасок располагаются на заданном радиальном расстоянии от оси 20 так, что поверхность резания фаски, по меньше мере, имеет кольцевой охват резания, позволяющий выполнять фаску на трубе от ее внутренней до наружной поверхности, либо до, либо после выполнения операции удаления внутренней и/или наружной пленки. В предпочтительном варианте реализации, показанном на фиг.1-4, на фрезерной головке 10 используют один внутренний элемент 30 фрезерования и один элемент 50 фрезерования фасок. Предпочтительно, как показано, элементы фрезерования располагаются в по существу противоположных радиальных секциях фрезерной головки 10.
Наружный элемент 40 фрезерования, как показано на фиг.1, 2 и 5, используется для удаления материала или пленки с наружной стороны или поверхности трубы путем резания, шлифования или иного удаления пленки или тонкого кольца с наружной поверхности, предпочтительно по существу полностью или полностью по ее окружности. То есть удаляется часть наружной стороны трубы, в дополнение к любому сварочному материалу наплавки и/или материалу мембраны, остающемуся на трубе или окружающему трубу в области, где выполняется операция очистки наружной стороны трубы.
Фрезерная головка 10 имеет конфигурацию или конструкцию, которая позволяет наружным элементам 40 фрезерования фрезеровать часть трубы так же, как любую сварочную наплавку и/или мембрану, которая присутствует на одной или нескольких сторонах трубы. Наружный элемент 40 фрезерования имеет самоочищающуюся режущую поверхность, которая обеспечивает непрерывное резание поверхностей, в частности непрерывных и полунепрерывных поверхностей, таких как, например, окружность трубы, сварочная наплавка и мембрана, но не ограничиваясь ими. Способность к самоочищению фрезерной головки по существу предотвращает заедание, захватывание и/или остановку головки в процессе работы и сбрасывает стружку с режущих поверхностей лезвия, предпочтительно допуская непрерывное резание и вращение.
Удаление наружного трубного материала элементом 40 фрезерования фрезерной головки 10 и дополнительно удаление сварочной наплавки и/или удаление мембраны выполняется на заданную глубину, измеренную от конца заготовки и обычно составляющую от приблизительно 0,25 до приблизительно 0,75 дюйма, желательно приблизительно до 1 дюйма и предпочтительно до приблизительно 1,5 дюймов или более. Наружный элемент 40 фрезерования трубы удаляет наружную радиальную часть заготовки в диапазоне, обычно составляющем от приблизительно 2% до приблизительно 20%, или приблизительно 25%, желательно до приблизительно 15% и предпочтительно до приблизительно 5% или приблизительно 10% от общей радиальной толщины стенки трубы (кольца), измеренной по разнице между внутренним и наружным радиусом трубы в радиальном направлении от центральной точки или продольной оси 20 трубы. Операция удаления наружной пленки трубы обнажает чистую поверхность металла на наружной части трубы на участке очистки. Во время очистки удаляется ржавчина, окалина и тому подобное. Наружная подвергнутая фрезерованию поверхность трубы образует участок прочного скрепления для последующей операции сварки.
Как показано на фиг.2, фрезерная головка 10 включает в себя одну или несколько и предпочтительно множество опор 46 элементов фрезерования, которые образуют как часть верхней части 14 фрезерной головки 10, предпочтительно на ее конце. Опора 46 элемента фрезерования включает в себя цилиндрический канал, предпочтительно снабженный резьбой и предназначенный для размещения соединительного элемента или крепежного изделия 48, такого как винт. В одном варианте реализации, показанном на фиг.2, элемент 40 фрезерования включает в себя лицевую поверхность, имеющую коническую зенковку или выемку, окружающую канал, через который крепежное изделие соединяет элемент 40 фрезерования с участком фрезерной головки, то есть опорой 46 элемента фрезерования.
В предпочтительном варианте реализации, который преимущественно позволяет срезать и удалять пленки с заготовки, сварочную наплавку, мембрану или их комбинации, крепежное изделие имеет головку, концевую часть и тому подобное, проходящую от лицевой поверхности элемента фрезерования на расстояние, которое меньше или приблизительно равно второму расстоянию, измеренному от наружного края крепежного изделия 48 до ближайшей режущей кромки 45. Первое расстояние обычно составляет по сравнению со вторым расстоянием меньше приблизительно 100%, желательно меньше приблизительно 95% и предпочтительно меньше приблизительно 90%. Еще в одном предпочтительном варианте реализации размеры выемки 47 в лезвии установлены таким образом, что крепежное изделие 48 после установки в заданное положение позволяет получить лезвие с плоской поверхностью. Это означает, что вершина вставленного крепежного изделия установлена заподлицо или заглублена в поверхность лезвия. Предпочтительное режущее лезвие описано в заявке на патент США № 10/721539, содержание которой полностью включено сюда посредством ссылки.
Охват резания режущей кромки 45 наружного элемента 40 фрезерования таков, что удаляется заданная часть наружной радиальной части заготовки в указанных выше пределах. Режущие кромки могут иметь положительный, нулевой или отрицательный передний угол. Форма элемента 40 фрезерования не ограничивается вариантом реализации, показанным на фиг.1 и 2, и может быть вместо этого треугольной, криволинейной или иной.
Элементы 30, 40, 50 фрезерования согласно настоящему изобретению могут быть размещены на фрезерной головке 10 таким образом, что режущие поверхности или лезвия располагаются на определенном расстоянии друг от друга при измерении относительно центральной оси 20. В предпочтительном варианте реализации наружный элемент 40 фрезерования трубы проходит от основания фрезерной головки 10, ближайшего к крепежному узлу 18, большее расстояние, чем внутренний элемент фрезерования 30. Аналогичным образом расстояния между элементом 50 фрезерования фасок и внутренним и наружным элементами 30 и 40 фрезерования трубы соответственно могут изменяться и часто зависят от области конечного применения.
Предпочтительный способ использования фрезерной головки 10 заключается в следующем. Фрезерная головка 10 крепится посредством крепежного узла 18 к вращающейся фрезе 90. Вращающаяся фреза 90 предпочтительно временно соединяется или скрепляется с внутренней поверхностью заготовки с использованием конусной втулки 92, как это показано на фиг.5. Фрезерную головку 10 продвигают в направлении трубы, и лезвия 44 наружного элемента фрезерования входят в контакт и фрезеруют в установленной степени наружную окружность заготовки. Далее по мере выполнения операции фрезерования фрезерная головка 10 продвигается вдоль трубы вниз. Любая мембрана и/или сварочная наплавка, присутствующие на поверхности заготовки, также удаляются в пределах охвата резания режущей кромки 45 лезвия. Когда фрезерная головка продвигается вдоль трубы, элемент 50 фрезерования фасок и внутренний элемент 30 фрезерования трубы входят в контакт с трубой и вытачивают на трубе фаску или удаляют внутреннюю пленку с трубы соответственно. В зависимости от конфигурации элементов 50 и 30 фрезерования одна операция может начаться раньше другой. Например, внутренняя поверхность заготовки может быть подвергнута за счет высоты лезвия фрезерованию внутренним элементом 30 фрезерования до того, как элемент 50 фрезерования фасок войдет в контакт с заготовкой, или наоборот.
После выполнения нужной операции фрезерования вращающуюся фрезу отсоединяют от заготовки, оставив заготовку со скошенным концевым участком, участком, на котором удалена наружная трубная пленка, и участком, на котором удалена внутренняя поверхность трубы, как показано на фиг.1 относительно заготовки 100.
В еще одном варианте реализации настоящего изобретения применяется режущий элемент или лезвие 210 для удаления пленки с наружной поверхности трубы, имеющий криволинейную или закругленную режущую кромку 212 на, по меньшей мере, одном сегменте поверхности режущей кромки лезвия (см. фиг.6). Как здесь описано, в дополнение к тому, чтобы приспособиться к фрезерованию и удалению трубного материала с наружной поверхности трубы, режущее лезвие 210 может удалять мембрану и/или сварочную наплавку и т.п. в случае их присутствия на наружной поверхности трубы. На фиг.6 режущее лезвие 210 включает в себя режущую поверхность, имеющую кольцевую кромку 212. В предпочтительном варианте реализации режущее лезвие 210 имеет режущую кромку, составляющую, по меньшей мере, 1/8 кругового сегмента круга, желательно по меньшей мере 1/4 или 1/2 кругового сегмента круга, и предпочтительно является кольцевой или круговой. С другой стороны, режущее лезвие 210 снабжено криволинейной режущей кромкой 214, имеющей неодинаковые радиусы от определенной точки, такой как центр 217 канала, как показано на фиг.11. Таким образом, в одном варианте реализации режущая кромка 210 имеет овальную или яйцевидную форму.
Криволинейное режущее лезвие 210 включает в себя отверстие или канал 216, который может вмещать в себя соединительный или крепежный элемент 218 так, что лезвие может быть прикреплено к опоре 220 режущего лезвия. В одном варианте реализации лицевая поверхность криволинейного режущего лезвия имеет коническую зенковку или выемку 222 вокруг канала 216. Предпочтительно, головка 219 соединительного элемента 218 в установленном или затянутом положении находится по существу заподлицо с поверхностью режущего лезвия 210 и располагается внутри конической зенковки 222, как показано на фиг.7.
В предпочтительном варианте реализации, который обеспечивает пользователю возможность отрезания и удаления наружной пленки трубы, сварочной наплавки, мембраны или их комбинаций, соединительный элемент 218 имеет головку, концевая часть которой или подобная ей выступает на расстояние «А» из лицевой поверхности 215 или плоскости поверхности лезвия, которое меньше или равно второму расстоянию «В», измеренному от наружной нижней кромки соединительного элемента 218 до основания или нижней поверхности режущей кромки 212, противоположной концу фрезерной головки, прикрепляемому к фрезе, как показано на фиг.6 и 8. Расстояние «В» представляет собой долю расстояния от центральной точки 217 канала 216 до наружной кромки лезвия 210 до нижней его кромки, как показано на фиг.6. Расстояние «А» по сравнению с расстоянием «В» обычно составляет меньше приблизительно 100 %, желательно меньше приблизительно 95% и предпочтительно меньше приблизительно 90%. Расстояние «А» на фиг.7 равно нулю, поскольку конец головки 219 соединительного элемента 218 находится заподлицо с плоскостью лицевой поверхности 215 лезвия 210.
Фрезерные головки согласно настоящему изобретению, имеющие криволинейную или закругленную кромку режущего лезвия 210, особенно полезны при фрезеровании труб с относительно узкими, такими как меньше 1/2 дюйма, мембранами между соседними трубами. Фрезерные лезвия 210 с криволинейной режущей кромкой используются для получения фрезерованной трубы 300, имеющей криволинейный или закругленный уступ 302, когда операция фрезерования прерывается или прекращается (см. фиг.12). Когда используют режущее лезвие с кольцевой кромкой, в предпочтительном варианте реализации диаметр лезвия составляет в общем от приблизительно 0,25 до приблизительно 0,50 дюйма, желательно от приблизительно 0,25 до приблизительно 0,437 дюйма и предпочтительно от приблизительно 0,312 до приблизительно 0,375 дюйма.
На фиг.12 показана труба 300, которая подвергнута фрезерованию фрезерной головкой согласно настоящему изобретению, имеющей лезвия 210 для удаления внутренней пленки трубы, такие как показанные на фиг.6. Как показано на фиг.12, режущие лезвия 210 используются для удаления наружной части трубы 300 по всей ее окружности. Закругленный уступ 302 создается в конце операции фрезерования лезвиями 210 для удаления пленки трубы за счет формы режущего лезвия 210, являющегося кольцевым, по меньшей мере, на его режущей поверхности. Конец трубы 300 также скашивают, а внутреннюю часть трубы подвергают фрезерованию с использованием фрезерной головки согласно настоящему изобретении. Мембрану 303 между соседними трубами также удаляют режущим лезвием 210 согласно настоящему изобретению.
В еще одном варианте реализации настоящего изобретения режущее лезвие 210 снабжается удлиненным или щелевым каналом 224 (см., например, фиг.10). На фиг.9А и 9В показано квадратное режущее лезвие 260, предназначенное для удаления наружной трубной пленки, имеющее щелевой канал 224. Режущее лезвие 210, 260, имеющее щелевой канал, предпочтительно используется с удлиненной осью щели, размещенной перпендикулярно центральной или продольной оси 230 фрезерной головки. Опора 220 элемента фрезерования изготавливается для того, чтобы допустить регулирование режущего лезвия в отношении использования присутствующего в нем щелевого канала. Например, одна из опорных кромок элемента фрезерования, показанная на фиг.1, не должна присутствовать в одном варианте реализации, так что положение режущего лезвия 260, имеющего щелевой канал 224, может регулироваться вдоль оси, расположенной под углом приблизительно 45° относительно центральной оси 20. Высота щели, то есть перпендикуляра к протяженной оси, предпочтительно несколько больше диаметра соединительного элемента, предназначенного для соединения лезвия с фрезерной головкой. Щелевой канал 224 предпочтительно содержит коническую зенковку для того, чтобы разместить заподлицо или поместить в выемке в закрепленном положении, по меньшей мере, часть головки или концевую часть соединительного элемента, и предпочтительно всю концевую часть, см. коническую зенковку 222. Длина щели может изменяться в зависимости от размеров режущего лезвия и/или соединительного элемента и в предпочтительном варианте реализации составляет от приблизительно 0,15 до приблизительно 0,25, желательно от приблизительно 0,18 до приблизительно 0,22 и предпочтительно от приблизительно 0,18 до приблизительно 0,20 дюймов при измерении на тыльной стороне лезвия, противоположной лицевой стороне.
Режущее лезвие 210, 260, имеющее щелевой канал 224, крепится к опоре 220 элемента фрезерования соединительным элементом 218. До полного затягивания соединительного элемента 218 режущее лезвие 210, 260 устанавливают в заданное положение, предпочтительно относительно центральной оси 230. Это означает, что положение режущего лезвия 210, 260 можно регулировать в боковом направлении вдоль протяженной оси канала, предпочтительно перпендикулярно центральной оси 20 фрезерной головки в одном варианте реализации, или иначе по оси, находящейся в определенном положении или под углом к центральной оси 20 так, как описано ранее, так что внутренняя кромка или другая часть режущего лезвия располагается на заданном расстоянии от центральной оси 20. В предпочтительном варианте реализации каждое режущее лезвие 210, 260 фрезерной головки выравнивается по существу в том же положении и/или на расстоянии относительно центральной оси для того, чтобы можно было добиться плавного, устойчивого фрезерования фрезерной головкой. При желании, на режущем элементе 210, 260 или опоре 220 элемента фрезерования помещают метки, такие как линии, надрезы и т.п., или их комбинации, чтобы способствовать позиционированию режущего лезвия 210, 260 на фрезерной головке 10.
Согласно патентному законодательству изложены наилучший режим и предпочтительный вариант реализации изобретения, хотя объем защиты изобретения ограничивается не ими, а объемом прилагаемой формулы изобретения.
Реферат
Головка содержит цилиндрическое тело, имеющее канал для приема концевой части трубы. Тело имеет соединение для установки инструмента, внутренний элемент, предназначенный для фрезерования внутренней поверхности трубы на глубину ниже конца трубы, причем внутренний элемент соединен с телом и имеет режущую поверхность, размещенную в канале, и, по меньшей мере, два наружных элемента или элемент фрезерования фаски или, по меньшей мере, два наружных элемента и элемент фрезерования фаски. При этом наружные элементы предназначены для фрезерования наружной поверхности трубы на глубину ниже конца трубы, соединены с опорой элемента фрезерования в теле и каждый из них имеет режущую поверхность, расположенную на большем радиальном расстоянии от центральной оси, чем режущая поверхность внутреннего элемента, а режущая поверхность по меньшей мере одного из наружных элементов проходит за один из осевых концов тела. При этом элемент фрезерования фаски предназначен для фрезерования фаски на конце трубы, соединен с телом и имеет режущую поверхность, расположенную в канале на большем радиальном расстоянии, чем режущая поверхность внутреннего элемента. Технический результат: расширение технологических возможностей. 2 н. и 20 з.п. ф-лы, 13 ил.

Комментарии