Режущий инструмент, а также резцовая кассета для него - RU2643009C2
Код документа: RU2643009C2
Чертежи







Описание
Область техники, к которой относится изобретение
В первом аспекте настоящее изобретение относится к режущему инструменту, содержащему резцедержатель и державку в виде пластины, выполненную с по меньшей мере одним гнездом для сменной режущей пластины, при этом державка в виде пластины имеет удлиненную основную форму и включает в себя две плоскопараллельные боковые поверхности, две противоположные и взаимно-параллельные продольные кромки, а также два противоположных торца, держатель включает основной корпус и опорный корпус, который включает в себя паз в передней стороне, повернутой от основного корпуса, при этом паз ограничен основанием и двумя взаимно-параллельными ограничивающими кромками, в которых съемно установлена державка в виде пластины, причем державка в виде пластины выполнена с возможностью регулирования и фиксации в различных положениях осевой проекции относительно основного корпуса.
В дополнительном аспекте изобретение также относится к державке в виде пластины, как таковой.
Уровень техники
Режущие инструменты обычного типа, упомянутые выше, являются удобными в станках для разрезания металлических труб так называемым отрезанием (также возможно прорезание канавок). Такие станки включают в себя с одной стороны неподвижную переднюю станину, имеющую центральное отверстие, из внутреннего края которой выступают множество инструментов по направлению к центру, где находится труба. В станок, кроме того, включено роторное устройство для установки части трубы во вращение, а также нескольких подающих устройств, взаимодействующих с режущим инструментом, например, роликовые шарико-винтовые передачи, которые имеют целью подачу в инструменты и их державки в виде пластины, линейно к трубе, сменных режущих пластин державок в виде пластины, проникающих в оболочку поверхности трубы, для последовательного прорезания насквозь стенки трубы и, наконец, полного отрезания трубы. Часто четыре инструмента, имеющих шаг 90°, включены. По нескольким причинам важно, чтобы активные режущие пластины державки в виде пластины во время операции оставались расположенными на точно одинаковом радиальном расстоянии от трубы. Таким образом, важно, чтобы отдельные режущие пластины не нагружались сильнее, чем другие, и чтобы все активные режущие пластины изнашивались по существу равномерно. Таким образом, режущие пластины получают одинаковый срок службы, так что они могут быть заменены одновременно.
Держатели - открытого использования - для ранее известных инструментов этого типа включают опорный корпус, который предназначен для установки державки в виде пластины и имеет форму пластины, которая с передней стороны включает в себя паз, в котором державка в виде пластины может быть зафиксирована, а задняя сторона включает в себя интегрированную камеру, имеющую в сечении V-образную внешнюю кромку, которая вписывается в виде ласточкиного хвоста в паз в основном корпусе. В том же самом пазу типа ласточкина хвоста размещен подвижный фиксирующий клин, который взаимодействует с двумя винтами, которые доступны с передней стороны опорного корпуса и посредством которых он может быть выдавлен к противоположному внешнему краю паза типа ласточкиного хвоста и, таким образом, заклинить опорный корпус в требуемом осевом положении относительно основного корпуса. Державка в виде пластины, в свою очередь, закрепляется в заданном осевом положении относительно опорного корпуса во внешний паз посредством множества (обычно не менее трех) зажимных губок, которые применяют равномерно распределенное зажимное усилие к верхней продольной кромке вдоль резца, при этом имеющая в сечении V-образную форму нижняя продольная кромка прижимается к наклонной нижней границе паза.
Недостатком ранее известных режущих инструментов рассматриваемого вида является то, что замена режущих пластин и/или державок в виде пластины является сложной и трудоемкой, более точно, как следствие державка в виде пластины свободно перемещается в принадлежащем пазу в опорном корпусе, как только закрепляющие зажимные губки освобождены. Это означает, что точное, радиальное расстояние различных державок в виде пластины и режущих пластин от трубы, подлежащей обработке, должно быть определено ручным измерением и точной регулировкой осевого положения державки в виде пластины вдоль опорного корпуса. Так как точность позиционирования режущих пластин составляет порядка 0,1 мм, легко понять, что операция установки державок в виде пластины, например в четыре тангенциально разнесенных инструмента, становится тяжелой и трудоемкой. Таким образом, на практике замена режущей пластины или работа по регулировке станка для различных размеров трубы может потребовать 1-2 часа. Это должно быть сопоставимо с нормальным сроком службы отдельных режущих пластин, который чаще всего находится в пределах 10-15 минут. Время наладки станка между периодами оперативной работы является соответственно непропорционально длинным и влечет за собой значительные расходы.
Задачи и признаки изобретения
Настоящее изобретение направлено на устранение вышеупомянутого недостатка ранее известных режущих инструментов и на создание усовершенствованного режущего инструмента. Таким образом, основной целью изобретения является обеспечение режущего инструмента, державка в виде пластины которого может быть демонтирована и снова установлена на место без необходимости повторного выравнивания и точной регулировки ее осевого положения. Дополнительной задачей является создание точно позиционируемых режущих пластин, более эффективных относительно центра станка в связи со случаями, когда размеры трубы или обрабатываемой детали требуют настройки инструмента или когда другие режущие пластины и/или державки в виде пластины необходимо установить в инструмент.
Согласно изобретению, вышеупомянутые задачи достигаются установочным корпусом, расположенным между основным корпусом и опорным корпусом, при этом установочный корпус приводится в движение пружинным устройством, стремящимся сместить установочный корпус в осевом направлении относительно основного корпуса, и против действия которого установочный корпус фиксируется в требуемом положении относительно основного корпуса посредством резьбового соединения, кроме того, которое закрепляет державка в виде пластины в заданном положении в пазу опорного корпуса посредством стопора, включающего в себя винт, который проходит через сквозное отверстие в державке в виде пластины и затягивается в резьбовое отверстие, которое раскрывается в нижней части паза.
В одном варианте осуществления ширина паза между ограничивающими кромками больше, чем ширина державки в виде пластины между двумя продольными кромками, чтобы позволить устанавливать и снимать державку в виде пластины с боковой поверхностью, обращенной к основанию паза. Кроме того, сквозное отверстие в державке в виде пластины имеет форму контура в виде замочной скважины, включающую с одной стороны круглый участок, диаметр которого больше, чем диаметр головки винта, а с другой стороны удлиненный участок, который продолжается от круглого участка к торцевой поверхности и имеет ширину, которая меньше, чем диаметр головки винта. Таким образом, снятие державки в виде пластины является возможным путем простой меры ослабления поворотом винта или т.п. и смещения резца таким способом, чтобы круглый участок отверстия заканчивался напротив головки винта, при этом последняя упомянутая головка винта может проходить через отверстие, когда резец выводится из паза. В противном случае державка в виде пластины может быть снова установлена на место в пазу для того, чтобы после затягивания винта вернуть его в точное радиальное положение относительно центра станка.
В еще одном варианте осуществления державка в виде пластины включает в себя гнезда и режущие пластины на двух своих концах, «ключевое» отверстие, включающее два диаметрально противоположных удлиненных участка, проходящих от общего круглого участка, при этом торцевые поверхности удлиненных участков расположены на одинаковом осевом расстоянии от смежных гнезд и режущей пластины, соответственно. Таким образом, замена двух режущих пластин может быть выполнена быстро и легко, без точного их позиционирования относительно потерянного центра станка.
В еще одном варианте осуществления державка в виде пластины включает в себя гнезда и режущие пластины на двух ее концах, при этом державка в виде пластины имеет два отдельных сквозных отверстия, имеющих контур в виде замочной скважины, каждый контур в виде замочной скважины, включающий единственный удлиненный участок, проходящий от круглого участка, а торцевые поверхности каждого удлиненного участка расположены на одинаковых осевых расстояниях от смежных гнезд и режущей пластины, соответственно. Также, в этом варианте осуществления смена двух режущих пластин может быть выполнена быстро и легко, без точного позиционирования их относительно потерянного центра станка. Кроме того, торцевая поверхность каждого удлиненного участка может быть размещена ближе к свободному концу резца, без ослабления резца.
В другом варианте осуществления установочный корпус держателя содержит средство для съемного приема выступающего датчика, имеющего целью определение осевого положения снятого и подпружиненного установочного корпуса относительно основного корпуса в зависимости от расстояния до обрабатываемой детали. Поскольку датчик съемно соединен с установочным корпусом, он также может быть быстро и легко удален из установочного корпуса после завершения задачи, чтобы не вмешиваться в механическую обработку.
Сущность изобретения
Задачей изобретения является устранение необходимости выстраивания и точного регулирования державки в виде пластины относительно принадлежащего опорного корпуса взамен перемещения, необходимого для настройки установочного корпуса, который расположен между опорным корпусом и основным корпусом, и относительно которого опорный корпус принимает фиксированное осевое положение, как только настройка была выполнена.
Краткое описание чертежей
На чертежах:
фиг.1 представляет собой схематичный вид спереди станка для разрезания трубы, в который включено множество режущих инструментов в соответствии с изобретением,
фиг.2 представляет собой вид в перспективе снятого инструмента, готового для отрезания трубы, применяемого в станке,
фиг.3 представляет собой аналогичный вид в перспективе, показывающий основной корпус, образующий часть инструмента, и от которого державка в виде пластины и принадлежащий опорный корпус были удалены, а, кроме того, подвижный установочный корпус был дополнен датчиком,
фиг.4 представляет собой покомпонентный вид в перспективе, показывающий различные компоненты, образующие части инструмента, более точно, вид с высоты птичьего полета, если смотреть с передней части,
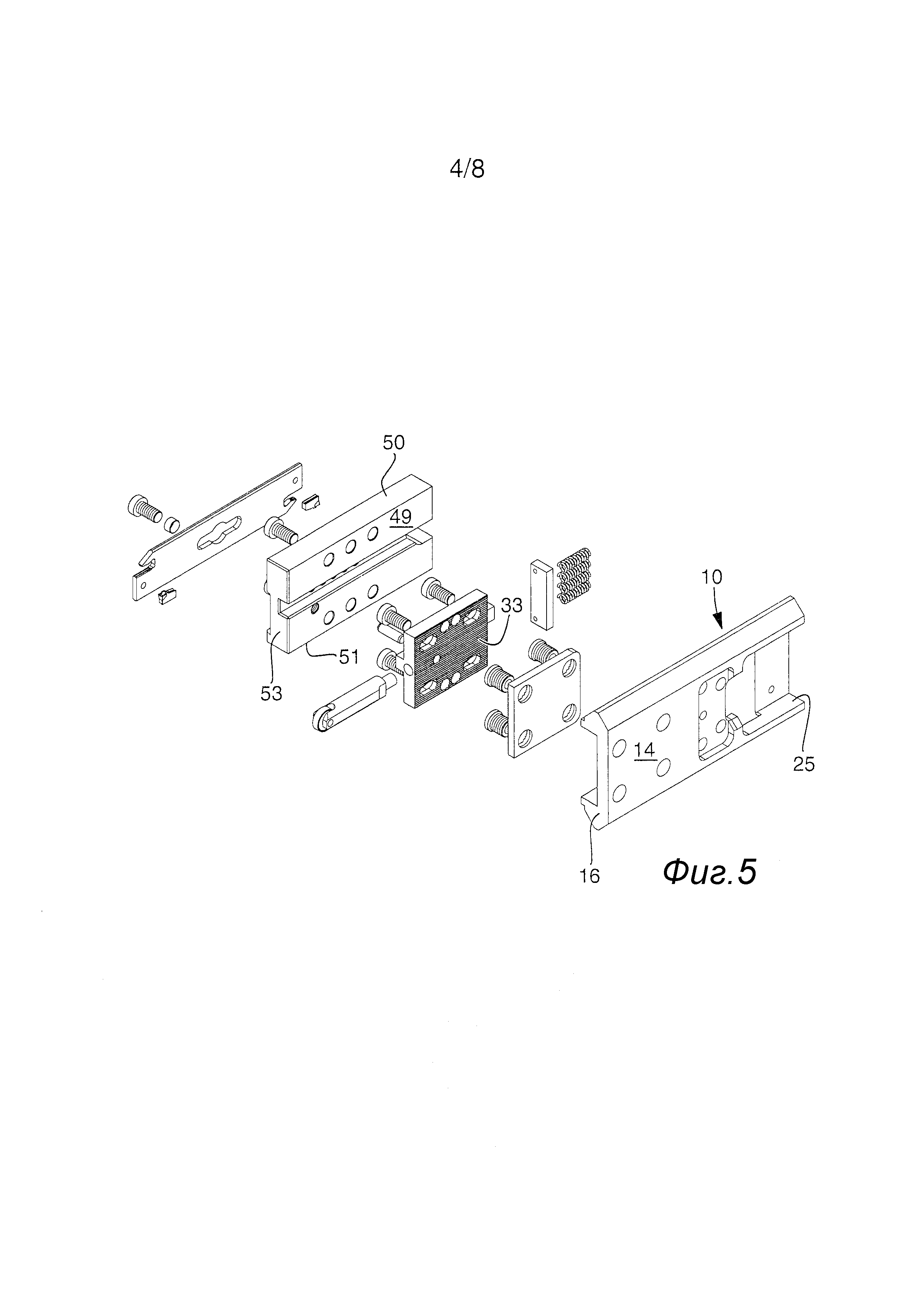
фиг.5 представляет собой покомпонентный вид в перспективе, показывающий те же компоненты сзади,
фиг.6 представляет собой увеличенный вид в перспективе основного корпуса, образующего часть инструмента, представленный в том же перспективном изображении, что и на фиг.4,
фиг.7 представляет собой покомпонентный вид в перспективе, показывающий нижнюю пластину, установленную в основном корпусе,
фиг.8 представляет собой покомпонентный вид в перспективе, показывающий установочный корпус, образующий часть инструмента, а также пружинное устройство и датчик, взаимодействующие с установочным корпусом,
фиг.9 представляет собой вид в перспективе опорного корпуса, предназначенного для державки в виде пластины,
фиг.10a представляет собой покомпонентный вид в перспективе, показывающий державку в виде пластины и крепежный винт, взаимодействующий с ней,
фиг.10b представляет собой покомпонентный вид в перспективе альтернативного варианта осуществления державки в виде пластины и крепежного винта, взаимодействующего с ней,
фиг.11 представляет собой вид сбоку опорного корпуса держателя, если смотреть сзади,
фиг.12 представляет собой вид сбоку с передней стороны опорного корпуса, имеющего установленную державку в виде пластины,
фиг.13a представляет собой увеличенное сечение XIII-XIII по фиг.12,
фиг.13b представляет собой увеличенное сечение, соответствующее XIII-XIII по фиг.12, но с державкой в виде пластины и винтом, как показано на фиг.10b,
фиг.14 представляет собой вид, показывающий исключительно опорный корпус в соединенном состоянии с основным корпусом,
фиг.15 представляет собой вид, соответствующий фиг.14, но имеющий державку в виде пластины, установленную на опорном корпусе,
фиг.16 представляет собой вид с торца XVI-XVI по фиг.15, и
фиг.17 представляет собой вид XVII-XVII снизу по фиг.15.
Подробное описание возможных вариантов осуществления изобретения
На фиг.1 позицией 1 по существу обозначен станок, посредством которого металлическая труба 2 или другая удлиненная цилиндрическая обрабатываемая деталь может быть отрезана более точно так называемой операцией отрезания. В передней станине 3, образующей часть станка, множество периферийно отделенных режущих инструментов 4 установлено согласно изобретению. В примере четыре инструмента включены в станок, которые расположены с шагом 90°. Каждый инструмент соединен с подающим устройством (не показано), например, роликовой шариково-винтовой передачей, посредством которого линейное подающее движение может быть применено к инструментам в направлении стрелки Р, т.е. к (и от) центральной оси С станка. В переднюю станину 3 включено центральное отверстие 5, которое разграничено круговой краевой поверхностью 6 отверстия, относительно которого так называемые державки в виде пластины, которые включены в инструменты, могут выступать радиально в направлении внутрь к центральной оси С. Посредством роторного узла, не видимого, инструменты могут быть установлены по очереди, более точно, в направлении, указанном стрелкой R.
Обратимся теперь к фиг.2, которая показывает, как снятый инструмент 4, в дополнение к державке 7 в виде пластины, включает в себя держатель, в общем обозначенный 9, который состоит из трех основных компонентов, а именно, основного корпуса 10, опорного корпуса 11 и установочного корпуса 12. Корпуса 10, 11, 12 имеют плоскую основную форму параллелепипеда и поэтому будут впредь называться «пластинами». Кроме того, державка 7 в виде пластины имеет ту же основную форму, хотя тоньше, чем пластины.
Обратимся теперь к фиг.4 и 5, которые в сборе иллюстрируют компоненты, образующие части инструмента, показанные с передней стороны, а также сзади. Компоненты также показаны отдельно в увеличенном виде на фиг.6-10, выбранные в том же самом перспективном изображении, что и на фиг.4.
Как видно из фиг.4 и 5, в сочетании с фиг.6, основная пластина 10 включает в себя две плоскопараллельные поверхности 13, 14, которые проходят между двумя плоскими торцевыми поверхностями 15, 16, при этом поверхность 13 образует лицевую сторону, а другая поверхность 14 - заднюю сторону. Кроме того, основная пластина 10 ограничена двумя взаимно-параллельными, верхней и нижней, продольными кромками 17, 18, которые в сечении имеют V-образную форму для направления основной пластины линейно относительно направляющей, образующей часть станины станка в соединении с возвратно-поступательным подающим движением инструмента. Эти продольные кромки 17, 18 также параллельны мнимой оси А, которая определяет осевое продолжение основной пластины 10, а также держателя 9 в их целостности. Рядом с торцевой поверхностью 15, на передней стороне 13, выемка 19 углублена, которая в дополнение к плоскому основанию 20 ограничена торцевой стенкой 21 и двумя параллельными боковыми стенками 22. В основание 20 входят четыре резьбовых отверстия 23. Кроме того, в торцевую стенку 21 входят несколько цилиндрических гнезд 24. Как видно из фиг.5, выемка 25 также углублена на задней стороне 14 основной пластины. Эта выемка имеет целью получение соединителя (не показан) для соединения вместе основной пластины с подающим устройством, которое предусмотрено для подающего перемещения инструмента.
Как далее видно из фиг.6 и 7, нижняя пластина 26 стационарно установлена в выемке 19, более точно, будучи прижата к основанию 20 посредством четырех трубчатых винтов 27, которые, в дополнение к головке 28, включают с одной стороны наружную резьбу 29 для затягивания во взаимодействующее отверстие 23, а с другой стороны внутреннюю резьбу (не показана). На передней стороне нижней пластины 26 имеется так называемая зубчатая поверхность 30 такого типа, что включает в себя длинные узкие гребни и впадины, имеющая прямую форму. Головки 28 утоплены относительно зубчатой поверхности 30, когда трубчатые винты затянуты в резьбовые отверстия 23.
Установочная пластина 12 (см. фиг.8 в сочетании с фиг.4 и 5) включает в себя четыре удлиненных отверстия 31, которые продолжаются полностью между передней стороной 32 и задней стороной 33 пластины. Отверстия 31 предназначены для крепежных винтов 34, наружная резьба которых может быть затянута во внутреннюю резьбу трубчатых винтов 27. Эти крепежные винты 34 обеспечены головками 35, которые запрессовываются против утопленных буртиков поверхностей 36 в отверстиях 31. В одну из двух противоположных плоских торцевых поверхностей 37 входит цилиндрическое гнездо 38 для приема съемного датчика 39, функции которого будут описаны ниже. На задней стороне 33 установочной пластины 12 (см. фиг.5) имеется по виду зубчатая поверхность, расположенная для взаимодействия с зубчатой поверхностью 30 нижней пластины 26. Когда гребни одной зубчатой поверхности зацепляют канавки другой, особые прямолинейные направляющие установочной пластины являются полученными, когда так же будут смещены в осевом направлении относительно основной пластины. На передней стороне 32 установочной пластины 12 образован в осевом направлении линейный выступ 40, длина которого может быть больше, чем длина соответствующей установочной пластины 12. В верхнюю поверхность 41 выступа 40 входит гнездо 42 для пальца 43, имеющего конический свободный конец 44. Кроме того, две пары сквозных резьбовых отверстий 45 проходят между передней и задней сторонами установочной пластины. С установочной пластиной 12 взаимодействует пружинное устройство в виде планки 46 и множества пружин сжатия 47, которые действуют против планки. Точнее, четыре винтовые пружины установлены в гнездах 24, которые входят в торцевую поверхность 21 углубления 19. Пружинное устройство всегда стремится сместить установочную пластину 12 к торцевой поверхности 15 основной пластины 10.
На фиг.9 в сочетании с фиг.4 и 5 видно, что параллелепипедная опорная пластина 11 включает в себя две плоскопараллельные поверхности 48, 49, первая упомянутая поверхность образует лицевую сторону, а последняя упомянутая поверхность - заднюю сторону. В других отношениях опорная пластина ограничена верхней и нижней краевыми поверхностями 50, 51 (см. также фиг.13а и фиг.13b) и двумя противоположными плоскими торцевыми поверхностями 52, 53.
На задней стороне 49 опорной пластины 11 образован в осевом направлении проходящий желоб 54, в котором выступ 40 установочной пластины 12 может сцепляться для образования направляющей между двумя пластинами. Как можно лучше увидеть на фиг.11, множество (в данном примере пять) в осевом направлении отдельных гнезд в виде неглубоких ямок 55, имеющих сферическую конфигурацию, образованы в нижней части желоба 54. Палец 43 может быть введен в зацепление с произвольной ямкой 55.
На передней стороне 48 опорной пластины 11 образован паз 56 для получения державки 7 в виде пластины. Этот паз 56 ограничен плоскостью 57 поверхности основания и двумя краевыми поверхностями 58, 59, которые идут параллельно друг другу, а нижняя краевая поверхность 58 наклонена под острым углом относительно поверхности 57 основания (см. фиг.13а и фиг.13b). Как можно лучше увидеть на фиг.9, резьбовое отверстие 60 входит в поверхность 57 основания паза. Более конкретно, отверстие включает внутреннюю резьбу 61, которая утоплена в отверстии, чтобы отстоять на расстоянии от плоскости поверхности основания без нарезанной резьбы цилиндрической поверхностью 62, имеющей больший внутренний диаметр, чем резьба 61.
В опорную пластину 11, кроме того, включены три пары сквозных отверстий 61a/61b, 62a/62b и 63a/63b для пары крепежных винтов 64, имеющих, каждый, головку 65, которая имеет цилиндрическую форму. В каждом из упомянутых отверстий есть кольцеобразная выступающая поверхность (обозначенная как 66), против которой головка винта может быть затянута в утопленное состояние.
Обратимся теперь к фиг.10a, которая иллюстрирует конструкцию державки 7 в виде пластины согласно варианту осуществления изобретения. В традиционном смысле, эта державка в виде пластины имеет удлиненную прямоугольную основную форму и содержит две плоскопараллельные боковые поверхности 67, две противоположные и взаимно-параллельные продольные кромки 68, а также два противоположных торца 69 в виде плоских поверхностей. В области угла между отдельной продольной кромкой 68 и торцевой поверхностью 69 образовано гнездо 70, в которое может быть включена сменная режущая пластина 71 (как правило, из твердого сплава). В показанном примере державка в виде пластины образована с двумя диагонально противоположными гнездами 70 для получения двух режущих пластин, одна из которых может оперативно заменить другую поворотом державки в виде пластины. Две продольные кромки 68 в сечении V-образной формы, включающем две примыкающие поверхности, расположены под тупым углом друг к другу, одна из которых может быть приложена против краевой поверхности 58 (см. фиг.13а).
В державке 7 в виде пластины вырезано отверстие, в общем обозначенное позицией 72, которое продолжается полностью до конца между двумя боковыми поверхностями 67. Упомянутое отверстие 72, имеющее контур в виде замочной скважины, включает круглый промежуточный участок 73 и два удлиненных участка 74a, 74b. Каждый такой участок 74а, 74b ограничен двумя прямыми и взаимно-параллельными краевыми поверхностями 75 отверстия, которые сходятся, в общем, в полуцилиндрическую торцевую поверхность 76. Две торцевые поверхности 76 расположены на одинаково больших осевых расстояниях от смежных гнезд 70 (или торцевых поверхностей 69, смежных с ними).
В показанном примере для фиксации державки 7 в виде пластины в пазу 56 используется не больше и не меньше, чем один винт 77, который, подобно другим винтам, включает в себя цилиндрическую головку 78. Этот винт может быть введен через втулку, обозначенную 79, которая вводится внутрь цилиндрической поверхности 62 в отверстии 60 в непосредственной близости от поверхности 57 основания. В собранном состоянии втулка 79 образует стопор, который предотвращает осевое перемещение державки в виде пластины в направлении относительно опорной пластины 11, а именно, в обратном направлении от держателя.
Головка 78 винта имеет диаметр, который несколько меньше, чем центральный круглый участок 73 отверстия 72. С другой стороны, ее диаметр несколько больше, чем ширина прямого участка 74 (которая, в свою очередь, больше, чем диаметр наружной резьбы винта).
Следует понимать, что державка 7 в виде пластины может проходить головку 78 винта, проходя за нее через промежуточный участок 73. Когда державка в виде пластины должна быть установлена или снята, винт 77 может держаться предварительно ввинченным в отверстие 60 с головкой 78, образуя промежуток от поверхности 57 основания паза. Когда державка в виде пластины проходит мимо головки винта и прижимается к поверхности 57 основания паза, он смещается в осевом направлении (влево на фиг.9/10), пока торцевая поверхность 76 прямого участка встретит втулку 79. Когда это происходит, винт может быть окончательно затянут, точное положение державки в виде пластины относительно опорной пластины 11 определяется втулкой 79 и винтом 77 в сочетании друг с другом.
Когда изношенная режущая пластина должна быть заменена на неиспользованную, это может быть осуществлено путем поворота державки 7 в виде пластины. Эта операция поворота может быть выполнена быстро и эффективно простым небольшим ослаблением единственного винта 77, перемещением державки в виде пластины таким образом, чтобы головка винта 78 находилась прямо напротив промежуточного участка 73 отверстия, поворотом державки в виде пластины так, чтобы неиспользованная режущая пластина находилась в том же положении, что и изношенная, а затем фиксацией, произведенной тем же способом, как было описано выше. На практике эти меры могут быть выполнены с минимальной потерей времени. Независимо от того, как державка в виде пластины повернута, режущая пластина будет находиться в одном и том же точном положении по отношению к опорной пластине 11, более точно, как следствие, две торцевые поверхности 76 в отверстии 72 находятся на одинаково больших расстояниях от гнезд 70 и их режущих пластин 71. Фиг.10b показывает другой вариант, в котором винт 77' с буртиком используется вместо втулки 79 и винта 77. Винт 77' с буртиком имеет три участка: головку 78', буртик 79' и резьбу (см. также фиг.13b, на которой можно видеть, что буртик на одном конце соединяется с головкой винта, а на другом конце соединяется с резьбой). В этом варианте осуществления державка 7’ в виде пластины может быть перемещена в осевом направлении до конца поверхности 76' прямого участка, встречая буртик 79' винта 77' с буртиком, вместо втулки 79. Во всех других аспектах установка державки 7 в виде пластины’ выполняется таким же образом, как описано со ссылкой на фиг.10a. Таким образом, державка 7’ в виде пластины может пройти головку 78' винта 77' с буртиком, проходя за нее через такой же круглый участок 73'. Когда державка в виде пластины должна быть установлена или снята, винт 77' может держаться предварительно ввернутым в отверстие 60 с головкой 78', образуя промежуток от поверхности 57 основания паза. Когда державка 7’ в виде пластины проходит за головку винта 78' и прижимается к поверхности 57 основания паза 56, она перемещается в осевом направлении до конца поверхности 76' прямого участка, встречая буртик 79' винта 77' с буртиком. Таким образом, буртик 79' винта 77' с буртиком образовывает стопор. Когда это происходит, винт 77' с буртиком может быть окончательно затянут, точное положение державки 7 в виде пластины’ относительно опорной пластины 11 определяется винтом 77' с буртиком.
Как можно видеть, также державка 7’ в виде пластины, представленная на фиг.10b, отличается от державки 7 в виде пластины, представленной на фиг.10а. Более точно, державка 7’ в виде пластины имеет два отдельных сквозных отверстия 72', имеющих контур замочной скважины, каждый контур замочной скважины, включающий единственный удлиненный участок 74а'; 74b', проходит от круглого участка 73', торцевые поверхности 76' каждого удлиненного участка расположены на том же осевом расстоянии от смежного гнезда и режущей пластины, соответственно. Также, в этом варианте осуществления замена двух режущих пластин может быть выполнена быстро и легко, без точного позиционирования их относительно потерянного центра станка.
Конечно, очевидно, что винт с буртиком также может быть использован в связи с державкой в виде пластины в соответствии с фиг.10a и что винт и втулка могут быть использованы в связи с державкой в виде пластины в соответствии с фиг.10b.
Посредством пары отверстий 61a/61b, 62a/62b, 63a/63b опорная пластина 11 может быть зафиксирована в трех различных осевых настройках относительно установочного корпуса 12. Кроме того, возможности изменения вариантов настройки удваиваются как следствие того, что установочный корпус 12 включает две аксиально отделенные пары резьбовых отверстий 45. При выборе, с одной стороны, некоторых из трех сквозных отверстий в опорной пластине 11, а, с другой стороны, одну или другую из двух пар резьбовых отверстий в установочном корпусе 12 опорный корпус может дать шесть различных вариантов настройки относительно установочного корпуса 12. Причиной для радиальной настройки опорной пластины - и, таким образом, державки в виде пластины относительно установочной пластины - может быть то, что различные трубы и/или различные державки в виде пластины требуют различной длины выступов относительно держателя.
На фиг.8 видно, как датчик 39 представляет собой стержень, который на своем заднем конце включает штифт, соответствующий гнезду 38. На переднем конце датчик также включает в себя ролик, который может катиться против огибающей поверхности трубы 2, подлежащей обработке.
В действительности, следует отметить, что пространственно определяющие атрибуты, используемые в данном тексте, например, «верхний» и «нижний», «передний» и «задний» и т.д., относятся к размещению различных компонентов на чертежах, а не в состоянии, когда они установлены на станке.
Работа и преимущества изобретения
Для ввода в действие станка, изображенного на фиг.1, для оперативной работы берутся два основных показателя, а именно, гарантировать, что все режущие пластины 71 для четырех инструментов 4 расположены на точно одинаковом радиальном расстоянии от трубы 2, расположенной в центре С станка, и что проекция державок 7 в виде пластины от держателей 9 инструментов является оптимальной относительно диаметра и толщины стенки трубы, а также характера выбранной державки в виде пластины. Первый упомянутый показатель осуществляется в состоянии, когда опорная пластина 11 снята с установочной пластины 12, кроме того, датчик 39 (см. фиг.3) введен в гнездо 38 установочной пластины. Когда крепежные винты 34 установочной пластины 12, после установки инструмента и его ролика по направлению к трубе 2, вывернуты немного из основной пластины 10, установочная пластина становится подвижной настолько, что пружинное устройство 46 может сместить ее настолько далеко, что датчик - через ролик - вступает в контакт с огибающей поверхностью трубы. В этом состоянии установочная пластина 12 закрепляется относительно основной пластины 10 посредством затягивания четырех крепежных винтов 34.
Такое положение настройки установочной пластины 12 повторяется для каждого из четырех режущих инструментов 4, которые включены в станок 1.
На следующем этапе отдельная опорная пластина 11 соединяется с предварительно установленной установочной пластиной 12. Это достигается следующим образом: под опорной пластиной 11 (см. фиг.17) есть шкала, которая отмечает длину выступа державки 7 в виде пластины относительно основной пластины 10. На шкале предусмотрены шесть индикаций, между которыми находятся пять интервалов. Оператор может путем выбора нужной длины проекции с помощью шкалы вручную перемещать опорную пластину 11 в положение, в котором должны быть закреплены два винта 64. Выбранное положение соответствует положению пальца 43 относительно любой из пяти ямок 55 в нижней части паза 54. Осязательно оператор может отчетливо установить упомянутое положение и затянуть пару винтов 64 в пару взаимодействующих отверстий 45 в установочной пластине 12.
Когда опорные пластины 11 всех четырех инструментов 4 затянуты, державки 7 в виде пластины принимаются поддерживающими пластинами, приобретая одно и то же радиальное положение по отношению к центру С станка. Другими словами, все четыре действующие режущие пластины 71 расположены на одинаково больших осевых расстояниях от указанного центра С. Требуемым результатом этого факта является то, что все четыре режущие пластины будут изнашиваться по существу равномерно и что все израсходованные режущие пластины могут быть заменены одновременно.
Замена вставки может быть осуществлена либо путем замены отдельной режущей пластины имеющейся державки в виде пластины или поворотом державки в виде пластины. Поворот может быть осуществлен путем винта 77, вывернутого немного, чтобы позволить сместить державку в виде пластины более точно в положение, в котором головка винта 78 может пройти через отверстие 73 круглого участка. После поворота державки в виде пластины и вращения ее на 180° она устанавливается на место путем проведения ее за головку винта 78 и смещения таким образом, чтобы торцевая поверхность 76 отверстия примкнула к втулке 79, служащей в качестве стопора. Наконец, головка 78 винта 77 затягивается против державки в виде пластины, посредством чего неиспользованная режущая пластина, повернутая вперед, фиксируется в радиальном положении станка, которое определяется осевым положением установочного корпуса 12 относительно основной пластины 10.
Преимуществом изобретения является то, что единообразная и точная радиальная настройка различных державок в виде пластины может быть выполнена без необходимости расходования какого-либо времени, вручную выровнена и одинаково точно отрегулирована. Таким образом, единообразие и точность расположения достигаются быстро и без затруднений посредством подпружиненной установочной пластины, расположенной между основной пластиной и опорной пластиной через приложенный датчик. Еще одно преимущество - когда пространственное положение установочной пластины и тем самым опорной пластины в станке установлено, то замена и/или поворот державки в виде пластины могут быть осуществлены, по существу, простой рукояткой, ослабляющей единственный винт и затягивающей его. Выгодным результатом этого является то, что установочное время для станка относительно рабочего времени сводится к минимуму.
Несмотря на то, что державка в виде пластины, образующая часть режущего инструмента и обычно производимая из стали, имеет более длительный срок службы по сравнению с режущими пластинами, которые обычно изготавливаются из сцементированного карбида и изнашиваются в течение короткого времени вследствие их непосредственного контакта с заготовкой, она имеет, несмотря на все, ограниченный срок службы относительно держателя. По этой причине державка в виде пластины является компонентом или продуктом, который может быть продан отдельно, т.е. без прямой связи с собранным инструментом в его полноте. По этой причине державка в виде пластины как таковая является предметом особой формулы изобретения, а именно формулы изобретения по п.8-10.
Возможные модификации изобретения
Изобретение не ограничено только вариантом осуществления собранного режущего инструмента и державки в виде пластины, соответственно описанного выше и показанного на чертежах. Таким образом, возможно оснастить державку в виде пластины только одной режущей пластиной, отверстия в виде замочной скважины не требуется для включения в себя более чем одного прямого участка в дополнение к круглому участку. Хотя втулка или винт с буртиком, служащие в качестве стопора для смещения державки в виде пластины в сторону, являются простым и недорогим решением задачи размещения державки в виде пластины в пазу опорного корпуса, также возможны другие решения. Таким образом, державка в виде пластины могла быть введена в продольном направлении в паз с одного его конца, кроме того, который образован стопорным буртиком на противоположном конце. В таких случаях сквозному отверстию в державке в виде пластины, необходимому для винта, не будет необходимо иметь контур в виде замочной скважины. Также датчик, съемно монтируемый на установочный корпус, не обязательно должен быть в виде стержня, имеющего вращающийся ролик. Например, для этой цели может быть использован палец, имеющий заостренный передний кончик. Кроме того, пружинное устройство для автоматического смещения установочного устройства может быть выполнено иначе, чем в виде планки описанного типа, приводимой в действие посредством множества винтовых спиральных пружин. В тех случаях, когда установочный корпус должен быть направляемым в осевом направлении через две взаимодействующие зубчатые поверхности, зубчатая поверхность основного корпуса может быть сформирована непосредственно в основании выемки взамен отдельной нижней пластины типа той, которая приведена в качестве примера на чертежах.
Реферат
Режущий инструмент включает держатель и съемную державку, имеющую сменные режущие пластины, при этом держатель включает основной корпус (10), а также опорный корпус (11) для державки (7). В соответствии с изобретением между основным корпусом (10) и опорным корпусом (11) расположен установочный корпус (12), посредством которого опорный корпус – и, таким образом, державка - может быть установлен и зафиксирован в точном, требуемом пространственном положении в станке без трудоемких измерительных операций и тонкой настройки. Кроме того, державка закрепляется в опорном корпусе посредством стопора, включающего винт, который позволяет гибко устанавливать и снимать его. 2 н. и 10 з.п. ф-лы, 17 ил.
Формула
Документы, цитированные в отчёте о поиске
Режущий инструмент для механической обработки металла
Комментарии