Способ и металлообрабатывающий станок для обработки резанием комплексных контуров асимметричных деталей - RU2397844C1
Код документа: RU2397844C1
Чертежи




Описание
Изобретение касается способа обработки резанием комплексных контуров асимметричных деталей, таких как пилигримовые (пильгерные) валки, на обрабатывающем станке с компьютерным управлением, а также обрабатывающего станка для реализации способа.
При обработке на токарном станке овальных деталей, например при изготовлении пилигримовых валков, на практике используются токарные станки для обработки пилигримовых валков с числовым программным управлением (ЧПУ). Характерная для пилигримных валков эксцентрическая форма, отличающаяся большим подводящим отверстием со значительным смещением ротационной массы по отношению к оси обточки, приводит при обработке на токарном станке к постоянно изменяющимся передним и задним углам, причем из-за изменения переднего угла значительно варьируется усилие резания.
Поэтому на известных в практике токарных станках для пилигримных валков требуется использование концепции с пятью регулируемыми осями, причем на осях возникают высокие ускоряющие силы инерции и резания. Для ограничения ускорений, которые уже при нормальном контуре превышают 20 м/с2 и которые для уменьшения угловой погрешности за счет вариации уровня токарного резца, в частности для изготовления зева пилигримовых валков, радиально к детали или в направлении Х еще значительно увеличиваются, приходится мириться с уменьшением скорости резания. Кроме того, необходима большая приводная мощность и высокая жесткость станка для достижения желательной чистоты поверхности и увеличения стойкости инструментов (токарных резцов).
Поэтому задача изобретения состоит в разработке способа и в создании металлообрабатывающего станка указанного выше типа, с помощью которых предоставляется возможность обработки комплексных контуров без названных выше недостатков, причем должны обеспечиваться ровная скорость резания инструмента, например 200 м/мин, и незначительная ускоряющая сила при простой конструкции станка.
Данная задача решается при помощи метода согласно изобретению за счет того, что деталь обрабатывают на станке обточкой и фрезерованием при помощи, соответственно, круглых пластин в качестве режущего инструмента, причем вращательно-симметричные участки контура заготовки обрабатываются обточкой, а асимметричные участки контура - фрезерованием. В основе изобретения лежит мысль о том, что за счет горизонтального использования режущих инструментов с круглыми пластинами эти инструменты не должны больше перемещаться вверх и вниз, так что нет необходимости в обязательной на традиционных токарных станках оси Y для вертикального выравнивания токарного резца к поверхности обрабатываемой детали, поскольку больше не возникает проблема выбора угла установки. Благодаря горизонтальному расположению круглых пластин передний угол не подвергается изменению и остается, по существу, одинаковым. Обточка может проводиться на высоких оборотах, а фрезерование - на низких оборотах.
Один из предпочтительных вариантов осуществления изобретения предусматривает то, что дисковую фрезу, снабженную по своей окружности круглыми пластинами, и снабженный круглой пластиной токарный резец для соответствующей обработки детали подводят радиально (ось Х) к обрабатываемой детали с центром круглых пластин на находящейся по центру обрабатываемой детали линии воздействия и перемещают соосно (ось Z) относительно обрабатываемой детали, причем ось вращения приводной дисковой фрезы проходит под прямым углом к линии воздействия. Дисковая фреза при этом может быть предусмотрена с вертикальной или горизонтальной осью вращения на инструментальной каретке.
Используемый при этом металлообрабатывающий станок отличается согласно изобретению тем, что инструментальная каретка, подаваемая радиально к детали, перемещаемая по линейной направляющей соосно с деталью, имеет приводную фрезу, снабженную по своей окружности круглыми пластинами, а на линейной направляющей расположена инструментальная каретка, подаваемая радиально к вращающейся детали, с токарным резцом, снабженным круглой пластиной. Как только токарная обработка вращательно-симметричных или цилиндрических участков контура по центру или центральной оси детали завершена, к детали подводится инструментальная каретка дисковой фрезы, что позволяет затем проводить фрезерование асимметричных участков контура по центру или центральной оси детали. Тем самым достигается обточка и фрезерование на только четырехосном станке в виде токарно-фрезерного станка с программируемым сбором данных о комплексных вариантах исполнения деталей/валков или об их контурах. Благодаря незначительным усокорениям в осях возникают поддающиеся исчислению силы в компонентах станка и предоставляется возможность надежного, а также не требующего высоких издержек расчета конструкции станка. Значительных скачков ускорения можно избежать за счет обработки фрезерованием вращательно-несимметричных участков контура.
По одному из вариантов изобретения контур обрабатываемой детали определяется радиусами, изменяемыми в определенных шагах угла, например в 10°. При этом по каждому контуру обрабатываемой детали предоставляется возможность изготовления документации и сохранения данных. Предпочтительно центр радиусов должен находиться в середине обрабатываемой детали.
Прочие признаки и детали изобретения вытекают из пунктов формулы изобретения и из описания примера выполнения изобретения, изображенного схематически на чертежах с пилигримовым валком в качестве обрабатываемой детали.
На чертежах изображены:
на фиг.1: перспективный общий вид традиционного, известного из заводской практики и соответствующего уровню техники токарного станка для пилигримовых валков с необходимыми для него пятью управляемыми осями;
на фиг.2: перспективный местный вид концепции токарно-фрезерного станка согласно изобретению, имеющего на линейной направляющей инструментальную каретку с фрезерной головкой и в данном случае с вертикальной осью вращения для снабженной круглыми пластинами дисковой фрезы, а также инструментальную каретку с токарным резцом, снабженным круглой пластиной;
на фиг.3: вид спереди пилигримового валка в качестве примера обрабатываемой детали, имеющей комплексный контур;
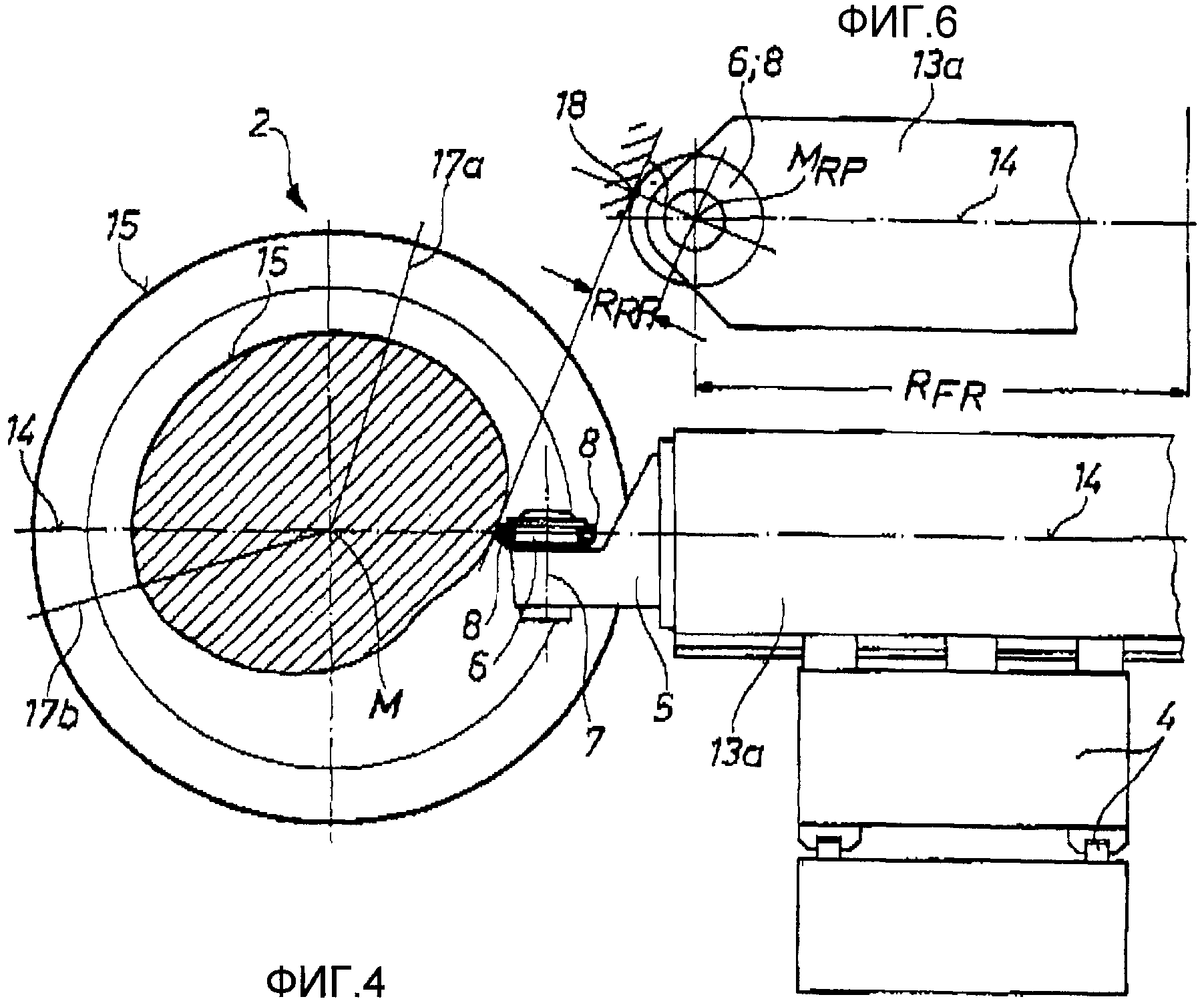
на фиг.4: геометрия пилигримового валка в разрезе согласно фиг.3 с подведенной к центру обрабатываемой детали или пилигримового валка дисковой фрезой для обработки.
на фиг.5: вид сверху согласно фиг.4, на котором видна инструментальная каретка с токарным резцом (ср. фиг.2);
на фиг.6: рабочая точка круглой пластины дисковой фрезы в качестве выносного элемента в упрощенном изображении как местный вид и
на фиг.7: геометрия пилигримового валка в поперечном разрезе с определением радиусов, изменяющихся с шагом угла в 10°.
На фиг.1 изображен отвечающий уровню техники токарный станок 1 для изготовления детали, имеющей комплексный асимметричный контур, в частности, такой как пилигримовый валок 2 (ср. также фиг.2), посредством обработки обтачиванием. Обрабатываемая деталь/пилигримовый валок 2 закреплена с возможностью вращения вокруг оси С вращения обрабатываемой детали. Не изображенный на чертеже токарный резец может устанавливаться вокруг поворотной оси А и передвигается вдоль вращающейся обрабатываемой детали 2 с помощью инструментальной каретки 3 в направлении главной приводной оси Z. Токарный резец/инструмент выполняет движение подачи на врезание (ось Х) и имеет ось Y, необходимую для вертикального выравнивания токарного резца по отношению к боковой поверхности обрабатываемой детали.
Фрагментально изображенный на фиг.2 металлообрабатывающий станок 10 выполнен в виде токарно-фрезерного станка. У вращающейся вокруг оси С вращения обрабатываемой детали 2 расположены в данном случае на линейной направляющей 4 две инструментальные каретки 13а и 13b, которые могут перемещаться в направлении Z и подаваться на врезание за счет движения подачи в направлении Х. Инструментальная каретка 13а имеет дисковую фрезу 6, установленную на головке 5 инструмента, приводимую в движение вокруг вертикальной оси 7 вращения (ср. фиг.3 и 4), которая по своему периметру снабжена равномерно расположенными круглыми пластинами 8. Инструментальная каретка 13b располагает для обработки обтачиванием детали или пилигримового валка токарным резцом 12 с круглой пластиной 11, установленной на головке 9 инструмента.
Для обработки заготовки и превращения ее в готовую деталь или в пилигримовый валок 2 дисковая фреза 6 - как это изображено на фиг.4 и 6 - или токарный резец 12 подаются или устанавливаются горизонтально по линии 14 воздействия, проходящей по центру М обрабатываемой детали 2, причем ось 7 вращения приводной дисковой фрезы 6 проходит под прямым углом к линии воздействия 14. Горизонтально подведенный или установленный токарный резец 12 с круглой пластиной 11 может устанавливаться вокруг поворотной оси А (ср. фиг.2) так, что при наклонной обработке возможен поворот в сторону. Как это обозначено на фиг.3 и 6, благодаря горизонтально подведенным или установленным круглым пластинам 8, 11 можно добиться постоянных угловых коэффициентов, в частности, передний угол не меняется и остается, по существу, одинаковым.
Подлежащие обработке обточкой вращательно-симметричные участки контура 15 выделены на фиг.4 и 5 жирными линиями. Они представляют собой на пилигримовом валке 2 плоскости наружной поверхности с переходом 15а к зеву 16 пилигримового валка и к его цилиндрическому участку 15b контура, то есть, в сущности, зону выравнивания, примерно до перехода в зону деформации, и зону выхода, как это обозначено на фиг.4 граничными линиями 17а, 17b.
Согласно фиг.7 контур обрабатываемой детали 2 определяется изменяющимися с шагом угла в 10° радиусами, причем обработка программируема по радиусу фрезы RFR до центра круглых пластин MRP и до радиуса круглых пластин RRP, как схематически указано на фиг.6, на которой, кроме этого, можно найти рабочую точку 18 круглой пластины 8 дисковой фрезы 6 на асимметричном или вращательно-несимметричном контуре обрабатываемой детали 2 в рабочей ситуации, изображенной на фиг.4.
Обозначения на чертежах
1. Токарный станок
2. Обрабатываемая деталь/пилигримовый валок
3. Инструментальная каретка
4. Линейная направляющая
5. Головка инструмента/фреза
6. Дисковая фреза
7. Ось вращения
8. Круглая пластина
9. Головка инструмента (токарного резца)
10. Металлообрабатывающий станок / токарно-фрезерный станок
11. Круглая пластина (токарного резца)
12. Токарный резец
13а, b. Инструментальная каретка
14. Линия воздействия
15. Вращательно-симметричный участок контура
15а. Переходной контур
15b. Цилиндрический участок контура
16. Зев пилигримового валка
17а, b. Граничные линии
18. Рабочая точка (круглой пластины)
RFR. Радиус фрезы
MRP. Центр круглых пластин фрезы
RRP. Радиус круглых пластин
А. Поворотная ось в инструменте
С. Ось вращения обрабатываемой детали
Х. Радиальная ось подачи на инструмент / движение подачи
Y. Вертикальная ось выравнивания инструмента
Z. Главная приводная ось инструмента
M. Центр (или середина) обрабатываемой детали
Реферат
Способ предназначен для обработки пилигримовых валков на обрабатывающем станке с компьютерным управлением и включает обточку и фрезерование обрабатываемой детали и использование в качестве режущего инструмента резца и фрезы. Для упрощения станка и повышения качества обработки используют режущий инструмент с круглыми режущими пластинами. При этом вращательно-симметричные участки контура детали обрабатывают обточкой, а асимметричные участки контура - фрезерованием. Обрабатывающий станок характеризуется тем, что подводимая радиально к обрабатываемой детали и перемещаемая соосно с обрабатываемой деталью по линейной направляющей инструментальная каретка имеет приводную дисковую фрезу, которая снабжена расположенными по ее периметру круглыми пластинами, а на линейной направляющей расположена подводимая радиально к вращающейся обрабатываемой детали инструментальная каретка с токарным резцом, снабженным круглой пластиной. 2 н. и 1 з.п. ф-лы, 7 ил.
Комментарии