Лазерный распиловочный станок для алмазов - RU2297325C2
Код документа: RU2297325C2
Чертежи



Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к новому лазерному станку для распиливания алмазов.
С эпического периода времени установлено, что алмазы не являются новыми для индийского общества. Одна тонна грунта, извлеченного при раскопке, дает алмаз, массой равный только одному карату. Эти сырьевые алмазы подразделяются на ювелирные алмазы и на алмазы промышленного сорта. Ювелирные камни затем дополнительно сортируются и подразделяются на те, которые подлежат распиливанию, на те, которые следует подвергать распиловке, и на те, которые представляют собой товарный, рыночный камень.
Предшествующий уровень техники
Распиловка является процессом разрезания алмаза на две части вдоль намеченной линии. В соответствии с предшествующим уровнем техники в данной области необработанный алмаз фиксируется на пластинке, и распиловка выполняется пилой из бумаги с тонким слоем фосфорной бронзы, вращающейся на горизонтальном шпинделе при частоте вращения, равной около 4000 оборотов в минуту, вдоль отметины. В этом процессе режущие усилия распределяются на другие части алмаза, и они могут повредить алмаз, и при этом процессе не может осуществляться точно прямолинейное разрезание.
Лазерная распиловка представляет собой неконтактный процесс резки алмаза, являющийся весьма скоростным по сравнению с обычным процессом. Система, выполненная согласно настоящему изобретению, включает себя следующие составные части:
1) источник лазерного излучения,
2) интерфейс центрального навигационного вычислительного устройства (числового программного управления CNC),
3) система подачи луча,
4) высокочастотный переключающий драйвер модулятора добротности лазера,
5) блок охлаждения,
6) камера замкнутой телевизионной системы и прибора с зарядной связью (CCTV & CCD),
7) блок подачи энергии,
8) серво-стабилизатор,
9) блок компьютера.
Сущность изобретения
Настоящее изобретение будет описываться более подробно и ясно со ссылками на нижеперечисленные чертежи, на которых:
фиг.1 представляет собой блок-схему лазерного распиловочного станка;
фиг.2 представляет собой общее расположение станка, показывающее его отдельные части;
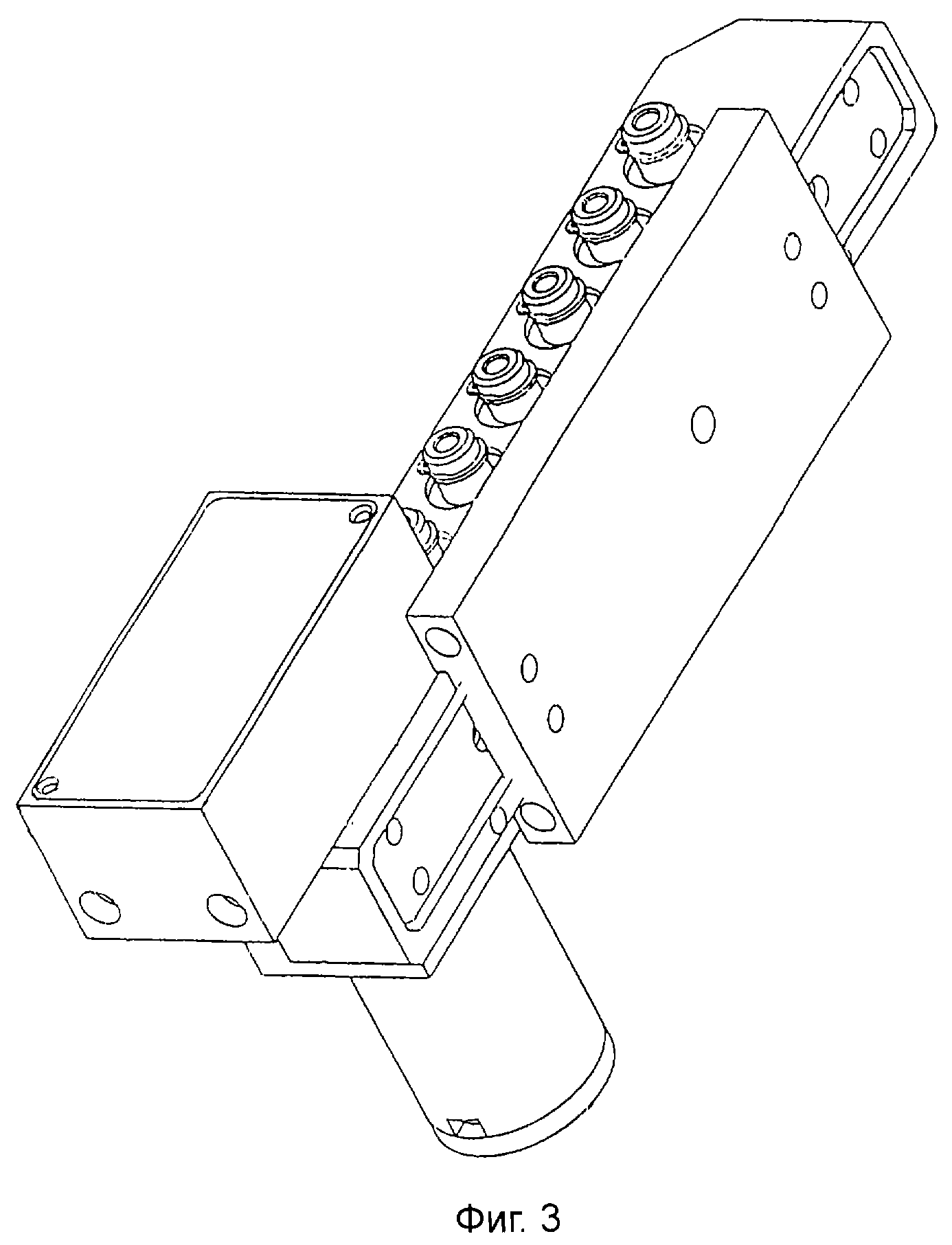
фиг.3 представляет собой распиловочный узел и крепление;
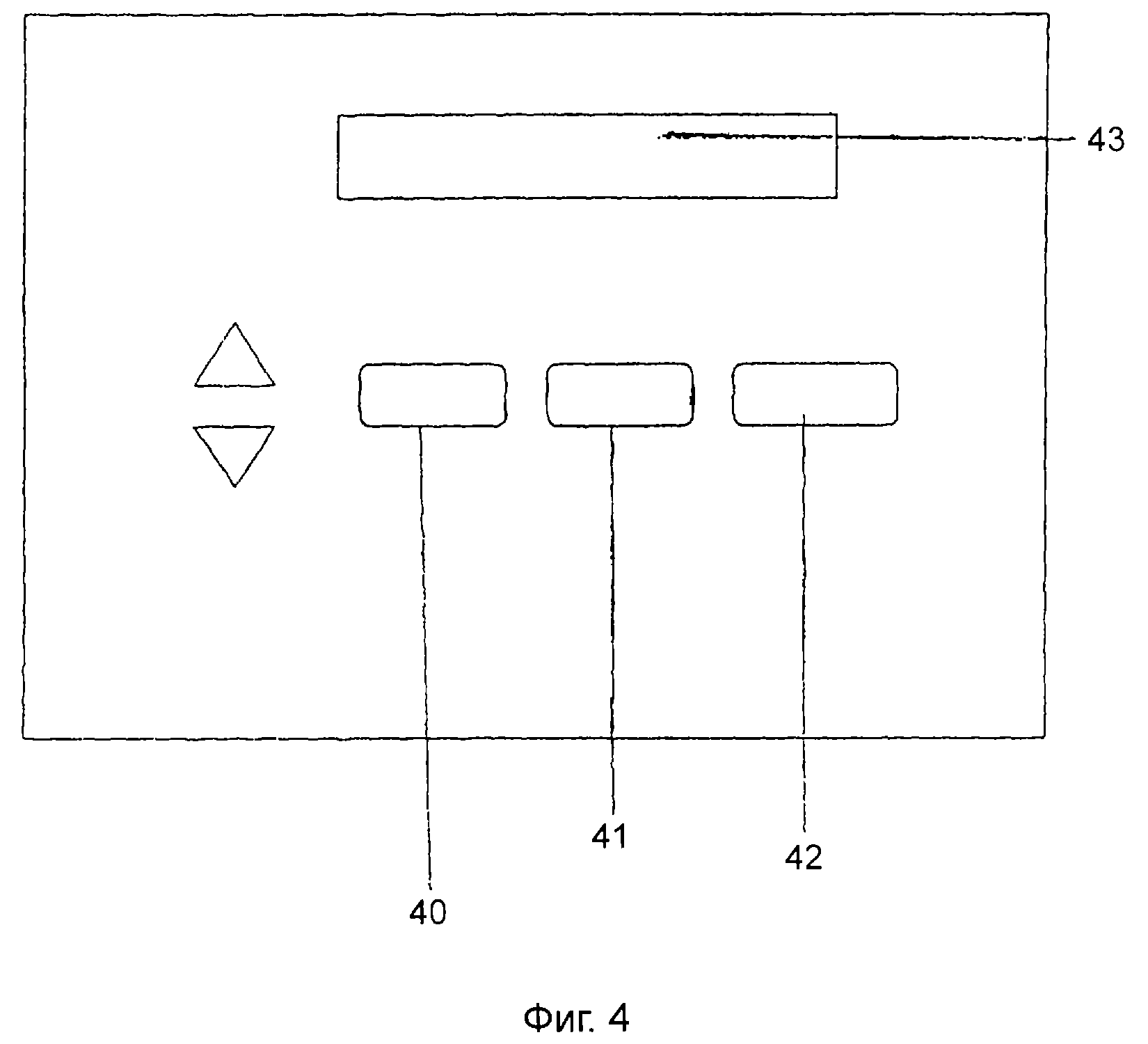
фиг.4 представляет собой общее расположение переключающего драйвера модулятора добротности лазера;
фиг.5 представляет собой резонатор;
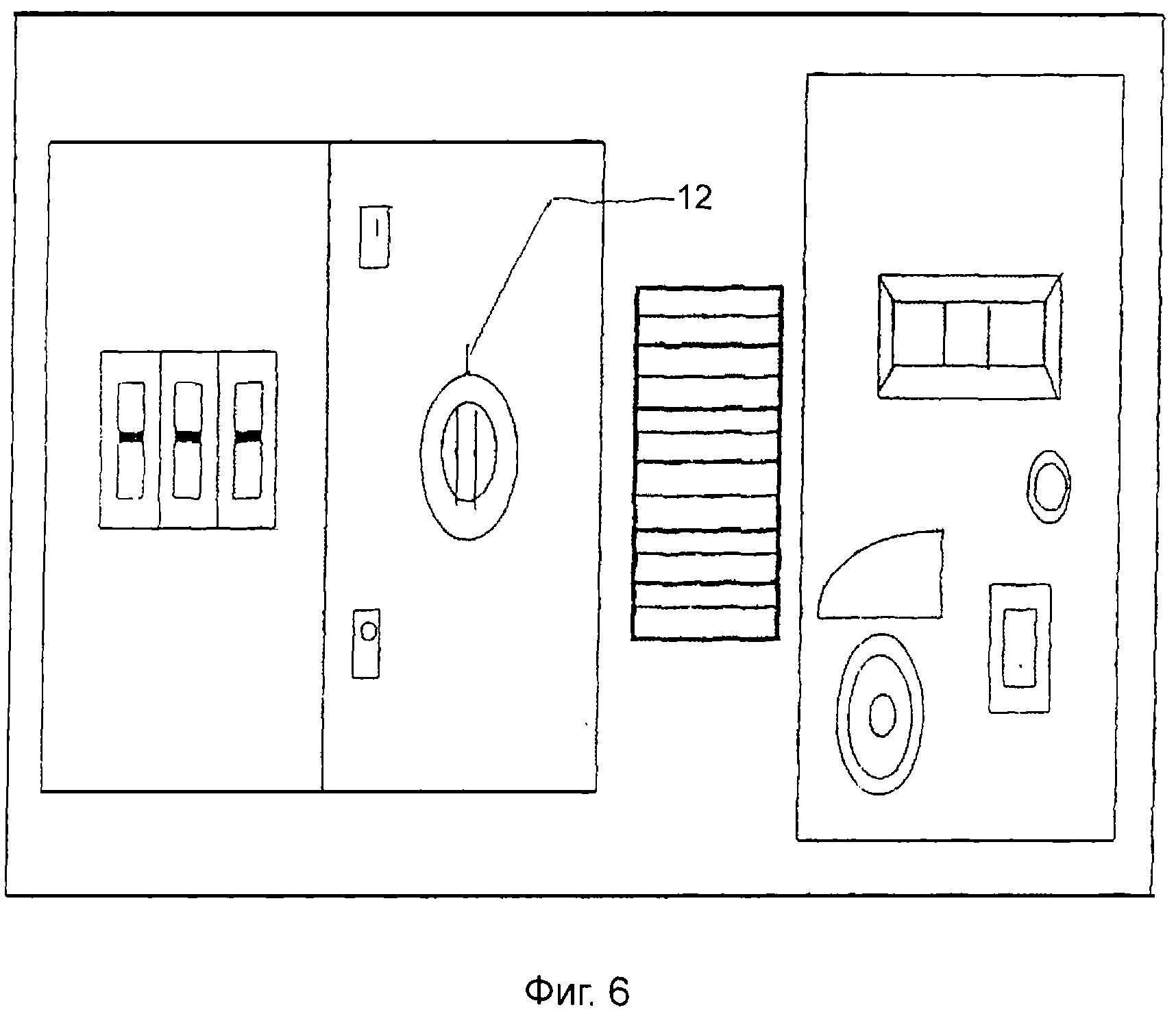
фиг.6 представляет собой общее расположение блока подачи энергии;
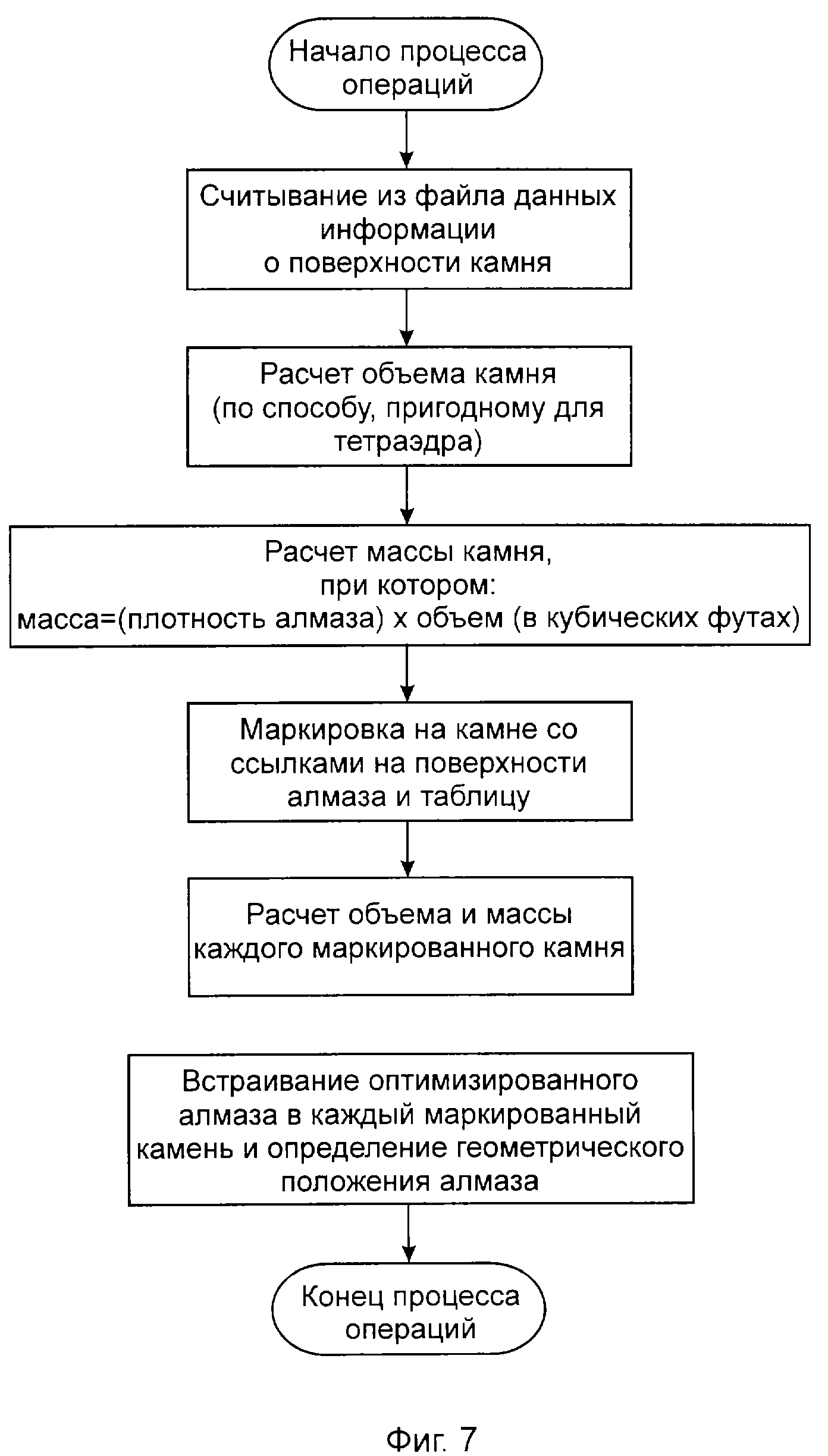
фиг.7 представляет собой схему потока операций с обрабатываемым модулем;
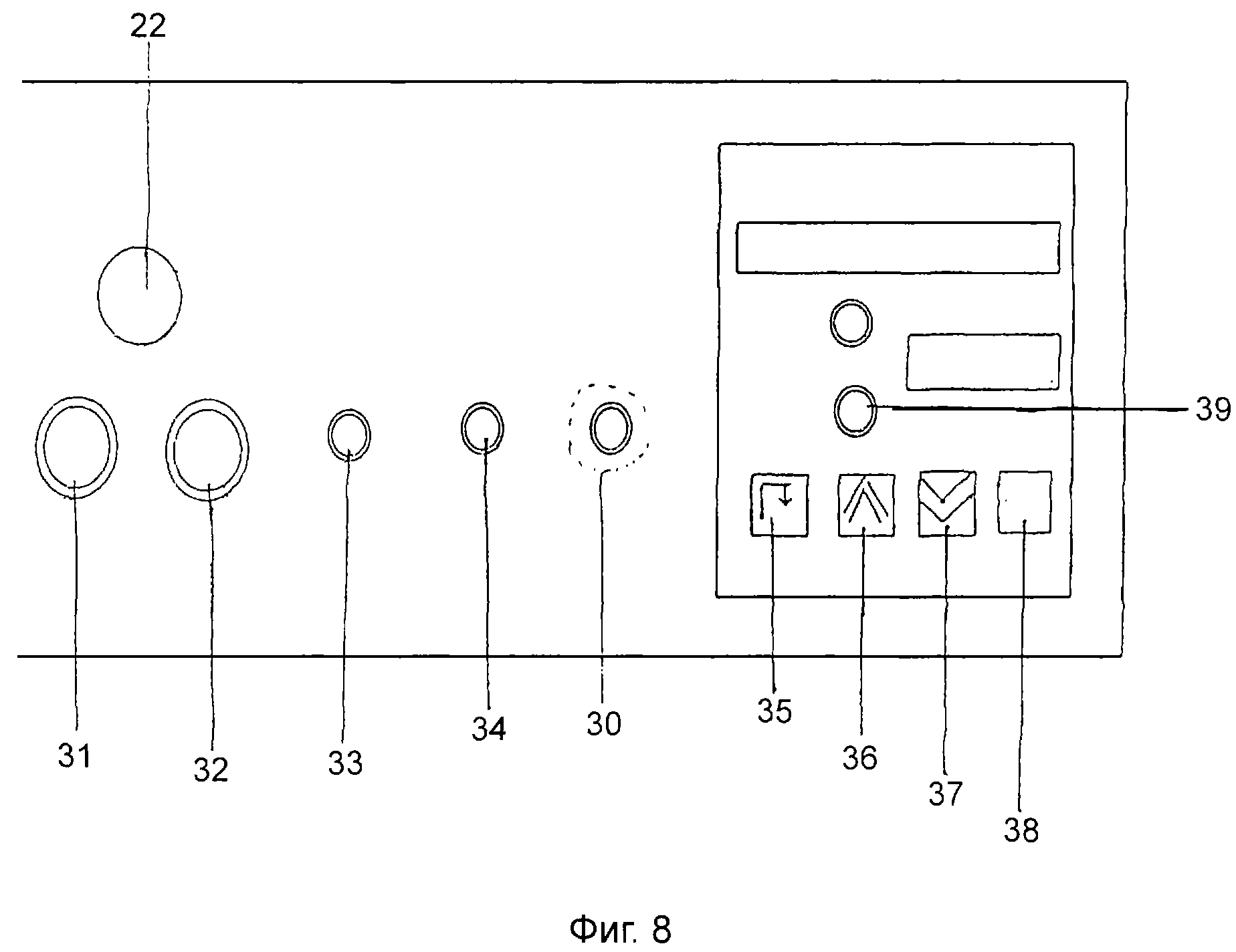
фиг.8 представляет собой блок охлаждения;
фиг.9 представляет собой интерфейс центрального навигационного вычислительного устройства (числового программного управления CNC).
Узел источника лазерного излучения/резонатора (см. фиг.5) имеет лазерную головку 4, переключающий модулятор 5 добротности лазера, две диафрагмы 3 и 6, переднее 1 и заднее 7 зеркала, модулятор 2 безопасности лазера и расширитель луча. Лазерная головка 4 является ответственной деталью, предназначенной для того, чтобы создавать источник лазерного излучения. Переднее 1 и заднее 7 зеркала усиливают лазерный свет посредством обеспечения обратной связи. Модулятор 5 добротности лазера используется для сохранения энергии лазерного светового излучения с целью создания вспышки с высокой пиковой энергией. Модулятор 2 безопасности лазера блокирует лазерный луч в том случае, если имеется электрическое повреждение, и поэтому он назван как модулятор безопасности лазера. Диафрагмы 3 и 6 контролируют усиление света вдоль внеосевого направления резонатора (см. фиг.5) для обеспечения узко ограниченной полосы фазовых частот. Согласно указанному названию расширитель 13 луча расширяет лазерный луч для сведения его дивергенции к минимуму.
Интерфейс центрального навигационного вычислительного устройства (числового программного управления CNC) включает в себя блок 8 с осью X, блок 9 с осью Y, компьютерный блок 10 и блок 11 с осью Z. Для этой цели внутри компьютера 10 размещена контрольная плата, которая подключена к заднему участку накопителя с поз. 18, имеющему электрический соединитель с 37 выводными штырьками/параллельный порт. Должен быть предусмотрен лучевой аттенюатор в виде модулятора 2 безопасности лазера, который позволяет пользователю прекращать генерацию в лазере без выключения переключателя 12 электрической сети. Внутри блока лазерной головки 4 и расположен модулятор 2 безопасности лазера, и он приводится в рабочее положение с помощью тумблера 19. Модулятор 2 безопасности лазера отключает генерацию в лазере посредством блокирования траектории лазерного луча и предотвращения лазерного излучения из блока лазерной головки 4.
Система подачи луча состоит из средства 13 отклонения луча и фокусирующей линзы 14. Лазерный луч, идущий от лучевого расширителя источника лазерного излучения, должен посылаться на обрабатываемую поверхность. Средство 13 отклонения луча изгибает его на угол, равный 90°, и затем луч фокусируется посредством фокусирующей линзы 14. С помощью изменения фокусного расстояния фокусирующей линзы 14 могут изменяться плотность энергии и глубина изображаемого пространства. Весьма важной является согласованность фокуса, и если центр луча не совпадает с центром линзы, луч после ее прохождения не будет прямолинейным, а следовательно, резко понизится эффективность резки.
Лазер должен работать в режиме переключения модулятора 5 добротности лазера для того, чтобы получать импульсный выход с высокой пиковой мощностью от высокочастотного переключающего драйвера модулятора добротности лазера. Генератор 20 должен использоваться для получения радиочастоты. Из-за наличия этой высокой частоты он также должен охлаждаться водой с помощью блока охлаждения.
Блок охладителя используется для достижения двух целей, а именно, для работы:
(1) трехфазной охладительной системы, которая применяется для получения охлажденной воды, направляемой к лазерной головке 4 и к переключающему модулятору 5 добротности лазера;
(2) насосной системы 22, которая, главным образом, используется с целью получения циркуляции воды от охладителя к лазерной головке посредством теплообменника 15, в котором теплообмен осуществляется между водой, находящейся в одном контуре, и водой, имеющейся в другом контуре.
В проточную холодную воду внутри лазерной полости 23 погружены как стержень иттриево-алюминиевого граната, так и лампа. Деионизированная вода применяется по той причине, что она имеет высокую степень прозрачности и низкую электрическую проводимость. Температура воды регулируется посредством соленоида 30. Камера 16 прибора с зарядной связью дает 75-тикратное увеличение для обзора процесса в масштабе реального времени. Для устранения погрешностей за этим процессом можно наблюдать через камеру 17 телевизионной замкнутой системы.
Блок подачи энергии включает в работу и контролирует интенсивность лазерного светового излучения, испускаемого лазерной лампой. Блок подачи энергии от электрической сети контролирует производительность лазера. Во многих случаях эксплуатации лазер непрерывно не используется, а поэтому блок подачи энергии предусмотрен с конкретным признаком наличия резервного режима работы. Это устройство является весьма полезным для увеличения срока эксплуатационной долговечности как самой лампы, так и этого блока подачи энергии.
Серво-стабилизатор предотвращает воздействие изменений в подаче электрической энергии на станок в целом.
Блок компьютера предусмотрен со стандартными аппаратным оборудованием и программным обеспечением, как показано на фиг.7. Блок 28 для двухстороннего распиливания предусмотрен с 6-6 алмазными волоками на каждой из сторон и имеет два датчика, а именно: датчик 24 для определения переднего направления и датчик 25 для определения заднего направления. Этот блок предусмотрен также с конечными выключателями, имеющими винтовое регулирование для прецизионной настройки на угол, равный 180° для двухстороннего распиливания.
Крепление 29 блока для двухстороннего распиливания предназначено для перемещения блока 28 на угол, доходящий до 180°, по команде программного обеспечения с помощью двигателя крепления. Лазерная головка 4 является наиболее важным элементом для выработки лазерного света. Эта головка 4 состоит из стержня и лампы. Стержень выполнен из иттриево-алюминиевого граната и работает как источник накачки для выработки увеличенного количества фотонов. Эти фотоны падают на криптоновую лампу, которая, в конечном счете, создает лазерное излучение. Два зеркала 1 и 7 размещаются на каждом концевом участке лазерной камеры (см. фиг.5) для усиления лазерного излучения посредством использования механизма обратной связи. Подача энергии контролирует лучевую интенсивность. Расширитель 13 луча уменьшает дивергенцию и совершенствует линейность луча, делая его тонким и параллельным. Переключающий модулятор 5 добротности лазера создает мощный импульс от непрерывного луча. Диафрагмы 3 и 6 ограничивают усиление света вдоль оси лазерной камеры и таким образом обеспечивают четкую частотную полосу. Луч, выходящий из источника лазерного излучения, отклоняется на угол, равный 90°, для достижения алмаза. Затем луч, проходя через фокусирующую линзу 14, фокусируется на алмазе. Перемещение осей может контролироваться с помощью компьютерной платы. В случае прекращения подачи энергии лазерный луч блокируется модулятором безопасности.
В блоке охлаждения имеются: переключатель 31, пусковой переключатель 32, поточный переключатель 33, переключатель 34 низкого уровня воды. В блоке охлаждения имеются переключатели 35, 36, 37, 38 для настройки величины температуры и аварийный выключатель 39.
В переключающем высокочастотном драйвере модулятора добротности лазера имеются: переключатель 40 режимов, входной переключатель 41, выключатель 42 энергии и пусковой переключатель 43.
Когда блок 28 для двухстороннего распиливания заполняется алмазными волоками при соблюдении расстояния по креплению между каждыми двумя соседними волоками, равного 12 мм, в станке сначала включается компьютер, и запуск начинается с пиктограммы "Короткая резка - Множественная резка". Когда на эту пиктограмму нажимают с отпусканием дважды, на экране появляется пиктограмма "Данные настройки алмаза", которая содержит избирательные условия: центральная точка, стартовая точка, фокусная точка, размер алмаза, шаговый размер, ширина пиления, минимальная ширина и стартовая. После введения всех взаимосвязанных данных и нажатия на пиктограмму "Начало распиливания" все данные информации графически показываются на экране. Если какой-либо конкретный алмаз должен пропускаться, тогда параметры настраиваются для следующего алмаза. Для прекращения процесса пиления следует нажимать на клавишу "Выход".
Настройка скорости, экстра-настройка, настройка осей, настройка крепления, ключевое направление, учет пилообразности, включение/выключение модулятора безопасности выполняются выбором из соответствующей опережающей наладки.
Реферат
Изобретение относится к новому лазерному станку для распиливания алмазов. Техническим результатом является повышение качества и скорости распиливания алмазов. Для этого станок состоит из источника лазерного излучения, интерфейса центрального навигационного вычислительного устройства (числового программного управления CNC), системы подачи луча, переключающего высокочастотного драйвера модулятора добротности лазера, блока для охлаждения, камеры замкнутой телевизионной системы и прибора с зарядной связью (CCTV & CCD), блока подачи энергии, серво-стабилизатора и блока компьютера. 20 з.п. ф-лы, 9 ил.

Комментарии