Способ обработки поверхностей вращения - RU2603417C1
Код документа: RU2603417C1
Чертежи
Описание
Изобретение относится к области машиностроения и может использоваться при обработке поверхностей вращения резанием при обеспечении надежного дробления стружки.
Из уровня техники известен способ обработки поверхностей вращения по патенту на изобретение (SU 1301563, опубликованный 07.04.1987), заключающийся в обработке заготовки многорезцовой вращающейся головкой с распределением припуска между резцами по глубине с последовательным уменьшением их главных углов в плане от формообразующего до периферийного и при опережающем врезании формообразующего резца.
Недостатком данного способа является то, что при черновой (обдирочной) обработке по корке поверхностей вращения: литых, кованых и аналогичных заготовок резанием, особенно из труднообрабатываемых вязких материалов, не представляется возможным применение известных для обычных резцов приемов стружкодробления: лунки, стружколоматели и экраны. Отсюда, собирающаяся в «клубок» сливная стружка представляет опасность для рабочего, а также существенно снижает производительность обработки из-за низкой скорости резания и увеличенного вспомогательного времени, необходимого для частой уборки из зоны резания накопившейся стружки.
Также известен способ фрезоточения из учебного пособия (Подураев В.Н., Кибальченко А.В. Технология оборонной промышленности для производства изделий народного потребления. М., 1993, с. 405-406), где в качестве инструмента используют фрезу, что обеспечивает получение дробленой транспортабельной стружки.
Недостатком данного технического решения является то, что при черновой (обдирочной) обработке по корке неравномерное, прерывистое резание при формообразовании поверхности фрезой вызывает автоколебания в системе инструмент-заготовка в радиальном направлении, что существенно снижает точность обрабатываемой поверхности и отрицательно влияет на величину ее шероховатости.
Наиболее близким по технической сущности к предлагаемому изобретению является способ обработки поверхностей вращения комбинированным инструментом в виде токарного резца и непрерывно вращающейся вокруг своей оси резцовой головки при сообщении заготовке вращения, а комбинированному инструменту - движения подачи по патенту на изобретение (SU 1355355, опубликованный 30.11.1987) принятый авторами за прототип. При этом вращательные движения резцовой головки и заготовки осуществляют вокруг параллельных осей. В данном способе реализована возможность кинематического дробления стружки токарным резцом за счет того, что резцы головки перемещают относительно заготовки по циклоидальным кривым, пересекающим поперечное сечение заготовки и формирующим его в виде многоугольника с криволинейными сторонами, но при этом работу токарного (формообразующего) резца реализуют в условиях удаления переменного припуска (прерывистого резания).
Это вызывает возникновение автоколебаний в системе инструмент-заготовка, что неизбежно снижает точность обрабатываемой поверхности и отрицательно влияет на величину ее шероховатости. Повышение качества поверхности требует дополнительной обработки (проходов), что снижает производительность лезвийной обработки в целом.
Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности лезвийной обработки при достижении требуемого качества обработанной поверхности.
Сущность предлагаемого изобретения заключается в том, что обработку поверхности вращения осуществляют формообразующим токарным резцом и непрерывно вращающимся вокруг своей оси многозубым инструментом при сообщении заготовке вращения, а инструментам движений равных осевых подач. Отличие согласно изобретению состоит в том, что формообразование обрабатываемой поверхности осуществляют опережающим врезанием формообразующего токарного резца, вытачивающего канавку на торцевой поверхности заготовки, при этом многозубый инструмент настраивают таким образом, что его режущие зубья зависают в предварительно проточенной резцом канавке, а число оборотов многозубого инструмента за один оборот заготовки определяют по формуле:
где: nф - число оборотов многозубого инструмента за один оборот заготовки;
π Dз - длина окружности заготовки;
Dз - диаметр заготовки;
Sz - подача на зуб многозубого инструмента;
Z - число зубьев многозубого инструмента.
Технологические возможности способа существенно расширяются, если многозубому инструменту, выполненному в виде концевой фрезы, сообщают вращательное движение вокруг оси, расположенной перпендикулярно оси вращения заготовки.
Основной технический результат заключается в следующем:
- опережающее врезание формообразующего резца позволяет зубьям многозубого инструмента, зависая в предварительно проточенной формообразующим резцом канавке шириной (h), реализовывать высокоскоростное торцевое фрезоточение многозубым инструментом значительной части (H) неравномерного чернового припуска с обеспечением высокой степени устойчивости динамической системы;
- обеспечение устойчивости динамической системы при удалении значительной части H чернового припуска торцевым фрезоточением многозубым инструментом позволяет формообразующему резцу достигать требуемого качества обрабатываемой поверхности за счет точения с минимальной стабильной величиной срезаемого слоя h и постоянной силой резания;
- сочетание точения формообразующим резцом с минимальной стабильной величиной срезаемого слоя h и высокоскоростного торцевого фрезоточения многозубым инструментом с удалением значительной части Н чернового припуска позволяет существенно увеличить как скорость осевой подачи (S) резца и фрезы, так и число оборотов (nз) заготовки, а следовательно, технологическую производительность с учетом исключения необходимости дополнительной обработки (проходов) и обеспечения надежного дробления стружки.
Сущность предлагаемого способа поясняется чертежами, на которых изображено:
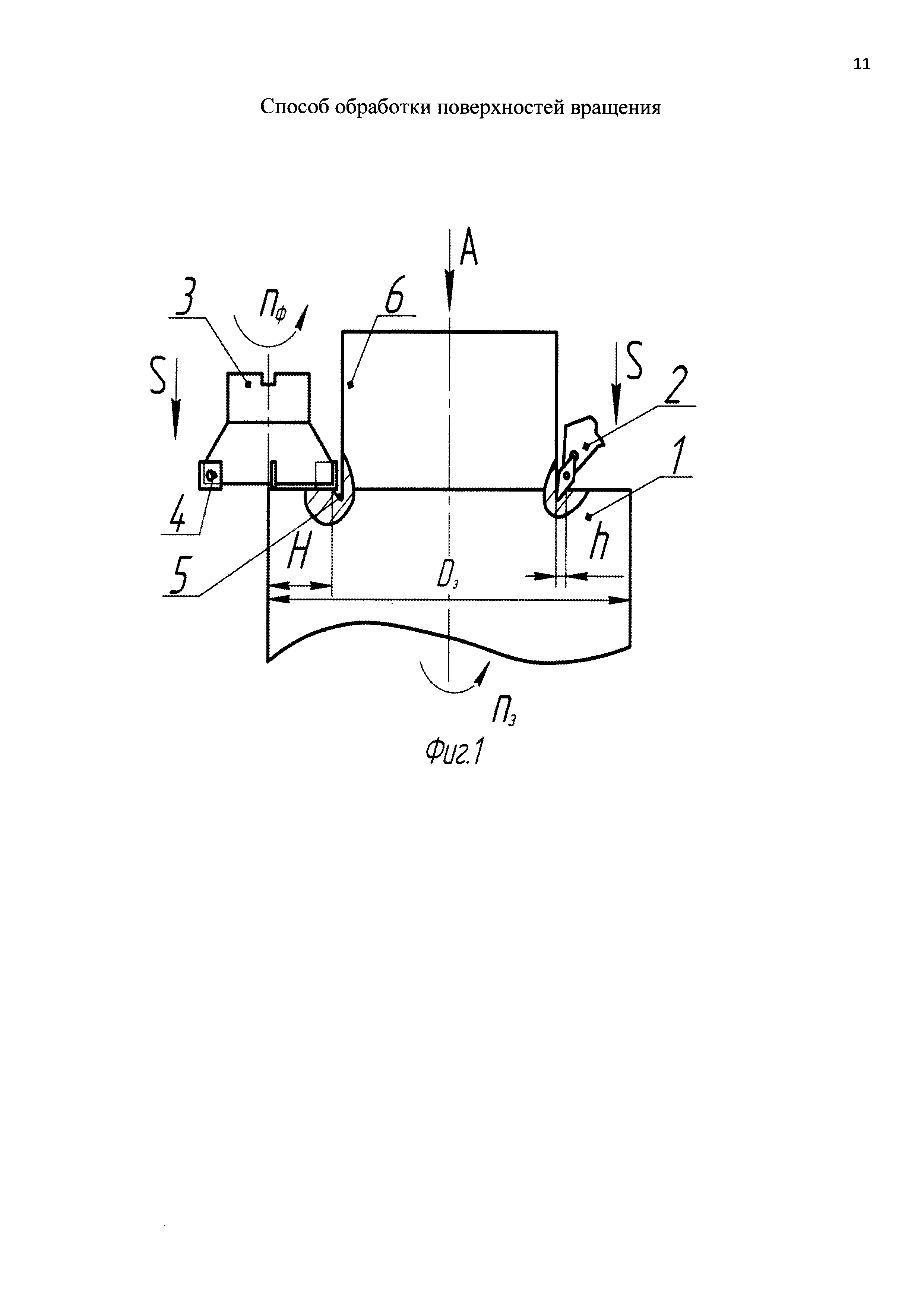
на фиг. 1 - схема реализации способа;
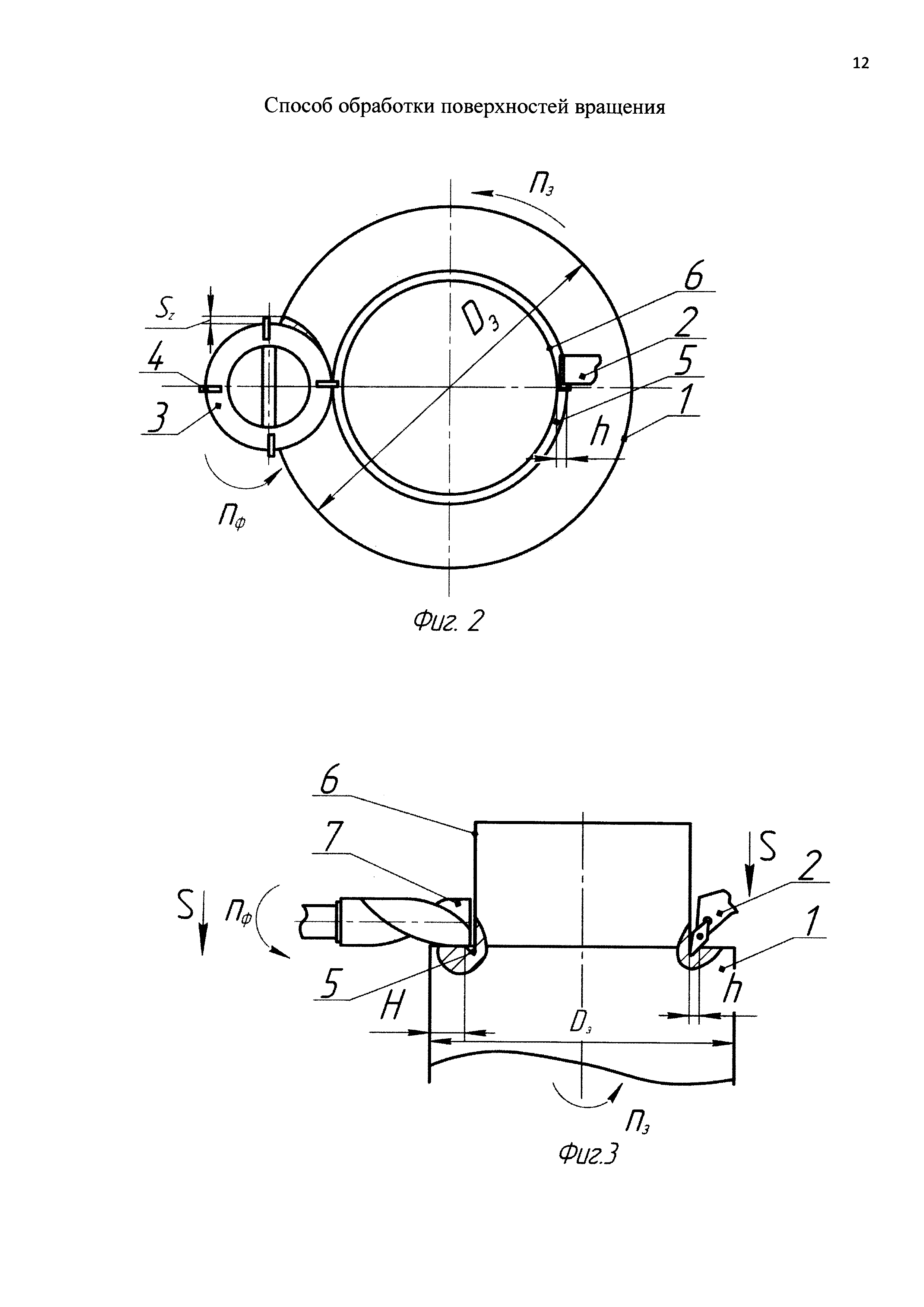
на фиг. 2 - вид по стрелке A на фиг.1;
на фиг. 3 - многозубый инструмент в виде концевой фрезы.
Заготовку 1 обрабатывают комбинацией инструментов в виде формообразующего токарного резца 2 и многозубого инструмента 3 с режущими зубьями 4. В процессе обработки заготовке 1 и многозубому инструменту 3 сообщают вращательные движения nз и nф вокруг своих осей. Одновременно формообразующему токарному резцу 2 и многозубому инструменту 3 сообщают движения равных подач S вдоль оси заготовки 1.
Согласно заложенному в предлагаемом способе обработки принципу удаление припуска начинают опережающим врезанием формообразующего токарного резца 2, вытачивающего канавку 5 шириной h на торцевой поверхности заготовки 1, а затем вводят в работу многозубый инструмент 3, который, реализуя торцевое фрезоточение, удаляет значительную часть Н неравномерного чернового припуска. Многозубый инструмент 3 настраивают так, что его режущие зубья 4 не касаются обработанной формообразующим токарным резцом 2 поверхности 6 заготовки 1, а зависают в предварительно проточенной им канавке 5. При этом число оборотов многозубого инструмента 3 за один оборот заготовки 1 определяют по формуле:
где: nф - число оборотов многозубого инструмента за один оборот заготовки;
π Dз - длина окружности заготовки;
Dз - диаметр заготовки;
Sz - подача на зуб многозубого инструмента;
Z - число зубьев многозубого инструмента.
Технологические возможности заявляемого способа обработки поверхностей вращения расширяются, если многозубый инструмент выполняют в виде концевой фрезы 7, а ее вращательное движение осуществляют вокруг оси, расположенной перпендикулярно оси вращения заготовки 1.
Применение предлагаемого способа обеспечивает как существенное снижение влияния исходных погрешностей заготовки на работу формообразующего токарного резца за счет повышения степени устойчивости динамической системы многозубый инструмент - заготовка - резец, так и повышение точности обрабатываемых поверхностей вращения. Удаление значительной части неравномерного припуска с использованием высокоскоростного торцевого фрезоточения позволяет существенно повысить технологическую производительность за счет увеличения скорости равных осевых подач формообразующего токарного резца и многозубого инструмента, а также числа оборотов заготовки при обеспечении надежного дробления стружки.
Реферат
Способ включает обработку поверхности вращения формообразующим токарным резцом и непрерывно вращающимся вокруг своей оси многозубым инструментом при сообщении заготовке вращения, а резцу и многозубому инструменту - движений равных осевых подач. При этом осуществляют опережающее врезание токарного резца, а многозубый инструмент настраивают так, что его зубья зависают в торцовой канавке, вытачиваемой резцом. Многозубый инструмент может быть выполнен в виде концевой фрезы, ось которой расположена перпендикулярно оси вращения заготовки. Достигается повышение производительности лезвийной обработки при требуемом качестве обработанной поверхности за счет улучшения дроблении я стружки. 1 з.п. ф-лы, 3 ил.
Формула
где: nф - число оборотов многозубого инструмента за один оборот заготовки;
π Dз - длина окружности заготовки;
Dз - диаметр заготовки;
Sz - подача на зуб многозубого инструмента;
Z - число зубьев многозубого инструмента.
Комментарии