Оплеточное закупоривающее устройство, имеющее повторяющиеся участки увеличенного объема, разделенные участками сочленения - RU2447908C2
Код документа: RU2447908C2
Чертежи





Описание
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
I. Область изобретения:
В целом, настоящее изобретение относится к интраваскулярным устройствам для лечения определенных медицинских состояний и более конкретно относится к интраваскулярным закупоривающим устройствам для избирательного закупоривания сосуда, канала, просвета или полости в любой части сердечно-сосудистой системы организма, где требуется остановить ток крови. Устройства, изготовленные в соответствии с изобретением, особенно хорошо приспособлены для доставки через гибкий катетер малого диаметра или т.п. к удаленно расположенному месту лечения в сердечно-сосудистой системе пациента внутри организма пациента, чтобы быстро закупорить место, чтобы обеспечить высокое отношение металла к объему. Устройство может иметь высокое отношение дальности доставки к развернутой длине и может достигать более извилистых мест, чем традиционные закупоривающие устройства.
II. Описание области техники:
В различных медицинских процедурах используется большое разнообразие интраваскулярных устройств. Определенные интраваскулярные устройства, такие как катетеры и проволочные направители катетера, как правило, используются просто для доставки жидкостей или других медицинских устройств в конкретные места внутри организма пациента, такие как выборочное место внутри сердечно-сосудистой системы. Другие зачастую более сложные устройства используются для лечения конкретных состояний, такие как устройства, используемые для удаления закупориваний сосудов или для лечения дефектов сосудов, таких как аневризмы и т.п. В определенных случаях может быть необходимо закупорить сосуд, просвет, канал, отверстие или полость пациента, например, для остановки тока крови через него.
Устройства для механической эмболизации хорошо известны в данной области и коммерчески доступны для закупоривания сосудов в различных местах в сосудистой сети. Патент № 6123715 автора Amplatz и патент № 5725552 автора Kotula раскрывают интраваскулярные закупоривающие устройства, изготовленные из оплеточной металлической сетки Nitinol, которой с помощью термоусадки в форму придали расширенную форму, но которую можно сжимать для доставки через катетер к месту лечения, в результате чего при выталкивании из катетера для доставки устройство само расправляется внутри сосудистой сети для закупоривания тока крови в месте лечения. Детали различных конструкций и конфигурации, а также способы изготовления и использования устройства подробно рассказаны в указанных выше патентах и этим полностью включены в настоящий документ посредством ссылки.
Хотя закупоривающие устройства, описанные в патентах авторов Amplatz и Kotula, являются достаточно эффективным, в них могут быть выполнены значительные улучшения. В патенте автора Amplatz № 5725552 на фиг.5A и 5B показано удлиненное васкулярное закупоривающее устройство из оплеточной металлической сетки, в которое между концами встроены два разнесенных дисковых элемента увеличенного диаметра. Дисковые элементы предназначены для того, чтобы цепляться за внутреннюю поверхность сосуда, чтобы вызывать тромбоз сосуда посредством взаимодействия крови и проволочной сетки Nitinol. В диаметре размер дисковых элементов в свободно расправленном состоянии должен быть несколько больше, чем внутренний диаметр сосуда, чтобы помочь устройству закрепиться. Это придает load from желание оплетки Nitinol дополнительно расшириться to be imparted против стенки, ограничивающей просвет в организме, чтобы закрепить устройство на месте.
Предпочтительно диски разнесены для того, чтобы обеспечить устойчивость устройству внутри сосуда и не допустить поворот устройства поперек оси сосуда. Устройство удлинено для доставки через просвет катетера посредством оттягивания наконечников на концах провода друг от друга. Эта операция уменьшает диаметр устройства для введения в катетер. Система доставки состоит из удлиненного провода с винтовым концом, который скрепляет соединяемый винтовой конец с наконечником на одном конце провода на устройстве, что позволяет проталкивать устройство через катетер для доставки. Когда устройство выходит из дистального конца катетера, устройство само расправляется до запомненной формы, предварительно заданной при термоусадке. Резьбовое соединение позволяет контролировать устройство для возвращения, смены положения или выборочного перемещения после того, как устройство правильно помещено в сосуд.
Диаметры дисков в расправленном состоянии несколько больше в диаметре, чем диаметр просвета катетера для доставки. Жесткость дисков и их большой диаметр способствуют силе, необходимой для проталкивания устройства через катетер для доставки. Дополнительно поскольку устройство нужно протолкнуть от проксимального конца, а не тянуть от дистального конца, устройство слегка сжимают, это ведет к небольшому расширению снаружи и также содействует силе, требуемой для доставки. Чтобы снизить эту нагрузку, возможно, просвет катетера для доставки должен быть увеличен.
Однако это служит причиной того, что катетер для доставки должен быть жестким и менее способным легко проходить через извилистые сосуды, чем в противном случае. Также значение плотности металла для заданного занятого объема может действовать на скорость, с которой будет развиваться тромбоз для закупоривания сосуда. Как правило, чем больше металла обнажено для тока крови, тем выше скорость тромбообразования; также большее количество металла обычно соответствует меньшей скорости восстановления просвета устройства после имплантата. Устройство Amplatz имеет относительно низкое отношение металла к объему по сравнению с патентоспособной конструкцией, описываемой в настоящем документе, и поэтому часто использует добавление полиэфирного волокна для увеличения скорости тромбообразования.
Другое закупоривающее устройство в известном уровне техники описано в патенте США 6033423 авторами Ken et. al «Multiple Layered Occlusive Coils». Этот патент описывает сосудозакупоривающее устройство, предназначенное для закупоривания сосуда или аневризмы, прежде всего в мозге. Закупоривающее устройство представляет собой проволочную спираль малого диаметра предпочтительно 0,010-0,018 дюйма в диаметре, предпочтительно выполненную из материала с памятью формы, такого как Nitinol. Проволочная спираль намотана вокруг себя и термоускажена для сохранения формы, занимающей объем в трех измерениях, чтобы закупорить сосуд. Для введения через катетер спираль растянута для уменьшения ее профиля до профиля самого витка. Витки являются очень гибкими и могут через микрокатетер пройти через извилистые сосуды малого диаметра, которые встречаются, например, в мозге. Так как для прохождения через катетер малого диаметра должен поддерживаться малый диаметр витка, длина спирали для заполнения заданного объема является достаточно большой. Полезность использования таких маленьких спиралей в больших объемах, таких как аневризмы, обнаруженные снаружи от нервно-сосудистой сети или в полости значительно объема, снижена из-за малого объема, занимаемого этими микроспиралями.
Таким образом, полезно предоставить улучшенное устройство для закупоривания сосудистой сети, которое предлагает лучшую возможность заполнения объема для заданной длины имплантата, катетер для доставки меньшего диаметра, чем традиционные системы известного уровня техники, меньшие усилия для проталкивания устройства через катетер для доставки, увеличенную способность проходить извилистые сосуды и увеличенную скорость тромобообразования посредством обеспечения большего отношения металла к объему.
Кроме того, в определенных случаях будет полезно иметь возможность доставить устройство с использованием подхода «через проволоку», который хорошо известен в области катетеров для ангиопластики. Также будет выгодно обладать большей силой сохранения формы посредством добавления необязательного провода для сохранения формы, чтобы предоставить или содействовать в образовании конечной формы устройства для закупоривания сосудов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к изобретательскому решению вышеупомянутых проблем в известном уровне техники. Используя оплеточную кругловязаную сетку, выполненную из материала с памятью формы, такого как Nitinol, и такие же способы производства, формовки и тепловой обработки и доставки, которые описаны патентами 6123715 автора Amplatz и 5725552 авторов Kotula et. al., настоящее изобретение относится к гибкому, низкопрофильному васкулярному закупоривающему устройству, обладающему способностью заполнять большой объем и высоким содержанием металла для быстрого закупоривания. В упоминаемых патентах оплеточная кругловязаная металлическая сетка, имеющая расширенную предварительно заданную конфигурацию и удлиненную сжатую конфигурацию с уменьшенным диаметром для доставки через катетер к месту лечения, имеет форму для создания закупоривания патологического отверстия в органе или сосуде организма. Тканная металлическая сетка обладает свойством памяти, на основании которого в свободном состоянии медицинское устройство стремится вернуться в указанную расширенную предварительно заданную конфигурацию. Закупоривающее устройство дополнительно содержит первую форму, образованную из оплеточной кругловязаной сетки, состоящей из повторяющегося рисунка участков с увеличенным диаметром или объемом, разделенных участками сочленения малого диаметра, и вторую общую форму устройства, состоящую из первой формы, образованной самой собой в различных объемных формах для закупорки сосуда.
В другом варианте осуществления формообразующий провод соосно содержится внутри кругловязаной оплетки и обеспечивает или способствует образованию второй общей конечной формы устройства.
Настоящее изобретение хорошо приспособлено для избирательного закупоривания сосуда, просвета, канала или полости. Несколькими примерами, без ограничения, являются аневризма, ушко левого предсердия у пациентов с фибрилляцией левого предсердия, артериально-венозная фистула (АВФ) или артериально-венозная мальформация (АВМ) или любой сосуд, который требуется закупорить для предотвращения тока крови через него. Другие возможности представляют собой лечение дефекта межпредсердной перегородки (ДМП), дефект межжелудочковой перегородки (ДМП), открытый баталов проток (ОБП) или открытый артериальный проток (ОАП).
При формировании интраваскулярного закупоривающего устройства из упругой металлической сетки с проволоками предоставлено множество упругих нитей при формировании с помощью оплеточной машины для создания упругого материала, который можно термически обработать в основном для придания желаемой формы. Затем эту оплеточную сетку деформируют для того, чтобы она в целом соответствовала форме поверхности формовочной детали, и оплеточную сетку термически обрабатывают при контакте с поверхностью формовочной детали при повышенной температуре для придания первой формовочной формы. В пространстве в предпочтительном варианте осуществления первая формовочная форма представляет собой повторяющийся сегмент увеличенного диаметра или объема овалоидной или сферической формы и с разделением смежных увеличенных объемов, состоящих из оплетки, с помощью малых диаметров, функционирующих в качестве участков сочленения между увеличенными объемами. Время и температура термообработки выбраны, в основном, чтобы привести оплеточную сетку в ее деформированное состояние. После термообработки сетку выводят из контакта с формовочной деталью, и в основном она будет сохранять ее форму в несдавленном состоянии. Удлиненному формованному элементу дополнительно с помощью термообработки придана вторая форма посредством сворачивания удлиненного элемента вокруг себя в любую из множества трехмерных форм, которые подлежат обсуждению в последующем подробном описании. Вторая термическая обработка оплеточной сетки определяет развернутое состояние медицинского устройства, в которое его в канале через катетер развертывают в организме пациента и помещают в требуемое намеченное место.
В другом варианте осуществления изобретения первая форма оплетки, созданная термообработкой, достигается как описано выше, но конечная форма устройства достигается за счет использования проволоки с памятью формы, размеры которой подходят для того, чтобы поместить внутри оплетки первой формы, полученной термообработкой, и в виде компоновки термически обработать для придания второй требуемой конечной формы центральной оси оплеточного устройства. В этом варианте осуществления проволоку вставляют в термически обработанную оплетку первой формы до второй термообработки и дистальный конец оплетки присоединяют к дистальному концу проволоки на зажиме дистального конца оплетки. Проксимальный конец проволоки свободно болтается внутри проксимальной части оплетки. Во время использования, когда устройство выталкивают из дистального конца катетера для доставки, профильная проволока и оплетка примут запомненную конечную форму устройства.
Альтернативно проволока с памятью формы может быть отдельно термически обработана для придания формы конечного устройства или второй формы и затем вставлена в оплетку, имеющую первую форму. Композитное устройство примет конечную вторую форму устройства, основанную на профильной проволоке, которая лучше сохраняет форму, чем участки сочленения из оплетки.
Варианты осуществления настоящего изобретения предоставляют улучшения конкретной формы по отношению к медицинским устройствам известного уровня техники, которые могут быть изготовлены в соответствии с настоящим изобретением, направленные на закупоривание сосудов, имеющих конкретные анатомические состояния. Такие устройства по изобретению выполнены из оплеточной металлической сетки и обладают развернутой конфигурацией и сжатой конфигурацией. При использовании катетер может быть расположен в канале в организме пациента и продвинут до положения, в котором дистальный конец катетера будет рядом с местом лечения для лечения физиологического состояния. Медицинское устройство, которому придали предопределенную форму, и выполненное в соответствии с процессом, описанным выше, может быть сжато посредством вытягивания концов в стороны и может быть введено в просвет катетера. При использовании устройство проталкивают через катетер и выводят из дистального конца, после чего, благодаря своему свойству памяти, оно будет стремиться в значительной степени вернуться в свое развернутое состояние рядом с местом лечения.
В соответствии с первым из этих вариантов осуществления закупоривающее устройство свернуто в спираль или виток, длина которой обеспечивает ее продольную устойчивость и достаточное фиксирование внутри сосуда или полости. Размер устройства несколько больше, чем сосуд или полость, для которых оно предназначено, для обеспечения направленной наружу силы расширения по отношению к стенкам сосуда или полости для удерживания устройства на месте и предупреждения эмболизации устройства. Альтернативные формы включают виток внутри витка, чтобы обеспечить более плотное наполнение сосуда или альтернативно устройство в форме витков, диаметр которой меняется от маленького до большого. Другим вариантом является отчасти сферическая конечная форма устройства. Если и есть, то существуют незначительные производственные ограничения формы устройства. Устройства могут быть изготовлены так, чтобы принимать форму аневризмы любого размера и формы. Альтернативно оно может обладать таким размером, чтобы подходить для ушка левого предсердия или другой васкулярной аномалии.
Один из вариантов осуществления предоставляет средства для доставки через проволоку, тогда как закупоривающее устройство находится внутри катетера для доставки.
Закупоривающее устройство согласно изобретению будет закупоривать сосуд, канал, просвет или полость быстро благодаря высокому соотношению заполнения металла к объему и благодаря тому, что объем заполняется частями оплетки с увеличенным диаметром, которые взаимодействуют с кровью, а также ограничивают ток крови. Устройство может быть вытянуто для доставки через катетер малого диаметра и, благодаря его гибким свойствам, может легко пройти через извилистые пути внутри человеческого организма.
КРАТКОЕ ОПИСАНИЕ РИСУНКОВ
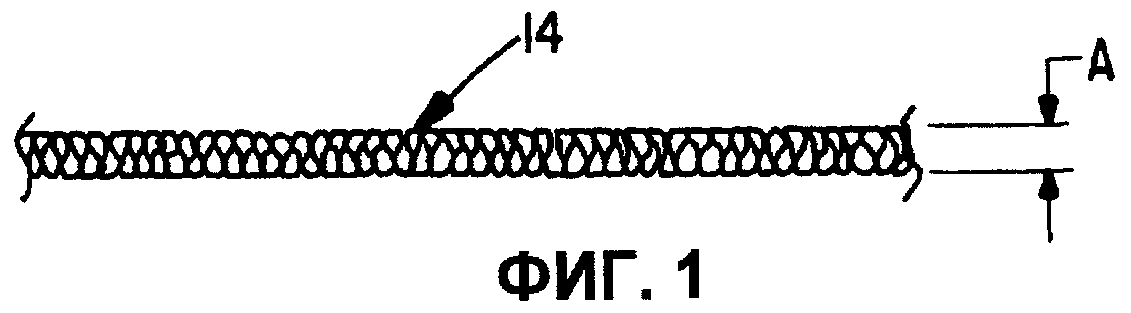
Фиг.1 представляет собой виду сбоку сегмента оплеточного трубчатого элемента конструкции из проволоки с памятью формы перед приданием ей формы и термообработкой.
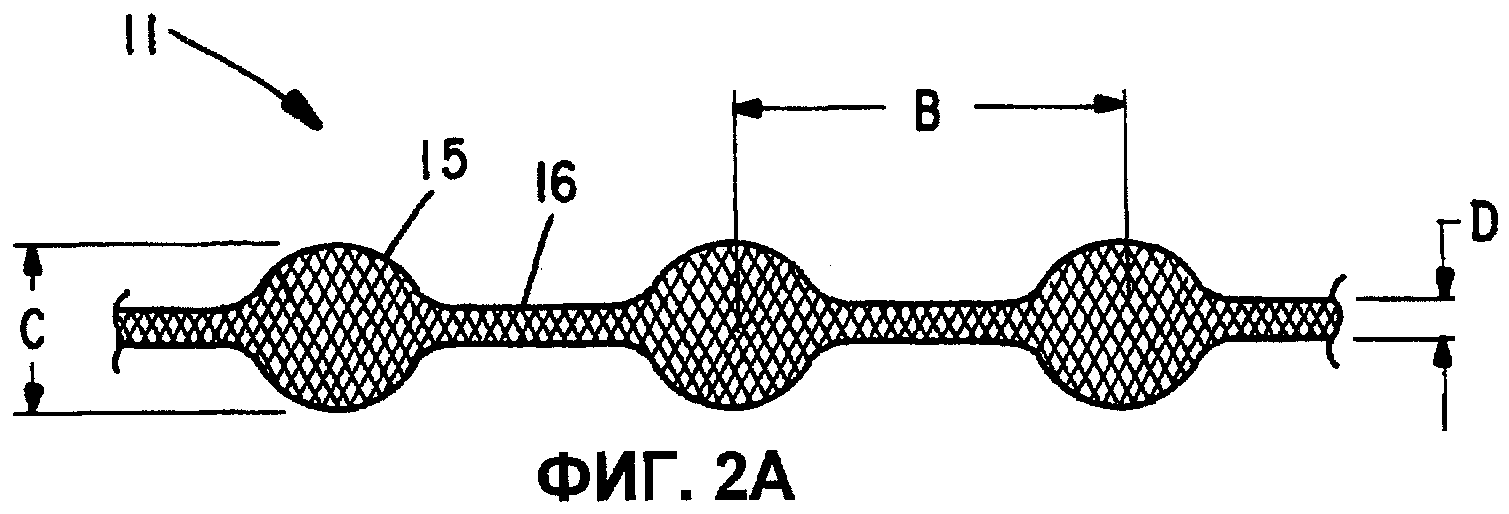
Фиг.2A представляет собой вид сбоку образца трубчатого элемента с фиг.1 после формовки в форме и термообработки для придания памяти.
Фиг.2B представляет собой вид сбоку другого образца трубчатого элемента с фиг.1 после формовки в форме и термообработки.
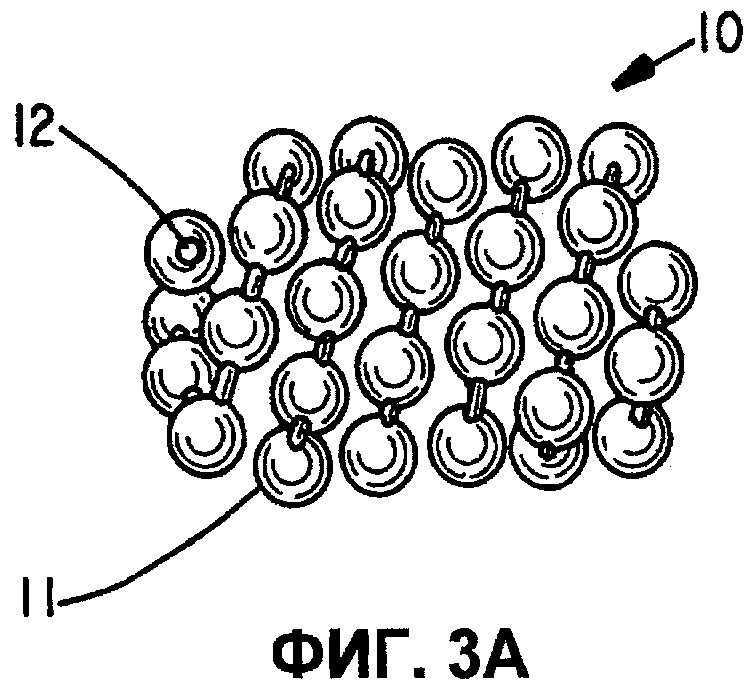
Фиг.3A представляет собой вид сбоку патентоспособного устройства в форме простой спирали.
Фиг.3B представляет собой вид сбоку проволоки с памятью формы, которую можно использовать в качестве компонента альтернативного варианта осуществления для создания формы, показанной на фиг.3A.
Фиг.4A представляет собой вид сбоку альтернативного варианта осуществления патентоспособного устройства, имеющего спиральную форму, состоящую из переменных спиралей меньшего и большего диаметра.
Фиг.4B представляет собой вид сбоку проволоки с памятью формы, которую можно использовать в качестве компонента альтернативного варианта осуществления для создания формы, показанной на фиг.4A.
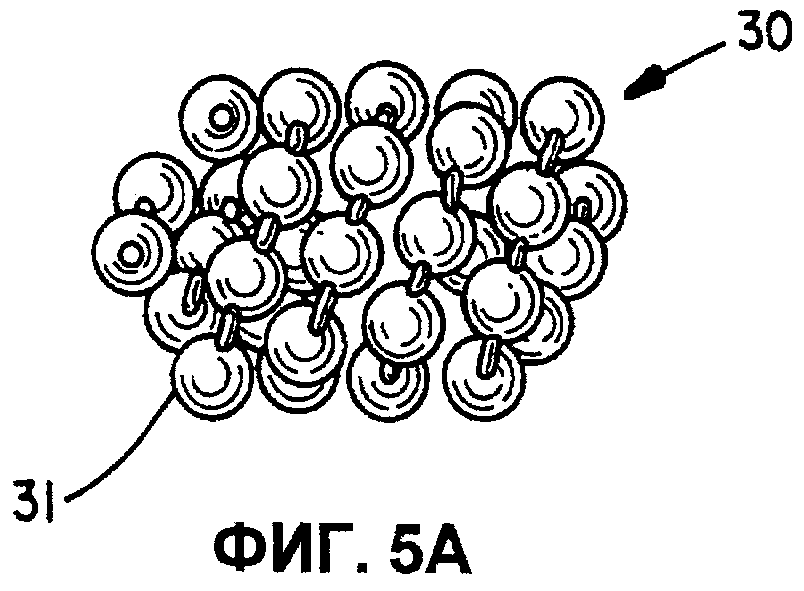
Фиг.5A представляет собой вид сбоку альтернативного варианта осуществления патентоспособного устройства, обладающего непрерывной спиралью малого диаметра внутри устройства, свернутого в спираль большего диаметра.
Фиг.5B представляет собой вид сбоку проволоки с памятью формы, которую можно использовать в качестве компонента альтернативного варианта осуществления для создания формы, показанной на фиг.5A.
Фиг.6A представляет собой вид сбоку патентоспособного устройства в форме, приближенной к сфере.
Фиг.6B представляет собой вид сбоку проволоки с памятью формы, которую можно использовать в качестве компонента альтернативного варианта осуществления для создания формы, показанной на фиг.6A.
Фиг.7 представляет собой частичный вид в поперечном разрезе альтернативного варианта осуществления патентоспособного устройства, содержащего проволоку с памятью заданной формы внутри оплетки, чтобы помогать в придании устройству формы.
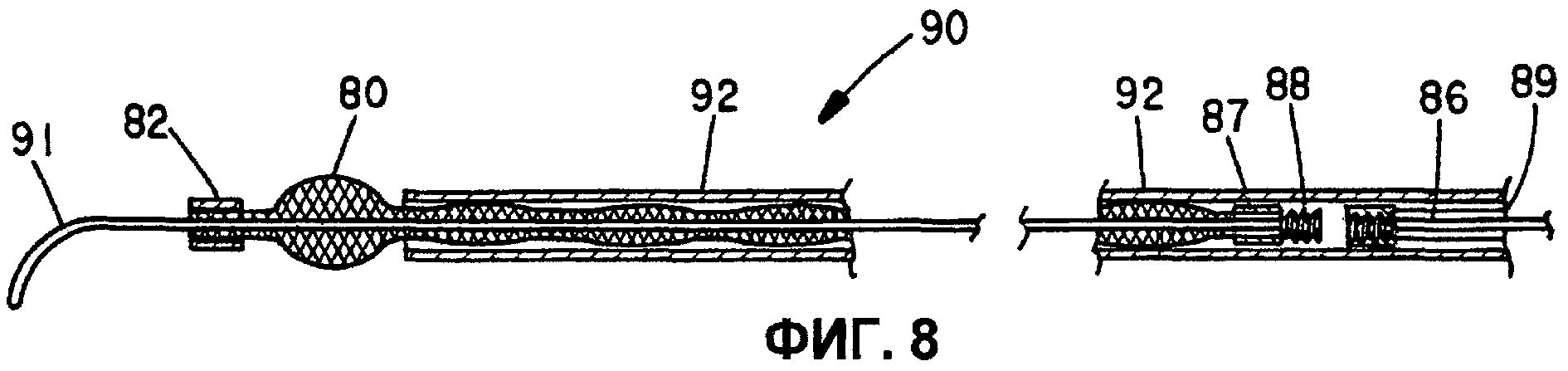
Фиг.8 представляет собой частичный вид в поперечном разрезе другого альтернативного варианта осуществления патентоспособного устройства, приспособленного к доставке через проволоку.
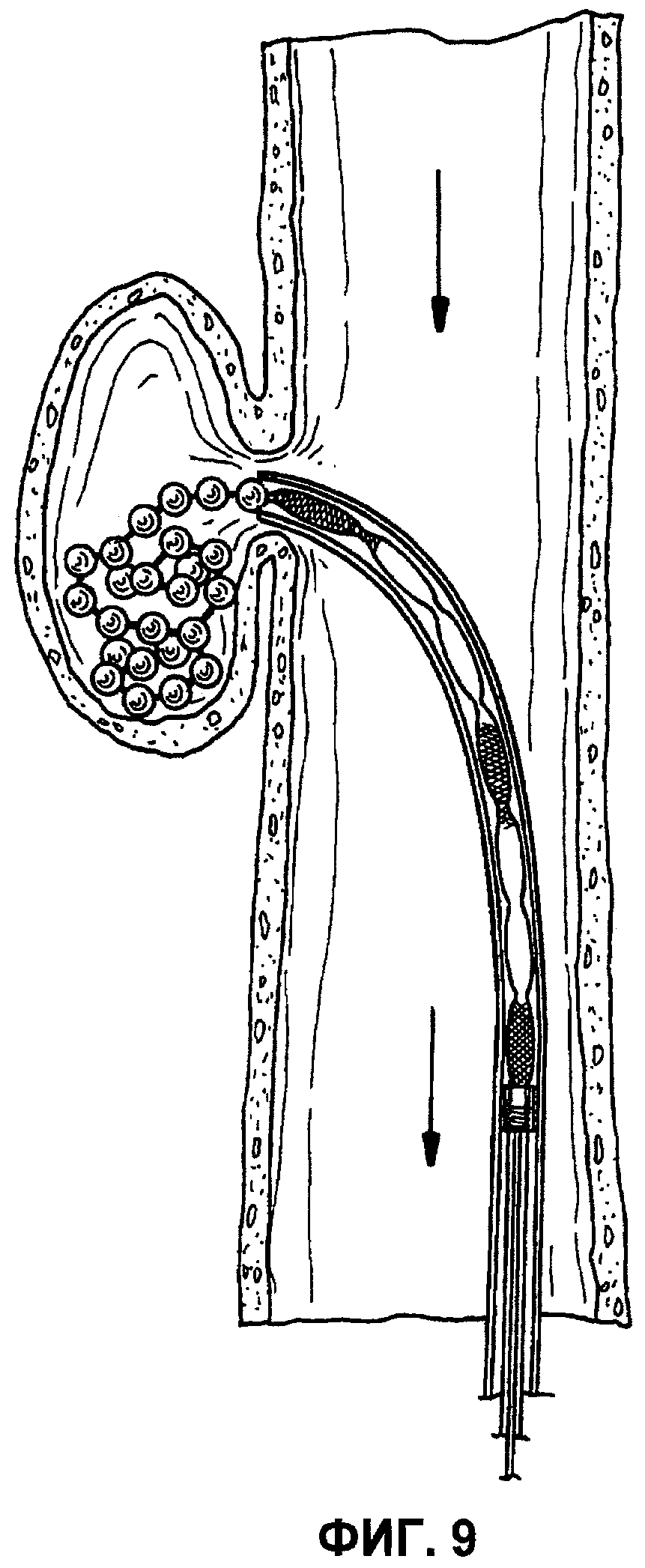
Фиг.9 представляет собой вид в поперечном разрезе обтуратора по настоящему изобретению, частично растягивающегося с дистального конца катетера для доставки, заполняющего торакальную аневризму аорты.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Настоящее изобретение относится к усовершенствованному чрескожному катетеру, направляющему интраваскулярное закупоривающее устройство для применения в сосудистой сети в организмах пациентов, например в кровеносных сосудах, каналах, просветах, отверстие в ткани, полости и т.п. При создании медицинского устройства по изобретению металлическая сетка выполнена из множества проволочных нитей, имеющих предопределенную ориентацию относительно нитей.
Металлические нити определяют два набора в основном палаллельных в целом спиральных нитей, в которых нити из одного набора имеют «hand», т.е. направление вращения, противоположное направлению вращения другого набора. Это задает в целом кругловязаную сетку, известную в текстильной промышленности как трубчатая оплетка. Ранее обсуждавшиеся патенты авторов Amplatz и Kotula описывают медицинские устройства и способы изготовления таких устройств во всех подробностях, поэтому дается только общее рассмотрение.
Наклон нитей проволоки (т.е. угол, определяемый между витками проволоки и осью оплетки) и шаг сетки (т.е. количество точек пересечения проволоки на единицу длины) могут быть установлены в соответствии с требованиями конкретного применения. Нити проволоки металлической сетки, используемой в настоящем способе, должны быть выполнены из материала, который является упругим и поддающимся тепловой обработке для того, чтобы в значительной степени придать требуемую форму. Материалы, которые пригодны для этой задачи, включают сплав на кобальтовой основе с низким термическим расширением, известный в данной области как Elgeloy, высокотемпературные высокопрочные суперсплавы на никелевой основе, коммерчески доступные в Haynes International под торговым названием Hastelloy, термически обрабатываемые сплавы на никелевой основе, которые продаются под названием Incoloy в International Nickel, и множество различных марок нержавеющей стали. Важным фактором при выборе подходящего материала для проволоки является то, что проволоки сохраняют подходящую степень деформации, созданной с помощью формовочной поверхности при предопределенной термообработке.
Другой класс материалов, которые отвечают этим требованиям, представляют собой так называемые сплавы с памятью формы. Один особенно предпочтительный сплав с памятью формы для использования в настоящем способе представляет собой никель-титановый сплав, который называется Nitinol®. NiTi сплавы также являются очень упругими - их называют «суперупругими» или «псевдоупругими». Эта упругость поможет устройству по изобретению возвратиться в данную развернутую конфигурацию для разворачивания при устранении ограничений, скажем, в просвете катетера для доставки.
При создании медицинского устройства в соответствии с изобретением кусок металлической сетки соответствующего размера вырезают из большего куска сетки, которая создана, например, оплетением нитей проволоки для создания длинной трубчатой оплетки. При обрезании сетки до требуемых размеров нужно принять меры для того, чтобы гарантировать, что сетка не будет распутываться.
Можно спаять, запаять, сварить или иным образом зафиксировать концы требуемой длины вместе (например, с помощью биосовместимого цементирующего органического материала) перед разрезанием оплетки.
Когда получен кусок металлической сетки соответствующего размера, сетку деформируют, как правило, чтобы она соответствовала поверхности формовочной детали. Деформирование сетки будет переориентировать относительные положения нитей металлической сетки из их начального порядка во вторую переориентированную конфигурацию. Форма формовочной детали должна быть выбрана для деформирования сетки в основном в требуемую форму.
Когда формовочная деталь соединена с металлической сеткой, которая в целом соответствует формовочной поверхности детали, сетка может быть подвергнута термообработке, пока она остается в контакте с формовочной поверхностью. Подходящие способы термообработки проволоки Nitinol для придания требуемой формы хорошо известны в данной области. Было обнаружено, что нагревание сетки Nitinol приблизительно от 500 приблизительно до 550°C в течение приблизительно от 1 до приблизительно 30 минут, в зависимости от пластичности или harness изготавливаемого устройства, будет стремиться придать сетке ее деформированное состояние, т.е. состояние, которое соответствует формовочной поверхности формовочной детали. При более низких температурах термообработки время будет увеличиваться (например, приблизительно 1 час приблизительно при 350°C) и при более высоких температурах время будет уменьшаться (например приблизительно 30 секунд приблизительно при 900°C).
После термообработки сетку выводят из контакта с формовочной деталью, и она будет, в основном, сохранять свою форму после деформации. Теперь обратим внимание на фиг.1, которая иллюстрирует оплеточную трубку, как она сплетена, перед любым приданием формы в процессе термообработки. Проволоки предпочтительно выполнены из сплава Nitinol и могут варьировать в диаметре от 0,001 до 0,006 дюйма, предпочтительно от 0,0015 до 0,003 дюйма в диаметре. Количество проволок, которые составляют оплетку, может быть от 8 до 144, предпочтительно 8-32. Оплетку изготавливают вокруг сердечника 3-4 мм диаметром для получения наименьшей оплетки с использованием 8-16 проволок и вокруг большего сердечника для большего количества проволок или проволоки большего диаметра.
Фиг.2A иллюстрирует первую термоусадочную форму патентоспособного устройства 11. Первая термоусадочная формовочная форма состоит из оплеточного трубчатого элемента 14, расширяющегося в сегмент 15 большего диаметра или объема в повторяющемся паттерне с сегментом 16 с уменьшенным диаметром оплетки между смежными расширяющимися участками 15. Расширенные сегменты 15 служат аспекту наполнения объема по изобретению и сегменты 16 с уменьшенным диаметром служат в качестве участков сочленения, которые позволяют трубчатому элементу оборачиваться вокруг себя в различных конфигурациях. Фиг.2B показывает наклон B между повторяющимися участками, отличными от тех, что показаны на фиг.2A.
Требования к конкретному исходному диаметру исходной оплеточной трубки относительно создаваемой первой формы отсутствуют. Например, исходная оплеточная трубка может быть больше или меньше, чем первая термоусадочная форма, при условии, что требуемая форма может быть образована, и при условии, что устройство может быть растянуто для введения в катетер для доставки и угол спирали оплетки в расширенном сегменте обладает требуемым направленным наружу сопротивлением к сжатию.
Также нет конкретных требований, чтобы наклон между расширенными участками или между участками сочленения был одинаковым. Для определенных конфигураций, которые должны быть сформированы в конечной форме устройства, может быть крайне желательно изменить расположение каждого типа сегмента в конкретном положении вдоль длины устройства, что будет подробно обсуждаться далее.
Предпочтительно расширенные участки или овалоидной или сферической формы, хотя они также могут быть любой другой формы, и расширенная форма может иметь переменный объем или диаметр вдоль длины устройства.
Как показано на фиг.7, концы этого устройства 70 из оплеточной металлической сетки сварены или скреплены вместе зажимами 77 для предупреждения истирания. Конечно, концы могут удерживаться вместе с помощью других средств, хорошо известных специалистам в данной области. Зажим 77, скрепляющий вместе нити проволоки на проксимальном конце устройства 70, также служит для соединения устройства с системой 76 доставки. В показанном варианте осуществления, как правило, зажим 77 цилиндрической формы имеет углубление, чтобы вмещать концы металлической сетки для основательного предотвращения движения проволок, содержащихся в сотканной сетке, относительно друг друга. Также зажим 77 имеет винтовую поверхность внутри углубления. Винтовое углубление приспособлено для того, чтобы вмещать и цеплять винтовой дистальный конец 78 устройства 76 доставки. Дистальный зажим 72 также имеет углубление, чтобы вмещать дистальные концы проволоки. Зажимы необязательно могут быть изготовлены из радионепрозрачного материала, такого как платиново-иридиевый сплав, или могут быть из нержавеющей стали или других хорошо известных материалов.
Фиг.8 представляет закупоривающее устройство, приспособленное для доставки через проволоку. Необязательно, но не рассматривая как требование, устройство 90, показанное на фиг.8, может быть сконфигурировано со сборками (узлами) 82 и 87 зажимных элементов на обоих концах проволоки, тем самым компоновка содержит полую наружную и внутреннюю втулку. Размеры дистального наружного зажимного элемента таковы, что внутренний диаметр достаточен для приспособления концов оплеточной проволоки, окружающих внутренний зажимной элемент, перед штамповкой или альтернативно вместо этого они могут быть закреплены между зажимными элементами или сварены. Внутренний зажимной элемент является трубчатым и его размеры таковы, что внутренний диаметр способен свободно пропускать через себя проволочный направитель 91, который обычно в диаметре составляет 0,010-0,018 дюймов, предпочтительно 0,010-дюймовая проволока или кабель. Проксимальный наружный зажимной элемент показан с наружной винтовой резьбой 88 для обратимого присоединения системы 89 доставки, которая предпочтительно представляет собой нейлоновый блок-сополимер, такой как Pebax, с 0,001-дюймовой оплеточной проволокой из нержавеющей стали поверх внутренней экструдированной трубки Pebax, со следующим другим наружным слоем Pebax, покрывающим оплетку. Такая конструкция является типичной для интраваскулярных направляющих катетеров, где требуются гибкость и передача крутящего момента. Внутренний диаметр Pebax является достаточным для свободного прохождения проволочного направителя 91.
Теперь обратим внимание на фиг.3-6A и 6B. Теперь обсуждение коснется термоусадки второй или финальной формы устройства. Обсуждаются четыре примера (без ограничения) конкретных конечных форм устройства, а также три основных способа изготовления устройства. В первом основном способе образования второй или конечной формы устройства, устройство, например, с фиг.2A, которое имеет первую образованную форму, завернуто вокруг себя во вторую или конечную форму устройства и удерживается на месте в ходе второго процесса термоусадки для сохранения своей формы при охлаждении и снятии формы.
Во втором основном способе изготовления устройства отдельную проволоку с памятью формы 73 (фиг.7) диаметром предпочтительно 0,005-0,010 дюйма из сплава Nitinol (в диапазоне 0,003-0,020 дюйма) помещают соосно с оплеткой, имеющей первую образованную форму, и компоновку из оплетки и проволоку помещают в форму, которая удерживает компоновочную проволоку по форме оси требуемой конечной формы оплеточного устройства. В этой конструкции или перед, или необязательно после термообработки компоновки концы проволоки 73 и дистальной оплеточной проволоки закреплены внутри дистального зажима 72 с помощью опрессовки, пайки, сварки или других хорошо известных средств. Проксимальный конец проволоки будет совпадать с длиной оплетки или немного короче длины оплетки, когда оплетка находится в своем свободном развернутом состоянии. Проксимальный конец проволоки свободно болтается внутри проксимальной части оплетки, чтобы позволить оплетке растянуться для размещения в катетере для доставки, как показано на фиг.7.
В третьем основном способе изготовления устройства проволока с памятью формы может быть термически обработана отдельно в форме, сжимающей проволоку до конечной или второй формы устройства. После того как проволока запомнит требуемую форму в термообработке, оплетку с ее первой формой, заданной при термоусадке, натягивают на проволоку, пока дистальный конец проволоки и дистальный конец оплетки не сравняются. Проволока 73 и дистальный конец оплеточной проволоки закреплены в дистальном зажиме 72 с помощью опрессовки, пайки, сварки или других хорошо известных средств. Проксимальный конец проволоки будет совпадать с длиной оплетки или будет немного короче длины оплетки, когда оплетка находится в своем свободном развернутом состоянии. Проксимальный конец проволоки свободно болтается внутри проксимальной части оплетки, чтобы позволить оплетке вытягиваться для размещения в катетере для доставки, как показано на фиг.7. Проксимальные концы оплеточной проволоки закреплены в проксимальном зажиме 77. Композитное устройство примет конечную вторую форму устройства на основе профильной проволоки, которая лучше сохраняет форму, чем участки сочленения в оплетке.
На фиг.3A вторая форма закупоривающего устройства состоит из витка или спиральной обмотки из первой формы заданной длины и диаметра. Для стабильности внутри сосуда длина должна составлять минимум примерно два диаметра. Устройство этой формы может быть изготовлено с использованием любого из первого, второго или третьего основного способа изготовления. Фиг.3B иллюстрирует продольный вид формы формообразующего провода 13, полученной отдельной термоусадкой, который можно использовать для изготовления устройства с 3A с использованием второго или третьего основного способа изготовления. Необязательно концы спирали могут иметь такую форму, что несколько последних расширенных участков 15 изгибаются с меньшим радиусом для того, чтобы закупорить вход и выход витка для дополнительного ограничения тока. Формы, показанные на фиг.3-5, в частности, будут пригодны для закупоривания трубчатого сосуда и способны приспосабливаться для изгибания или сгибания в сосуде. Форма на фиг.6 может быть использована в сосуде, но может приспосабливаться для закупоривания полости, такой как ушко левого предсердия (LAA) или, возможно, аневризмы.
На фиг.4A вторая форма закупоривающего устройства 20 состоит из витка или спиральной обмотки, имеющей переменные малые и большие диаметры первой формы заданной длины. С помощью переменных диаметров может быть достигнуто более полное закупоривание для заполнения сосудов, имеющих внутренние диаметры, по меньшей мере, в два раза превышающие диаметр участков 15 увеличенного объема. Для стабильности внутри сосуда длина спирального устройства должна быть минимум примерно в два раза больше диаметра. Устройство этой формы может быть изготовлено с использованием любого из ранее описанного первого, второго или третьего основного способа изготовления. Фиг.4B иллюстрирует продольный вид, показывающий полученную отдельной термоусадкой форму формообразующего провода 23, который можно использовать для производства устройства на 4A с использованием второго или третьего основного способа изготовления. Альтернативно устройство может иметь 3 или больше переменных диаметра для сосудов большего диаметра по отношению к диаметру увеличенного сегмента 15.
На фиг.5A закупоривающее устройство 30 имеет вторую форму, состоящую из полного внутреннего витка, окруженного наружным витком. Это обеспечивает компактное расположение металла для закупоривания сосуда или полости, такой как аневризма или ушко левого предсердия. Структуру можно изготовить с использованием любого из 3 ранее обсуждавшихся основных способов и она будет заполнять сосуды, имеющие диаметр, по меньшей мере, в 4 раза превышающий диаметр расширенных участков 15. Фиг.5B иллюстрирует продольный вид, показывающий форму формообразующего провода 33, полученную отдельной термоусадкой, который можно использовать для изготовления устройства на 5A с использованием второго или третьего основного способа изготовления. Устройство может быть сконфигурировано так, чтобы сначала разворачивать внутреннюю спираль и затем наружную спираль или наоборот. Дополнительно может быть желательно развертывать обе спирали в дистально-проксимальном направлении посредством предоставления длинного соединительного сегмента 16, который проходит от проходит конца первого витка к дистальному концу второго витка, чтобы позволить второму витку также разворачиваться в дистально-проксимальном направлении.
Фиг.6A иллюстрирует форму закупоривающего устройства 40, которое имеет вторую форму, близкую к сферической форме. Форма изготавливается посредством закручивания устройства с первой термоусадочной формой вокруг себя в требуемую форму с последующей термоусадкой закрученной формы, пока форма или другое сдерживающее средство удерживает ее на месте. Как указано выше, может быть выбрана схема закручивания, которая требуется для образования такой формы, как овалоид, возможно, для заполнения аневризмы или полости такой формы, например, ушка левого предсердия.
Фиг.6B иллюстрирует отдельно нагретую профильную проволоку, которую можно использовать для изготовления устройства, показанного на фиг.6A с использованием второго или третьего основного способа изготовления.
Так как может потребоваться заполнить сосуды, аневризмы и полости множества различных размеров, выбор диаметра оплеточной проволоки, количества проволок в оплетке и размера расширенных участков может быть выбран относительно размера сосуда. Предпочтительно, чтобы расширенный сегмент был невелик по отношению к максимальной ширине сосуда или полости. Например, сегмент увеличенного диаметра должен находиться в диапазоне 0,4-0,1 (предпочтительно 0,3-0,2) от ширины сосуда или полости, подлежащих заполнению. Конечный размер устройства должен быть немного больше, чем подлежащие заполнению сосуд или полость для того, чтобы оказать направленное наружу давление на стенку сосуда или полости, чтобы в достаточной мере удерживать устройство на месте.
В зависимости от требуемой конечной формы устройства длина сочленяющего сегмента может быть изменена для достижения наиболее точной подгонки или размещения расширенных участков относительно смежных расширенных участков. Как показано на фиг.5A, наружная спираль расположена рядом с внутренней спиралью. Длина сочленяющего сегмента второй спирали может отличаться от внутренней спирали для достижения лучшей упаковки или размещения расширенных участков. Это близкое размещение обеспечивает высокую плотность металла и улучшенное ограничение тока для быстрого закупоривания (тромбоза) сосуда.
Специалисты в данной области оценят, что для того чтобы ускорить закупоривание сосудистым устройством, устройство может быть покрыто подходящим тромбообразующим средством, наполнено полиэфирным волокном или оплетено увеличенным количеством нитей проволоки. Устройства известного уровня техники предпочтительно используют полиэфир внутри оплеточного устройства. При расположении внутри оплетки его волокно может легко сплющиваться, когда устройство доставляют через катетер. Вплетенное волокно посредством прикрепления к сгустку крепко удерживает сгусток внутри устройства, когда оно образует закупоривание.
Фиг.8 иллюстрирует устройство доставки, которое можно использовать для проталкивания закупоривающего устройства 10, 20, 30 или 40 через просвет катетера 92 или кожух длинного интубатора для разворачивания в канале в организме пациента. Когда устройство разворачивается из дистального конца катетера, устройство все еще будет удерживаться устройством 79 или 89 доставки на фиг.7 или 8 соответственно. При подтверждении правильного размещения устройства в сосуде ручку устройства доставки можно вращать вокруг его оси, чтобы отвинтить зажим 77 или 87 от устройства 79 или 89 доставки соответственно.
Сохраняя закупоривающее устройство присоединенным к средствам доставки, оператор все еще имеет возможность отвести назад устройство для повторного позиционирования, если будет определено, что устройство при первой попытке позиционировано неправильно. Это винтовое скрепление также даст оператору возможность контролировать способ развертывания устройства 10 из дистального конца катетера. Когда устройство выходит из катетера, оно будет стремиться упруго вернуться в конечную расширенную форму, которая была задана, когда сетку подвергали термоусадке. Когда устройство спружинивает в эту форму, оно может стремиться действовать на дистальный конец катетера, эффективно проталкивая себя в дистальном направлении за пределы конца катетера. Это пружинящее действие возможно приведет к неправильному позиционированию устройства. Так как винтовой зажим 77 или 87 (фиг.7 или 8) дает оператору возможность поддерживать удержание устройства в процессе развертывания, пружинящее действие устройства может быть уменьшено и оператор может контролировать развертывание для того, чтобы обеспечить правильное позиционирование.
Фиг.7 иллюстрирует закупоривающее устройство, изготовленное вторым или третьим основным способом, содержащим отдельную термоусадку формообразующего провода 73 устройства, прикрепленного к зажиму 72 на дистальном конце проволоки с помощью опрессовки, штамповки, приклеивания, пайки или других средств. Проксимальный конец проволоки 73 болтается внутри оплетки и он короче, чем оплетка, когда она растянута для доставки через катетер 92 (фиг.8). Устройство 79 доставки имеет ручку 76 из проволоки или провода с соединительным устройством 78 на дистальном конце с наружной резьбой, которая соединяется с внутренней резьбой на зажиме 77 проволоки.
Фиг.8 иллюстрирует частичный разрез системы 90, состоящей из устройства 89 доставки закупоривающего устройства 80, проволочного направителя 91 и катетера 92 для доставки. В этом варианте осуществления устройства 80 конструкция была модифицирована для доставки через проволоку. Зажимы 87 и 82 проксимального и дистального конца состоят из внутренней втулки и наружной втулки. Внутренняя втулка имеет внутренний диаметр, позволяющий свободно скользить по проволочному направителю. Размер наружной втулки подобран так, чтобы насаживаться на конец проволоки и внутреннюю втулку. Конец проволоки размещен между двумя втулками и опрессован, проштампован, сварен или присоединен на месте, чтобы удержать проволоки от распутывания. Проксимальный зажим 87 содержит резьбу 88, которая совпадает с винтовым соединением на устройстве 89 доставки, которое предпочтительно представляет собой экструдированную трубку из нейлонового блок-сополимера, такого как Pebax, усиленную 0,001-дюймовой оплеточной проволокой, встроенной в Pebax в процессе совместной экструзии. Такая конструкция является типичной для направляющих катетеров, для которых необходимы гибкость и передача крутящего момента. Необязательно устройство доставки может быть изготовлено из круглой или плоской проволоки из нержавеющей стали, имеет просвет, достаточный для свободного прохождения проволочного направителя, и покрыто тонкой полимерной трубкой, такой как трубка из усадочной пленки, чтобы содержать спираль и обеспечивать передачу крутящего момента с гибкостью и толкающим усилием. Дистальный винтовой разъем присоединен с помощью сварки или других средств к спиральному дистальному концу устройства доставки для обратимого присоединения к закупоривающему устройству 80. Спиральная ручка устройства доставки может быть покрыта PTFE для снижения трения между спиралью и проволочным направителем. В качестве ручки устройства доставки также может использоваться гипотрубка малого диаметра с внутренним диаметром, позволяющим вместить проходящий через нее проволочный направитель.
Катетер для доставки может представлять собой простую экструдированную трубку, предпочтительно выполненную из Pebax. Трубка имеет просвет, размер которого позволяет проходить закупоривающему устройству и устройству доставки. Катетер для доставки может иметь фигурный наконечник, чтобы обеспечить предопределенное положение закупоривающего устройства при доставке в аневризму, как показано на фиг.9. Для улучшения ответа на вращение катетера для доставки для контроля наконечника трубка из Pebax может содержать 0,001 оплеточную проволоку из нержавеющей стали, встроенную в полимер Pebax, подобно направляющему катетеру. В некоторых случаях сам направляющий катетер или, возможно, диагностический катетер или длинный кожух могут служить в качестве устройства доставки.
При использовании закупоривающее устройство 80 (фиг.8) соединено вместе с устройством 89 доставки с помощью винтового устройства. Проксимальный конец устройства 89 доставки прикреплен сзади к дистальному концу катетера для доставки 92. Закупоривающее устройство 80 растягивается посредством этого движения и уменьшается в диаметре и входит в проксимальный конец катетера 92 для доставки. Система 90 может транспортироваться в этой конфигурации по причине простоты эксплуатации. Доступ (обычно через бедренную артерию) в артериальную систему выполняется с использованием хорошо известного способа Селдингера. В артерию помещают артериальный кожух. В случае доставки через проволоку, как показано на фиг.8, проволочный направитель сначала вводят через кожух и внутрь артерии. Проксимальный конец проволочного направителя прикреплен сзади через дистальный наконечник закупоривающего устройства, небольшая часть которого выставлена наружу из дистального конца на катетере для доставки. Катетер для доставки содержит закупоривающее устройство и устройство доставки продвинуто вперед поверх проволочного направителя, через кожух и внутрь артерии. Проволочный направитель продвигают вперед и проводят через сосудистую сеть к намеченному месту. Катетер для доставки выдвигают вперед до тех пор, пока дистальный наконечник не будет расположен у намеченного места. Проволочный направитель может быть удален перед тем, как продвигать устройство 80 вперед из катетера для доставки, или может быть извлечен после того, как закупоривающее устройство частично будет внутри сосуда или полости, подлежащей заполнению. Затем устройство 80 продвигают вперед посредством надавливания на устройство 89 доставки, пока все устройство 80 не будет размещено, как требуется. Если устройство расположено правильно, устройство доставки отвинчивают посредством вращения закупоривающего устройства и катетер для доставки и устройство доставки извлекают. Если устройство изначально расположено неправильно, устройство 80 можно отвести назад к катетеру для доставки 92 и выполнить дополнительную попытку для повторного позиционирования устройства, как только это потребуется, при условии, что винтовое соединение сохранено. Когда винтовое соединение разделено, устройство не может быть возвращено в катетер 92.
В случае устройства с доставкой не через проволоку, как показано на фиг.7 и 9, катетер для доставки может быть продвинут вперед по проволочному направителю, поскольку закупоривающее устройство и присоединенное устройство для доставки предварительно не вставлены в катетер. Когда катетер для доставки расположен как требуется, проволочный направитель может быть удален из организма, и закупоривающее устройство и устройство доставки могут быть вставлены в проксимальный конец катетера для доставки. Это может быть выполнено через размещение отрывной втулки интубатора поверх дистального конца устройства доставки перед присоединением к закупоривающему устройству. Втулка интубатора обладает наружным диаметром, который немного меньше, чем внутренний диаметр катетера для доставки. Винтовое соединение выполнено между закупоривающим устройством и устройством доставки и закупоривающее устройство протянуто в отрывную втулку. Находясь внутри втулки, закупоривающее устройство может быть проведено в обычный люэровский разъем, ведущий к просвету на проксимальном конце катетера для доставки 92. Продвижение вперед устройства доставки доставляет закупоривающее устройство через катетер для доставки. Теперь втулка интубатора может быть оторвана от устройства доставки и удалена. Когда катетер для доставки находится на месте, устройство доставки может быть продвинуто вперед для доставки закупоривающего устройства в намеченное место в сосуд или полость, подлежащие закупориванию.
Для визуализации устройств и катетеров в процедурах с катетерами в процессе доставки обычно используется ангиография. При желании наконечники могут быть радионепрозрачными или радионепрозрачные метки могут быть добавлены в закупоривающее устройство. Как правило, количество металла в этих закупоривающих устройствах можно видеть на рентгеноскопии. Чтобы определить, когда ток крови через сосуд или полость был остановлен с помощью тромбоза, можно использовать радионепрозрачный краситель.
Хотя устройство будет стремиться к тому, чтобы упруго вернуться в свою исходную развернутую конфигурацию (т.е. в свою форму до сжатия для прохождения через катетер), следует понимать, что оно может не всегда полностью возвращаться в эту форму. Например, устройство предназначено иметь максимальный наружный диаметр в своей развернутой конфигурации, по меньшей мере, до и предпочтительно больше, чем внутренний диаметр просвета, в котором оно должно развернуться. Если такое устройство разворачивается в сосуде, имеющем маленький просвет, просвет будет ограничивать полное возвращение устройства в его развернутую конфигурацию. Тем не менее, устройство будет развернуто правильно, так как оно будет цепляться за внутреннюю стенку просвета, чтобы посадить туда устройство, как подробно рассказывалось выше.
Если устройство подлежит использованию для постоянного закупоривания канала или полости в организме пациента, например устройства 10, 20, 30, 40, 70 и 80, описанные выше, может быть, некто может просто отсоединить систему доставки посредством разъединения обратимого соединения с устройством и удаления катетера и устройства доставки из организма пациента. Это оставит медицинское устройство, развернутое в сердечно-сосудистой системе пациента для того, чтобы оно могло закупорить кровеносный сосуд или другой канал в организме пациента.
Несмотря на то, что были описаны предпочтительные варианты осуществления настоящего изобретения, следует понимать, что различные изменения, адаптации и модификации могут быть выполнены в нем без отступления от сущности изобретения и объема приложенных пунктов формулы изобретения.
Реферат
Настоящее изобретение относится к медицинской технике. Способ изготовления устройства включает сплетение металлических нитей, обладающих свойством памяти формы, в трубчатую металлическую сетку для образования плетеной конфигурации. Конец сетки закрепляют для предотвращения ее расплетания. Располагают сетку в или на формовочной структуре первой предопределенной формы, содержащей множество сегментов увеличенного объема, имеющих сферическую или овалоидную форму, соединенных вместе в цепочку посредством промежуточных сочленяющих звеньев. Нагревание формовочной структуры производят до повышенной температуры в течение промежутка времени, достаточного для термоусадки сетки в первой предопределенной форме, для сохранения первой предопределенной формы, когда медицинское устройство находится в расслабленном состоянии. Металлической сетке, включающей первую предопределенную форму, придают вторую предопределенную форму сворачиванием вокруг себя для сохранения второй предопределенной формы, когда указанное устройство находится в расслабленном состоянии. Раскрыто устройство, получаемое этим способом. Технический результат состоит в уменьшении усилия проталкивания и увеличении скорости образования тромба. 2 н. и 29 з.п. ф-лы, 9 ил.
Формула
a) сплетение множества металлических нитей, обладающих свойством памяти формы, в трубчатую металлическую сетку для образования плетеной конфигурации;
b) закрепление по меньшей мере одного конца сетки для предотвращения ее расплетания;
c) расположение сетки в или на формовочной структуре первой предопределенной формы, содержащей множество сегментов увеличенного объема, имеющих сферическую или овалоидную форму, соединенных вместе в цепочку посредством промежуточных сочленяющих звеньев;
d) нагревание формовочной структуры до повышенной температуры в течение промежутка времени, достаточного для термоусадки сетки в первой предопределенной форме, для сохранения первой предопределенной формы, когда медицинское устройство находится в расслабленном состоянии; и
g) придание второй предопределенной формы металлической сетке, включающей первую предопределенную форму, сворачиванием вокруг себя для сохранения второй предопределенной формы, когда указанное устройство находится в расслабленном состоянии.
a) предоставление формовочной детали, имеющей вторую предопределенную форму;
b) размещение сетки с первой предопределенной формой в или на формовочной детали, имеющей вторую предопределенную форму;
c) нагревание формовочной детали до температуры и в течение времени, достаточных для термоусадки медицинского устройства во вторую предопределенную форму.
a) предоставление проволочной нити из металла с памятью формы, длина которой, по существу, равна длине указанной цепочки;
b) термическое придание проволочной нити формы, соответствующей требуемой второй форме; и
c) нанизывание цепочки на проволочную нить.
a) предоставление трубчатого катетера для доставки, имеющего проксимальный конец, дистальный конец и просвет, проходящий между ними;
b) продольное растягивание цепочки для уменьшения поперечного размера цепочки; и
c) загрузка цепочки в просвет катетера для доставки.
a) предоставление трубчатого катетера для доставки, имеющего проксимальный конец, дистальный конец и просвет, проходящий между ними;
b) продольное растягивание цепочки для уменьшения поперечного размера цепочки; и
с) загрузка цепочки в просвет катетера для доставки.
a) плетеную трубчатую сетку, содержащую множество оплеточных металлических пучков из сплава с памятью формы с расширенной предварительно определенной формой в расслабленном, несдавленном состоянии и сжатом состоянии, когда она продольно растянута для доставки через катетер;
b) причем указанная расширенная предварительно заданная форма является плетеной сеткой, деформированной для соответствия формовочной поверхности, и содержит первую предопределенную форму, свернутую вокруг себя во вторую предопределенную форму, где вторая предопределенная форма сохраняется, когда указанное устройство находится в расслабленном, несдавленном состоянии, и при этом первая предопределенная форма содержит множество сегментов увеличенного объема, имеющих сферическую или овалоидную форму, соединенных вместе в цепочку посредством промежуточных сочленяющих звеньев меньшего поперечного размера, чем поперечный размер сегментов увеличенного объема.
Комментарии