Способ обработки металлической заготовки путем точения - RU2725270C2
Код документа: RU2725270C2
Чертежи















Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области резания металлов. Более конкретно, настоящее изобретение относится к области точения, которое выполняется путем точения металлической заготовки с использованием инструмента для точения на станке, таком как станок с ЧПУ.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ И УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к способу образования поверхности на металлической заготовке, использованию пластины для точения при таком способе, компьютерной программе, имеющей инструкции, которые при выполнении токарным станком с числовым программным управлением побуждают токарный станок с числовым программным управлением выполнять такой способ, машиночитаемому носителю с хранящейся на нем такой компьютерной программой, и к потоку данных, который является характерным для такой компьютерной программы.
При точении металлической заготовки металлическая заготовка вращается вокруг центральной оси. Металлическая заготовка зажимается на одном конце с помощью вращающихся зажимных средств, таких как один или более патронов или кулачков. Конец заготовки, который зажимается, может называться зажимным концом или приводным концом. Для стабильного зажима зажимной конец или приводной конец металлической заготовки может иметь больший диаметр, чем противоположный конец металлической заготовки, и/или имеется больший диаметр части металлической заготовки, расположенной между зажимным концом и противоположным концом. Альтернативно, металлическая заготовка может иметь постоянный диаметр перед операцией обработки, т.е. резанием металла. Пластина для точения перемещается относительно металлической заготовки. Это относительное перемещение называется подачей. Перемещение пластины для точения может осуществляться в направлении, параллельном центральной оси металлической заготовки, это обычно называется продольной подачей или осевой подачей. Более того, перемещение пластины для точения может осуществляться в направлении, перпендикулярном центральной оси металлической заготовки, это обычно называется радиальной подачей или подрезкой торца. Также возможны другие углы перемещения или направления подачи, это обычно называется копировальным точением или точение по копиру. При копировальном точении подача имеет как осевую, так и радиальную составляющие. Во время относительного перемещения пластины для точения материал с металлической заготовки снимается в виде стружки. Стружка предпочтительно является короткой и/или имеет форму или направление перемещения, которое предотвращает застревание стружки и/или не дает плохую чистоту обработки обработанной поверхности.
Обычные формы пластин для точения, которые могут использоваться для широкого диапазона направлений подачи, включают в себя треугольные пластины для точения. Такие пластины имеют на виде сверху, т.е. на передней поверхности к зрителю, форму треугольника, где все три стороны имеют одинаковую длину, и где угол при вершине составляет 60°. Углы треугольника имеют форму режущих кромок вершин, которые обычно имеют радиус кривизны в диапазоне 0,2-2,0 мм. Примеры таких пластин для точения обычно обозначаются TNMG и TCMT в соответствии со стандартом ISO и обычно выполнены по меньшей мере частично из цементированного карбида с покрытием или без покрытия или кубического нитрида бора (CBN) или керамики или металлокерамики.
Другие обычные формы пластин для точения имеют на виде сверху, т.е. на передней поверхности к зрителю, форму ромба, где все четыре стороны имеют одинаковую длину, и где угол при вершине части рабочей вершины составляет 80°. Рабочие углы имеют форму режущих кромок вершин, которые обычно имеют радиус кривизны в диапазоне 0,2-2,0 мм. Примеры таких пластин для точения обычно обозначаются CNMG в соответствии со стандартом ISO и обычно выполнены по меньшей мере частично из цементированного карбида с покрытием или без покрытия или кубического нитрида бора (CBN) или керамики или металлокерамики.
Как описанные треугольные, так и ромбовидные пластины для точения могут использоваться для точения двух стенок, образующих внешний угол 90° в металлической заготовке, где одна стенка на большем расстоянии от оси вращения металлической заготовки перпендикулярна оси вращения, а одна цилиндрическое стенка на меньшем расстоянии от оси вращения параллельна оси вращения, причем две стенки соединены круговым или криволинейным сегментом. Внешний угол 90° в этом контексте представляет собой угол 90°, образованный на или у внешней или наружной поверхности металлической заготовки так, что цилиндрическая стенка или цилиндрическая поверхность обращена от оси вращения. Это противоположно какому-либо углу, который может быть образован на или у внутренней поверхности внутри канала, соосного с осью вращения. Круговой или криволинейный сегмент находится в сечении в плоскости, содержащей ось вращения, в форме дуги, в форме четверти круга или четверти формы, которая по существу является кругом, который имеет тот же радиус кривизны, что и режущая кромка при вершине пластины для точения. Круговой или криволинейный сегмент альтернативно имеет больший радиус кривизны, чем режущая кромка при вершине пластины для точения.
В EP2572816B1 показан инструмент для точения во время обработки заготовки. Инструмент для точения может использоваться для образования двух стенок, образующих внешний угол 90°, без какой-либо переориентации инструмента для точения. Инструмент включает в себя державку, а также пластину для точения. В этом случае заготовка вращается одновременно с продольной подачей инструмента параллельно центральной оси. Установочный угол или главный угол в плане представляет собой угол между направлением продольной подачи и главной кромкой. Установочный угол или главный угол в плане составляет 95°. Пластина для точения имеет ромбовидную основную форму и содержит два остроугольных угла, имеющих угол, составляющий 80°, и два тупоугольных угла, имеющих угол, составляющий 100°. Вспомогательный угол в плане, составляющий 5°, получается между пластиной для точения и создаваемой поверхностью заготовки. Создаваемая поверхность заготовки является по существу цилиндрической.
Авторы изобретения обнаружили, что способ точения в EP2572816B1 дает неудовлетворительный срок службы инструмента или время использования пластины для точения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Основная цель настоящего изобретения заключается в обеспечении способа, посредством которого может быть преодолена вышеуказанная проблема.
Эта цель достигается в соответствии со способом согласно изобретению, который представляет собой способ образования поверхности на металлической заготовке, включающий первый этап обработки, на котором обеспечивают пластину для точения, содержащую первую режущую кромку, вторую режущую кромку и выпуклую режущую кромку при вершине, соединяющую первую и вторую режущие кромки, выбирают угол α при вершине, образованный между первой и второй режущими кромками, меньшим или равным 85°, причем способ включает дополнительные этапы, на которых адаптируют ориентацию второй режущей кромки так, что она образует вспомогательный угол ψ в плане, составляющий более 90° в направлении подачи, позиционируют все части пластины для точения впереди режущей кромки при вершине в направлении подачи, вращают металлическую заготовку вокруг оси A3 вращения в первом направлении и перемещают пластину для точения в направлении, параллельном или под углом менее 45° относительно оси A3 вращения так, что первая режущая кромка является рабочей и находится впереди режущей кромки при вершине в направлении подачи, и так, что поверхность по меньшей мере частично образуется режущей кромкой при вершине.
При таком способе вторая режущая кромка не подвергается износу во время первого этапа обработки, например, этапа продольного точения, и может использоваться на последующем втором этапе обработки, например, на этапе подрезки торца, т.е. при подаче, перпендикулярной и направленной от оси вращения металлической заготовки, или на последующей операции точения в по существу противоположном или противоположном направлении относительно первого направления. Для срока службы пластины для точения выгодно то, что износ режущих кромок распределяется равномерным образом. При таком способе возможно использовать пластину для точения на предыдущем или последующем втором этапе обработки, например, на операции подрезки торца, без переориентации, предпочтительно таким образом, чтобы износ пластины распределялся по большей протяженности режущей кромки с небольшим перекрытием или без перекрытия износа вставки, вызываемого первым этапом обработки и вторым этапом обработки. При таком способе контроль стружкообразования или удаление стружки улучшается, если направление подачи ориентировано от части заготовки, которая имеет больший диаметр, чем диаметр образованной поверхности, такой как, например, поверхность стенки, продолжающаяся в плоскости, перпендикулярной оси вращения металлической заготовки. При таком способе главный угол в плане первой режущей кромки уменьшается, приводя к относительно более широкой и более тонкой стружке, что, как обнаружили авторы изобретения, дает уменьшенный износ первой режущей кромки.
Таким образом, способ относится к осевому или продольному точению или точению по копиру, которое может быть наружным или внутренним. Предпочтительно, способ представляет собой способ наружного точения, т.е. способ, при котором поверхность, которая образуется, обращена от оси вращения. Поверхность, которая образуется или создается, представляет собой вращательно-симметричную поверхность, т.е. поверхность, которая имеет протяженность вдоль оси вращения металлической заготовки, поперечные сечения которой перпендикулярны оси вращения, каждый участок вращательно-симметричной поверхности расположен на постоянном расстоянии от оси вращения металлической заготовки, причем постоянное расстояние представляет собой расстояние, которое находится в пределах 0,10 мм, предпочтительно в пределах 0,05 мм. Вращательно-симметричная поверхность может иметь форму, например, цилиндрической поверхности или конической поверхности или поверхности усеченного конуса или скошенной поверхности. Перемещение или направление подачи пластины для точения ориентировано от воображаемой плоскости, перпендикулярной оси вращения. Другими словами, перемещение пластины для точения осуществляется с составляющей перемещения в направлении, параллельном оси вращения металлической заготовки, например, пластина для точения перемещается в направлении, параллельном оси вращения, или пластина для точения перемещается в направлении, ориентированном под углом, предпочтительно под углом менее 15°, относительно оси вращения. В первом примере вращательно-симметричная поверхность представляет собой цилиндрическую поверхность, которая симметрична вокруг оси вращения. Во втором примере вращательно-симметричная поверхность представляет собой коническую поверхность или поверхность в форме усеченного конуса или суженную поверхность, которая симметрична вокруг оси вращения. Вращательно-симметричная поверхность, создаваемая или образуемая по меньшей мере частично режущей кромкой при вершине, имеет волнообразную форму с небольшими выступами и впадинами, и эта волнообразная форма зависит по меньшей мере частично от кривизны радиуса вершины и скорости подачи. Высота волны составляет менее 0,10 мм, предпочтительно менее 0,05 мм. Для образования или создания вращательно-симметричной поверхности, в этом значении осуществляется резание металла, когда стружка с металлической заготовки снимается по меньшей мере одной режущей кромкой. Окончательная форма вращательно-симметричной поверхности образуется исключительно или по меньшей мере в наибольшей степени или по меньшей мере частично режущей кромкой при вершине. Это связано с тем, что режущая кромка при вершине представляет собой часть пластины для точения, которая расположена на более близком расстоянии от оси вращения металлической заготовки, чем все другие части пластины для точения. Более конкретно, во время первого этапа обработки одна первая точка режущей кромки при вершине представляет собой часть пластины для точения, которая расположена ближе всего к оси вращения металлической заготовки. Одна вторая точка или задняя точка режущей кромки при вершине, которая находится за указанной первой точкой в направлении подачи, представляет собой часть пластины для точения, которая расположена в самом заднем положении в направлении подачи или в направлении перемещения пластины. Указанная первая точка режущей кромки при вершине расположена на той же стороне биссектрисы, что и первая режущая кромка, причем биссектриса представляет собой линию, которая находится между первой и второй режущими кромками на одинаковом расстоянии от первой и второй режущих кромок. Указанная вторая точка режущей кромки при вершине расположена на той же стороне биссектрисы, что и вторая режущая кромка. Первая режущая кромка и вторая режущая кромка расположены на противоположных сторонах выпуклой режущей кромки при вершине. Первая, вторая режущие кромки и режущая кромка при вершине образованы на границах верхней поверхности пластины для точения, причем верхняя поверхность содержит переднюю поверхность. Выражение «позиционирование всех частей пластины для точения впереди режущей кромки при вершине в направлении подачи», таким образом, может быть альтернативно сформулировано как «позиционирование всех частей верхней поверхности пластины для точения впереди заднего участка режущей кромки при вершине в направлении подачи».
Угол при вершине, меньший или равный 85°, дает преимущество в том, что угол 90°, т.е. две поверхности стенок, перпендикулярные друг другу, может быть обработан с помощью одной части вершины пластины для точения без какой-либо переориентации пластины для точения. Альтернативно, угол при вершине, меньший или равный 85°, соответствует режущей кромке при вершине, имеющей форму дуги окружности с углом, меньшим или равным 85°. Режущая кромка при вершине может иметь форму дуги окружности или может иметь форму, которая немного отклоняется от идеальной дуги окружности. Режущая кромка при вершине предпочтительно имеет радиус кривизны, составляющий 0,2-2,0 мм. Первая и вторая режущие кромки предпочтительно являются прямыми на виде сверху. Альтернативно, первая и вторая режущие кромки могут быть слегка выпуклыми или вогнутыми с радиусом кривизны, который более чем в два раза и предпочтительно более чем в десять раз превышает радиус кривизны выпуклой режущей кромки при вершине. Перемещение пластины для точения обычно известно как подача. Если подача параллельна оси вращения металлической заготовки, она называется осевой подачей или продольной подачей. Первая режущая кромка находится впереди режущей кромки при вершине в направлении подачи. Другими словами, первая режущая кромка образует или является рабочей при главном угле в плане, меньшем 90° и большем 1°, предпочтительно меньшем 45° и большем 3°, еще более предпочтительно меньшем 45° и большем 10°. Другими словами, первая режущая кромка представляет собой переднюю кромку. Главный угол в плане представляет собой угол между направлением подачи и рабочей режущей кромкой, которая в этом случае представляет собой первую режущую кромку. Вторая режущая кромка образует вспомогательный угол ψ в плане, составляющий более 90°, предпочтительно более 100°. Другими словами, вторая режущая кромка представляет собой заднюю кромку. Другими словами, угол между направлением подачи, т.е. направлением перемещения пластины для точения, и второй режущей кромкой, составляет менее 90°, предпочтительно менее 80°. При точении, по меньшей мере при точении, когда первая режущая кромка и вторая режущая кромка расположены в плоскости, содержащей ось вращения, сумма главного угла в плане, угла при вершине (угла между первой и второй режущими кромками, смежными на противоположных сторонах режущей кромки при вершине) и вспомогательного угла ψ в плане равна 180°. На Фиг. 2, на которой подача параллельна оси вращения, вспомогательный угол в плане равен 90° плюс k2. Альтернативные формулировки вспомогательного угла ψ в плане включают в себя угол вспомогательной режущей кромки в плане, угол свободного резания и вспомогательный угол слежения в плане. Вращение и перемещение представляют собой движения, которые являются относительными, это означает, что, хотя предпочтительно, чтобы металлическая заготовка вращалась, и, чтобы пластина для точения перемещалась в осевом направлении, возможно, например, в станках для обдирки прутков, что пластина для точения вращается вокруг невращающейся металлической заготовки, и, что металлическая заготовка перемещается в осевом направлении. Пластина для точения предпочтительно устанавливается в корпусе инструмента. Корпус инструмента предпочтительно устанавливается в токарном станке или станке с ЧПУ.
Скорость подачи предпочтительно меньше или равна радиусу кривизны режущей кромки при вершине, если режущая кромка при вершине имеет постоянный радиус кривизны. Это необходимо для получения приемлемой чистоты обработки поверхности. Например, для пластины для точения, имеющей режущую кромку при вершине с радиусом кривизны, составляющим 0,8 мм, скорость подачи предпочтительно меньше или равна 0,8 мм за оборот. Для пластин для точения, имеющих режущую кромку при вершине, которая немного отклоняется от дуги окружности, например, для так называемой пластины с зачистным радиусом или зачистной пластины, скорость подачи может быть немного выше, при этом все же получается приемлемая чистота обработки поверхности.
Образованная или созданная поверхность имеет протяженность, которая соответствует направлению подачи.
Согласно варианту осуществления первый этап обработки дополнительно включает этапы, на которых зажимают металлическую заготовку на первом конце, устанавливают режущую кромку при вершине на более коротком расстоянии до первого конца, чем все другие части пластины для точения, и перемещают пластину для точения в направлении от первого конца.
При таком способе застревание стружки дополнительно предотвращается, поскольку перемещение пластины для точения, т.е. направление подачи, осуществляется к незажатому или свободному концу металлической заготовки.
Первый конец металлической заготовки представляет собой зажимной конец или приводной конец. Таким образом, зажимные средства, например, патрон или зажимные кулачки или задняя бабка, которые удерживают металлическую заготовку и управляются и приводятся в действие электродвигателем, удерживают металлическую заготовку на первом конце. Конец передней бабки станка расположен на первом конце металлической заготовки. Диаметр первого конца металлической заготовки предпочтительно больше диаметра поверхности.
Согласно варианту осуществления первый этап обработки дополнительно включает этап, на котором размещают первую режущую кромку так, что первая режущая кромка срезает металлическую стружку с металлической заготовки под главным углом k1 в плане, составляющим 10-45°.
Таким образом, первая режущая кромка является рабочей под главным углом k1 в плане, составляющим 10-45°, предпочтительно 20-40°. Меньший главный угол в плане дает слишком широкую стружку, приводя к уменьшенному контролю стружкообразования, и увеличится риск вибрации. Больший главный угол в плане дает повышенный износ первой режущей кромки пластины. Предпочтительно, угол при вершине, т.е. угол, который первая и вторая режущие кромки образуют относительно друг друга на виде сверху, составляет 25-50°. Вид сверху представляет собой вид, на котором верхняя поверхность, т.е. передняя поверхность, пластины для точения обращена к зрителю и перпендикулярна направлению обзора. Предпочтительно, глубина резания составляет 0,05-5,0 мм.
Согласно варианту осуществления первый этап обработки дополнительно включает этап, на котором обеспечивают то, что пластина для точения содержит третью выпуклую режущую кромку, смежную первой режущей кромке, и четвертую режущую кромку, смежную третьей режущей кромке, способ дополнительно включает этап, на котором размещают четвертую режущую кромку так, что четвертая режущая кромка срезает металлическую стружку с металлической заготовки под главным углом k1 в плане, составляющим 10-45°.
При таком способе срок службы пластины для точения дополнительно увеличивается, т.е. износ дополнительно уменьшается, особенно при относительно больших глубинах резания, таких как, например, глубина резания, превышающая 1,0 мм.
Предпочтительно угол α при вершине, т.е. угол между первой и второй режущими кромками, составляет 70-85°. При таком способе износ режущей кромки при вершине дополнительно уменьшается.
Согласно варианту осуществления первый этап обработки дополнительно включает этап, на котором вводят пластину для точения в металлическую заготовку под углом относительно оси A3 вращения, который меньше 90°, и этот угол больше угла, образованного между направлением подачи пластины для точения и осью A3 вращения.
При таком способе износ, особенно износ режущей кромки при вершине, пластины для точения дополнительно уменьшается.
Таким образом, пластина для точения входит в металлическую заготовку, т.е. врезается, постепенно.
Согласно варианту осуществления первый этап обработки дополнительно включает этап, на котором вводят пластину для точения в металлическую заготовку так, что режущая кромка при вершине перемещается по дуге окружности.
При таком способе износ, особенно износ режущей кромки при вершине, пластины для точения дополнительно уменьшается.
Когда пластина для точения входит в металлическую заготовку, т.е. врезается, режущая кромка при вершине перемещается по дуге окружности.
Согласно варианту осуществления первый этап обработки дополнительно включает этап, на котором вводят пластину для точения в металлическую заготовку так, что толщина стружки во время входа является постоянной или по существу постоянной.
При таком способе износ пластины дополнительно уменьшается.
Толщина стружки определяется как скорость подачи, умноженная на синус главного угла в плане. Таким образом, выбирая и/или изменяя скорость подачи и перемещение и/или направление пластины для точения во время входа, толщина стружки может быть постоянной или по существу постоянной. Скорость подачи во время входа предпочтительно меньше или равна 0,50 мм/оборот. Толщина стружки во время входа предпочтительно меньше или равна толщине стружки во время последующего резания или обработки.
Согласно варианту осуществления поверхность представляет собой внешнюю цилиндрическую поверхность, и перемещение пластины для точения осуществляется в направлении, параллельном оси A3 вращения.
Внешняя цилиндрическая поверхность представляет собой поверхность, имеющую протяженность вдоль и на постоянном или по существу постоянном расстоянии от оси вращения. Перемещение пластины для точения представляет собой направление подачи.
Согласно варианту осуществления пластина для точения содержит верхнюю поверхность, противоположную нижнюю поверхность, в которой базовая плоскость RP расположена параллельно и между верхней поверхностью и нижней поверхностью, способ дополнительно включает этап, на котором размещают первую режущую кромку так, что расстояние от первой режущей кромки до базовой плоскости RP уменьшается по мере увеличения расстояния от режущей кромки при вершине.
При таком способе улучшается стружколомание и/или контроль стружкообразования, и/или увеличивается срок службы инструмента, т.е. уменьшается износ пластины, при продольном точении от зажимного конца металлической заготовки.
Верхняя поверхность содержит переднюю поверхность. Нижняя поверхность содержит посадочную поверхность. Базовая плоскость параллельна плоскости, в которой расположены режущие кромки вершин. Расстояние от различных точек первой режущей кромки до базовой плоскости изменяется таким образом, что это расстояние уменьшается по мере увеличения расстояния от режущей кромки при вершине. Другими словами, расстояние от первой режущей кромки до базовой плоскости уменьшается от режущей кромки при вершине. В качестве альтернативной формулировки, расстояние от базовой плоскости до первого участка первой режущей кромки больше расстояния от базовой плоскости до второго участка первой режущей кромки, причем первый участок первой режущей кромки расположен между режущей кромкой при вершине и вторым участком первой режущей кромки. Например, первая точка первой режущей кромки, смежная режущей кромке при вершине, расположена на большем расстоянии от базовой плоскости, чем расстояние от второй точки первой режущей кромки, расположенной на большем расстоянии от режущей кромки при вершине, чем первая точка первой режущей кромки, до базовой плоскости. Первая режущая кромка наклонена к нижней поверхности и базовой плоскости от режущей кромки при вершине на виде сбоку.
Согласно варианту осуществления пластина для точения содержит верхнюю поверхность, противоположную нижнюю поверхность, в которой базовая плоскость RP расположена параллельно и между верхней поверхностью и нижней поверхностью, способ дополнительно включает этап, на котором размещают четвертую режущую кромку так, что расстояние от четвертой режущей кромки до базовой плоскости RP уменьшается по мере увеличения расстояния от режущей кромки при вершине.
При таком способе улучшается стружколомание и/или контроль стружкообразования, и/или увеличивается срок службы инструмента, т.е. уменьшается износ пластины, при продольном точении от зажимного конца металлической заготовки.
Верхняя поверхность содержит переднюю поверхность. Нижняя поверхность содержит посадочную поверхность. Базовая плоскость параллельна плоскости, в которой расположены режущие кромки вершин. Расстояние от четвертой режущей кромки до базовой плоскости изменяется таким образом, что это расстояние уменьшается по мере увеличения расстояния от режущей кромки при вершине. Другими словами, расстояние от четвертой режущей кромки до базовой плоскости уменьшается от режущей кромки при вершине. В качестве альтернативной формулировки, расстояние от базовой плоскости до первого участка четвертой режущей кромки больше расстояния от базовой плоскости до второго участка четвертой режущей кромки, причем первый участок четвертой режущей кромки расположен между режущей кромкой при вершине и вторым участком четвертой режущей кромки. Например, первая точка четвертой режущей кромки, находящаяся ближе к режущей кромке при вершине, расположена на большем расстоянии от базовой плоскости, чем расстояние от второй точки четвертой режущей кромки, расположенной на большем расстоянии от режущей кромки при вершине, чем первая точка четвертой режущей кромки, до базовой плоскости. Четвертая режущая кромка наклонена к нижней поверхности и базовой плоскости от режущей кромки при вершине на виде сбоку.
Согласно варианту осуществления способ дополнительно включает этап, на котором устанавливают вспомогательный угол в плане, постоянный относительно направления подачи во время образования поверхности.
Другими словами, в случае постоянного направления подачи при образовании поверхности вспомогательный угол в плане является постоянным при образовании поверхности. Таким образом, во время образования поверхности пластина для точения не вращается вокруг какой-либо оси.
Согласно варианту осуществления способ дополнительно включает этап, на котором обеспечивают инструмент для точения, содержащий пластину для точения и корпус инструмента, причем способ включает дополнительный этап, на котором позиционируют все части корпуса инструмента впереди режущей кромки при вершине в направлении подачи.
Другими словами, инструмент для точения находится впереди режущей кромки при вершине в направлении подачи. При таком способе дополнительно повышается возможность подрезки торца или подачи в направлении, перпендикулярном и направленном от оси вращения металлической заготовки.
Согласно варианту осуществления способ дополнительно включает этап, на котором обеспечивают инструмент для точения, содержащий пластину для точения и корпус инструмента, причем корпус инструмента имеет передний конец и задний конец, основную протяженность вдоль продольной оси, проходящую от переднего конца до заднего конца, гнездо пластины, образованное в переднем конце, в котором устанавливается пластина для точения, способ дополнительно включает этап, на котором устанавливают продольную ось корпуса инструмента под углом, большим нуля, но меньшим или равным 90° относительно оси вращения металлической заготовки.
При таком способе уменьшается риск вибраций по сравнению с тем, если бы продольная ось корпуса инструмента была параллельна оси вращения металлической заготовки, по меньшей мере в случае, когда направление подачи параллельно оси вращения металлической заготовки. При таком способе повышается возможность обработки глубоких полостей или глубоких карманов, поскольку уменьшается риск взаимодействия корпуса инструмента с металлической заготовкой.
Предпочтительно, установка продольной оси корпуса инструмента является перпендикулярной, т.е. осуществляется под углом 90°, к оси вращения металлической заготовки.
Продольная ось корпуса инструмента предпочтительно находится под постоянным углом относительно продольной оси корпуса инструмента.
Согласно варианту осуществления способ включает второй этап обработки, на котором перемещают пластину для точения в направлении от оси A3 вращения так, что вторая режущая кромка снимает стружку с металлической заготовки, и так, что образуется поверхность, перпендикулярная оси A3 вращения металлической заготовки.
При таком способе две поверхности, которые вместе образуют угол, такой как угол 90°, могут быть образованы с помощью той же пластины для точения без переориентации пластины для точения с уменьшенным износом пластины для точения. Более конкретно, износ пластины распределяется более равномерным образом, обеспечивая увеличенный срок службы инструмента.
Направление перемещения пластины для точения ориентировано от оси вращения металлической заготовки, предпочтительно в направлении, перпендикулярном оси вращения, или под углом, который отклоняется до 20° от перпендикулярного направления к оси вращения. Направление вращения металлической заготовки вокруг оси вращения представляет собой то же направление, что и для первого и второго этапов обработки. Второй этап обработки может быть выполнен либо до, либо после первого этапа обработки. Предпочтительно, ориентация пластины для точения является постоянной во время первого и второго этапов обработки. Постоянная ориентация означает, что углы, которые части пластины для точения, такие как первая режущая кромка, образуют относительно или по отношению к оси вращения металлической заготовки, являются постоянными или имеют одно и то же значение на обоих первом и втором этапах обработки.
Согласно варианту осуществления способ включает этап, на котором осуществляют последовательное чередование первого и второго этапов обработки, так, что образуется угол, содержащий две поверхности.
При таком способе износ пластины дополнительно уменьшается. При таком способе риск застревания стружки дополнительно уменьшается, поскольку уменьшается время резания для каждого вреза.
Согласно варианту осуществления способ включает этап, на котором осуществляют последовательное чередование первого и второго этапов обработки так, что образуется внешний угол 90°, содержащий две поверхности стенок, в котором одна поверхность стенки представляет собой внешнюю цилиндрическую поверхность, и в котором одна поверхность стенки перпендикулярна оси A3 вращения металлической заготовки.
При таком способе внешний угол 90° может быть образовано с меньшим риском застревания стружки, поскольку направление подачи или перемещение пластины для точения не осуществляется к поверхности стенки, которая перпендикулярна оси вращения металлической заготовки. При таком способе внешний угол 90° может быть образован с уменьшенным износом пластины.
Направление перемещения пластины для точения во время первого этапа обработки параллельно оси вращения металлической заготовки. Направление перемещения пластины для точения во время второго этапа обработки перпендикулярно и ориентировано от оси вращения металлической заготовки. В этом смысле направление перемещения осуществляется во время большей части каждого этапа обработки. Предпочтительно, часть входа или начала или врезания каждого этапа обработки по меньшей мере частично осуществляется в направлении, отличающемся от большей части. Таким образом, часть входа или начала или врезания представляет собой меньшую часть каждого этапа обработки, в том смысле, что во время нее объем снимаемого металла меньше 20% объема металла, снимаемого при большей части. Образованная поверхность, которая перпендикулярна оси вращения, представляет собой плоскую или по существу плоскую поверхность, т.е. поверхность расположена в одной плоскости. В этом смысле по существу плоская представляет собой волнистую поверхность, у которой глубина волны или высота волны составляет менее 0,1 мм, предпочтительно менее 0,05 мм. Внешний угол 90° содержит две поверхности стенок, которые соединены криволинейной или дугообразной поверхностью. Радиус кривизны криволинейной или дугообразной поверхности равен или превышает радиус кривизны режущей кромки при вершине пластины для точения. Криволинейная или дугообразная поверхность имеет площадь поверхности, которая составляет предпочтительно менее 50%, еще более предпочтительно менее 10% от площади поверхности каждой из поверхностей стенок.
Согласно варианту осуществления способ включает третий этап обработки, включающий этапы, на которых вращают металлическую заготовку вокруг оси A3 вращения во втором направлении, причем второе направление вращения противоположно первому направлению вращения, и перемещают пластину для точения в направлении к оси A3 вращения так, что вторая режущая кромка срезает стружку с металлической заготовки.
Таким образом, во время третьего этапа обработки по меньшей мере вторая режущая кромка пластины для точения расположена на противоположной стороне или по существу на противоположной стороне оси вращения по сравнению с местоположением по меньшей мере первой режущей кромки пластины для точения во время первого этапа обработки. Третий этап обработки может быть выполнен до или после первого этапа обработки. Третий этап обработки может быть выполнен до или после второго этапа обработки. Предпочтительно, третий этап обработки включает этап, на котором перемещают пластину для точения перпендикулярно оси вращения металлической заготовки.
Согласно варианту осуществления способ включает этап, на котором обеспечивают инструмент для точения, содержащий пластину для точения и корпус инструмента, причем корпус инструмента имеет передний конец и задний конец, основную протяженность вдоль продольной оси A2, проходящую от переднего конца до заднего конца, гнездо пластины, образованное в переднем конце, в котором устанавливается пластина для точения так, что биссектриса, проходящая на равном расстоянии от первой и второй режущих кромок, образует угол θ, составляющий 35-55° относительно продольной оси A2 корпуса инструмента.
Согласно варианту осуществления способ включает этап, на котором размещают первую режущую кромку на более коротком расстоянии от продольной оси A2 корпуса инструмента, чем расстояние от второй режущей кромки до продольной оси A2 корпуса 2 инструмента.
Согласно второму аспекту настоящего изобретения по меньшей мере вышеупомянутая основная цель достигается посредством использования пластины для точения в определенном способе, как первоначально определено.
Согласно третьему аспекту настоящего изобретения по меньшей мере вышеупомянутая основная цель достигается посредством компьютерной программы, имеющей инструкции, которые при выполнении токарным станком с числовым программным управлением побуждают токарный станок с числовым программным управлением выполнять способ, как первоначально определено.
Способ и способы, описанные в данном документе, могут быть осуществлены с помощью компьютерной программы или множества компьютерных программ, которые могут существовать в различных формах, как активных, так и неактивных, в одной компьютерной системе или в нескольких компьютерных системах. Например, они могут существовать в виде программ(ы) программного обеспечения, содержащих(ей) программные инструкции в исходном коде, выполняемом коде или других форматах для выполнения некоторых этапов. Любое из вышеперечисленного может быть осуществлено на машиночитаемом носителе, который включает в себя устройства хранения и сигналы в сжатой или несжатой форме. Выражение токарный станок с числовым программным управлением (CNC) относится к любому станку, который может быть использован для точения металлической заготовки, и в котором движение станка, такое как траектория перемещения инструмента, глубина резания, скорость подачи, скорость резания и количество оборотов за единицу времени, управляется или может управляться компьютером.
Согласно четвертому аспекту настоящего изобретения по меньшей мере вышеупомянутая основная цель достигается посредством машиночитаемого носителя, на котором хранится компьютерная программа, имеющая инструкции, которые при выполнении токарным станком с числовым программным управлением побуждают токарный станок с числовым программным управлением выполнять способ, как первоначально определено.
Как используется здесь, машиночитаемый носитель или носитель данных может представлять собой любое средство, которое содержит, хранит, передает, распространяет или транспортирует программу для использования или в соединении с системой выполнения команд, аппаратурой или устройством. Машиночитаемый носитель может представлять собой, например, но не ограничиваясь этим, электронную, магнитную, оптическую, электромагнитную, инфракрасную или полупроводниковую систему, устройство или среду распространения. Другие примеры машиночитаемого носителя (неисчерпывающий список) могут включать следующее: электрическое соединение, имеющее один или более проводов, переносную компьютерную дискету, оперативную память (RAM), постоянное запоминающее устройство (ROM), стираемое программируемое постоянное запоминающее устройство (EPROM или флэш-память), оптическое стекловолокно и переносное постоянное запоминающее устройство компакт-диска (CD-ROM).
Согласно пятому аспекту настоящего изобретения по меньшей мере вышеупомянутая основная цель достигается посредством потока данных, который характерен для компьютерной программы, имеющей инструкции, которые при выполнении токарным станком с числовым программным управлением побуждают токарный станок с числовым программным управлением выполнять способ, как первоначально определено.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее настоящее изобретение будет объяснено более подробно путем описания различных вариантов осуществления изобретения и со ссылкой на сопровождающие чертежи.
Фиг. 1 представляет собой схематический вид, показывающий обычное точение цилиндрической поверхности с помощью обычной пластины для точения.
Фиг. 2 представляет собой схематический вид, иллюстрирующий точение цилиндрической поверхности с помощью первой пластины для точения.
Фиг. 2а представляет собой схематический вид, показывающий точение цилиндрической поверхности с помощью третьей пластины для точения.
Фиг. 3 представляет собой схематический вид, иллюстрирующий точение, включая продольное точение и подрезку торца, металлической заготовки с помощью первой пластины для точения.
Фиг. 3a представляет собой схематический вид, показывающий точение, включая продольное точение и подрезку торца, металлической заготовки с помощью третьей пластины для точения.
Фиг. 4 представляет собой схематический вид, иллюстрирующий точение, включая подрезку торца, металлической заготовки с помощью первой пластины для точения.
Фиг. 5 представляет собой вид сверху верхней поверхности части вершины первой пластины для точения.
Фиг. 6-8 представляют собой подробные сечения по линиям VI-VI, VII-VII и VIII-VIII соответственно, показанным на Фиг. 5.
Фиг. 9 представляет собой вид сбоку части вершины, показанной на Фиг. 5.
Фиг. 10 представляет собой схематический вид, показывающий способ точения согласно варианту осуществления, образующий поверхность с использованием обычной пластины для точения.
Фиг. 11 представляет собой схематический вид сверху части вершины обычной пластины для точения, показывающий износ при обычном точении.
Фиг. 12 представляет собой схематический вид сверху части вершины, показывающий износ при точении, показанном на Фиг. 13.
Фиг. 13 представляет собой схематический вид, иллюстрирующий точение угла 90° с помощью первой пластины для точения.
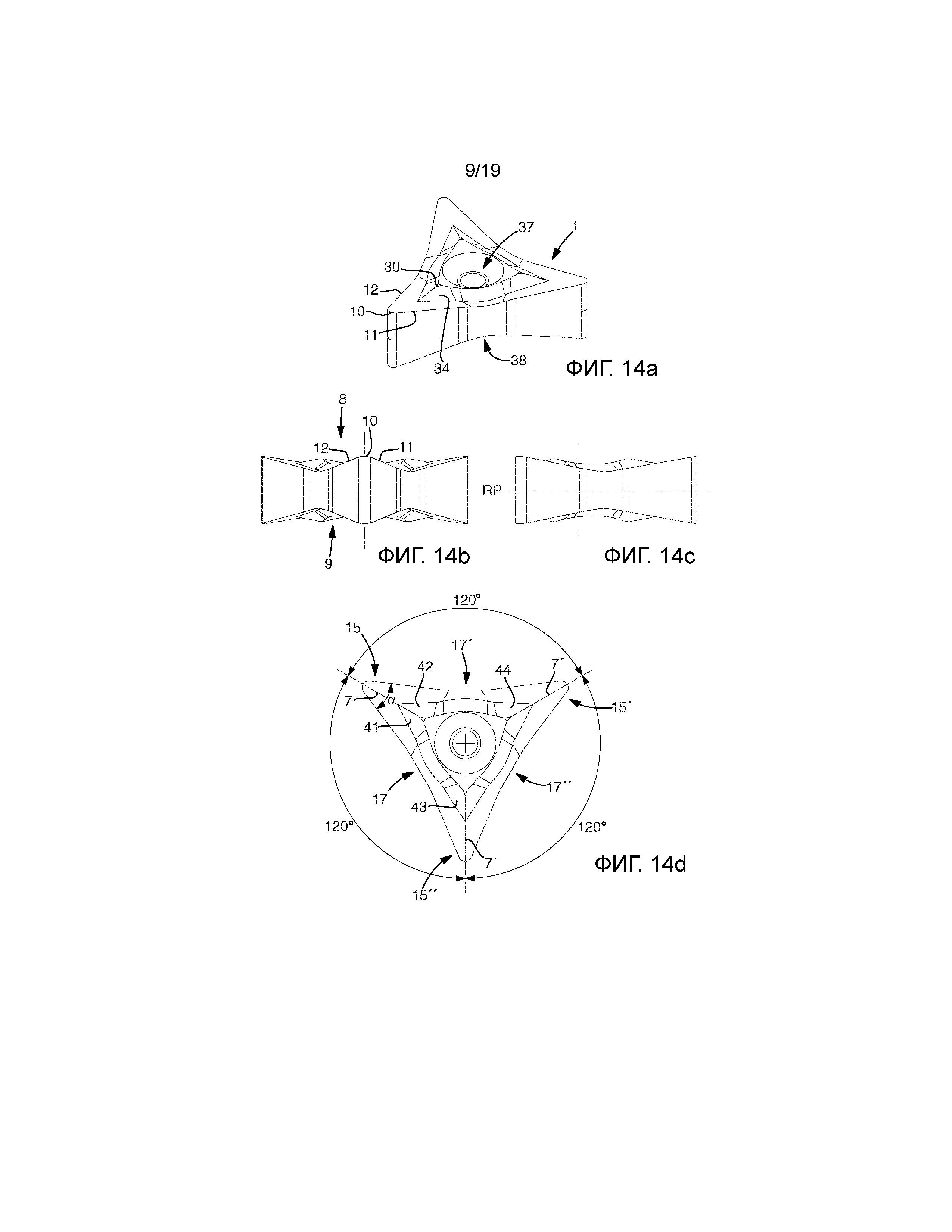
Фиг. 14a представляет собой вид в перспективе, показывающий вторую пластину для точения.
Фиг. 14b представляет собой вид спереди пластины для точения, показанной на Фиг. 14a.
Фиг. 14c представляет собой вид сбоку пластины для точения, показанной на Фиг. 14a.
Фиг. 14d представляет собой вид сверху пластины для точения, показанной на Фиг. 14a.
Фиг. 14e представляет собой вид в перспективе, показывающий пластину для точения, показанную на Фиг. 14a, размещенную в частичном корпусе инструмента.
Фиг. 14f представляет собой разобранный вид, показывающий пластину для точения и корпус инструмента, показанные на Фиг. 14e.
Фиг. 15а представляет собой вид в перспективе, показывающий третью пластину для точения.
Фиг. 15b представляет собой вид спереди пластины для точения, показанной на Фиг. 15a.
Фиг. 15c представляет собой вид сбоку пластины для точения, показанной на Фиг. 15a.
Фиг. 15d представляет собой вид сверху пластины для точения, показанной на Фиг. 15a.
Фиг. 15e представляет собой вид сверху пластины для точения, показанной на Фиг. 15а, и корпуса инструмента.
Фиг. 15f представляет собой вид сверху корпуса инструмента, показанного на Фиг. 15e.
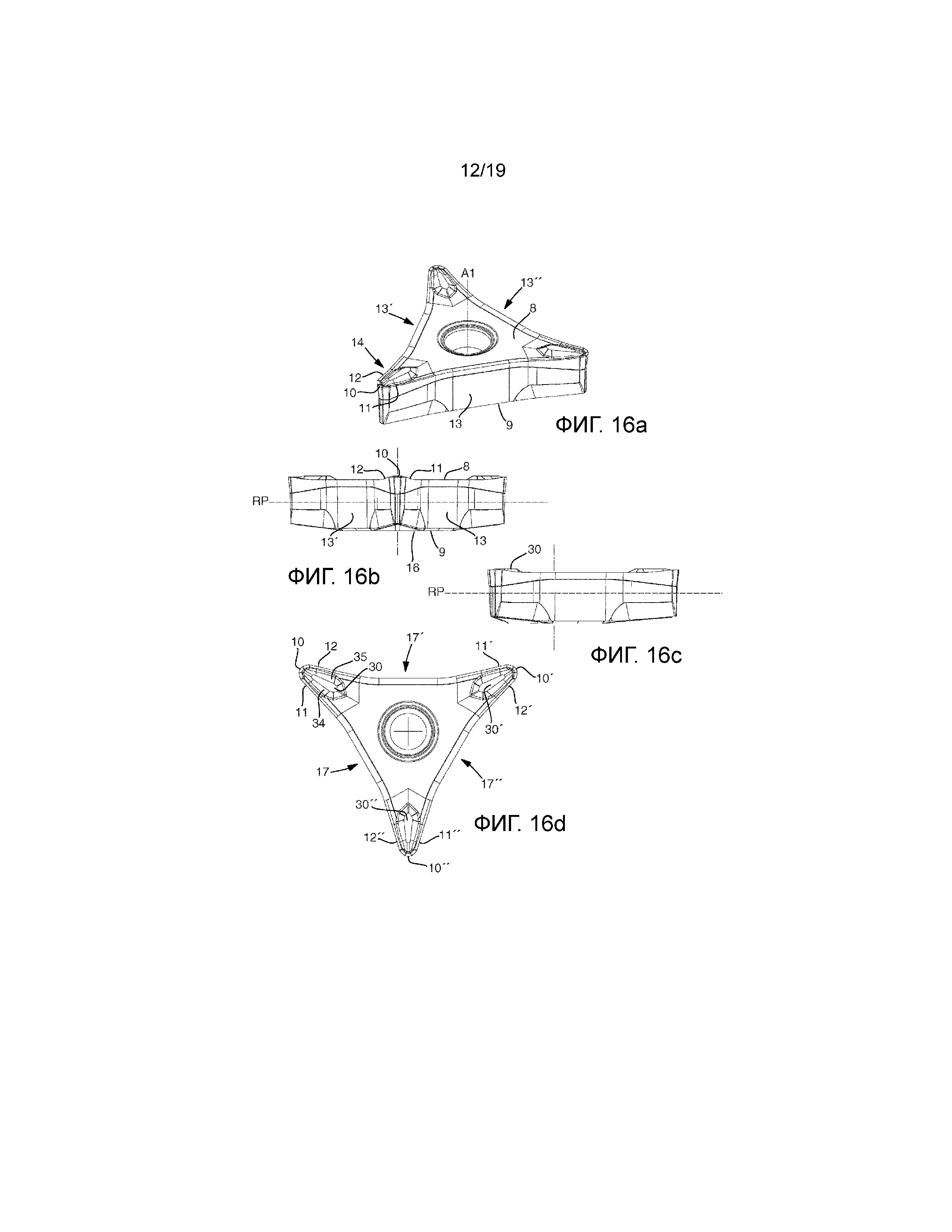
Фиг. 16а представляет собой вид в перспективе, показывающий первую пластину для точения.
Фиг. 16b представляет собой вид спереди пластины для точения, показанной на Фиг. 16a.
Фиг. 16c представляет собой вид сбоку пластины для точения, показанной на Фиг. 16a.
Фиг. 16d представляет собой вид сверху пластины для точения, показанной на Фиг. 16a.
Фиг. 17а представляет собой вид в перспективе, показывающий пластину для точения, показанную на Фиг. 16а, и корпус инструмента.
Фиг. 17b представляет собой вид в перспективе, показывающий нижнюю поверхность пластины для точения, показанной на Фиг. 16a.
Фиг. 17c представляет собой дополнительный вид в перспективе, показывающий нижнюю поверхность пластины для точения, показанной на Фиг. 16a.
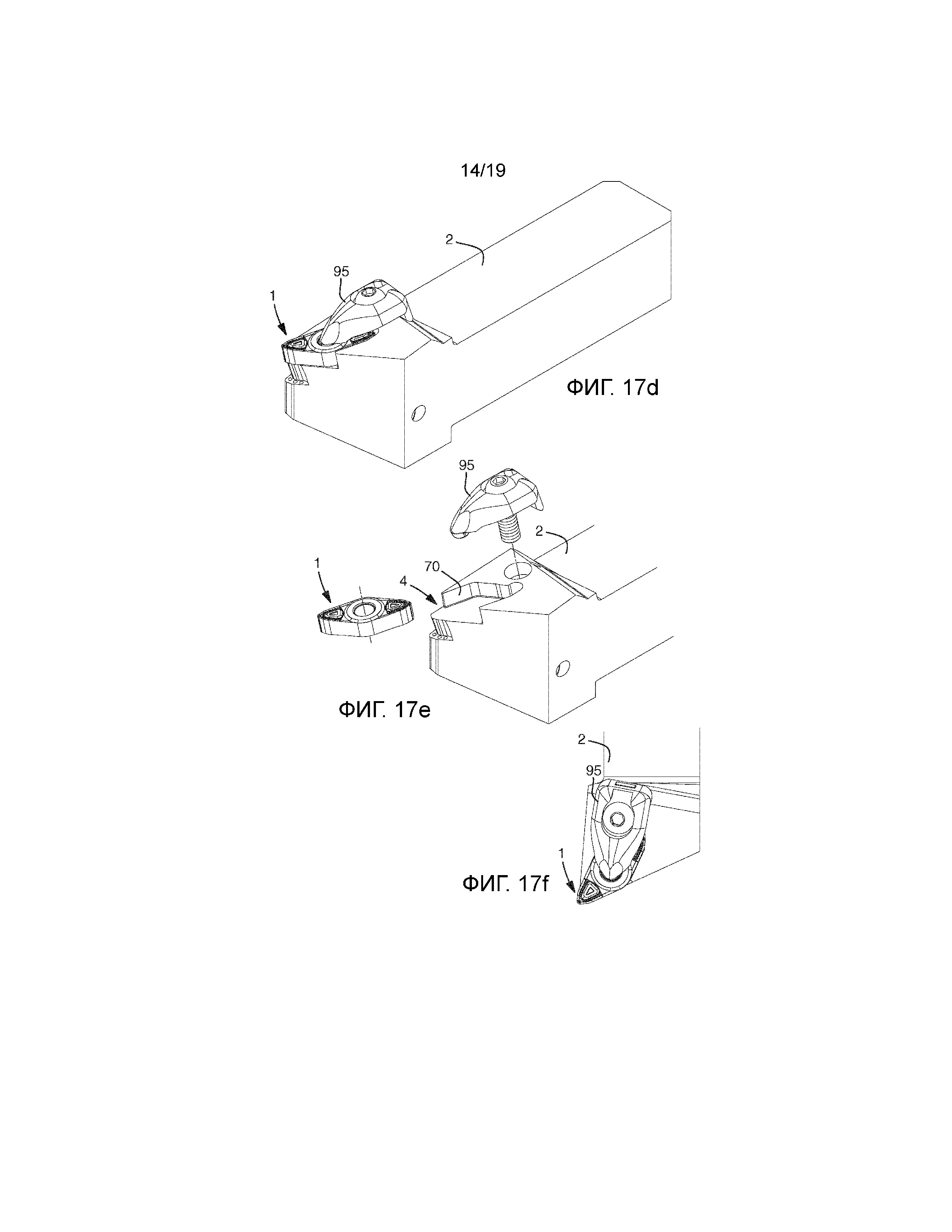
Фиг. 17d представляет собой вид в перспективе, показывающий пластину для точения, показанную на Фиг. 15а, установленную в корпусе инструмента.
Фиг. 17e представляет собой вид в перспективе, показывающий пластину для точения, показанную на Фиг. 15а, и корпус инструмента.
Фиг. 17f представляет собой вид сверху, показывающий пластину для точения и корпус инструмента, показанные на Фиг. 17d.
Фиг. 18а представляет собой вид в перспективе, показывающий четвертую пластину для точения.
Фиг. 18b представляет собой вид сверху пластины для точения, показанной на Фиг. 18a.
Фиг. 18c представляет собой вид снизу пластины для точения, показанной на Фиг. 18a.
Фиг. 18d представляет собой вид сбоку пластины для точения, показанной на Фиг. 18a.
Фиг. 18e представляет собой вид спереди пластины для точения, показанной на Фиг. 18a.
Фиг. 19a представляет собой вид в перспективе, показывающий пятую пластину для точения.
Фиг. 19b представляет собой вид сверху пластины для точения, показанной на Фиг. 19a.
Фиг. 19c представляет собой вид снизу пластины для точения, показанной на Фиг. 19a.
Фиг. 19d представляет собой вид сбоку пластины для точения, показанной на Фиг. 19a.
Фиг. 19e представляет собой вид спереди пластины для точения, показанной на Фиг. 19a.
Фиг. 20a представляет собой вид в перспективе, показывающий шестую пластину для точения.
Фиг. 20b представляет собой вид сверху пластины для точения, показанной на Фиг. 20a.
Фиг. 20c представляет собой вид снизу пластины для точения, показанной на Фиг. 20a.
Фиг. 20d представляет собой вид сбоку пластины для точения, показанной на Фиг. 20a.
Фиг. 20e представляет собой вид спереди пластины для точения, показанной на Фиг. 20a.
Фиг. 21а представляет собой вид в перспективе, показывающий седьмую пластину для точения.
Фиг. 21b представляет собой вид сверху пластины для точения, показанной на Фиг. 21a.
Фиг. 21c представляет собой вид снизу пластины для точения, показанной на Фиг. 21a.
Фиг. 21d представляет собой вид сбоку пластины для точения, показанной на Фиг. 21a.
Фиг. 21e представляет собой вид спереди пластины для точения, показанной на Фиг. 21a.
Фиг. 22а представляет собой вид в перспективе, показывающий восьмую пластину для точения.
Фиг. 22b представляет собой вид сверху пластины для точения, показанной на Фиг. 22a.
Фиг. 22c представляет собой вид снизу пластины для точения, показанной на Фиг. 22a.
Фиг. 22d представляет собой вид сбоку пластины для точения, показанной на Фиг. 22a.
Фиг. 22e представляет собой вид спереди пластины для точения, показанной на Фиг. 22a.
Все Фигуры, изображающие пластины для точения, за исключением Фиг. 1 и 10, были изображены в масштабе.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Фиг. 1 показывает обычную операцию по резанию металла путем точения с использованием обычной пластины 1 для точения. Металлическая заготовка 50 зажимается зажимными кулачками 52, которые соединены со станком, содержащим электродвигатель (не показан), таким как станок с ЧПУ или токарный станок. Зажимные кулачки прижимаются к внешней поверхности на первом конце 54 или зажимном конце металлической заготовки 50. Противоположный второй конец 55 металлической заготовки 50 представляет собой свободный конец. Металлическая заготовка 50 вращается вокруг оси A3 вращения. Пластина 1 для точения надежно и съемным образом зажимается в гнезде пластины или в пазе в корпусе 2 инструмента. Корпус 2 инструмента имеет продольную ось A2, проходящую от заднего конца до переднего конца, на котором расположено гнездо пластины или паз. Корпус 2 инструмента и пластина 1 для точения вместе образуют инструмент 3 для точения. Инструмент 3 для точения перемещается относительно металлической заготовки 50, при обычно обозначенной подаче. На Фиг. 1 подача является осевой, также называемой продольной подачей, т.е. направление подачи параллельно оси A3 вращения. Таким образом, образуется цилиндрическая поверхность 53. Пластина 1 для точения имеет рабочую вершину с углом α при вершине, который составляет 80°, образованным как угол между главной режущей кромкой и вспомогательной режущей кромкой. По мере приближения пластины 1 для точения к поверхности стенки, которая перпендикулярна оси A3 вращения, контроль стружкообразования является плохим, поскольку имеется не так много пространства для выхода стружки из зоны резания. Также существует риск того, что стружка попадет на или повредит обработанную поверхность. Главная режущая кромка находится за режущей кромкой при вершине. Другими словами, Главный угол в плане для главной режущей кромки превышает 90°, на Фиг. 1 он составляет около 95°. Главный угол в плане определяется как угол между режущей кромкой и направлением подачи. В способе точения, показанном на Фиг. 1, вспомогательный угол в плане составляет около 5°. Вспомогательный угол ψ в плане определяется как угол между вспомогательной режущей кромкой, которая представляет собой заднюю кромку, и направлением, которое противоположно, т.е. направлено под углом 180°, по отношению к направлению подачи.
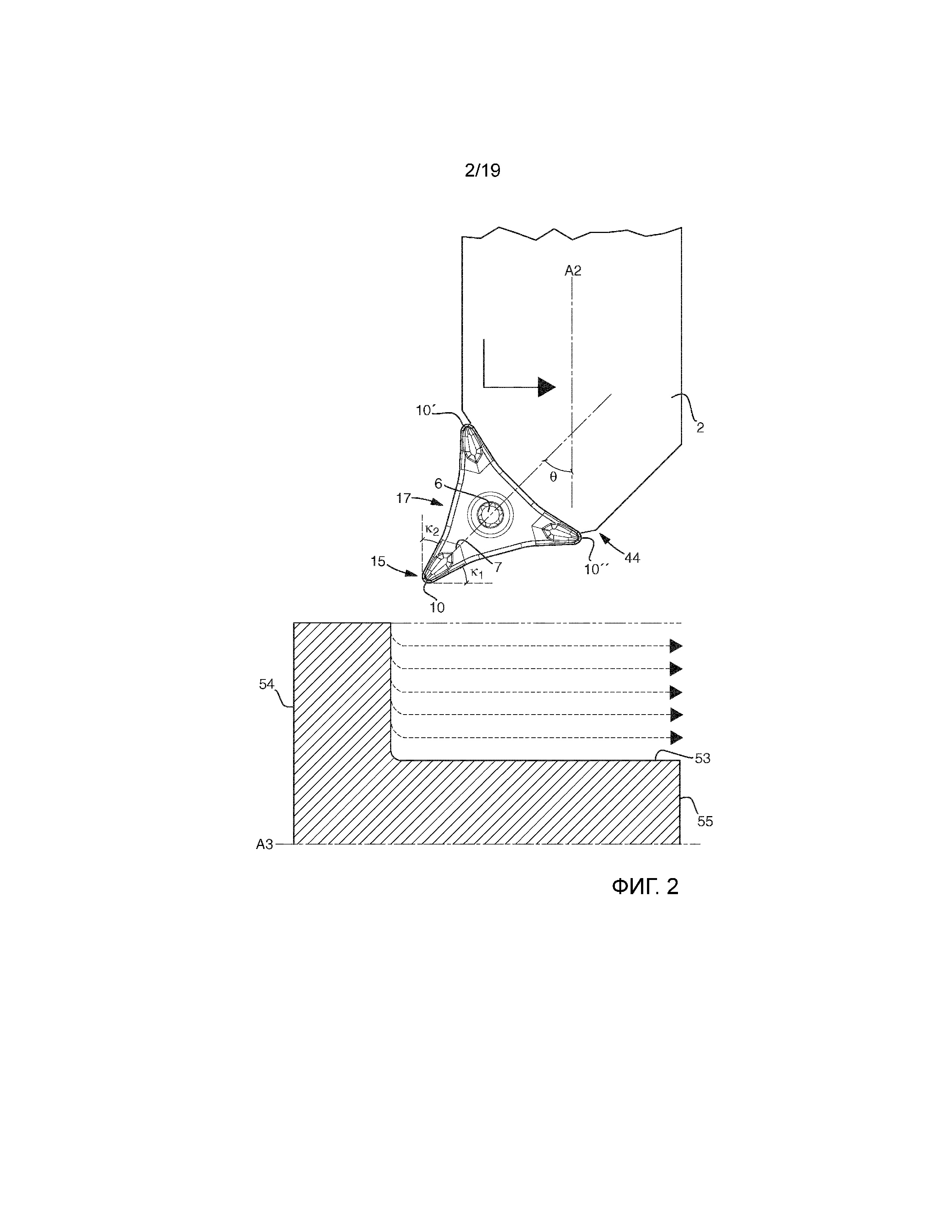
Фиг. 2 показывает операцию точения с использованием инструмента для точения, содержащего первую пластину для точения. Как и на Фиг. 1, металлическая заготовка зажимается зажимными кулачками (не показаны), которые прижимаются к внешней поверхности на или смежно первому концу 54 металлической заготовки. Противоположный второй конец 55 металлической заготовки представляет собой свободный конец. Металлическая заготовка вращается вокруг оси A3 вращения. Пластина для точения, показанная на виде сверху, надежно и съемным образом зажимается в гнезде пластины или в пазе в корпусе 2 инструмента посредством винта 6. Корпус 2 инструмента имеет продольную ось A2, проходящую между задним концом и передним концом 44, на котором расположено гнездо пластины или паз. На Фиг. 2 подача в наибольшей степени является осевой, также называемой продольной подачей, т.е. направление подачи параллельно оси A3 вращения. Таким образом, образуется внешняя цилиндрическая поверхность 53. Перед каждым врезанием или непосредственно перед осевой подачей подача имеет радиальную составляющую, таким образом, что пластина для точения перемещается по дуге окружности. Пластина для точения содержит часть 15 рабочей вершины, содержащую режущую кромку 10 рабочей вершины. Часть 15 рабочей вершины дополнительно содержит первую рабочую режущую кромку, которая во время продольного точения, параллельного оси A3 вращения, имеет главный угол k1 в плане, который выбирается из диапазона 10-45°, предпочтительно 20-40°. Первая режущая кромка, которая представляет собой главную режущую кромку во время выполнения операции, находится впереди режущей кромки 10 при вершине в направлении осевой подачи. Другими словами, первая режущая кромка представляет собой переднюю кромку. Вторая режущая кромка, образованная на или у части 15 рабочей вершины, представляет собой вспомогательную режущую кромку или заднюю кромку. Если направление подачи будет радиальным, таким образом, что направление подачи будет перпендикулярным оси A3 вращения и направлено от нее, вторая режущая кромка будет рабочей с главным углом k2 в плане. Биссектриса 7 определяется первой и второй режущими кромками. Другими словами, биссектриса образуется между первой и второй режущими кромками. Первая и вторая режущие кромки сходятся в точке вне пластины для точения. Биссектриса части 15 рабочей вершины образует угол θ, составляющий 40-50° относительно продольной оси A2. Пластина для точения содержит две нерабочих части вершин, содержащих две нерабочих режущих кромки 10', 10" вершин. При выполнении операции продольного точения все части пластины для точения находятся впереди режущей кромки 10 рабочей вершины в направлении подачи. При выполнении операции продольного точения стружка может быть направлена от металлической заготовки беспроблемным образом. На этапе обработки пластина 1 для точения входит в металлическую заготовку 50 так, что режущая кромка 10 при вершине перемещается по дуге окружности. Пластина 1 для точения входит в металлическую заготовку 50 или врезается так, что толщина стружки во время входа остается постоянной или по существу постоянной. На входе глубина резания увеличивается от нулевой глубины резания. Такой предпочтительный вход уменьшает износ пластины, особенно износ режущей кромки 10 при вершине. Толщина стружки определяется как скорость подачи, умноженная на главный угол в плане. Таким образом, выбирая и/или изменяя скорость подачи и перемещение и/или направление пластины для точения во время входа, толщина стружки может быть постоянной или по существу постоянной. Скорость подачи во время входа предпочтительно меньше или равна 0,50 мм/оборот. Толщина стружки во время входа предпочтительно меньше или равна толщине стружки во время последующего резания или обработки.
Цилиндрическая поверхность 53 или вращательно-симметричная поверхность, создаваемая или образуемая по меньшей мере частично режущей кромкой при вершине, показанной на Фиг. 1 и 2, имеет волнообразную форму с небольшими выступами и впадинами, и эта волнообразная форма зависит по меньшей мере частично от кривизны радиуса вершины и скорости подачи. Высота волны составляет менее 0,10 мм, предпочтительно менее 0,05 мм. В этом смысле профиль резьбы не является цилиндрической поверхностью 53.
На Фиг. 3 и 4 пластину для точения и корпус инструмента, показанные на Фиг. 2, можно увидеть в альтернативных операциях обработки, показывающих универсальную область применения инструмента для точения, в особенности в отношении направления подачи.
Фиг. 3 показывает последовательность обработки в шесть этапов. Этап 1 представляет собой операцию подрезки. Этап 2 представляет собой продольное точение от первого конца 54 или зажимного конца металлической заготовки. Этап 3 представляет собой операцию профилирования с подачей, которая имеет как осевую, так и радиальную составляющие, создающую коническую или в форме усеченного конуса, т.е. скошенную, поверхность. Этап 4 представляет собой операцию, подобную операции 2. Этап 5 представляет собой операцию подрезки торца, создающую плоскую поверхность, расположенную в плоскости, перпендикулярной оси A3 вращения металлической заготовки. Этап 6 представляет собой операцию подрезки торца на втором конце 55 или свободном конце металлической заготовки.
Фиг. 4 показывает два этапа обработки, этап 1 и этап 2. На этапе 1 радиальная подача перпендикулярна оси A3 вращения и направлена к ней. На этапе 2 радиальная подача перпендикулярна оси A3 вращения и ориентирована от нее, причем создается плоская поверхность 56, перпендикулярная оси A3 вращения. В обоих случаях вторая режущая кромка работает с главным углом k2 в плане, который имеет значение в диапазоне 10-45°, предпочтительно 20-40°. Для этапов 1 и 2 вращение металлической заготовки вокруг оси A3 вращения осуществляется в противоположных направлениях. На этапе 2 направление вращения является таким же, как на Фиг. 1-3.
Фиг. 5 показывает вид сверху части 15 вершины первой пластины для точения, содержащей первую 11 и вторую 12 режущие кромки, соединенные выпуклой режущей кромкой 10 при вершине. Первая 11 и вторая 12 режущие кромки на или у одной и той же части 15 вершины образует угол α при вершине относительно друг друга, составляющий 25-50°, и первая 11 и вторая 12 режущие кромки сходятся в точке (не показана) вне пластины для точения. Биссектриса 7 расположена между и на равном расстоянии от первой 11 и второй 12 режущих кромок. Биссектриса 7 пересекает режущую кромку 10 при вершине в ее центре. Выступ 30 образован на верхней поверхности пластины для точения, причем выступ имеет свою большую протяженность вдоль биссектрисы Выступ содержит первую стенку 34 стружколома, обращенную к первой режущей кромке, и вторую стенку стружколома, обращенную ко второй режущей кромке. Расстояние, измеряемое в направлении, перпендикулярном первой режущей кромке 11, и в плоскости, параллельной базовой плоскости RP, от первой режущей кромки 11 до первой стенки 34 стружколома увеличивается от режущей кромки 10 при вершине. Это дает улучшенный контроль стружкообразования, в особенности на операции точения, как на Фиг. 2. Выступ 30 и, таким образом, первая стенка 34 стружколома имеет меньшую протяженность, чем первая режущая кромка 11.
Фиг. 9 показывает вид сбоку части вершины, показанной на Фиг. 5. Нижняя поверхность 9 расположена противоположно верхней поверхности. Базовая плоскость RP расположена между и на одинаковом расстоянии от верхней и нижней 9 поверхностей. Хотя верхняя и нижняя поверхности не являются плоскими, базовая плоскость RP может быть расположена так, чтобы она была параллельна плоскости, пересекающей три режущих кромок вершин. Боковая поверхность 13 соединяет верхнюю поверхностью и нижнюю поверхность 9. Боковая поверхность 13 содержит первую заднюю поверхностью 21, смежную первой режущей кромке 11, третью заднюю поверхность 23, смежную нижней поверхности 9, и вторую заднюю поверхность 22, расположенную между первой задней поверхностью 21 и третьей задней поверхностью 23. Расстояние от первой режущей кромки 11 до нижней граничной линии первой задней поверхности 21, т.е. до граничной линии первой задней поверхности 21, расположенной ближе всего к нижней поверхности 9, уменьшается от режущей кромки при вершине. Высота первой задней поверхности 21 в направлении, перпендикулярном базовой плоскости RP, меньше высоты второй задней поверхности 22, чтобы дополнительно увеличить прочность первой режущей кромки 11. Высота первой задней поверхности 21 составляет по меньшей мере 0,3 мм, чтобы компенсировать износ по задней поверхности первой режущей кромки 11. Первая режущая кромка 11 наклонена к нижней поверхности 9 и базовой плоскости RP от режущей кромки 10 при вершине. Расстояние от первой режущей кромки 11 до базовой плоскости RP изменяется таким образом, что это расстояние уменьшается по мере увеличения расстояния от режущей кромки 10 при вершине по меньшей мере для участка первой режущей кромки 11. Расстояние от базовой плоскости RP до первого участка первой режущей кромки 11, расположенного смежно режущей кромке 10 при вершине, больше расстояния от базовой плоскости RP до второго участка первой режущей кромки 11, расположенного дальше от режущей кромки 10 при вершине. При такой ориентации первой режущей кромки 11 улучшается контроль стружкообразования при продольном точении от зажимного конца, как, например, в операции, показанной на Фиг. 2. Расстояние D1 измеряется в направлении, перпендикулярном базовой плоскости RP, и представляет собой расстояние между верхней поверхностью выступа 30 и самой нижней точкой первой режущей кромки 11. D1 представляет собой 0,28-0,35 мм. Таким образом, дополнительно улучшается стружколомание и/или контроль стружкообразования в операции, показанной на Фиг. 2.
Фиг. 6-8 показывают сечения по линиям VI-VI, VII-VII и VIII-VIII соответственно, показанным на Фиг. 5. Сечения перпендикулярны первой режущей кромке 11 в плоскостях, перпендикулярных базовой плоскости RP. На Фиг. 6-8 углы, которые первая, вторая и третья задние поверхности 21, 22, 23 образуют относительно плоскости, параллельной базовой плоскости RP и пересекающей нижнюю поверхность 9, обозначаются γ, σ, ε соответственно. Угол σ больше угла ε. Таким образом, подрезка торца может быть выполнена у заготовки меньшего диаметра с уменьшенным снижением прочности пластины. Больший задний угол необходим при меньших диаметрах, но большой и постоянный задний угол даст пониженную прочность пластины. Целью второй задней поверхности 22 является увеличение прочности пластины. Третья задняя поверхность 23 находится смежно нижней поверхности. Угол γ больше угла ε. Угол σ больше γ. Третья задняя поверхность 23 является выпуклой или по существу выпуклой, как видно в сечении на Фиг. 6-8, чтобы дополнительно увеличить диапазон нижнего диаметра, т.е. минимального диаметра, при котором пластина для точения может функционировать при выполнении операции подрезки торца, при этом минимизируя снижение прочности пластины.
Конфигурация второй режущей кромки 12 и боковой поверхности 13, смежной второй режущей кромке 12, соответствует конфигурации первой режущей кромки 11 и боковой поверхности 13, смежной первой режущей кромке 11, которая была описана со ссылкой на Фиг. 5-8 выше.
Фиг. 10 показывает способ образования поверхности 53 на металлической заготовке, содержащий первый этап обработки. Обеспечена известная пластина 1 для точения. Пластина 1 для точения содержит часть 15 рабочей вершины. Часть 15 рабочей вершины содержит первую режущую кромку 11, вторую режущую кромку 12 и выпуклую режущую кромку 10 при вершине, соединяющую первую 11 и вторую 12 режущие кромки. Угол α при вершине, образованный между первой 11 и второй 12 режущими кромками, меньше или равен 85°. Угол α при вершине предпочтительно составляет по меньшей мере 25°. На Фиг. 10 угол α при вершине составляет 80°. Вторая режущая кромка 12 образует вспомогательный угол ψ в плане в направлении 99 подачи, составляющий более 90°. Предпочтительно, если последующий или предыдущий этап обработки представляет собой операцию подрезки торца, вспомогательный угол ψ в плане составляет по меньшей мере 100°. Предпочтительно, вспомогательный угол ψ в плане меньше 120°. Вспомогательный угол ψ в плане является постоянным относительно направления 99 подачи во время образования поверхности 53.
Все части пластины 1 для точения находятся впереди режущей кромки 10 рабочей или создающей поверхность вершины в направлении 99 подачи. В качестве альтернативной формулировки, все части верхней поверхности пластины для точения находятся впереди заднего участка режущей кромки при вершине в направлении подачи.
Одна первая точка режущей кромки 10 при вершине представляет собой часть пластины 1 для точения, которая расположена ближе всего к оси вращения металлической заготовки. Одна вторая точка или задняя точка режущей кромки 10 при вершине, которая находится за указанной первой точкой в направлении 99 подачи, представляет собой часть пластины 1 для точения, которая расположена в самом заднем положении в направлении 99 подачи или в направлении перемещения пластины. Указанная первая точка режущей кромки 10 при вершине расположена на той же стороне биссектрисы, что и первая режущая кромка 11, причем биссектриса представляет собой линию, которая находится между первой и второй режущими кромками 11, 12 на одинаковом расстоянии от первой и второй режущих кромок 11, 12. Указанная вторая точка режущей кромки 10 при вершине расположена на той же стороне биссектрисы, что и вторая режущая кромка 12. Первая режущая кромка 11 и вторая режущая кромка 12 расположены на противоположных сторонах выпуклой режущей кромки 10 при вершине. Первая, вторая режущие кромки 11, 12 и режущая кромка 10 при вершине образованы на границах верхней поверхности пластины 1 для точения, причем верхняя поверхность содержит переднюю поверхность. Выражение «позиционирование всех частей пластины для точения впереди режущей кромки при вершине в направлении подачи», таким образом, может быть альтернативно сформулировано как «позиционирование всех частей верхней поверхности пластины для точения впереди заднего участка режущей кромки при вершине в направлении подачи».
Все части инструмента 3 для точения, содержащего пластину 1 для точения и корпус 2 инструмента, находятся впереди режущей кромки 10 рабочей или создающей поверхность вершины в направлении подачи. Таким образом, все части корпуса 2 инструмента находятся впереди режущей кромки 10 при вершине в направлении 99 подачи. Инструмент 3 для точения зажимается или присоединяется к токарному станку, такому как станок с ЧПУ или токарный станок с ЧПУ (не показан). Металлическая заготовка, на которой образуется поверхность 53, вращается вокруг оси вращения (не показана).
Корпус 2 инструмента содержит передний конец и задний конец, основную протяженность вдоль продольной оси A2, проходящую от переднего конца до заднего конца, гнездо пластины, образованное в переднем конце, в которое устанавливается пластина 1 для точения.
Продольная ось A2 корпуса 2 инструмента перпендикулярна оси вращения металлической заготовки.
Пластина 1 для точения перемещается в направлении, определяемом направлением 99 подачи, которое параллельно или находится под углом менее 45° относительно оси вращения. На Фиг. 10 направление 99 подачи параллельно оси вращения металлической заготовки. Первая режущая кромка 11 является рабочей и находится впереди режущей кромки 10 при вершине в направлении 99 подачи. Первая режущая кромка является рабочей, т.е. режет металл с главным углом k1 в плане, который выше 0°. Предпочтительно, главный угол k1 в плане составляет по меньшей мере 5°. Предпочтительно, главный угол k1 в плане находится в диапазоне 10-45°. На Фиг. 10 главный угол k1 в плане составляет около 5°. Больший главный угол k1 в плане должен выбираться, если требуется большая глубина резания. Первая режущая кромка 11 представляет собой переднюю кромку. Вторая режущая кромка 12 представляет собой заднюю кромку. Поверхность 53 по меньшей мере частично образуется режущей кромкой 10 при вершине. Поверхность 53, которая образуется, представляет собой вращательно-симметричную поверхность, т.е. поверхность 53, которая имеет протяженность вдоль оси вращения металлической заготовки, поперечные сечения которой перпендикулярны оси вращения, каждый участок вращательно-симметричной поверхности 53 расположен на постоянном расстоянии от оси вращения металлической заготовки, причем постоянное расстояние представляет собой расстояние, которое находится в пределах 0,10 мм, предпочтительно в пределах 0,05 мм. Вращательно-симметричная поверхность 53 может иметь форму, например, цилиндрической поверхности или конической поверхности или поверхности усеченного конуса или скошенной поверхности. Вращательно-симметричная поверхность 53, создаваемая или образуемая по меньшей мере частично режущей кромкой 10 при вершине, имеет волнообразную форму с небольшими выступами и впадинами, и эта волнообразная форма зависит по меньшей мере частично от кривизны радиуса вершины и скорости подачи. Высота волны составляет менее 0,10 мм, предпочтительно менее 0,05 мм. Режущая кромка 10 рабочей вершины представляет собой часть пластины 1 для точения и часть инструмента 3 для точения, которая находится ближе всего к оси вращения металлической заготовки.
Фиг. 11 показывает принцип обычного точения, где C1 представляет направление подачи, показанное на Фиг. 1, а D1 представляет износ на или у части вершины в результате такой операции. C3 представляет обычную операцию подрезки торца, т.е. подачу, перпендикулярную оси A3 вращения и направленную к ней, а D3 представляет износ на или у части вершины в результате такой операции. Вторая режущая кромка 12 представляет собой главную режущую кромку в направлении C1 подачи. Первая режущая кромка 11 представляет собой главную режущую кромку в направлении C3 подачи. Выпуклая режущая кромка 10 при вершине соединяет первую и вторую режущие кромки 11, 12. Точки T1, T2 перехода представляют переход между режущей кромкой 10 при вершине и первой 11 и второй 12 режущими кромками соответственно. Износ D1, D3 зависит как от глубины резания, так и от скорости подачи. Однако ясно, что D1 и D3 перекрываются, приводя к высокому износу режущей кромки 10 при вершине или по меньшей мере центрального участка режущей кромки 10 при вершине.
Фиг. 12 показывает принцип изобретения и альтернативный способ точения. C2 представляет основное направление подачи, показанное на Фиг. 2, или основное направление подачи в проходах 2, 4, 6 и 8, показанное на Фиг. 13, т.е. направление осевой подачи от зажимного конца металлической заготовки. D2 представляет износ на или у части вершины в результате такой операции. C4 представляет операцию подрезки торца, т.е. подачу, перпендикулярную оси A3 вращения и направленную от нее, как видно из основных направлений подачи в проходах 1, 3, 5 и 7, показанных на Фиг. 10. D4 представляет износ на или у части вершины в результате такой операции. Вторая режущая кромка 12 представляет собой главную режущую кромку в направлении C4 подачи. Первая режущая кромка 11 представляет собой главную режущую кромку в направлении C2 подачи. Выпуклая режущая кромка 10 при вершине соединяет первую и вторую режущие кромки 11, 12. Точки T1, T2 перехода представляют переход между режущей кромкой 10 при вершине и первой 11 и второй 12 режущими кромками соответственно. Износ D2, D4 зависит как от глубины резания, так и от скорости подачи. Однако ясно, что D2 и D4 не перекрываются или по меньшей мере перекрываются в меньшей степени, чем на Фиг. 11, приводя к уменьшенному износу режущей кромки 10 при вершине или по меньшей мере уменьшенному износу центрального участка режущей кромки 10 при вершине. Износ первой и второй режущих кромок 11, 12 имеет более широкий диапазон, т.е. распределяется на большее расстояние по сравнению с Фиг. 11. Однако, поскольку при подачах C2 и C4 главные в углы в плане меньше по сравнению с углами в плане при подачах C1 и C3, при способе точения, показанном на Фиг. 12, толщина стружки будет тоньше и в связи с этим будет давать относительно небольшой износ. При постоянной скорости подачи и глубине резания площадь D2 равна площади D3, а площадь D1 равна площади D4.
Фиг. 13 показывают пример последовательности обработки с использованием первой пластины для точения. Левая сторона - это зажимной конец металлической заготовки. Путем точения образуется угол 90°, содержащий цилиндрическую поверхность 53 и плоскую поверхность 56. Показана последовательность этапов 1-8. Вход для каждого этапа показан как перпендикуляр основному направлению подачи каждого этапа. Основное направление подачи на этапах 1, 3, 5 и 7 перпендикулярно оси A3 вращения и направлено от нее. Основное направление подачи на этапах 2, 4, 6 и 8 параллельно оси A3 вращения и направлено от зажимного конца. Вход для каждого вреза предпочтительно является таким, как описано в связи с Фиг. 2. Износ пластины 1 для точения после последовательности этапов, показанной на Фиг. 13, подобен или идентичен износу, показанному на Фиг. 12.
Фиг. 16а-17c дополнительно описывают первую пластину 1 для точения, а также инструмент 3 для точения, который содержит пластину 1 для точения и корпус 2 инструмента. Пластина 1 для точения содержит верхнюю поверхность 8, которая представляет собой или содержит переднюю поверхность, и противоположную нижнюю поверхность 9, функционирующую в качестве посадочной поверхности. Базовая плоскость RP расположена параллельно и между верхней поверхностью 8 и нижней поверхностью 9. Центральная ось A1 проходит перпендикулярно базовой плоскости RP и пересекает базовую плоскость RP, верхнюю поверхность 8 и нижнюю поверхность 9. Канал для винта, имеющий отверстия в верхней поверхности 8 и нижней поверхности 9, является соосным с центральной осью A1. Пластина 1 для точения содержит боковые поверхности 13, 13', 13", функционирующие в качестве задних поверхностей, соединяющие верхнюю поверхность 8 и нижнюю поверхность 9.
Три части 15, 15', 15" вершин образованы симметрично относительно или вокруг центральной оси A1. Части 15, 15', 15" вершин являются идентичными. Каждая часть 15, 15', 15" вершины содержит первую режущую кромку 11, вторую режущую кромку 12 и выпуклую режущую кромку 10 при вершине, соединяющую первую 11 и вторую 12 режущие кромки. Режущие кромки 10, 10', 10" вершин расположены на самом большом расстоянии от центральной оси A1, т.е. на большем расстоянии от центральной оси A1, чем все другие части пластины для точения. На виде сверху, как видно на Фиг. 16d, первая 11 и вторая 12 режущие кромки на или у одной и той же части 15 вершины образует угол α при вершине относительно друг друга, составляющий 25-50°. на Фиг. 16d угол α при вершине составляет 35°. На виде сбоку, например, на Фиг. 16b, по меньшей мере участок первой и второй режущих кромок 11, 12 на или у каждой части 15, 15', 15" вершины наклонен к нижней поверхности так, что на виде сбоку первая и вторая режущие кромки 11, 12 имеют свои наивысшие точки, граничащие с режущей кромкой 10 при вершине на или у одной и той же части 15 вершины. Другими словами, расстояние от первой режущей кромки 11 и второй режущей кромки 12 до базовой плоскости RP изменяется таким образом, что это расстояние уменьшается по мере увеличения расстояния от режущей кромки 10 при вершине. Первая и вторая режущие кромки 11, 12 являются линейными или прямыми или по существу линейными или прямыми на виде сверху. Биссектрисы 7, 7', 7" проходят на равном расстоянии от каждой пары первой 11, 11', 11" и второй 12, 12', 12" режущих кромок. Каждая биссектриса 7, 7', 7" пересекает центральную ось A1. Выемки 17, 17', 17" образованы между каждой парой режущих кромок 10, 10', 10" вершин. Нижняя поверхность 9, как видно на Фиг. 18a и 18b, содержит средства предотвращения вращения с целью уменьшая склонности пластины 1 для точения к вращению вокруг центральной оси A1 во время резания в виде трех канавок 40, 40', 40", причем каждая канавка 40, 40', 40" имеет основную протяженность в том же направлении, что и биссектрисы 7, 7', 7", расположенные смежно ближайшим первой 11 и второй 12 режущим кромкам. Каждая канавка 40, 40', 40" содержит две посадочные поверхности, расположенные предпочтительно под тупым углом 100-160° относительно друг друга. Пластина 1 для точения должна быть надежно зажата с помощью зажимных средств, таких как винт или верхний зажим, в гнезде 4 пластины, расположенном на переднем конце корпуса 2 инструмента, как видно на Фиг. 17a. Далее будет описан контакт между гнездом 4 пластины и пластиной для точения, см. заштрихованные области на Фиг. 17c и Фиг. 17a. Режущая часть 15 рабочей вершины представляет собой часть пластины, где расположена канавка 40, показанная на Фиг. 17c. Две посадочные поверхности канавки 40 находятся в контакте с двумя поверхностями выступа 90 в нижней части гнезда 4 пластины. Поверхности каждой из других канавок 40', 40", расположенные на самом большом расстоянии от режущей кромки 10 рабочей вершины, находятся в контакте с нижними поверхностями 93, 94 в нижней части гнезда 4 пластины. По меньшей мере участки боковой поверхности 13, расположенные на самом большом расстоянии от режущей кромки 10 рабочей вершины, могут находиться в контакте с задними посадочными поверхностями 91, 92, образованными на заднем конце гнезда 4 пластины.
Фиг. 14a-f показывают вторую пластину 1 для точения, а также инструмент 3 для точения, который содержит пластину 1 для точения и корпус 2 инструмента. Пластина 1 для точения содержит верхнюю поверхность 8, которая представляет собой или содержит переднюю поверхность, и противоположную нижнюю поверхность 9, функционирующую в качестве посадочной поверхности. Верхняя 8 и нижняя 9 поверхности идентичны. Это означает, что, находясь в первом положении, верхняя поверхностью 8 функционирует как передняя поверхность, а когда вставка перевернута, та же поверхность теперь функционирует как посадочная поверхность. Базовая плоскость RP расположена параллельно и между верхней поверхностью 8 и нижней поверхностью 9. Центральная ось A1 проходит перпендикулярно базовой плоскости RP и пересекает базовую плоскость RP, верхнюю поверхность 8 и нижнюю поверхность 9. Канал для винта, имеющий отверстия в верхней поверхности 8 и нижней поверхности 9, является соосным с центральной осью A1. Пластина 1 для точения содержит боковые поверхности 13, 13', 13", функционирующие в качестве задних поверхностей, соединяющие верхнюю поверхность 8 и нижнюю поверхность 9. Три части 15, 15', 15" вершин образованы симметрично относительно или вокруг центральной оси A1. Части 15, 15', 15" вершин являются идентичными. Каждая часть 15, 15', 15" вершины содержит первую режущую кромку 11, вторую режущую кромку 12 и выпуклую режущую кромку 10 при вершине, соединяющую первую 11 и вторую 12 режущие кромки. Режущие кромки 10, 10', 10" вершин расположены на самом большом расстоянии от центральной оси A1, т.е. на большем расстоянии от центральной оси A1, чем все другие части пластины для точения. На виде сверху, как видно на Фиг. 14d, первая 11 и вторая 12 режущие кромки на или у одной и той же части 15 вершины образует угол α при вершине относительно друг друга, составляющий 25-50°, в этом случае составляющий 45°. На виде сбоку, как видно на Фиг. 14b, по меньшей мере участок первой и второй режущих кромок 11, 12 на или у каждой части 15, 15', 15" вершины наклонен к нижней поверхности так, что на виде сбоку первая и вторая режущие кромки 11, 12 имеют свои наивысшие точки, смежные режущей кромке 10 при вершине на или у одной и той же части 15 вершины. Другими словами, расстояние от первой режущей кромки 11 и второй режущей кромки 12 до базовой плоскости RP изменяется таким образом, что это расстояние уменьшается по мере увеличения расстояния от режущей кромки 10 при вершине. Первая и вторая режущие кромки 11, 12 являются линейными или прямыми или по существу линейными или прямыми на виде сверху. Биссектрисы 7, 7', 7" проходят на равном расстоянии от каждой пары первой 11, 11', 11" и второй 12, 12', 12" режущих кромок. Каждая биссектриса 7, 7', 7" пересекает центральную ось A1. Выемки 17, 17', 17" образованы между каждой парой смежных режущих кромок 10, 10', 10" вершин. Пластина 1 для точения содержит средства предотвращения вращения в виде набора поверхностей 41, 42, 43, 44, причем каждая поверхность 41, 42, 43, 44 проходит в плоскости, которая образует угол 5-60° относительно базовой плоскости RP. Набор поверхностей 41, 42, 43, 44 образован на центральном кольцеобразном выступе 30, проходящем вокруг центральной оси A1. При такой конфигурации пластина 1 для точения может быть выполнена двусторонней или переворачиваемой, что позволяет увеличить возможности использования. Первая стенка 34 стружколома может представлять собой часть набора поверхностей 41, 42, 43, 44. Альтернативное решение (не показано) заключается в размещении первой стенки 34 стружколома как части дополнительного выступа (не показан) на большем расстоянии от центральной оси A1. Фиг. 14e показывают один возможный режим зажима пластины 1 для точения посредством зажима 95, который прижимает пластину и удерживает пластину в гнезде 4 пластины корпуса 2 инструмента.
Фиг. 14f показывают гнездо 4 пластины, в котором вторая пластина 1 для точения может быть установлена посредством, например, верхнего зажима 95. Боковая поверхность 13, расположенная на самом большом расстоянии от режущей кромки 10 рабочей вершины, содержит две поверхности, которые прижимаются к задним поверхностям 91, 92 гнезда 4 пластины. Набор поверхностей 41, 42, 43, 44 содержит две передние поверхности 41, 42, которые находятся в контакте с поверхностями переднего участка 90 нижней части гнезда 4 пластины. Передний в этом контексте означает нахождение между центральной осью A1 и режущей кромкой 10 рабочей вершины. Набор поверхностей 41, 42, 43, 44 дополнительно содержит две задние поверхности 43, 44, которые прижимаются к задним нижним поверхностям 93, 94, которые расположены в нижней поверхности гнезда 4 пластины между передним участком 90 и задними поверхностями 91, 92 гнезда 4 пластины.
Фиг. 2a показывает точение с использованием третьей пластины для точения. Как и на Фиг. 1, металлическая заготовка зажимается зажимными кулачками (не показаны), которые прижимаются к внешней поверхности на первом конце 54, или зажимном конце металлической заготовки. Противоположный второй конец 55 металлической заготовки представляет собой свободный конец. Металлическая заготовка вращается вокруг оси A3 вращения. Пластина для точения, показанная на виде сверху, надежно и съемным образом зажимается в гнезде пластины или в пазе в корпусе 2 инструмента посредством винта. Корпус 2 инструмента имеет продольную ось A2, проходящую от заднего конца до переднего конца, на котором расположено гнездо пластины или паз. На Фиг. 2a подача в наибольшей степени является осевой, также называемой продольной подачей, т.е. направление подачи параллельно оси A3 вращения. Таким образом, образуется внешняя цилиндрическая поверхность 53. Перед каждым врезанием или непосредственно перед осевой подачей подача имеет радиальную составляющую, таким образом, что пластина для точения перемещается по дуге окружности. Пластина для точения содержит две противоположные и идентичные части 15, 15' вершин, образованные под углом 180° относительного друг друга вокруг центральной оси пластины 1 для точения. Каждая часть 15, 15' вершины содержит первую режущую кромку 11, вторую режущую кромку 12 и выпуклую режущую кромку 10 при вершине, соединяющую первую 11 и вторую 12 режущие кромки. Одна часть 15, вершины, расположенная ближе к оси A3 вращения, чем противоположная нерабочая часть 15' вершины, является рабочей. Рабочая означает, что часть вершины расположена так, что ее можно использовать для снятия стружки с металлической заготовки 50. Биссектриса 7 проходит на равном расстоянии от первой 11 и второй 12 режущих кромок, пересекая центр режущей кромки 10 при вершине и центральную ось A1 пластины для точения. Первая и вторая режущие кромки 11, 12 сходятся в точке (не показана) вне пластины 1 для точения. Биссектриса рабочей части 15 вершины образует угол θ, составляющий 40-50° относительно продольной оси A2.
На виде сверху первая 11 и вторая 12 режущие кромки на одной и той же части 15 вершины образуют угол α при вершине относительно друг друга, составляющий 70-85°, который на Фиг. 2а составляет 80°. Третья выпуклая режущая кромка 60 образована смежно первой режущей кромке 11. Четвертая режущая кромка 61 образована смежно третьей режущей кромке 60 дальше от режущей кромки 10 при вершине. Пятая выпуклая режущая кромка 62 образована смежно второй режущей кромке 12. Шестая режущая кромка 63 образована смежно пятой режущей кромке 62 дальше от режущей кромки 10 при вершине. На виде сверху, как на Фиг. 2a, первая, вторая, четвертая и шестая режущие кромки 11, 12, 61, 63 являются линейными или прямыми или по существу линейными или прямыми. Основное направление подачи, вправо на Фиг. 2a, параллельно оси A3 вращения и направлено от первого конца 54 или зажимного конца металлической заготовки 50. В указанном направлении подачи четвертая режущая кромка 61 является рабочей с главным углом k1 в плане, составляющим 10-45°, предпочтительно 20-40°, который на Фиг. 2а составляет 30°. Четвертая режущая кромка 63 представляет собой главную режущую кромку в указанном направлении подачи, т.е. большая часть стружки срезается четвертой режущей кромкой 63 по меньшей мере при глубине резания от средней до большой. В меньшей степени третья режущая кромка 60, первая режущая кромка 11 и режущая кромка 10 при вершине также являются рабочими. Первая режущая кромка находится впереди режущей кромки 10 при вершине в указанном направлении осевой подачи. Все части пластины для точения находятся впереди режущей кромки 10 рабочей вершины в указанном направлении подачи. Вторая режущая кромка 11, образованная на части 15 рабочей вершины, является нерабочей.
При выполнении операции продольного точения стружка может быть направлена от металлической заготовки беспроблемным образом, особенно по сравнению с обработкой, показанной на Фиг. 1, где подача осуществляется к зажимному концу и к поверхности стенки. На этапе обработки, показанном на Фиг. 2a, пластина 1 для точения входит в металлическую заготовку 50 так, что режущая кромка 10 при вершине перемещается по дуге окружности. Пластина 1 для точения входит в металлическую заготовку 50 или врезается так, что толщина стружки во время входа остается постоянной или по существу постоянной. На входе глубина резания увеличивается от нулевой глубины резания. Такой предпочтительный вход уменьшает износ пластины, особенно износ режущей кромки 10 при вершине. Толщина стружки определяется как скорость подачи, умноженная на главный угол в плане. Таким образом, выбирая и/или изменяя скорость подачи и перемещение и/или направление пластины для точения во время входа, толщина стружки может быть постоянной или по существу постоянной. Скорость подачи во время входа предпочтительно меньше или равна 0,50 мм/оборот. Толщина стружки во время входа предпочтительно меньше или равна толщине стружки во время последующего резания или обработки.
Если направление подачи будет радиальным, таким образом, что направление подачи будет перпендикулярным оси A3 вращения и ориентировано от нее, шестая режущая кромка 63 будет рабочей с главным углом k2 в плане, составляющим 10-45°, предпочтительно 20-40°.
Цилиндрическая поверхность 53 или вращательно-симметричная поверхность, создаваемая или образуемая по меньшей мере частично режущей кромкой при вершине, показанной на Фиг. 1 и 2а, имеет волнообразную форму с небольшими выступами и впадинами, и эта волнообразная форма зависит по меньшей мере частично от кривизны радиуса вершины и скорости подачи. Высота волны составляет менее 0,10 мм, предпочтительно менее 0,05 мм. В этом смысле профиль резьбы не является цилиндрической поверхностью 53.
На Фиг. 3a пластину для точения и корпус инструмента, показанные на Фиг. 2а, можно увидеть в альтернативных операциях обработки, показывающих универсальную область применения инструмента для точения, в особенности в отношении направления подачи. Последовательность обработки показана в шесть этапов. Этап 1 представляет собой операцию подрезки. Этап 2 представляет собой продольное точение от первого конца 54 или зажимного конца металлической заготовки. Этап 3 представляет собой операцию профилирования с подачей, которая имеет как осевую, так и радиальную составляющие, создающие коническую поверхность или поверхность в форме усеченного конуса. Этап 4 представляет собой операцию, подобную этапу 2. Этап 5 представляет собой операцию подрезки торца, создающую плоскую поверхность, расположенную в плоскости, перпендикулярной оси A3 вращения металлической заготовки. Этап 6 представляет собой операцию подрезки торца на втором конце 55 или свободном конце металлической заготовки.
Фиг. 15а-f и Фиг. 17d-f дополнительно описывают третью пластину 1 для точения, а также инструмент 3 для точения, который содержит пластину 1 для точения и корпус 2 инструмента. Пластина 1 для точения содержит верхнюю поверхность 8, которая представляет собой или содержит переднюю поверхность 14, и противоположную нижнюю поверхность 9, функционирующую в качестве посадочной поверхности. Базовая плоскость RP расположена параллельно и между верхней поверхностью 8 и нижней поверхностью 9. Центральная ось A1 проходит перпендикулярно базовой плоскости RP и пересекает базовую плоскость RP, верхнюю поверхность 8 и нижнюю поверхность 9. Канал для винта, имеющий отверстия в верхней поверхности 8 и нижней поверхности 9, является соосным с центральной осью A1.
Третья пластина 1 для точения содержит боковые поверхности 13, функционирующие в качестве задних поверхностей, соединяющие верхнюю поверхность 8 и нижнюю поверхность 9. Две противоположные части 15, 15' вершин образованы симметрично относительно или вокруг центральной оси A1. Части 15, 15' вершин являются идентичными. Каждая часть 15, 15' вершины содержит первую режущую кромку 11, вторую режущую кромку 12 и выпуклую режущую кромку 10 при вершине, соединяющую первую 11 и вторую 12 режущие кромки. Каждая часть 15, 15' вершины дополнительно содержит третью выпуклую режущую кромку 60, образованную смежно первой режущей кромке 11, и четвертую режущую кромку 61, образованную смежно третьей режущей кромке 60 дальше от режущей кромки 10 при вершине. Каждая часть 15, 15' вершины дополнительно содержит пятую выпуклую режущую кромку 62, образованную смежно второй режущей кромке 12, и шестую режущую кромку 63, образованную смежно пятой режущей кромке 62, дальше от режущей кромки 10 при вершине. На виде сверху, как на Фиг. 15d, первая, вторая, четвертая и шестая режущие кромки 11, 12, 61, 63 являются линейными или прямыми или по существу линейными или прямыми.
Режущие кромки 10, 10' расположены на самом большом расстоянии от центральной оси A1, т.е. на большем расстоянии от центральной оси A1, чем все другие части пластины для точения.
На виде сверху, как видно на Фиг. 15d, первая 11 и вторая 12 режущие кромки на одной и той же части 15 вершины образуют угол α при вершине относительно друг друга, составляющий 75-85°, на Фиг. 15d угол α при вершине составляет 80°. На виде сбоку, например, на Фиг. 15c, по меньшей мере участок четвертой и шестой режущих кромок 61, 63 на каждой части 15, 15', 15" вершины наклонен по направлению к нижней поверхности 9 так, что на виде сбоку четвертая и шестая режущие кромки 61, 63 имеют свои наивысшие точки ближе к режущей кромке 10 при вершине на одной и той же части 15 вершины. Другими словами, расстояние от четвертой режущей кромки 61 и шестой режущей кромки 63 до базовой плоскости RP изменяется таким образом, что это расстояние уменьшается по мере увеличения расстояния от режущей кромки 10 при вершине. Дополнительно, первая, вторая, третья и пятая режущие кромки 11, 12, 60, 62 наклонены к нижней поверхности 9 соответствующим образом, таким образом, что относительно нижней поверхности 9 режущая кромка 10 при вершине находится дальше, чем первая и вторая режущие кромки 11, 12, которые, в свою очередь, находятся дальше, чем третья и пятая режущие кромки 60, 62, которые, в свою очередь, находятся дальше, чем четвертая и шестая режущие кромки 61, 63. Биссектрисы 7, 7' проходят на равном расстоянии от каждой пары первой 11, 11' и второй 12, 12' режущих кромок. Каждая биссектриса 7, 7" пересекает центральную ось A1, и биссектрисы 7, 7' проходят в общем направлении. Нижняя поверхность 9 идентична верхней поверхности 8. На виде сверху, как на Фиг. 15d, четвертая режущая кромка 61 образует угол β, составляющий 0-34° относительно биссектрисы 7, который на Фиг. 15d составляет 10-20°. Верхняя поверхность 8 содержит выступы 30, содержащие первую стенку 34 стружколома, обращенную к четвертой режущей кромке 61. Расстояние от четвертой режущей кромки 61 до первой стенки 34 стружколома увеличивается от режущей кромки 10 при вершине. Выступы 30 предназначены для функционирования в качестве посадочных поверхностей, и верхняя поверхность каждого выступа является плоской и параллельной базовой плоскости RP. Выступы 30 представляют собой часть пластины 1 для точения, которая расположена на самом большом расстоянии от базовой плоскости RP. Выступ содержит вторую стенку стружколома, обращенную к шестой режущей кромке. Расстояние от четвертой режущей кромки 61 до первой стенки 34 стружколома измеряется в направлении, перпендикулярном четвертой режущей кромке 61, и в плоскости, параллельной базовой плоскости RP, до первой стенки 34 стружколома. Выступ 30 и, таким образом, первая стенка 34 стружколома не обязательно должны продолжаться по всей длине четвертой режущей кромки 61. Все же расстояние от четвертой режущей кромки 61 до первой стенки 34 стружколома увеличивается на участке четвертой режущей кромки 61, где перпендикулярно четвертой режущей кромке 61 проходит первая стенка 34 стружколома. Расстояние D1, измеряемое в плоскости, перпендикулярной базовой плоскости RP, между верхней поверхностью выступа 30 и самой нижней точкой четвертой режущей кромки 61, составляет 0,28-0,35 мм. Выпуклости 80 или выступы образованы на верхней поверхности 8. Выпуклости 80 расположены на расстоянии более 0,3 мм и менее 3,0 мм от четвертой режущей кромки 61. Выпуклости 80 расположены между четвертой режущей кромкой 61 и первой стенкой 34 стружколома. Выпуклости 80 имеют некруглую форму на виде сверху, таким образом, что большая протяженность выпуклостей, которая составляет 0,8-3,0 мм, расположена в направлении, по существу перпендикулярном или перпендикулярном четвертой режущей кромке 61. Меньшая протяженность выпуклостей, перпендикулярная большей протяженности, составляет 0,5-2,0 мм. Выпуклости 80 или выступы представляют собой участки верхней поверхности 8, которые продолжаются от основной плоскости относительно окружающей области. На виде сверху, как на Фиг. 15d, выпуклости 80 предпочтительно имеют эллиптическую или овальную или по существу эллиптическую или овальную форму. Выпуклости 80 отделены друг от друга. Выпуклости 80 предпочтительно расположены на постоянном расстоянии друг от друга. Выпуклости 80 предпочтительно расположены на постоянном расстоянии от четвертой режущей кромки 61. В первом варианте осуществления имеется пять выпуклостей, смежных четвертой режущей кромке. Предпочтительно должно быть 2-10 выпуклостей, смежных четвертой режущей кромке. Имеется по меньшей мере одна дополнительная выпуклость 80, для третьей пластины для точения имеются 2-3 выпуклости 80, расположенная перпендикулярно и имеющая большую протяженность в направлении, перпендикулярном третьей режущей кромке 60, и по меньшей мере одна дополнительная выпуклость 80, в первом варианте осуществления 1-2 выпуклости 80, расположенная перпендикулярно и имеющая большую протяженность в направлении, перпендикулярном первой режущей кромке 11. Третья пластина 1 для точения зеркально симметрична на противоположных сторонах биссектрис 7, 7'. В связи с этим выпуклости 80 образованы соответствующим образом на расстоянии от второй, пятой и шестой режущих кромок 12, 62, 63.
При такой пластине 1 для точения дополнительно улучшается стружколомание и/или контроль стружкообразования, особенно при меньшей глубине резания, т.е. когда глубины резания являются такими, что первая режущая кромка 11 является рабочей, а четвертая режущая кромка 61 является нерабочей. При такой малой глубине резания стружка является очень тонкой из-за малого главного угла в плане первой режущей кромки 11, и выпуклость или выпуклости 80, наиболее близкие к первой режущей кромке 11, функционируют в качестве стружколомателей. Большая протяженность выпуклостей 80 дает эффект, заключающийся в том, что увеличивается время, пока износ выпуклостей 80 не уменьшит действие выпуклостей 80 на стружку.
Фиг. 18-22a-e показывают четвертый, пятый, шестой, седьмой и восьмой типы пластины для точения соответственно, подходящие для способа согласно изобретению. Эти пластины отличаются от третьей пластины только тем, что относится к нижней поверхности и боковым поверхностям.
Таким образом, четвертая, пятая, шестая, седьмая и восьмая пластины 1 для точения, показанные на Фиг. 18-22a-e соответственно, имеют такую же или идентичную форму, вид, размер, величину и взаимосвязи между признаками и элементами, как в третьей пластине для точения, по отношению к верхней поверхности 8, основной плоскости RP, каналу для винта, первой режущей кромке 11, режущей кромке 10 при вершине, второй режущей кромке 12, третьей режущей кромке 60, четвертой режущей кромке 61, пятой режущей кромке 62, шестой режущей кромке 63, углу α при вершине, биссектрисе 7, углу β, передней поверхности 14, выступу 30, первой стенке 34 стружколома, второй стенке стружколома, расстоянию D1 и выпуклостям 80.
Четвертая, пятая, шестая и седьмая пластины 1 для точения, показанные на Фиг. 18-21a-e, образованы так, что первая боковая поверхность 13 содержит первую заднюю поверхностью 21, смежную первой режущей кромке 11, третью заднюю поверхность 23 и вторую заднюю поверхность 22, расположенную между первой задней поверхностью 21 и третьей задней поверхностью 23.
Угол, который вторая задняя поверхность 22 образует относительно нижней поверхности 9, измеряемый в плоскости, перпендикулярной первой режущей кромке 11, больше угла, который третья задняя поверхность 23 образует относительно нижней поверхности, измеряемого в плоскости, перпендикулярной первой режущей кромке 11.
Угол, который вторая задняя поверхность 22 образует относительно нижней поверхности 9, измеряемый в плоскости, перпендикулярной первой режущей кромке 11, больше угла, который первая задняя поверхность 21 образует относительно нижней поверхности, измеряемого в плоскости, перпендикулярной первой режущей кромке 11.
Боковые поверхности 13, 13' каждой части 15, 15' вершины выполнены симметрично относительно плоскости, перпендикулярной базовой плоскости RP и содержащей биссектрису 7.
Задняя поверхность, смежная второй режущей кромке 12, образована или расположена соответствующим образом.
Преимущества такого расположения задней поверхности заключаются в том, что подрезка торца может быть выполнена на небольших диаметрах металлической заготовки, и в том, что возможна большая глубина резания при подрезке торца.
Фиг. 18а-e показывают четвертую пластину 1 для точения. Нижняя поверхность 9 содержит средство 40 предотвращения вращения, чтобы уменьшить перемещение пластины 1 для точения относительно гнезда 4 пластины во время обработки. Средство 40 предотвращения вращения выполнено в виде двух канавок 40, 40', имеющих общую большую протяженность, причем большая протяженность соответствует протяженности биссектрис 7, 7'.
Фиг. 19а-e показывают пятую пластину 1 для точения. Нижняя поверхность 9 содержит средство 40 предотвращения вращения, чтобы уменьшить перемещение пластины 1 для точения относительно гнезда 4 пластины во время обработки. Средство 40 предотвращения вращения выполнено в виде двух канавок 40, 40', имеющих общую большую протяженность, причем большая протяженность соответствует протяженности биссектрис 7, 7'. Каждая канавка 40, 40' содержит две поверхности, которые образуют тупой угол относительно друг друга, находящийся в диапазоне 100-160°.
Фиг. 20а-e показывают шестую пластину 1 для точения. Нижняя поверхность 9 содержит средство 40 предотвращения вращения, чтобы уменьшить перемещение пластины 1 для точения относительно гнезда 4 пластины во время обработки. Средство 40 предотвращения вращения выполнено в виде двух гребней 40, 40', имеющих общую большую протяженность, причем большая протяженность соответствует протяженности биссектрис 7, 7'.
Фиг. 21а-e показывают седьмую пластину для точения. Нижняя поверхность 9 содержит плоскую поверхность 9, которая параллельна базовой плоскости RP.
Фиг. 22а-e показывают восьмую пластину 1 для точения. Нижняя поверхность 9 содержит плоскую поверхность 9, которая параллельна базовой плоскости RP. Плоская поверхность 9 имеет кольцеобразную форму вокруг центральной оси пластины для точения.
Первая боковая поверхность 13 содержит первую заднюю поверхность 21, смежную первой режущей кромке 11, и третью заднюю поверхность 23. Третья задняя поверхность 23 граничит с нижней поверхностью 9.
Угол, который первая задняя поверхность 21 образует относительно нижней поверхности 9, измеряемый в плоскости, перпендикулярной первой режущей кромке 11, больше угла, который третья задняя поверхность 23 образует относительно нижней поверхности, измеряемого в плоскости, перпендикулярной первой режущей кромке 11.
Задняя поверхность, смежная второй режущей кромке 12, образована или расположена соответствующим образом.
Преимущества такого расположения задней поверхности заключаются в том, что подрезка торца может быть выполнена на небольших диаметрах металлической заготовки, и в том, что возможна большая глубина резания при подрезке торца.
Выступ 30 содержит канавки, образованные в верхней поверхности выступа 30. Канавки имеют большую протяженность, перпендикулярную биссектрисе 7.
Изобретение не ограничивается раскрытыми вариантами осуществления, а может быть изменено и модифицировано в рамках объема приведенной ниже формулы изобретения.
Реферат
Способ образования поверхности (53) на металлической заготовке (50) включает первый этап обработки, на котором обеспечивают пластину (1) для точения, содержащую первую режущую кромку (11), вторую режущую кромку (12) и выпуклую режущую кромку (10) при вершине, соединяющую первую (11) и вторую (12) режущие кромки. Затем выбирают угол при вершине, образованный между первой (11) и второй (12) режущими кромками, меньшим или равным 85°. Способ включает дополнительные этапы, на которых адаптируют вторую режущую кромку (12) так, что она образует вспомогательный угол в плане, составляющий более 90° в направлении (99) подачи. Позиционируют все части пластины (1) для точения впереди режущей кромки (10) при вершине в направлении (99) подачи, вращают металлическую заготовку (50) вокруг оси (A3) вращения в первом направлении и перемещают пластину (1) для точения в направлении, параллельном или под углом менее 45° относительно оси (A3) вращения так, что первая режущая кромка (11) является рабочей и находится впереди режущей кромки (10) при вершине в направлении (99) подачи, и так, что поверхность (53) по меньшей мере частично образуется режущей кромкой (10) при вершине. 2 н. и 18 з.п. ф-лы, 22 ил.
Комментарии