Способ обработки резанием тонкостенного элемента - RU2468893C2
Код документа: RU2468893C2
Чертежи















Описание
Область техники, к. которой относится изобретение
Настоящее изобретение относится к способу обработки резанием тонкостенного элемента.
Уровень техники
В настоящей заявке тонкостенный элемент представляет собой, например, тело вращения, которое вращается вокруг центральной оси, и подразумевает элемент, имеющий часть, которая является тонкой по толщине. Тонкостенный элемент может представлять собой, например, кольцо или обшивку авиационного реактивного двигателя, которая изготовлена из титанового (Ti) сплава, никелевого (Ni) сплава или алюминиевого (Al) сплава. Кроме того, тонкостенный элемент может также представлять собой деталь, имеющую в качестве своей части тонкостенный участок, который является целевым участком для обработки резанием согласно настоящему изобретению.
Во вращающемся механизме, таком как реактивный двигатель, газовая турбина или компрессор наддува, имеется тело вращения, такое как вращающийся вал, который вращается вокруг центральной оси.
Имеет место ситуация, где тело вращения имеет внутреннюю круглую поверхность и наружную круглую поверхность в пределах предварительно заданного участка в направлении, параллельном центральной оси. В этом случае тело вращения изготавливают следующим образом. Элемент подвергают грубой обработке резанием внутренней круглой поверхности, грубой обработке резанием наружной круглой поверхности, получистовой обработке резанием внутренней круглой поверхности, получистовой обработке резанием наружной круглой поверхности, чистовой обработке резанием внутренней круглой поверхности и чистовой обработке резанием наружной круглой поверхности, в указанном порядке.
В дополнение в качестве прототипных документов для настоящего изобретения приведены нижеописанные патентные документы 1-3.
Патентный документ 1: японская выложенная патентная заявка №2008-036751
Патентный документ 2: японская выложенная патентная заявка №2003-103402
Патентный документ 3: японский патент №3057952
Однако при чистовой обработке резанием легко возникает вибрационное дребезжание или деформация, поскольку стенку между внутренней круглой поверхностью и наружной круглой поверхностью делают тонкой по толщине. Поэтому необходим держатель, предотвращающий вибрационное дребезжание. То есть чистовую обработку резанием внутренней круглой поверхности выполняют в состоянии, где наружная круглая поверхность закреплена в держателе для предотвращения вибрационного дребезжания, и после этого чистовую обработку резанием наружной круглой поверхности проводят в состоянии, где внутренняя круглая поверхность закреплена в держателе, предотвращающем вибрационное дребезжание.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Поэтому основной целью настоящего изобретения является обеспечение возможности проводить обработку резанием тонкостенного элемента без использования держателя для предотвращения вибрационного дребезжания и без возникновения вибрационного дребезжания.
Для достижения вышеупомянутой цели, согласно первому изобретению, представлен способ обработки резанием тонкостенного элемента, имеющего внутреннюю круглую поверхность и наружную круглую поверхность, в пределах предварительно заданного участка в направлении, параллельном его центральной оси, причем способ включает стадии, на которых:
(A) приготавливают элемент, имеющий большой припуск для получения тонкостенного элемента;
(B) проводят обработку резанием внутренней круглой поверхности на желательном расстоянии в пределах предварительно заданного участка путем подачи режущего инструмента относительно элемента на желательное расстояние от стороны одного конца до стороны другого конца центральной оси, в то же время вращая элемент вокруг центральной оси;
(C) проводят обработку резанием наружной круглой поверхности на желательном расстоянии в пределах предварительно заданного участка путем подачи режущего инструмента относительно элемента на желательное расстояние от стороны одного конца до стороны другого конца центральной оси, в то же время вращая элемент вокруг центральной оси;
(D) проводят чистовую обработку внутренней круглой поверхности и наружной круглой поверхности в пределах предварительно заданных участков попеременным повторением стадий (B) и (C),
причем стадию (D) выполняют в порядке следования стадии (B) и стадии (C), или в порядке следования стадии (C) и стадии (B), после стадии (A).
В вышеописанном способе обработки резанием согласно настоящему изобретению, поскольку стадии (B) и (C) попеременно повторяют таким образом, что на стадии (B) внутреннюю круглую поверхность протачивают на желательное расстояние в пределах предварительно заданного участка подачей режущего инструмента относительно элемента на желательное расстояние от стороны одного конца до стороны другого конца центральной оси, в то же время вращая элемент вокруг центральной оси, и на стадии (C) наружную круглую поверхность протачивают на желательное расстояние в пределах предварительно заданного участка подачей режущего инструмента относительно элемента на желательное расстояние от стороны одного конца до стороны другого конца центральной оси, в то же время вращая элемент вокруг центральной оси, усилие резания может быть сдержано остающимся большим припуском (полем резания). То есть усилие резания при выполнении стадии (B) сдерживается большим припуском, остающимся на имеющейся в данный момент наружной стороне, и усилие резания при выполнении стадии (C) сдерживается большим припуском, остающимся на имеющейся в данный момент внутренней стороне. Таким образом, можно проводить обработку резанием тонкостенного элемента без использования держателя для предотвращения вибрационного дребезжания и без возникновения вибрационного дребезжания.
Согласно предпочтительному варианту осуществления первого изобретения, тонкостенный элемент представляет собой тело вращения. Соответственно этому можно изготавливать хорошо сбалансированное тело вращения.
Согласно предпочтительному варианту осуществления первого изобретения, на стадии (B) режущий инструмент подают от стороны одного конца до стороны другого конца центральной оси до положения, которое в направлении, параллельном центральной оси, входит на участок под непрорезанной областью на стороне наружной круглой поверхности в пределах желательного расстояния, и
на стадии (C) режущий инструмент подают от стороны одного конца до стороны другого конца центральной оси до положения, которое в направлении, параллельном центральной оси, входит на участок над непрорезанной областью на стороне внутренней круглой поверхности в пределах желательного расстояния.
Таким образом, поскольку на стадии (B) или (C) режущий инструмент подают в положение, входящее в направлении, параллельном центральной оси, на участок в пределах желательного расстояния в непрорезанную область, где все еще остается большой припуск на стороне, противоположной прорезаемой поверхности, то даже в случае, где толщина стенки между внутренней круглой поверхностью и наружной круглой поверхностью мала, можно увеличить расстояние, на которое режущий инструмент может быть подан так, что вибрационное дребезжание не возникает.
Согласно предпочтительному варианту осуществления первого изобретения, стадию (B) выполняют, в то же время согласовывая положение режущего инструмента в радиальном направлении тонкостенного элемента с положением внутренней круглой поверхности, и
стадию (C) выполняют, в то же время согласовывая положение режущего инструмента в радиальном направлении тонкостенного элемента с положением наружной круглой поверхности.
Например, в случае, где радиальное расположение внутренней круглой поверхности или наружной круглой поверхности является постоянным в пределах участка резания на стадии (B) или (C), положение резания в радиальном направлении поддерживают постоянным.
С другой стороны, в случае, где радиальное расположение внутренней круглой поверхности или наружной круглой поверхности варьируется соответственно осевому расположению в участке резания на стадии (B) или (C), положение резания в радиальном направлении изменяют соответственно величине подачи режущего инструмента на направлении, параллельном центральной оси. Таким образом, также может быть изготовлено кольцо (тонкостенный элемент), в котором внутренняя круглая поверхность или наружная круглая поверхность является сужающейся.
Кроме того, для достижения вышеупомянутой цели согласно второму изобретению представлен способ обработки резанием тонкостенного элемента, имеющего по меньшей мере одну из наружной круглой поверхности и внутренней круглой поверхности относительно центральной оси, и также имеющего фланец, протяженный наружу или внутрь в радиальном направлении от наружной круглой поверхности или внутренней круглой поверхности, причем фланец имеет первую боковую поверхность, которая обращена в одну сторону по направлению, параллельному центральной оси, и вторую боковую поверхность, которая обращена в другую сторону по направлению, параллельному центральной оси, в пределах предварительно заданного участка в радиальном направлении, причем способ включает стадии, в которых:
(A) приготавливают элемент, имеющий большой припуск для получения фланца;
(B) проводят обработку резанием первой боковой поверхности на желательное расстояние в пределах предварительно заданного участка подачей режущего инструмента относительно элемента на желательное расстояние снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении, в то же время вращая элемент вокруг центральной оси;
(C) проводят обработку резанием второй боковой стороны на желательное расстояние в пределах предварительно заданного участка подачей режущего инструмента относительно элемента на желательное расстояние снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении, в то же время вращая элемент вокруг центральной оси; и
(D) проводят чистовую обработку первой боковой поверхности и второй боковой поверхности в пределах предварительно заданных участков фланца попеременным повторением стадий (B) и (C),
причем стадию (D) выполняют в порядке следования стадии (B) и стадии (C), или в порядке следования стадии (C) и стадии (B), после стадии (A).
В вышеописанном способе обработки резанием согласно настоящему изобретению, поскольку стадии (B) и (C) попеременно повторяют таким образом, что на стадии (B) первую боковую поверхность протачивают на желательное расстояние в пределах предварительно заданного участка подачей режущего инструмента относительно элемента на желательное расстояние снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении, в то же время вращая элемент вокруг центральной оси, и на стадии (C) вторую боковую поверхность протачивают на желательное расстояние в пределах предварительно заданного участка подачей режущего инструмента относительно элемента на желательное расстояние снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении, в то же время вращая элемент вокруг центральной оси, усилие резания может сдерживаться остающимся большим припуском. То есть усилие резания при выполнении стадии (B) сдерживается большим припуском, остающимся на стороне второй боковой поверхности, и усилие резания при выполнении стадии (C) сдерживается большим припуском, остающимся на стороне первой боковой поверхности. Таким образом, можно проводить обработку резанием тонкостенного элемента без использования держателя для предотвращения вибрационного дребезжания и без возникновения вибрационного дребезжания.
Согласно предпочтительному варианту осуществления второго изобретения, тонкостенный элемент представляет собой тело вращения. Соответственно этому можно изготавливать хорошо сбалансированное тело вращения.
Способ обработки резанием согласно первому изобретению или второму изобретению может быть исполнен с использованием первого способа регулирования направления инструмента.
В первом способе регулирования направления инструмента в первом изобретении или втором изобретении лезвие режущего инструмента имеет главную заднюю поверхность, которая обращена в сторону направления подачи режущего инструмента, и вспомогательную заднюю поверхность, которая обращена в сторону подвергаемой резанию поверхности элемента,
и стадии (B) и (C) выполняют в состоянии, где направление поверхности на стороне подачи регулируют по направлению, слегка наклоненному относительно направления подачи режущего инструмента к стороне обрабатываемой резанием поверхности.
В дополнение первый способ регулирования направления инструмента предпочтительно исполняют в области постоянной нормали. Область постоянной нормали в первом изобретении представляет собой область, где направление нормали к внутренней круглой поверхности или наружной круглой поверхности не меняется согласно осевому местоположению (положению в направлении центральной оси), и во втором изобретении область, где направление нормали к первой боковой поверхности или второй боковой поверхности не меняется согласно радиальному местоположению (положению в радиальном направлении относительно центральной оси).
Поскольку стружки, возникающие при обработке резанием, выходят в направлении, противоположном направлению, к которому обращена поверхность на стороне подачи, в первом способе регулирования направления инструмента, если главная задняя поверхность слегка наклонена в сторону обрабатываемой резанием поверхности, направление, в котором выходят стружки, наклонено к противоположной стороне в сторону обрабатываемой резанием поверхности в соответствующей степени. Поэтому может быть предотвращено столкновение стружек с обрабатываемой резанием поверхностью, чтобы избежать деформации тонкостенного элемента вследствие столкновения со стружками. Кроме того, гладкость обработки резанием можно поддерживать путем малого наклона поверхности на стороне подачи к стороне обрабатываемой резанием поверхности.
Способ обработки резанием согласно первому изобретению может быть также исполнен вторым способом регулирования направления инструмента.
Второй способ регулирования направления инструмента в первом изобретении предпочтительно исполняют при проведении обработки резанием внутренней круглой поверхности или наружной круглой поверхности в области с вариацией нормали, где направление нормали к внутренней круглой поверхности или наружной круглой поверхности варьирует согласно осевому местоположению.
То есть во втором способе регулирования направления инструмента в первом изобретении лезвие режущего инструмента имеет главную заднюю поверхность, которая обращена в сторону направления подачи режущего инструмента, и стадию (B) или (C) выполняют, в то же время регулируя направление режущего инструмента так, что в области переменной нормали, где направление нормали к внутренней круглой поверхности или наружной круглой поверхности варьируется согласно осевому местоположению, главный угол в плане изменяется в диапазоне от 80 градусов или более до 100 градусов или менее.
Таким образом, даже в случае обработки резанием внутренней круглой поверхности или наружной круглой поверхности в области переменной нормали внутренняя круглая поверхность или наружная круглая поверхность может быть обработана резанием за один проход без смены режущего инструмента, в отличие от прототипа, как описано ниже.
Согласно прототипу, в случае, где главный угол в плане, который главная задняя поверхность составляет с обрабатываемой резанием поверхностью элемента, варьируется согласно осевому местоположению, для каждого участка обработки резанием в направлении центральной оси, лезвие, которое установлено на режущем инструменте, меняли на лезвие, подходящее для этого участка. Кроме того, в прототипе, поскольку в каждом осевом местоположении главная задняя поверхность лезвия не составляла угол в диапазоне от 80 градусов или более до 100 градусов или менее с обрабатываемой резанием поверхностью элемента, возрастало действующее на элемент усилие резания.
В отличие от этого во втором способе регулирования направления инструмента в первом изобретении, поскольку во время обработки резанием внутренней круглой поверхности или наружной круглой поверхности направление режущего инструмента регулируют так, что главный угол в плане будет представлять собой угол в диапазоне от 80 градусов или более до 100 градусов или менее, весь обрабатываемый резанием участок может быть проточен одним лезвием без замены лезвия для каждого обрабатываемого резанием участка в направлении центральной оси.
Более того, во втором способе регулирования направления инструмента в первом изобретении, поскольку во время обработки резанием внутренней круглой поверхности или наружной круглой поверхности главный угол в плане можно поддерживать в диапазоне от 80 градусов или более до 100 градусов или менее, усилие резания, воздействующее на элемент, может быть уменьшено до более низкого уровня. Соответственно этому на стадии (B) или (C) можно увеличить глубину резания с более глубоким внедрением лезвия в элемент, благодаря чему внутреннюю круглую поверхность или наружную круглую поверхность можно проточить за один проход без выполнения получистовой обработки резанием (то есть получистовой токарной обработки).
Способ обработки резанием согласно второму изобретению также может быть исполнен вторым способом регулирования направления инструмента.
Второй способ регулирования направления инструмента во втором изобретении предпочтительно исполняют при обработке резанием первой боковой поверхности или второй боковой поверхности в области переменной нормали, где направление нормали к первой боковой поверхности или второй боковой поверхности варьируется согласно радиальному местоположению.
То есть во втором способе регулирования направления инструмента во втором изобретении лезвие режущего инструмента имеет главную заднюю поверхность, которая обращена в сторону направления подачи режущего инструмента, и стадию (B) или (C) выполняют, в то же время регулируя направление режущего инструмента так, что в области вариации нормали угол в плане будет представлять собой угол в диапазоне от 80 градусов или более до 100 градусов или менее.
Таким образом, даже в случае обработки резанием первой боковой поверхности или второй боковой поверхности в области вариации нормали первая боковая поверхность или вторая боковая поверхность может быть обработана резанием за один проход без смены режущего инструмента, в отличие от прототипа, как описано ниже.
Согласно прототипу, в случае, где угол в плане варьируется соответственно радиальному местоположению, для каждого участка обработки резанием в радиальном направлении лезвие, которое установлено на режущем инструменте, меняли на лезвие, подходящее для этого участка. Кроме того, в прототипе возрастало действующее на элемент усилие резания, поскольку в каждом радиальном местоположении главная задняя поверхность лезвия не составляла угол с обрабатываемой резанием поверхностью элемента в диапазоне от 80 градусов или более до 100 градусов или менее.
В отличие от этого во втором способе регулирования направления инструмента во втором изобретении, поскольку во время обработки резанием первой боковой поверхности или второй боковой поверхности направление режущего инструмента регулируют так, что главный угол в плане будет представлять собой угол в диапазоне от 80 градусов или более до 100 градусов или менее, весь обрабатываемый резанием участок может быть проточен одним лезвием без замены лезвия для каждого обрабатываемого резанием участка в радиальном направлении.
Более того, во втором способе регулирования направления инструмента во втором изобретении, поскольку во время обработки резанием первой боковой поверхности или второй боковой поверхности главный угол в плане можно поддерживать в диапазоне от 80 градусов или более до 100 градусов или менее, усилие резания, воздействующее на элемент, может быть уменьшено до более низкого уровня. Соответственно этому на стадии (B) или (C) можно увеличить глубину резания с более глубоким внедрением лезвия в элемент, благодаря чему первую боковую поверхность или вторую боковую поверхность можно проточить за один проход без выполнения получистовой обработки резанием.
В соответствии с вышеописанными способами обработки резанием согласно настоящему изобретению можно выполнить обработку резанием тонкостенного элемента без использования держателя для предотвращения вибрационного дребезжания и без возникновения вибрационного дребезжания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1A представляет вид поперечного разреза тонкостенного элемента, который изготовлен способом обработки резанием в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг.1B представляет вид поперечного сечения, проведенного вдоль линии B-B на фиг.1A.
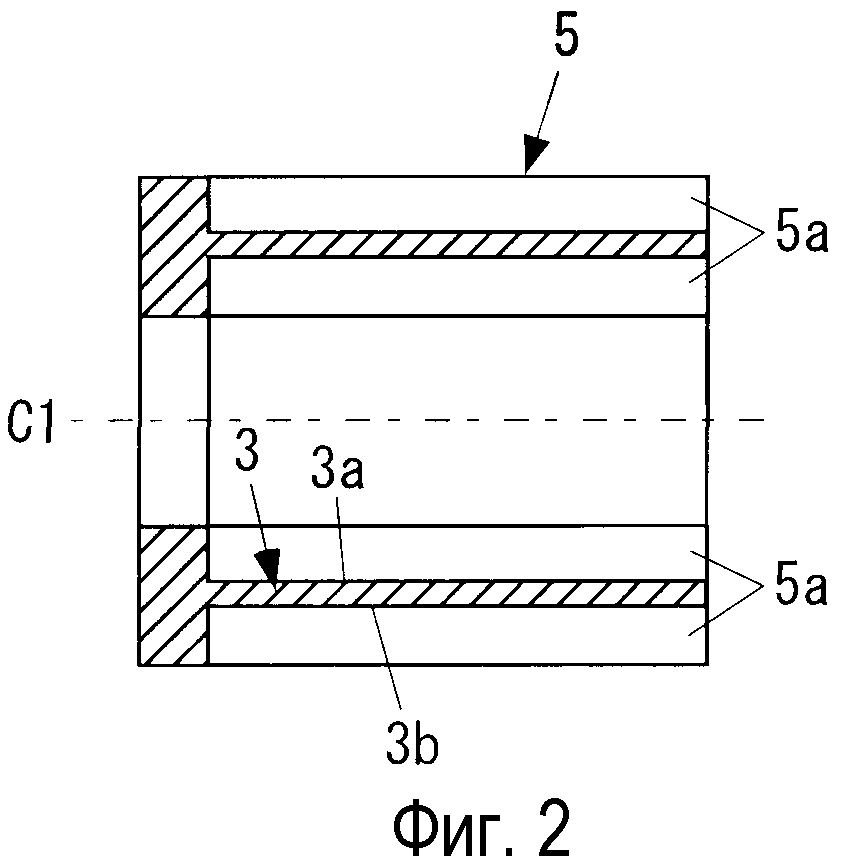
Фиг.2 иллюстрирует заготовку, имеющую большой припуск, достаточный для получения тонкостенного элемента.
Фиг.3 представляет диаграмму, разъясняющую способ обработки резанием согласно первому варианту осуществления настоящего изобретения.
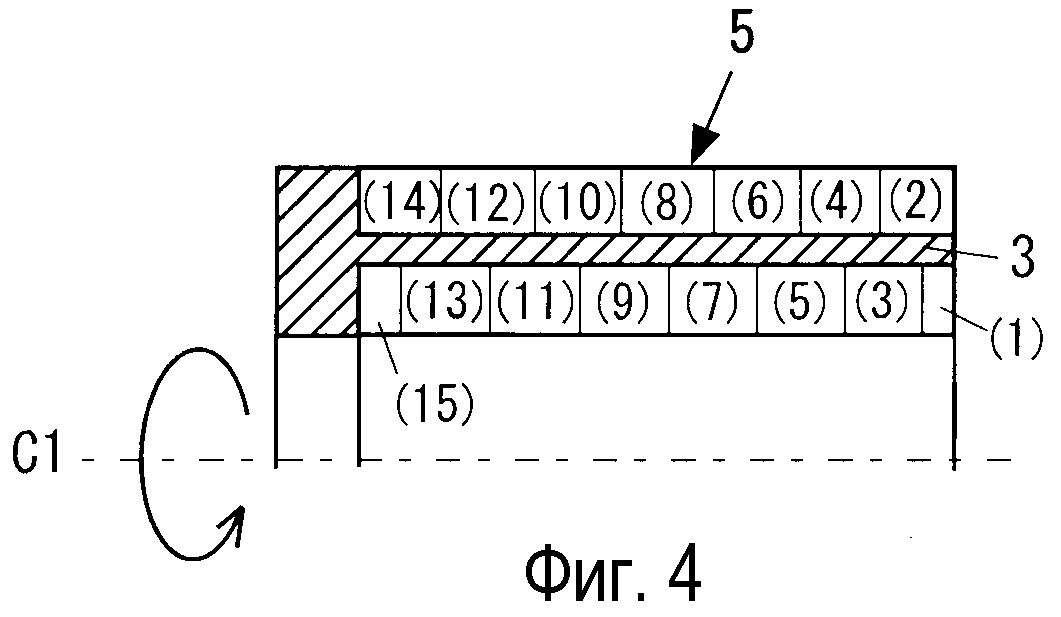
Фиг.4 иллюстрирует порядок обработки резанием в первом варианте осуществления настоящего изобретения.
Фиг.5 представляет блок-схему, иллюстрирующую способ обработки резанием тонкостенного элемента согласно первому варианту осуществления настоящего изобретения.
Фиг.6A представляет диаграмму первого варианта осуществления настоящего изобретения, описывающую направление лезвия режущего инструмента согласно первому способу регулирования направления инструмента.
Фиг.6B представляет диаграмму, иллюстрирующую прототипный пример, соответствующий фиг.6A.
Фиг.7A представляет диаграмму первого варианта осуществления настоящего изобретения, описывающую направление лезвия режущего инструмента согласно второму способу регулирования направления инструмента.
Фиг.7B представляет диаграмму, иллюстрирующую прототипный пример, соответствующий фиг.7A.
Фиг.8A представляет диаграмму, иллюстрирующую случай, где цилиндрическую поверхность подвергали получистовой обработке резанием.
Фиг.8B представляет диаграмму, иллюстрирующую случай, где поверхность круглой пластины подвергали получистовой обработке резанием.
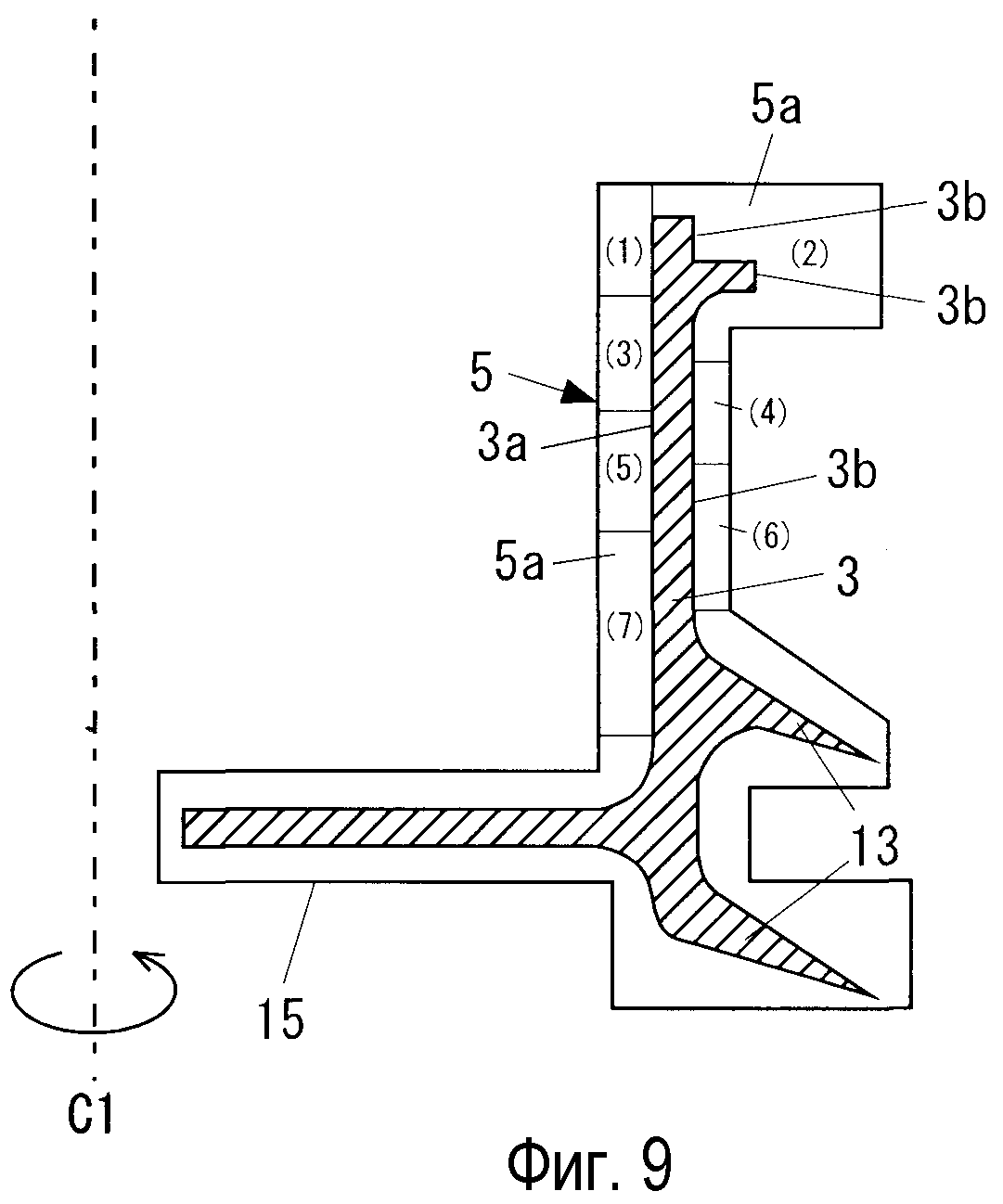
Фиг.9 иллюстрирует пример 1 способа обработки резанием согласно первому варианту осуществления настоящего изобретения.
Фиг.10 иллюстрирует пример 2 способа обработки резанием согласно первому варианту осуществления настоящего изобретения.
Фиг.11A представляет вид в поперечном разрезе, иллюстрирующий пример компоновки тонкостенного элемента, который изготовлен способом обработки резанием согласно второму варианту осуществления настоящего изобретения.
Фиг.11B представляет вид в поперечном сечении, проведенном по линии B-B на фиг.11A.
Фиг.12 представляет диаграмму, разъясняющую способ обработки резанием согласно второму варианту осуществления настоящего изобретения.
Фиг.13 иллюстрирует порядок обработки резанием во втором варианте осуществления настоящего изобретения.
Фиг.14 представляет блок-схему, иллюстрирующую способ обработки резанием тонкостенного элемента согласно второму варианту осуществления настоящего изобретения.
Фиг.15 представляет диаграмму, разъясняющую способ обработки резанием тонкостенного элемента, имеющего внутренний фланец, к которому применим второй вариант осуществления настоящего изобретения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ИСПОЛНЕНИЯ
Наилучшие варианты исполнения для реализации настоящего изобретения описаны с привлечением чертежей. В дополнение детали, общие в соответствующих чертежах, обозначены одинаковыми кодовыми номерами позиций, и повторное описание опущено.
Первый вариант исполнения
Фиг.1A представляет вид в поперечном разрезе тонкостенного элемента 3 (то есть обрабатываемой детали), который изготовлен способом обработки резанием в соответствии с первым вариантом осуществления настоящего изобретения, и фиг.1B представляет вид в поперечном сечении, проведенном по линии B-B на фиг.1A.
В этом примере тонкостенный элемент 3 представляет собой элемент, который устанавливают на вращающемся механизме, таком как реактивный двигатель, газовая турбина или компрессор наддува, и приводят в действие с вращением вокруг центральной оси C1 вращающегося механизма. Например, тонкостенный элемент 3 может представлять собой сам вращающийся вал вращающегося механизма, или может также представлять собой элемент, который смонтирован на вращающемся валу и закреплен на нем.
Как показано на фиг.1A и 1B, тонкостенный элемент 3 имеет внутреннюю круглую поверхность 3a и наружную круглую поверхность 3b в пределах предварительно заданного участка в направлении, параллельном его центральной оси C1. Выражение «тонкостенный» в тонкостенном элементе 3 означает, что толщина между внутренней круглой поверхностью 3a и наружной круглой поверхностью 3b является малой, и что толщина является меньшей чем 0,5% двойного расстояния (диаметра) от центральной оси C1 до наружной круглой поверхности 3b.
Фиг.2-4 представляют диаграммы, разъясняющие способ обработки резанием тонкостенного элемента 3 согласно первому варианту осуществления настоящего изобретения, и фиг.5 представляет блок-схему, иллюстрирующую способ обработки резанием тонкостенного элемента 3 согласно первому варианту осуществления настоящего изобретения. Описание будет приведено с привлечением этих чертежей.
Стадия S1 представляет собой процесс приготовления элемента, и на этой стадии, как показано на фиг.2, приготавливают элемент 5, имеющий достаточно большой припуск 5a (то есть срезаемую часть или поле резания), для получения тонкостенного элемента 3. Элемент 5 представляет собой элемент, который уже подвергали грубой обработке резанием, но не подвергали получистовому резанию (получистовой обработке резанием). В дополнение достаточно большой припуск 5a означает, что толщина большого припуска 5a для получения тонкостенного элемента 3 является достаточной, и выражение «достаточный» означает, что он имеет жесткость в такой мере, чтобы во время обработки резанием в элементе 5 не происходили вибрационное дребезжание или деформация. Выражение «получистовое резание (получистовая обработка резанием)» означает обработку резанием, которая делает припуск, остающийся для чистовой токарной обработки, равным или меньшим чем 2,5 мм, или равным или меньшим чем 50% от толщины целевой срезаемой части.
Стадия S2 представляет собой процесс крепления элемента, и на этой стадии элемент 5, приготовленный на стадии S1, закрепляют на вращающейся планшайбе 9 с помощью монтажного инструмента 7 (смотрите фиг.3).
Стадия S3 представляет собой процесс частичной обработки резанием внутренней поверхности, и на этой стадии внутреннюю круглую поверхность 3a подвергают обработке резанием на желательное расстояние в пределах предварительно заданного участка путем подачи режущего инструмента, имеющего лезвие 11a, относительно элемента 5 на желательное расстояние от стороны одного конца до стороны другого конца центральной оси C1 (в примере из фиг.3, в направлении, параллельном центральной оси C1), в то же время вращая элемент 5 вокруг центральной оси C1 тонкостенного элемента 3.
Более конкретно, как показано на фиг.3, элемент 5 вращают вокруг центральной оси C1 тонкостенного элемента 3 путем вращения вращающейся планшайбы 9, и также положение резания режущим инструментом в радиальном направлении (в направлении, перпендикулярном центральной оси C1) тонкостенного элемента 3 согласуют с положением внутренней круглой поверхности 3a. В этом состоянии режущий инструмент подают на короткое расстояние в направлении, параллельном центральной оси C1, от стороны одного конца (правой стороны на фиг.3) элемента 5 в сторону другого конца.
Этим путем внутренняя круглая поверхность 3a может быть подвергнута чистовой обработке в пределах участка на этой дистанции. В дополнение в способе обработки резанием согласно настоящему изобретению центральная ось представляет собой ось, которая становится центром вращения элемента 5 при обработке резанием, и радиальное направление представляет собой направление радиуса, проведенного из центра вращения элемента 5 при обработке резанием. Кроме того, в этом примере желательное расстояние в пределах предварительно заданного участка означает короткое расстояние в диапазоне от одной пятой до одной десятой части осевой длины предварительно заданного участка.
Стадия S4 представляет собой процесс частичного резания наружной поверхности, и на этой стадии наружную круглую поверхность 3b подвергают обработке резанием на желательное расстояние в пределах предварительно заданного участка подачей режущего инструмента относительно элемента 5 на желательное расстояние от стороны одного конца до стороны другого конца центральной оси C1 (в примере фиг.3, в направлении, параллельном центральной оси C1), в то же время вращая элемент 5 вокруг центральной оси C1.
Более конкретно, элемент 5 вращают вокруг центральной оси C1 тонкостенного элемента 3 путем вращения вращающейся планшайбы 9, и также положение резания согласно режущему инструменту в радиальном направлении тонкостенного элемента 3 согласуют с положением наружной круглой поверхности 3b. В этом состоянии режущий инструмент подают на короткое расстояние в направлении, параллельном центральной оси C1, от стороны одного конца (правой стороны на фиг.3) тонкостенного элемента 3 в сторону другого конца. Этим путем наружная круглая поверхность 3b может быть подвергнута чистовой обработке в пределах участка на этой дистанции. Кроме того, в этом примере желательное расстояние в пределах предварительно заданного участка означает короткое расстояние в диапазоне от одной пятой до одной десятой части осевой длины предварительно заданного участка.
На стадии S5, в случае, где вся внутренняя круглая поверхность 3a и наружная круглая поверхность 3b не завершена в пределах вышеописанного предварительно заданного участка, процесс возвращают к стадии S3, и стадию S3 и стадию S4 выполняют опять. Таким образом, попеременным повторением стадии S3 и стадии S4 в отношении элемента 5, который не подвергнут получистовому резанию (получистовой обработке резанием), постепенно проводят чистовую обработку внутренней круглой поверхности 3a и наружной круглой поверхности 3b. В дополнение, из стадии S3 и стадии S4, процесс также может быть начат со стадии S3 или может быть также начат со стадии S4.
Описанную с привлечением фиг.4 обработку резанием выполняют в порядке номеров, указанных в скобках на чертеже. То есть внутреннюю круглую поверхность 3a и наружную круглую поверхность 3b попеременно формируют постепенно частями в порядке, указанном номерами (1), (2), (3), …, (14) и (15). Этим путем внутреннюю круглую поверхность 3a и наружную круглую поверхность 3b подвергают чистовой обработке в пределах предварительно заданного участка проведением чистовой токарной обработки на стадиях S3 и S4 без выполнения получистового резания (получистовой обработки резанием).
Предпочтительно, как показано соответствующими большими припусками (1)-(15) на фиг.4, на каждой стадии S3 (процесс частичной обработки резанием внутренней поверхности) режущий инструмент подают в направлении, параллельном центральной оси C1, вплоть до положения, которое в осевом направлении в пределах желательного расстояния проникает вглубь несформированной области на стороне наружной круглой поверхности 3b, и на каждой стадии S4 (процесс частичной обработки резанием наружной поверхности) режущий инструмент подают в направлении, параллельном центральной оси C1, вплоть до положения, которое в осевом направлении в пределах желательного расстояния проникает вглубь несформированной области на стороне внутренней круглой поверхности 3a.
То есть глубину резания от одного конца (правого конца в чертеже) элемента 5 настраивают так, что в момент времени, когда стадия S3 завершается, глубина резания на стороне внутренней круглой поверхности 3a становится большей, и в момент времени, когда завершается стадия S4, становится большей глубина резания на стороне наружной круглой поверхности 3b. Таким образом, при обработке резанием на стороне внутренней круглой поверхности 3a или на стороне наружной круглой поверхности 3b можно сдерживать усилие резания большим припуском 5a на стороне, противоположной стороне резания, в пределах более длинного участка, чем в направлении подачи режущего инструмента. То есть даже если толщина стенки между внутренней круглой поверхностью 3a и наружной круглой поверхностью 3b мала, можно сдерживать усилие резания большим припуском 5a. В дополнение в первом варианте исполнения направление подачи представляет собой направление, которое перпендикулярно направлению вращения элемента 5 и имеет компонент направления, параллельный центральной оси, и представляет собой направление перемещения режущего инструмента вдоль обрабатываемой резанием поверхности (например, внутренней круглой поверхности 3a) элемента 5.
Кроме того, в вышеописанном способе обработки резанием (то есть способе токарной обработки), как показано на фиг.3, 6A или 7А, лезвие 11a режущего инструмента (резца) имеет главную заднюю поверхность 17 (в этом примере плоскую поверхность), которая обращена в сторону направления подачи инструмента, и вспомогательную заднюю поверхность 19 (в этом примере плоскую поверхность), которая обращена в сторону обрабатываемой резанием поверхности (прорезаемой поверхности) элемента 5.
Угол, который главная задняя поверхность 17 составляет с вспомогательной поверхностью 19 (то есть угол при вершине инструмента), представляет собой острый угол. В дополнение главная задняя поверхность 17 и вспомогательная задняя поверхность 19 проходят в направлении, перпендикулярном плоскости бумаги, например, на фиг.3, 6A или 7A (направление, перпендикулярное центральной оси C1).
Кроме того, на фиг.3, 6A или 7A кодовым номером позиции 12 обозначена передняя поверхность лезвия 11a и кодовым номером позиции 14 обозначена вершина резца, которая расположена в месте, где пересекаются между собой сторона, приходящая в контакт с передней поверхностью 12 в главной задней поверхности 17, и сторона, приходящая в контакт с передней поверхностью 12 во вспомогательной поверхности 19. Вершина 14 резца примыкает к обрабатываемой резанием поверхности (то есть внутренней круглой поверхности или наружной круглой поверхности) элемента 5 во время обработки резанием элемента 5.
В случае применения такого лезвия 11a предпочтительным является исполнение способа обработки резанием согласно первому варианту исполнения с использованием первого или второго способа регулирования направления инструмента, который описан ниже.
Первый способ регулирования направления инструмента
Первый способ регулирования направления инструмента предпочтительно исполняют при обработке резанием внутренней круглой поверхности 3a в области постоянной нормали, где нормаль к внутренней круглой поверхности 3a постоянна (нуль или иное значение) независимо от положения в направлении центральной оси (в осевом положении). Подобным образом первый способ регулирования направления инструмента предпочтительно исполняют при обработке резанием наружной круглой поверхности 3b в области постоянной нормали, где нормаль к наружной круглой поверхности 3b постоянна независимо от осевого положения. Первый способ регулирования направления инструмента представляет собой следующее.
Как показано на фиг.6A, направление (нормаль) n1 главной задней поверхности 17 (то есть плоской поверхности 17) устанавливают в направлении, близком к направлению f подачи режущего инструмента 11 и совсем немного отклоненном (например, на угол от 0,5 до 5 градусов) от направления f подачи к стороне обрабатываемой резанием поверхности. В результате этого, поскольку стружки выходят из большого припуска в «направлении g продвижения стружки» на фиг.6A, можно предотвратить соприкосновение стружек с тонкой стенкой между внутренней круглой поверхностью 3a и наружной круглой поверхностью 3b. В дополнение направление g продвижения стружек представляет собой направление, которое почти перпендикулярно главной задней поверхности 17 и обратно направлению главной задней поверхности 17, и если описанный выше наклон главной задней поверхности 17 выставлен слишком большим, поскольку нельзя выполнить гладкое резание, то предпочтительно наклонять поверхность совсем немного (например, на угол от 0,5 до 5 градусов), как описано выше.
С другой стороны, как показано на фиг.6B, в случае, где направление (нормаль) к главной задней поверхности 17 установлено как направление, отклоненное от направления f подачи режущего инструмента к стороне, противоположной обрабатываемой резанием поверхности, то стружки соприкасаются с тонкой стенкой, тем самым деформируя тонкостенный элемент 3, который имеет поперечное сечение круглой формы.
Второй способ регулирования направления инструмента
Второй способ регулирования направления инструмента предпочтительно исполняют при обработке резанием внутренней круглой поверхности 3a в области вариации нормали, где нормаль к внутренней круглой поверхности 3a варьируется согласно осевому положению. Подобным образом второй способ регулирования направления инструмента предпочтительно исполняют при обработке резанием наружной круглой поверхности 3b в области вариации нормали, где нормаль к наружной круглой поверхности 3b варьируется согласно осевому положению. Второй способ регулирования направления инструмента представляет собой следующее.
Фиг.7А представляет диаграмму, разъясняющую второй способ регулирования направления инструмента. Вышеописанную стадию S3 выполняют, в то же время регулируя направление режущего инструмента 11 так, что в области вариации нормали внутренней круглой поверхности 3a угол в плане, который главная задняя поверхность 17 составляет с обрабатываемой резанием поверхностью (обрабатываемая резанием поверхность в месте резания) элемента 5, будет представлять собой угол в диапазоне от 80 градусов или более до 100 градусов или менее, предпочтительно 85 градусов или более и 95 градусов или менее.
Подобным образом, вышеописанную стадию S4 выполняют, в то же время регулируя направление режущего инструмента 11 так, что в области вариации нормали наружной круглой поверхности 3b угол в плане, который главная задняя поверхность 17 составляет с обрабатываемой резанием поверхностью элемента 5, будет представлять собой угол в диапазоне от 80 градусов или более до 100 градусов или менее, предпочтительно 85 градусов или более и 95 градусов или менее. Более конкретно, это делают следующим образом.
Режущее устройство ЧПУ (станок с числовым программным управлением), имеющее режущий инструмент 11, производит обработку резанием по второму способу регулирования направления инструмента с использованием числового управления. То есть режущий инструмент 11 перемещается в направлении подачи, в то же время с позиционированием вершины 14 лезвия 11a режущего инструмента 11 на внутренней круглой поверхности 3a (или на наружной круглой поверхности 3b), а также с приданием углу в плане, который главная задняя поверхность 17 составляет с обрабатываемой резанием поверхностью элемента 5, величины в диапазоне от 80 градусов или более до 100 градусов или менее, предпочтительно 85 градусов или более и 95 градусов или менее, путем регулирования угла вращения вокруг оси В режущего инструмента, положения в направлении по Х-оси режущего инструмента, положения в направлении по Y-оси режущего инструмента и положения в направлении по Z-оси режущего инструмента, в условиях числового управления, как показано на фиг.7A. В это время элемент 5 находится в состоянии, где элемент 5 вращается вокруг центральной оси C1 таким же образом, как упомянуто выше. Такое числовое управление выполняют по данным ЧПУ, созданным на основе сведений о форме тонкостенного элемента. Сведения о форме тонкостенного элемента представляют собой, например, данные CAD (система автоматизированного проектирования, САПР) для тонкостенного элемента.
В дополнение при числовом управлении, как показано на фиг.7A, ось Z параллельна центральной оси C1, ось B перпендикулярна оси Z, ось X перпендикулярна оси Z и ось Y перпендикулярна как оси Z, так и оси X. На фиг.7A пунктирная стрелка представляет профиль траектории оси B.
Эффекты, которые получены с помощью второго способа регулирования направления инструмента, описаны в сравнении с прототипной ситуацией. В прототипе, как показано на фиг.7B, в случае, где угол в плане, который главная задняя поверхность 17 лезвия 11a составляет с обрабатываемой резанием поверхностью элемента 5, варьируется согласно осевому положению, для каждого участка резания в направлении центральной оси лезвия, которое установлено на режущем инструменте 11, заменяли на лезвие, подходящее для этого участка. Кроме того, в прототипе возрастало воздействующее на элемент 5 усилие F резания, поскольку в каждом осевом положении главная задняя поверхность 17 лезвия 11a не составляла угла с обрабатываемой резанием поверхностью элемента 5 в диапазоне от 80 градусов или более до 100 градусов или менее.
В отличие от этого во втором способе регулирования направления инструмента в первом варианте исполнения, поскольку во время обработки резанием внутренней круглой поверхности 3a или наружной круглой поверхности 3b направление режущего инструмента 11 регулируют так, что главный угол в плане, который главная задняя поверхность 17 составляет с обрабатываемой резанием поверхностью элемента 5, будет представлять собой угол в диапазоне от 80 градусов или более до 100 градусов или менее, предпочтительно 85 градусов или более и 95 градусов или менее, весь участок резания может быть проточен с использованием одного лезвия без замены лезвия для каждого участка резания в направлении центральной оси. В дополнение во втором способе регулирования направления инструмента в первом варианте исполнения, поскольку во время обработки резанием внутренней круглой поверхности 3a или наружной круглой поверхности 3b главный угол в плане, который главная задняя поверхность 17 составляет с обрабатываемой резанием поверхностью элемента 5, можно поддерживать с величиной, близкой к углу в диапазоне от 80 градусов или более до 100 градусов или менее, предпочтительно 85 градусов или более и 95 градусов или менее, усилие F резания, воздействующее на элемент 5, может быть сокращено до более низкого уровня. Соответственно этому в вышеописанной стадии S3 или S4 в первом варианте исполнения можно увеличить глубину резания с более глубоким внедрением лезвия в элемент 5, благодаря чему внутренняя круглая поверхность 3a или наружная круглая поверхность 3b может быть прорезана за один проход без выполнения получистового резания (получистовой обработки резанием). В дополнение во втором способе регулирования направления инструмента в случае выставления угла, который главная задняя поверхность 17 составляет с обрабатываемой резанием поверхностью элемента 5, на величину угла в диапазоне от 80 градусов до 90 градусов угол, который главная задняя поверхность 17 составляет с вспомогательной задней поверхностью 19, может представлять собой угол в диапазоне от 90 градусов до 100 градусов.
В способе обработки резанием тонкостенного элемента 3 согласно описанному выше первому варианту осуществления настоящего изобретения, поскольку без выполнения получистовой обработки резанием стадию S3 и S4 попеременно повторяют таким образом, что на стадии S3 внутреннюю круглую поверхность 3a подвергают обработке резанием на желательное расстояние подачей режущего инструмента 11 относительно элемента 5 на желательное расстояние в направлении, параллельном центральной оси C1, в то же время вращая элемент 5 вокруг центральной оси C1, и на стадии S4 наружную круглую поверхность 3b подвергают обработке резанием на желательное расстояние подачей режущего инструмента относительно элемента 5 на желательное расстояние в направлении, параллельном центральной оси C1, в то же время вращая элемент 5 вокруг центральной оси C1, можно сдерживать усилие F резания с помощью остающегося большого припуска 5a.
То есть усилие F резания при выполнении стадии S3 сдерживается большим припуском 5a, остающимся на имеющейся в данный момент наружной стороне, и усилие F резания при выполнении стадии S4 сдерживается большим припуском 5a, остающимся на имеющейся в данный момент внутренней стороне. Этим путем можно проводить чистовую токарную обработку без использования держателя для предотвращения вибрационного дребезжания и без возникновения вибрационного дребезжания. В результате можно получать стенку с постоянной толщиной в отношении окружного направления, и может быть изготовлен хорошо сбалансированный тонкостенный элемент 3.
В дополнение в случае, где получистовое резание (получистовую обработку резанием) выполняют в отношении поверхности, которая сначала подвергнута токарной обработке, и противоположную поверхность, которая подвергнута токарной обработке позднее, протачивают без проведения получистового резания (получистовой обработки резанием), в случае, где толщины больших припусков различаются между собой на поверхности, на которой выполняют токарную обработку, и противоположной поверхности, если токарной обработке сначала подвергают поверхность, где толщина большого припуска является меньшей, то благодаря жесткости большого припуска, который подвергают токарной обработке позднее, можно выполнить токарную обработку без возникновения дребезжания. Это состояние показано на фиг.8A и 8B.
Фиг.8A представляет диаграмму, иллюстрирующую случай, где цилиндрическую поверхность подвергают получистовой обработке резанием. В этом примере получистовая токарная обработка может быть выполнена в отношении поверхности (внутренней поверхности), которую сначала подвергают токарной обработке. Даже если после этого проводят чистовую токарную обработку, вибрация не возникает благодаря большому припуску на противоположной поверхности (наружной поверхности). Кроме того, в этом примере получистовую токарную обработку нельзя проводить в отношении поверхности (наружной поверхности), которую позднее подвергают токарной обработке. Если большой припуск велик, то имеет место жесткость, так что вибрация не возникает.
Фиг.8B представляет диаграмму, иллюстрирующую случай, где получистовой обработке резанием подвергали поверхность круглой пластины. В этом примере получистовая токарная обработка может быть выполнена в отношении поверхности (левой поверхности), которую сначала подвергали токарной обработке. Даже если после этого проводят чистовую токарную обработку, вибрация не возникает благодаря большому припуску на противоположной поверхности (правой поверхности). Кроме того, в этом примере получистовую токарную обработку нельзя выполнять в отношении поверхности (правой поверхности), которую подвергают токарной обработке позднее. Если большой припуск велик, то имеет место жесткость, так что вибрация не возникает.
Кроме того, на каждой из стадий S3 и S4, поскольку режущий инструмент подают до положения, входящего в осевом направлении на расстояние в пределах желательного участка в непрорезанную область, в которой большой припуск 5a все еще остается на стороне, противоположной обрабатываемой резанием стороне, то даже в случае, где толщина стенки между внутренней круглой поверхностью 3a и наружной круглой поверхностью 3b является малой, можно так увеличить расстояние, на которое можно подавать режущий инструмент, что вибрационное дребезжание не возникает.
Кроме того, в вышеописанном первом варианте исполнения во время переключения между обработкой резанием на стороне внутренней круглой поверхности 3a и обработкой резанием на стороне наружной круглой поверхности 3b, можно оставлять элемент 5 закрепленным на монтажном инструменте 7 и вращающейся планшайбе 9. Соответственно этому не происходит отклонение центра вала тонкостенного элемента 3 от центральной оси C1 вследствие повторного закрепления элемента 5 на монтажном инструменте 7 и вращающейся планшайбе 9.
Пример 1
Фиг.9 иллюстрирует еще один пример способа обработки резанием согласно вышеописанному первому варианту исполнения.
На этом чертеже тонкостенный элемент 3 имеет часть 13 с лабиринтным уплотнением. Кроме того, элемент 5 представляет собой штампованную поковку, подвергнутую грубой обработке резанием. Кроме того, в этом примере опорную часть 15 элемента 5 закрепляют на вращающейся планшайбе (не показана) с помощью подходящего монтажного инструмента (не показан) и затем выполняют обработку резанием тонкостенного элемента 3.
В этом примере способ обработки резанием согласно первому варианту исполнения применим к части внутренней круглой поверхности 3a и части наружной круглой поверхности 3b, которые показаны на чертеже, и описанные выше стадии S3 и S4 выполняют попеременно и многократно в отношении части внутренней круглой поверхности 3a и части наружной круглой поверхности 3b в порядке, указанном числами в скобках на чертеже. То есть внутреннюю круглую поверхность 3a и наружную круглую поверхность 3b постепенно формируют попеременно в порядке следования каждой части, обозначенной номерами (1), (2), (3), …, (6) и (7).
Также в этом примере стадию S3 выполняют, в то же время устанавливая положение резания режущим инструментом в радиальном направлении тонкостенного элемента 3 в положении на внутренней круглой поверхности 3a, и стадию S4 выполняют, в то же время устанавливая положение резания режущим инструментом в радиальном направлении тонкостенного элемента 3 в положении на наружной круглой поверхности 3b.
В положении под номером (2) на фиг.9, поскольку радиальное положение наружной круглой поверхности 3b варьируется согласно положению в направлении центральной оси C1, положение резания в радиальном направлении изменяется согласно величине подачи режущего инструмента в направлении, параллельном центральной оси C1.
Другие моменты в способе обработки резанием примера 1 являются такими же, как для вышеописанного первого варианта исполнения.
Пример 2
Фиг.10 иллюстрирует еще один пример способа обработки резанием согласно описанному выше первому варианту исполнения.
На этом чертеже тонкостенный элемент 3 представляет собой элемент, составляющий обшивку камеры сгорания, и является стационарной деталью, которая не вращается в процессе применения. Кроме того, элемент 5 был подвергнут грубой обработке резанием. Кроме того, в этом примере тонкостенный элемент 3 закрепляют на вращающейся планшайбе 9 с помощью монтажного инструмента 7 и затем выполняют обработку резанием тонкостенного элемента 3.
В этом примере вышеописанные стадии S3 и S4 выполняют попеременно и многократно в отношении части внутренней круглой поверхности 3a и части наружной круглой поверхности 3b, которые показаны на чертеже, в порядке, указанном числами в скобках на чертеже. То есть внутреннюю круглую поверхность 3a и наружную круглую поверхность 3b постепенно формируют попеременно в порядке следования каждой части, обозначенной номерами (1), (2), (3), …, (10) и (11).
В дополнение обработка резанием части с номером (10) также может быть выполнена так, что обработке резанием сначала подвергают часть с номером (10a), и затем на стадии S3 проводят обработку резанием части с номером (10b). Кроме того, обработка резанием части с полостью, обозначенной символом (a), может быть выполнена после обработки резанием части под номером (11).
Кроме того, в примере 2 стадию S3 выполняют, в то же время регулируя положение резания согласно режущему инструменту в радиальном направлении тонкостенного элемента 3 в положение внутренней круглой поверхности 3a, и стадию S4 выполняют, в то же время регулируя положение резания согласно режущему инструменту в радиальном направлении тонкостенного элемента 3 в положение наружной круглой поверхности 3b. В частях, обозначенных номерами (8), (9) и (10) на фиг.10, поскольку положения в радиальном направлении внутренней круглой поверхности 3a или наружной круглой поверхности 3b варьируют согласно положению в направлении центральной оси C1, положения резания в радиальном направлении изменяются согласно величинам подачи режущего инструмента в направлении, параллельном центральной оси C1.
Другие моменты в способе обработки резанием примера 2 могут быть такими же, как для вышеописанного первого варианта исполнения.
Второй вариант исполнения
Фиг.11A представляет вид в поперечном сечении, иллюстрирующий тонкостенный элемент 3, который изготовлен способом обработки резанием согласно второму варианту осуществления настоящего изобретения, и фиг.11B представляет вид в поперечном сечении, проведенном по линии B-B на фиг.11A.
В этом примере тонкостенный элемент 3 представляет собой элемент, который устанавливают во вращающемся механизме, таком как реактивный двигатель, газовая турбина или компрессор наддува, и приводят во вращение вокруг центральной оси C1 вращающегося механизма. Например, тонкостенный элемент 3 может представлять собой сам вращающийся вал вращающегося механизма или может быть также элементом, который смонтирован и закреплен на вращающемся валу.
Как показано на фиг.11A и 11B, тонкостенный элемент 3 имеет фланец 21, который выступает наружу или внутрь в радиальном направлении (то есть направлении, перпендикулярном центральной оси C1) относительно его центральной оси C1, из внутренней круглой поверхности 3a или наружной круглой поверхности 3b, и фланец 21 имеет первую боковую поверхность 21a, которая обращена в одну сторону по направлению, параллельному центральной оси C1, и вторую боковую поверхность 21b, которая обращена в другую сторону по направлению, параллельному центральной оси C1, в пределах предварительно заданного участка (в этом примере, от наружной круглой поверхности 3b к наружному круглому концу фланца 21) в радиальном направлении. Кроме того, в этом примере тонкостенный элемент 3 имеет внутреннюю круглую поверхность 3a и наружную круглую поверхность 3b, которые центрованы относительно центральной оси C1. Кроме того, в этом примере первая боковая поверхность 21a и вторая боковая поверхность 21b обращены в стороны по направлениям, противоположным друг другу и параллельным центральной оси C1.
Во втором варианте исполнения выражение «тонкостенный» в тонкостенном элементе 3 означает, что толщина между первой боковой поверхностью 21a и второй боковой поверхностью 21b является малой и что толщина составляет меньше чем 0,5% двойного расстояния (диаметра) от центральной оси C1 до наружного конца фланца 21 в радиальном направлении.
Фиг.12 и 13 представляют диаграммы, разъясняющие способ обработки резанием тонкостенного элемента 3 согласно второму варианту исполнения, и фиг.14 представляет блок-схему, иллюстрирующую способ обработки резанием тонкостенного элемента 3 согласно второму варианту осуществления настоящего изобретения. Описание будет приведено ниже с привлечением этих чертежей.
Стадия S11 представляет собой процесс приготовления элемента, и на этой стадии, как показано на фиг.12, приготавливают элемент 5, имеющий большой припуск 5a, достаточный для получения тонкостенного элемента 3, то есть фланца 21. Элемент 5 представляет собой элемент, который уже подвергнут грубой обработке резанием, но не подвергнут получистовому резанию (получистовой обработке резанием).
Стадия S12 представляет собой процесс крепления элемента, и на этой стадии элемент 5, приготовленный на стадии S11, закрепляют на вращающейся планшайбе 9 с помощью монтажного инструмента 7 (смотрите фиг.12).
Стадия S13 представляет собой процесс частичной обработки резанием первой боковой поверхности, и на этой стадии первую боковую поверхность 21a подвергают обработке резанием на желательное расстояние в пределах предварительно заданного участка подачей режущего инструмента, имеющего лезвие 11a, относительно элемента 5 на желательное расстояние снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении (в примере на фиг.11A, в радиальном направлении), в то же время вращая элемент 5 вокруг центральной оси C1 тонкостенного элемента 3.
Более конкретно, как показано на фиг.12, элемент 5 вращают вокруг центральной оси C1 тонкостенного элемента 3 путем вращения вращающейся планшайбы 9, и также положение резания режущим инструментом в направлении, параллельном центральной оси C1, согласуют с положением первой боковой поверхности 21a. В этом состоянии режущий инструмент подают на короткое расстояние в радиальном направлении от стороны наружного круглого конца фланца 21 к центральной оси C1. Этим путем первая боковая поверхность 21a может быть подвергнута чистовой обработке на всем протяжении участка. Кроме того, в этом примере желательное расстояние в пределах предварительно заданного участка означает короткое расстояние в пределах от одной пятой до одной десятой части осевой длины предварительно заданного участка.
Стадия S14 представляет собой процесс частичной обработки резанием второй боковой поверхности, и на этой стадии вторую боковую поверхность 21b подвергают обработке резанием на желательное расстояние в пределах предварительно заданного участка подачей режущего инструмента относительно элемента 5 на желательное расстояние снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении (в примере на фиг.11A, в радиальном направлении), в то же время вращая элемент 5 вокруг центральной оси C1 тонкостенного элемента 3.
Более конкретно, элемент 5 вращают вокруг центральной оси C1 тонкостенного элемента 3 путем вращения вращающейся планшайбы 9, и также положение резания режущим инструментом в направлении, параллельном центральной оси C1, согласуют с положением второй боковой поверхности 21b. В этом состоянии режущий инструмент подают на короткое расстояние в радиальном направлении от стороны наружного круглого конца фланца 21 к центральной оси C1. Этим путем вторая боковая поверхность 21b может быть подвергнута чистовой обработке на всем протяжении участка. Кроме того, в этом примере желательное расстояние в пределах предварительно заданного участка означает короткое расстояние в пределах от одной пятой до одной десятой части осевой длины предварительно заданного участка.
На стадии S15, в случае, где первая боковая поверхность 21a и вторая боковая поверхность 21b не подвергнуты чистовой обработке в пределах описанного выше предварительно заданного участка, процесс возвращают к стадии S13, и опять выполняют стадию S13 и стадию S14. Этим путем попеременным повторением стадии S13 и стадии S14 в отношении элемента 5, который не подвергнут получистовому резанию (получистовой обработке резанием), постепенно проводят чистовую обработку первой боковой поверхности 21a и второй боковой поверхности 21b. В дополнение, из стадии S13 и стадии S14, процесс может быть также начат со стадии S13, или же процесс может быть также начат со стадии S14.
Описанную с привлечением фиг.13 обработку резанием выполняют в порядке номеров, указанных в скобках на чертеже. То есть первую боковую поверхность 21a и вторую боковую поверхность 21b попеременно формируют постепенно частями в порядке, указанном номерами (1), (2), (3), …, (8) и (9). Этим путем первую боковую поверхность 21a и вторую боковую поверхность 21b подвергают чистовой обработке в пределах предварительно заданного участка проведением чистовой токарной обработки на стадиях S13 и S14 без выполнения получистовой обработки резанием.
Предпочтительно, как показано соответствующими большими припусками (1)-(9) на фиг.13, на каждой стадии S13 (процесс частичной обработки резанием первой боковой поверхности) режущий инструмент подают в радиальном направлении до положения, которое в радиальном направлении в пределах желательного расстояния проникает вглубь несформированной на второй боковой поверхности области на стороне второй боковой поверхности 21b, и на каждой стадии S14 (процесс частичной обработки резанием второй боковой поверхности) режущий инструмент подают в радиальном направлении до положения, которое в радиальном направлении в пределах желательного расстояния проникает вглубь несформированной на первой боковой поверхности области на стороне первой боковой поверхности 21a.
То есть глубину резания в направлении от наружного круглого конца фланца 21 в сторону центральной оси C1 устанавливают так, что в момент времени, когда стадия S13 завершается, глубина резания на стороне первой боковой поверхности 21a становится большей, и в момент времени, когда завершается стадия S14, становится большей глубина резания на стороне наружной круглой поверхности 21b. Таким образом, при обработке резанием на стороне первой боковой поверхности 21a или на стороне второй боковой поверхности 21b можно сдерживать усилие F резания большим припуском 5a на стороне, противоположной стороне резания, в пределах более длинного участка в направлении подачи режущего инструмента. То есть даже если толщина стенки между первой боковой поверхностью 21a и второй боковой поверхностью 21b мала, можно сдерживать усилие F резания большим припуском 5a. В дополнение во втором варианте исполнения направление подачи представляет собой направление снаружи в радиальном направлении внутрь в радиальном направлении, или направление изнутри в радиальном направлении наружу в радиальном направлении, и представляет собой направление перемещения режущего инструмента вдоль обрабатываемой резанием поверхности (например, первой боковой поверхности 21a) элемента 5.
Кроме того, в способе обработки резанием (то есть способе токарной обработки) второго варианта исполнения режущий инструмент (резец) может быть таким же, как в первом варианте исполнения. То есть режущий инструмент имеет главную заднюю поверхность 17 (в этом примере плоскую поверхность), которая обращена в сторону направления подачи, и вспомогательную главную поверхность 19 (в этом примере плоскую поверхность), которая обращена к обрабатываемой резанием поверхности (прорезаемой поверхности) элемента 5. Угол, который главная задняя поверхность 17 составляет с вспомогательной главной поверхностью 19, представляет собой острый угол.
В дополнение главная задняя поверхность 17 и вспомогательная задняя поверхность 19 (то есть угол при вершине инструмента) являются протяженными в направлении, перпендикулярном плоскости бумаги, например, на фиг.12 (направление, перпендикулярное центральной оси C1). Кроме того, на чертеже номером позиции 12 обозначена передняя поверхность лезвия 11a и номером позиции 14 обозначена вершина резца, которая расположена в месте, где пересекаются между собой сторона, приходящая в контакт с передней поверхностью 12 в главной задней поверхности 17, и сторона, приходящая в контакт с передней поверхностью 12 в вспомогательной задней поверхности 19. Вершина 14 резца примыкает к обрабатываемой резанием поверхности (то есть первой боковой поверхности 21a или второй боковой поверхности 21b) элемента 5 во время обработки резанием элемента 5.
В этом случае предпочтительно исполнение вышеописанного способа обработки резанием (то есть способа токарной обработки) согласно второму варианту исполнения первым или вторым способом регулирования направления инструмента, как описано ниже, таким же образом, как в случае первого варианта исполнения.
Первый способ регулирования направления инструмента
Первый способ регулирования направления инструмента предпочтительно исполняют при обработке резанием первой боковой поверхности 21a в сужающейся области с постоянной нормалью, где нормаль к первой боковой поверхности 21a постоянна независимо от радиального местоположения. Подобным образом, первый способ регулирования направления инструмента предпочтительно исполняют при обработке резанием второй боковой поверхности 21b в области постоянной нормали, где нормаль ко второй боковой поверхности 21b постоянна независимо от радиального местоположения.
В первом способе регулирования направления инструмента таким же путем, как в случае первого варианта исполнения, направление (нормаль) к главной задней поверхности 17 регулируют по направлению, близкому к направлению подачи режущего инструмента и лишь очень немного отклоненному (например, от 0,5 до 5 градусов) от направления подачи к стороне обрабатываемой резанием поверхности.
Второй способ регулирования направления инструмента
Второй способ регулирования направления инструмента предпочтительно исполняют при обработке резанием первой боковой поверхности 21a в области вариации нормали, где нормаль к первой боковой поверхности 21a варьируется согласно радиальному местоположению. Подобным образом второй способ регулирования направления инструмента предпочтительно исполняют при обработке резанием второй боковой поверхности 21b в области вариации нормали, где нормаль ко второй боковой поверхности 21b варьируется согласно радиальному местоположению.
Во втором способе регулирования направления инструмента таким же путем, как в случае первого варианта исполнения, вышеописанную стадию S13 выполняют, в то же время регулируя направление режущего инструмента 11 так, что в области вариации нормали к первой боковой поверхности 21a угол, который главная задняя поверхность 17 составляет с обрабатываемой резанием поверхностью элемента 5, будет представлять собой угол в диапазоне от 80 градусов или более до 100 градусов или менее, предпочтительно 85 градусов или более и 95 градусов или менее. Подобным образом вышеописанную стадию S14 выполняют, в то же время регулируя направление режущего инструмента 11 так, что в области вариации нормали ко второй боковой поверхности 21b главный угол в плане, который главная задняя поверхность 17 составляет с обрабатываемой резанием поверхностью элемента 5, будет представлять собой угол в диапазоне от 80 градусов или более до 100 градусов или менее, предпочтительно 85 градусов или более и 95 градусов или менее. Прочие моменты во втором способе регулирования направления инструмента во втором варианте исполнения являются такими же, как для первого способа регулирования направления инструмента в первом варианте исполнения.
Этим путем таким же образом, как в случае первого варианта исполнения, даже в случае, где нормаль к первой боковой поверхности 21a или второй боковой поверхности 21b варьируется согласно радиальному местоположению, первая боковая поверхность 21a или вторая боковая поверхность 21b могут быть обработаны резанием за один проход, в то же время сокращая усилие F резания, воздействующее на элемент 5, до более низкого уровня, без замены режущего инструмента 11.
В способе обработки резанием согласно описанному выше второму варианту осуществления настоящего изобретения, поскольку без выполнения получистовой обработки резанием стадию S13 и стадию S14 попеременно повторяют таким образом, что на стадии S13 первую боковую поверхность 21a прорезают на желательное расстояние подачей режущего инструмента относительно элемента на желательное расстояние в радиальном направлении, в то же время вращая элемент вокруг центральной оси C1, и на стадии S14 вторую боковую поверхность 21b прорезают на желательное расстояние подачей режущего инструмента относительно элемента на желательное расстояние в радиальном направлении, в то же время вращая элемент вокруг центральной оси C1, можно сдерживать усилие F резания остающимся большим припуском 5a.
То есть усилие F резания при выполнении стадии S13 сдерживается большим припуском 5a, который остается на стороне второй боковой поверхности 21b, и усилие F резания при выполнении стадии S14 сдерживается большим припуском 5a, который остается на стороне первой боковой поверхности 21a. Этим путем чистовая токарная обработка может быть проведена без использования держателя для предотвращения вибрационного дребезжания и без возникновения вибрационного дребезжания. В результате может быть получен фланец 21, имеющий тонкую стенку с постоянной толщиной относительно окружного направления, и может быть изготовлен высокоточный тонкостенный элемент 3.
В дополнение тонкостенный элемент 3 в описанных выше первом или втором вариантах исполнения не обязательно должен представлять собой тело вращения.
Кроме того, в вышеописанном втором варианте исполнения фланец 21 тонкостенного элемента 3 представляет собой наружный фланец, который выступает в радиальном направлении из наружной круглой поверхности 3b. Однако фланец 21 тонкостенного элемента 3 может быть также внутренним фланцем, который выступает в радиальном направлении из внутренней круглой поверхности 3a, как показано на фиг.15. В этом случае также может быть применен способ обработки резанием согласно второму варианту исполнения. В дополнение в этом случае направление подачи режущего инструмента представляет собой радиальное направление от внутреннего круглого конца фланца 21, который расположен на стороне центральной оси C1, к наружному круглому концу (в положении соединения фланца 21 и внутренней круглой поверхности 3a) фланца 21, и прочие моменты могут быть такими же, как во втором варианте исполнения, описанном выше.
В дополнение, хотя выше были описаны варианты осуществления настоящего изобретения, раскрытые выше варианты осуществления настоящего изобретения являются исключительно примерными, и область настоящего изобретения не ограничивается этими вариантами осуществления изобретения. Область настоящего изобретения представлена описанием пунктов формулы изобретения и включает все модификации в пределах смысла и области, которые эквивалентны признакам патентной формулы. Например, описанные ниже другие варианты исполнения A-D также могут быть приняты по отдельности или в сочетании.
Еще один вариант исполнения А
В описанном выше первом варианте исполнения попеременно повторяют стадии S3 и S4. Однако стадии S3 и S4 могут быть также выполнены одновременно. То есть когда элемент 5 вращается вокруг центральной оси C1, выполняют одновременно стадию S3 обработки резанием внутренней круглой поверхности 3a подачей режущего инструмента 11 относительно элемента 5 со стороны одного конца к стороне другого конца центральной оси, и стадию S4 обработки резанием наружной круглой поверхности 3b подачей режущего инструмента 11, который является отдельным, но таким же, как вышеупомянутый режущий инструмент, относительно элемента 5 со стороны одного конца к стороне другого конца центральной оси C1. Кроме того, в результате этого усилие резания при обработке резанием внутренней круглой поверхности 3a сдерживается большим припуском 5a, остающимся на стороне наружной круглой поверхности 3b, и усилие резания при обработке резанием наружной круглой поверхности 3b сдерживается большим припуском 5a, остающимся на стороне внутренней круглой поверхности 3a. Соответственно этому тонкостенный элемент 3 может быть подвергнут обработке резанием без применения держателя для предотвращения вибрационного дребезжания и без возникновения вибрационного дребезжания. В этом случае прочие моменты могут быть такими же, как в первом варианте исполнения.
Еще один вариант исполнения B
В описанном выше втором варианте исполнения попеременно повторяют стадии S13 и S14. Однако стадии S13 и S14 могут быть также выполнены одновременно. То есть когда элемент 5 вращается вокруг центральной оси C1, выполняют одновременно стадию S13 обработки резанием первой боковой поверхности 21a подачей режущего инструмента 11 относительно элемента 5 снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении, и стадию S14 обработки резанием второй боковой поверхности 21b подачей режущего инструмента 11, который является отдельным, но таким же, как вышеупомянутый режущий инструмент, относительно элемента 5 снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении. Кроме того, в результате этого усилие резания при обработке резанием первой боковой поверхности 21a сдерживается большим припуском 5a, остающимся на стороне второй боковой поверхности 21b, и усилие резания при обработке резанием второй боковой поверхности 21b сдерживается большим припуском 5a, остающимся на стороне первой боковой поверхности 21a. Соответственно этому тонкостенный элемент 3 может быть подвергнут обработке резанием без применения держателя для предотвращения вибрационного дребезжания и без возникновения вибрационного дребезжания. В этом случае прочие моменты могут быть такими же, как во втором варианте исполнения.
Еще один вариант исполнения C
В вышеописанном первом варианте исполнения стадии S3 и S4 выполняют в отношении элемента 5, который не был подвергнут получистовой обработке резанием. Однако стадии S3 и S4 могут быть также выполнены в отношении элемента 5, подвергнутого получистовой обработке резанием (то есть получистовой токарной обработке). В этом случае, например, в описанной выше стадии S1 приготавливают элемент 5, подвергнутый получистовой обработке резанием. Кроме того, в этом случае другие моменты являются такими же, как в первом варианте исполнения.
Еще один вариант исполнения D
Подобным образом в вышеописанном втором варианте исполнения стадии S13 и S14 выполняют в отношении элемента 5, который не был подвергнут получистовой обработке резанием. Однако стадии S13 и S14 могут быть также выполнены в отношении элемента 5, подвергнутого получистовой обработке резанием (то есть получистовой токарной обработке). В этом случае, например, в описанной выше стадии S11 приготавливают элемент 5, подвергнутый получистовой обработке резанием. Кроме того, в этом случае другие моменты являются такими же, как во втором варианте исполнения.
Реферат
Способ относится к обработке резанием тонкостенного элемента, имеющего внутреннюю круглую поверхность и наружную круглую поверхность или одну из наружной круглой поверхности и внутренней круглой поверхности и фланец, который выступает наружу или внутрь в радиальном направлении от наружной круглой поверхности или внутренней круглой поверхности в пределах предварительно заданного участка в направлении, параллельном его центральной оси или в радиальном направлении. Способ включает стадии, на которых проводят обработку резанием внутренней круглой поверхности или одной боковой поверхности фланца на заданном расстоянии в пределах предварительно заданного участка путем подачи режущего инструмента относительно элемента на заданное расстояние от стороны одного конца до стороны другого конца центральной оси или в радиальном направлении, при этом вращают элемент вокруг центральной оси. Затем проводят обработку резанием наружной круглой поверхности или другой поверхности фланца на заданном расстоянии в пределах предварительно заданного участка. Затем проводят чистовую обработку внутренней круглой поверхности и наружной круглой поверхности или боковых поверхностей фланца в пределах предварительно заданных участков попеременным повторением упомянутых стадий или их одновременным выполнением. Технический результат: уменьшение вибраций в процессе обработки. 4 н. и 5 з.п. ф-лы, 15 ил.
Формула
(A) приготавливают элемент, имеющий большой припуск для получения тонкостенного элемента,
(B) проводят обработку резанием внутренней круглой поверхности на заданном расстоянии в пределах предварительно заданного участка путем подачи режущего инструмента относительно элемента на заданное расстояние от стороны одного конца до стороны другого конца центральной оси, при этом вращают элемент вокруг центральной оси,
(C) проводят обработку резанием наружной круглой поверхности на заданном расстоянии в пределах предварительно заданного участка путем подачи режущего инструмента относительно элемента на желательное расстояние от стороны одного конца до стороны другого конца центральной оси, при этом вращают элемент вокруг центральной оси,
(D) проводят чистовую обработку внутренней круглой поверхности и наружной круглой поверхности в пределах предварительно заданных участков попеременным повторением стадий (B) и (C),
причем стадию (D) выполняют в порядке следования стадии (B) и стадии (C), или в порядке следования стадии (C) и стадии (B), после стадии (A).
на стадии (B) режущий инструмент подают со стороны одного конца к стороне другого конца центральной оси до положения, входящего в направлении, параллельном центральной оси, на расстояние в пределах желательного расстояния в непрорезанную область стороны наружной круглой поверхности, и
на стадии (C) режущий инструмент подают со стороны одного конца к стороне другого конца центральной оси до положения, входящего в направлении, параллельном центральной оси, на расстояние в пределах заданного расстояния в непрорезанную область стороны внутренней круглой поверхности.
(A) приготавливают элемент, имеющий большой припуск для получения тонкостенного элемента,
(B) проводят обработку резанием внутренней круглой поверхности подачей режущего инструмента относительно элемента от стороны одного конца до стороны другого конца центральной оси, при этом вращают элемент вокруг центральной оси,
(C) проводят обработку резанием наружной круглой поверхности подачей режущего инструмента относительно элемента от стороны одного конца до стороны другого конца центральной оси, при этом вращают элемент вокруг центральной оси, и
(D) проводят чистовую обработку внутренней круглой поверхности и наружной круглой поверхности в пределах предварительно заданных участков посредством одновременного выполнения стадий (B) и (C).
(A) приготавливают элемент, имеющий большой припуск для получения фланца,
(B) проводят обработку резанием первой боковой поверхности на заданное расстояние в пределах предварительно заданного участка подачей режущего инструмента относительно элемента на заданное расстояние снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении, в то же время вращая элемент вокруг центральной оси,
(C) проводят обработку резанием второй боковой стороны на заданное расстояние в пределах предварительно заданного участка подачей режущего инструмента относительно элемента на заданное расстояние снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении, при этом вращают элемент вокруг центральной оси, и
(D) проводят чистовую обработку первой боковой поверхности и второй боковой поверхности в пределах предварительно заданных участков фланца попеременным повторением стадий (B) и (C),
причем стадию (D) выполняют в порядке следования стадии (B) и стадии (C), или в порядке следования стадии (С) и стадии (В), после стадии (A).
(A) приготавливают элемент, имеющий большой припуск для получения фланца,
(B) проводят обработку резанием первой боковой поверхности подачей режущего инструмента относительно элемента снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении, при этом вращают элемент вокруг центральной оси,
(C) проводят обработку резанием второй боковой стороны подачей режущего инструмента относительно элемента снаружи в радиальном направлении внутрь в радиальном направлении или изнутри в радиальном направлении наружу в радиальном направлении, при этом вращают элемент вокруг центральной оси, и
(D) проводят чистовую обработку первой боковой поверхности и второй боковой поверхности в пределах предварительно заданных участков фланца одновременным выполнением стадий (B) и (C).
лезвие режущего инструмента имеет главную заднюю поверхность, которая обращена в сторону направления подачи режущего инструмента, и вспомогательную заднюю поверхность, которая обращена в сторону подвергаемой резанию поверхности элемента, и
стадии (B) и (C) выполняют в состоянии, когда направление главной задней поверхности регулируют по направлению, слегка наклоненному относительно направления подачи режущего инструмента к стороне обрабатываемой резанием поверхности.
лезвие режущего инструмента имеет главную заднюю поверхность, которая обращена в сторону направления подачи режущего инструмента, и
стадию (B) или (C) выполняют с регулированием направления режущего инструмента так, что в области переменной нормали, где направление нормали к внутренней круглой поверхности или наружной круглой поверхности варьируется согласно осевому местоположению, главный угол в плане изменяется в диапазоне от 80° или более до 100° или менее.
лезвие режущего инструмента имеет главную заднюю поверхность, которая обращена в сторону направления подачи режущего инструмента, и
стадию (B) или (C) выполняют с регулированием направления режущего инструмента так, что в области переменной нормали, в которой направление нормали к первой боковой поверхности или второй боковой поверхности варьируется согласно радиальному местоположению, главный угол в плане изменяется в диапазоне от 80° или более до 100° или менее.
Комментарии