Способ обработки титана, титановых сплавов и сплавов на основе никеля - RU2749596C2
Код документа: RU2749596C2
Описание
Настоящее изобретение относится к применению режущего инструмента из цементированного карбида, содержащего карбид вольфрама и небольшое количество связующей фазы, при обработке титана, титановых сплавов и сплавов на основе никеля в криогенных условиях.
УРОВЕНЬ ТЕХНИКИ
Режущие инструменты, выполненные из цементированного карбида, хорошо известны в области техники, касающейся обработки титановых сплавов и никелевых сплавов, таких как инконель. Эти материалы, как известно, трудно обрабатывать. Одной из проблем, которые могут возникнуть при обработке заготовок из этих видов материалов, является химический износ.
Химический износ - это обычное явление в обработке титановых сплавов. Поэтому растворимость и реакционная способность с материалом заготовки оказываются очень важными при выборе пластины для обработки титановых сплавов. Чрезвычайно низкая теплопроводность титана приводит к передаче тепла к пластине и увеличенной химической реакционной способности.
Также хорошо известно в области техники, касающейся обработки, что полезно использовать некоторый вид охлаждения, чтобы не допускать повышения температуры.
Во многих применениях для достижения этого используют хладагент. Однако традиционные хладагенты не всегда являются экологически чистыми и нуждаются в переработке. Рециркуляция хладагента затруднительна, поскольку он будет содержать стружку из материала заготовки. Более крупная стружка может, конечно, быть удалена, но более мелкая в диапазоне нескольких микрон будет оставаться. Эти маленькие частицы могут привести к повреждению материала заготовки, если хладагент используют повторно.
Также использование традиционных хладагентов, таких как эмульсии или MQL (минимальная смазка), может в некоторых аэрокосмических применениях ограничивать возможность стружки рециркулировать. Например, в некоторых аэрокосмических применениях стружка после рециркуляции не может быть использована при производстве новых сплавов из-за загрязнения эмульсиями хладагента или смазочными материалами.
Для некоторых применений охлаждающего эффекта, который достигается традиционными хладагентами (эмульсиями), недостаточно. Криогенная обработка является одной альтернативой для достижения более эффективного охлаждающего эффекта. Криогенное охлаждение также является хорошей альтернативой традиционным хладагентам по экологическим причинам, поскольку они нетоксичны.
Одной из задач настоящего изобретения является повышение срока службы инструмента при обработке титана, титановых сплавов и сплавов на основе никеля.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к применению режущего инструмента, содержащего основу из цементированного карбида, содержащую карбид вольфрама и связующую фазу с содержанием от 1 до 5 вес. % и со средним размером зерна карбида вольфрама от 1,2 до 8 мкм. Режущий инструмент используют для обработки в титане, титановых сплавах и сплавах на основе никеля вместе с криогенным хладагентом.
С годами определение "криогенный" несколько изменилось. Научное определение заключается в том, что температура должна быть ниже -153°С. Однако в последние годы это определение несколько расширилось, и в более поздние публикации, например, также включен CO2, который имеет температуру -80°С.
Под криогенным охлаждением здесь подразумевается, что хладагент имеет температуру ниже -50 С. Соответственно хладагентом является жидкий азот и/или CO2.
В одном варианте выполнения настоящего изобретения хладагент представляет собой жидкий азот.
В другом варианте выполнения настоящего изобретения хладагент представляет собой CO2. CO2 может быть как в виде жидкости (сверхкритической), газа, так и смеси жидкости/газа.
В одном варианте выполнения настоящего изобретения криогенный хладагент комбинируют с MQL (минимальной смазкой).
В другом варианте выполнения настоящего изобретения криогенный хладагент комбинируют со сжатым воздухом. Это выгодно иногда, чтобы помочь удалять стружку из зоны резания.
В другом варианте выполнения настоящего изобретения криогенный хладагент комбинируют и со сжатым воздухом, и с MQL (минимальной смазкой).
Поток хладагента зависит от конкретного применения и настройки, но находится соответственно в пределах от 0.05 до 1 кг/мин. Давление хладагента также будет изменяться в зависимости от конкретного применения и настройки, но находится соответственно в пределах от 3 до 100 бар.
Хладагент может быть применен по-разному в зависимости от типа операции обработки и типа инструмента и т.д.
В одном варианте выполнения настоящего изобретения подачу хладагента обеспечивают посредством внешнего охлаждения. Под этим подразумевается, что подачу хладагента обеспечивают одним или несколькими отдельными соплами, направленными в зону, где происходит обработка, т.е. где инструмент и материал заготовки соприкасаются.
В одном варианте выполнения настоящего изобретения подачу хладагента обеспечивают посредством внутреннего охлаждения через державку инструмента. Под этим подразумевается, что подачу хладагента обеспечивают с помощью каналов в державке инструмента, которые будут применять хладагент непосредственно на режущий инструмент.
В одном варианте выполнения настоящего изобретения подачу хладагента обеспечивают посредством внутреннего охлаждения через державку инструмента, т.е. замкнутым контуром. Под этим подразумевается, что подачу хладагента обеспечивают через каналы, которые будут проводить хладагент через державку инструмента и через режущий инструмент, а затем обратно через державку инструмента по замкнутому контуру. Таким образом, хладагент может быть использован повторно.
В одном варианте выполнения настоящего изобретения подачу хладагента обеспечивают посредством внутреннего охлаждения через державку инструмента и режущий инструмент, и где хладагент покидает режущий инструмент, т.е. отсутствует замкнутый контур. Этот вариант выполнения является обычным для, например, сверл.
В одном варианте выполнения настоящего изобретения подача хладагента может быть обеспечена комбинацией по меньшей мере двух способов охлаждения, которые раскрыты выше, т.е. выбрана из внешнего охлаждения, внутреннего охлаждения через державку инструмента и внутреннего охлаждения через державку инструмента и через режущий инструмент с замкнутым контуром или без него.
В одном варианте выполнения настоящего изобретения способ обработки является соответственно токарной операцией. Соответственно параметры обработки составляют: Vc от 30 до 200 м/мин, предпочтительно от 30 до 120 м/мин, более предпочтительно от 100 до 120 м/мин, ар от 0,1 до 5 мм, предпочтительно от 0,3 до 2 мм. Скорость подачи, fz составляет соответственно от 0,05 до 0,4 мм/об, предпочтительно от 0,05 до 0,3 мм/об.
Режущий инструмент, содержащий основу из цементированного карбида, согласно настоящему изобретению пригоден для обработки сплавов цветных металлов, наиболее пригоден для титана или титановых сплавов и/или сплавов на основе никеля и наиболее пригоден для титана или титановых сплавов. Примерами титана и титановых сплавов являются соответственно α, β и γ сплавы, например, α-Ti и α-сплавы, такие как Ti5Al2.5Sn, близкие к α-сплавам, такие как Ti6Al2Sn4Zr2Mo, .α+β сплавы, такие как Ti6Al2Sn4Zr6Mo и Ti6Al4V. Примерами сплавов на основе никеля являются сплавы инконель 718, васпалой и хайнс 282.
Режущий инструмент содержит основу из цементированного карбида, содержащую карбид вольфрама и связующую фазу, где содержание связующей фазы составляет от 1 до 5 вес. %, а средний размер зерна карбида вольфрама составляет соответственно от 1,2 до 8 мкм.
Карбид вольфрама в цементированном карбиде согласно настоящему изобретению соответственно имеет средний размер зерна от 1,2 до 8 мкм, предпочтительно от 2 до 5 мкм, более предпочтительно от 3 до 4 мкм. Размер зерна карбида вольфрама предпочтительно измеряют с использованием метода линейных секущих на изображениях со сканирующего электронного микроскопа. В производстве и т.д. оценка размера зерна может быть сделана по измерениям коэрцитивности.
В дополнение к карбиду вольфрама и связующей фазе цементированный карбид может также содержать другие компоненты, обычные в данной области техники изготовления цементированных карбидов, например, ниобий, тантал, титан и хром. Количество этих элементов может изменяться от 20 м.д. по весу до 5 вес. % от общего количества цементированного карбида.
В одном варианте выполнения настоящего изобретения количество дополнительных компонентов, т.е. в дополнение к карбиду вольфрама, составляет от 20 м.д. по весу до 1 вес. %, предпочтительно от 20 до 250 м.д. по весу от общего количества цементированного карбида.
В другом варианте выполнения настоящего изобретения карбид вольфрама является единственным твердым компонентом.
Цементированный карбид может также содержать небольшие количества других элементов, распространенных в данной области техники, таких как редкоземельные элементы, оксиды, алюминиды и бориды.
Содержание связующей фазы в режущем инструменте, содержащем основу из цементированного карбида, составляет соответственно от 1 до 5 вес. %, предпочтительно от 2 до 4 вес. %.
Связующая фаза может содержать один или более из следующих элементов: кобальт, никель и железо.
В одном варианте выполнения настоящего изобретения связующая фаза преимущественно содержит кобальт. Под этим здесь подразумевается, что в качестве сырья для связующей фазы добавляют только кобальт. Однако в процессе производства другие элементы могут частично растворяться в кобальте.
Цементированный карбид является соответственно свободным от эта-фазы и свободного графита. Предпочтительно цементированный карбид имеет незначительное содержание сверхстехиометрического углерода.
В одном варианте выполнения настоящего изобретения цементированный карбид состоит из карбида вольфрама и кобальта и неизбежных примесей.
В данной области техники является обычным обеспечивать инструменты из цементированного карбида покрытием для увеличения срока службы инструмента. Цементированный карбид согласно настоящему изобретению может быть либо без покрытия, либо обеспечен покрытием, соответственно CVD или PVD покрытием, известными в данной области техники.
В одном варианте выполнения настоящего изобретения режущий инструмент согласно настоящему изобретению выполнен соответственно без покрытия.
В одном варианте выполнения настоящего изобретения основа из цементированного карбида обеспечена покрытием, полезным для определения износа, например, TiN толщиной 0,2-3 мкм.
В другом варианте выполнения настоящего изобретения основа из цементированного карбида обеспечена покрытием, содержащим углерод, например, DLC покрытием толщиной 0,2-3 мкм, нанесенным, например, способом CVD.
В другом варианте выполнения настоящего изобретения основа из цементированного карбида обеспечена покрытием, содержащим алмаз толщиной от 0,5 до 15 мкм.
В другом варианте выполнения настоящего изобретения основа из цементированного карбида обеспечена покрытием, содержащим монослой ZrC толщиной 0,2-3 мкм, нанесенным способом CVD.
Под режущим инструментом здесь подразумевается пластина, сверло или концевая фреза.
В одном варианте выполнения настоящего изобретения режущий инструмент является режущей пластиной для токарной обработки.
Кроме того, настоящее изобретение также относится к способу обработки титана, титановых сплавов или сплавов на основе никеля с использованием режущего инструмента, как было описано выше, содержащего основу из цементированного карбида, содержащую карбид вольфрама и связующую фазу содержанием от 1 до 5 вес. %, и со средним размером зерна карбида вольфрама от 1,2 до 8 мкм, и с использованием криогенного хладагента.
Пример 1 (Изобретение)
Смесь, выполненная из карбида вольфрама со средним размером зерна и 3 вес. % кобальта, была приготовлена и смешана в течение 18 ч, спрессована и спечена при 1410°С в течение 1 ч в условиях вакуума. После спекания цементированный карбид состоит из карбида вольфрама, включенного в связующую фазу металлического кобальта. Спеченная деталь после этого была подвергнута второму этапу спекания при 1410°С в течение 1 ч.
Полученный цементированный карбид имел размер зерна карбида вольфрама 3,4 мкм, как рассчитано по коэрцитивности 16,5 кА/м, которая была измерена с использованием Foerster Koerzimat CS1.096 согласно DIN ISO 3326.
Эта основа из цементированного карбида названа образцом 1.
Пример 2 (Ссылка)
Смесь, выполненная из карбида вольфрама, 6 вес. % кобальта с добавлением дополнительного углерода, была приготовлена и смешана в течение 18 ч, спрессована и спечена при 1410°С в течение 1 ч в условиях вакуума. После спекания цементированный карбид содержал карбид вольфрама, включенный в связующую фазу металлического кобальта. Коэрцитивность составляла 18 кА/м, измерялась с использованием Foerster Koerzimat CS1.096 согласно DIN ISO 3326.
Средний размер зерна карбида вольфрама составил 0,7 6 мкм, измерялся методом линейных секущих.
Эта основа из цементированного карбида названа образцом 2.
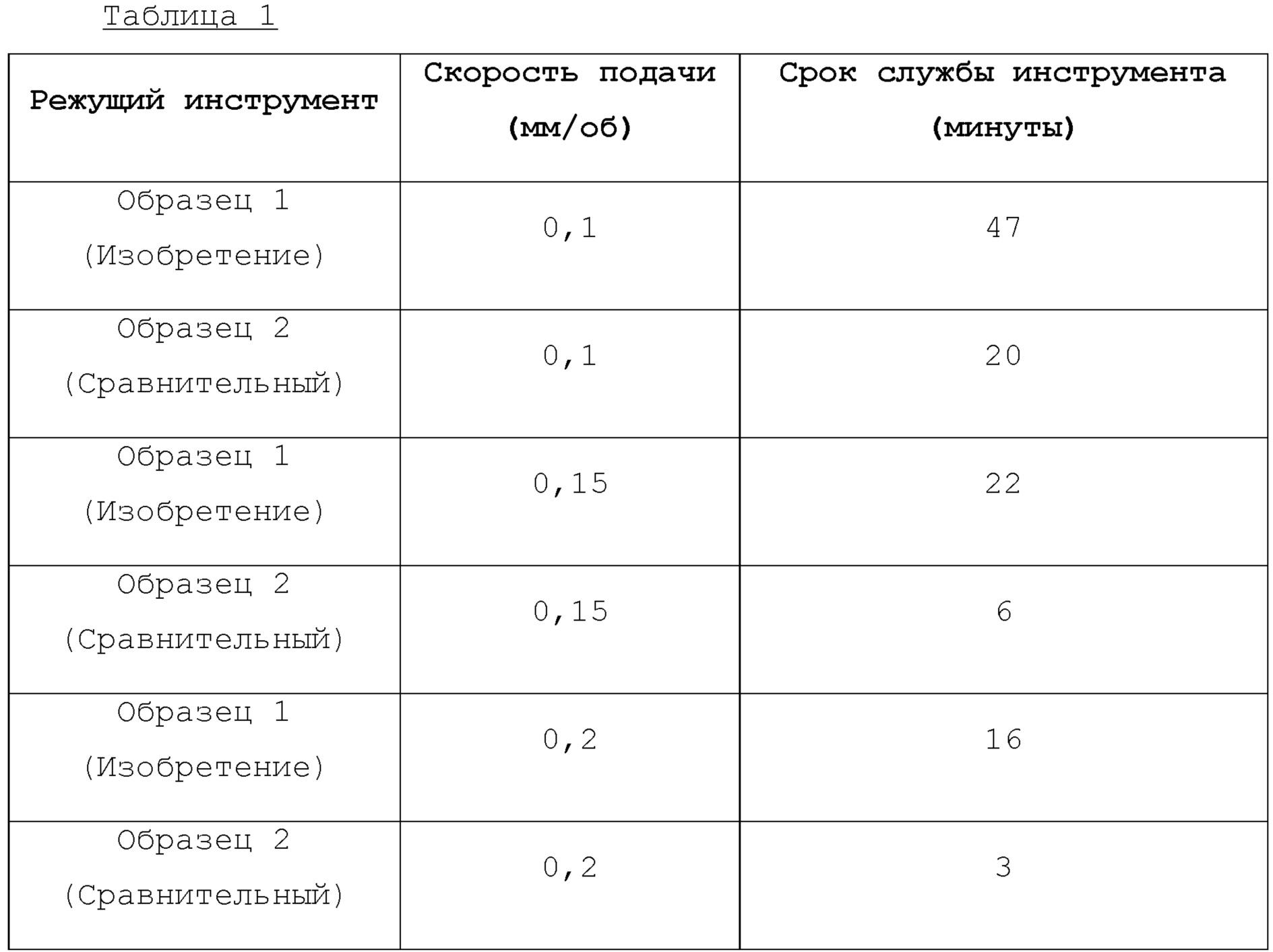
Пример 3 (рабочий пример)
Пластины, описанные в примере 1 и 2, были испытаны при токарной операции в сплаве Ti6Al4V с использованием следующих условий:
ар=2 мм; fz=0.1-0.2 мм/об;
Vc=70 м/мин; охлаждение: жидкий азот, 7 бар, 0,85 кг/мин, внутреннее через державку инструмента.
Критерием срока службы инструмента был износ по задней поверхности (VB=0,3 мм), зазубрина (VBn=0.4 мм) или разрушение кромки.
Результаты можно увидеть в таблице 1, в которой каждый результат является средним по двух тестам, т.е. по двум пластинам.
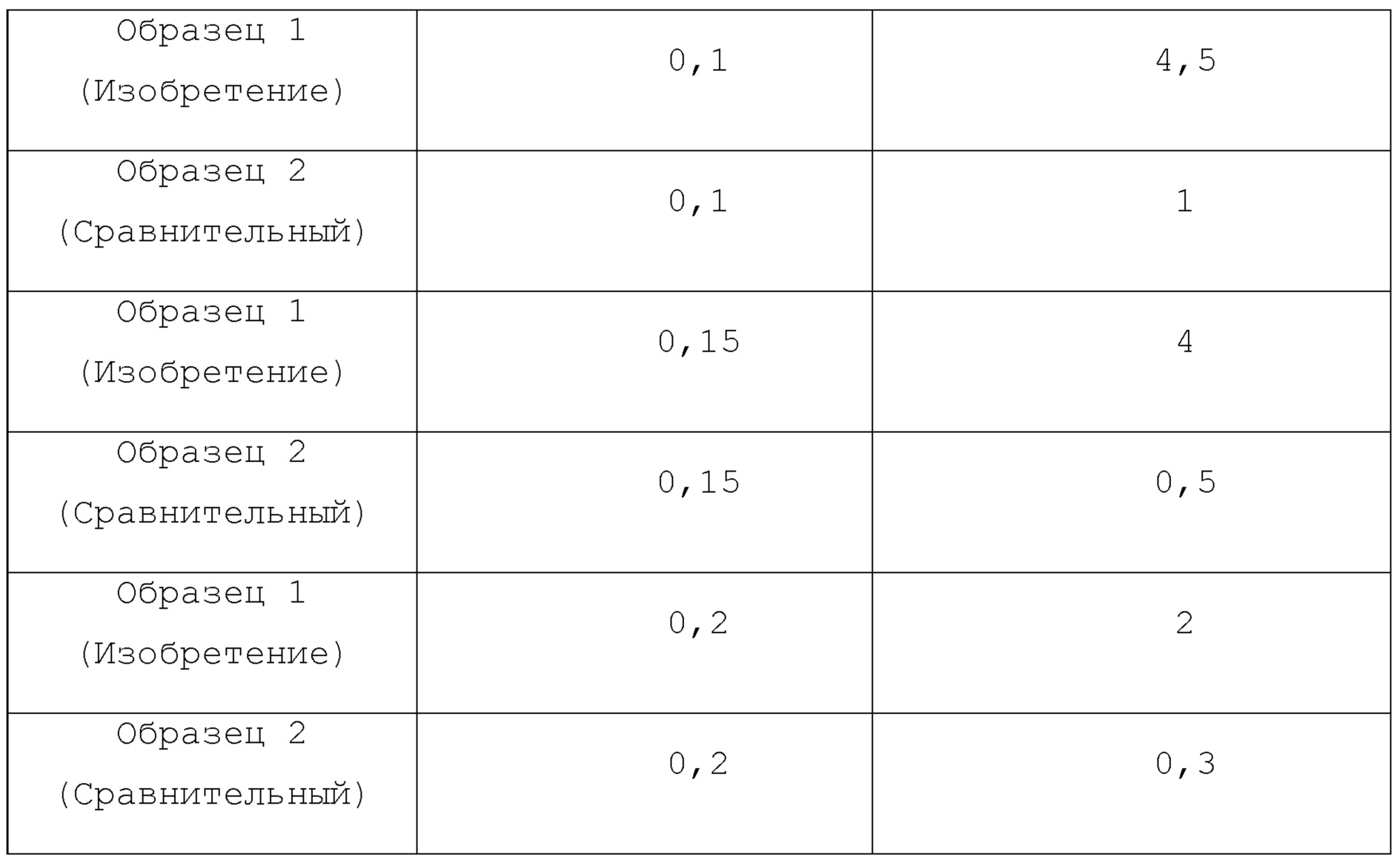
Пример 4 (рабочий пример)
Пластины, описанные в примере 1 и 2, были испытаны при токарной операции в сплаве Ti6Al4V с использованием следующих условий:
ар=2 мм; fz=0.1-0.2 мм/об;
Vc=115 м/мин; охлаждение: жидкий азот, 7 бар, 0,85 кг/мин, внутреннее через державку.
Критерием срока службы инструмента был износ по задней поверхности (VB=0,3 мм), зазубрина (VBn=0.4 мм) или разрушение кромки.
Результаты можно увидеть в таблице 2, где каждый результат является средним по двум тестам, т.е. по двум пластинам.

Реферат
Группа изобретений относится к обработке материалов резанием и может быть использована при обработке титана, титановых сплавов и сплавов на основе никеля в криогенных условиях. Раскрыто применение режущего инструмента с основой из цементированного карбида, содержащей карбид вольфрама и связующую фазу с содержанием от 1 до 5 мас. % и со средним размером зерна карбида вольфрама от 1,2 до 8 мкм, и способ обработки указанных материалов с использованием режущего инструмента. Повышается стойкость режущего инструмента при обработке труднообрабатываемых материалов. 2 н. и 10 з.п. ф-лы, 2 табл., 3 пр.
Комментарии