Токарный обрабатывающий центр - RU194224U1
Код документа: RU194224U1
Чертежи
Описание
Полезная модель относится к агрегатным станкам.
Известен токарный обрабатывающий центр, содержащий станину с базовой плоскостью, бабку, главный шпиндель, выполненный с возможностью крепления заготовки и установленный в отверстиях противолежащих первой и второй боковых стенок бабки посредством первого и второго подшипниковых узлов с возможностью юстировки оси главного шпинделя относительно базовой плоскости станины, и револьверную головку, выполненную с возможностью установки как неподвижных резцов для токарной обработки вращающейся заготовки, так и вращающихся фрез для обработки неподвижной заготовки /Токарно-фрезерный станок модели Hardinge Т-42/.
Указанный центр позволяет обрабатывать заготовки с высокой точностью, что обеспечивается, в частности, за счет юстировки оси главного шпинделя относительно базовой плоскости станины путем шлифовки опорной плоскости бабки. Однако, для этого необходимо снимать бабку со станины, что является нетехнологичным процессом, а потому трудоемким.
Полезная модель направлена на повышение технологичности юстировки оси шпинделя относительно базовой плоскости станины в процессе изготовления токарного обрабатывающего центра.
Для достижения указанного технического результата предложен токарный обрабатывающий центр, содержащий станину с базовой плоскостью, бабку, шпиндель, имеющий продольную ось и установленный на противолежащих отверстиях первой и второй боковых стенок бабки посредством одной и другой опор с возможностью юстировки положения оси шпинделя относительно базовой плоскости, и револьверную головку, выполненную с возможностью использования режущего инструмента как для токарной, так и фрезерной обработки заготовки.
Каждая упомянутая опора снабжена втулкой, которая выполнена с возможностью юстировки положения оси шпинделя относительно базовой плоскости станины.
Каждая упомянутая втулка имеет центральное сквозное отверстие для шпинделя и дополнительные сквозные отверстия для винтов крепления ее на соответствующей боковой стенке бабки, в которой выполнены соответствующие глухие отверстия.
Одна опора включает сдвоенный радиально-упорный подшипник, а другая опора включает строенный радиально-упорный подшипник.
Каждая опора включает радиатор охлаждения, расположенный между соответствующим подшипником и втулкой.
Шпиндель выполнен с возможностью установки оправки, ось которой является продолжением оси шпинделя.
Конструкция токарного обрабатывающего центра поясняется чертежами.
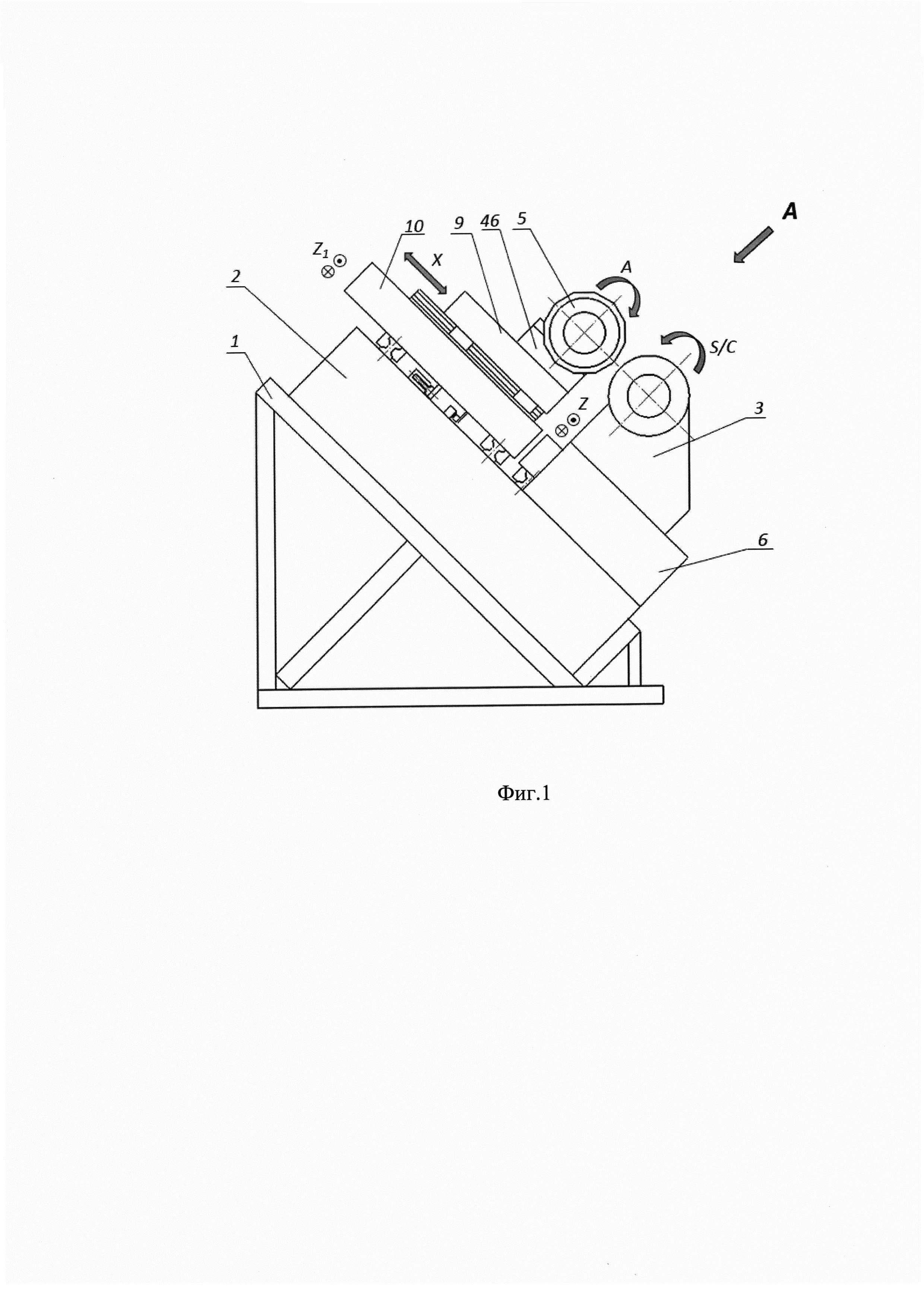
Фиг. 1. Вид спереди.
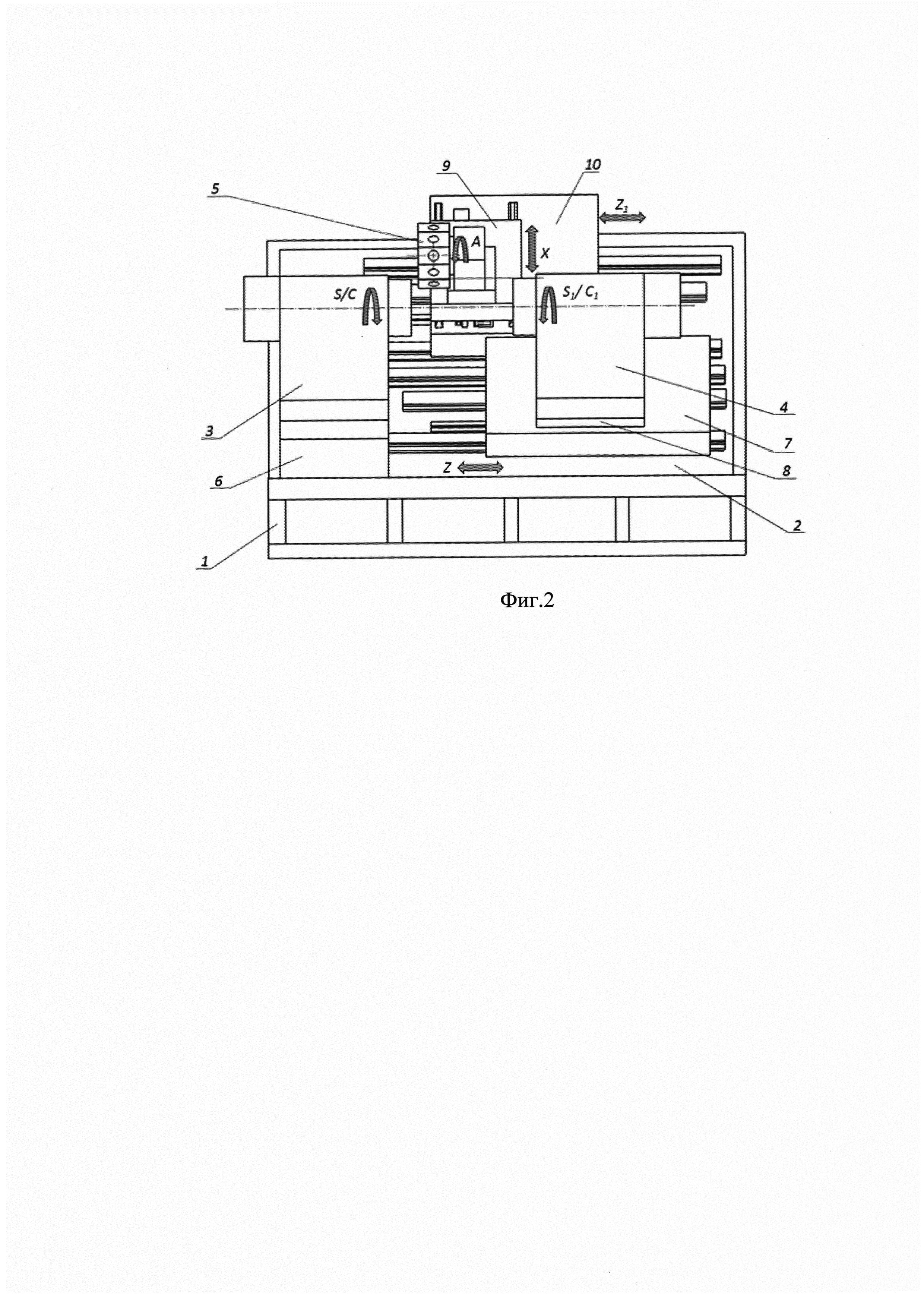
Фиг. 2. Вид сбоку на станок.
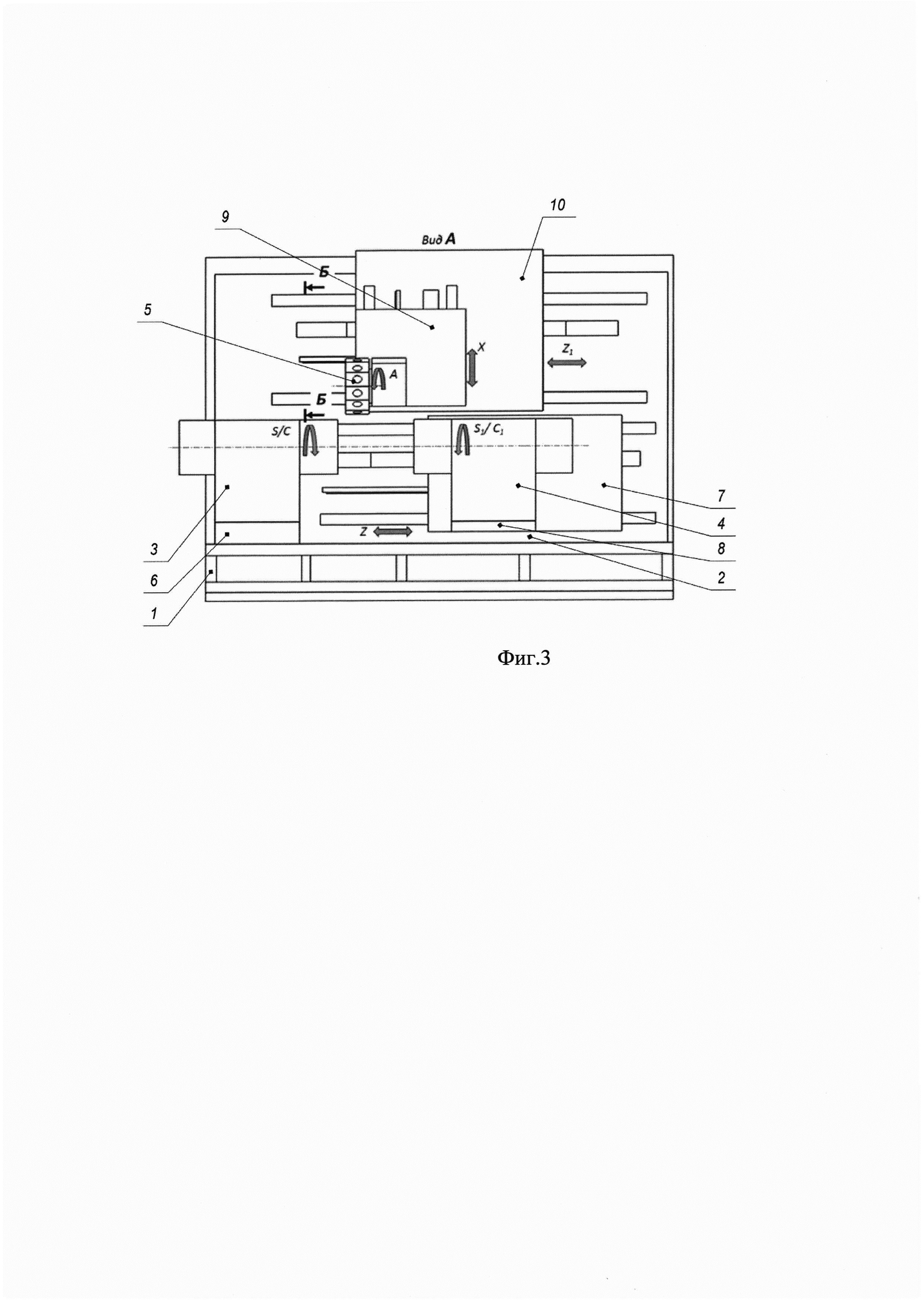
Фиг. З. Вид А на фиг. 1.
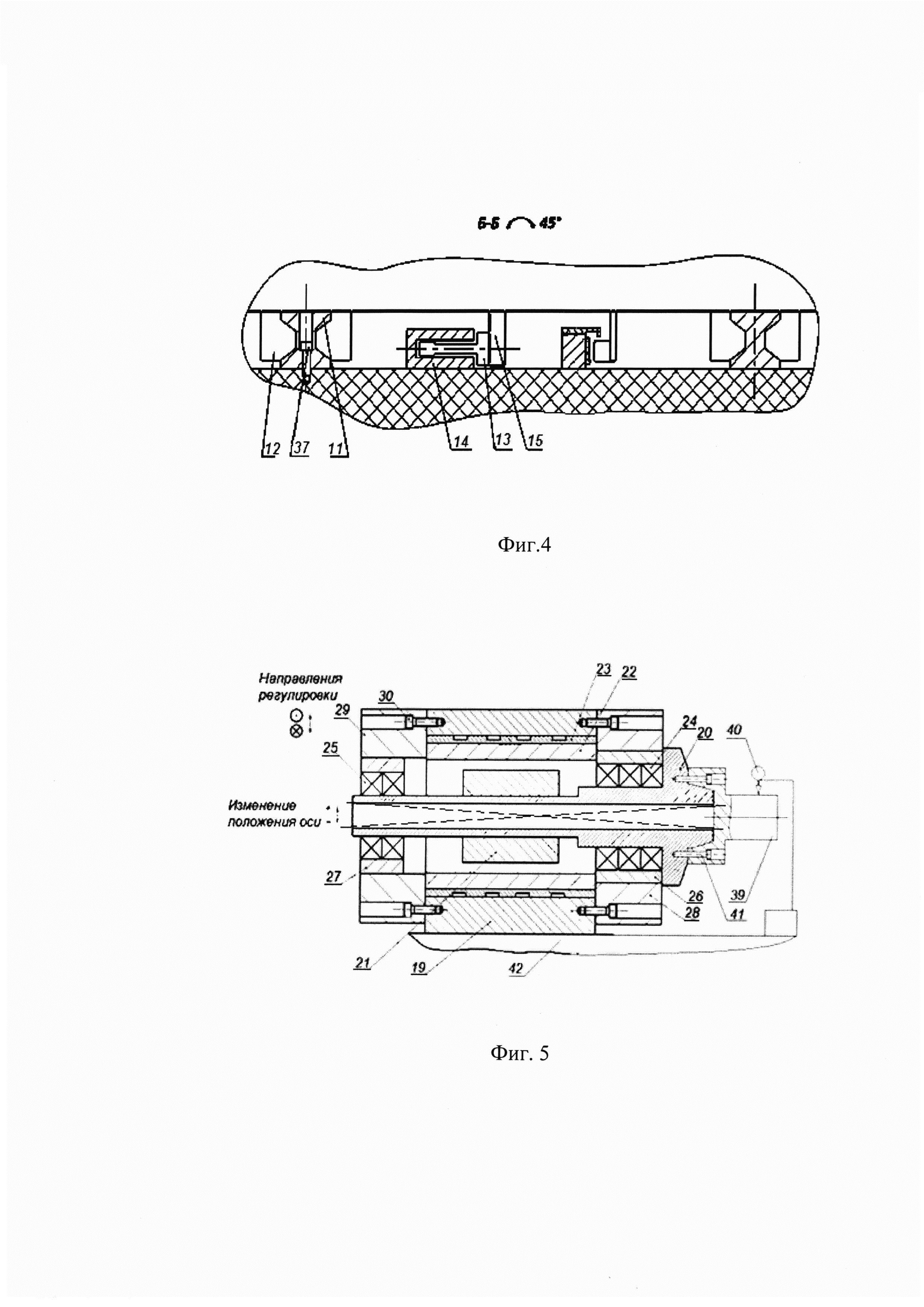
Фиг. 4. Схема линейных продольных и поперечных направляющих крестового суппорта. Сечение Б-Б на фиг. 3.
Фиг. 5. Главный шпиндельный узел.
Токарный обрабатывающий центр содержит установленную на раме 1 (фиг. 1, 2) станину 2 с базовой плоскостью, главный шпиндельный узел 3, противошпиндельный узел 4 - и позиционную револьверную головку 5, проставок 6 главного шпиндельного узла 3, продольный суппорт 7, проставок 8 противошпиндельного узла 4, поперечный суппорт 9 и дополнительный продольный суппорт 10.
Станина 2 изготовлена из гранита и установлена на раме 1 так, что базовая плоскость расположена под углом 45 градусов относительно основания рамы 1.
Станина 2 выполнена с базовой плоскостью, предназначенной для крепления главного шпиндельного узла 3 на проставке 6, с направляющими, предназначенными для перемещения вдоль оси Z продольного суппорта 7, на котором закреплен противошпиндельный узел 4 при помощи проставка 8, и с дополнительными направляющими, предназначенными для перемещения вдоль оси Z1 дополнительного продольного суппорта 10, на направляющих которого установлен поперечный суппорт 9 с револьверной головкой 5.
Револьверная головка 5 выполнена с возможностью установки как неподвижных резцов для токарной обработки вращающейся заготовки, так и вращающихся фрез для обработки неподвижной заготовки. Револьверная головка 5 снабжена прямым приводом и расположена на проставке 46 с возможностью перемещения вдоль оси X и оси Z1.
Противошпиндельный узел 4 расположен на каретке суппорта 7 при помощи дополнительного проставка 8 с возможностью перемещения вдоль оси Z.
Револьверная головка 5 расположена на каретке крестового суппорта 9 с возможностью перемещения вдоль оси X, которая расположена на каретке дополнительного продольного суппорта 10 с возможностью перемещения вдоль оси Z1 и оси X.
Суппорт 7 противошпинделя выполнен с возможностью перемещения вдоль оси Z и установлен на опорах, состоящих из двух рельс 11 и танкетки 12. Каждый рельс 11 прикреплен (фиг. 3, 4) к поверхности станины 2 при помощи винтов 37.
В качестве привода танкетки 12 используются U-образные безжелезные двигатели, состоящие из подвижной части 13 и неподвижной части 14 разомкнутого магнитопровода. Подвижная часть 13 U-образной формы установлена с зазором относительно неподвижной части 14, что гарантирует отсутствие люфта и трения, т.к. они не имеют механического контакта. Неподвижная часть 14 закреплена на станине 2, а подвижная часть 13 через переходник 15 на каретке суппорта 7 противошпинделя.
Главный шпиндельный узел 3 включает (фиг. 5) бабку 19 и шпиндель 20, на котором расположен ротор 21 синхронного электродвигателя, статор 22 которого посредством радиатора 23 принудительного охлаждения установлен внутри бабки 19. На шпинделе 20 в одной концевой части расположен передний подшипник 24 - триплекс, а в другой концевой части расположен задний подшипник 25 - дуплекс, имеющие соответственно радиатор 26 и радиатор 27 принудительного охлаждения.
Главный шпиндельный узел 3 расположен на станине 2 при помощи проставка 6.
Бабка 19 изготовлена из чугуна.
Радиатор 26 переднего подшипника 24 установлен внутри втулки 28, а радиатор 27 заднего подшипника 25 установлен внутри втулки 29.
Во втулках 28,29 параллельно оси выполнены отверстия ступенчатой формы с возможностью установки стержня и головки винтов 30 с зазором.
В противолежащих первой и второй боковых стенках бабки 19 выполнены сквозные отверстия и глухие отверстия с резьбой, выполненные с возможностью создания резьбового соединения с винтами 30 и расположенные симметрично относительно осей соответствующих сквозных отверстий на наружных поверхностях боковых стенок бабки 19.
Один передний сдвоенный радиально-упорный подшипник 24, радиатор 26 охлаждения и втулка 28 образуют опору передней части вала 20 шпинделя.
Другой задний строенный радиально-упорный подшипник 25, радиатор 27 охлаждения и втулка 29 образуют опору задней части вала 20 шпинделя.
Сборку токарно-фрезерного станка производят следующим образом.
В полости бабки 19 устанавливают статор 22 электродвигателя с радиатором 23.
Предварительно внутри отверстия втулки 28 устанавливают передний подшипник 24 с радиатором 26, а внутри отверстия втулки 29 устанавливают задний подшипник 25 с радиатором 27.
Затем на шпиндель 20 устанавливают передний подшипник 24 с радиатором 26 и втулкой 28, а также ротор 21 электродвигателя.
Шпиндель 20 устанавливают в полости бабки 19 и фиксируют положение втулки 28 с передним подшипником 24 посредством размещения в отверстиях ступенчатой формы винтов 30 и создания ими резьбового соединения с глухими отверстиями на поверхности первой боковой стенки бабки 19.
Далее на шпиндель 20 устанавливают задний подшипник 25 и фиксируют положение втулки 29 посредством размещения в отверстиях ступенчатой формы винтов 30 и создания ими резьбового соединения с глухими отверстиями на поверхности второй боковой стенки бабки 19.
Проставок 6 с бабкой 19 шпиндельного узла 3 устанавливают (фиг. 5) на базовую плоскость гранитной плиты 42 станины 2 так, чтобы ось шпинделя 20 была расположена вдоль базовой плоскости гранитной плиты 42 станины 2.
Шпиндель 20 имеет опоры в виде подшипников 24,25, расположенных во втулках 28,29, а потому их перемещение позволяет изменять положение оси шпинделя 20 относительно бабки 19, а, следовательно, и относительно базовой плоскости станины 2.
Для юстировки оси шпинделя 20 относительно базовой плоскости гранитной плиты 42 станины 2 используют оправку 39, которую устанавливают на торец шпинделя 20 с помощью винтов 41.
У оправки 39 отклонения расположения поверхностей вращения - нецилиндричность и торцовых поверхностей - плоскостность составляют не более 1 мкм.
Ослабляют винты 30 во втулке 28 таким образом, чтобы шпиндель 20 держался за счет силы трения между поверхностью торца втулки 28 и поверхностью бабки 19.
Между каждым ступенчатым сквозным отверстием во втулке 28 и винтом 30 имеется зазор в радиальном направлении.
При таком условии постукивание молотком с медным наконечником по втулке 28 обеспечивает перемещение оси шпинделя 20 как вдоль базовой плоскости станины 2, так и поперек этой плоскости.
На базовую плоскость гранитной плиты 42 станины 2 устанавливают индикатор 40, наконечник которого ставят на поверхность оправки 39.
Шпиндель 20 вручную вращают в направлении рабочего движения. Измерения индикатором проводят на основании не менее чем двух оборотов.
Реферат
Полезная модель относится к агрегатным станкам.Токарный обрабатывающий центр содержит станину с базовой плоскостью, бабку, шпиндель, имеющий продольную ось и установленный на противолежащих отверстиях первой и второй боковых стенок бабки посредством одной и другой опор с возможностью юстировки положения оси шпинделя относительно базовой плоскости, и револьверную головку, выполненную с возможностью использования режущего инструмента как для токарной, так и фрезерной обработки заготовки. Каждая опора снабжена втулкой, которая выполнена с возможностью юстировки положения оси шпинделя относительно базовой плоскости станины.Полезная модель направлена на повышение технологичности юстировки оси шпинделя относительно базовой плоскости станины в процессе изготовления токарного обрабатывающего центра. 4 з.п. ф-лы, 5 ил.
Комментарии