Способ обработки винтовых поверхностей резанием с ударом - RU2633815C2
Код документа: RU2633815C2
Чертежи
Описание
Область техники, к которой относится изобретение
Данное изобретение относится к обработке металлов резанием, а именно к методам обработки винтовых поверхностей резанием с ударом.
Уровень техники
Изобретение относится к обработке материалов резанием со снятием стружки и может быть использовано при обработке винтовых поверхностей деталей класса «Тела вращения», имеющих пересечения с элементами прерыва - это пазы, выточки, отверстия, перпендикулярные оси вращения детали, и др., создающих прерывистость резания.
Изобретение может использоваться в области машиностроения при механической обработке винтовых поверхностей со снятием стружки лезвийным инструментом: одиночным резцом.
Известен способ обработки прерывистых поверхностей резанием (АС на изобретение СССР №1641509, МПК В23В 1/00, опубликовано 28.09.1988), при котором устраняется удар, вызванный в момент встречи режущей части инструмента с обрабатываемой поверхностью детали упругим восстановлением технологической системы.
Основным недостатком данного способа является то, что устраняется удар только по задней поверхности режущей части инструмента, а ударные нагрузки, возникающие при обработке резанием винтовых поверхностей, имеющих пересечения с элементами прерыва, остаются неизменными и приводят к разрушению вершины и кромок режущего элемента, изготовленного из хрупких инструментальных материалов.
Задача изобретения - избежать разрушения инструмента и повысить его стойкость управлением положения режущего элемента относительно обрабатываемой поверхности детали, за счет перераспределения ударной нагрузки, возникающей при врезании инструмента, от его вершины и режущих кромок, на наиболее отдаленную часть площади передней поверхности режущего элемента.
Указанный технический результат заявленного способа обработки винтовых поверхностей достигается взаимодействием более прочной области передней поверхности режущего элемента инструмента с прерывистой поверхностью резания.
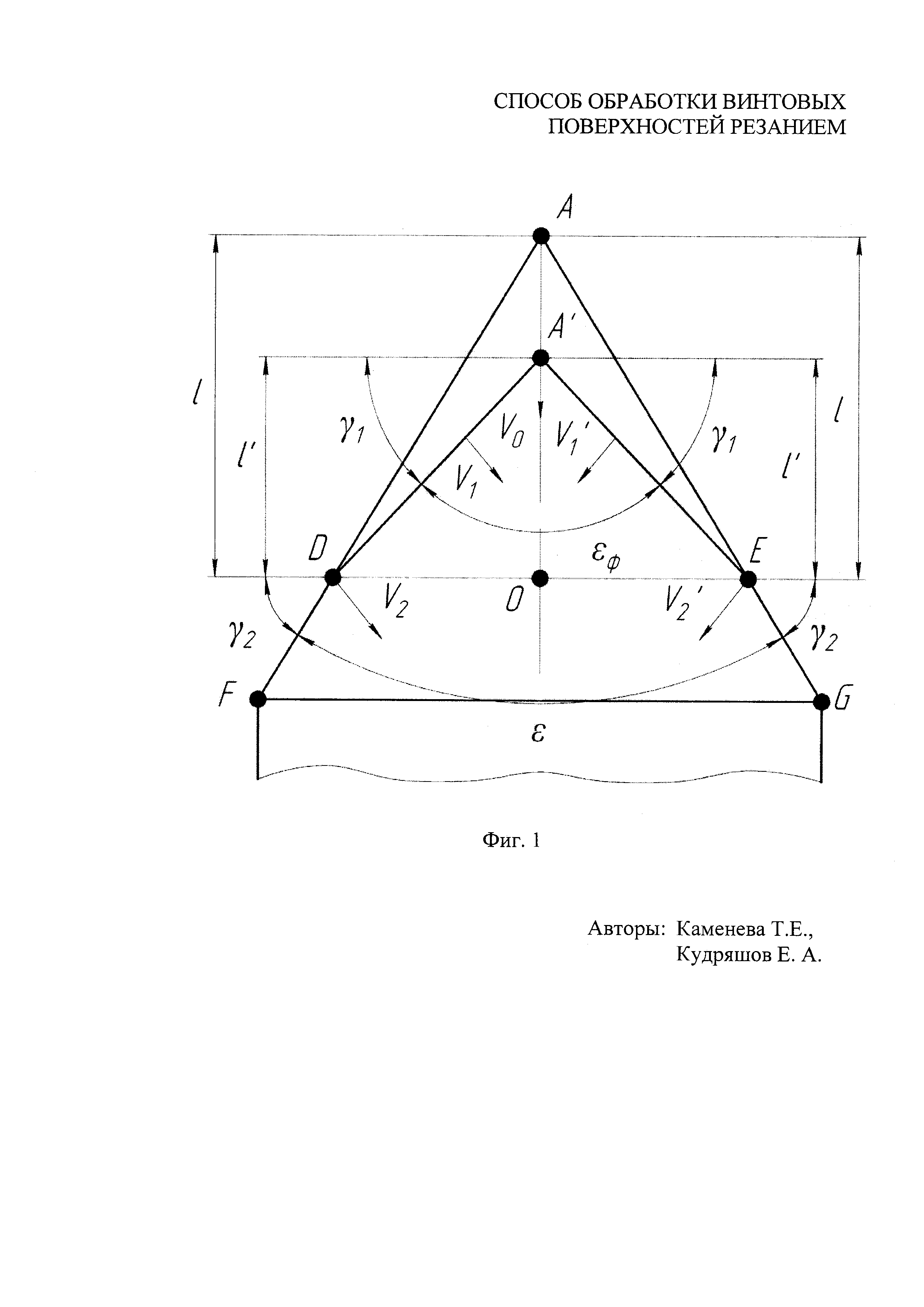
В состоянии первоначального контакта, фиг. 1, исходная форма передней поверхности FAG, под действием перпендикулярно направленных к режущим кромкам потокам стружки со скоростями V0, V1, V2, V1', V2' по мере продолжения резания трансформируется в многогранник FDA'EG. В этом положении вероятность возникновения погрешности профиля резьбы определяется зависимостью:

где εф - фактический угол профиля резьбы, образованный вследствие изнашивания режущего элемента;
ε - 60° - номинальный угол при вершине режущего элемента.

где К - коэффициент конструктивной сложности обрабатываемой прерывистой поверхности (для винтовой поверхности без элементов прерыва К=1); α - задний угол; γ - передний угол режущего элемента.

где l - расстояние от вершины режущего элемента А до точки О - места первоначальной встречи режущего элемента с обрабатываемой винтовой поверхностью; h - высота головки резьбы; rg - радиус детали.
Определение настроечных углов элемента в положении оптимального первоначального контакта с обрабатываемой винтовой поверхностью происходит в следующем порядке:
1) определяется конструктивная сложность обрабатываемой поверхности К=Sпр/Sг, где Sпр - площадь обрабатываемой винтовой поверхности за вычетом площади элемента прерыва; Sг - площадь той же винтовой поверхности без элемента прерыва;
2) исходя из размеров режущего элемента определяется максимально возможное l - расстояние от его вершины до точки О на передней поверхности - точки первоначальной встречи режущего элемента с обрабатываемой поверхностью;
3) по формулам (2-3) рассчитывается значение переднего угла γ, при котором первоначальная встреча инструмента и прерывистой обрабатываемой поверхности произойдет в заданном положении настройки - точке О.
Очевидно, что положение, при котором передняя поверхность режущего элемента встречается с прерывистой поверхностью детали, на которой он нарезает резьбу, является оптимальным с точки зрения сохранения стойкости инструмента.
Расчеты показывают, что в условиях действия зависимостей (1-3), реализующих содержание способа обработки винтовых поверхностей с элементами прерыва, погрешность профиля резьбы, полученная одиночным резцом, не превышает величины (20…25)' при нормативе ±(30)', что согласно ГОСТ 16093-81 приемлемо для требуемой точности обработки.
Предлагаемый способ обработки винтовых поверхностей с ударом отличается универсальностью и простотой выбора настроечных размеров.
Экономический эффект от использования изобретения, по сравнению с прототипом, может быть получен за счет повышения стойкости хрупкого инструментального материала путем перераспределения ударной нагрузки, которая возникает при врезании инструмента, от его вершины и режущих кромок на наиболее отдаленную часть площади передней поверхности режущего элемента, тем самым сокращая затраты, связанные с его переточками и поломкой.
Реферат
Способ обработки включает обеспечение контактного взаимодействия более прочной областью передней поверхности режущего элемента с прерывистой обрабатываемой поверхностью. Обработку производят одиночным резцом, передняя поверхность которого установлена под углом γ к основной плоскости резания, определяемым по приведенной зависимости. Достигается повышение прочности инструмента за счет перераспределения контактной нагрузки. 1 ил.
Комментарии