Система аддитивного производства, реализующая предварительную пропитку отвердителя - RU2714813C2
Код документа: RU2714813C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее раскрытие главным образом относится к системе производства и, более конкретно, к системе аддитивного производства, реализующей предварительную пропитку отвердителя.
УРОВЕНЬ ТЕХНИКИ
[0002] Традиционное аддитивное производство представляет собой управляемый компьютером процесс создания трехмерных деталей путем нанесения перекрывающихся слоев материала. Обычная форма аддитивного производства известна как моделирование методом наплавления (FDM, fused deposition modeling). При использовании FDM термопластик проходит через нагретую печатающую головку и разжижается в ней. Печатающая головка двигается по заданной траектории (иначе называемой траекторией перемещения инструмента), тогда как материал выпускается из печатающей головки так, что материал укладывается по определенному шаблону и в форме перекрывающихся двухмерных слоев. После выхода из печатающей головки материал охлаждается и отверждается в конечной форме. Прочность конечной формы, прежде всего, обусловлена свойствами конкретного термопластика, подаваемого в печатающую головку, и трехмерной формы, образованной стопкой двухмерных слоев.
[0003] Недавно разработанное улучшение относительно традиционного FDM производства включает в себя использование непрерывных волокон, вставленных в материале, выпускаемом из печатающей головки (иначе называемой Continuous Fiber 3D Printing - CF3D™). В частности, матрица подается в печатную головку и выпускается (например, экструдируется или путем пултрузии (протяжки)) совместно с одним или более непрерывных волокон, также проходящих через ту же самую головку в одно и то же время. Матрица может быть традиционным термопластиком, порошковым металлом, жидкой матрицей (например, УФ-отверждаемой или двухкомпонентной смолой) или сочетанием из этих и других известных матриц. При выходе из печатающей головки усилитель отверждения (например, УФ-свет, ультразвуковой излучатель, тепловой источник, подача катализатора и т.д.) активируют для инициирования и/или завершения отверждения матрицы. Это отверждение происходит почти сразу, позволяя производить безопорные структуры в свободном пространстве. И, когда волокнами, особенно непрерывными волокнами, армируют структуру внутри, прочность структуры может быть умножена помимо прочности, зависимой от матрицы. Пример этой технологии раскрыт в патенте US 9511543, который выдан Тайлеру (Tyler) 6 декабря 2016 г. ("патент 543").
[0004] В некоторых применениях, включающих в себя непрозрачные волокна (например, углеродные волокна), высокоплотные волокна, высокие концентрации волокон, волокна большого диаметра и т.д., может быть затруднительно для материала матрицы, расположенного в центре оптоволоконного жгута, получать достаточное усиление отверждения (например, достаточной энергии отверждения, катализатора и т.д.). Если не учесть, то получающаяся структура нежелательно может испытывать недостаток прочности и провисание.
[0005] Раскрытая система направлена на решение одной или более проблем, изложенных выше, и/или других проблем предшествующего уровня техники.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0006] В одном аспекте настоящее раскрытие направлено на способ аддитивного производства композитной структуры. Способ может включать в себя направление непрерывной армирующей составляющей части в печатающую головку, а также покрытие непрерывной армирующей составляющей части первым матричным компонентом внутри печатающей головки. Способ может дополнительно включать в себя покрытие непрерывной армирующей составляющей части вторым матричным компонентом, выпуск непрерывной армирующей составляющей части через сопло печатающей головки, а также движение печатной головки во многих направлениях во время выпуска. Первый и второй матричные компоненты взаимодействуют, чтобы вызвать твердение матрицы вокруг непрерывной армирующей составляющей части.
[0007] В другом аспекте, настоящее раскрытие направлено на систему для аддитивного производства композитной структуры. Система может включать в себя основание, а также печатающую головку, присоединенную к концу основания. Печатающая головка может иметь корпус с камерой, в которой непрерывная армирующая составляющая часть покрывается одним из смолы и катализатора. Печатная головка может также включать в себя сопло, присоединенное к выпускному концу корпуса и выполненное с возможностью выпускать непрерывную армирующую составляющую часть, покрытую, как смолой, так и катализатором. Система может дополнительно включать в себя контроллер в связи с основанием и головкой. Контроллер может быть выполнен с возможностью селективно вынуждать основание двигать головку во многих направлениях во время выпуска непрерывной армирующей составляющей части из сопла в соответствии с техническими требованиями для композитных структур.
[0008] В еще одном аспекте настоящее раскрытие направлено на материал препрега для использования в аддитивно производящейся композитной структуре. Материал препрега может включать в себя непрерывную армирующую составляющую часть, а также катализатор многокомпонентной матрицы. Многокомпонентная матрица, которая также включает в себя по меньшей мере смолу, отверждается вокруг непрерывной армирующей составляющей части, чтобы образовать композитную структуру. Армирующая составляющая часть является по меньшей мере частично насыщенной катализатором и по существу свободной от смолы до момента изготовления композитной структуры, при этом армирующая составляющая часть составляет примерно 35-70% от композитной структуры. Катализатор составляет примерно 1-10% от композитной структуры.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Фиг.1 представляет собой схематическую иллюстрацию примера раскрытой системы производства;
и
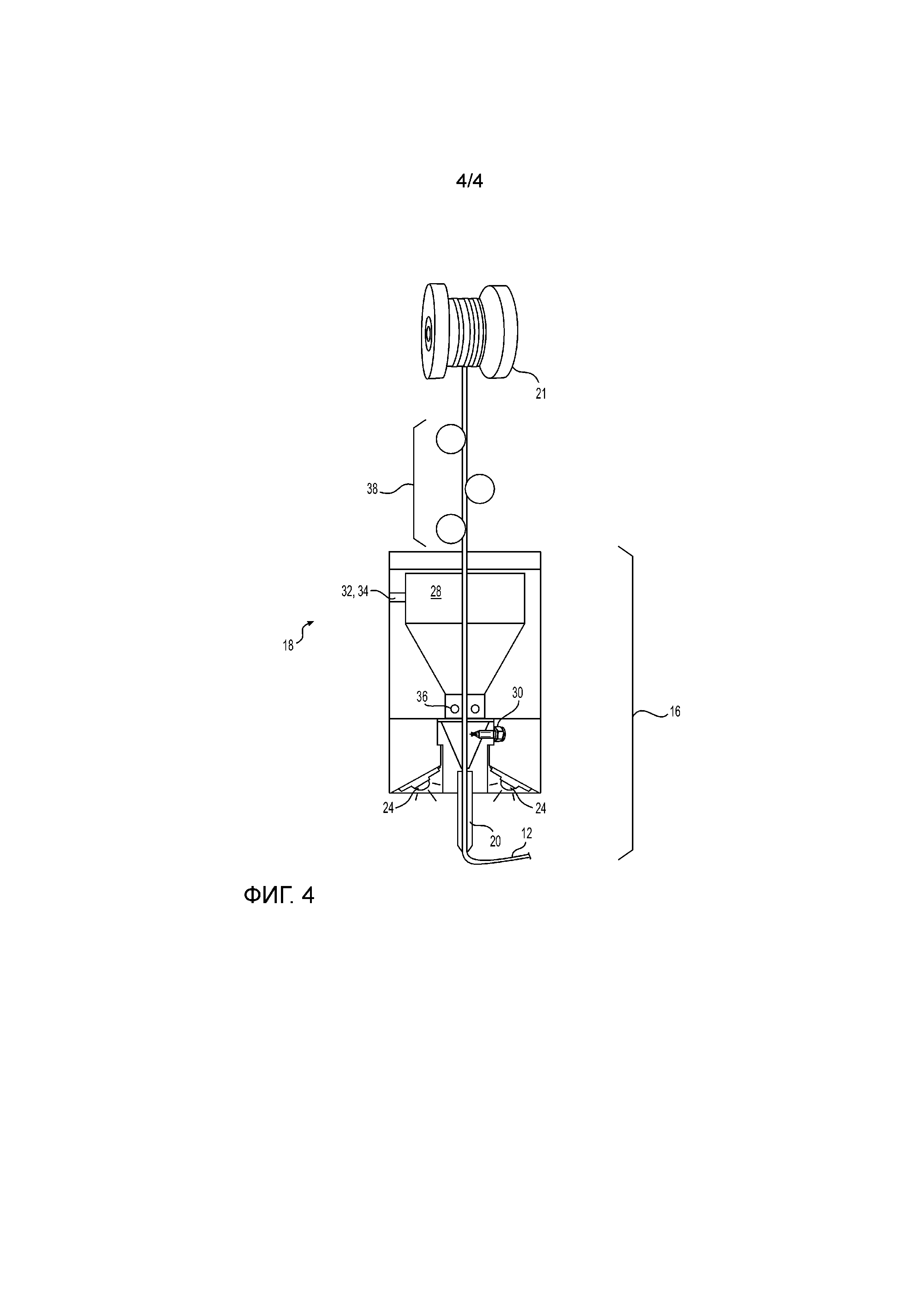
[0010] Фиг.2-4 представляют собой схематические иллюстрации раскрытого примера головок, которые могут быть использованы в сочетании с системой производства согласно фиг.1.
ПОДРОБНОЕ ОПИСАНИЕ
[0011] Фиг.1 иллюстрирует пример системы 10, которая может быть использована для изготовления в непрерывном режиме композитной структуры 12, имеющей любую желательную форму поперечного сечения (например, кольцевую, многоугольную и т.д.). Система 10 может включать в себя по меньшей мере основание 14 и головку 16. Головка 16 может иметь корпус 18, который присоединен к основанию 14 и двигается им, и сопло 20, расположенное в противоположном выпускном конце корпуса 18. В раскрытом варианте согласно фиг.1 основание 14 представляет собой механическую руку-манипулятор, способную двигать головку 16 во многих направлениях во время изготовления структуры 12 таким образом, что получившаяся в результате продольная ось структуры 12 является трехмерной. Однако предполагается, что основание 14 альтернативно может быть подвесным портальным устройством или гибридным портальным устройством/рукой, также способным двигать головку 16 во многих направлениях во время изготовления структуры 12. Хотя показано, что основание 14 способно перемещаться по 6 осям, предполагается, что при желании можно также использовать любой другой тип основания 14, способный передвигать головку 16 таким же или иным образом. В некоторых вариантах выполнения привод может механически связывать головку 16 с основанием 14, и может включать в себя компоненты, которые действуют совместно, чтобы двигаться и/или подавать энергию или материалы в головку 16.
[0012] Корпус 18 может быть выполнен с возможностью получать или, в другом случае, содержать материал матрицы. Материал матрицы может включать в себя любой тип материала матрицы (например, жидкую смолу, такую как смолу с органическими соединениями нулевой летучести; порошковый металл; и т.д.), который отверждается. Примеры смол включают в себя термореактивные пластики, одно- или многокомпонентные эпоксидные смолы, полиэфирные смолы, катионные эпоксиды, акрилатные эпоксиды, уретаны, сложные эфиры, термопластичные материалы, фотополимеры, полиэпоксиды, тиолы, алкены, тиол-ены и не только. В одном варианте выполнения материал матрицы внутри корпуса 18 может быть под давлением, например, с помощью внешнего устройства (например, экструдера или другого типа насоса - не показано), который связан по жидкотекучей среде с головкой 16 посредством соответствующего трубопровода (не показано). Однако в другом варианте выполнения давление может получаться полностью внутри корпуса 18 с помощью устройства подобного типа. В еще одних вариантах выполнения материал матрицы может быть подан самотеком через корпус 18 и/или смешан в нем. В некоторых случаях для предотвращения преждевременного отверждения может потребоваться охлаждение и/или затемнение матричного элемента внутри корпуса 18; в то время как в других случаях, может быть необходимо держать теплым по той же причине. В любой ситуации корпус 18 может быть специально выполнен с возможностью (например, быть изолированным, охлаждаться и/или подогреваться) предусматривать эти потребности.
[0013] Материал матрицы может быть использован для покрытия, заключения в кожух или, иначе, окружения любого числа непрерывных армирующих составляющих частей (например, отдельных волокон, жгутов, пучков и/или листов материала), и вместе с армирующими составляющими частями составляет по меньшей мере часть (например, стенку) композитной структуры 12. Армирующие составляющие части могут храниться внутри (например, на отдельных внутренних бобинах - не показано), или, иначе, проходить через корпус 18 (например, подаваться из наружных бобин 21 – см. фиг.2-4). Когда одновременно используют множественные армирующие составляющие части, эти армирующие составляющие части могут быть одинакового типа и иметь одинаковый диаметр и форму поперечного сечения (например, кольцевую, квадратную, плоскую и т.д.) или другого типа с различными диаметрами и/или формами поперечного сечения. Армирующие составляющие части могут включать в себя, например, углеродные волокна, растительные волокна, древесные волокна, минеральные волокна, стеклянные волокна, металлические проволоки, оптические трубки и т.д. Следует отметить, что термин "армирующая составляющая часть" понимается как охватывающий структурные и неструктурные типы непрерывных материалов, которые могут быть по меньшей мере частично заключены в материал матрицы, выпускающейся из сопла 20.
[0014] Армирующие составляющие части могут подвергаться воздействию (например, посредством нанесения покрытия) матричного материала при прохождении армирующей составляющей части через корпус 18. Материал матрицы, сухие армирующие составляющие части и/или армирующие составляюие части, которые уже подвергнуты воздействию материала матрицы (например, увлажненные армирующие составляющие части) могут быть перемещены в корпус 18 любым способом, очевидным специалистам в области техники.
[0015] Материал матрицы и армирующая составляющая часть могут быть выпущены из сопла 20 посредством двух режимов работы. В первом режиме работы материал матрицы и армирующую составляющую часть экструдируют (например, проталкивают под давлением и/или механической силой) из сопла 20, поскольку головка 16 передвигается основанием 14 для создания трехмерной формы структуры 12. Во втором режиме работы, по меньшей мере армирующую составляющую часть выталкивают из сопла 20 таким образом, что создается напряжение растяжения в армирующей составляющей части во время выпуска. В этом режиме работы материал матрицы может прилипнуть к армирующей составляющей части, и с помощью этого может быть вытолкнут из сопла 20 вместе с армирующей составляющей частью, и/или материал матрицы может быть выпущен из сопла 20 под давлением вместе с вытолкнутой армирующей составляющей частью. Во втором режиме работы, где материал матрицы выталкивается из сопла 20, получившееся напряжение в армирующей составляющей части может повышать прочность структуры 12, в то же время, позволяя большей длине безопорного материала иметь более пологую траекторию (т.е. напряжение может действовать против силы тяжести для обеспечения стоящего без поддержки основания для структуры 12).
[0016] Армирующая составляющая часть может быть вытянута из сопла 20 в результате смещения головки 16 от точки крепления 22. Конкретно, в начале структурообразования длина пропитанной матрицей армирующей составляющей части может быть вытянута и/или вытолкнута из сопла 20, нанесенная на точку крепления 22, и отверждаться таким образом, что выпущенный материал прилипает к точке крепления 22. После этого, головка 16 может отодвигаться от точки крепления 22, при этом относительное перемещение армирующей составляющей части может вынуждать армирующую составляющую часть вытягиваться из сопла 20. Следует отметить, что при желании можно помочь перемещению армирующей составляющей части через корпус 18 (например, посредством одного или более внутренних и/или внешних механизмов подачи - не показано). Однако скорость выпуска армирующей составляющей части из сопла 20 может быть, прежде всего, результатом относительного перемещения между головкой 16 и точкой крепления 22 таким образом, что в армирующей составляющей части создается и поддерживается напряжение. Предполагается, что точка крепления 22 может быть отодвинута от головки 16, вместо головки 16 или вдобавок к головке, отодвинутой от точки крепления 22.
[0017] Один или более усилителей отверждения 24 (например, УФ-свет, ультразвуковой излучатель, лазер, нагреватель, дозатор катализатора и т.д.) могут быть установлены вблизи к (например, в, на и/или отходить от) головке 16 (например, на основании корпуса 18, внутри корпуса 18, вне корпуса 18 или иначе смежным образом с соплом 20) и выполнено с возможностью увеличивать скорость отверждения и/или качество материала матрицы, по мере того как он выпускается из головки 16. Усилителем отверждения 24 можно управлять, чтобы селективно подвергать внутренние и/или внешние поверхности структуры 12 воздействию энергии (например, УФ-света, электромагнитного излучения, вибраций, тепла, химического катализатора, отвердителя или инициатора и т.д.) во время образования структуры 12. Энергия может увеличивать скорость химической реакции, происходящей в материале матицы, спекать материал, упрочнять материал или иначе вынуждать материал отверждаться по мере того, как он выпускается из головки 16.
[0018] Контроллер 26 может быть обеспечен и соединен с возможностью связи с основанием 14, головкой 16 и любым числом и типом усилителей отверждения 24. Контроллер 26 может воплощать единственный процессор или много процессоров, которые включают в себя средство для управления работой системы или систем 10 и/или 12. Контроллер 26 может включать в себя один или более универсальных или специализированных процессоров или микропроцессоров. Контроллер 26 может дополнительно включать в себя или объединяться с памятью для хранения данных, таких как, например, проектные пределы, эксплуатационные характеристики, рабочие инструкции, характеристики матрицы, характеристики армирующей составляющей части, характеристики структуры 12, а также соответствующие параметры каждого компонента системы 10. Другие известные различные схемы могут быть объединены с контроллером 26, включая схему блока системы питания, схему формирования сигнала, схему драйвера электромагнитного клапана/двигателя, схему связи, а также другую подходящую схему. Кроме того, контроллер 26 может быть способен к обмену сигналами с другими компонентами системы 10 посредством проводной и/или беспроводной передачи.
[0019] Одна или более карт может храниться в памяти контроллера 26 и использоваться во время изготовления структуры 12. Каждая из этих карт может включать в себя набор данных в форме поисковых таблиц, графиков и/или уравнений. В раскрытом варианте выполнения карты используются контроллером 26 для определения желательных характеристик усилителей отверждения 24, сопутствующей матрицы и/или соответствующих армирующих составляющих частей в разных местах в структуре 12. Характеристики могут включать в себя, среди прочих, тип, количество и/или конфигурацию армирующей составляющей части и/или матрицы, которую выгружают в определенном месте в структуре 12, и/или степень, форму и/или место желательного отверждения. Контроллер 26 может затем коррелировать работу основания 14 (например, расположение и/или ориентацию головки 16) и/или выпуск материала из сопла 20 (тип материала, нужные характеристики материала), требования к полимеризации материала, скорость выпуска и т.д.) с работой усилителей отверждения 24, так чтобы структура 12 получалась желаемым способом.
[0020] В некоторых применениях необходимо позаботиться о том, чтобы каждое из волокон, проходящих через головку 16, было достаточно покрыто материалом матрицы (т.е. покрыто достаточно для обеспечения надлежащего сцепления и отверждения) до момента выпуска из сопла 20. Как показано на фиг.2, волокна могут быть подвернуты воздействию материала матрицы во время перемещения через одну или более камер 28, которые расположены внутри корпуса 18.
[0021] В варианте выполнения согласно фиг.2, материал матрицы, нанесенный на армирующую составляющую часть внутри головки 16, представляет собой многокомпонентную матрицу. Конкретно, матрица включает в себя первый матричный компонент (например, эпоксидную смолу, полиэфирную смолу, винилэфирную смолу или другой тип смолы) и по меньшей мере второй матричный компонент (например, отвердитель, катализатор или другой инициатор), которые в контролируемых условиях вместе реагируют или вызывают реакцию, чтобы образовать отвержденную и затвердевшую матрицу, полностью закрывающую соответствующие армирующие составляющие части. По меньшей мере две отдельных камеры 28 расположены внутри корпуса 18 согласно фиг.2 для отдельного покрытия армирующих составляющих частей первым и вторым матричными компонентами. Эти камеры 28 включают в себя первую камеру 28A, которая установлена последовательно со второй камерой 28b относительно направления перемещения армирующей составляющей части (частей) через головку 16 (например, из бобины 21 в головку 20). В этом примере первая камера 28а содержит один из первого и второго матричных компонентов, в то время как вторая камера 28B содержит другой из первого и второго матричных компонентов. Следует отметить, что в этом раскрытии рассматриваются оба порядка последовательности первого и второго матричных компонентов в корпусе 18.
[0022] Первый и/или второй матричный компоненты могут быть поданы в соответствующую(ие) камеру(ы) 28A, 28B несколькими путями. Например, один или оба из первого и второго матричных компонентов могут быть обеспечены как газообразный, жидкий или порошковый поток через струйную трубку 30 (см. фиг.4); как жидкая ванна через впуск 32 для подачи или струйную трубку 30; как суспендированный порошок через находящийся под давлением трубопровод 34, впуск 32 для подачи или струйную трубку 30; или любым способом, известным в области техники. В некоторых вариантах выполнения регулировочное устройство 36 (например, противостоящие валки, резиновый скребок, обтирочное приспособление, щетка, воздушное сопло и т.д.) может быть расположено между первой и второй камерами 28A и 28B (и/или после второй камеры 28B), чтобы удалять избыток матричного компонента от армирующих составляющих частей до момента входа покрытых армирующий составляющих частей во вторую камеру 28B (и/или непосредственно перед входом покрытой армирующей составляющей части в сопло 20). Таким образом, может быть предотвращено смешивание любого избыточного матричного компонента, прилипшего к армирующим составляющим частям, с последующей подачей матричного компонента внутрь второй камеры 28b (и соответствующее преждевременное отверждение смеси внутри второй камеры 28B). В некоторых применениях, механические средства (например, трубка, окружающая покрытую катализатором армирующую составляющую часть и простирающаяся до струйной трубки или струйных трубок 30) могут использоваться для предотвращения преждевременного смешивания катализатора с матрицей основы. В других вариантах выполнения отверждение матричных компонентов может, прежде всего, инициироваться или протекать быстро только тогда, когда температура матричных компонентов превышает минимальный порог независимо от нежелательного перемешивания внутри второй камеры 28B.
[0023] Следует отметить, что хотя единственная струйная трубка 30 показана как ориентированная вообще ортогональной к оси армирующей составляющей части, проходящей через головку 16, предполагается, что при желании может быть использовано любое число струйных трубок 30 и ориентировано под разным углом. Например, струйная(ые) трубка(и) 30 могут быть наклонены вниз по направлению к соплу 20 и под косым углом относительно оси армирующей составляющей части. В некоторых применениях это может помочь уменьшить разбрызгивание и загрязнение катализатора в матричном резервуаре 28. Кроме того, предполагается, что, при желании, промывочная жидкость (например, минеральное масло) может периодически (например, в начале и/или в конце производственного процесса) пропускаться через струйную(ые) трубку(и) 30.
[0024] По мере того как армирующие составляющие части проходят через первую и вторую камеры 28A, 28B, армирующие составляющие части могут покрываться пересекающимися внутренними и наружными слоями первого и второго матричного компонентов. В некоторых вариантах выполнения слои остаются по существу раздельными, пока не достигнут сопла 20. В других вариантах выполнения происходит некоторое смешивание первого и второго матричных компонентов в их соответствующих границах до момента достижения сопла 20 армирующими составляющими частями. Независимо от того, сколько смешивания происходит до сопла 20, механическое движение покрытых армирующих составляющих частей, сходящихся и выпускаемых через сопло 20, может увеличивать смешивание первого и второго матричных компонентов. И при выходе из сопла 20 может начинаться отверждение или расти скорость, как результат увеличенного смешивания, так и подвергания воздействию энергии от усилителей отверждения 24. Предполагается, что в некоторых применениях усилители отверждения 24 могут быть ненужными, поскольку смешивание двух матричных компонентов (и/или подвергание смешанных компонентов воздействию окружающих условий) в сопле 20 может быть достаточным для полного отверждения. Дополнительно предполагается, что при необходимости соплу 20 (например, наконечнику сопла 20) может быть сообщена энергия (например, при подогреве, при вибрации и т.д.) для увеличения скорости отверждения.
[0025] В некоторых вариантах выполнения в дополнение к описанным выше двум матричным компонентам добавочный или третий матричный компонент может быть примешан в одно, или в одно и другое, из первого и второго матричных компонентов. Добавка может включать в себя, например, наполнитель и/или добавочный или другой катализатор. Например, УФ-инициатор отверждения (например, отличающийся от второго матричного компонента) при необходимости может быть примешан в первый матричный компонент. УФ-инициатора отверждения может быть достаточно для поднятия температуры матричной смеси, покрывающей армирующей составляющей части, до минимальной пороговой температуры, обсужденной выше, при подвергании отверждения 24 воздействию энергии излучения от усилителей. После этого, второй матричный компонент в смеси, покрывающей армирующие составляющие части, может быть активизирован, чтобы вызвать полное и окончательное отверждение первого матричного компонента в смеси.
[0026] В некоторых случаях, армирующие составляющие части, поданные в головку 16, могут включать в себя много (например, тысячи) отдельных волокон, которые соединены, сплетены, переплетены или иным образом собраны вместе. В этих случаях, может быть трудно гарантировать, что достаточное количество первого и/или второго матричных компонентов покрывает каждое из отдельных волокон. Это может быть даже более трудно, когда большие жгуты волокна или толстые пучки волокон проходят через головку 16 на высокой скорости. По этой причине головка 16 может быть оснащена одним или более разрыхляющих волокно механизмов 38, которые помогают отделять и/или выравнивать жгуты или пучки таким образом, что матричные компоненты могут проникать к находящимся в самой середине более глубоко и/или быстрей. Механизмы 38 могут располагаться внутри и/или снаружи корпуса 18, в месте вверх по потоку и/или между камерой(ами) 28. Механизмы 38 могут включать в себя, например, щетки, извилистый путь из выступов (например, валки, зубцы, неподвижные гофры), воздушные и/или смоляные струйные трубки, а также другие подобные устройства.
[0027] Фиг.3 иллюстрирует альтернативный вариант выполнения головки 16, которая также выполнена с возможностью выпускать армирующие составляющие части, покрытые многокомпонентной матрицей. Однако, в этом варианте выполнения, корпус 18 включает в себя единственную камеру 28. Единственная камера 28 может удерживать или первый матричный компонент или второй матричный компонент, обсужденные выше, с добавкой или без. Оставшийся матричный компонент может уже покрывать армирующую составляющую часть и подаваться в головку 16, как материал препрега (например, из бобины 21 и/или из верхней по потоку камеры для нанесения покрытия и вне ее - не показано). Другими словами, головка 16 может быть выполнена с возможностью наносить только часть многокомпонентной матрицы с оставшейся(имися) частью(частями), уже нанесенными на армирующей составляющей части в более раннее время и/или вышестоящем месте. В этом варианте выполнения следует позаботиться о том, чтобы материал препрега хранился в условиях, которые продлевают срок службы материала до момента подачи материала в головку 16, например, в сухих, прохладных и/или темных условиях.
[0028] Фиг.4 иллюстрирует другой вариант выполнения, имеющий однокамерную головку 16, которая также выполнена с возможностью выпускать армирующие составляющие части, покрытые многокомпонентной матрицей. Подобно варианту выполнения согласно фиг.3, единственная камера 28 согласно фиг.4 может удерживать или первый матричный компонент или второй матричный компонент, обсужденные выше (с добавкой или без). Оставшийся матричный компонент может впрыскиваться, распыляться или иным образом выдвигаться (например, через струйную трубку 30, впуск 32 и/или трубопровод 34) в головку 16 на выпускном конце). В одном примере оставшийся матричный компонент выдвигается в корпус 18 на выпускном конце камеры 28, непосредственно перед соплом 20. В другом варианте осуществления оставшийся матричный компонент выдвигается непосредственно в сопло 20. Расположение места выдвижения матричного компонента должно быть достаточно далеко до наконечника сопла 20, чтобы обеспечить соответствующее смешивание матричных компонентов, при этом достаточно низко, чтобы предотвратить преждевременное отверждение внутри сопла 20. Предполагается, что в варианте выполнения согласно фиг.4 армирующие составляющие части, поданные в головку 16, при необходимости могут включать в себя сухие волокна или волокна, предварительно пропитанные другим материалом (например, добавкой).
[0029] Независимо от конкретного варианта выполнения (например, варианта выполнения согласно фиг.2, фиг.3 или фиг.4), использованного для изготовления структуры 12, структура 12 может состоять из по меньшей мере трех первичных составляющих частей. Как описано выше, эти составляющие части могут включать в себя армирующую составляющую часть (например, непрерывные волокна, жгуты, пучки, тонкие листы и т.д.), первый матричный компонент (например, смолу, такую как эпоксидная смола), а также второй матричный компонент (например, отвердитель, катализатор, инициатор и т.д.). И в некоторых вариантах выполнения добавка (например, инициатор УФ-отверждения) может быть примешана в первый и/или второй матричные компоненты в любой желательной точке в производственном процессе. Для целей этого раскрытия армирующая составляющая часть может составлять примерно (например, в пределах технических допусков) 35-70% (например, по весу или объему) от структуры 12, а второй матричный компонент может составлять примерно 1-10 от структуры 12. В вариантах выполнения, включающих добавку, добавка может составлять примерно 0-10%.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0030] Раскрытая система может применяться к композитным структурам непрерывного производства, имеющим поперечное сечение любой желательной формы, длины, плотности и/или прочности. Композитные структуры могут включать в себя любое число различных армирующий составляющих частей одинакового или разных типов, диаметров форм, конфигураций и составов, и/или любое число различных матриц. Теперь работа системы 10 будет описана подробно.
[0031] В начале процесса изготовления информация о желаемой структуре может быть загружена в систему 10 (например, в контроллер 26, который отвечает за регулирование работы основания 14, усилителя(ей) отверждения 24, струйной(ых) трубки(ок) 30, регулировочного(ых) устройства(устройств) 36, разрыхляющего(их) волокно механизма(ов) и/или другие соответствующие компоненты). Эта информация может включать в себя, среди прочего, размер (например, диаметр, толщину стенки, длину и т.д.), контур (например, траекторию), особенности поверхности (например, размер выступов, местоположение, толщину, длину; размер фланца, местоположение, толщину, длину; и т.д.), геометрию соединения (например, местоположения и размеры соединительных муфт, тройников, стыков и т.д.), условия конкретного местоположения матрицы, условия конкретного местоположения армирующей составляющей части, желательные скорости отверждения, местоположения отверждения, формы отверждения, степени отверждения и т.д. Следует отметить, что эта информация может быть при желании альтернативно или дополнительно загружена в систему 10 в разные периоды времени и/или непрерывно во время процесса изготовления.
[0032] На основе информации компонента определенное сопло 20 и/или конфигурация усилителя отверждения может быть присоединена к головке 16 (например, к выпускному концу корпуса 18), и одна или более различных (например, различных по размерам, формам и/или типам) армирующих составляющих частей и/или материалов матрицы могут быть селективно установлены в систему 10 и/или непрерывно подаваться в сопло 20. Соответствующие армирующие составляющие части (например, препрег или сухие волокна, жгуты, пучки или тонкие листы) могут пропускаться через один или более разрыхляющих волокна механизмов 38 (например, между щетинами смежных щеток и/или поверх и вокруг выступов и т.д.) и сопло 20, и после этого присоединяться к теребильной машине (не показано) и/или к крепежному приспособлению (например, точке крепления 22). Установка материала матрицы может включать в себя камеру(ы) наполнения 28 и/или средство крепления экструдера (не показано) к головке 16.
[0033] Головка 16 может передвигаться основанием 14 при управлении контроллером 26, чтобы вынудить покрытые матрицей армирующие составляющие части размещаться напротив или на соответствующей точке крепления 22. Усилители отверждения 24 могут быть тогда селективно активированы (например, включены-выключены и/или интенсивно адаптированы с помощью контроллера 26), чтобы вызвать затвердевание материала матрицы, окружающего армирующие составляющие части, тем самым присоединяя армирующие составляющие части к точке крепления 22.
[0034] Информация о компоненте может быть тогда использована для регулирования работы системы 10. Например, армирующие составляющие части могут протянуты через разрыхляющий(е) волокно механизм(ы) 38; отделены и/или выровнены; погружены в первом матричном компоненте, отжаты регулировочным устройством 36; погружены во втором матричном компоненте; и затем выпущены из сопла 20. Контроллер 26 селективно вынуждает основание в это время двигать головку 16 желаемым способом таким образом, что ось получившейся структуры 12 следует желаемой траектории (например, свободной в пространстве, безопорной 3D-траектории). Кроме того, усилители отвердителя 24 могут быть селективно активированы контроллером 26 во время выпуска материала, чтобы инициировать, увеличить скорость или завершить затвердевание жидкой матричной смеси. Как только структура 12 выросла до желательной длины, структуру 12 можно отсоединять (например, отсекать) от головки 16 любым желательным способом.
[0035] Специалистам в области техники будет очевидно, что различные модификации и изменения могут быть сделаны в раскрытых системах и головке. Другие варианты выполнения будут очевидны специалистам в области техники из рассмотрения спецификации и практики раскрытых систем и головок. Предполагается, что спецификация и примеры должны рассматриваться только как пример, при этом истинный объем указывается следующей формулой изобретения и ее эквивалентами.
Реферат
Изобретение относится к способу аддитивного производства композитной структуры. Техническим результатом является повышение прочности и исключение провисания. Технический результат достигается способом аддитивного производства композитной структуры, который включает направление непрерывной армирующей составляющей части в печатающую головку, а также покрытие непрерывной армирующей составляющей части первым матричным компонентом внутри печатающей головки и покрытие вторым матричным компонентом, который отличается от первого матричного компонента. Затем следует выпуск непрерывной армирующей составляющей части через сопло печатающей головки во время движения печатающей головки во многих направлениях. При этом первый и второй матричные компоненты взаимодействуют, чтобы вызвать затвердевание матрицы вокруг непрерывной армирующей составляющей части. Причем первый матричный компонент представляет собой смолу. Второй матричный компонент представляет собой одно из катализатора, отвердителя и инициатора. Покрытие непрерывной армирующей составляющей части вторым матричным компонентом представляет собой её покрытие внутри печатающей головки вторым матричным компонентом после покрытия первым матричным компонентом. 3 н. и 13 з.п. ф-лы, 4 ил.
Комментарии