Способ получения сплава с дисперсными оксидами - RU2333269C2
Код документа: RU2333269C2
Чертежи




Описание
Область техники
Настоящее изобретение относится к способу получения сплава с дисперсными оксидами, который является дисперсионно-упрочненным сплавом. Более конкретно, это относится к способу получения сплава с дисперсными оксидами, в котором равномерно распределены мелкодисперсные частицы.
Уровень техники
Дисперсионное упрочнение - хорошо известный способ упрочнения металлических материалов, согласно которому в металлической матрице из некоторого металла диспергируют дисперсные частицы, состоящие из карбида, нитрида или оксида другого металла, за счет чего механические свойства металла матрицы повышаются благодаря действию дисперсных частиц.
Сплавы с дисперсными оксидами, в которых используется оксид металла в виде дисперсных частиц, имеют много разновидностей и находят широкое применение. Например, сплав, в котором частицы оксида металла, такого как цирконий, диспергированы в платине, которая является металлом матрицы, называют упрочненной платиной и используют в качестве материала в высокотемпературной области, например в качестве конструкционного материала для устройства по производству стекла из-за его улучшенной высокотемпературной устойчивости против ползучести.
Множество способов получения сплавов с дисперсными оксидами основаны, главным образом, на порошковой металлургии. Как правило, получают порошок сплава в состоянии, в котором оксид металла-присадки диспергирован в металле матрицы, и этот порошок сплава формуют с уплотнением, например спеканием, и в дальнейшем подвергают обработке по мере необходимости. В качестве способа введения оксида для получения порошка сплава, в котором дисперсные частицы распределены в металлической матрице, имеется в распоряжении несколько способов.
В качестве средства введения оксида металла-присадки в металл матрицы применяется способ, при котором порошок металла матрицы и порошок оксида металла-присадки вводят в высокоэнергетическую шаровую мельницу, такую как аттритор, и перемешивают для того, чтобы механически «сплавить» металл матрицы и оксид (механическое легирование), в результате чего образуется порошок сплава, в котором оксид диспергирован в металлической матрице.
Кроме того, в качестве другого способа введения оксида, сначала получают порошок, состоящий из сплава (твердого раствора) металла матрицы и металла-присадки, полученный таким образом порошок нагревают при высокой температуре в окислительной среде, при этом металл-присадка в сплаве окисляется (внутреннее окисление), в результате чего может быть получен порошок, в котором в металле матрицы диспергирован оксид. В случае вышеописанной упрочненной платины порошок сплава часто получают именно этим способом внутреннего окисления. Например, в патентном документе 1, раскрытом заявителем этого изобретения, раскрыт способ получения упрочненной платины, в которой совмещены обработка внутренним окислением и обработка мокрым измельчением.
Патентный документ 1: выложенная заявка на патент Японии №8-134511.
В случае дисперсионного упрочнения сплава для того, чтобы достаточно проявился механизм упрочнения, в то время как иные свойства кроме прочности не ухудшились, важно управлять количеством дисперсных частиц и дисперсионным состоянием. Сплав, в котором количество дисперсных частиц находится на необходимом минимуме и мелкодисперсные частицы равномерно распределены в состоянии с высокой дисперсностью, является идеальным сплавом. Например, если оксидные частицы увеличиваются свыше необходимого, ухудшаются не только такие свойства, как свариваемость, но также иногда подвергаются неблагоприятному влиянию и прочностные свойства.
В вышеописанных способах не может быть в обязательном порядке достигнуто идеальное дисперсионное состояние. В том способе, при котором металл матрицы и оксид металла-присадки смешивают механически, оксид не всегда диспергируется равномерно, потому что это смешивание принципиально является смешиванием твердого и твердого. Более того, необходимо получить порошок оксида металла-присадки, но само это получение трудно осуществить.
С другой стороны, в том способе, при котором порошок сплава подвергают внутреннему окислению, оксид может быть диспергирован равномерно за счет окисления однородного твердого раствора, что является преимуществом. Однако из-за обработки, проводимой в высокотемпературной атмосфере, существует опасность роста полученного оксида. Кроме того, в способе, использующем внутреннее окисление, диффузия кислорода во время окисления происходит преимущественно на границе зерна, и для образования оксида металл-присадка диффундирует к границе зерна, так что иногда идеальная степень дисперсности получена быть не может. Более того, с большой вероятностью происходит рост кристаллических зерен фазы металла матрицы, и поэтому площадь границ зерен уменьшается, так что степень дисперсности дисперсных частиц во время внутреннего окисления имеет тенденцию легко уменьшаться. Поэтому, в конечном счете, не всегда получается сплав, имеющий высокую прочность.
Настоящее изобретение было создано на основе вышеупомянутого уровня техники, и, соответственно, целью изобретения является предложение такого способа получения сплава с дисперсными оксидами, с помощью которого может быть получен сплав, в котором оксидные частицы диспергированы в идеальном состоянии.
Раскрытие изобретения
Авторы настоящего изобретения провели исследования, направленные на решение вышеописанных проблем, и в качестве основы способа введения оксида в металл матрицы изучили способ, при котором для окисления металла-присадки в сплаве используют порошок сплава или присадочный пруток сплава из металла матрицы и металла-присадки, который является последним способом вышеупомянутого уровня техники. Авторы придали большое значение равномерному диспергированию оксида. В результате, в качестве способа, при котором может быть обеспечена возможность протекания реакций окисления металла-присадки в сплаве без нагрева этого металла-присадки при высоких температурах, авторы нашли способ, в котором сплав подвергают перемешиванию с помощью высокоэнергетической шаровой мельницы в воде, за счет чего сплав окисляется водой (кислородом, который входит в состав воды).
Порошок или присадочный пруток, подвергаемый перемешиванию в высокоэнергетической шаровой мельнице, повторяющимся образом испытывает измельчение (дробление), сжатие и сцепление при воздействии удара высокой энергии. В ходе этого процесса, когда порошок или присадочный пруток измельчаются (дробятся), воздействию подвергается новая поверхность. Можно сказать, что эта новая поверхность является активной и в этом состоянии является склонной к окислению. Поэтому, при осуществлении такого перемешивания в водной среде эта «вскрытая» новая поверхность сплава окисляется водой.
Вышеописанная реакция, вызванная перемешиванием в высокоэнергетической шаровой мельнице, может протекать без воздействия высоких температур. По этой причине, так как сплав может быть окислен при обычной температуре, проблема роста зерен является менее склонной к возникновению, и, таким образом, оксид в идеальном состоянии может быть диспергирован равномерно.
Таким образом, настоящее изобретение предлагает способ получения сплава с дисперсными оксидами, в котором в металле матрицы диспергированы дисперсные частицы, состоящие из оксидов одного или двух или более видов металлов-присадок, причем этот способ включает в себя следующие этапы:
(a) этап получения порошка сплава или присадочного прутка сплава, состоящего из металла матрицы и металла-присадки;
(b) этап окисления металла-присадки в порошке сплава водой с образованием дисперсных частиц путем введения порошка сплава или присадочного прутка сплава в высокоэнергетическую шаровую мельницу с водой и путем осуществления перемешивания; и
(с) этап формования с уплотнением порошка сплава или присадочного прутка сплава после окисления.
Ниже настоящее изобретение объясняется более подробно. Согласно настоящему изобретению, сначала получают порошок сплава или присадочный пруток сплава, состоящего из металла матрицы и металла-присадки. В качестве способа получения порошка сплава, в дополнение к процессу распыления (распыление газом, распыление водой), при котором в качестве исходного материла используют расплавленный сплав, имеющий заранее заданный состав, может быть применен процесс с использованием вращающегося электрода или подобный ему процесс, в которых в качестве исходного материла используют кусковой сплав, полученный при помощи литья. Из этих процессов предпочтительным является процесс распыления. Причиной этого является то, что порошок может быть получен в то время, как сохраняется состояние сплава без окисления металла-присадки. Порошок сплава, полученный таким образом, предпочтительно имеет диаметр частиц 300 мкм или менее. Если диаметр частиц увеличивается, последующий этап окисления в используемом аттриторе занимает длительное время.
Кроме того, присадочный пруток сплава получают при помощи волочения проволоки, вытягивания и т.д. литых кусков сплава. Присадочный пруток может быть соответствующим образом разрезан для того, чтобы этот пруток мог быть введен в высокоэнергетическую шаровую мельницу.
После того, как порошок сплава или присадочный пруток сплава был получен, порошок сплава или присадочный пруток сплава вводят в высокоэнергетическую шаровую мельницу с водой, и осуществляют перемешивание для того, чтобы окислить металл-присадку в этом порошке сплава. Высокоэнергетическая шаровая мельница представляет собой устройство, в котором некая емкость заполнена стальными шарами или керамическими шарами, которые являются мелющими телами, и дополнительно в этой емкости предусмотрена перемешивающая лопасть. В качестве высокоэнергетической шаровой мельницы, в дополнение к аттритору, известны мельница Dyno-mill и мельница Ultra Visco Mill.
Конструкционный материал высокоэнергетической шаровой мельницы должен быть выбран с учетом загрязнения вследствие того, что конструкционный материал высокоэнергетической шаровой мельницы подвергается воздействию высокоэнергетического перемешивания. В настоящем изобретении предпочтительной является керамика, а, в частности, предпочтительным является диоксид циркония. Причиной этого является то, что с меньшей интенсивностью происходит примешивание конструкционного материала, и при этом, даже если такое примешивание происходит, влияние на свойства материала является наименьшим. Кроме того, диаметр мелющих тел предпочтительно составляет от 1 до 10 мм. Если этот диаметр является меньшим, чем 1 мм, необходимо вращать перемешивающую лопасть с высокой скоростью для того, чтобы компенсировать уменьшение измельчающей силы, а также трудно отделить порошок от мелющих тел после обработки окислением. Если этот диаметр является большим, чем 10 мм, требуемый для вращения крутящий момент чрезмерно увеличивается, так что емкость и перемешивающая лопасть склонны к повреждению. Заполнение мелющими телами предпочтительно устанавливают на таком уровне, чтобы они занимали 50% вместимости емкости, что является общей рекомендацией. Если это значение чрезмерно не превышено, вредное влияние менее склонно к проявлению.
Вода, вводимая в высокоэнергетическую шаровую мельницу вместе со сплавом, предпочтительно является высокочистой и, в частности предпочтительна сверхчистая вода. В случае, когда обработку окислением выполняют с использованием воды, содержащей примеси, эти примеси прилипают к порошку, и налипшие примеси захватываются в сплав с дисперсными оксидами. Содержащий примеси сплав является причиной образования газа во время его применения при высоких температурах, так что существует опасность возникновения разупрочнения. Воду предпочтительно вводят до такого уровня, чтобы порошок был погружен. Причиной этого является то, что активная новая поверхность, получаемая при высокоэнергетическом перемешивании с использованием высокоэнергетической шаровой мельницы, гарантированно приходит в контакте с водой. Атмосфера в емкости может быть воздушной; однако, предпочтительна кислородная атмосфера. Причиной этого является то, что предотвращается содержание присутствующего в воздухе азота в полученном материале.
Порошок сплава, подвергнутый обработке окислением с использованием высокоэнергетической шаровой мельницы, может быть изготовлен в форме объемной детали из данного сплава путем обработки формовкой с уплотнением (превращением в сплошное твердое тело). Обработку формовкой с уплотнением предпочтительно выполняют при помощи способа спекания порошка сплава в то время, как этот порошок сплава находится под давлением, как в случае горячего прессования. Условия горячего прессования предпочтительно представляют собой температуру от 700 до 1300°C и давление прессования в 10 МПа или выше. Также для того чтобы предотвратить окисление сплава, атмосферой при горячем прессовании предпочтительно является разреженная среда (вакуумная атмосфера). Перед обработкой формовкой с уплотнением, порошок сплава предварительно может быть временно спечен.
В случае сплава, полученного путем обработки формовкой с уплотнением, степень уплотнения может быть улучшена ковкой. Также для того чтобы придать сплаву заданную форму, может быть выполнено пластическое формование, такое как прокатка, экструзия (штамповка) и волочение. Кроме того, для пластического формования может быть выполнена термическая обработка.
В настоящем изобретении обработку с окислением дисперсных частиц выполняют перемешиванием в высокоэнергетической шаровой мельнице. Однако впоследствии может быть выполнена обработка окислением, при которой порошок сплава дополнительно нагревают в окислительной атмосфере. Целью этого является то, что в случае, когда весь металл-присадка в порошке сплава не окислен при обработке окислением с использованием высокоэнергетической шаровой мельницы, окисление металла-присадки осуществляют дополнительно, выполняя впоследствии обработку нагревом, за счет которой увеличивается количество оксида. Однако даже если обработка окислением с использованием высокоэнергетической шаровой мельницы является частичной, может быть обеспечена прочность сплава в том случае, если формируются необходимые количества дисперсных частиц. Поэтому, дополнительная обработка окислением требуется не в обязательном порядке. В том случае, когда обработку окислением выполняют с помощью нагревания, условием при ее проведении предпочтительно является температура от 700 до 1300°C. Причина этого заключается в том, что при температуре ниже, чем 700°C, замедленный процесс окисления требует долговременной обработки, а при температуре выше, чем 1300°C, имеет место чрезмерный рост частиц дисперсных оксидов.
Способ согласно настоящему изобретению эффективен в случае получения сплава с дисперсными оксидами из сочетания металла, у которого свободная энергия образования оксида является более высокой, чем стандартная свободная энергия образования воды, который используют в качестве металла матрицы, и металла, у которого свободная энергия образования оксида является более низкой, чем стандартная свободная энергия образования воды, который используют в качестве металла-присадки. Как объяснено выше, поскольку дисперсные частицы в настоящем изобретении образуются в результате реакции окисления водой, для того, чтобы окислить металл-присадку в порошке сплава селективным образом, предпочтительно обеспечивается вышеописанное соотношение.
В качестве примера сочетания, которое обеспечивает такое соотношение, в качестве металла матрицы могут быть отмечены золото, серебро, платина, палладий, иридий, родий и рутений. В качестве же металла-присадки могут быть отмечены титан, цирконий, гафний, скандий, иттрий, магний, кальций, стронций, барий, алюминий, кремний, лантан, церий, празеодим, неодим, самарий, европий, гадолиний, тербий, диспрозий и гольмий.
Металл матрицы может состоять из одного вида металла или может же быть сплавом двух или более металлов. Также и металл-присадка не ограничивается одним видом, и в качестве примера может быть получен платиновый сплав, в котором диспергированы оксиды двух или более металлов-присадок. В этом случае, если данные несколько видов металлов-присадок имеют вышеописанное соотношение, реакция окисления этих металлов может происходить легко.
Краткое описание чертежей
Фиг.1 - фотография, показывающая изображение в сканирующем электронном микроскопе (СЭМ) порошка сплава платина-диоксид циркония, полученного способом распыления согласно одному из вариантов воплощения настоящего изобретения;
Фиг.2 - фотография, показывающая СЭМ-изображение порошка сплава после того, как была выполнена обработка перемешиванием с использованием атриттора согласно одному из вариантов воплощения настоящего изобретения;
Фиг.3 - фотография, показывающая дисперсные частицы, полученные фильтрованием после того, как платиновый сплав, полученный согласно одному из вариантов воплощения настоящего изобретения, был растворен в царской водке;
Фиг.4 - фотография, показывающая дисперсные частицы, полученные фильтрованием после растворения в царской водке обычного платинового сплава; и
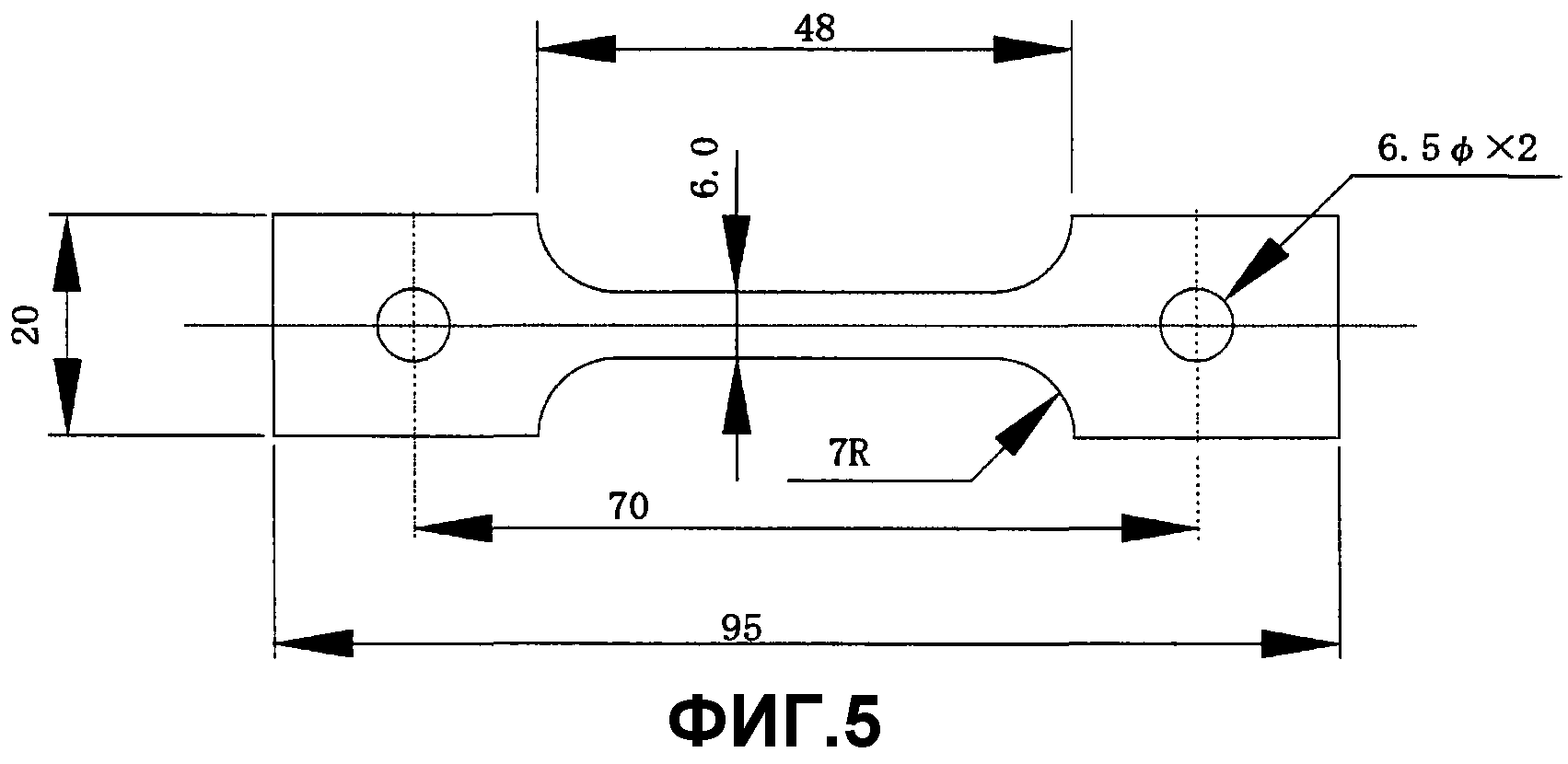
Фиг.5 - вид, показывающий форму образца, использованного при испытании на ползучесть до разрыва в одном из вариантов воплощения настоящего изобретения.
Лучший вариант осуществления изобретения
Далее будет описан предпочтительный вариант воплощения настоящего изобретения. В этом варианте был получен сплав с дисперсными оксидами, в котором частицы оксида циркония (диоксида циркония) диспергированы в платине, которая является металлом матрицы.
Сначала вакуумной плавкой получили сплав платины и 0,3 мас.% циркония, и расплав этого сплава был распылен газом в атмосфере аргона для получения порошка сплава платина-цирконий. Условия распыления были следующими: температура распыления 2000°C и давление газа 40 кПа. При этом порошок сплава имел средний диаметр частиц примерно 40 мкм. Фиг.1 показывает СЭМ-изображение этого порошка сплава.
Как видно из фиг.1, полученный в этом варианте воплощения порошок сплава имеет по существу сферическую форму частиц.
Затем 3000 г этого порошка сплава были введены в атриттор (изготовленная из диоксида циркония емкость внутренним диаметром 200 мм × высотой 185 мм, изготовленная из нержавеющей стали и покрытая диоксидом циркония перемешивающая лопасть), который являлся высокоэнергетической шаровой мельницей. При этом на данном этапе одновременно были введены 7 кг шаров из диоксида циркония, имеющих диаметр 5 мм, и 1,0 литр сверхчистой воды. Далее перемешивающую лопасть атриттора вращали со скоростью 340 об/мин в течение 11 часов для перемешивания с целью окисления порошка сплава. На Фиг.2 показана форма частиц порошка сплава после перемешивания. При обработке перемешиванием с использованием атриттора сферический порошок сплава подвергался повторной деформации и сцеплению, и в результате он принял аморфную форму.
После такой обработки окислением порошок сплава вынимали. Из всего порошка сплава, 1603 г порошка загружали в форму и временно спекали, нагревая при 1200°C в течение одного часа в атмосфере с давлением 1,5×10-2 Па. Спеченный сплав имел размеры 40 мм × 40 мм × 135 мм, а также плотность 7,42 г/см3 и степень уплотнения 34,6%.
Временно спеченный сплав формовали с уплотнением посредством горячего прессования. На данном этапе были установлены температура пресса в 1200°C и давление пресса в 6,5 тонны. Кроме того, атмосфера представляла собой разреженную среду с давлением в 1,5×10-2 Па, а время прессования составляло один час. В результате, была получена прессовка (прессованная заготовка) из сплава, имевшая размеры 40,34 мм × 40,45 мм × 60,53 мм, а также плотность 16,23 г/см3 и степень уплотнения 75,6%.
Для того чтобы улучшить степень уплотнения, прессовка была подвергнута горячей ковке при температуре 1300°C. Кованая заготовка из сплава имела размеры 65 мм × 65 мм × 18 мм и степень уплотнения примерно 100%. Наконец эта кованная заготовка из сплава была прокатана в холодном состоянии до достижения толщины 4 мм и отожжена с целью термической обработки (1250°C × 30 минут). Затем заготовку из сплава прокатывали в холодном состоянии до тех пор, пока ее толщина не достигла 0,8 мм. Таким образом, был получен лист сплава платины с дисперсным диоксидом циркония.
Для того чтобы проверить диаметр частиц и дисперсионное состояние дисперсных частиц в сплаве, полученном так, как было описано выше, сплав был погружен в царскую водку (температура: 80°C) для того, чтобы растворить платину, которая представляла собой основной материал, и после этого дисперсные частицы были отфильтрованы для целей поверхностного изучения. На фиг.3 показаны результаты такого поверхностного изучения. На фиг.4 показаны результаты той же обработки обычного сплава платины с дисперсным диоксидом циркония (произведенного фирмой Tanaka Kikinzoku Kogyo K.K.).
Сравнивая фиг.3 и 4, диаметр частиц диоксида циркония в платиновом сплаве согласно этому варианту воплощения, показанном на фиг.3, был оценен в 0,02 мкм или менее, тогда как диаметр частиц диоксида циркония в обычном платиновом сплаве, показанном на фиг.4, составил 0,2 мкм. Таким образом, этим может быть подтверждено то, что дисперсные частицы в сплаве с дисперсным оксидом, полученном согласно этому варианту воплощения, были очень мелкодисперсными. Кроме того, было рассчитано среднее расстояние между частицами в каждом сплаве преобразованием правильного тетраэдра (дисперсные частицы расположены в вершинах правильного тетраэдра). В результате, среднее расстояние между частицами платинового сплава согласно этому варианту воплощения было оценено в 0,190 мкм, тогда как среднее расстояние между частицами обычного платинового сплава было оценено в 1,05 мкм. Таким образом, этим может быть подтверждено то, что в платиновом сплаве согласно данному варианту воплощения более мелкодисперсные оксидные частицы были распределены плотно.
Затем платиновый сплав (толщина: 0,8 мм), полученный согласно этому варианту воплощения, был спрессован для приготовления двух образов для испытания на ползучесть, показанных на фиг.5. Испытания на ползучесть до разрыва проводили при условиях 1400°C и 20 МПа, и был измерен предел прочности на разрыв. Результат измерения состоял в том, что ни один из этих двух образцов не разрушился даже по истечении 350 часов.
Промышленная применимость
Согласно способу в соответствии с настоящим изобретением, может быть получен сплав с дисперсными оксидами, имеющий идеальное дисперсионное состояние, в котором необходимые минимальные количества мелкодисперсных частиц распределены равномерно.
Реферат
Изобретение относится к порошковой металлургии, в частности к получению дисперсно-упрочненного оксидами сплава. Может применяться в качестве конструкционного материала для устройства по производству стекла. Получают порошок или присадочный пруток сплава, состоящего из металла матрицы и одного или двух, или более металлов-присадок. Проводят окисление металла-присадки в порошке сплава водой с образованием дисперсных частиц путем введения порошка сплава или присадочного прутка сплава в высокоэнергетическую шаровую мельницу с водой и перемешивания в воздухе или кислородной атмосфере. После окисления проводят формование с уплотнением порошка сплава или присадочного прутка сплава. Способ позволяет получить материал с равномерно распределенными мелкодисперсными упрочняющими частицами и высокой прочностью. 23 з.п. ф-лы, 5 ил.
Комментарии