Способ формования деформируемого металлического продукта из расходуемого электрода, его вариант, слиток, деформируемый металлический продукт и расходуемый электрод - RU2139948C1
Код документа: RU2139948C1
Чертежи


Описание
Область техники, к которой относится изобретение
Изобретение относится к способу получения сплавов, в частности к
способу плавки с расходуемым электродом, отличающемуся улучшенными характеристиками плавки и равномерным распределением минимальных количеств испаренного сплавляемого металла по всему деформируемому
металлическому продукту.
Характеристика известного уровня техники
Получение продуктов из деформируемых тугоплавких металлов, содержащих минимальное количество желаемого сплава,
известно в области технологии плавки с расходуемым металлическим электродом. Как правило, стержень или электрод из желаемого исходного материала электрически изолируют в электрододержателе и
устанавливают внутри резервуара, способного выдерживать условия высоких температур, которые, как известно, связаны с дуговой плавкой. У основания резервуара располагают катодный источник или выступ
(spur), так что, когда к электроду прикладывают некоторое напряжение от внешнего источника питания, происходит электрический разряд, который проходит между заземляющим источником и анодом в передней
части тела электрода. Тепло, возникающее при дугообразовании, вызывает плавление электрода, который, в свою очередь, падает в резервуар или тигель. После охлаждения ванны расплавленного металла его
обрабатывают с получением деформируемого продукта.
Если желательно сплавить дополнительные металлы с исходным металлом, то, как известно, надо добавить накладки сплавляемого металла, как предложено в патенте США N 3933474, или приварить полосы металла к телу 10, как указано в патенте США N 4481030. Вместо этого можно использовать множество металлических тел, каждое из которых состоит из желаемого исходного металла. См., например, патент США N 2958913. В случаях, когда сплав крепится к боковой поверхности электрода способом, который вызывает образование выступа, происходит образование дуги из этой точки к стенкам резервуара. В другом случае, полосы сплава, сваренные с боковой поверхностью, также страдают этой проблемой - ввиду более низкого электрического удельного сопротивления сплава, представляющего собой маршрут наиболее низкого электрического сопротивления на "землю". Когда сплав имеет форму приваренных полос, вбок от электрода часто происходит дугообразование, проявляющееся в прерывистом нагреве расплавленного металла и разбрызгивании исходного металла на стенки тигля. Характеристикой таких способов часто является внесение повреждений в стенку резервуара и неравномерное плавление тела электрода.
Еще одна проблема, присущая этим способам, заключается в том, что дугообразование в направлении стенок тигля также вносит загрязнения из расплавленных стенок в слиток.
И еще одна проблема, присущая этим известным способам, заключается в том, что процесс плавки неравномерен, цикл плавки прекращается после малого расхода всего тела электрода. Следовательно, неравномерное плавление электрода требует использования больших количеств исходного материала для гарантии формирования желаемого веса слитка.
Были предприняты различные попытки введения в расплав вторичных материалов путем напыления покрытия. См. патент США N 3271828, в котором описан поток покрытия, наносимого напылением на тело электрода.
В процессе других попыток помещали материал желаемого сплава по центру в пределах осевого фитиля в теле электрода, окруженного исходным металлом. См. патент США N 1085951.
Ни в одной из этих известных попыток не удалось удовлетворительно регулировать дугу с получением равномерного плавления тела электрода или достижением равномерного распределения минимальных количеств сплава в большем количестве исходного металла.
Одна техническая задача настоящего изобретения состоит в том, чтобы равномерно распределить желаемое количество сплава в большем количестве исходного металла одновременно с расплавом тела расходуемого электрода.
Другая техническая задача настоящего изобретения состоит в том, чтобы создать гладкую дугообразующую поверхность тела электрода, на которой нет выступов и которая минимизирует дугообразование в направлении боковых стенок тигля.
И еще одна техническая задача настоящего изобретения состоит в том, чтобы разработать средство перемешивания расплавленного сплава с расплавленным исходным материалом без внесения загрязнений из тигля в ванну расплавленного металла. Способ, обеспечивающий решение этих проблем, должен стать важным шагом вперед в области получения сплавной деформируемой продукции.
Это достигается тем, что в известном способе формования деформируемого металлического продукта из расходуемого электрода, включающем формование тела расходуемого электрода из исходного металла с нанесением на его поверхность по меньшей мере первого слоя сплава, установку металлического тела электрода вблизи от тигля, имеющего заземляющий источник, индуцирование между телом электрода и заземляющим источником дугового разряда, создающего температуру, достаточную для достижения плавки исходного металла и слоя сплава, формирование в тигле ванны расплавленного металла, который впоследствии затвердевает с образованием слитка, и формование деформируемого продукта из слитка, согласно изобретению на тело электрода первый слой сплава наносят с равномерной толщиной, а ванну расплавленного металла одновременно перемешивают при плавке тела электрода с нанесенным на него первым слоем сплава.
Кроме того, исходный металл получают электронно-лучевой плавкой или химическим осаждением.
Исходный металл выбирают из группы, состоящей из тантала, ниобия и их сплавов или смесей.
На исходный металл осаждают первый слой средней толщины 0,00762-0,0152 см.
Заземляющий источник представляет собой некоторое количество тантала.
Первый слой сплавляемых элементов содержит менее 1 вес.% от веса исходного материала, а указанные элементы дополнительно включают нитрид иттрия, кремний и тантал.
Исходный металл в теле электрода имеет вес в диапазоне примерно 22,68-2268 кг.
Первый слой осаждают на
исходный металл
плазменным напылением,
Тигель выполнен из металла, имеющего высокий коэффициент теплопроводности.
Для возбуждения дугового разряда между телом расходуемого электрода и источником заземления к телу расходуемого электрода от источника питания прикладывают напряжение в диапазоне от 35 до 45 В при силе тока в диапазоне от 16000 до 17000 А.
Сила подаваемого тока изменяется менее чем на 1% от среднего значения силы тока, подаваемого на электрод в течение цикла плавки.
Желаемый технический результат достигается также тем, что в известном способе формования деформируемого металлического продукта из расходуемого электрода, включающем формование тела расходуемого электрода из исходного металла с нанесением на его поверхность по меньшей мере первого слоя сплава, содержащего иттрий, кремний, тантал и некоторое количество исходного металла, размещение металлического тела электрода поблизости от тигля, имеющего источник заземления, возбуждение между телом электрода и источником заземления дугового разряда, создающего температуру, достаточную для достижения плавления исходного металла и слоя сплава, образование в тигле ванны расплавленного металла, который впоследствии затвердевает с образованием слитка, и формование деформируемого продукта из слитка, по изобретению на тело электрода наносят первый слой сплава толщиной 0,00762-0,762 см, причем вес первого слоя составляет менее 1% вес. от веса исходного материала, иттрий вводят в него в виде нитрида иттрия, при этом на первый слой наносят второй слой сплавляемых элементов равномерной толщины, а ванну расплавленного металла перемешивают одновременно с плавлением тела электрода с нанесенными на него слоями.
Кроме того, исходный металл выбирают из группы, состоящей из тантала, ниобия и их сплавов или смесей.
Второй слой содержит некоторое количество исходного металла.
Для возбуждения дугового разряда между телом расходуемого электрода и источником заземления к телу расходуемого электрода от источника питания прикладывают напряжение в диапазоне от 35 до 45 В при силе тока в диапазоне от 16000 до 17000 А.
Силу подаваемого тока изменяют менее чем на 1% от средней силы тока, подаваемого на электрод в процессе цикла плавления.
Желаемый технический результат достигается также тем, что в известном слитке, содержащем исходный металл и по меньшей мере один сплавляемый элемент, выбираемый из группы, состоящей из иттрия, кремния и тантала, по изобретению по меньшей мере один сплавляемый элемент равномерно распределяется в слитке, а слиток имеет твердость по Бринеллю более 4,5, причем слиток содержит менее 1% вес. иттрия и кремния, а любое количество присутствующего иттрия вводят в него в форме нитрида иттрия.
При этом общий вес исходного материала и сплавляемых элементов находится в диапазоне 22, 68-2268 кг.
Исходный материал выбирают из группы, состоящей из тантала, ниобия и их сплавов или смесей.
Слиток содержит примерно 5-100 весовых частей углерода на миллион, примерно 10-200 весовых частей кислорода на миллион, примерно 5-200 весовых частей азота на миллион, примерно 1-1000 весовых частей кремния на миллион и примерно 1-1000 весовых частей иттрия на миллион.
Желаемый технический результат достигается также тем, что известный деформируемый металлический продукт, полученный из слитка, по изобретению получают из слитка, описанного выше.
Причем он содержит 9-13 весовых частей на миллион углерода, 64-127 весовых частей на миллион кислорода, 9 весовых частей на миллион азота, 4 весовые части на миллион водорода, 1-15 весовых частей на миллион кремния и 5 весовых частей на миллион иттрия.
Желаемый технический результат достигается также тем, что известный расходуемый электрод для использования в вакуумном переплаве, состоящий из тела, закрепленного в неэлектропроводном держателе, причем тело имеет продольную ось и поверхность периметра с передней частью тела, отстоящей в осевом направлении от держателя, при этом тело выполнено из электро- и теплопроводного исходного металла, содержащего по меньшей мере тантал, и имеет первый слой сплава, содержащий иттрий, кремний и тантал, по изобретению, содержит второй слой сплава, нанесенный на первый слой сплава, у которого оба слоя сплава относительно поверхности периметра электрода имеют среднюю толщину в диапазоне 0,00762-0,0762 см, причем первый слой сплава имеет температуру плавления ниже, чем температура исходного металла, а вес каждого слоя сплава составляет менее 1% вес. от веса электрода, при этом иттрий вводят в них в виде нитрида иттрия.
Краткое изложение существа изобретения.
Соответственно настоящее изобретение включает в себя способ формования деформируемого металлического продукта из расходуемого электрода. Исходный металл, включая тантал, ниобий и их сплавы, формуют с образованием расходуемого электрода и помещают вблизи принимающего тигля. По меньшей мере один слой сплавляемого элемента (сплавляемых элементов) наносят на поверхность электрода с помощью средства, обеспечивающего равномерную толщину. У основания тигля предусмотрен заземляющий источник. После помещения тела электрода и тигля в вакуум к телу электрода подводят достаточную мощность, чтобы вызвать дугообразование между заземляющим источником и передней частью электрода, вызывающее расплавление слоя сплава и разжижение его в тигле. Равномерный слой на теле электрода является средством внесения минимальных количеств легирующих элементов в большее количество металла. Надлежащее дугообразование облегчает равномерное и надлежащее перемешивание сплавляемого элемента (сплавляемых элементов) и исходного материала в тигле.
Когда расходуется тело электрода, расплавленный металл получает возможность затвердевать с образованием слитка. Затем слиток обрабатывают термомеханически с образованием деформируемого продукта.
В другом варианте воплощения второй слой равномерной толщины наносят поверх первого слоя. Хотя связь с какой-либо конкретной теорией и не предполагается, авторы изобретения считают, что высокие температуры, связанные с дугообразованием, будут испарять сплавляемые элементы, которые имеют более низкие температуры плавления, чем исходные металлы. Конечный деформированный продукт, сформованный в результате этого, имеет более низкую концентрацию желаемого сплава. Покрывая первый слой вторым равномерным слоем исходного металла, можно уменьшить испарение сплава.
Одним отличительным преимуществом настоящего изобретения является то, что нанесение равномерных слоев покрытий способствует дугообразованию между заземляющим источником и передней частью, а не боковыми стенками тигля, уменьшая таким образом повреждение тигля, загрязнение слитка за счет расплавления тигля и время простоя системы.
Другое преимущество настоящего изобретения состоит в том, что, обеспечивая равномерное дугообразование между передней частью электрода и катодом, минимизируют непреднамеренное осаждение расплавленного материала на стенках тигля. В случае воплощения известных способов приподнятый уровень расплавленного металла затвердевает вокруг осажденного материала, образуя области шероховатой поверхности на боковой поверхности слитка. Поскольку эти области обычно сошлифовывают, соответствующее количество дорогостоящего материала слитка теряется.
И еще одно преимущество настоящего изобретения заключается в том, что смешивающее воздействие, стимулируемое надлежащим дугообразованием, способствует перемешиванию сплавляемых элементов во всей массе расплавленного металла. Следовательно, при воплощении предлагаемого способа получают продукт, отличающийся равномерным распределением минимальных количеств желаемого сплавляемого элемента в большем количестве исходного металла.
Краткое описание чертежей
Другие технические задачи,
отличительные признаки и
преимущества станут очевидны специалистам в данной области техники из рассмотрения нижеследующих чертежей совместно с подробным описанием предпочтительных вариантов
воплощения и формулой
изобретения
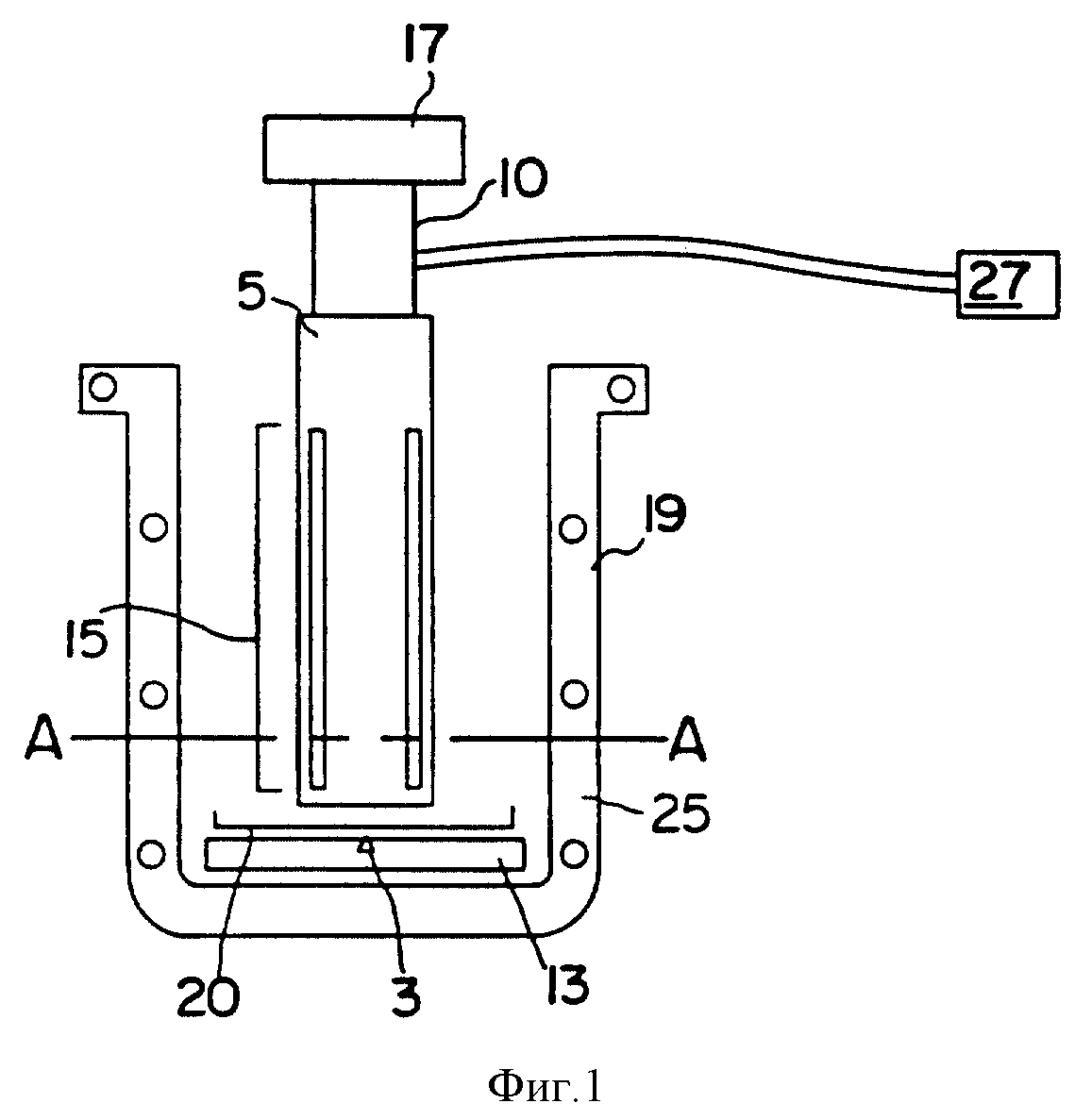
фиг. 1 - вид в разрезе вдоль продольной оси 3 известного расходуемого электрода и тигля;
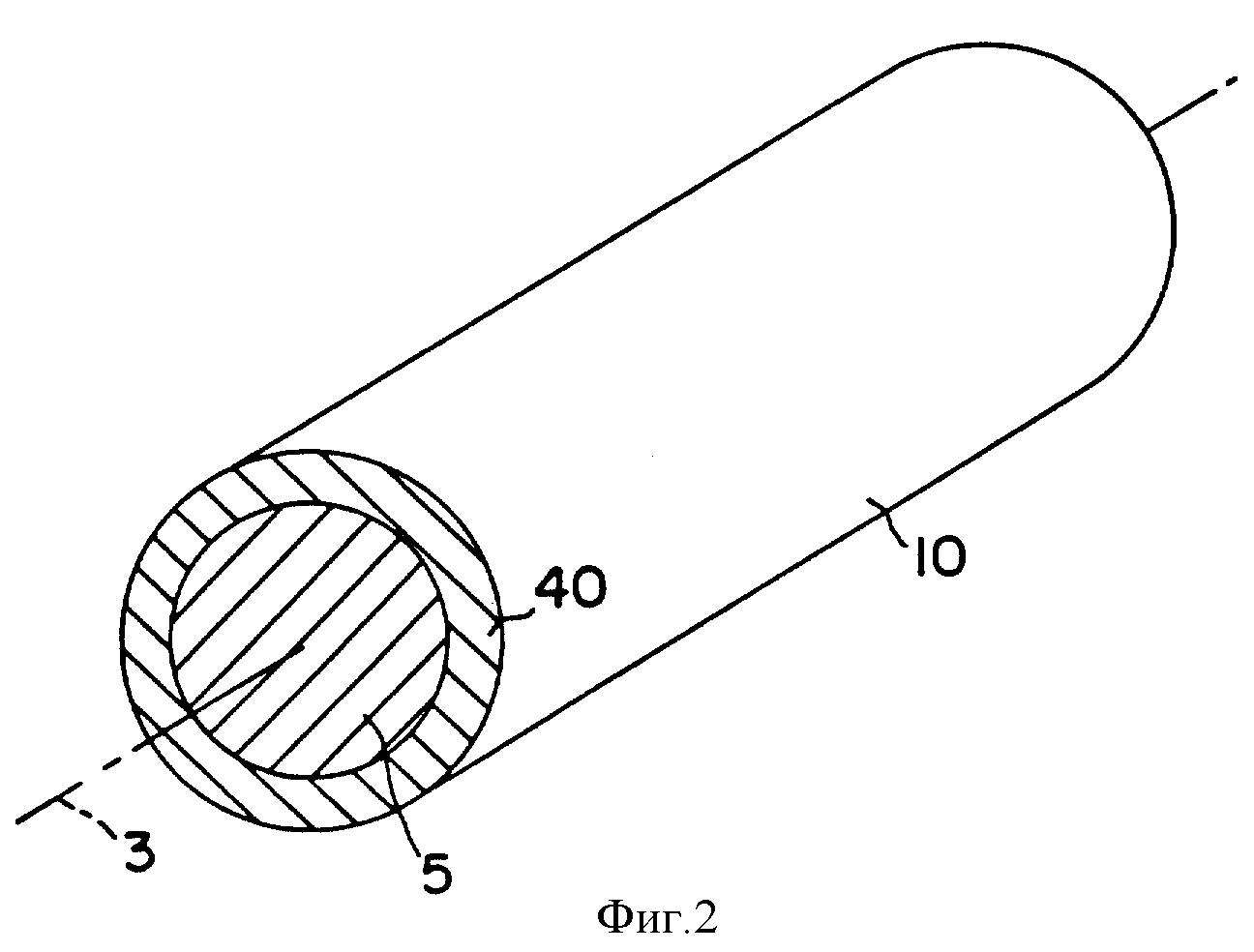
фиг. 2 - перспективное изображение предлагаемого электрода,
если смотреть от
линии AA, показанной на фиг. 1;
фиг. 3 - перспективное изображение, аналогичное фиг. 2, другого варианта воплощения настоящего изобретения;
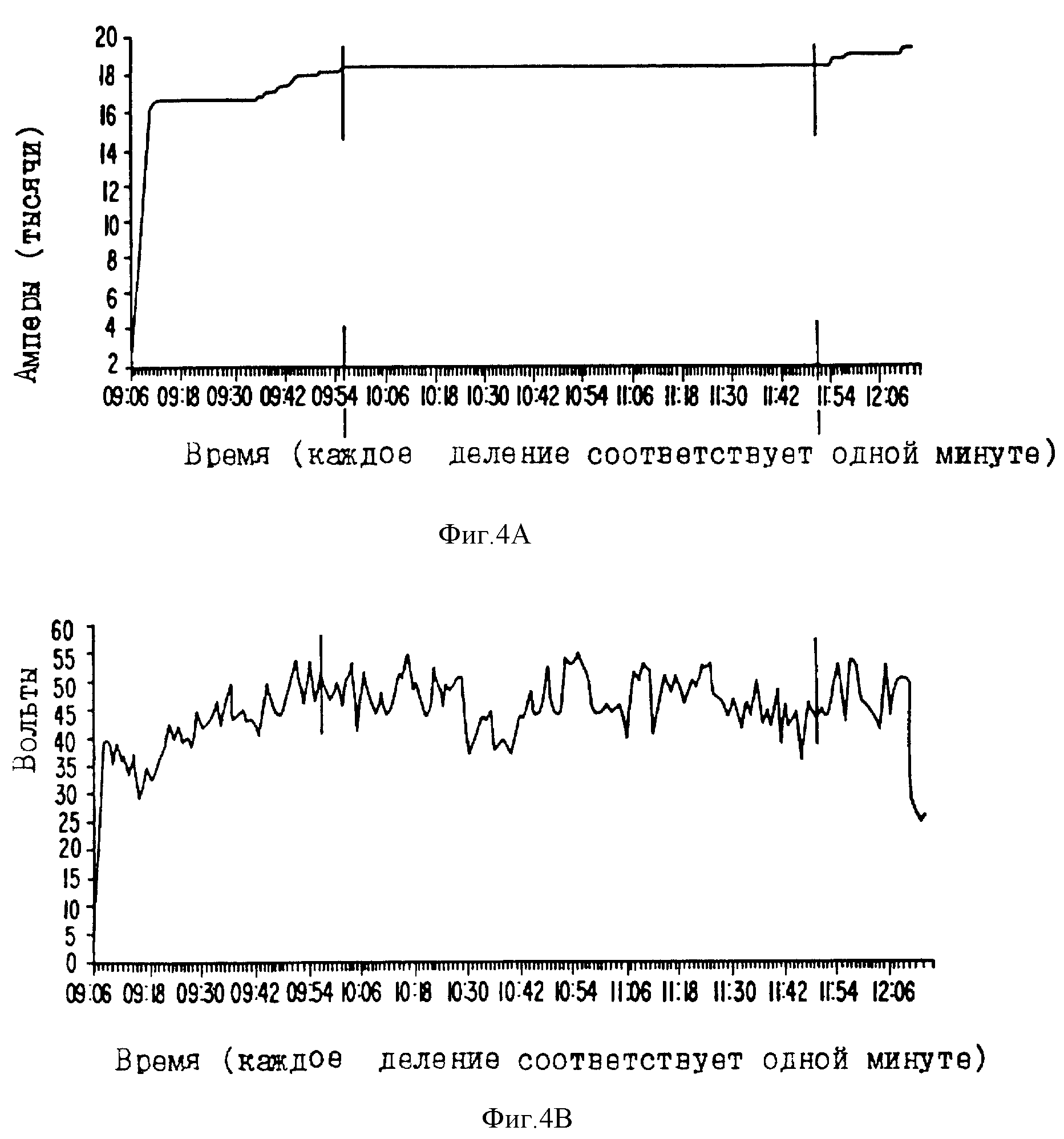
фиг. 4A и 4B
- полосовые диаграммы
потребления мощности во время дуговой плавки электрода, представленного на фиг. 1;
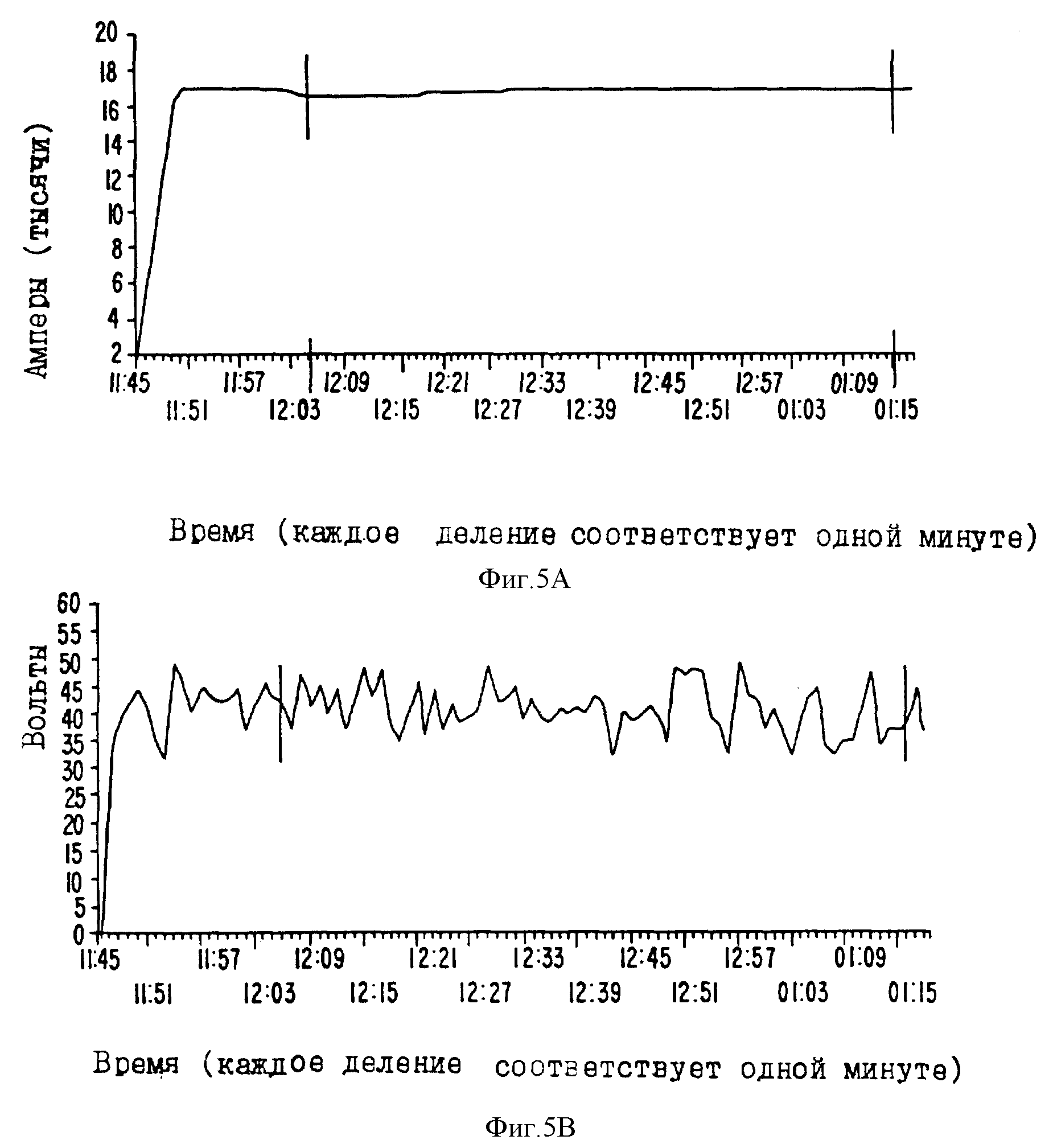
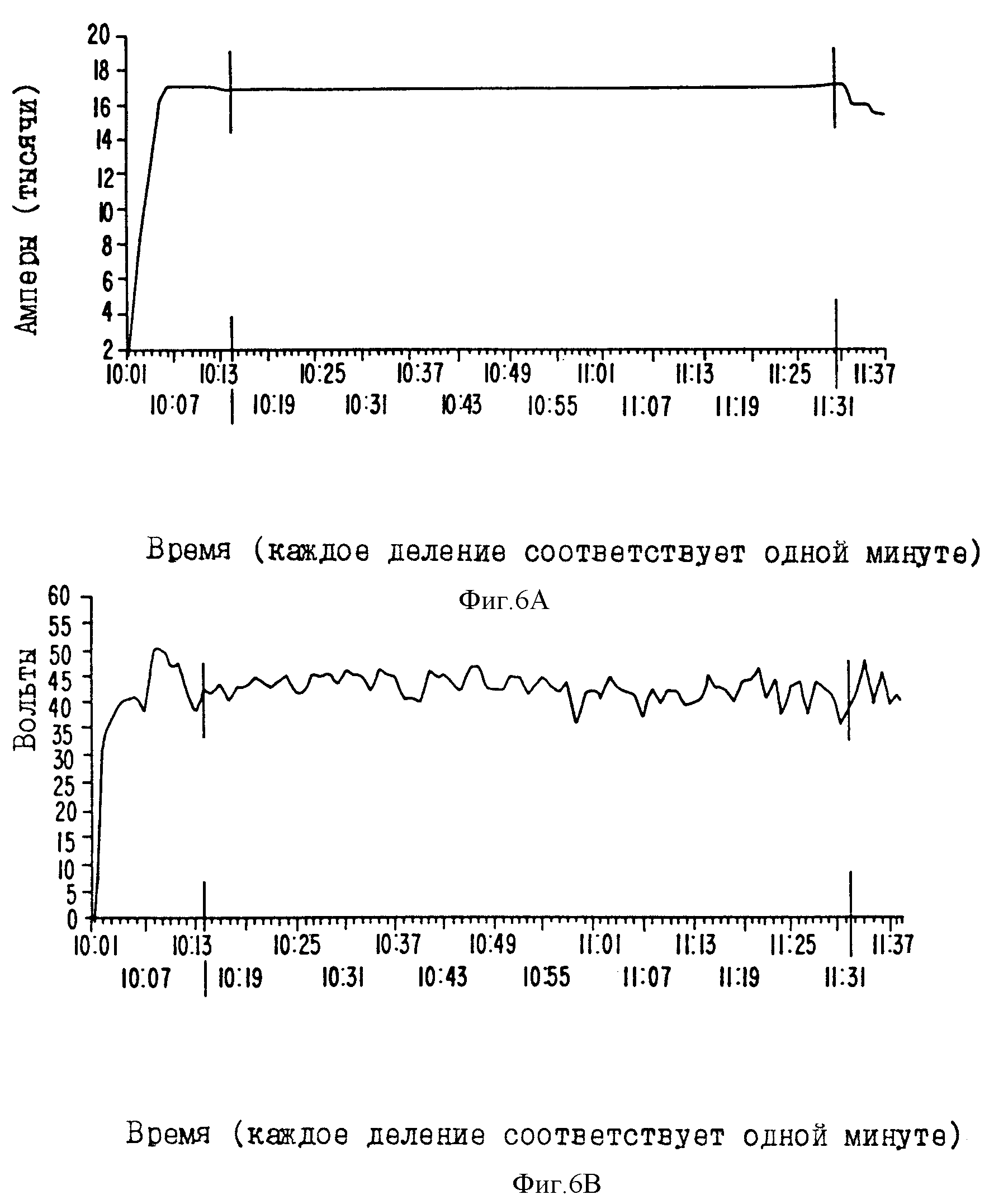
фиг. 5A, 5B, 6A и 6B - другие полосовые диаграммы, аналогичные представленным на фиг.
4A и 4B, отображающие
повышение устойчивости дуги в случае предлагаемого электрода, показанного на фиг.2 и в другом варианте на фиг. 3;
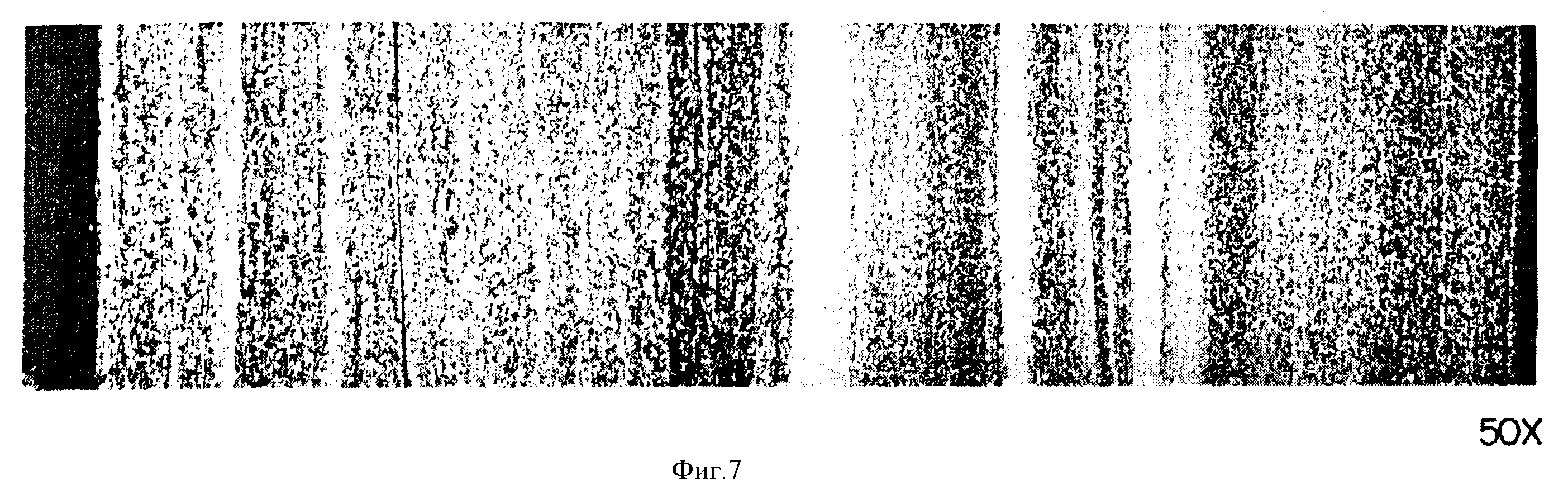
фиг. 7 - микрофотография зернистой структуры
деформируемого металлического
продукта, сформованного известным способом, обсуждаемым ниже в примере 1; и
фиг. 8A и 8B - микрофотографии деформируемого металлического продукта,
соответствующего настоящему изобретению,
полученного с использованием расходуемого металлического электрода, полученного в соответствии с процедурой, указанной в примере 2 и обсуждаемой ниже.
Подробное описание
предпочтительного варианта воплощения
Обращаясь к фиг. 1, отмечаем, что тело 10 расходуемого металлического электрода, известное в данной области техники,
получено в соответствии с примером 1
и показано на фиг. 1. Тело 10 симметрично ориентировано вокруг мнимой продольной оси 3 и состоит из исходного металла 5. Исходный материал получен либо химическим
осаждением, либо электронно-лучевой
плавкой с последующими операциями прессования и экструзии, известными в данной области техники. Предпочтительно тело 10 является цилиндрическим по форме с
поверхностью 15 периметра и передней частью
20. В соответствии с одним известным способом, прутки 23 (на фиг.1 эта позиция не указана) сплава закреплены по периметру 15 тела 10 известными способами,
включая сварку. Тело электрически изолировано
и расположено с помощью кронштейна 17 рядом с тиглем 25 так, что когда прикладывают заряд к телу 10 от источника питания 27, происходит дугообразование
между передней частью 20 и заземляющим
источником 30 (на фиг.1 не показан) у дна тигля 25.
Тигель 26 окружен рубашкой охлаждения 19, через которую осуществляют циркуляцию воды известными средствами для поддержания желаемой температуры. У дна тигля расположена плита 13, предпочтительно выполненная из такого же материала, как исходный материал. Заземляющий источник обычно выполняют в виде малого количества исходного металла, такого, как тантал, и прикрепляют его к плите 13. Химический состав тигля 25 известен в данной области техники и может включать ряд металлов, имеющих высокие коэффициенты теплопроводности.
Перед созданием дуги, из вакуумного корпуса (не показан), вмещающего и тело 10 электрода, и тигель 25, откачивают воздух путем понижения давления или заполнения таким инертным газом, как аргон.
Источник питания 27 способен подавать соответствующий заряд на тело 10 электрода и этот источник питания можно задействовать вручную или с помощью управляющего механизма - с целью непрерывной обработки. Использованию источника питания переменного тока присущ циклический характер дуги, т.е. гашение и зажигание дуги с каждым циклом напряжения. Поскольку плазма, образующаяся в зоне дуговой плавки, быстрее рассеивается в условиях вакуума, поддержание непрерывной дуги весьма желательно, чтобы гарантировать равномерную плавку.
Известно также, что потребление
мощности на источнике питания является функцией диаметра электрода D и плазмогенерирующей способности P исходного материала электрода, как
можно увидеть из формулы
D = 12,13-1,93P.
Значения P приведены в технической литературе и известны специалистам в данной области техники.
Известные способы, которые приводят к неравномерной плавке электрода, сказываются в последующей дестабилизации дуги и в неправильной кривой в зоне плавки. Хотя точное значение требуемой мощности зависит от используемого заряда и температур плавления используемого материала 5 расходуемого электрода, при воплощении предлагаемого изобретения использовали ток величиной около 16000-18500 А при напряжении менее 60 В.
В процессе работы температура дуги инициирует непрерывную плавку тела 10, происходящую в передней части 20. Исходный материал 5 образует ванну расплавленного металла (не показана) в тигле 25 за счет силы тяжести. Ванне расплавленного металла дают остыть в тигле, оставляя его в условиях вакуума. Затем металл механически обрабатывают перед тем, как подвергнуть воздействию температур обжига в диапазоне примерно от 1000oC до 1500oC и осуществить формование с образованием желаемого деформируемого продукта. Методология применения расходуемого электрода обладает преимуществом обеспечения возможности формования больших слитков, таких, как слитки, вес исходного металла в которых достигает 2268 кг (5000 фунтов).
На фиг. 2 показан один вариант воплощения настоящего изобретения. Тело 10 расходуемого электрода состоит из исходного материала, который представляет собой тугоплавкий металл и предпочтительно тантал, ниобий или их сплавы. По меньшей мере один слой 40 сплава равномерно осажден на поверхность тела 10 способами, известными в данной области техники. Предпочтительно слой осаждают плазменным напылением на поверхность 15 периметра тела электрода в соответствии с процедурой, указанной в примере 2 и обсуждаемой ниже. В другом варианте воплощения слой можно осадить способами гальваностегии. Термин "равномерная толщина" будет определен ниже как средняя толщина в диапазоне 0,00762-0,0762 см (0,003-0,030 дюйма). Меньшая толщина может привести к образованию неудовлетворительного слоя на всей поверхности, а большая толщина может привести к недостаточному сцеплению с поверхностью электрода. Хотя термин "сплав" здесь преимущественно рассматривается как образование, включающее в себя два или более металла, которые химически сплавлены с исходным металлом с образованием нового металла, при описании изобретения также предполагается, что этот термин будет относиться и к единственному металлу, такому, как тантал. Предпочтительно первый слой 40 сплава содержит достаточные количества, чтобы в результате менее чем 2000 частей нитрида иттрия и кремния на миллион было в слитке.
Источник питания 27, имеющий мощность, обеспечивающую подачу напряжения 60 В или менее при токе менее 20000 А, предусматривается в предлагаемом техническом решении для плавки исходного металла 5, который представляет собой тантал, и первого сплава 40.
Авторы изобретения обнаружили, что путем нанесения равномерного покрытия на боковую поверхность тела 10 электрода получают подходящую сфокусированную дугу, при заземляющем источнике 30, который способствует перемешиванию ванны расплавленного металла с одновременным добавлением непрерывного потока исходного металла и первого сплава в ванну расплавленного металла.
Обращаясь к фиг. 3, отмечаем, что здесь изображен другой вариант воплощения расходуемого электрода, при котором он получен согласно процедуре, указанной в примере 3. Второй слой 45 сплава наносили на периметр 15 до достижения равномерной толщины. Как указано выше, авторы изобретения выдвигают теоретическое положение о том, что нанесение второго слоя дополнительно снижает неустойчивость при дугообразовании. Второй слой сплава также может привести к улучшенной зернистой структуре благодаря более равномерному распределению сплавляемых элементов в слитке.
Материал второго слоя предпочтительно идентичен или аналогичен исходному металлу. В целях упрощения использовали тантал и в качестве исходного металла, и в качестве покрытия второго слоя.
Обращаясь к фиг. 4A и 4B, отмечаем, что здесь представлены две полосовые диаграммы, иллюстрирующие требования к напряжению и силе тока в случае известного расходуемого электрода, изображенного на фиг. 1, при использовании тантала в качестве исходного материала. Как можно легко заметить, был применен средний заряд 18251 А и было применено среднее напряжение 46 В. Посредством приведенных кривых продемонстрировано, что отклонение напряжения от среднего значения составляло около 4,5 В. Очевидно, что дорогостоящее уменьшение массы стенок тигля привело к тому, что поверхность слитка оказалась шероховатой, а выход годной продукции после механической обработки слитка составил 89% веса отвержденного слитка. Достигнутая максимальная скорость плавления составляла 14,5 кг (32 фунта) в минуту. Авторы изобретения полагают, что неустойчивое дугообразование вызвано наличием полос сплава, приваренных по периметру поверхности расходуемого электрода и представляющих собой маршрут наиболее низкого электрического сопротивления на "землю".
Обращаясь к фиг. 5A и B, отмечаем, что здесь представлены две полосовые диаграммы, иллюстрирующие напряжение и силу тока в случае расходуемого электрода, показанного на фиг. 2. Как обсуждается ниже в примере 2, эталонную смесь сплава кремния, нитрида иттрия и тантала наносили путем покрытия напылением до толщины около 0, 0762 см (0,030 дюйма). Использовали пониженные уровни и среднего напряжения - 41 В, и среднего тока - 16707 А. Были также достигнуты стандартные отклонения напряжения - 4,44 В и тока - 116 А. Это составляет снижение в 12% от среднего значения напряжения в вольтах и снижение в 8% силы тока, требуемых для плавки электрода.
Для общего веса слитка 1740,4 кг (3837 фунтов) была достигнута повышенная максимальная скорость плавки 20,9 кг (46 фунтов) в минуту. Это представляет собой увеличение скорости плавки по сравнению с электродом, показанным на фиг. 4, примерно на 43%. Надлежащее дугообразование от передней части электрода привело к потребности механической обработки в уменьшенном объеме, требуемой для поверхности слитка, и конечному выходу годной продукции по весу в размере 93,6% веса отвержденного слитка.
Обращаясь теперь к фиг. 6A и 6B, отмечаем, что здесь представлены полосовые диаграммы использования мощности для показанного на фиг. 3 расходуемого электрода с покрытием в два слоя. Повышение устойчивости дуги по сравнению с электродом, показанным на фиг. 3, выразившееся в возникающем при дугообразовании стандартном отклонении в 44% от среднего напряжения 41 В, было достигнуто за счет применения слоя 45. Кроме того, авторы изобретения обнаружили, что нанесение второго слоя 45 на расходуемый электрод 10 также приводит к предельному повышению скорости плавления величиной около 4% по сравнению со скоростью плавки в случае показанного на фиг. 2 электрода с покрытием в один слой.
Обращаясь к фиг. 7, отмечаем, что здесь показана микрофотография зернистой структуры слитка, отожженного в соответствии с процедурой, о которой идет речь в примере 1. Очевидны и большой размер зерен, и незавершенный отжиг.
Авторы изобретения полагают, что характеристика равномерного дугообразования электродов, о которых идет речь в примерах 2 и 3, облегчает перемешивание и равномерное распределение сплава в ванне расплавленного слитка. Установлено, что наличие некоторых количеств кремния и нитрида иттрия в матрице тантала закрепляет границы зерен, препятствуя тем самым росту зерен в случае воздействия температур отжига. (См. патент США N 5171379, целиком переуступленный владельцу настоящего изобретения, Кабот Корпорейшн). Фиг. 8A и 8B иллюстрируют отожженный материал слитков, полученных с помощью расходуемых электродов в соответствии с примером 2. Совершенно очевидна однородная зернистая структура. Это является отличием от увеличенного и более равномерного размера зерен, показанных на фиг. 7.
Вышеуказанные технические задачи, преимущества и описания подтверждаются нижеследующими примерами, не носящими ограничительный характер.
Пример
1
Тело расходуемого металлического электрода весом 1523 кг (3357 фунтов) получали, подвергая порошок слитка тантала прессованию и экструзии
известными способами с целью получения сегмента
электрода, имеющего диаметр около 22,86 см (9 дюймов) (для слитка диаметром 33 см (13 дюймов)). Тело электрода было в основном цилиндрическим по форме,
с поверхностью периметра и передней частью. В
соответствии с известными способами к периметру электрода были приварены расположенные прямоугольником прутки сплава. Прутки имели общее содержание
сплава менее 2000 частей на миллион, при наличии
около 400 частей нитрида иттрия на миллион и 100 частей кремния на миллион. Тело электрически изолировали и устанавливали с помощью опорных элементов
в тигле и печи. Перед образованием дуги из корпуса
печи, вмещающего и тело электрода, и тигель, откачивали воздух путем понижения давления примерно до 0,267-1,067 Па (2•10-3
-8•10-3 торр). Вместо этого, воздух можно
заменить таким инертным газом, как аргон.
После взвешивания электрода к электроду прикладывали пусковой ток в диапазоне 2000-2500 кА и происходил пробой дугой диаметром около 1,27 см (0,5 дюйма). В результате дугообразования между передней частью электрода и заземляющим источником на дне тигля образовывалась небольшая ванна расплавленного металла в принимающем тигле на плите из тантала весом около 138,8 кг (306 фунтов). Перемешивание ванны расплавленного металла происходило в результате перемещения дуги над поверхностью передней части электрода. Заземляющий источник был выполнен из малого количества исходного металла.
После прохождения 56 минут характеристики тока расплава стабилизировались на пологом участке, соответствующем значению около 18500 А. Задействовали механизм непрерывного привода электрода, который поддерживал переднюю часть электрода на расстоянии около 1, 27 см (0,5 дюйма) от поверхности ванны расплавленного металла. Напряжение изменялось у среднего значения 46,13 В до максимального напряжения 55,30 В и минимального напряжения 35,40 В за период плавки 114 минут.
Характер источника питания в общем известен специалистам в данной области техники и отличается тем, что источник способен подавать надлежащий заряд 20000 А или менее при напряжении около 60 В.
В процессе работы температура дуги способствовала плавке электрода, происходившей в его передней части. Расплавленный исходный металл собирался в тигле под действием силы тяжести. Ванне расплавленного металла затем давали остыть при температуре окружающей среды перед тем, как отрезать плиту от слитка. Слиток весил 1336,75 кг (2947 фунтов). Затем слиток очищали и подвергали его поверхность механической обработке с целью обеспечения гладкости. Полученный окончательный вес был равен 1190,2 кг (2624 фунта), что составляет около 89% отвержденного слитка.
Слиток имел величину твердости по Бринеллю в диапазоне 3,8-4,5. Затем слиток перерабатывали в желаемый деформируемый продукт.
В одном варианте аналитические параметры образцов, взятых из деформируемого изделия, показали наличие 9-13 весовых частей углерода на миллион, 64-127 весовых частей кислорода на миллион, 9 весовых частей азота на миллион, 4 весовые части водорода на миллион, 1-15 весовых частей кремния на миллион и около 5 весовых частей иттрия на миллион.
Процедура определения твердости.
Деформируемый продукт затем разрезали в радиальном направлении и брали образцы поперек диаметра сечения. Величины твердости по Роквеллу по шкале В получали, используя методологию, которая соответствует документу E-18 "Стандартные методы испытаний" Американского общества по испытанию материалов (ASTM).
Пример 2
Посредством способа, указанного в примере 1, получили расходуемый электрод,
имеющий общий вес 1339,5 кг (2953 фунта). Эталонную смесь сплавляемых
металлов и порошка тантала готовили, смешивая 0,58 кг (1,28 фунта) кремния, 0,14 кг (0,32 фунта) нитрида иттрия и 2,5 кг (5,59
фунта) тантала. Перед нанесением смеси сплава на слиток, этот слиток
очищали и подвергали пескоструйной обработке. Затем слиток центровали на токарном станке, который перемещал плазменную пушку в
осевом направлении во время напыления. После этого методом плазменного
напыления наносили эталонную смесь на поверхность тела электрода в защитной атмосфере аргона. Толщина покрытия составляла
примерно от 0,0127 см до 0,0762 см (0,005-0,030 дюйма).
Затем тело электрода с нанесенным покрытием помещали в вакуумную дуговую электропечь для переплавки, где тело электрода закрепляли с помощью неэлектропроводного электродержателя и подключали к источнику исходного заряда величиной примерно 2000-2500 А. Устойчивого значения силы тока 16707 А достигали через 17 минут. Применяли напряжение средней величины 40,80 В с максимумом 49,40 В и минимумом 32,10 В. Получающийся в результате воздействия температуры возникающей дуги расплавленный металл под действием силы тяжести попадал в тигель, где отверждался. После отрезания плиты слиток весил 981,6 кг (2164 фунта). Затем слиток очищали и механически обрабатывали поверхность до достижения гладкости, вследствие чего его окончательный вес составлял 918,5 кг (2025 фунтов) или 93,6% исходного веса отвержденного слитка.
Слиток имел твердость по Бринеллю 4,5-4,7. Затем (после определения твердости) слиток перерабатывали в деформируемые продукты.
Пример 3
Посредством способа, указанного в примере 2, получили расходуемый электрод, имеющий вес 1595,7 кг (3518
фунтов). Эталонную смесь сплавляемых металлов и порошка тантала готовили, смешивая 0,58 кг (1,28
фунта) кремния, 0,14 кг (0,32 фунта) нитрида иттрия и 2,53 кг (5,59 фунта) тантала. Затем методом
плазменного напыления наносили эталонную смесь на поверхность тела электрода в защитной атмосфере
аргона, в соответствии со способом, указанным в примере 2. Толщина покрытия составляла примерно от 0,
0127 см до 0,0762 см (0,005-0,030 дюйма). Второй слой порошка тантала наносили методом плазменного
напыления до достижения толщины 0,0127-0,0762 см (0,005-0,030 дюйма). Потом тело электрода с двумя
слоями покрытия помещали в вакуумную дуговую электропечь для переплавки, где тело электрода крепили с
помощью неэлектропроводного электрододержателя и подключали к источнику исходного заряда
величиной примерно 2000-2500 А. Устойчивого значения силы тока достигали через 14 минут. Среднего значения силы
тока 16740 А достигали при среднем напряжении 42,34 В. После механического удаления
неровностей поверхности и отделения плиты слиток имел окончательный вес около 1428,80 кг (3150 фунтов) или 92,5%
веса отвержденного слитка.
Слиток имел величину твердости по Бринеллю 4,6-4,8. Затем (после определения твердости) слиток перерабатывали в деформируемые продукты.
Реферат
Группа изобретений относится к способу получения сплавов, в частности к способу плавки с расходуемым электродом. По способу формования деформируемого продукта из исходного металла, такого, как тантал, ниобий или их сплавы, расходуемый электрод покрывают по меньшей мере одним слоем сплава с помощью средства, обеспечивающего его равномерную толщину. К телу электрода подводят мощность, достаточную для дугообразования, заставляющего плавиться исходный металл и слой сплава с образованием ванны расплавленного металла в тигле. Равномерный слой на теле электрода представляет собой средство подачи минимальных количеств сплава в большее количество исходного металла и облегчает равномерное и надлежащее дугообразование, которое способствует перемешиванию сплава и исходного материала в тигле. Тело электрода расходуется с повышенной скоростью без связанного с этим уменьшения выхода годной продукции по окончательному весу слитка. Расплавленному металлу дают затвердеть с образованием слитка. После этого слиток перерабатывают в деформируемый продукт. Желаемый технический результат - равномерное распределение желаемого количества сплава в большом количестве исходного металла одновременно с расплавом тела расходуемого электрода, создание гладкой дугообразующей поверхности электрода, на которой нет выступов и которая минимизирует дугообразование в направлении боковых стенок тигля. Кроме того, группа изобретений позволяет разработать средство перемешивания расплавленного сплава с расплавленным исходным материалом без внесения загрязнений из тигля в ванну расплава металла. 5 с. и 19 з.п.ф-лы, 12 ил.
Комментарии