Способ размерного микрошлифования изделий, устройство для его осуществления и приспособление для крепления обрабатываемых изделий - RU2165837C1
Код документа: RU2165837C1
Чертежи
















Описание
Изобретение относится к обработке изделий из сверхтвердых и хрупких материалов, а более конкретно - к способу размерного микрошлифования изделий, устройству для его осуществления и приспособлению для крепления обрабатываемых изделий.
Наиболее эффективно настоящее изобретение может быть использовано в промышленности для высокопроизводительного шлифования изделий из любых твердых материалов, в частности из конструкционной керамики, твердых ювелирных камней (например, алмазов), оптических, микроэлектронных материалов и тому подобного.
В настоящее время стало возможным обрабатывать высокотвердые хрупкие материалы так, что преобладающим механизмом удаления материала становится не хрупкое разрушение, а пластическое течение. Этот процесс известен как шлифование в режиме пластичности. Когда высокотвердые хрупкие материалы шлифуют в режиме пластической деформации, получается поверхность примерно с такими же характеристиками, как после полирования и притирки. Однако в отличие от последних микрошлифование в режиме пластичности - это размерно-регулируемый процесс, пригодный для обработки высокоточных изделий и деталей сложной формы. При размерно-регулируемом микрошлифовании изделий из сверхтвердых и хрупких материалов в режиме пластичности основным условием является необходимость снятия с обрабатываемой поверхности каждым режущим зерном производящей инструментальной поверхности пластически деформированной единичной стружки, то есть без потери упругости в обрабатывающей системе станка. Этого можно добиться путем подбора параметров интенсивности съема припуска, задаваемых упругой обрабатывающей системе станка и включающих скорость вращения шлифовального круга, скорость продольного перемещения точки касания каждого режущего зерна производящей инструментальной поверхности с обрабатываемой поверхностью по траектории производящей инструментальной поверхности в плоскости формообразования, глубину дискретных врезных подач для съема припуска в каждом проходе, осуществляемых в момент реверса указанных продольных перемещений, количества проходов и расположения траектории этих перемещений и других параметров.
Известно, что пластически деформированная единичная стружка дискретно образуется при механической обработке сверхтвердых и хрупких материалов, если съем материала единичным зерном достаточно мал (глубина резания менее 1 мкм) (Toh S.B. and McPherson R., 1986, "Fine Scale Abrasive Wear of Ceramics a Plastic Cutting Process", Science of Hard Materials, Jnst. Phys. Conf. Serf. N 75, Chap. 9, Adam Hilger, Ltd., Rhodes, pp. 865-871). При этом любой материал с твердой структурой может удаляться механической обработкой в режиме пластического течения. Однако различные сверхтвердые и хрупкие материалы обладают различными физическими свойствами, в результате чего достаточно сложно подобрать указанные параметры интенсивности съема припуска так, чтобы каждое режущее зерно производящей инструментальной поверхности в каждом проходе снимало с обрабатываемой поверхности пластически деформированную единичную стружку, так как эти материалы, как правило, обладают высокой анизотропией физических свойств в различных кристаллографических плоскостях даже в одном изделии.
Известна теория поведения твердых тел в условиях локальных сверхвозбужденных состояний. Эта теория подтверждает возможность пластической деформации твердых тел без разрушения сплошности основного кристалла (журнал "Физика", Известия высших учебных заведений, N 1, 1998, с. 7-34).
Известен способ микрошлифования плоских поверхностей и устройство для его осуществления (RU 2035287 C1), принятое нами за прототип. Указанный способ предназначен для размерного микрошлифования изделий, преимущественно, из сверхтвердых и хрупких материалов посредством упругой обрабатывающей системы станка с программным управлением, имеющего производящую инструментальную поверхность со связанными режущими зернами, включающий введение в программу упругой обрабатывающей системы станка предела упругости системы на сжатие и расчетных параметров интенсивности съема припуска с обрабатываемой поверхности заготовки изделия, осуществления шлифования обрабатываемой поверхности заготовки изделия путем сложного движения, являющегося результатом вращательного движения производящей инструментальной поверхности, многопроходных реверсивных продольных перемещений точки касания обрабатываемой поверхности с производящей инструментальной поверхностью по расчетной траектории производящей инструментальной поверхности и осуществляемых в момент реверса врезных подач по нормали к плоскости формообразования до получения готового изделия с заданными размерами и заданной высотой микронеровностей (Rz) на обработанной поверхности готового изделия.
Устройство для осуществления указанного способа содержит станок, упругая обрабатывающая система которого содержит закрепленное на станке приспособление для крепления режущего инструмента, имеющего производящую инструментальную поверхность со связанными режущими зернами. Под этим приспособлением размещен суппорт, на котором установлен стол с приспособлением для крепления обрабатываемого изделия. При этом устройство имеет привод продольного перемещения стола в плоскости формообразования по координатной оси X станка, привод продольного перемещения суппорта со столом в плоскости формообразования по координатной оси Y станка, привод перемещения суппорта со столом по координатной оси Z станка, а также привод вращения приспособления для крепления режущего инструмента. Кроме того устройство содержит средство числового программного управления, управляющие выходы которого электрически связаны с соответствующими приводами вращения приспособления для крепления режущего инструмента и перемещения стола и приспособления для крепления обрабатываемого изделия по координатным осям X, Y, Z станка.
При использовании указанного устройства и осуществлении указанного способа параметры интенсивности съема припуска рассчитывают по литературным источникам с учетом среднестатистических характеристик физических свойств материала обрабатываемого изделия и материала производящей инструментальной поверхности, а также с учетом среднестатистических паспортных данных статических и динамических характеристик шлифовального станка из условия снятия пластически деформированных стружек одним режущим зерном производящей инструментальной поверхности за один оборот шлифовального круга, предполагая, что все режущие зерна на протяжении всего периода стойкости шлифовального круга будут неизменно осуществлять резание аналогичным образом без нарушения упругих свойств обрабатывающей системы. Однако в указанном устройстве отсутствуют средства технологической диагностики процесса микрошлифования. Это исключает возможность получать оперативную, достоверную и достаточную для последующего целенаправленного использования информацию о состоянии всех составляющих упругой обрабатывающей системы в любой текущий момент времени обработки. Поэтому при реальном использовании указанного устройства осуществление указанного способа характеризуется нестабильным состоянием упругой обрабатывающей системы. При этом становится вероятным потеря упругих свойств в обрабатывающей системе и, как следствие, на обрабатываемой поверхности возможно появление рисок, трещин и сколов и тому подобных местных дефектов, снижающих качество обрабатываемого изделия и требующих дополнительных ручных операций по доводке, а это, в свою очередь, приводит к нарушению геометрической формы обрабатываемого изделия и невозможности получения заданных выходных параметров (размеров) готового изделия.
Это связано с существенным несоответствием в каждой точке касания производящей инструментальной поверхности с обрабатываемой поверхностью фактических физических параметров процесса резания и связанных с ними температурных, силовых, деформационных и других параметров упругой обрабатывающей системы априорно заданным значениям этих параметров, которые жестко закладывались в программу управления режимами интенсивности съема припуска на предварительной стадии перед началом обработки. Например, в реальных условиях шлифования режущие зерна производящей инструментальной поверхности имеют различную высоту выступающей из связки части, а следовательно, каждое режущее зерно будет осуществлять резание в различных условиях, при этом рассчитанные и заданные обрабатывающей системе шлифовального станка параметры интенсивности съема припуска не могут учесть этого фактора в реальных условиях обработки. В результате этого в процессе шлифования будет иметь место случайный характер образования единичных стружек, а именно какое-то зерно будет образовывать пластически деформированные единичные стружки, а какое-то зерно будет хрупко разрушать обрабатываемую поверхность. Кроме того, использование указанного устройства при осуществлении указанного способа не дает возможности определить соответствуют ли фактические параметры интенсивности съема припуска их расчетным параметрам, в результате чего после окончания процесса шлифования получается изделие, геометрические размеры которого не соответствуют заданным. При этом имеется возможность обрабатывать только плоские поверхности изделий.
В настоящем изобретении поставлена задача создать такие способ и устройство для шлифования изделий, преимущественно из сверхтвердых и хрупких материалов, которые позволили бы обрабатывать высокоточные изделия сложной формы в режиме пластического микрошлифования без хрупкого разрушения обрабатываемой поверхности с обеспечением высокого качества поверхностей готового изделия, по существу соответствующего ручной обработке, и его гарантированными размерами.
Поставленная задача решена созданием способа размерного микрошлифования изделий, преимущественно, из сверхтвердых и хрупких материалов посредством упругой обрабатывающей системы шлифовального станка с программным управлением, имеющего производящую инструментальную поверхность со связанными режущими зернами, включающий введение в программу упругой обрабатывающей системы станка предела упругости системы на сжатие, заданных размеров готового изделия, заданной высоты микронеровностей на обработанной поверхности готового изделия, расчетных параметров интенсивности съема припуска с обрабатываемой поверхности заготовки изделия, осуществление шлифования обрабатываемой поверхности заготовки изделия путем сложного движения, являющегося результатом вращательного движения производящей инструментальной поверхности, многопроходных реверсивных продольных перемещений точек касания обрабатываемой поверхности с производящей инструментальной поверхностью по расчетной траектории производящей инструментальной поверхности и осуществляемых в момент каждого реверса врезных подач по нормали к плоскости формообразования до получения готового изделия, в котором, согласно изобретению, перед шлифованием на производящей инструментальной поверхности формируют режущие зерна, вершины которых выступают из связки на одинаковую высоту, а в процессе шлифования многопроходные реверсивные продольные перемещения в плоскости формообразования в каждом проходе осуществляют дискретно с шагом, по существу равным заданной высоте микронеровностей на обработанной поверхности готового изделия, при этом в каждом проходе в каждой указанной точке касания обрабатываемой поверхности с указанной вершиной каждого режущего зерна производящей инструментальной поверхности непрерывно измеряют величину статической и величину динамической составляющих силы резания и по результатам измерений в каждой указанной точке непрерывно определяют величину статической составляющей упругой деформации обрабатывающей системы и величину ее динамической составляющей, при этом в процессе указанных измерений определяют момент появления периодически равномерной величины динамической составляющей силы резания, соответствующий моменту выхода обрабатывающей системы станка на управляемый режим шлифования, при котором непрерывно осуществляют корректировку по меньшей мере одного из параметров интенсивности съема припуска так, чтобы в каждой указанной точке касания величина динамической составляющей упругой деформации обрабатывающей системы не превышала заданную высоту микронеровностей на обработанной поверхности готового изделия, а сумма величин статической составляющей и динамической составляющей упругой деформации обрабатывающей системы станка не превышала заданного предела упругости на сжатие этой системы.
Предлагаемый способ реализует принципиально новую модель физической мезомеханики дискретного и пластичного периодического образования множества единичных пластически деформированных стружек, с линейными размерами каждой из них мезомасштабного уровня только в результате накопленной усталости от возвратно-поворотных мод деформации при внешнем упорядоченном динамическом воздействии на обрабатываемую поверхность только импульсных микроконцентраторов касательных напряжений.
При этом предлагаемый способ позволяет осуществить модель физической мезомеханики пластического
деформирования
твердоструктурных
и
хрупких материалов и
минералов (например, алмазов) в процессе размерно-регулируемого бездефектного микрорезания в упругой технологической системе, составные
звенья которой
включают в себя:
- упорядоченное и в
пространстве системы координат станка и во времени динамическое нагружение упругой обрабатывающей системы определенной
последовательностью импульсных
воздействий на
обрабатываемую
поверхность
заготовки изделия микроконцентраторов касательных напряжений в точках одноразового контакта с соответствующей
последовательностью вершин режущих зерен на
вращающейся
производящей
инструментальной
поверхности для обеспечения локальной потери сдвиговой устойчивости только в кристаллической решетке и
соответствующего самоорганизующегося формирования по
схеме
"сдвиг плюс поворот"
унитарного
ячеистого поля на обрабатываемой поверхности в виде множества единичных мезообъемов на площади
макромасштабного уровня от каждого единичного внешнего
импульсного
воздействия
микроконцентратора
касательного напряжения;
- периодический съем припуска с обрабатываемой поверхности
заготовки изделия в виде одновременного удаления множества
единичных
пластически
деформированных стружек с
мезомасштабным уровнем каждой такой единичной стружки как результат синхронного окончания
процесса накопления усталости от возвратно-поворотных мод
деформации
на границах
каждого отдельного и всего
множества указанных единичных мезообъемов в унитарном ячеистом поле;
- идентификацию соответствия фактической физической модели
микрорезания с
заданной моделью по
наличию в установившемся
режиме съема припуска автоколебательного характера динамической составляющей
упругих деформаций в технологической системе с равными
амплитудами
колебаний, соответствующими
линейным размерам указанной
пластически деформированной единичной стружки, и частотой, соответствующей
времени "жизни" каждого указанного возвратно-поворотно
движущегося единичного мезообъема в
указанном унитарном ячеистом поле;
- определение времени задержки - интервала времени переходных
процессов резания в упругой обрабатывающей системе, а
также определение статической
составляющей упругой деформации этой
системы;
- уточнение размерной настройки упругой обрабатывающей
системы с учетом статической составляющей ее упругой
деформации;
- непрерывную
корректировку режимов интенсивности
съема припуска для стабилизации в упругой обрабатывающей системе заданных
выходных параметров обработки.
Таким образом, осуществление предлагаемого способа позволяет реализовать обобщенную концепцию технологической диагностики, формализующей физические процессы и условия бездефектного микрорезания с получением оперативной, достоверной и достаточной для последующего целенаправленного использования информации о состоянии всех составляющих звеньев упругой обрабатывающей системы в любой текущий момент времени размерно-регулируемого микрошлифования твердоструктурных и хрупких материалов и минералов (например, алмазов) и на основе информации о динамических и статических составляющих упругих деформаций в обрабатывающей системе обеспечить устойчивое получение заданных выходных параметров обработки за счет самонастраивающегося компьютерного управления режимами интенсивности съема припуска в каждой точке касания каждой вершины режущего зерна производящей инструментальной поверхности с обрабатываемой поверхностью.
Осуществление предлагаемого способа позволяет находить такие области режимов интенсивности съема припуска, определять и реализовывать в этих областях такой порядок дозированного динамического воздействия каждого режущего зерна производящей инструментальной поверхности на обрабатываемую поверхность, которые обеспечивают устойчивую периодичность процесса самоорганизующегося образования, развития и удаления пластически деформированных слоев ячеистой структуры мезомасштабного уровня в каждом таком слое путем постепенного в течение времени каждого такого периода накопления усталости только от возвратно-поворотных мод пластической деформации на границах каждой единичной ячейки в каждом указанном слое с ячеистой структурой и окончанием каждого указанного периода соответствующим мгновенным (импульсным) удалением с обрабатываемой поверхности каждого указанного пластически деформированного слоя площадью макромасштабного уровня в виде множества единичных пластически деформированных стружек.
В результате этого при осуществлении предлагаемого способа исключается хрупкое разрушение обрабатываемой поверхности и возникновение на ней рисок, трещин, сколов и тому подобных дефектов, что позволяет получать высокое качество поверхностей обрабатываемого изделия без дополнительных ручных операций.
Кроме того, дифференциальный учет динамической составляющей упругой деформации обрабатывающей системы позволяет обеспечить заданную высоту микронеровностей (Rz) на обработанной поверхности готового изделия, а учет статической составляющей упругой деформации позволяет обрабатывать высокоточные изделия и детали сложной формы в режиме пластического микрошлифования с высокой точностью получения заданных размеров. При этом появляется возможность отследить динамику поведения упругой обрабатывающей системы для обеспечения стабильного образования пластически деформированной единичной стружки с учетом фактического состояния режущей способности вершин режущих зерен производящей инструментальной поверхности, что исключает возможность образования вышеуказанных дефектов на обрабатываемой поверхности в виде хрупкого разрушения вследствие какого-либо случайного локального превышения предела упругости и соответствующего нарушения упругих свойств обрабатывающей системы.
Для ускорения процесса предварительного нагружения обрабатывающей системы потенциальной энергией ее упругого статического сжатия в направлении по нормали к плоскости формообразования режимами интенсивности съема предварительной части припуска до уровня, идентифицируемого появлением равномерной и амплитуды и частоты колебаний динамической оставляющей силы резания, а также с целью идентификации в реальном масштабе времени микрорезания с точностью микромасштабного уровня параметров интенсивности съема основной части припуска для установившегося размерно-управляемого и бездефектного микрошлифования с учетом фактических характеристик конкретной упругой обрабатывающей системы, в том числе и с учетом физических анизотропных характеристик конкретно обрабатываемого материала и фактического состояния режущей способности вершин режущих зерен на производящей инструментальной поверхности, целесообразно врезную подачу в момент каждого реверса осуществлять дискретно с шагом, по существу равным расстоянию между атомами кристаллической решетки материала обрабатываемого изделия, при этом глубину врезных подач от прохода к проходу уменьшать по закону убывающей геометрической прогрессии.
Для улучшения управляемости динамическим воздействием на упругую обрабатывающую систему при многопроходном микрошлифовании целесообразно режущие зерна, вершины которых выступают из связки на одинаковую высоту, формировать на производящей инструментальной поверхности путем выполнения на этой поверхности радиально расположенных выступов, вершины которых лежат в одной плоскости, совпадающей с плоскостью формообразования.
При однопроходном микрошлифовании для удаления максимально возможного припуска желательно производящей инструментальной поверхности придавать форму усеченного конуса, меньшее основание которого обращено в сторону обрабатываемой поверхности заготовки изделия, при этом режущие зерна, вершины которых выступают из связки на одинаковую высоту, формировать на производящей инструментальной поверхности путем выполнения на этой поверхности радиально расположенных выступов, вершины которых лежат на образующих указанного конуса.
Для
обеспечения заданной высоты микронеровностей (Rz) на окончательно обработанной
поверхности благоприятно
продольное
перемещение каждой точки
касания обрабатываемой поверхности с
производящей инструментальной поверхностью по расчетной траектории производящей инструментальной
поверхности осуществлять со
скоростью,
которую определяют из
соотношения:
V = Rz
·f,
где V - скорость продольного перемещения каждой указанной точки касания,
мкм/сек;
Rz
- заданная
высота
микронеровностей на обработанной поверхности готового
изделия, мкм;
f - количество указанных точек касания обрабатываемой поверхности с
производящей инструментальной
поверхностью в
одну
секунду.
Целесообразно величину
статической составляющей упругой деформации обрабатывающей системы определять путем непрерывной
фиксации в каждом проходе в каждой
указанной
точке
касания обрабатываемой поверхности с вершиной
каждого режущего зерна производящей инструментальной поверхности статической составляющей силы резания
в направлении нормали к плоскости
формообразования, непрерывного определения закона изменения
суммы указанных составляющих от прохода к проходу, непрерывного сравнения этого закона с заданным законом
изменения от прохода к проходу
глубины врезных подач и непрерывного нахождения интервала
времени до начала соответствия этих законов, при этом указанный интервал времени пропорционален величине
статической составляющей упругой
деформации обрабатывающей системы станка по соотношению:

где Δ - величина статической составляющей упругой деформации, мкм;
δ - глубина врезной подачи в момент выхода обрабатывающей системы станка на управляемый режим шлифования, мкм;
V - заданная скорость продольного перемещения указанных точек касания, мкм/сек;
T - найденный интервал времени, сек;
L - заданная длина расчетной траектории одного прохода, мкм.
Желательно
величину динамической составляющей упругой деформации
определять из соотношения:

где λ - величина динамической составляющей упругой деформации, мкм;
Pд - величина динамической составляющей силы резания, кгс;
Pс - величина статической составляющей силы резания;
Δ - величина статической составляющей упругой деформации, мкм.
С целью устойчивого управления
съемом основной
части припуска в
стабильном режиме
бездефектного микрошлифования твердоструктурных
материалов и минералов с изотропными характеристиками в каждой локальной точке одноразовой встречи
обрабатываемой
поверхности с
каждой соответствующей
вершиной режущего зерна на расчетной траектории
производящей инструментальной поверхности благоприятно в процессе продольного перемещения указанных
точек
касания
обрабатываемой поверхности с
производящей инструментальной поверхностью по расчетной
траектории производящей инструментальной поверхности в каждом проходе от реверса до реверса
осуществлять
дополнительные дискретные врезные
подачи по нормали к плоскости формообразования с частотой,
равной частоте воздействия указанных режущих зерен на обрабатываемую поверхность, и с
шагом,
определяемым из соотношения:

где S - шаг дополнительной дискретной врезной подачи, мкм;
Δ - величина статической составляющей упругой деформации, мкм;
T - найденный интервал времени, сек;
f - количество указанных точек касания обрабатываемой поверхности с производящей инструментальной поверхностью в одну секунду.
Для обеспечения поддержания режущей способности производящей инструментальной поверхности на уровне, обеспечивающем создание заданной величины статической составляющей упругой деформации обрабатывающей системы, желательно в качестве параметра интенсивности съема припуска при выходе обрабатывающей системы станка на управляемый режим шлифования корректировать скорость вращения производящей инструментальной поверхности путем увеличения этой скорости.
В том случае когда в процессе обработки изделия возникает неблагоприятное влияние температурных деформаций, целесообразно в качестве параметров интенсивности съема припуска при выходе обрабатывающей системы станка на управляемый режим шлифования одновременно корректировать три параметра интенсивности путем увеличения скорости вращения производящей инструментальной поверхности и скорости продольного перемещения указанных точек касания и уменьшения глубины врезных подач в моменты реверса.
Возможно, в качестве параметра интенсивности съема припуска при выходе обрабатывающей системы станка на управляемый режим шлифования корректируют скорость продольного перемещения каждой точки касания обрабатываемой поверхности с производящей инструментальной поверхностью путем увеличения этой скорости по мере увеличения радиуса расположения каждой точки касания относительно оси вращения производящей инструментальной поверхности. Это позволяет стабилизировать интенсивность съема припуска и обеспечить постоянство величины статической составляющей упругой деформации в процессе продольного перемещения.
Для исключения образования дефектов в приповерхностном слое при обработке изделий, выполненных из анизотропных материалов, например, алмазных подложек, благоприятно в качестве параметра интенсивности съема припуска при выходе обрабатывающей системы станка на управляемый режим шлифования корректируют траекторию перемещения каждой точки касания обрабатываемой поверхности с производящей инструментальной поверхности по производящей инструментальной поверхности.
При обработке изделий сложной формы из анизотропного материала возможно в процессе шлифования дополнительно осуществлять согласованные в координатных осях обрабатывающей системы станка перемещения каждой точки касания обрабатываемой поверхности с производящей инструментальной поверхностью по образующим и направляющим линиям формы обрабатываемого изделия.
Используя предлагаемый способ возможно осуществлять все вышеописанные приемы применительно не только к обработке одного изделия, но и одновременно осуществлять шлифование обрабатываемой поверхности группы заготовок изделий, содержащей по меньшей мере две заготовки, при этом перед шлифованием в программу упругой обрабатывающей системы станка вводят пределы упругости системы, соответствующие каждой заготовке изделия. Таким образом, предлагаемый способ позволяет многократно повысить производительность за счет групповой обработки множества изделий независимо от сложности их формы и с учетом индивидуальных свойств материала каждого изделия с минимизацией их весовых потерь.
Желательно в процессе шлифования использовать по меньшей мере одну дополнительную производящую инструментальную поверхность, которую выполняют аналогично первой производящей инструментальной поверхности, при этом шлифование осуществляют последовательно каждой производящей инструментальной поверхностью. Это позволяет с высокой точностью при отсутствии дефектов в приповерхностном слое осуществлять групповую обработку сложнопрофильных изделий типа "ювелирная вставка" и других, например медицинских, изделий из анизотропных твердоструктурных и хрупких материалов и минералов (алмазов) в условиях совмещения операций предварительной и окончательной огранки со стабильным эстетическим качеством каждого отдельного изделия.
Таким образом, предлагаемый способ стабильно обеспечивает сверхточную и сверхвысококачественную обработку сложнопрофильных наукоемких изделий из наиболее труднообрабатываемых материалов и минералов (алмазов), и, тем самым, позволяет решить основную задачу создания соответствующего устройства для микрошлифования таких изделий, которое позволит обрабатывать высокоточные изделия и детали сложной формы в режиме размерно-регулируемого пластичного микрошлифования без хрупкого разрушения и других дефектов на окончательно обработанной поверхности с получением высокого качества и оптических характеристик поверхностей изделий с гарантированной суперпрецизионной точностью размеров заданной формы.
При этом
достигается:
- полное устранение микротрещин и других
дефектов с
получением оптических классов чистоты
обработанных поверхностей;
- высокое качество и размерная стабильность
обработки оптических
поверхностей на изделиях сложной формы с
минимизацией весовых
потерь независимо от уровня
квалификации оператора;
- снижение доли поверхностей, подвергшихся хрупкому
разрушению при
микрошлифовании до 3%;
- повышение
интенсивности обработки по
сравнению с полированием
и притиркой.
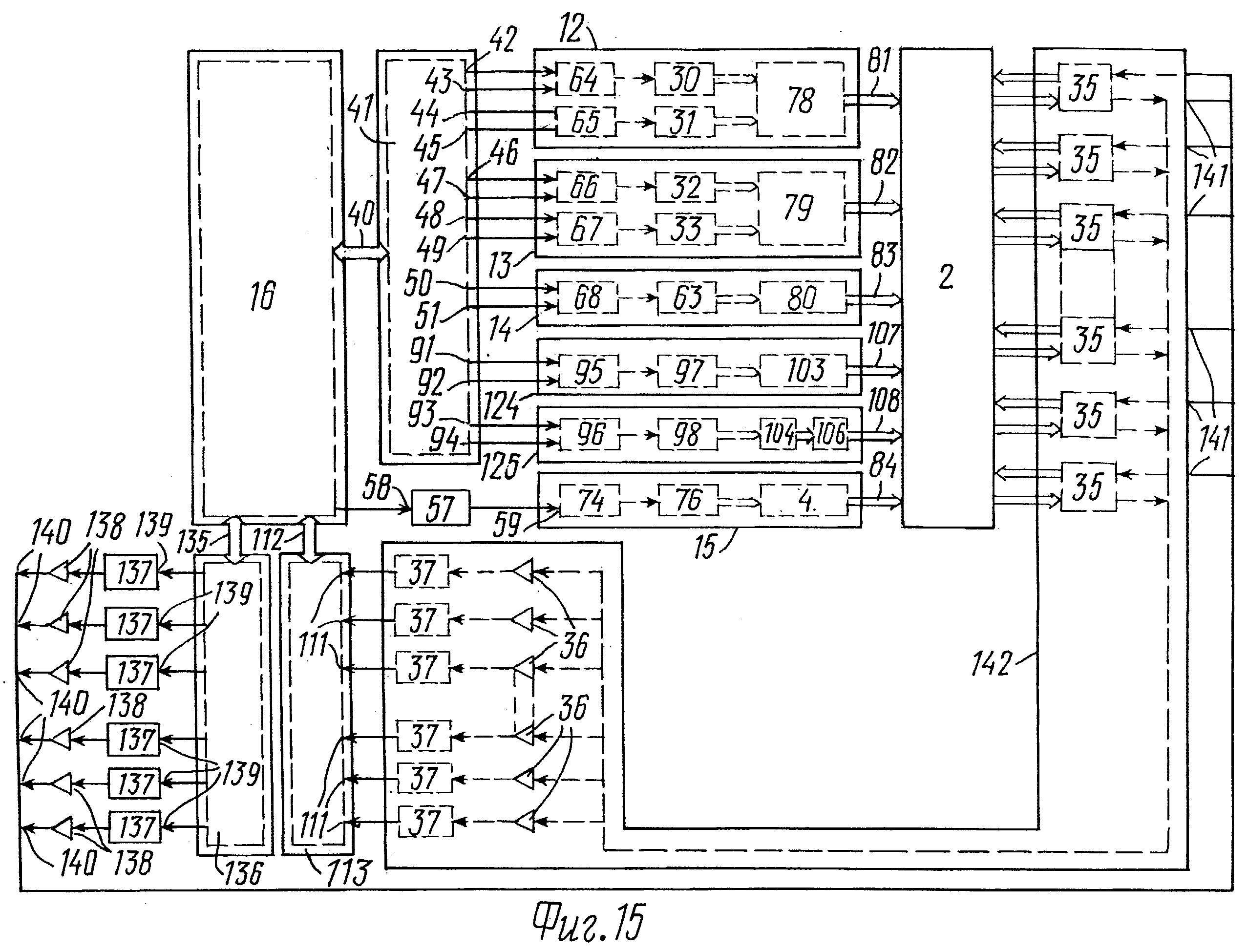
Поставленная задача решена также созданием устройства для микрошлифования изделий преимущественно из сверхтвердых и хрупких материалов, содержащего шлифовальный станок, упругая обрабатывающая система которого включает в себя закрепленное на станине приспособление для крепления режущего инструмента, имеющего производящую инструментальную поверхность со связанными режущими зернами, и размещенный под этим приспособлением суппорт, на котором установлен стол с приспособлением для крепления обрабатываемых изделий, при этом устройство имеет привод продольного перемещения стола в плоскости формообразования по координатной оси X станка, привод продольного перемещения суппорта со столом в плоскости формообразования по координатной оси Y станка, привод перемещения суппорта со столом по координатной оси Z станка по нормали к плоскости формообразования, привод вращения приспособления для крепления режущего инструмента и средство числового программного управления, управляющие выходы которого электрически связаны с соответствующими упомянутыми приводами вращения приспособления для крепления режущего инструмента и перемещения стола с приспособлением для крепления обрабатываемых изделий по координатным осям X, Y и Z станка, при этом согласно изобретению производящая инструментальная поверхность режущего инструмента имеет режущие зерна, вершины которых выступают из связки на одинаковую высоту, а каждый из приводов продольного перемещения стола с приспособлением для крепления обрабатываемых изделий в плоскости формообразования по координатным осям X и Y станка представляет собой привод суммарного механизма, содержащего планетарно-цевочный редуктор циклоидального зацепления с двумя входными звеньями, соединенными соответственно с двумя приводными двигателями, при этом устройство дополнительно снабжено системой оперативного контроля, имеющей электрическую цепь, содержащую последовательно подключенные пьезоэлектрический датчик силы, размещенный под обрабатываемым изделием в приспособлении для его крепления и преобразующий составляющую силы резания в каждой точке касания обрабатываемой поверхности с каждым режущим зерном производящей инструментальной поверхности в напряжение электрического тока, нормирующий усилитель напряжения и аналого-цифровой преобразователь, выход которого подсоединен к соответствующему входу средства числового программного управления, которое выполнено на базе компьютера и подключенного к нему через интерфейс связи многоканального линейного микроинтерполятора с буферной памятью, выходы которого подсоединены к соответствующим управляющим входам указанных приводов перемещения стола с приспособлением для крепления обрабатываемых изделий по координатным осям X, Y и Z станка, кроме того, указанная система содержит формирователь импульсов, несущих информацию о периодическом изменении величин статической и динамической составляющих силы резания, вход которого подсоединен к выходу нормирующего усилителя, и измеритель частоты динамической составляющей силы резания, вход которого подключен к выходу формирователя импульсов, а его выход подсоединен к соответствующему входу компьютера, при этом устройство снабжено цифроаналоговым преобразователем, вход которого подсоединен к соответствующему управляющему выходу компьютера, а выход преобразователя подсоединен к управляющему входу привода вращения приспособления для крепления режущего инструмента.
Такое конструктивное выполнение позволяет непрерывно контролировать процесс обработки в реальном масштабе времени и воздействовать на этот процесс путем изменения режимов интенсивности съема припуска для того, чтобы процесс всегда проходил в режиме размерно-регулируемого пластичного микрошлифования, в основе которого лежит принцип неразрывности периодического изменения потенциальной энергии сжатия в упругой обрабатывающей системе как следствие периодического дискретными порциями послойного съема припуска в виде множества единичных пластически деформированных стружек. При этом целенаправленным изменением интенсивности съема припуска достигается устойчивое регулирование как размерной настройкой обрабатывающей системы станка в каждый момент времени обработки путем изменения статической составляющей упругой деформации в обрабатывающей системе (определяющей размер формы поверхности обрабатываемого изделия), так и регулирование периодически изменяющейся динамической составляющей ее упругой деформации (определяющей высоту микронеровностей на обработанной поверхности) в условиях протекания процесса в области пластичного микрорезания.
Кроме того, предлагаемое устройство позволяет непрерывно в реальном масштабе времени обработки идентифицировать область бездефектного съема припуска в каждой точке касания путем непрерывного определения вычислительными операциями физического параметра процесса микрошлифования в виде величины интервала времени переходных процессов в упругой обрабатывающей системе станка, интегрально отображающего состояние ее упругих характеристик. Непрерывное существование указанного интервала времени, характеризующего динамику изменения потенциальной энергии сжатия упругой обрабатывающей системы в виде произведения времени каждого одного периода динамической составляющей на отношение между статической и динамической составляющими амплитуды ее упругих деформаций, объективно идентифицирует наличие бездефектного размерно-регулируемого процесса микрошлифования. А это, в свою очередь, позволяет непрерывно технологически диагностировать и активно управлять этим процессом путем изменения режимов интенсивности съема с тем, чтобы суммарная величина упругой деформации не превышала предела ее упругости, а величина динамической ее составляющей соответствовала заданным выходным параметрам высоты микронеровностей Rz на поверхности готового изделия. При этом выполнение исполнительных приводов линейного и вращательного перемещений с порогом разрешения (дискретностью) сравнимым с заданной высотой микронеровностей Rz окончательно (в размер) обработанной поверхности, в сочетании с выполнением на производящей инструментальной поверхности заданного количества режущих зерен, вершины которых лежат на одном уровне, позволяют исключить случайность (хаотичность) в управлении динамикой нагружения упругой обрабатывающей системы потому, что каждое режущее зерно будет осуществлять микровоздействие на обрабатываемую поверхность в заданных условиях. В связи с этим рассчитанные и заданные обрабатывающей системе шлифовального станка параметры интенсивности съема припуска будут соответствовать друг другу в реальных условиях обработки. Это позволяет стабилизировать процесс съема припуска с периодическим точно дозированным [послойным] удалением множества единичных пластически деформированных стружек и обеспечить с суперпрецизионной точностью заданную геометрическую форму обрабатываемого изделия с заданными размерами и высоким с оптическими характеристиками качеством поверхности, на которой будут исключены привнесенные технологическим процессом микрошлифования риски, трещины, сколы и тому подобные дефекты, а это исключит необходимость в дополнительных доводочных (ручных) операциях.
Желательно, чтобы устройство имело по меньшей мере один дополнительный режущий инструмент, производящая инструментальная поверхность которого выполнена аналогично производящей инструментальной поверхности упомянутого первого режущего инструмента, при этом режущие инструменты установлены в приспособлении для их крепления с возможностью поворота относительно оси C, параллельной оси Z станка.
Целесообразно, чтобы вершины режущих зерен каждой производящей инструментальной поверхности, выступающие из связки на одинаковую высоту, представляли собой отдельные точки, размещенные вдоль радиально расположенных на производящей инструментальной поверхности режущего инструмента линий, являющихся вершинами радиальных выступов, выполненных на производящей инструментальной поверхности режущего инструмента, при этом вершины выступов лежат в одной плоскости, совпадающей с плоскостью формообразования. Такое конструктивное решение позволяет создать заданный микрорельеф производящей инструментальной поверхности и создать полости между режущими зернами, в которых может разместиться удаленная стружка, не ухудшая при этом качество обработанной поверхности.
Благоприятно, чтобы производящая инструментальная поверхность каждого режущего инструмента имела форму усеченного конуса, обращенного своим меньшим основанием в сторону обрабатываемого изделия, а вершины режущих зерен, выступающие из связки на одинаковую высоту, представляли собой отдельные точки, размещенные вдоль радиально расположенных на производящей инструментальной поверхности режущего инструмента линий, являющихся вершинами радиальных выступов, выполненных на производящей инструментальной поверхности режущего инструмента, при этом вершины выступов лежат на образующей поверхности указанного усеченного конуса. В этом случае появляется возможность в режиме пластичного микрорезания за один проход снять припуск, соответствующий величине конусности производящей инструментальной поверхности, что значительно ускорит процесс обработки.
Возможно, чтобы приспособление для крепления обрабатываемых изделий имело средство для крепления группы обрабатываемых изделий, содержащей по меньшей мере два изделия, при этом система оперативного контроля имеет по меньшей мере две электрические цепи, каждая из которых содержит последовательно соединенные пьезоэлектрический датчик силы, размещенный под соответствующим обрабатываемым изделием, нормирующий усилитель напряжения и аналого-цифровой преобразователь, выход которого подсоединен к соответствующему входу компьютера.
При одновременном плоском микрошлифовании по меньшей мере двух изделий из анизотропного материала (например, алмаза) целесообразно, чтобы система оперативного контроля была дополнительно снабжена подключенным через интерфейс связи к компьютеру многоканальным цифровым регистратором сигналов, входы которого подсоединены к выходам соответствующих аналого-цифровых преобразователей каждой указанной электрической цепи системы оперативного контроля.
Для управления размерной настройкой упругой обрабатывающей системы при обработке соответственно каждого из одновременно обрабатываемых изделий целесообразно, чтобы многоканальный цифровой регистратор сигналов содержал оперативные запоминающие устройства, количество которых соответствует количеству обрабатываемых изделий и входы которых являются входами многоканального цифрового регистратора, последовательно подсоединенные генератор импульсов и счетчик импульсов, управляющие входы которых подсоединены к блоку управления, при этом выходы блока управления, счетчика импульсов и каждого оперативного запоминающего устройства являются выходами многоканального цифрового регистратора.
При обработке сложнопрофильных изделий объемной формы из анизотропного материала (например, алмаза) желательно, чтобы устройство дополнительно содержало привод поворота приспособления для крепления обрабатываемых изделий вокруг оси A, параллельной координатной оси X станка, и привод вращения этого приспособления вокруг оси B, пересекающей под прямым углом координатную ось A станка, электрические входы которых подсоединены к соответствующим выходам многоканального линейного микроинтерполятора.
Для бездефектного размерно-регулируемого пластичного микрошлифования высокоточных многогранных форм сложнопрофильных изделий из твердоструктурных анизотропных материалов (например, алмазов) желательно устройство дополнить подключенным через интерфейс связи к компьютеру многоканальным цифровым пьезоэлектрическим приводом дискретной врезной подачи обрабатываемых изделий по координатной оси Z станка, количество каналов которого соответствует количеству обрабатываемых изделий, и соответствующими количеству каналов этого привода последовательно подключенными цифроаналоговыми преобразователями и нормирующими усилителями, при этом управляющие выходные каналы этого привода подсоединены к входам соответствующих цифроаналоговых преобразователей, а выходы нормирующих усилителей подсоединены к соответствующим силовым входам соответствующих пьезоэлектрических датчиков каждой упомянутой цепи.
Для обеспечения функционирования упругой обрабатывающей системы при обработке одновременно по меньшей мере двух граней многогранных ювелирных изделий из твердоструктурных анизотропных материалов (например, алмазов) благоприятно, чтобы многоканальный цифровой пьезоэлектрический привод содержал оперативные запоминающие устройства, количество которых соответствует количеству обрабатываемых изделий и входы которых являются входами многоканального цифрового пьезоэлектрического привода, последовательно подсоединенные генератор импульсов и счетчик импульсов, управляющие входы которых подсоединены к блоку управления, при этом выходы блока управления, счетчика импульсов и каждого оперативного запоминающего устройства являются выходами многоканального цифрового пьезоэлектрического привода.
Поставленная задача также решена созданием приспособления для крепления обрабатываемых изделий, содержащего корпус, установленный на столе шлифовального станка с возможностью вращения вокруг оси A, параллельной координатной оси X станка, размещенный в корпусе по меньшей мере один шпиндель для крепления обрабатываемого изделия, имеющий зубчатый венец и привод вращения по меньшей мере одного шпинделя посредством зубчатого венца вокруг оси B, пересекающей под прямым углом координатную ось A станка, при этом, согласно изобретению, привод вращения содержит два полых винта, установленных параллельно и диаметрально противоположно относительно зубчатого венца по меньшей мере одного шпинделя с возможностью их взаимосвязанного вращения, при этом в каждом винте выполнены ослабляющие осевую жесткость поперечные прорези, а каждый конец каждого винта закреплен в радиально-упорном подшипнике качения с упругой деформацией сжатия в осевом направлении одного винта и с упругой деформацией растяжения в осевом направлении другого винта.
Это позволяет повысить точность и стабильность качества бездефектной, в том числе и групповой, обработки сложнопрофильных изделий объемной формы из твердоструктурных с анизотропными механическими характеристиками материалов (например, алмазов).
Возможно, чтобы в каждом винте поперечные прорези были выполнены группами и группы прорезей одного винта расположены в шахматном порядке относительно групп прорезей второго винта.
Для обеспечения высокого качества и точности обработки, в том числе и при групповой обработке, целесообразно устройство для микрошлифования изделий, преимущественно, из сверхтвердых и хрупких материалов снабдить вышеуказанным приспособлением для крепления обрабатываемых изделий.
Для обеспечения стабильной регистрации колебаний динамической составляющей силовых параметров резания в направлении, соосном координатной оси B станка целесообразно, чтобы стол станка имел установленные с возможностью осевого перемещения приспособления для регулировки положения соответствующего пьезоэлектрического датчика, размещенные соосно соответствующему шпинделю приспособления для крепления обрабатываемых изделий, при этом приспособление для регулировки положения соответствующего пьезоэлектрического датчика содержит винт, на торце которого этот датчик зафиксирован гайкой, выполненной в виде колпачка, наружная торцевая поверхность которого контактирует с обращенной к ней торцевой поверхностью соответствующего шпинделя.
Для повышения жесткости упругой обрабатывающей системы вдоль координатной оси B станка в различном угловом относительно координатной оси B положении шпинделя благоприятно, чтобы в корпусе приспособления для крепления обрабатываемых изделий под каждым шпинделем было выполнено углубление и колпачок соответствующего приспособления для регулировки положения соответствующего пьезоэлектрического датчика размещен в этом углублении, при этом торцевая поверхность каждого шпинделя, контактирующая с наружной торцевой поверхностью колпачка, выполнена сферической.
Таким образом, за счет целенаправленного конструктивного исполнения составных звеньев
упругой
обрабатывающей системы, в том числе за счет:
- конструкции станка по типу
"обрабатывающего центра" с повышенной жесткостью несущей механической системы и стабильным положением
каждой из по
меньшей мере двух сменяемых производящих поверхностей
режущих инструментов по
отношению к принятой за начало отсчета в размерной настройке станка горизонтальной плоскости
формообразования,
обеспечивающих возможность наращивания технологических
возможностей дополнительными
функциями и концентрацией операций для исполнения за один постанов полного технологического
маршрута в соответствии
с управляющей программой (измерение и сертификацию
каждой "заготовки",
формообразование "конечного" продукта, измерение и сертификацию каждого готового изделия, устранение
отдельных внутренних
дефектов каждого отдельного изделия) без съема
обрабатываемых изделий со
станка;
- конструкции приспособления типа "револьверная головка" для установки и закрепления по
меньшей мере двух
режущих инструментов, обеспечивающей возможность
относительно плоскости
формообразования создания, а также периодического восстановления заданной регулярной ("волнообразной") формы
режущего
микрорельефа производящей инструментальной поверхности
со связанными режущими
зернами отдельно на каждом инструменте, не снимая их со станка;
- конструкции механизма дискретных
врезных подач
мезомасштабного уровня обрабатываемых изделий на
производящую
инструментальную поверхность по нормали к плоскости формообразования, обеспечивающей порог разрешения на микромасштабном
уровне,
соизмеримом с расстоянием между атомами в
кристаллической решетке
обрабатываемого материала;
- конструкций высокомоментных и высокоточных приводов микромеханики координатных угловых
и
линейных перемещений исполнительных органов
станка в расширенном
диапазоне скоростей подач с порогом разрешения мезомасштабного уровня, соизмеримым с заданной величиной микронеровностей Rz
на окончательно ("в размер") обработанной
поверхности,
обеспечивающих возможность устойчивого контурно- управляемого режима движения в функции прямого счета каждого импульсного воздействия
каждого
заданного режущего зерна вращающейся
производящей
инструментальной поверхности на каждую соответственно заданную продольно перемещаемую точку на обрабатываемой поверхности изделия;
- конструкции съемного многоместного (типа
"кассета")
приспособления для крепления обрабатываемых изделий, обеспечивающей постоянный "запирающий" момент и безлюфтовый привод вращения каждого
отдельно
закрепленного обрабатываемого изделия с
порогом
разрешения мезомасштабного уровня;
- конструкции комбинированной многоканальной пьезоэлектрической системы, обеспечивающей
выполнение функций
многоканальной высокочувствительной
измерительной системы автономных упругих деформаций в обрабатывающей системе каждого отдельного из по меньшей мере одновременно двух
обрабатываемых изделий, а
также
обеспечивающей выполнение
функций быстродействующего многоканального цифрового пьезоэлектрического привода, с нанометрической разрешающей способностью осуществлять
автономные врезные подачи
микромасштабного уровня каждого
отдельного из по меньшей мере одновременно двух обрабатываемых изделий, при использовании одних и тех же пьезоэлектрических элементов в
обоих указанных многоканальных
системах;
- конструктивные особенности предлагаемого устройства обеспечивают реализацию технологии компьютерного управления процессом обработки с
использованием новой модели физической
мезомеханики
дискретного пластичного микрошлифования на основе текущей информации об упругих деформациях в обрабатывающей системе. Это впервые позволяет
осуществить автоматическую машинную групповую
обработку
высокоточных сложнопрофильных изделий из твердоструктурных и анизотропных материалов (например, алмазов) в упругой обрабатывающей системе на
станке с ЧПУ и при этом непрерывно осуществлять
технологическое диагностирование бездефектного размерно-регулируемого микрошлифования с минимизацией весовых потерь автономно в каждом отдельном из
одновременно обрабатываемых нескольких изделий и
получением оптических характеристик чистоты поверхностей на этих изделиях.
Предлагаемый способ осуществляют следующим образом.
Предлагаемый способ размерного микрошлифования изделий, преимущественно, из сверхтвердых и хрупких материалов осуществляют посредством упругой обрабатывающей системы шлифовального станка с программным управлением, имеющего производящую инструментальную поверхность со связанными режущими зернами.
Способ включает введение в программу упругой обрабатывающей системы станка предела упругости системы на сжатие, заданных размеров готового изделия, заданной высоты микронеровностей на обработанной поверхности готового изделия, расчетных параметров интенсивности съема припуска с обрабатываемой поверхности заготовки изделия.
Затем осуществляют шлифование обрабатываемой поверхности заготовки изделия путем сложного движения, являющегося результатом вращательного движения производящей инструментальной поверхности, многопроходных реверсивных продольных перемещений точек касания обрабатываемой поверхности с производящей инструментальной поверхностью по расчетной траектории производящей инструментальной поверхности и осуществляемых в момент каждого реверса врезных подач по нормали к плоскости формообразования до получения готового изделия.
Перед
шлифованием на производящей инструментальной поверхности формируют режущие зерна, вершины которых выступают из связки на одинаковую высоту, а в процессе шлифования
многопроходные реверсивные
продольные перемещения в плоскости формообразования в каждом проходе осуществляют дискретно с шагом, по существу равным заданной высоте микронеровностей на обработанной
поверхности готового
изделия.
При этом в каждом проходе в каждой указанной точке касания обрабатываемой поверхности с указанной вершиной каждого режущего зерна производящей инструментальной
поверхности непрерывно
измеряют
величину
статической и величину динамической составляющих силы резания и по результатам измерений в каждой указанной точке непрерывно определяют величину статической
составляющей упругой
деформации
обрабатывающей системы и величину ее динамической составляющей, при этом в процессе указанных измерений определяют момент появления периодически равномерной величины
динамической
составляющей силы
резания, соответствующий моменту выхода обрабатывающей системы станка на управляемый
режим шлифования, при котором непрерывно осуществляют корректировку по
меньшей мере
одного из параметров
интенсивности съема припуска так, чтобы в каждой указанной точке касания величина динамической составляющей упругой деформации обрабатывающей системы не превышала
заданную
высоту микронеровностей на
обработанной поверхности готового изделия, а сумма величин статической составляющей и динамической составляющей упругой деформации обрабатывающей системы станка
не
превышала заданного предела
упругости на сжатие этой системы.
Перед шлифованием размерно настраивают упругую обрабатывающую систему станка с программным управлением. Для этого устанавливают все его органы базирования как обрабатывающих инструментов, так и обрабатываемых изделий, и настраивают механизмы исполнительных перемещений этих органов друг относительно друга таким образом, чтобы теоретически получить изделие с заданными размерами. Теоретически рассчитывают параметры интенсивности съема припуска с обрабатываемых поверхностей заготовки изделия с учетом природы и внутренней структуры материала обрабатываемого изделия, материала обрабатывающего инструмента и геометрии его режущих зерен, динамической и статической жесткости упругой обрабатывающей системы и разрешающей способности приводов перемещений исполнительных органов станка для осуществления съема припуска с обрабатываемого изделия в размерно-регулируемом режиме пластической деформации.
Вводят в органы управления шлифовального станка предел упругости системы на сжатие, заданные размеры готового изделия, заданную высоту микронеровностей на обработанной поверхности готового изделия, расчетные параметры интенсивности съема припуска с обрабатываемой поверхности заготовки изделия. Указанные параметры интенсивности включают, например, скорость вращения шлифовального круга, скорость продольного перемещения точки касания каждого режущего зерна производящей инструментальной поверхности с обрабатываемой поверхностью по траектории производящей инструментальной поверхности в плоскости формообразования, глубину дискретных врезных подач для съема припуска в каждом проходе, осуществляемых в момент реверса указанных продольных перемещений, количества проходов и расположения траектории этих перемещений и другие параметры, необходимые для осуществления процесса микрошлифования.
Указанные параметры интенсивности рассчитывают по рекомендациям и выводам технологических исследований шлифовального станка, принятого нами за прототип, и которые опубликованы в диссертации Сильченко О.Б. "Разработка метода и требований к оборудованию для бездефектного (пластичного) размерного резания хрупких материалов" (Автореферат диссертации на соискание ученой степени кандидата технических наук, Москва, ЭНИМС, 1995 г.).
Согласно предлагаемому способу микрошлифование может быть осуществлено посредством по меньшей мере одной производящей инструментальной поверхностью режущего инструмента (шлифовального круга). То есть микрошлифование может быть осуществлено последовательно одной, двумя, тремя и так далее производящими инструментальными поверхностями.
Рассмотрим пример, когда микрошлифование осуществляют последовательно двумя шлифовальными кругами.
Перед началом шлифования на каждом из двух шлифовальных кругов создают производящую инструментальную поверхность с заданным количеством режущих зерен, вершины которых выступают из связки на одинаковую высоту, то есть расположены на одном уровне. При этом на том шлифовальном круге, который предназначен для съема получистового и чистового частей припуска, например, с бакелитовой и полиуретановой связками, с графитовым наполнителем и зернистостью соответственно 10 и 25 мкм, заданное количество режущих зерен создают путем формирования на производящей инструментальной поверхности радиально расположенных выступов, вершины которых лежат в одной плоскости, совпадающей с плоскостью формообразования. Для шлифовального круга, который предназначен для съема черновой части припуска, например, с керамической связкой и зернистостью от 5 до 7 мкм, производящей инструментальной поверхности придают форму усеченного конуса, меньшее основание которого обращено в сторону обрабатываемой поверхности, а вершины режущих зерен на ней создают путем формирования радиально расположенных выступов, вершины которых лежат на образующих указанного конуса. Количество таких выступов выбирают одинаковым для всех шлифовальных кругов. Наибольшее число таких выступов (m) выбирают из условия, что количество таких выступов не должно превышать количества единичных режущих зерен с конкретной зернистостью (b), расположенных по периферии производящей инструментальной поверхности, предназначенной для съема чистовой части припуска.
Каждый из двух шлифовальных кругов имеет одинаковые между собой внутренний и наружный диаметры (D1 и D2) производящей инструментальной поверхности. Располагают производящие инструментальные поверхности каждого шлифовального круга на одном уровне относительно плоскости формообразования (совмещают с плоскостью формообразования), совпадающей с началом отсчета (базой отсчета) в размерной настройке упругой обрабатывающей системы шлифовального станка вдоль координатной оси Z станка.
На производящей инструментальной поверхности каждого шлифовального круга задают расчетную линейную траекторию в виде последовательности вершин отдельных режущих зерен, лежащих на пересечении этой линейной траектории с указанными выступами производящей инструментальной поверхности, на которых каждое указанное режущее зерно один раз импульсно встречается с соответствующей локально заданной точкой на обрабатываемой поверхности изделия.
Задают на обрабатываемой поверхности отдельными локальными точками последовательность одноразовых импульсных встреч с соответствующей последовательностью отдельных режущих зерен на указанной расчетной линейной траектории производящей инструментальной поверхности и определяют в трехмерной координатной системе станка расположение пространственной траектории, соответствующей каждому шлифовальному кругу, в виде последовательности отдельных точек.
Задают продольную скорость V последовательных одноразовых импульсных встреч каждой указанной локальной точки из последовательности таких точек на обрабатываемой поверхности с каждой соответствующей вершиной режущего зерна из последовательности таких вершин на указанной расчетной траектории производящей инструментальной поверхности в функциональной зависимости от скорости вращения производящей инструментальной поверхности (n, об/мин).
При осуществлении предлагаемого способа одновременно одним шлифовальным кругом могут обрабатываться как одна заготовка изделия, так и группа заготовок изделий.
Рассмотрим вариант, когда под производящей инструментальной поверхностью каждого шлифовального круга устанавливают для одновременной обработки k изделий. При этом они должны быть установлены таким образом, чтобы при продольном перемещении вдоль координатной оси X станка с шагом Lx,y ни одно из одновременно обрабатываемых изделий не выходило из-под производящей инструментальной поверхности соответствующего шлифовального круга. Длину Li(x,y) каждой указанной пространственной траектории каждого i-того обрабатываемого изделия выбирают из условия, чтобы сумма длины проекций на плоскость формообразования этих траекторий


Осуществляют шлифование обрабатываемой поверхности каждого изделия путем сложного движения, являющегося результатом вращательного движения производящей инструментальной поверхности со скоростью n оборотов в минуту, многократных реверсивных продольных перемещений точки касания обрабатываемой поверхности с производящей инструментальной поверхностью по расчетной траектории производящей инструментальной поверхности и осуществляемых в момент реверса врезных подач по нормали к плоскости формообразования до получения готового изделия с заданными размерами и с заданной высотой микронеровностей Rz на обработанной поверхности готового изделия.
При этом в процессе шлифования многопроходные реверсивные продольные перемещения в плоскости формообразования в каждом проходе осуществляют дискретно с шагом, по существу равным заданной высоте микронеровностей на обработанной поверхности готового изделия, при этом в каждом проходе в каждой указанной точке касания обрабатываемой поверхности с указанной вершиной каждого режущего зерна производящей инструментальной поверхности непрерывно измеряют величину статической и величину динамической составляющих силы резания и по результатам измерений в каждой указанной точке непрерывно определяют величину статической составляющей упругой деформации обрабатывающей системы и величину ее динамической составляющей, при этом в процессе указанных измерений определяют момент появления периодически равномерной величины динамической составляющей силы резания, соответствующий моменту выхода обрабатывающей системы станка на управляемый режим шлифования, при котором непрерывно осуществляют корректировку по меньшей мере одного из параметров интенсивности съема припуска так, чтобы в каждой указанной точке касания величина динамической составляющей упругой деформации обрабатывающей системы не превышала заданную высоту микронеровностей на обработанной поверхности готового изделия, а сумма величин статической составляющей и динамической составляющей упругой деформации обрабатывающей системы станка не превышала заданного предела упругости на сжатие этой системы.
Под пределом упругости на сжатие обрабатывающей системы станка понимают величину локального сверхвозбужденного состояния обрабатываемой поверхности изделия, при которой теряется сдвиговая устойчивость на мезомасштабном уровне его пластической деформации. Предел упругости в обрабатывающей системе на сжатие по существу равен предельному деформирующему напряжению, выше которого находится область предразрушения с локальной потерей сдвиговой устойчивости обрабатываемого кристалла, как целого (см. "Теорию физической мезомеханики материалов". Журнал "Физика", Известия ВУЗов, N 1, 1998, с. 7-34).
Совмещают процесс идентификации параметров фактической модели физической мезомеханики бездефектного (пластичного) размерно-регулируемого микрошлифования с ускоренным процессом предварительного нагружения обрабатывающей системы потенциальной энергией ее упругого статического сжатия. В связи с этим назначают в плоскости формообразования траекторию продольной подачи из условия, что траектория последовательности локальных точек на обрабатываемой поверхности одноразовых встреч с соответствующими режущими зернами на расчетной траектории вращающейся производящей инструментальной поверхности представляет собой параллельную оси X станка прямую линию длиной Lx с расстоянием между отдельными локальными точками на обрабатываемой поверхности, равным заданной величине микронеровностей Rz на окончательно обработанной поверхности.
Назначают линейную
скорость
продольной подачи Vx, равной
произведению Rz на частоту f одноразовых встреч локальных
точек обрабатываемой поверхности с соответствующими
режущими зернами на расчетной
траектории производящей инструментальной
поверхности из выражения:
Vx = Rz·
f(мкм в сек), где f = (m·n)/60 (ед. в сек).
Назначают из
литературных источников начальную скорость
врезной подачи Vz (мкм в сек) и пересчитывают ее в начальную величину
дискретной врезной подачи δo (мкм) в
направлении нормали к плоскости
формообразования из выражения:
Назначают суммарную величину Hz (мкм) снимаемого припуска в направлении нормали к плоскости формообразования и назначают знаменатель qo убывающей геометрической прогрессии снижения дискретной врезной макроподачи от одного продольного прохода к другому из выражения:

Осуществляют ускоренное предварительное нагружение упругой обрабатывающей системы изменением по закону убывающей геометрической прогрессии входных параметров интенсивности съема припуска путем соответствующего изменения дискретной врезной подачи [δo·qi-1)] на глубину резания в каждой из конечных точек длины Lx траектории каждого i-го продольного прохода со скоростью Vx в плоскости формообразования. При этом уменьшение по закону убывающей геометрической прогрессии врезных подач от прохода к проходу в момент реверса направления продольного перемещения осуществляют дискретно с шагом, по существу равным расстоянию между атомами кристаллической решетки материала обрабатываемого изделия.
Контролируют в процессе продольного перемещения в каждой j-ой точке касания каждой заданной локальной точки обрабатываемой поверхности с соответствующей вершиной каждого заданного режущего зерна на расчетной траектории вращающейся производящей инструментальной поверхности статические Pсj и динамические Pдj составляющие силы резания в направлении нормали к плоскости формообразования и фиксируют на N-ом продольном вдоль траектории длиной Lx проходе первый факт автоколебаний динамической составляющей силы резания на первом из k одновременно обрабатываемых изделий с частотой fn1, амплитудой колебаний Pд1 при статической составляющей силы резания Pс1.
Этим фактом идентифицируют наличие момента выхода обрабатывающей системы станка на управляемый режим шлифования, то есть установившегося процесса в упругой обрабатывающей системе с равенством между входными и выходными параметрами интенсивности съема припуска. Наличие этого факта свидетельствует, что суммарная величина статической составляющей и динамической составляющей упругих деформаций не превышает предела упругости в обрабатывающей системе. Это обстоятельство подтверждает, что фактические деформирующие напряжения в процессе обработки находятся ниже порогового значения, которое разделяет область предразрушения с локальной потерей сдвиговой устойчивости обрабатываемого кристалла, как целого, от области, в которой реализуется предложенная модель физической мезомеханики пластической деформации твердого тела, и в которой имеет место постепенное синхронное накопление усталости к знакопеременным возвратно-поворотным модам пластической деформации с одновременной потерей сдвиговой устойчивости в момент одновременного удаления каждой отдельной и всего множества единичных пластически деформированных стружек с обрабатываемой поверхности твердого тела под влиянием постепенного упорядоченного динамического воздействия со стороны внешних импульсных микроконцентраторов касательных напряжений, каждое из которых вызывает только локальную потерю сдвиговой устойчивости в кристаллической решетке.
Идентифицируют в реальном масштабе времени обработки компьютерным вычислением фактические параметры статической и динамической составляющих упругой деформации в обрабатывающей системе, соответствующие установившемуся режиму микрошлифования.
Величину статической
составляющей упругой деформации обрабатывающей системы определяют путем
непрерывной фиксации в
каждом проходе в каждой точке касания каждой вершины заданного режущего
зерна производящей
инструментальной поверхности с каждой заданной локальной точкой на обрабатываемой
поверхности величины
статической составляющей силы резания в направлении нормали а плоскости
формообразования,
непрерывного определения закона изменения суммы указанных составляющих от прохода к
проходу, непрерывного
сравнения этого закона с расчетным законом изменения глубины врезных подач
(интенсивности
съема припуска) от прохода к проходу и непрерывного нахождения интервала времени T до
начала соответствия этих
законов (интервала времени переходных процессов резания), который
пропорционален
величине статической составляющей Δn1 упругой деформации обрабатывающей
системы по соотношению:

где Δn1 - величина статической составляющей упругой деформации, мкм;
δn - глубина врезной подачи в момент выхода обрабатывающей системы станка на управляемый режим шлифования, мкм;
Vx - заданная скорость продольного перемещения указанных точек касания, мкм/сек;
T1 - найденный интервал времени, сек;
Lx - заданная длина расчетной траектории одного прохода, мкм.
При этом указанный
интервал времени T1, который характеризует постоянную
времени переходных процессов резания в упругой обрабатывающей системе, определяют компьютерными
вычислениями из
уравнения:

Глубину врезной подачи δn1 в момент соответствия фактического закона изменения съема припуска заданному закону определяют компьютерными вычислениями из уравнения:
δn1= δo qn-1)
Величину динамической составляющей упругой деформации λn1 в обрабатывающей системе определяют компьютерным вычислением из уравнения:

где λ - величина динамической составляющей упругой деформации, мкм;
Pд - величина динамической составляющей силы резания, кгс;
Pс - величина статической составляющей силы резания, 30 кгс;
Δ - величина статической составляющей упругой деформации, мкм.
Величину снятого припуска Hn1 по нормали к плоскости
формообразования за N-oe количество
продольных проходов определяют компьютерным
вычислением из уравнения:

Количество знакопеременных возвратно-поворотных мод деформаций Wn1 при синхронном образовании каждой отдельной в множестве единичных пластически деформированных стружек с линейными размерами λn каждой из них и при образовании соответствующей диссипативной структуры в приповерхностном слое в результате одновременного удаления всего множества таких стружек с обрабатываемой поверхности определяют компьютерным вычислением из уравнения:

Часть длины Lx линейной траектории на участке соответствия фактического закона изменения интенсивности съема припуска расчетному закону устанавливают в виде суммы целого числа дискретных минимальных шагов L'x1, на каждом из которых упругая деформация в обрабатывающей системе изменяется в виде единичного импульса с амплитудой автоколебаний с частотой ЯN1, равной амплитуде динамической составляющей. При этом величину дискретного минимального шага L'x определяют компьютерным вычислением из уравнения:

Величину шага Si дополнительной дискретной врезной подачи по нормали к плоскости формообразования с частотой, равной частоте воздействия заданных вершин режущих зерен на заданные локальные точки обрабатываемой поверхности, определяют компьютерным вычислением из уравнения:

С учетом вычисленных значений корректируют параметры продолжения съема припуска со всех, включая первое (наиболее "мягкое"), из одновременно обрабатываемых изделий со снижением в моменты реверса величин дискретных врезных подач по тому же закону убывающей геометрической прогрессии и фиксируют второй факт автоколебаний динамической составляющей силы резания на втором (несколько более твердом, чем в первом из k одновременно обрабатываемых изделий) на M-ом продольном проходе длиной Lx2, с частотой fn2, амплитудой автоколебаний Pд2, при величине статической составляющей силы резания Pс2. Затем осуществляют определение (идентификацию) аналогичных параметров съема припуска компьютерными вычислениями из соответствующих вышеуказанных уравнений для второго из k одновременно обрабатываемых изделий.
И так далее повторяют указанные действия для всех остальных из k одновременно обрабатываемых изделий и заканчивают идентификацию этих параметров при обработке конечного k-ого, то есть самого твердого из k одновременно обрабатываемых изделий.
Измеряют известными универсальными средствами фактическую высоту микронеровностей Rz на поверхностях каждого отдельного из k одновременно обработанных изделий по окончании стадии предварительного ускоренного нагружения упругой обрабатывающей системы, не снимая при этом обрабатываемые изделия с шлифовального станка.
По результатам сравнения при отклонении фактических выходных качественных показателей обработки от заданных требований (по высоте микронеровностей Rz и по размерной точности) компьютерными вычислениями определяют скорректированные величины как параметров, характеризующих состояние упругости обрабатывающей системы, соответствующее каждой отдельной j-ой из k одновременно обрабатываемых изделий в виде постоянных времени Tj переходных процессов резания, так и соответствующие им величины параметров динамического нагружения и размерную настройку обрабатывающей системы для каждого обрабатываемого изделия. Указанные параметры используют в процессе съема основной части припуска с каждого отдельного из k одновременно обрабатываемых изделий в установившихся размерно управляемых условиях микрошлифования.
Для каждого j-го из k одновременно
обрабатываемых изделий компьютерными
вычислениями определяют
размеры площади Aj синхронного развития
пластической
деформации на обрабатываемой поверхности в виде постепенного
самоорганизующегося формирования унитарной
ячеистой структуры (с линейными
размерами мезомасштабного уровня каждой ячейки в
пределах
заданной высоты микронеровностей Rz) только
вследствие накопления усталости к
возвратно-поворотным модам деформаций этих ячеек друг
относительно друга с одновременной потерей
сдвиговой
устойчивости в кристаллической решетке на границах
между множеством таких ячеек на
указанной площади Aj макромасштабного уровня, как
результат упорядоченного во времени и
пространстве
каждого внешнего импульсного воздействия на
микромасштабном уровне каждого заданного
режущего зерна расчетной траектории вращающейся производящей
инструментальной поверхности на каждую
заданную
локальную точку обрабатываемой поверхности из
соответствующего уравнения:
Aj = Wj·Rz2
Задают конфигурацию границы
указанной площади
Aj с конкретными размерами
(например, в виде окружности), и компьютерными
вычислениями определяют диаметр dAj для каждого j-го
из k одновременно
обрабатываемых изделий из
соответствующего уравнения:

где Rzj - откорректированная величина шага (дискреты) линейного перемещения в плоскости формообразования со скоростью продольной подачи, мкм.
Задают в плоскости формообразования координаты
последовательности локальных точек, покрывающих
всю указанную площадь Aj обрабатываемой поверхности указанными
ячейками с размерами R'z каждого j-го из k одновременно
обрабатываемых изделий, например, по правилу "хода
шахматного коня" с длиной

каждого такого единичного i-го хода и числом таких единичных ходов, равным суммарному количеству возвратно-поворотных мод деформации Wj за все время "жизни" ячеек в соответствующем унитарном ячеистом поле.
Для каждого j-го из k одновременно обрабатываемых изделий задают расчетную траекторию отдельными вершинами режущих зерен на производящей инструментальной поверхности, например, в виде соответствующей j-ой спирали Архимеда таким образом, чтобы число точек пересечения каждой такой спирали с радиальными выступами производящей инструментальной поверхности численно было равно количеству возвратно-поворотных мод деформации Wj за все время "жизни" ячеек в указанном ячеистом поле обрабатываемой поверхности соответственно j-го обрабатываемого изделия с радиальным смещением ej между первой и конечными указанными точками пересечения каждой j-ой такой спирали численно равной dAj, то есть ej = dAj.
Для
каждого j-го из k одновременно обрабатываемых
изделий
компьютерными вычислениями определяют в трехкоординатной
системе станка расположение соответствующей j-ой пространственной траектории в виде
последовательности отдельных точек. Кроме того,
определяют продольную скорость последовательных одноразовых
импульсных встреч вдоль каждой j-ой из k таких пространственных траекторий каждой
локальной
точки из последовательности таких точек на
каждой j-ой из k одновременно обрабатываемых поверхностей с
каждой соответствующей вершиной режущего зерна из последовательности таких вершин на
каждой j-ой
из k расчетных траекторий на
производящей
инструментальной поверхности в функциональной зависимости
от числа радиальных выступов и скорости вращения производящей инструментальной
поверхности. При этом
учитывают дополнительные
дискретные
перемещения каждого j-го из k одновременно обрабатываемых
поверхностей изделий по нормали к плоскости формообразования в направлении к
производящей инструментальной
поверхности в каждой
отдельной
точке одноразовой импульсной встречи на всей
последовательности точек вдоль каждой j-ой из k указанных пространственных траекторий.
Причем шаг указанного дополнительного
перемещения
определяют
компьютерными вычислениями из "выражения:

где Vij - шаг дополнительного дискретного перемещения по нормали к плоскости формообразования в i-ой точке j-ой пространственной траектории, мкм;
λj - откорректированная (ожидаемая) величина равномерной амплитуды динамической составляющей упругих деформаций обрабатывающей системы на j-ом изделии, мкм;
lij - шаг дискреты продольного перемещения вдоль j-ой пространственной траектории между двумя соседними (i-1)-ой и i-ой точками последовательных одноразовых импульсных встреч, мкм;
L'j - шаг длины j-ой пространственной траектории между первой и конечной точками последовательности одноразовых импульсных встреч за время каждого одного периода автоколебаний динамической составляющей упругих деформаций обрабатывающей системы на j-ом изделии, мкм.
При этом продольная скорость
Vт(пр) последовательных одноразовых импульсных встреч на пространственной
траектории каждой заданной локальной точки
из
последовательности
таких точек обрабатываемой поверхности с
соответствующими им каждой заданной вершиной режущего зерна из последовательности таких
вершин на производящей инструментальной
поверхности,
("ткацкая"
скорость подачи), соответствующая выражению

является постоянной для каждого j-го из k одновременно обрабатываемых изделий.
Далее осуществляют компьютерный анализ полученных в результате проведенных вычислений всех параметров для всех k одновременно обрабатываемых изделий и задают в обрабатывающую систему станка общие для всех k одновременно обрабатываемых изделий параметры интенсивности съема основной части припуска для регулируемого режима микрошлифования (скорость вращения производящей инструментальной поверхности, дискретный шаг линейного перемещения в плоскости формообразования, длину перемещения и скорость продольной подачи от реверса до реверса, величину дискретной врезной подачи в точках реверса направления продольной подачи), соответствующего k-му из k одновременно обрабатываемых изделий с наибольшим значением Tk - постоянной времени переходных процессов резания.
При этом соответствующим компьютерным вычислением повторно корректируют величины как параметров, характеризующих состояние упругости обрабатывающей системы всех остальных из k одновременно обрабатываемых изделий в виде постоянных времени Tj' переходных процессов резания, так и соответствующие им величины параметров динамического нагружения и размерную настройку обрабатывающей системы в процессе съема основной части припуска с каждого отдельного из k одновременно обрабатываемых изделий в установившихся (управляемых) условиях микрошлифования.
Задают обрабатывающей системе станка управляющую программу динамического нагружения для каждого отдельной из k одновременно обрабатываемых изделий соответствующими повторно скорректированными параметрами интенсивности съема основной части припуска и осуществляют одновременный процесс обработки всех изделий на таких режимах.
В процессе съема основной части припуска технологическое диагностирование текущего состояния параметров для каждого j-ой из k одновременно обрабатываемых изделий (для устойчивой управляемости выходных параметров обработки каждого j-го из k соответственно одновременно обрабатываемых изделий) с заданной периодичностью осуществляют в каждом продольном проходе. При этом определяют величину отклонения фактической постоянной времени переходных процессов резания Tфj от расчетного, повторно скорректированного значения этого параметра Tj' и соответственно заданного управляющей программой в обрабатывающей системе станка.
Идентифицируют параметр Tфj путем прерывания дополнительной дискретной врезной подачи на отдельно заданных участках пространственной траектории одноразовых импульсных встреч локально заданных точек поверхности каждого j-го из k одновременно обрабатываемых изделий с соответствующими вершинами режущих зерен на расчетной траектории (спирали Архимеда), вращающейся производящей инструментальной поверхности.
Длину каждого из таких отдельных участков на
пространственной
траектории определяют, например, исходя из условия, что за время
проведения каждой идентификации Tфj суммарная длина
траектории Σlij, связывающей
последовательность
указанных локальных точек на поверхности соответствующего j-го
обрабатываемого изделия, превысит величину, вычисленную компьютером
из выражения:

где R'zk - повторно скорректированная для k-го изделия дискретность продольного перемещения в плоскости формообразования, мкм;
m - число радиальных выступов на производящей инструментальной поверхности;
nk - повторно скорректированная для k-го изделия скорость вращения производящей инструментальной поверхности, 1/мин;
fnj - прогнозируемая частота автоколебаний динамической составляющей упругой деформации в обрабатывающей системе j-го изделия, 1/сек;
Σlij - минимальная суммарная длина траектории из локальных точек на обрабатываемой поверхности j-го изделия, мкм.
Во время идентификации параметра
Tфj измеряют в
направлении нормали к плоскости формообразования величины статической и
динамической составляющих силы резания в каждой точке
одноразовых импульсных встреч каждой
заданной
локальной точки поверхности
j-го из k одновременно обрабатываемых изделий с каждой соответствующей
вершиной режущего зерна расчетной траектории на
производящей инструментальной
поверхности. Фиксируют
амплитуду и фактическую
частоту автоколебаний динамической составляющей силы резания и
компьютерными вычислениями в реальном масштабе времени
обработки определяют
фактическую величину постоянной
времени переходных процессов
резания в каждой j-ой из k одновременно обрабатываемых
изделий из формулы:

где Tфj - фактическая постоянная времени переходных процессов резания j-ой упругой обрабатывающей системы, сек;
Pсj - статическая составляющая силы резания в j-ой упругой обрабатывающей системе, кгс;
Pдj - амплитуда автоколебаний динамической составляющей силы резания в j-ой упругой обрабатывающей системе, кгс;
fфnj - фактическая частота автоколебаний динамической составляющей силы резания в j-ой упругой обрабатывающей системе, ед./сек.
В процессе обработки непрерывными компьютерными вычислениями анализируют тенденцию изменения фактических параметров Tфj каждой j-ой из k одновременно обрабатываемых изделий в функции времени обработки соответственно каждого j-го из k одновременно обрабатываемых изделий.
Возможность наступления момента превышения граничного значения T'j по экспоненте возрастающего соответствующего фактического параметра Tфj (в связи с монотонным увеличением радиуса кривизны из-за размерного износа вершин режущих зерен производящей инструментальной поверхности) периодически предотвращают изменением параметра интенсивности съема припуска, при этом корректируют скорость вращения производящей инструментальной поверхности, которую увеличивают до стабилизации указанного интервала времени Tфj от прохода к проходу.
Возможность наступления момента превышения граничного значения T'j по гиперболе возрастающего соответствующего параметра Tфj (в связи с неблагоприятным влиянием температурных факторов) предотвращают изменением параметров интенсивности съема припуска, при этом одновременно корректируют три параметра, из которых увеличивают скорость вращения производящей инструментальной поверхности, скорость продольного перемещения и уменьшают глубину врезных подач до стабилизации указанного интервала времени Tфj от прохода к проходу.
При обработке изделий из изотропных материалов (например, из стекла) стабилизируют интенсивность съема припуска и обеспечивают постоянство размерной обрабатывающей системы изменением параметра интенсивности съема припуска, при этом корректируют скорость продольного перемещения точки касания производящей инструментальной поверхности с обрабатываемой поверхностью, которую увеличивают по мере увеличения радиуса расположения этой точки относительно оси вращения производящей инструментальной поверхности до стабилизации фактической величины параметра Tфj от прохода к проходу.
При обработке особо ответственных изделий наноэлектроники, предотвращают возможность образования дефектов в приповерхностном слое при обработке изделий из анизотропных материалов (алмазных подложек) в любом j-ом из k одновременно обрабатываемых изделий корректировкой расположения траектории перемещения точки касания производящей инструментальной поверхности с обрабатываемой поверхностью по производящей инструментальной поверхности, минимальный шаг дискретности которой увеличивают до стабилизации от прохода к проходу фактической величины Tфk заданному значению T'k , соответствующему k-му из k одновременно обрабатываемых изделий, при обработке которого имеется наибольшая величина постоянной времени переходных процессов резания. При этом направление вектора скорости резания соответствует твердому направлению "истирания кристаллической решетки" на обрабатываемой поверхности кристалла.
Минимизируют весовые потери допущением определенной возможности образования отдельных дефектов в приповерхностном слое при обработке изделий из анизотропных материалов (ювелирные вставки) в любом j-ом из k одновременно обрабатываемых изделий корректировкой расположения траектории перемещения точки касания производящей инструментальной поверхности с обрабатываемой поверхностью по производящей инструментальной поверхности, минимальный шаг дискретности которой уменьшают до стабилизации от прохода к проходу фактической величины Tф1 заданному значению T'1, соответствующему первому из k одновременно обрабатываемых изделий, при обработке которого имеется наименьшая величина постоянной времени переходных процессов резания. При этом направление вектора скорости резания соответствует мягкому направлению "истирания кристаллической решетки" на обрабатываемой поверхности кристалла.
Приведенные здесь понятия твердое или мягкое направления "истирания кристаллической решетки" соответствует существующим понятиям, объясняющим механизм удаления припуска при ручной огранке природных алмазов (то есть не в упругой обрабатывающей системе станка. См. Епифанов В.И., Песина А.Я., Зыков Л. В. Технология обработки алмазов в бриллианты. - М.: Высшая школа, 1987 г. ).
Предлагаемый способ позволяет обрабатывать одновременно k изделий
сложной объемной формы из анизотропных
материалов, (например, алмазов)
путем дополнительного осуществления согласованных в координатных осях обрабатывающей системы станка перемещении точки касания
производящей инструментальной
поверхности
с обрабатываемой
поверхностью
каждого j-го из k одновременно обрабатываемых изделий по образующим и направляющим линиям формы, заданной управляющей
программой в обрабатывающей системе
станка для
готового изделия.
При этом
минимизируют весовые потери в каждом j-ом из k одновременно обрабатываемых изделий путем выбора указанных взаимосвязей
согласованных в координатных осях
обрабатывающей
системы станка
дополнительных
движений по образующим и направляющим линиям формы готового изделия таким образом, чтобы в стационарном
размерно-регулируемом (размерно-управляемом)
режиме
микрошлифования точка
контакта каждого
j-го из k одновременно обрабатываемых изделий с производящей инструментальной поверхностью
преобразовалась
в пятно контакта с площадью Aj,
ограниченной диаметром dфAj,
равным:

При этом заданную форму готового изделия определяют площадью Ak пятна контакта, рассчитанного для k-го, то есть самого твердого из k одновременно обрабатываемых изделий с диаметром окружности, равным

где dAk - расчетный диаметр окружности, ограничивающей пятно контакта k-го обрабатываемого изделия с производящей инструментальной поверхностью площадью Ak в размерно-управляемом процессе микрошлифования, мкм;
R'zk - повторно скорректированная для k-го изделия дискретность продольного перемещения в плоскости формообразования, мкм;
m - число радиальных выступов на производящей инструментальной поверхности;
nk - повторно скорректированная для k-го изделия скорость вращения производящей инструментальной поверхности, 1/мин;
dфAj - фактический диаметр окружности, ограничивающей пятно контакта j-го обрабатываемого изделия с производящей инструментальной поверхность площадью Aj в размерно-управляемом процессе микрошлифования, мкм;
fфnj - фактическая частота автоколебаний динамической составляющей силы резания в j-ой упругой обрабатывающей системе, ед./сек;
fnk - прогнозируемая частота автоколебаний динамической составляющей упругих деформаций в k-ой обрабатывающей системе при размерно-управляемом процессе микрошлифования, ед./сек.
Причем дополнительные перемещения указанных
точек касания либо по образующей,
либо
по
направляющей линиям формы
обрабатываемой поверхности осуществляют соответствующим дискретным угловым поворотом относительно плоскости формообразования
каждого j-го и всех других из k
одновременно
обрабатываемых изделий
вокруг координатной оси A, параллельной координатной оси X станка, а также вокруг координатной оси B, под прямым углом пересекающей
координатную ось A станка.
Минимальную
величину шага угловой
дискреты (поворота) ϕA,B вокруг указанных осей A и B определяют компьютерными вычислениями из выражения:
где dAk - диаметр окружности площади Ak пятна контакта k-го обрабатываемого изделия с производящей инструментальной поверхностью в размерно-управляемом режиме микрошлифования, мкм;
rA,B - радиус кривизны обрабатываемой поверхности изделий в точке ее контакта с производящей инструментальной поверхностью, измеренный по нормали соответственно к оси A или к оси B, мкм;
Rz - заданная высота микронеровностей на поверхности готового изделия, мкм.
Минимальный временной
интервал ΔtA,B между двумя соседними дискретными поворотами вокруг указанных осей, либо A, либо B определяют компьютерными вычислениями
из
выражения:

где L'k - шаг длины k-ой пространственной траектории, не выходящей за границы окружности с диаметром dAk, между первой и конечной точками указанной последовательности одноразовых импульсных встреч вершин режущих зерен производящей инструментальной поверхности с соответствующими локальными точками на обрабатываемой поверхности за время каждого одного периода автоколебаний динамической составляющей упругих деформаций обрабатывающей системы на k-ом изделии (с дополнительной дискретной врезной подачей по нормали к плоскости формообразования), мкм;
Σlik - минимальная суммарная длина траектории, не выходящей за пределы окружности диаметром dAk, из локальных точек на обрабатываемой поверхности k-го изделия, в пределах которой выключают дополнительную дискретную врезную подачу и осуществляют идентификацию фактической постоянной времени Tфk переходных процессов резания в соответствующей k-ой упругой обрабатывающей системе, мкм;
R'zk - повторно скорректированная для k-го изделия дискретность продольного перемещения в плоскости формообразования, мкм;
m - число радиальных выступов на производящей инструментальной поверхности;
nk - повторно скорректированная для k-го изделия скорость вращения производящей инструментальной поверхности, 1/мин.
Осуществляют устойчивое управление режимами
интенсивности съема припуска с каждого j-го из k
одновременно обрабатываемых изделий в функции координатного расположения вдоль каждого продольного прохода точек пятен контакта производящей
инструментальной поверхности с обрабатываемыми
поверхностями изделий. При этом минимальное целое количество таких проходов определяют компьютерными вычислениями из выражения:

где D2 и D1 - соответственно наружный и внутренний диаметры производящей инструментальной поверхности режущего инструмента, мкм;
dфAj- диаметр окружности площади Aj пятна контакта j-го обрабатываемого изделия с производящей инструментальной поверхностью в размерно-управляемом режиме микрошлифования, мкм;
Hz - суммарный припуск на обработку вдоль координатной оси Z, мкм;
Hnj - суммарный припуск, снятый с j-го обрабатываемого изделия за N продольных проходов на стадии накопления потенциальной энергии в упругой обрабатывающей системе станка, мкм;
k - количество одновременно обрабатываемых изделий;
Rz - дискретность продольного перемещения в плоскости формообразования, мкм.
В функции координатного расположения
указанных
"пятен"
контакта относительно точек реверса в пределах длины траектории каждого одного
такого прохода для каждого j-го из k одновременно обрабатываемых изделий определяют координаты
участков
траектории, в
которых не осуществляют дополнительную дискретную врезную подачу в связи с
проведением на этих участках идентификации постоянной времени переходных процессов резания для
соответствующего j-ого из k
одновременно обрабатываемых изделий, а также определяют координаты
периодической дискретной врезной подачи. Причем для каждого j-го из k одновременно обрабатываемых
изделий сумму дискретных врезных
подач за один продольный проход определяют компьютерными вычислениями
из выражения:

а сумму дискретных врезных подач за один продольный проход определяют компьютерными вычислениями из выражения:

(то есть для первого самого "мягкого" из k одновременно обрабатываемых изделий).
Величину оставшегося не снятым
припуска после первого продольного прохода определяют
для
каждого j-го из k одновременно обрабатываемых изделий
компьютерными вычислениями из выражения:

Скорость продольной подачи указанного пятна контакта каждого j-го из k одновременно обрабатываемых изделий вдоль траектории в плоскости формообразования между точками реверса определяют компьютерными вычислениями из выражения:
Vtk = dфAkfфnk
Таким образом, предлагаемый способ позволяет обрабатывать высокоточные изделия сложной формы в режиме пластического микрошлифования без хрупкого разрушения обрабатываемой поверхности с обеспечением высокого качества поверхностей готового изделия, по существу соответствующего ручной обработке, и его гарантированными размерами.
Более подробно предлагаемый способ будет приведен при описании работы предлагаемого устройства для микрошлифования изделий.
Для
лучшего понимания изобретения ниже приведены конкретные
примеры его выполнения со ссылками на прилагаемые чертежи,
на которых:
фиг. 1 - схематично изображает устройство для
размерного
микрошлифования изделий, выполненное согласно изобретению для
групповой обработки плоских поверхностей;
фиг.
2
- вариант размещения согласно изобретению пьезоэлектрического
датчика силы при
обработке плоских поверхностей;
фиг. 3 - вариант
выполнения согласно изобретению кинематической схемы
устройства для обработки плоских поверхностей, изображенного на фиг. 1;
фиг. 4
- схематично изображает производящую инструментальную
поверхность, выполненную согласно изобретению, вид в
проекции на плоскость формообразования;
фиг. 5 - вид по стрелке A
на фиг. 4 в одном
варианте выполнения производящей инструментальной
поверхности согласно изобретению;
фиг. 6
- сечение VI-VI на фиг. 4, вариант выполнения формы производящей
инструментальной поверхности
согласно изобретению в виде усеченного конуса;
фиг. 7 - вариант выполнения согласно
изобретению кинематической схемы привода координатного перемещения по оси Y
шлифовального станка,
изображенного на фиг. 1;
фиг. 8 - вариант схемы
реализации способа согласно изобретению
при групповой обработке плоских поверхностей изделий из изотропных материалов;
фиг. 9
- вариант схемы реализации способа согласно изобретению при
обработке плоской поверхности одного
изделия из анизотропного материала);
фиг. 10 - вариант схемы реализации
способа, согласно
изобретению при групповой обработке плоских поверхностей изделий
из анизотропных материалов
(алмазов);
фиг. 11 - вариант выполнения согласно изобретению кинематической
схемы станка для
групповой обработки сложнопрофильных поверхностей;
фиг. 12
- вариант размещения
согласно изобретению пьезоэлектрического датчика силы при обработке сложнопрофильных
поверхностей на станке с
кинематической схемой, изображенной на фиг. 11;
фиг. 13
- вариант схемы
реализации способа согласно изобретению при групповой обработке сложнопрофильных
поверхностей изделий из изотропных
материалов;
фиг. 14 - вариант схемы реализации способа
согласно
изобретению при обработке сложнопрофильных поверхностей одного изделия из анизотропного
материала;
фиг. 15 - вариант
схемы реализации способа согласно изобретению при групповой
обработке
сложнопрофильных поверхностей изделий из анизотропных материалов;
фиг. 16
- вариант схемы согласно изобретению
многоканального цифрового регистратора сигналов для реализации способа,
согласно изобретению, при групповой обработке изделий из анизотропных материалов;
фиг. 17 - вариант схемы согласно
изобретению многоканального цифрового пьезоэлектрического привода для
реализации способа согласно изобретению при групповой обработке изделий из анизотропных
материалов;
фиг. 18 - вариант
компоновки станка согласно изобретению с тремя режущими
инструментами.
Устройство, выполненное согласно изобретению, содержит шлифовальный станок 1, упругая обрабатывающая система 2 которого включает закрепленное на станине 3 приспособление 4 для крепления режущего инструмента 5, имеющего производящую инструментальную поверхность 6 со связанными режущими зернами 7, и размещенный под этим приспособлением 4 суппорт 8, на котором установлен стол 9 с приспособлением 10 для крепления обрабатываемых изделий 11. При этом устройство имеет привод 12 продольного перемещения стола 9 в плоскости формообразования по координатной оси X станка 1, привод 13 продольного перемещения суппорта 8 со столом 9 в плоскости формообразования по координатной оси Y станка 1, привод 14 перемещения суппорта 8 со столом 9 по координатной оси Z станка 1 по нормали к плоскости формообразования, привод 15 вращения приспособления 4 для крепления режущего инструмента 5 и средство 16 числового программного управления, управляющие выходы 17, 18, 19 и 20 которого электрически связаны с соответствующими упомянутыми приводами 15, 14, 13 и 12 соответственно вращения приспособления 4 для крепления режущего инструмента 5 и перемещения стола 9 с приспособлением 10 для крепления обрабатываемого изделия 11 по координатным осям X, Y и Z станка 1. В указанном устройстве согласно изобретению производящая инструментальная поверхность 6 имеет вершины режущих зерен 7, выступающие из связки 21 на одинаковую высоту h, а каждый из приводов 12 и 13 продольного перемещения стола 9 с приспособлением 10 для крепления обрабатываемых изделий 11 в плоскости формообразования по координатным осям X и Y станка 1 представляет собой привод с суммарным механизмом 22 и 23, содержащим двухпланетарный цевочный редуктор 24 и 25 циклоидального зацепления с двумя входными звеньями 26, 27 и 28, 29, соединенные соответственно с двумя приводными двигателями 30, 31 и 32, 33. При этом устройство дополнительно снабжено системой 34 оперативного контроля, имеющей электрическую цепь, содержащую последовательно подключенные пьезоэлектрические датчик 35 силы, размещенный под обрабатываемым изделием 11 в приспособлении 10 для его крепления и преобразующий составляющую силы резания P в каждой точке касания обрабатываемой поверхности изделия 11 с каждым режущим зерном 7 производящей инструментальной поверхности 6 в напряжение электрического тока U, нормирующий усилитель 36 напряжения и аналого-цифровой преобразователь 37, выход которого 38 подсоединен к соответствующему входу 39 средства 16 числового программного управления, которое выполнено на базе компьютера и подключенного к нему через интерфейс связи 40 многоканального линейного микроинтерполятора 41 с буферной памятью, выходы которого 42 . .. 51 подсоединены к соответствующим управляющим входам указанных приводов 12, 13, 14 перемещения стола 9 с приспособлением 10 для крепления обрабатываемого изделия 11 по координатным осям X, Y и Z станка 1. Кроме того, указанная система оперативного контроля 34 содержит формирователь импульсов 52, несущих информацию о периодическом изменении силы резания P, вход которого 53 подсоединен к выходу нормирующего усилителя 36, и измеритель частоты 54 динамической составляющей силы резания Pд, вход которого 55 подключен к выходу формирователя импульсов 52, а его выход 56 подсоединен к соответствующему входу компьютера средства числового программного управления 16. При этом устройство снабжено цифроаналоговым преобразователем 57, вход которого 58 подсоединен к соответствующему управляющему выходу компьютера средства числового программного управления 16, а его выход 59 подсоединен к управляющему входу привода 15 вращения приспособления 4 для крепления режущего инструмента 5. Привод 14 перемещения суппорта 8 со столом 9 по координатной оси Z станка в направлении по нормали к горизонтальной плоскости формообразования включает в себя механизм поступательного перемещения вдоль координатной оси X' (под углом а к координатной оси X) суппорта 8 клиновидной формы по наклонным относительно горизонтальной плоскости формообразования направляющим 60 станины 3, содержащий двухпланетарно-цевочный редуктор 61 циклоидального зацепления с одним входным звеном 62, соединенным с приводным шаговым двигателем 63. При этом, например, каждый из приводов 12 и 13 перемещения суппорта 8 со столом 9 вдоль соответствующих координатных осей X и Y станка 1 содержит по два блока 64, 65 и 66, 67 управления соответствующими шаговыми двигателями 30, 31 и 32, 33, а привод 14 перемещения суппорта 8 со столом 9 вдоль координатной оси Z станка 1 содержит один блок 68 управления шаговым двигателем 63.
Причем каждый из указанных блоков 64 ... 68 управления соответствующими шаговыми двигателями 30 ... 33 и 63 содержит по два канала (один в сторону "плюс", а другой в сторону "минус") ввода в режиме прямого цифрового счета количества и частоты управляемых импульсов, а также каждый из указанных блоков 64 ... 68 содержит по одному выходному каналу соответственно 69 ... 73 в виде фазовой коммутации с дроблением шага углового поворота выходного вала соответствующего шагового двигателя со стабилизацией силы тока в обмотках его статора. Привод 15 вращения приспособления 4 для крепления режущего инструмента 5 содержит, например, регулятор частоты 74 переменного тока, вход которого подключен к выходу 59 цифроаналогового преобразователя 57, а его выход 75 подключен к входу двигателя 76. Вал 77 двигателя 76 несет на себе датчик угловых перемещений и приводит во вращение приспособление 4 вместе с закрепленным режущим инструментом 5.
Приспособление 4 для крепления режущего инструмента 5, например, может быть выполнено в виде шлифовального шпиндельного узла с базированием шлифовального шпинделя на аэростатических осевых и радиальных опорах. Указанные приводы 13 и 14 координатных перемещений суппорта 8 по наклонным направляющим 60 станины 3 вдоль координатных осей Y и X' (под углом а наклоненной к оси X), а также привод 12 координатного перемещения стола 9 относительно суппорта 8 вдоль координатной оси X станка 1, например, содержат соответствующие механизмы 78, 79 и 80 типа винт-гайка качения, входное звено каждого из которых соединено с выходным валом соответствующего двухпланетарно-цевочного редуктора 24, 25 и 61 циклоидального зацепления.
Упругая обрабатывающая система 2 станка 1 в качестве входных звеньев содержит исполнительные органы 81, 82, 83 и 84 для воспроизведения технологических режимов интенсивности съема припуска от действия соответствующих приводов 12, 13, 14 и 15, а в качестве выходного звена упругая обрабатывающая система 2 содержит исполнительные органы, воспроизводящие составляющую силы резания P, действующую по нормали к плоскости формообразования.
Режущий инструмент 5 согласно изобретению на своей поверхности содержит отдельные режущие зерна 7, причем вершины 85 режущих зерен 7 представляют собой отдельные точки, совпадающие с точками выполненных на производящей инструментальной поверхности 6 линий 86, являющихся вершинами радиально расположенных выступов 87, причем вершины выступов 87 лежат в одной плоскости, совпадающей с плоскостью формообразования.
Возможен вариант конструктивного выполнения режущего инструмента 5, в котором согласно изобретению производящая инструментальная поверхность имеет форму усеченного конуса, обращенного своим меньшим основанием D1 в сторону обрабатываемого изделия 11, а вершины 85 режущих зерен 7 представляют собой отдельные точки, совпадающие с точками выполненных на производящей инструментальной поверхности 6 линий 86, являющихся вершинами радиально расположенных выступов 87, при этом вершины выступов 87 лежат на образующей 88 указанного конуса.
Устройство, выполненное согласно изобретению, для обработки изделий сложной пространственной формы, дополнительно содержит привод 89 поворота приспособления 10 для крепления обрабатываемого изделия 11 вокруг оси A, параллельной координатной оси X станка 1, и привод 90 поворота этого приспособления 10 с изделием 11 вокруг оси B, пересекающей под прямым углом координатную ось A станка 1, и электрические входы этих приводов, подсоединенные к соответствующим выходам 91 ... 94 многоканального линейного микроинтерполятора 41 с буферной памятью. Каждый из указанных приводов 89 и 90 поворота приспособления 10 для крепления обрабатываемого изделия 11 соответственно вокруг указанных осей A и B включает в себя по одному блоку 95 и 96 управления соответствующими шаговыми двигателями 97 и 98, которые имеют по два канала (один в строну "плюс", а другой в сторону "минус") ввода в режиме прямого цифрового счета количества и частоты управляющих импульсов от многоканального линейного микроинтерполятора 41 с буферной памятью, а также имеют по одному выходному каналу 99 и 100 в виде фазовой коммутации с дроблением шага углового поворота выходного вала 101 и 102 соответствующего шагового двигателя 97 и 98 со стабилизацией силы тока в обмотках статора. Кроме того, указанный привод 89 содержит сдвоенный двухпланетарно-цевочный редуктор 103 циклоидального зацепления, входной вал которого механически соединен с выходным валом 101 шагового двигателя 97, а выходной вал редуктора 103 расположен соосно координатной оси A и параллельно координатной оси X станка 1 и механически соединен с приспособлением 10 для крепления обрабатываемого изделия 11. При этом указанный привод 90 содержит двухпланетарно-цевочный редуктор 104 циклоидального зацепления, входной вал которого механически соединен с выходным валом 102 шагового двигателя 98, а выходной вал редуктора 104 механически соединен с входным звеном 105 механической передачи привода 106 поворота приспособления 10 с обрабатываемым изделием 11 вокруг оси B, пересекающей под прямым углом координатную ось A станка 1.
В процессе обработки сложнопрофильных изделий упругая обрабатывающая система 2 станка 1 в качестве входных звеньев содержит исполнительные органы 81, 82, 83, 84, 107 и 108 для воспроизведения технологических режимов интенсивности съема припуска от действия соответствующих приводов 12, 13, 14, 15, 89 и 90, а в качестве выходного звена упругая обрабатывающая система 2 содержит исполнительный орган, воспроизводящий составляющую силы резания P, действующую по нормали к плоскости формообразования.
В одном варианте выполнения устройство, выполненное согласно изобретению, может содержать приспособление 109 для крепления одного обрабатываемого изделия 11. В другом варианте выполнения устройство, выполненное согласно изобретению, может содержать приспособление 109 для крепления группы обрабатываемых изделий, содержащей по меньшей мере два обрабатываемых изделия 11, при этом многоканальная система оперативного контроля 110 содержит по меньшей мере две электрические цепи, каждая из которых содержит последовательно соединенные пьезоэлектрический датчик силы 35, размещенный под соответствующим обрабатываемым изделием 11, нормирующий усилитель напряжения 36 и аналого-цифровой преобразователь 37, выход которого подсоединен к соответствующему входу компьютера средства 16 числового программного управления.
Указанная многоканальная система оперативного контроля 110 может быть дополнительно снабжена подключенным через интерфейс связи 112 к компьютеру средства числового программного управления 16 многоканальным цифровым регистратором сигналов 113, входы которого подсоединены к выходам 111 соответствующих цифроаналоговых преобразователей 37 каждой электрической цепи многоканальной системы оперативного контроля 110.
Указанный многоканальный цифровой регистратор сигналов 113 может содержать оперативные запоминающие устройства 114, количество которых соответствует количеству обрабатываемых изделий 11 и выходы 111 которых являются выходами многоканального цифрового регистратора сигналов 113, последовательно подсоединенные генератор импульсов 115, счетчик импульсов 116, управляющие входы которых 117 и 118 подсоединены к блоку управления 119. При этом выход 120 блока управления 119, выходы 121 и 122 счетчика импульсов 116 и выход 123 каждого оперативного запоминающего устройства 114 являются выходами многоканального цифрового регистратора сигналов 113, которые через интерфейс связи 112 подключены к компьютеру средства 16 числового программного управления.
Предлагаемое устройство может дополнительно содержать механический привод 124 поворота приспособлений для крепления обрабатываемых изделий 11 вокруг оси A, параллельной оси X станка 1, и механический привод 125 вращения этих приспособлений 10 вокруг оси B, пересекающей под прямым углом координатную ось A станка 1, электрические входы 911, 921 и 931, 941 которых подсоединены к соответствующим выходам многоканального линейного микроинтерполятора 41 с буферной памятью. При этом указанный механический привод 124 содержит указанный привод 89 с закрепленным на столе 9 сдвоенным двухпланетарно-цевочным редуктором 103 циклоидального зацепления, входной вал которого механически соединен с выходным валом 101 шагового двигателя 97, а выходной вал редуктора 103 расположен соосно координатной оси A и параллельно координатной оси X станка 1 и механически соединен с поворотной относительно стола 9 на двух опорах 126 и 127 корпус-люлькой 128 с базовыми опорными поверхностями 129, одна из которых параллельна координатной оси X станка 1, а другая расположена по нормали к координатной оси B станка 1. На этих поверхностях 129 закреплена сменная многоместная кассета 130 для закрепления приспособления 10 для крепления обрабатываемых изделий 11.
Приспособление 10 может содержать один шпиндель или группу шпинделей, расположенных в ряд в одной плоскости, проходящей через координатную ось A станка 1. При этом каждый шпиндель размещен в кассете 130 на радиально-упорных подшипниках 131 и имеет зубчатый венец 132, кинематически связанный с указанной механической передачей 106, размещенной в сменной кассете 130 и связанной с механическим приводом 125 поворота этого приспособления 10 вокруг оси B, пересекающей под прямым углом координатную ось A станка 1. Указанный механический привод 125 включает в себя привод 90, в котором двухпланетарно-цевочный редуктор 104 циклоидального зацепления закреплен на указанной поворотной люльке 128, входной вал которого механически соединен с выходным валом 102 шагового двигателя 98, а выходной вал редуктора 104 расположен соосно выходному валу редуктора 103 и координатной оси A. Он размещен на радиальных опорах вращения 133 в отверстии указанной опоры 125 люльки 128 и кинематически соединен посредством зубчатой передачи 134 с входным звеном 105 механической передачи 106 привода поворота каждого отдельного и одновременно всех шпинделей приспособления 10 для крепления обрабатываемых изделий 11 в многоместной сменяемой кассете 130 вокруг оси B, пересекающей под прямым углом координатную ось A станка 1.
Предлагаемое устройство согласно изобретению может быть дополнительно снабжено подключенным через интерфейс связи 135 к компьютеру средства 16 числового программного управления многоканальным цифровым пьезоэлектрическим приводом 136 дополнительной дискретной врезной подачи Mz обрабатываемых изделий 11 по координатной оси Z станка 1, количество каналов которого соответствует количеству обрабатываемых изделий 11, и соответствующими количеству каналов этого привода 136 последовательно подключенными цифроаналоговыми преобразователями 137 и нормирующими усилителями 138, при этом управляющие выходные каналы 139 этого привода 136 подсоединены к входам соответствующих цифроаналоговых преобразователей 137, а выходы 140 нормирующих усилителей 138 подсоединены к соответствующим силовым входам 141 соответствующих пьезоэлектрических датчиков 35 каждой силовой цепи 142 многоканального цифрового пьезоэлектрического привода 136.
Многоканальный цифровой пьезоэлектрический привод 136 предлагаемого устройства может содержать оперативные запоминающие устройства 143, количество которых соответствует количеству обрабатываемых изделий 11 и входы 144 которых являются входами многоканального цифрового пьезоэлектрического привода 136, последовательно подсоединенные генератор импульсов 145 и счетчик импульсов 146, управляющие входы 147 и 148 которых подсоединены к блоку управления 149, при этом выход 150 блока управления 149, выходы 151 и 152 счетчика импульсов 146 и выходы 139 каждого оперативного запоминающего устройства 143 являются выходными каналами многоканального цифрового пьезоэлектрического привода 136.
Приспособление 10 для крепления обрабатываемых изделий 11 на шпинделях 10 содержит корпус (например, в виде люльки) 128, установленный на столе 9 шлифовального станка 1 с возможностью вращения вокруг оси A (параллельной координатной оси X станка 1), размещенный на опорных поверхностях 129 корпуса-люльки 128 в кассете 130 по меньшей мере один шпиндель 10 с зубчатым венцом 132 для крепления обрабатываемого изделия 11, который имеет привод 106 вращения указанного шпинделя 10 через зубчатый венец 132 вокруг оси B, пересекающей под прямым углом координатную ось A станка 1.
Привод 106 может быть выполнен согласно Патенту РФ N 1356359 и содержать механизм выборки зазоров в кинематической цепи в виде подпружиненной и упругой в продольном направлении рейки, установленной параллельно и диаметрально противоположно приводной рейке с возможностью взаимодействия со шпинделями 10 через зубчатый венцы 132. При этом целесообразно согласно изобретению чтобы привод 106 вращения шпинделей 10 содержал два полых винта 153 и 154, установленных параллельно и диаметрально противоположно относительно зубчатых венцов 132 шпинделей 10 с возможностью зубчатой передачей 155 их взаимного вращения. При этом для выполнения функций указанных реек для выборки зазоров в кинематической цепи в каждом винте 153 и 154 должны быть выполнены ослабляющие осевую жесткость поперечные прорези 156, а каждый конец каждого винта 153 и 154 закреплен в радиально-упорном подшипнике 157, 158 и 159, 160 с упругой деформацией сжатия в осевом направлении одного винта 154 и с упругой деформацией растяжения в осевом направлении другого винта 153.
Кроме того, в указанном приспособлении согласно изобретению в каждом винте 153 и 154 прорези 156 выполнены группами и группы прорезей 156 одного винта 153 расположены в шахматном порядке относительно групп прорезей 156 второго винта 154.
Корпус-люлька 128 может иметь установленные с возможностью осевого перемещения приспособления 161 для регулировки положения соответствующего пьезоэлектрического датчика 35, размещенные соосно соответствующему шпинделю 10 приспособления для крепления обрабатываемых изделий 11. При этом приспособление 161 для регулировки положения соответствующего пьезоэлектрического датчика 35 содержит винт 162, на торце 163 которого этот датчик 35 зафиксирован гайкой 164, выполненной в виде колпачка, наружная торцевая поверхность 165 которого контактирует с обращенной к нему торцевой поверхностью 166 соответствующего шпинделя 10.
В корпусе-люльке 128 приспособления для крепления обрабатываемых изделий 11 под каждым шпинделем 10 выполнено углубление 167 и колпачок 164 соответствующего приспособления 161 для регулировки положения соответствующего пьезоэлектрического датчика 35 размещен в этом углублении. При этом торцевая поверхность 166 соответствующего шпинделя 10, контактирующая с наружной 165 торцевой поверхностью колпачка 164, выполнена сферической.
Устройство согласно изобретению может иметь один режущий инструмент 5, а может иметь по меньшей мере один дополнительный режущий инструмент, производящая инструментальная поверхность которого выполнена аналогично производящей инструментальной поверхности упомянутого первого режущего инструмента по меньшей мере один дополнительный режущий инструмент, производящая инструментальная поверхность которого выполнена аналогично производящей инструментальной поверхности упомянутого первого режущего инструмента. Например, устройство может содержать три режущих инструмента 5, 167, 168, установленных с возможностью одновременного их поворота относительно оси C, параллельной координатной оси Z станка 1, в приспособлении для крепления режущего инструмента, выполненного, например, в виде "револьверной" головки 169.
Более подробно действие предлагаемого согласно изобретению способа рассмотрим на примере работы соответствующего его реализующего устройства при одновременном групповом размерно-регулируемом бездефектном микрошлифовании сложнопрофильных изделий из анизотропных твердоструктурных и хрупких материалов (алмазов).
Обработку осуществляют на устройстве, в котором станок 1 имеет три режущих инструмента 5, 167, 168, установленных в соответствующих приспособлениях 4 для их крепления с возможностью поворота в "револьверной" головке 169 относительно оси C, параллельной координатной оси Z станка 1, и предназначенных для последовательного снятия чернового, получистового и чистового припусков с заготовки обрабатываемого изделия до получения готового изделия с заданными размерами и заданной высотой микронеровностей на обработанной поверхности.
При этом в указанной "револьверной" головке 169 с гильзовым базированием жестко установлено приспособление 4 для крепления трех соответствующих режущих инструментов 5, 167 и 168. Причем каждый из трех режущих инструментов закреплен в приспособлении 4 посредством шлифовального шпиндельного узла с возможностью вращения соответствующего шпинделя вокруг своей оси, перпендикулярной к плоскости формообразования, в радиальных и осевых опорах скольжения с газовой смазкой. На каждом шпинделе на конической хвостовой его части посредством планшайбы жестко закреплены режущие инструменты (шлифовальные круги) 5, 167 и 168 в виде соответствующих шлифовальных кругов с наружным и внутренним диаметром торцевой поверхности, соответственно равным 250 и 207 мм. Размещают производящую инструментальную поверхность 6 каждого из трех шлифовальных кругов 5, 167 и 168 в одной и той же плоскости формообразования соответствующими осевыми вдоль оси C установочными перемещениями указанных шпиндельных узлов перемещением указанных гильз относительно указанной "револьверно" головки 169.
Применительно для обработки изделия 11, например, из натуральных алмазов типа "ювелирная вставка" с 57-ю гранями для получения оптических характеристик чистоты на окончательно обработанной поверхности Rz = 0,05 мм и с размерами заданной геометрической формы, соответствующими диаметру "рундиста", равному 3,4 мм, выбирают режущие характеристики производящей инструментальной поверхности 6 режущего инструмента 5 для съема чернового припуска с преобразованием в результате микрорезания исходной произвольной формы на поверхности кристалла, подлежащей обработке, в заданную форму с определенными размерами. При этом в результате обработки допускаются отдельные дефекты в виде царапин, возникших вследствие попадания в зону резания из связки 21 производящей инструментальной поверхности 6 частиц отдельных режущих зерен 85 или хрупко отколовшихся частиц с обрабатываемой поверхности кристалла.
При этом режущими зернами 85 производящей инструментальной поверхности 6 являются натуральные алмазы с размерами 5-7 мкм при 100% концентрации, связующим материалом 21 является твердая керамика.
При съеме получистового припуска того же изделия устраняют вышеуказанные дефекты с обрабатываемой поверхности кристалла, оставшиеся от предшествующей технологической операции съема чернового припуска при сохранении полученных размеров и формы, а также получают в результате пластического микрорезания оптические характеристики чистоты на обработанной поверхности кристалла. Для этого выбирают режущие характеристики производящей инструментальной поверхности 6 режущего инструмента 167 с режущими зернами 7 в виде натуральных алмазов с размерами 10-14 мкм при 100% концентрации со связующим материалом 21 в виде бакелита или мягкого органического вещества (костная мука).
При съеме чистового припуска сохраняют ранее полученные в результате съема получистового припуска формы с заданными размерами и оптическими характеристиками чистоты с образованием в приповерхностном слое на окончательно обработанной поверхности кристалла диссипативной структуры, свободной от дислокационных дефектов.
Для этого выбирают режущие характеристики производящей инструментальной поверхности 6 режущего инструмента 168 с режущими зернами 7 из натуральных алмазов с размерами 14-20 мкм при 150% концентрации со связующим материалом 21 в виде полиуретана с графитовым наполнителем.
Формирование микрорельефа на производящей инструментальной торцевой поверхности 6 каждого режущего инструмента 5, 167 и 168 в виде совокупности заданного количества осесимметрично расположенных отдельных режущих выступов 87 осуществляют непосредственно на станке 1. При этом прекращают подачу сжатого воздуха к газовым опорам указанных шлифовальных шпинделей и тем самым неподвижно фиксируют от возможности поворота каждое приспособление 4 для крепления каждого указанного режущего инструмента 5, 167 и 168 относительно станины 3 станка. На столе 9 станка 1 вместо приспособления 10 для крепления обрабатываемых изделий 11 устанавливают координатно-делительный стол с осью вращения, перпендикулярной к указанной плоскости формообразования. В приводе координатно-делительного стола установлен двухрядный планетарно-цевочный редуктор циклоидального зацепления на передаточное отношение 1: 100 (1: 102 ), выполненный, например, в соответствии с Патентом РФ N 2123627. Особенность конструкции редуктора состоит в том, что в нем отсутствуют люфты, зона нечувствительности и случайная составляющая кинематической погрешности. Имеет место динамическая стабилизация постоянства передаточного отношения и линейная характеристика крутильной жесткости. Это достигнуто благодаря применению Патента РФ N 1695595 при нарезании зубчатых колес на станке в соответствии с Патентом РФ N 1783696, что позволяет осуществить координатные вращения делительного стола с дискретностью силового управляющего воздействия 0,0036 градуса в устойчивом режиме прямого счета импульсов (без датчиков обратной связи). При этом количество единичных управляющих импульсов на каждый один оборот вала двигателя, приводящего во вращение указанный поворотно-делительный стол, выбирают равным 1000. На базовую поверхность указанного координатно-делительного стола устанавливают правящий алмазный ролик диаметром 65 мм с остроугольным профилем его периферийной режущей поверхности с радиусом при вершине 0,5 мкм и с осью вращения алмазного ролика, установленной параллельно указанной плоскости формообразования. Привод вращения правящего ролика на скорости вращения 8000 об/мин осуществляют от винтового пневмодвигателя циклоидального зацепления, который в соответствии с Патентом РФ N 306693 встроен в газодинамические опоры вращения ротора, несущего на себе правящий алмазный ролик.
Определяют управляющую программу взаимосвязанных перемещений в процессе правки каждого шлифовального круга, в том числе перемещений суппорта 8 по координатным осям Y и X' относительно станины 3, стола 9 по координатной оси X относительно суппорта 8 в зависимости от углового расположения плоскости вращения правящего алмазного ролика на указанном координатно-делительном столе, в функции координат расположения центра вращения координатно-делительного стола относительно центра вращения каждого режущего инструмента 5, 167 и 168 в плоскости формообразования, в функции радиуса при вершине 7 каждого режущего зерна 85, равного 1 мкм, а также в функции количества отдельных режущих выступов 87, состоящих из вершин 7 режущих зерен 85. Причем количество таких выступов 87 для каждой производящей инструментальной поверхности 6 для всех режущих инструментов 5, 167 и 168 выбирают одинаковым из условия, что наибольшее количество m таких выступов 87 не должно превышать количества единиц режущих зерен режущего инструмента 168 (имеющего наибольшие размеры режущих зерен 85, равные 25 мкм), которые расположены на наружном диаметре шлифовального круга, равного 250 мм (m, 30000). Кроме того, при определении управляющей программы процесса правки производящей инструментальной поверхности 6 режущего инструмента 5 учитывают необходимость придания производящей инструментальной поверхности 6 форму усеченного конуса, меньшее основание которого обращено в сторону обрабатываемой поверхности изделия 11, а вершины 7 режущих зерен 86 расположены на радиальных выступах 87, лежащих на образующих 88 указанного конуса.
При определении управляющей программы процесса правки производящей инструментальной поверхности 6 режущего инструмента 167 и 168 учитывают необходимость придания производящей инструментальной поверхности 6 с радиально расположенными линиями 86 в виде выступов 87, вершины которых лежат в одной плоскости, совпадающей с плоскостью формообразования.
Осуществляют процесс последовательной правки указанных режущих инструментов 5, 167 и 168 и, таким образом, технологически обеспечивают совмещение в одной и той же плоскости формообразования, принимаемой за базу отсчета по координатной оси Z станка 1, меньшее основание усеченного конуса на шлифовальном круге режущего инструмента 5, а также производящие инструментальные поверхности 6 шлифовальных кругов, соответствующих режущим инструментам 167 и 168. Затем поворотом "револьверной" головки 169 вокруг оси C устанавливают в рабочую позицию режущий инструмент 5 и включают подачу сжатого воздуха к газовым опорам указанных шлифовальных шпинделей каждого из трех приспособлений 4 для крепления соответствующих режущих инструментов 5, 167 и 168, а также включают двигатель 76 привода 15 вращения режущего инструмента 5 на скорости n = 3000 об/мин.
На столе 9 станка 1 на место указанного координатно-делительного стола с приспособлением для правки производящих инструментальных поверхностей 6 указанных режущих инструментов 5, 167 и 168 устанавливают приспособление 10 для крепления обрабатываемых изделий 11 в виде многоместной кассеты 130 с 15-ю шпинделями, жестко закрепленной на корпусе-люльке 128 и снабженной механическим приводом 124 поворота приспособлений 10 вокруг оси A, параллельной координатной оси X станка 1, а также снабженной приводом 125 поворота приспособлений 10 вокруг оси B, пересекающей под прямым углом координатную ось A станка 1.
При этом каждое обрабатываемое изделие приклеивают к соответствующей оправке, которую устанавливают в отверстие шпинделя и закрепляют цанговым зажимом в приспособлении 10. Расстояние между двумя соседними шпинделями выбирают равным 27,5 мм. Задают на производящей инструментальной поверхности 6 шлифовального круга режущего инструмента 5 траекторию, состоящую из последовательности 30000 отдельных вершин 85 режущих зерен 7, находящихся на пересечении 30000 радиальных выступов 87 со спиралью Архимеда. Причем шаг спирали Архимеда за каждый один оборот режущего инструмента 5 выбирают равным 1500 мкм (то есть 30000·Rz, где Rz = 0,05 мкм). В плоскости формообразования относительно центра окружности шлифовального круга режущего инструмента 5 задают координаты траектории одноразовых импульсных встреч указанных вершин 7 режущих зерен 85 производящей инструментальной поверхности 6 режущего инструмента 5, лежащих на указанной спирали Архимеда, с локальными точками обрабатываемой поверхности изделия при осуществлении соответствующего продольного перемещения. Указанную траекторию выбирают в виде прямолинейной хорды окружности с диаметром D2 = 250 мм, касающейся окружности с диаметром D1 = 207 мм, образованной из одного и того же центра, принятого за базу отсчета в плоскости формообразования X-Y. Совмещают с указанной прямолинейной хордой линию, соединяющую пятнадцать центров вращения шпинделей сменной кассеты 130 в приспособлении 10 для крепления обрабатываемых изделий 11. При этом суппорт 8 перемещают относительно станины 3 по координатной оси Y на величину +103,5 мм. Координируют крайнюю левую ось вращения шпинделя в 15-й местной сменной кассете 130 приспособления 10 по отношению к базе отсчета в плоскости формообразования вдоль координатной оси X в положение -67,95 мм. Задают на обрабатываемой поверхности линейную траекторию последовательных локальных точек одноразовых импульсных встреч с соответствующими вершинами 85 режущих зерен 7 на указанной спирали Архимеда вращающейся производящей инструментальной поверхности 6 режущего инструмента 5. Задают шаг между двумя рядом расположенными указанных локальными точками, соответствующий заданной величине микронеровностей Rz и равный 0,05 мкм.
Определяют скорость продольной подачи вдоль прямолинейной траектории по координатной оси X, равной 75 мм/сек ((30000·3000·0,05)/(60·1000)). Определяют длину хода вдоль координатной оси X, равной 27,5 мм. Задают наибольшую величину снимаемого припуска вдоль координатной оси Z, равной +160 мкм.
Задают начальную скорость врезной подачи, равной 2 мкм/сек, или начальную величину d0z дискретной врезной подачи d0z = 2.27,5+75 = 0,7(3) мкм/проход.
Определяют знаменатель q0 = 0,99541(6) убывающей (по закону геометрической прогрессии) дискретной врезной подачи от одного продольного прохода к другому по мере постепенного удаления припуска с обрабатываемой поверхности изделия 11 (q0 = 1-0,7(3)/160) = 0,99541(6).
Настраивают равной 0,05 мкм дискретность перемещения на единицу управляющего импульса от двигателя 30 привода 12 перемещения стола 9 относительно суппорта 8 вдоль координатной оси X станка 1 и от двигателя 32 привода 13 перемещения суппорта 8 относительно станины 3 вдоль координатной оси Y станка 1.
Настраивают равной 5 мкм дискретность перемещения на единицу управляющего импульса от двигателя 31 привода 12 перемещения стола 9 относительно суппорта 8 вдоль координатной оси X станка 1 и от двигателя 33 привода 13 перемещения суппорта 8 относительно станины 3 вдоль координатной оси Y станка 1.
При этом количество единичных управляющих импульсов на 5 каждый один оборот вала двигателей 30, 31, 32 и 33 выбирают равным 1000, шаг хода винта в шариковых винтовых передачах приводов 12 и 13 выбирают равным 5 мм, а передаточное отношение в редукторах 24 и 25 циклоидального зацепления выбирают равным 1:100 (1:102). Ограничивают наибольшие координатные перемещения стола 9 вдоль оси X величиной, равной 630 мм, и суппорта 8 вдоль оси Y величиной, равной 200 мм. Выбирают угол наклона направляющих 60 станины 3 относительно горизонтальной плоскости формообразования равным 5,73917 град (из условия sin 5,73917 = 0,1). Настраивают равной 0,05 мкм дискретность перемещения на единицу управляющего импульса от двигателя 63 привода 14 перемещения суппорта 8 относительно станины 3 вдоль координатной оси X' станка 1, наклоненной относительно оси X на угол 5, 73917 град. При этом количество единичных управляющих импульсов на каждый один оборот вала двигателя 63 выбирают равным 1000, шаг хода винта в шариковой винтовой передаче привода 14 выбирают равным 5 мм, а передаточное отношение в редукторе 61 выбирают равным 1:100 (1: 102). Ограничивают наибольшую длину координатного перемещения суппорта 8 вдоль оси X' величиной, равной 100 мм.
Настраивают равной 0, 0001 град дискретность углового поворота 25 корпуса-люльки 128 вместе с многоместной сменной кассетой 130 вокруг оси A, параллельной координатной оси X станка 1 от двигателя 97 привода 89. При этом количество единичных управляющих импульсов на каждый один оборот вала двигателя 97 выбирают равным 1000, а передаточное отношение сдвоенного двухпланетарно-цевочного редуктора 103 выбирают равным 1:3600 (1:62·102). Ограничивают наибольший угол поворота корпус-люльки 128 вокруг оси A в пределах от 0 до 90 град.
Настраивают равной 0,0001 град дискретность углового поворота шпинделей в многоместной кассете 130 вокруг оси B, пересекающей под прямым углом ось A, в приспособлении 10 для крепления обрабатываемых изделий 11 от двигателя 98 привода 90. При этом количество единичных управляющих импульсов на каждый один оборот вала двигателя 98 выбирают равным 1000, передаточное отношение сдвоенного двухпланетарно-цевочного редуктора 104 выбирают равным 1:100 (1: 102 ), а передаточное отношение между двумя полыми винтами 153, 154 с зубчатым колесом 132 в приводе 106 поворота шпинделей с обрабатываемыми изделиями 11 в многоместной кассете 130 выбирают равным 1:36. Угол поворота по координатной оси B не ограничивают как в сторону "плюс", так и в сторону "минус".
Благодаря использованию Патента РФ
N 1309444 при нарезании винтов,
применяемых в
передачах типа "винт-гайка" качения приводов 12, 13 и 14, в сочетании с использованием в
каждом из этих приводов
соответствующих
двухпланетарно-цевочных редукторов 24, 25 и 62
циклоидального
зацепления на передаточное отношение 1:100 (1:102), выполненных по Патенту РФ N
2123627 с нарезанными
зубчатыми колесами по
Патенту РФ N 1695595 на станке по Патенту РФ N
1783696,
достигается возможность каждый из указанных приводов выполнить в виде узла микромеханики для
осуществления линейных
микроперемещений
крупногабаритных и массивных узлов, в том числе
суппорта 8 вместе
со столом 9 и приспособлением 10 для крепления обрабатываемых изделий 11 относительно
станины 3 вдоль координатных
осей X' и Y
станка 1, а также стола 9 вместе с приспособлением
10 для крепления
обрабатываемых изделий 11 относительно суппорта 8 вдоль координатной оси X станка 1. При
этом обеспечиваются следующие
преимущества:
- 100%-я многопарность зацепления,
которая на порядок
превышает технические характеристики привода по сравнению с лучшими мировыми аналогами, а
самое главное, значительно
повышает кинематическую точность;
- линейная
характеристика крутильной
жесткости, которая позволяет выгодно использовать указанные приводы в качестве прецизионных
сервоприводов с широким
диапазоном передачи крутящего момента;
- отсутствие люфтов, гистерезиса и
зоны нечувствительности, которые позволяют непосредственно использовать указанные приводы в
двунаправленных
"вращение - перемещение" системах без потери
прецизионности перемещения в случае изменения
направления крутящего момента;
- практическое отсутствие трения скольжения и
наличие 100%-й
многопарности зацепления обеспечивает
эффективность (КПД) передачи не ниже 95%;
- динамическая стабилизация постоянства передаточного отношения, исключающая случайные
составляющие
кинематической погрешности на всех, начиная с
нуля, скоростях перемещений;
- регулярный
характер систематической составляющей кинематической погрешности механической передачи,
позволяющая
за
счет использования программных средств
обеспечить непостоянство передаточного отношения, не
превышающее 0,01%.
Кроме того, конструктивным исполнением механической передачи в виде суммирующего механизма с двумя входными звеньями соответственно 26 и 27 в приводе 12, а также 28 и 29 в приводе 13 обеспечивается геометрическое сложение одновременно двух составных частей движения по каждой координатной оси в плоскости формообразования для формирования согласно управляющей программы на обрабатываемой поверхности изделия 11 траектории заданной последовательности указанных отдельных локальных точек одноразовых импульсных встреч с соответствующей последовательностью вершин 85 режущих зерен 7 на указанной расчетной траектории в виде спирали Архимеда в функции скорости вращения производящей инструментальной поверхности 6 шлифовального круга режущего инструмента 5. Причем согласно Патенту РФ N 2047473 при формировании на координатных осях соответствующих величин дискретности в функции управляющей программы, большая часть величины каждой дискретности на базовой частоте приближенно формирует траекторию с заданной последовательностью отдельных локальных точек на обрабатываемой поверхности, а другая - малая часть величины этой дискретности корректирует в реальном масштабе времени перемещение того же исполнительного органа станка 1 и, при этом, она формируется алгебраическим сложением постоянных величин минимальных дискретностей мезомасштабного уровня, соизмеримых с величиной Rz, на частотах, превышающих базовую частоту. Тем самым обеспечивается возможность на несколько десятичных порядков увеличить диапазон дискретности перемещения исполнительных органов станка на каждую единицу управляющего импульса, а также повысить точность обработки любой величины дискретности в упомянутом диапазоне не грубее чем величина Rz, например, равной 0,05 мкм.
Для устойчивого управления
бездефектным
процессом размерно-регулируемого микрошлифования автономно каждого отдельного из пяти одновременно обрабатываемых
изделий 11 на основе тестовой идентификации
параметров соответственно
каждой из
пяти
одновременно действующих упругих обрабатывающих систем 2, а также на основе технологической диагностики состояния
этих параметров конструктивные и
технические решения привода 14
позволяют
учитывать
следующие условия:
- несовпадение между отдельными одновременно обрабатываемыми изделиями 11 величин
исходного припуска на обработку, а
также несовпадение анизотропии
механических
характеристик материала обрабатываемых поверхностей изделий 11;
- нестационарность режущих характеристик
производящей инструментальной
поверхности 6 каждого режущего
инструмента 5, 167 и 168;
- снижение потенциальной энергии и статической составляющей упругой деформации в каждой автономной
упругой обрабатывающей системе 2
по мере удаления припуска
соответственно с каждого
обрабатываемого изделия при приближении к готовому размеру с тем, чтобы величина разноразмерности между пятью
одновременно обрабатываемыми
изделиями не превышала заданную
величину (например, 0,06 мм
для "ювелирных" изделий, или например, 0,1 мкм для медицинских изделий);
- равенство нулю производной
по времени приращения
потенциальной энергии и,
следовательно, наибольшей статической
составляющей упругих деформаций в каждой автономно функционирующей упругой обрабатывающей системе 2 в момент
появления автоколебаний
динамической составляющей
упругих деформаций (в момент,
идентифицирующий появление множества единичных пластически деформированных стружек в результате начала бездефектного
микро резания);
- единого для всех пяти
одновременно действующих
автономных упругих обрабатывающих систем закона изменения интенсивности съема припуска от одного к другому продольному проходу
при осуществлении
тестовой идентификации
параметров упругости каждой
отдельной из этих систем в реальном масштабе времени обработки на основе использования компьютера в системе 16 числового
программного управления;
- осуществления врезной подачи от прохода к
проходу (в точках реверса направления продольной подачи) в дискретном режиме с разрешающей способностью каждого единичного
дискретного
перемещения на
микромасштабном уровне на каждую единицу
управляющего импульса.
Всей совокупности вышеперечисленных условий удовлетворяет примененное в приводе 14 устройство, соответствующее Патенту РФ N 342741, в котором расширение диапазона врезных подач обеспечивается законом изменения врезных подач, осуществляемых по гладкой поверхности кулака подачи в виде логарифмической спирали, приводимого во вращение шаговым приводом с настраиваемой величиной шага.
Точность и жесткость расположения вращающейся производящей инструментальной поверхности 6 относительно плоскости формообразования (соответственно в пределах 0,1 мкм по осевому и радиальному биению, а также 120 Н/мкм по жесткости радиальных и осевых опор) обеспечивается конструктивным исполнением шлифовального шпиндельного узла приспособления 4 для крепления режущих инструментов 5, 167 и 168. Причем вал двигателя 76 несет на себе датчик угловых перемещений с числом угловых шагов, равным 30000. В указанном шлифовальном шпиндельном узле применены газостатические радиальные и осевые опоры вращающегося шпинделя, причем поверхности вращения шпинделя, определяющие точность вращения, а также радиальную и осевую его жесткость выполнены из металлокерамических композиционных материалов с низким коэффициентом теплопроводности, обеспечивающие возможность сохранить постоянство радиального зазора между шейками шпинделя и втулкой подшипника равным 1,5 .. . 2 мкм на диаметре шпинделя 90 мм в диапазоне 25 скоростей от 1000 до 10000 об/мин. Такое конструктивное выполнение шлифовального шпиндельного узла осуществляется на основании использования Патента РФ N 2019384, в соответствии с которым заданные размеры диаметров шеек шлифовального шпинделя обеспечиваются в результате обработки на круглошлифовальном станке с настройкой и адаптивным контролем упругой технологической системы. Сущность способа обработки по Патенту РФ N 2019384 состоит в том, что величину припуска на чистовую обработку по всей длине шпинделя, армированного указанным металлокерамическим композиционным материалом, формируют на этапе черновой обработки при построчном врезном круглом шлифовании со скоростью врезной подачи на каждой i-ой строчке, исходя, во-первых, из условия равенства величин чистового припуска на каждой i-ой строчке величинам соответствующих деформаций в упругой технологической системе в конце этапа черновой обработки, и, во-вторых, исходя из условия съема чистового припуска при продольном круглом шлифовании в режиме "выхаживания" как минимум за один продольный ход детали относительно шлифовального круга. Причем последовательное построчное формирование указанной величины припуска на чистовую обработку на круглошлифовальном станке осуществляют по способу адаптивного управления процессом врезного шлифования в соответствии с Патентом РФ N 779052, согласно которому после достижения установившегося режима резания на этапе черновой обработки поверхности измеряют упругую деформацию в обрабатывающей системе круглошлифовального станка и устанавливают припуск на чистовую обработку, определяемый умножением измеренной величины упругой деформации на отношение между разностью скоростей съема на черновом и в конце чистового этапов к скорости съема на черновом этапе обработки.
Конструктивная особенность системы оперативного контроля 110 и многоканального цифрового пьезоэлектрического привода 136 состоит в том, что датчик 35 является общим элементом и в указанной многоканальной системе оперативного контроля 110 и в указанном многоканальном цифровом пьезоэлектрическом приводе 136. Конструктивно датчик 35 выполнен аналогично устройству, которое применено в столе с пьезоэлектрическим приводом (К. Мицутани, Т. Кавако, И. Танака "Стол с пьезоэлектрическим приводом и его применение для микрошлифования керамических материалов". Прециссион Инженеринг N 4, 1991 г. , с. 219-226). При этом на опорных поверхностях 129 корпуса-люльки 128 размещены подшипники, замыкающие без прерывания упругого контакта статическую и динамическую составляющие сил микрорезания в осевом (вдоль координатной оси B) направлении на торцевую поверхность 166 каждого шпинделя в любом его угловом положении при вращении вокруг координатной оси B в приспособлении 10 для крепления обрабатываемого изделия 11. При этом каждый шпиндель своей торцевой поверхностью 166 опирается на пьезоэлектрический датчик силы (пьезопреобразователь) 35, который фиксирует изменение составляющей силы резания вдоль координатной оси B и преобразует изменения сжимающих напряжений в напряжение электрического тока. Датчик силы (пьезопреобразователь) 35 обладает высоким быстродействием и чувствительностью, достаточной для регистрации динамики дискретного процесса периодического одновременного (синхронного) отделения множества единичных стружек. Конструктивно указанный пьезопреобразователь 35 встроен в винт 162 указанного подпятника и он состоит из четырех пьезокерамических пластин, размещенных попарно и соединенных по дифференциальной схеме. Внешние обкладки пьезопластин соединены вместе и подключены на корпус. При этом изоляция датчика от корпуса отсутствует. Центральные выводы каждой пары образуют два сигнальных выхода. В качестве соединения используется медная фольга толщиной 0,05 мм.
Для создания надежного электрического контакта при скреплении всех элементов датчика клеем ЭД-5 фольга перфорируется с обеих сторон, при этом на поверхности фольги образуются острые заусенцы, которые обеспечивают в клеевом соединении надежный электрический контакт. Диапазон амплитуды регистрируемых сигналов от 0, 001 до 10 вольт. Диапазон частоты регистрируемых сигналов от 10 Гц до 1,5 мГц. При использовании указанного пьезопреобразователя в датчике 35 в качестве привода линейного перемещения шпинделя вдоль оси B в пределах упругих деформаций между телами качения в радиально-упорных подшипниках 131 диапазон амплитуды изменения (увеличения ширины пьезоэлектрического элемента) составляет от 0,001 до 15 мкм в диапазоне частот от 10 Гц до 1,5 мГц.
В состав средства 16 числового программного управления 25 входит промышленный персональный компьютер, который служит для непосредственного управления формообразующими перемещениями исполнительных органов станка 1, в том числе перемещениями суппорта 8 относительно станины 3 вдоль координатных осей X' и Y, перемещениями стола 9 относительно суппорта 8 вдоль координатной оси X, поворотом корпуса-люльки 128 вместе со сменной кассетой 130 вокруг координатной оси A, а также поворотом шпинделей в сменной кассете 130 вокруг координатной оси B в приспособлении 10 для крепления обрабатываемых изделий 11.
Кроме того, промышленный персональный компьютер системы 16 числового программного управления станком 1 служит для идентификации в реальном масштабе времени на предварительной стадии обработки физических параметров бездефектного размерно-регулируемого процесса микрошлифования каждого j-го из пяти одновременно обрабатываемых изделий 11. По этим параметрам определяют режимы установившегося процесса при съеме основной части припуска. В том числе на основе этих режимов осуществляют технологическое диагностирование (идентификацию в реальном масштабе времени) фактического состояния параметров упругости каждой j-ой из пяти одновременно функционирующих упругих обрабатывающих систем 2, а также осуществляют непосредственное управление дополнительными упорядоченными технологическими воздействиями каждой заданной вершины 85 режущего зерна 7 каждого заданного выступа 86 производящей инструментальной поверхности 6 на каждую заданную локальную точку на площадке с площадью Aj, ограниченной указанным диаметром dфAj, пятна контакта каждого j-го из пяти одновременно обрабатываемых изделий 11 с производящей инструментальной поверхностью 6. При этом осуществляют управление дополнительными взаимосвязанными движениями приводов 12, 13, 14 и 15 с цифровым пьезоэлектрическим приводом 136 для обеспечения регулярности (во времени и пространстве) воздействия микромасштабного уровня на процесс постепенного накопления усталости к возвратно-поворотным модам деформации на границах между отдельными структурными ячейками мезомасштабного уровня (мезообъемами) путем самоорганизующегося синхронного формирования на пластически деформируемых поверхностях каждого j-го из пяти одновременно обрабатываемых изделий 11 унитарных ячеистых структур с периодическим (за время одного периода автоколебания динамической составляющей упругой деформации) одновременным удалением с каждой указанной площадки контакта макромасштабного уровня множества единичных пластически деформированных стружек с линейными размерами каждой из них, например, равной Rz = 0,05 мкм в результате одновременной потери сдвиговой устойчивости на границе между всеми указанными мезообъемами на указанной площадке пятна контакта.
Для осуществления указанного упорядоченного
дополнительного технологического воздействия в процессе
размерно-регулируемого
бездефектного микрошлифования взаимосвязывают,
например,
координатные перемещения в плоскости формообразования X-Y всех
пяти одновременно обрабатываемых
изделий 11
относительно вращающейся
на скорости 3000 об/мин производящей
инструментальной
поверхности 6 диаметром 250 мм, имеющей на торцевой поверхности
30000 осесимметричных радиальных выступов 86. Эту
взаимосвязь осуществляют на
математическом принципе, описывающем
кинематику работы
устройства для абразивной обработки по Патенту РФ N 1281385,
которое обеспечивает суммирование двух вращательных
движений в функции скорости
вращения шлифовального круга с
изменяющейся величиной
эксцентриситета таким образом, чтобы траектория
плоскопараллельного перемещения каждой вершины 7 режущего зерна 85
себя не повторяла за время
каждого одного периода, равного
периоду автоколебаний
динамической составляющей упругих деформаций в
обрабатывающей системе на каждом отдельном из пяти одновременно
обрабатываемых изделий 11. При
этом за время каждого одного
такого периода величину
указанного регулируемого эксцентриситета изменяют
от нуля до половины указанного диаметра dфAk,
ограничивающего площадь Ak
указанной площадки пятна
контакта поверхности
наиболее твердого k-го из пяти одновременно
обрабатываемых изделий 11 с производящей инструментальной поверхностью
6.
По окончании каждого одного такого периодического упорядоченного дополнительного технологического воздействия компьютер устройства 16 системы числового программного управления станком 1 осуществляет управление периодическим дискретным перемещением одновременно всех обрабатываемых изделий 11 вдоль расчетной траектории, касающейся всеми своими точками вращающейся производящей инструментальной поверхности 6, с шагом дискреты численно равной диаметру dфAk площади пятна контакта наиболее твердого k-го изделия 11 с производящей инструментальной поверхностью 6.
Кроме того, путем
компьютерного управления
осуществляют:
- одновременность каждого начала
периодического упорядоченного технологического воздействия для всех пяти одновременно
обрабатываемых изделий 11;
- определение шага
дискретности S и синхронизацию осуществления
дополнительной врезной подачи от цифрового пьезоэлектрического привода 136 автономно каждого
отдельного из пяти одновременно
обрабатываемых изделий 11
в ходе периодического упорядоченного
импульсного технологического воздействия на обрабатываемые поверхности этих изделий;
- определение периодических перемещений
мезомасштабного уровня,
численно равных величине
микронеровностей Rz = 0,05 мкм на окончательно обработанной поверхности, в направлении координатной
оси Z станка 1 от привода 14 по
окончании времени каждого
одного цикла периодического
упорядоченного импульсного технологического воздействия, определяемого временем каждого одного периода
автоколебаний динамической составляющей
упругих деформаций
обрабатывающей системы 2 при
обработке наиболее твердого k-го из пяти одновременно обрабатываемых изделий 11;
- изменение
направления одновременного продольного
перемещения указанных пятен
контакта каждого из пяти
одновременно обрабатываемых изделий 11 вдоль расчетной траектории, касающейся всеми своими точками
вращающейся производящей инструментальной
поверхности 6, в конечных
точках этой траектории на длине
27,5 мм.
На предварительной стадии обработки функции компьютера в системе 16
числового программного управления станком 1
включают в себя:
- тестовую идентификацию
параметров упругости автономно каждой из пяти одновременно действующих упругих обрабатывающих систем 2
(соответствующих количеству одновременно
обрабатываемых изделий 11);
- размерную
настройку каждой автономной упругой обрабатывающей системы 2 (из пяти одновременно действующих) в каждом
продольном проходе при обработке каждого
отдельного из пяти
одновременно обрабатываемых
изделий 11 на основе идентифицированных в реальном масштабе времени обработки тестовыми методами параметров
упругости в соответствующей упругой
обрабатывающей системе 2;
- расчет программы
управления приводами 12, 13, 14, 15, 30, 124 и 125 для изменения входных параметров интенсивности съема
припуска в функции времени (количества
продольных проходов) для
каждого отдельного из пяти
одновременно обрабатываемых изделий 11 для осуществления тестовой идентификации указанных параметров;
- совмещение в реальном масштабе
времени обработки функций
управления приводами по
координатным осям X, Y, Z, A и B в зависимости от углового положения каждой заданной вершины 85 режущего зерна 7 на
каждом радиальном выступе 86
производящей
инструментальной поверхности 6 и
скорости вращения режущего инструмента 5 с функциями фиксации, запоминания, математического анализа информации об изменении
силовых параметров резания
при
осуществлении тестового закона изменения
интенсивности съема припуска от прохода к проходу;
- идентификацию интервала, времени T (постоянной времени переходных
процессов резания),
интегрально характеризующего параметры упругости
автономно в каждой отдельной из пяти одновременно действующих упругих обрабатывающих системах 2 при наличии одновременного
совпадения двух событий,
определяемых результатами соответствующих
вычислительных операций, сопровождающих процесс микрорезания в реальном масштабе времени, один из которых фиксируют порядковый номер
продольного прохода,
на
котором математически определяют момент
появления автоколебаний динамической составляющей упругой деформации в какой-либо из пяти одновременно действующих упругих
обрабатывающих системах 2, а
другие
вычислительные операции определяют
производную изменения от прохода к проходу статической составляющей упругой деформации автономно в каждой отдельной из пяти
одновременно действующих
упругих
обрабатывающих системах 2 с фиксацией
порядкового номера продольного прохода (а следовательно и интервала времени T), при котором указанная производная становится
равной нулю в той же
самой
упругой
обрабатывающей системе 2 из пятим
одновременно действующих;
- приведения фактической разницы в размерной настройке между отдельными автономными упругими
обрабатывающими
системами 2
из пяти
одновременно действующих к
заданному (допустимому) значению путем корректировки указанных параметров упругости (интервал времени T) соответствующим изменением
скорости вращения
производящей
инструментальной поверхности 6;
- последовательное (автономное для каждого из пяти одновременно обрабатываемых изделий) определение параметров и программы
управления приводами
12, 13, 14,
15,
124 и 125, а также
непосредственное управление многоканальным регистратором сигналов 113 и многоканальным цифровым пьезоэлектрическим приводом 136 при
осуществлении установившегося
бездефектного
размерно-регулируемого
процесса микрошлифования в условиях дополнительного упорядоченного технологического воздействия параметрами упругости обрабатывающей
системы автономно на
каждое
из пяти
одновременно обрабатываемых
изделий с учетом фактических параметров упругости (через идентификацию интервала времени T) в соответствующей упругой обрабатывающей
системе 2.
Для осуществления быстродействующей идентификации интервала времени T автономно в каждой отдельной из пяти одновременно действующих упругих обрабатывающих систем 2 на основе использования компьютера в системе 16 числового программного управления станком 1, используют приемы, например, применяемые в способе адаптивного управления в соответствии с Патентом РФ N 878540. При этом, для определения параметров размерной настройки каждой автономной из пяти одновременно действующих упругих обрабатывающих систем 2, например, используют способ адаптивного управления в соответствии с Патентом РФ N 779052, а управление параметрами интенсивности съема припуска, например, осуществляют по способу адаптивного управления в соответствии с Патентом РФ N 722746. При необходимости корректировки параметров упругости в одновременно пяти автономно функционирующих упругих обрабатывающих системах с целью приведения разницы в размерной настройке этих систем друг относительно друга к номинально заданному (допустимому) значению, например, применяют способ адаптивного управления многоинструментальным шлифованием в соответствии с Патентом РФ N 1302572, согласно которому указанный интервал времени T корректируют соответствующим изменением скорости вращения производящей инструментальной поверхности 6.
Для обеспечения перемещения стола 9 в направлении координатной оси X станка 1 на стационарном участке перемещения на скорости 75 мм/сек и с дискретностью 0,05 мкм задают наибольшую частоту воздействующих импульсов на двигатель 30 привода 12 равной 100000 имп/сек, а также задают наибольшую частоту управляющих импульсов на двигатель 31 привода 12 равной 14000 имп/сек. Применение в приводах 12, 13, 14, например, шаговых двигателей типа ДШИ с точки зрения их динамических качеств позволяет обеспечить время "разгона + торможения" двигателей 30, 31, 32, 33 и 63 в точках реверса направления продольной подачи вдоль координатной оси X от "нуля" до соответствующего максимального значения за 0,106621(3) секунды.
Количество отрабатываемых двигателями 30, 32 и 63 воздействующих импульсов на частотах в диапазоне от 0 до 100000 1/сек в функции прямого счета управляющих импульсов на постоянной частоте 1500000 1/сек определяют компьютером системы 16 числового программного управления вычислительными операциями при решении уравнений линейной интерполяции для осуществления заданных законов стадий "разгона" и "торможения" при возвратно-поступательном перемещении стола 9 относительно суппорта 8 вдоль координатной оси X, а также при возвратно-поступательном перемещении суппорта 8 относительно станины 3 вдоль координатных осей Y и X'. При этом за время 0,05317 сек (что соответствует 79755 управляющим импульсам) осуществляют стадию "разгона", то есть изменение частоты следования воздействующих импульсов от 0 до 100000 1/сек (что соответствует изменению линейной скорости перемещения от 0 до 5 мм/сек). Причем суммарное количество таких воздействующих импульсов составляет 2666 (что соответствует 0,1333 мм линейного перемещения).
Аналогичным образом количество отрабатываемых двигателями 31 и 33 воздействующих импульсов на частотах в диапазоне от 0 до 14000 1/сек в функции прямого счета управляющих импульсов на постоянной частоте 1500000 1/сек определяют компьютером системы 16 числового программного управления вычислительными операциями при решении уравнений линейной интерполяции для осуществления заданных законов стадий "разгона" и "торможения" при возвратно-поступательном перемещении стола 9 относительно суппорта 8 вдоль координатной оси X, а также при возвратно-поступательном перемещении суппорта 8 относительно станины 3 вдоль координатной оси Y. При этом за время 0, 05317 сек (что соответствует 79755 управляющим импульсам) осуществляют стадию "разгона", то есть изменение частоты следования воздействующих импульсов от 0 до 14000 1/сек (что соответствует изменению линейной скорости перемещения от 0 до 70 мм/сек), причем суммарное количество таких воздействующих импульсов составляет 373 (что соответствует 1,865 мм).
Таким образом", суммарное количество управляющих импульсов на этапе "разгона" составляет 79755. Такое же количество управляющих импульсов имеет место и на этапе "торможения". Суммарная длина участка "разгона", равная длине участка "торможения", составляет 1,9983 мм. Длина стационарного участка вдоль оси X составляет 27,5 - 2·1,9983 = 23, 5034 мм.
Общее количество управляющих импульсов на стационарном участке микрошлифования составляет 470068 имп. С учетом участков "разгона" и "торможения" суммарное количество управляющих импульсов за каждый один цикл продольного прохода стола 9 относительно суппорта 8 вдоль координатной оси X станка 1 от одной точки реверса до другой составляет: (470068 + 2· 79966) = 630000 импульса.
За каждый один цикл продольного прохода стола 9 производящая инструментальная поверхность 6 осуществит 21 оборот (630000 - 30000). При этом время одного такого цикла составляет 0,42 сек = (21·60)/3000, а средняя скорость перемещения стола 9 вдоль координатной оси X составляет 65,476 мм/сек.
Начинают вести обработку подачей команды "пуск цикла" в систему 16 числового программного управления станком 1. В момент, совпадающий с началом перемещения стола 9 относительно суппорта 8 в сторону "плюс" вдоль координатной оси X, осуществляется дискретная врезная макроподача в направлении координатной оси Z на величину -0,7(3) мкм за счет дискретного перемещения суппорта 8 по наклонным направляющим станины 3 вдоль координатной оси X' на величину 7, (3) мкм (в направлении подъема "в гору"). При этом стол 9 за время разгона tр = 0,05317 сек переместится из координаты X0 = -67,95 мм в координату X1 = -65,9517 мм вследствие того, что за это время в режиме прямого счета каждого управляющего импульса с общим количеством 79755 привод 12 в результате линейной интерполяции осуществит суммарный угловой поворот вала шагового двигателя 30 на 2666 угловых дискрет, а также осуществит поворот вала шагового двигателя 31 на 373 угловые дискреты. Начиная с 79756-го и по 470490-й управляющие импульсы равномерная частота угловых дискретностей вала шагового двигателя 31 будет определяться равномерной частотой воздействующих импульсов, определяемой равномерным отсчетом через каждые 107 пропущенных управляющих импульсов. При этом общее количество воздействующих на шаговый двигатель импульсов за этот период составит 4397. Особенность управления шаговым двигателем 30 состоит в неравномерности отсчета числа пропущенных управляющих импульсов, а следовательно и в неравномерности частоты угловых дискретностей вала шагового двигателя 30. Например, начиная с 79756-го управляющего импульса первые два воздействующих на шаговый двигатель 30 импульсов последуют через каждые 15 пропущенных управляющих импульсов (то есть на 79770-ом и на 79785-ом управляющих импульсах), третий воздействующий импульс последует после 16-го пропущенного управляющего импульса (то есть на 79801- ом управляющем импульсе), затем 4-й, 5-й, 6-й, и 7-й воздействующие на шаговый двигатель 30 импульсы последуют через каждые 15-ть пропущенных управляющих импульсов. Восьмой воздействующий импульс вновь последует после 16-й пропущенных управляющих импульсов (то есть на 79877-ом управляющем импульсе). И так далее общее количество воздействующих на шаговый двигатель импульсов составит 31366 единиц (за время прямого счета начиная с 79756-го и по 470490-й управляющих импульсов). Такой принцип управления перемещениями позволяет обеспечить отклонение от точности координатного расположения перемещаемого объекта в каждый заданный момент времени по всей длине перемещения (равного 27,5 мм) в пределах одной угловой дискретности шагового двигателя 30 привода 12, что эквивалентно 0,05 мкм линейного перемещения стола 9 вдоль координатной оси X. Через 0, 42 сек с начала пуска цикла (или в момент окончания 21-го оборота производящей инструментальной поверхности) стол 9 по отношению к суппорту 8 вдоль координатной оси X займет положение, совпадающей с точкой реверса, равное - 40,45 мм. В ходе первого продольного прохода пьезоэлектрический датчик 35, упирающийся через колпачок 164 в сферическую торцевую поверхность 166 шпинделя приспособления 10 для крепления обрабатываемых изделий 11, регистрирует момент касания вращающейся производящей инструментальной поверхности 6 с обрабатываемой поверхностью изделия 11, условно имеющего порядковый номер "первый" из пяти одновременно обрабатываемых изделий. При этом через каждые 16444 управляющих импульса опрашивают и запоминают в компьютере системы 16 числового программного управления силу резания "первого" изделия по показаниям соответствующего пьезоэлектрического датчика силы 35. За время цикла первого продольного прохода, равного 0,42 сек, число таких замеров (опросов) составит 38 раз. В конце первого продольного прохода за время 0,011 (16444+1500000) сек компьютер системы 16 числового программного управления определяет (вычисляет) среднее значение силы резания, равное 0,03 кгс, и устанавливает факт отсутствия повторяемости фактической силы резания, замеренной в точках опроса датчика силы 35, средневычисленному значению этой силы резания за все время первого продольного прохода. В крайне "правом" положении реверса продольного перемещения стола 9 относительно суппорта 8 осуществляют дискретную врезную подачу в направлении координатной оси Z на величину -0,7299722 мкм путем соответствующего дискретного перемещения суппорта 8 "в гору" по наклонным направляющим станины 3 вдоль координатной оси X' на величину -7,29972 мкм. В этом же крайне "правом" положении реверса продольного перемещения стола 9 реверсируют направление продольного перемещения стола 9 в противоположную сторону и продолжают вести обработку одновременно всех пяти изделий 11 на втором продольном проходе. При этом фиксируют факт времени касания "второго" из пяти одновременно обрабатываемых изделий с вращающейся производящей инструментальной поверхностью 6. Аналогично первому продольному проходу через каждые 16444 управляющих импульса опрашивают и запоминают в компьютере силу резания на изделиях соответственно с первым и вторым номерами из пяти одновременно обрабатываемых изделий 11. За время цикла второго продольного прохода, равного 0,42 сек, число замеров силы резания от пьезоэлектрических датчиков силы 35 при обработке изделий N 1 и N 2 из пяти одновременно обрабатываемых составит 38 раз. В конце второго продольного прохода за время, равное 0, 011 (16444+1500000) сек, компьютер системы 16 числового программного управления вычисляет среднее значение силы резания на изделии N 1, равное 0,06 кгс, и на изделии N 2, равное 0,03 кгс. При этом устанавливается факт отсутствия повторяемости фактической силы резания, замеренных в точках опроса соответствующих датчиков силы 35, средневычисленному значению силы резания за все время второго продольного прохода. И так далее продолжают обработку от одного продольного прохода стола 9 к другому. При этом последовательно фиксируют порядковые номера продольного прохода стола 9, внутри которого имеет место факт момента касания производящей инструментальной поверхности с обрабатываемыми поверхностями соответственно каждого отдельного 3-го, 4-го и 5-го из пяти одновременно обрабатываемых изделий 11. В ходе дальнейшей обработки автономно в каждой из пяти одновременно задействованных электрических цепей системы оперативного контроля 110 и соответственно в каждом из пяти пьезоэлектрических датчиках силы 35 имеет место преобразование изменений силы резания Pi в соответствующие изменения напряжения электрического тока, которое через нормирующие усилители напряжения 36 и аналого-цифровые преобразователи 37 в цифровом виде подводится к соответствующим входам 111 оперативных запоминающих устройств 114 многоканального цифрового регистратора сигналов 113.
Текущая в каждом продольном проходе информация об амплитуде и
частоте изменения статической и динамической составляющих силы резания в каждой автономно функционирующей упругой
обрабатывающей системе 2 запоминается в оперативном запоминающем устройстве 114,
соответствующем каждому обрабатываемому изделию 11. В разделенном времени (совпадающем с временем реверсирования
направления продольного перемещения) по команде от блока управления 119 с помощью
генератора импульсов 115 и счетчика импульсов 116, встроенных в многоканальный цифровой регистратор сигналов 113,
последовательно осуществляют расшифровку записанной за время предшествующего
продольного прохода информации о фактических частотах и амплитудах колебаний статической и динамической составляющих
силы
резания соответственно в каждой упругой обрабатывающей системе 2 каждого из
пяти одновременно обрабатываемых изделий 11. Затем результаты этих расшифровок через интерфейс связи 112 в цифровом
виде
поступают в компьютер средства числового программного управления 16, в
котором численными методами анализируют поступающую информацию автономно от каждой упругой обрабатывающей системы 2 из
пяти
одновременно действующих с целью фиксации для каждой из них момента
начала автоколебательного характера изменений динамической составляющей силы резания, а также момента равенства нулю
производной
изменения статической составляющей силы резания. Например,
устанавливают первый факт наличия автоколебательного характера изменений динамической составляющей силы резания (по равенству
фактической
величины силы резания в каждой отдельной точке измерения на
траектории продольного перемещения со среднеарифметическим значением этого параметра на всей длине траектории продольного
перемещения), а
также устанавливают факт равенства нулю приращения
статической составляющей силы резания в упругой обрабатывающей системе с изделием N 1 на 50-ом продольном проходе стола 9 вдоль
координатной оси X
станка 1. К этому моменту обработки компьютер
средства 16 числового программного управления зафиксирует величину отношения между статической Pс1 составляющей и
двойной амплитудой
динамической составляющей силы резания Pд1,
равной 241,8 раз, а частоту динамической составляющей силы резания Pд1, равной 37,4 1/сек. При этом из расчетов
компьютера следует,
что постоянная времени T1 переходных
процессов резания в этой упругой обрабатывающей системе равна 6,47 сек. Как следствие идентификации параметра T1,
вычислительными
операциями
указанного компьютера для упругой
обрабатывающей системы с изделием N 1 определяют:
- суммарную величину статической составляющей упругих деформаций, равной 12,
08862 = 0,
7(3)·q049·(6,47
+ 23,5034)·75 (мкм);
- двойную амплитуду динамической составляющей упругих деформаций, равной 0,05 = 12,08862 + 241,8
(мкм);
- суммарную
величину перемещения по координатной
оси Z, равной 32,25 = 0,7(3)·(1-q049) + (1-q0) (мкм), где q0 = 0,995417;
- суммарный съем припуска за
время выхода упругой обрабатывающей
системы с изделием N 1 на установившийся размерно-регулируемый режим микрошлифования, равный 20,1614 = 32,25-12,0886 (мкм);
- количество
возвратно-поворотных мод пластической деформации
поверхности обрабатываемого кристалла, равное 40141, при равномерном удалении в установившемся дискретном режиме (в виде отдельных
порций) множества
единичных пластически деформированных стружек с
размерами 0,05 мкм (с равным количеством таких стружек в 30 каждой указанной порции) в результате синхронного накопления усталости
к
возвратно-поворотным модам пластической деформации на границах
между отдельными структурными ячейками деформируемой поверхности с линейными размерами ячеек 0,05 мкм;
- величину
дополнительной
врезной подачи от цифрового многоканального
пьезоэлектрического привода 136 для воздействия на микромасштабном уровне в виде микроконцентраторов касательных напряжений в каждой
точке
последовательных
одноразовых импульсных встреч вдоль
пространственной траектории каждой заданной локальной точки из последовательности таких точек на обрабатываемой поверхности с каждой
соответствующей вершиной 7
режущего зерна 85 из
последовательности таких вершин на указанной расчетной траектории в виде спирали Архимеда на вращающейся производящей инструментальной поверхности
6.
При этом приращение указанной
дополнительной
врезной подачи от точки к точке в указанной последовательности одноразовых импульсных встреч составляет 12,45 · 10-7 мкм/имп.
Продолжают вести
обработку по тому же
закону изменения дискретной врезной подачи и устанавливают второй факт наличия автоколебательного характера динамической составляющей силы резания
(по
равенству фактической
величины силы резания P
в каждой отдельной точке измерения на траектории продольного перемещения среднеарифметическому значению параметра, взятой на всей длине траектории
продольного перемещения), а
также устанавливают
факт равенства нулю приращения статической составляющей силы резания в упругой обрабатывающей системе с изделием N 2 на 70-м продольном проходе (по
отношению к 69-му продольному
проходу) стола 9
относительно суппорта 8 вдоль координатной оси X станка 1. К этому моменту обработки компьютер средства 16 числового программного управления
фиксирует
величину отношения между
статической Pс2 составляющей и двойной амплитудой динамической составляющей силы резания Pд2 равной 583,7 раз, а частоту динамической
составляющей силы
резания P2
равной 34,09 1/сек.
При этом из расчетов компьютера следует, что постоянная времени T2 переходных процессов резания (время задержки) в упругой
обрабатывающей системе
с изделием N 2 равна 17,
124 сек. Как
следствие идентификации параметра T2, вычислительными операциями указанного компьютера для упругой обрабатывающей системы с
изделием N 2
определяют:
- статическую
составляющую
упругой деформации, равной 29.18608 = 0,7(3)·0,99541(6)69·((17,124·75) + 23,50345) мкм;
- двойную амплитуду
динамической
составляющей упругой
деформации,
которая равна 0,05 = 29,18608 + 583,7 мкм;
- суммарное перемещение по координатной оси Z, которая равна 43,4644 = (0,
7(3)·[1-0,
99541(6)69
])+(1-0,99541(6)) мкм;
- суммарный съем припуска за время выхода упругой обрабатывающей системы с изделием N 2 на размерно-регулируемый режим
микрошлифования, равный 14,
27832 = 43,4644 - 29,
18608 мкм;
- количество возвратно-поворотных мод пластической деформации поверхности обрабатываемого кристалла, равное 44004 при
равномерном удалении в установившемся
дискретном режиме (в
виде отдельных
порций)
множества единичных пластически деформированных стружек с размерами 0,05 мкм (с равным количеством таких стружек в
каждой указанной порции) в результате
синхронного накопления
усталости к
возвратно-поворотным модам пластической деформации на границах между отдельными структурными ячейками с линейными размерами
0,05 мкм деформируемой поверхности;
- величину
дополнительной
врезной подачи от цифрового многоканального пьезоэлектрического привода 136 для воздействия на микромасштабном уровне в виде
отдельных микроконцентраторов касательных
напряжений в
каждой точке
последовательных одноразовых импульсных встреч вдоль пространственной траектории каждой заданной локальной точки из
последовательности таких точек на обрабатываемой
поверхности с каждой
соответствующей вершиной 85 режущего зерна 7 из последовательности таких вершин на указанной расчетной траектории в виде
спирали Архимеда на вращающейся производящей
инструментальной поверхности 6.
При этом приращение указанной дополнительной врезной подачи от точке к точке в указанной последовательности одноразовых
импульсных встреч составляет 11,36·
10-7 мкм/имп.
Кроме того, в процессе обработки от одного продольного прохода к другому между 51-м и 70-м продольными проходами
вычислительными операциями в указанном
компьютере средства 16 числового
программного управления непрерывно определяют изменения параметров размерной настройки упругой обрабатывающей системы станка
с изделием N 1. При этом итоговые
изменения на 70-м продольном проходе
составляют:
- снижение величины врезной подачи в точках реверса направления продольного перемещения стола 9 по оси X
с 0,5855 до 0,5341 мкм;
- возрастание суммарной величины съема
припуска с 20,1614 до 31,3758 мкм;
- снижение длины хода стола на участке действия дополнительной врезной подачи от
цифрового пьезоэлектрического
привода 136 с 23503,4 до 21440,2 мкм.
Причем закон снижения от прохода к проходу как величины врезной подачи, так и снижение указанной длины хода стола на участке действия дополнительной врезной подачи идентичны друг другу и являются бесконечно убывающей геометрической прогрессией со знаменателем ряда q = 0,99541(6).
Продолжают вести обработку по тому же закону изменения дискретной врезной подачи и по аналогии с первыми двумя фактами и устанавливают факт, что на 98-м продольном проходе в упругой обрабатывающей системе с изделием N 3 имеют место автоколебания динамической составляющей Pд3 , а также факт равенства нулю приращения статической составляющей силы резания Pс3 по отношению к 97-му продольному проходу стола 9 вдоль координатной оси X станка 1.
Аналогично первым двум указанным случаям фиксируют величину отношения между статической Pс3 и двойной
амплитудой динамической
составляющей силы резания Pд3 равной
818,787 раз, а
частоту динамической оставляющей силы резания Pд3 фиксируют равной 29,973 1/сек. При этом
вычислительными операциями в
компьютере идентифицируют постоянную времени T3 переходных
процессов резания (время задержки) в упругой обрабатывающей системе с изделием N 3 равной 27,317
сек при этом вычислительными
операциями компьютера системы 16 числового
программного управления также
идентифицируют следующие параметры:
- статическую составляющую упругой деформации в
обрабатывающей системе с
изделием N 3, равной
40,9394 = 0,
7(3)·0,99541(6)97
·((27,317·75) + 23,5034) мкм;
- двойную амплитуду динамической
составляющей автоколебаний в
упругой обрабатывающей системе с изделием N 3,
равной
0,05 = 40,9394 + 818,
787 мкм;
- суммарное перемещение обрабатываемых изделий 11 на производящую
инструментальную поверхность 6
по координатной оси Z, равное
57,
53016 = (0,7(3)·[1-0,99541(6)97]) + (1-0,99541(6)) мкм;
- суммарный съем припуска за период
выхода упругой обрабатывающей системы
с изделием N 3 на размерно-регулируемый
режим микрошлифования, равный 16,5908 = 57,
53016-40,9394 мкм;
- количество возвратно-поворотных мод
пластической деформации за период накопления
усталости к таким деформациям для
периодического дискретного образования отдельных
порций
из множества единичных пластически деформированных стружек,
равное 50044 = (1500000 + 29,973) единиц в
каждой отдельной такой порции;
- величину приращения дополнительной врезной
подачи от
цифрового многоканального пьезоэлектрического привода 136
от каждой предыдущей к каждой последующей
точке - одноразовых импульсных встреч
вдоль пространственной траектории каждой заданной
локальной
точки из последовательности таких точек на
обрабатываемой поверхности с каждой соответствующей
вершиной 7 режущего зерна 85 из
последовательности таких вершин на указанной расчетной
траектории в виде
спирали Архимеда на вращающейся
производящей инструментальной поверхности 6, которая
составляет 10·10-7
мкм/имп.
Кроме того, в процессе обработки
между 70-м и 98-м
продольными проходами
непрерывными вычислительными операциями в указанном компьютере
средства 16 числового программного
управления определяют следующие изменения параметров
размерной настройки
автономно в каждой из
упругих обрабатывающих систем как с изделием N 1, так и с изделием N
2. При этом итоговые изменения на
98- м продольном проходе составляют:
- снижение величины врезной
подачи в точках
реверса направления продольного перемещения стола по координатной оси X
для изделия N 1 и для изделия N 2 с
0,5341 до 0,4697 мкм;
- возрастание
суммарной величины съема
припуска
соответственно с изделия N 1 c 31,3758 до 45,4415 мкм, а с изделия N 2 с 14,2783 до
28,3441 мкм; снижение длины хода
стола 9 на участке действия дополнительной
врезной подачи от цифрового
многоканального пьезоэлектрического привода 136 соответственно для изделия N 1 с 21440,2 до
18852,4 мкм и для изделия N 2 с
23503,4 до 20666,6 мкм. Причем закон снижения
от прохода к проходу как
врезной подачи, так и снижения длины хода стола на участке действия дополнительной врезной
подачи идентичны друг другу и
являются бесконечно убывающей геометрической
прогрессией со знаменателем
ряда q
= 0,99541(6).
Продолжают вести обработку по тому же закону изменения
дискретной врезной подачи и по
аналогии с вышеуказанными тремя фактами
устанавливают на 143-м
продольном проходе в
упругих обрабатывающих системах с изделиями N 4 и N 5 факт наличия автоколебаний
динамических составляющих сил
резания Pд4 и Pд5, а
также факт равенства
нулю приращений
статических составляющих сил резания Pс4 и Pс5 по отношению к
142-му продольному проходу стола
9 вдоль координатной оси X. Аналогично
вышеуказанным случаям
фиксируют величину
отношения между статической Pс4,5 и двойной амплитудой динамической
составляющей Pд4,5 силы
резания равный 1062,79 раз, а частоту
динамической составляющей
(автоколебаний) силы
резания Pд4,5 фиксируют равной 24,376 1/сек. При этом
вычислительными операциями в компьютере
средства 16 числового программного управления
идентифицируют
постоянную времени T4,5
переходных процессов резания (времени задержки) в упругих
обрабатывающих системах соответственно с
изделиями N 4 и N 5 равной 43,6 сек. При этом
вычислительными
операциями указанного компьютера также
идентифицируют следующие параметры:
- статическую составляющую упругой деформации в
упругих обрабатывающих системах соответственно с
изделиями N 4 и
N 5
53,139235 = 0,7(3)·0,
99541(6)142·((43,6·
75) + 23,5034) мкм;
- двойную
амплитуду динамической составляющей автоколебаний в упругих
обрабатывающих системах с изделиями N 4 и N 5, равной
0,05 = 53,139235 + 1062,79 мкм;
- суммарное перемещение
обрабатываемых изделий 11 на производящую инструментальную поверхность
6
по координатной оси Z, равное 76,667 = (0,7(3)·
[1-0,99541(6)142]) + (1-0,
99541(6)) мкм;
- суммарный съем припуска за период выхода упругих обрабатывающих систем с
изделиями
N 4 и N 5 на размерно-регулируемый режим
микрошлифования, равный 23,528 = 76,667 - 53,139
мкм;
- количество возвратно-поворотных мод пластической деформации в
размерно-регулируемом режиме
микрошлифования для периодического
(дискретного) образования отдельных порций из множества
единичных
пластически деформированных стружек, равное 61536 = (1500000 + 24,
376) единиц в каждой отдельной
такой порции;
- величину
приращения дополнительной
врезной подачи от цифрового
многоканального пьезоэлектрического привода 136 на каждое очередное
импульсное воздействие вершины 7 каждого
режущего зерна 85 на каждую
заданную локальную точку обрабатываемой поверхности,
которое
составляет 8,12·10-7 мкм/имп. Кроме того, в
процессе обработки между 98-м и 143-м
продольными проходами непрерывными
вычислительными операциями в указанном компьютере
средства 16
числового программного управления определялись следующие
изменения параметров размерной настройки
автономно в каждой их упругих
обрабатывающих систем с изделиями N 1, N 2 и N 3. При
этом итоговые
изменения на 143-м продольном проходе составляет:
- снижение величины врезной подачи, в
точках реверса направления
продольного перемещения стола по координатной оси X для
изделий N 1, N 2 и
N 3 с 0,4697 до 0,38194 мкм;
- возрастание
суммарной величины съема припуска
соответственно с изделия N 1 с 45,4415
до 64,5784 мкм, с изделия N 2 с 28,3441 до 47,481 мкм
и с изделия N 3 с
16,591 до 35,728 мкм;
- снижение длины
хода стола 9 на участке действия
дополнительной врезной подачи от цифрового
пьезоэлектрического привода 136 соответственно для
изделия N 1 с 18852,4
до 15331,6 мкм, для изделия N 2 с 20666,6 до
16806,95 мкм и для изделия N 3 с 23503,
4 до 19114,0 мкм.
Причем закон снижения от прохода к проходу как врезной подачи, так и снижения длины хода стола 9 на участке действия дополнительной врезной подачи идентичны друг другу и являются бесконечно убывающей геометрической прогрессией со знаменателем ряда q = 0,99541(6).
Таким образом, суммарное время этапа идентификации параметров упругости автономно каждой из пяти одновременно действующих упругих обрабатывающих систем при одновременной обработке твердоструктурных и хрупких с анизотропными механическими характеристиками материалов одновременно пяти изделий составляет 60,06 = (630000·143 + 1500000) сек.
В
компьютере
устройства 16 числового программного
управления рассчитывают параметры упорядоченного
динамического воздействия режимами интенсивности
съема припуска автономно на каждую из пяти
одновременно
действующих упругих обрабатывающих систем
для устойчивого осуществления размерно-регулируемого
бездефектного микрошлифования каждого конкретного
из пяти одновременно обрабатываемых
изделий 11 с
учетом фактических анизотропных
характеристик автономно каждого из них. При этом исходят из
следующих условий:
- каждое периодическое
синхронное образование и послойное
одновременное
удаление множества единичных
пластически деформированных стружек с обрабатываемых поверхностей
каждого из изделий 11 осуществляют с площадок идентичных
друг другу по площади
поверхности
макромасштабного уровня, по
конфигурации очертания границ этих площадок, по толщине слоя микромасштабного
уровня, равного линейному размеру единичной пластически
деформированной стружки
и величине
микронеровностей Rz = 0,05 мкм на поверхности готового изделия;
- идентичности
количества единичных пластически деформированных стружек в каждом
указанном множестве с
количеством
возвратно-поворотных
мод пластической деформации за время каждого одного периода автоколебаний
динамической составляющей упругой деформации в соответствующей
обрабатывающей системе
2.
Например, выбирают конфигурацию границ указанных площадок в виде окружностей. Определяют площадь указанных площадок в виде суммы отдельных квадратной формы миниплощадок с размерами сторон, каждой из них микромасштабного уровня равной Rz = 0,05 мкм, и с количеством, равным количеству указанного множества единичных пластически деформированных стружек, синхронно образуемых и периодически одновременно удаляемых с обрабатываемых поверхностей изделий 11 за время каждого одного периода автоколебаний динамической составляющей упругой деформации в соответствующей обрабатывающей системе 2. Определяют на указанных площадках обрабатываемых поверхностей 11, разделенных в координатных осях X-Y на отдельные квадраты с размерами каждой из сторон в 0, 05 мкм, последовательность координатных локальных точек одноразовых импульсных контактов указанных микроплощадок с заданными вершинами 7 режущих зерен 85 последовательности расчетной траектории, расположенной на вращающейся производящей инструментальной поверхности 6. Например, определяют указанную последовательность координат локальных точек указанных одноразовых импульсных контактов в виде спирали, раскручавающейся из центра указанных граничных окружностей по правилу "хода коня" на шахматной доске с длиной единичного "хода" от одного импульсного воздействия до другого, равного

Руководствуются указанными правилами в компьютере средства 16 числового программного управления станком 1 вычисляют автономно для каждого из 5-ти одновременно обрабатываемых изделий 11 следующие параметры:
- площадь указанных площадок соответственно для изделия N 1 - 100,3525 мкм2; для изделия N 2 - 110, 01 мкм2; для изделия N 3 - 125,11 мкм2 и для изделий N 4 и N 5 - 153,84 мкм2;
- диаметры окружностей, ограничивающей площадь указанных площадок, соответственно для изделия N 1 - 11,3 мкм; для изделия N 2 - 11,84 мкм; для изделия N 3 - 12,62 мкм и для изделий N 4 и N 5 - 14,0 мкм;
- скорость продольного перемещения обрабатываемых изделий 11 относительно производящей поверхности 6 в плоскости формообразования вдоль траектории от одного из центров указанных границ окружностей к другому центру по мере послойного дискретного удаления припуска в виде множества единичных пластически деформированных стружек соответственно для изделия N 1 - 422,4 мкм/сек; для изделия N 2 - 403,4 мкм/сек; для изделия N 3 - 378,3 мкм/сек и для изделий N 4 и N 5 - 341,2 мкм/сек;
- величину единичной подачи, общей для всех пяти одновременно обрабатываемых изделий 11, равной 0,382 мкм;
- суммарную величину перемещения в виде дискретных единичных подач всех пяти одновременно обрабатываемых изделий по нормали к плоскости формообразования в положение, соответствующее положению "начала отсчета" вдоль координатной оси Z станка 1, равное 83,(3) мкм для дальнейшего удаления припуска;
- количество циклов последовательного послойного удаления припуска автономно с каждого из пяти одновременно обрабатываемых изделий 11, равное 1667;
- количество единичных подач для всех пяти одновременно обрабатываемых изделий в ходе дальнейшего съема припуска, равное 218;
- суммарная длина траектории продольного перемещения, спроектированная на координатную ось X в плоскости формообразования автономно каждого из пяти одновременно обрабатываемых изделий относительно производящей инструментальной поверхности при последовательном осуществлении 1667 циклов послойного удаления припуска, в том числе для изделия N 1 - 18837,1 мкм; для изделия N 2 - 19737,3 мкм; для изделия N 3 - 21037,5 мкм и для изделий N 4 и N 5 - 23333,35 мкм;
- шаг длины траектории продольного перемещения между двумя "соседними" врезными подачами, равный соответственно для изделия N 1 - 86,41 мкм; для изделия N 2 - 90,54 мкм; для изделия N 3 - 96,5 мкм и для изделий N 4 и N 5 - 107,03 мкм;
- суммарная длина траектории продольного перемещения в плоскости формообразования (оси X-Y) обрабатываемых поверхностей изделий 11 относительно производящей инструментальной поверхности 6 за время одного цикла послойного удаления припуска в виде множества единичных пластически деформированных стружек, соответственно равная для изделия N 1 - 6346,85 мкм; для изделия N 2 - 6957,64 мкм; для изделия N 3 - 7912,65 мкм и для изделий N 4 и N 5 - 9729,7 мкм;
- суммарное время осуществления съема припуска на этапе размерно-регулируемого режима бездефектного микрошлифования, соответственно равное для изделия N 1 - 44,61 сек; для изделия N 2 - 48, 9 сек; для изделия N 3 - 55,62 сек и для изделий N 4 и N 5 - 68,39 сек.
Из полученных данных
назначают начальные режимы интенсивности съема припуска, общие для
всех пяти
одновременно обрабатываемых изделий
на этапе размерно-регулируемого бездефектного микрошлифования, в том числе:
- диаметр окружности, ограничивающей площадь площадки контакта
производящей
инструментальной поверхности 6 с
обрабатываемыми поверхностями при обработке изделий N 4 и N 5, равный 14 мкм;
- скорость продольного перемещения от одной площадки контакта к
другой
соответствует режимам обработки для
изделий N 4 и N 5, равная 341,2 мкм/сек;
- величину врезной подачи через каждые 107,
03 мкм продольного перемещения, равной 0,382 мкм;
- суммарное количество циклов послойного с
размерами 0,05 мкм удаления припуска с суммарной величиной 83,(3) мкм, равное 1667;
- суммарное количество циклов технологической диагностики
процесса бездефектного размерно-регулируемого
микрошлифования, равное 297;
- суммарная длина продольного перемещения стола 9
относительно суппорта 8 вдоль координатной оси X станка 1,
равная 27496 мкм;
- суммарное расчетное
время осуществления этапа съема припуска в режиме размерно-регулируемого бездефектного
микрошлифования, равное 80,571 сек;
- величину
статической составляющей упругой деформации в каждой
автономной из пяти одновременно функционирующих обрабатывающих системах, соответственно
равная для изделия N 1 - 12,08862 мкм; для изделия N 2
- 29,1861 мкм; для изделия N 3 - 40,9394 мкм и для
изделий N 4 и N 5 - 53,1392 мкм;
- величину приращения врезной подачи на каждое
импульсное воздействие вершин 7 режущих зерен 85 на
обрабатываемую поверхность, соответственно равная для
изделия N 1 - 12,45·10-7 мкм/имп; для изделия N 2 - 11,36·10-7 мкм/имп; для изделия N 3 - 10·10-7 мкм/имп и для изделий N 4 и N 5 - 8,12·
10-7 мкм/имп.
Затем осуществляют второй этап съема припуска с обрабатываемых изделий 11 в условиях размерно-регулируемого бездефектного микрошлифования с режимами, соответствующими фактическим параметрам упругости в обрабатывающих системах. При этом через каждые 17 циклов микрошлифования с послойным (по 0,05 мкм в каждом слое) удалением припуска в виде множества единичных пластически деформированных стружек (то есть через каждые 0,6974 сек) последовательно осуществляют процесс технологического диагностирования в течение 0,123 сек, состоящее из следующих друг за другом трех циклов микрошлифования в режиме "выхаживания" (то есть без принудительной врезной подачи для идентификации фактического состояния упругости автономно в каждой из пяти одновременно действующих упругих обрабатывающих системах).
На время
процесса технологического
диагностирования выключают врезную подачу от цифрового многоканального пьезоэлектрического привода 136
и включают систему 34 оперативного контроля силовых параметров резания
с многоканальным
цифровым анализатором сигналов 113. В процессе технологического диагностирования в режиме "выхаживания"
соотносят друг с другом последовательное от одного цикла к другому изменение
статических
составляющих сил резания PI, PII, PIII автономно в каждой из пяти одновременно действующих упругих
обрабатывающих системах и затем компьютерными вычислениями определяют соответствующие
фактические
величины указанных времен задержки T (то есть постоянных времени переходных процессов резания), а
также определяют последовательное (в ходе съема припуска) изменение статических и
динамических
составляющих упругих деформаций в обрабатывающих системах по формулам:


Здесь индекс "i" - обозначает порядковый номер процесса осуществления технологического диагностирования (с N 1 по N 99),
Δti - время одного цикла (равное 0,041 сек), q0 - знаменатель геометрической прогрессии снижения статической составляющей упругой деформации в обрабатывающей системе от одного цикла (в режиме "выхаживания") к другому такому циклу в процессе осуществления каждого процесса технологического диагностирования. При этом в результате осуществления первого процесса технологического диагностирования компьютерные вычисления фиксируют факт снижения статических составляющих упругих деформаций в обрабатывающих системах соответственно на изделии N 1 с 12,08862 мкм до 11,93985 мкм; на изделии N 2 с 29,18608 мкм до 29,036592 мкм; на изделии N 3 с 40, 939353 до 40,789719 мкм и на изделиях N 4 и N 5 с 53,139235 до 52, 989502 мкм.
Как следствие изменения статических составляющих упругих деформаций при постоянстве фактических величин постоянных времени переходных процессов резания автономно в каждой из пяти одновременно действующих обрабатывающих системах компьютерными вычислениями уточняют параметры режимов динамического воздействия на обрабатываемые поверхности автономно каждого из пяти одновременно обрабатываемых изделий для последующих (с 18-го по 34-й) циклов микрошлифования с принудительной врезной подачей от цифрового многоканального пьезоэлектрического привода 136. При этом величину дискретной врезной подачи на 22-м и 31-м циклах от привода 14 врезных подач по координатной оси Z станка 1 изменяют с 0, 381943 мкм на 0,380866 мкм. Количество возвратно-поворотных мод деформаций для дискретного образования множества единичных пластически деформированных стружек изменится соответственно для изделия N 1 с 40141 до 40641, для изделия N 2 с 44004 до 44230, для изделия N 3 с 50044 до 50228 и для изделий N 4 и N 5 с 61536 до 61710. Скорость продольного перемещения стола 9 по координатной оси X относительно суппорта 8 снижают с 341,263 мкм/сек до 340,674 мкм/сек. Кроме того, снижают величину приращения врезной подачи на каждое импульсное воздействие вершин 7 режущих зерен 85 на обрабатываемую поверхность соответственно для изделия N 1 с 12, 45·10-7 мкм/имп до 12,3·10-7 мкм/имп, для изделия N 2 с 11,36·10-7 мкм/имп до 11, 3·10-7 мкм/имп, для изделия N 3 с 10· 10-7 мкм/имп до 9,95·10-7 мкм/имп, для изделий N 4 и N 5 с 8,12·10-7 мкм/имп до 8,1· 10-7 мкм/имп.
И так далее после каждого последующего процесса технологического диагностирования уточняют параметры динамических воздействий автономно на каждую из пяти одновременно действующих упругих обрабатывающих систем. В том случае, когда требования к качеству по бездефектности приповерхностного слоя обработанной поверхности готового изделия позволяют осуществить обработку только одним шлифовальным кругом (например, при обработке "ювелирных вставок"), тогда после осуществления последнего 99-го процесса технологического диагностирования компьютерные вычисления зафиксируют факт сохранения неизменным постоянную времени переходных процессов резания автономно в каждой упругой обрабатывающей системе из пяти одновременно действующих. И при этом фиксируют относительно начальной стадии второго этапа обработки снижение величин статических составляющих упругих деформаций соответственно на изделии N 1 с 12,08862 мкм до 3,547955 мкм, на изделии N 2 с 29,18608 мкм до 17,554686 мкм, на изделии N 3 с 40,939353 мкм до 28, 490827 мкм и на изделиях N 4 и N 5 с 53, 139235 мкм до 40,189038 мкм. В конечной стадии второго этапа обработки величина дискретной врезной подачи от привода 14 врезных дискретных подач по координатной оси Z станка 1 снижают с 0,38194276 мкм до 0,288862122 мкм.
Количество возвратно-поворотных мод деформаций для периодического дискретного образования отдельных порций множества из единичных пластически деформированных стружек при этом изменяется соответственно для изделия N 1 с 40141 до 136769, для изделия N 2 с 44004 до 73173, для изделия N 3 с 50044 до 71910 и для изделий N 4 и N 5 с 61536 до 81365, а диаметр окружностей, ограничивающей площадь указанных площадок контакта за время одного периода дискретного образования одной порции из единичных пластически деформированных стружек, возрастет соответственно для изделия N 1 с 11,3 мкм до 20,865 мкм, для изделия N 2 с 11,84 мкм до 15, 26162 мкм, для изделия N 3 с 12, 62 мкм до 15,129 мкм и для изделий N 4 и N 5 с 14,0 мкм до 16,093 мкм.
Скорость продольного перемещения стола 9 вдоль координатной оси X относительно суппорта 8 снижают с 341,263 мкм/сек до 228,835 мкм/сек. Кроме того снижают величину приращения врезной подачи на каждое импульсное воздействие вершин 7 режущих зерен 85 производящей инструментальной поверхности 6 на обрабатываемые поверхности соответственно для изделия N 1 с 12,45·10-7 мкм/имп до 3, 65·10-7 мкм/имп, для изделия N 2 с 11,36·10-7 мкм/имп до 6, 83·10-7 мкм/имп; для изделия N 3 с 10·10-7 мкм/имп до 6,95· 10-7 мкм/имп и для изделий N 4 и N 5 с 8·10-7 мкм/имп до 6, 14·10-7 мкм/имп.
Таким образом в случае обработки изделий из натуральных алмазов типа "ювелирная вставка" (одной грани) суммарное перемещение по координатной оси Z от привода 14 дискретных врезных подач на втором этапе размерно-регулируемого бездефектного микрошлифования составит 72,748565 мкм, а в сумме с указанным первым этапом обработки составит 149,416 мкм. Время съема припуска на указанном втором этапе обработки составит 96,475 сек, а в сумме со временем первого этапа обработки составит 156,535 сек.
В том случае, когда обработке подвергают изделия из натуральных алмазов с повышенными требованиями к качеству по бездефектности приповерхностного слоя (например, изделия нано- или микроэлектроники) путем последовательного удаления припуска указанными первым, вторым, а затем и третьим шлифовальными кругами, после каждого очередного процесса технологического диагностирования в момент осуществления каждой очередной врезной подачи восстанавливают величину статической составляющей упругих деформаций только в обрабатывающей системе на изделии N 1.
Далее продолжают процесс обработки таких изделий на втором этапе аналогично вышеописанному и после каждого последующего процесса технологического диагностирования уточняют параметры динамического воздействия автономно на каждую из пяти одновременно действующих упругих обрабатывающих систем.
При этом после осуществления последнего 99-го процесса технологического диагностирования компьютерными вычислениями фиксируют факт сохранения неизменным постоянной времени переходных процессов резания автономно в каждой упругой обрабатывающей системе и фиксируют относительно начальной стадии второго этапа "факт снижения величин статических составляющих упругих деформаций соответственно на изделии N 2 с 29, 18608 мкм до 29,0294 мкм, на изделии N 3 с 40,939353 мкм до 40,719578 мкм и на изделиях N 4 и N 5 с 53,139235 мкм до 52,853968 мкм. При этом величину дискретной врезной подачи от привода 14 по координатной оси Z снижают с 0,38194276 мкм до 0,379892378 мкм.
Количество указанных возвратно-поворотных мод пластической деформации для изделия N 1 сохранится неизменным и составит 40141, для изделия N 2 изменится с 44004 до 44372, для изделия N 3 изменится с 50044 до 50462 и для изделий N 4 и N 5 изменится с 61536 до 61869.
Пропорционально указанным изменениям соответственно незначительно корректируют остальные параметры микрорезания. В этом случае суммарная величина перемещения за период второго этапа обработки составит 82,93103 мкм, а в сумме с первым этапом обработки составит 159,598 мкм. Время съема припуска на втором этапе обработки составит 80,7898 сек, а в сумме со временем первого этапа обработки составит 140,85 сек.
Управление приводами 12, 13, 14, 124 и 125 в вышеуказанных процессах обработки осуществляют в режиме прямого счета управляющих импульсов с частотой, соответствующей частоте воздействия на обрабатываемые поверхности изделий 11 каждого радиального выступа 86 (30000 радиальных выступов) производящей инструментальной поверхности 6, вращающейся со скоростью 3000 об/мин от привода 15.
Например, возможно задание частоты управляющих импульсов в устройстве 16 числового программного управления по информации от импульсного кругового датчика (с 30000-м количеством штрихов за один оборот), установленного на приспособлении 4 для крепления режущего инструмента 5. Таким образом, указанная частота управляющих импульсов составляет 1500000 1/сек. Так же как и в процессе обработки управление вспомогательными координатными перемещениями исполнительных органов станка 1, например, при его перенастройке на обработку другой партии изделий 11 из пяти штук, осуществляют в режиме прямого счета управляющих импульсов.
При этом во время переустановочного координатного перемещения стола 9 вместе с обрабатываемыми изделиями 11 вдоль координатной оси X в сторону "плюс" на величину 137500 мкм общее количество управляющих импульсов в системе 16 числового программного управления составит 2827786 импульсов, из которых первые 79993 и последние 79993 управляющих импульсов используют для управления двигателями 30 и 31 привода 12 соответственно на стадии "разгона" скорости движения стола 9 от 0 до 75 мм/сек и на стадии "торможения" скорости движения стола 9 от 75 до 0 мм/сек. Кроме того, за время перемещения стола 9 на длину хода 27500 мкм, то есть за 589827 управляющих импульсов, также осуществляют "отскок" обрабатываемых изделий 11 от производящей поверхности 6 на величину припуска равную 159,6 мкм путем соответствующего перемещения суппорта 8 по наклонным направляющим 60 станины 3 вдоль координатной оси X' на величину "плюс" 1596 мкм в сторону "с горы" от двигателя 63 привода 14.
В процессе "разгона" в системе 16 числового программного управления для каждого из двух двигателей привода 12 решается соответствующее интерполяционное уравнение.
Для управления двигателем 30
последовательно в
функции порядкового номера (с момента начала стадии
"разгона") управляющего импульса,
например, решается интерполяционное
уравнение:

где M20 - число пропущенных управляющих импульсов за время между двумя последовательными воздействующими импульсами на двигатель 30;
K20 - количество равномерно воздействующих импульсов в каждом временном интервале, между которыми укладывается M20-ое количество управляющих импульсов.
В конце стадии "разгона" в режиме интерполяции последнее
интерполяционное уравнение (перед
выходом двигателя 30 на
стационарный режим работы) имеет вид:

из которого следует, что K20 = 588 раз при числе пропущенных управляющих импульсов, равном 16. Предпоследнее интерполяционное уравнение имеет вид:

из которого следует, что K20 = 231 раз при числе пропущенных управляющих импульсов, равном 17.
И так далее последовательное за 92 раза решение интерполяционных уравнений дает результат, что в начальной стадии "разгона" двигателя 30 расстояние между первым и вторым воздействующими импульсами по времени составляет 1573 управляющих импульса, а расстояние между вторым и третьим воздействующими импульсами на двигатель 30 по времени составляет 634 управляющих импульса. За все время стадии "разгона", эквивалентного 79993 управляющих импульсов, в результате последовательного решения указанных интерполяционных уравнений суммарное количество воздействующих на двигатель 30 импульсов составит 2666 единиц.
Аналогичным образом в режиме прямого счета управляющих импульсов осуществляется управление двигателем 30 на стадии его торможения.
В режиме
прямого счета управляющих
импульсов
также осуществляют управление двигателем 31 привода 12
последовательным в функции
порядкового номера (с момента начала стадии "разгона") управляющего импульса,
например, в системе 16
числового
программного управления решают интерполяционное уравнение
вида:

где M31 - число пропущенных управляющих импульсов за время между двумя последовательными воздействующими импульсами на двигатель 31;
K31 - количество равномерно воздействующих импульсов в каждом временном интервале, между которыми укладывается M31-ое количество управляющих импульсов.
В конце стадии "разгона" в режиме интерполяции
последнее
интерполяционное
уравнение (перед выходом двигателя 31 на стационарный
режим работы) имеет
вид:

из которого следует, что K31 = 14 раз при числе пропущенных управляющих импульсов, равным 108.
Предпоследнее интерполяционное уравнение имеет вид:

из которого следует, что K31 = 6 раз при числе пропущенных управляющих импульсов, равным 109.
И так далее последовательное за 177 раз решение интерполяционных уравнений дает результат, что в начальной стадии "разгона" двигателя 31 расстояние между первым и вторым воздействующими импульсами по времени составляет 3319 управляющих импульса, а расстояние между вторым и третьим воздействующими импульсами на двигатель 31 по времени составляет 1984 управляющих импульса. За все время стадии "разгона", эквивалентного 79978 управляющих импульсов, в результате последовательного решения указанных интерполяционных уравнений суммарное количество воздействующих на двигатель 31 импульсов составит 375 единицы.
Аналогичным образом по тем же интерполяционным уравнениям (только в обратном порядке) осуществляют управление двигателями 30 и 31 привода 12 на стадии "торможения".
Управляющая программа отдельно для стадии "разгона" и для стадии "торможения" двигателей 30 и 31, (например, типа ДШИ) привода 12 в реальном масштабе времени рассчитывается по указанным интерполяционным уравнениям компьютером системы 16 числового программного управления и по интерфейсу связи 40 поступает в многоканальный линейный микроинтерполятор 41 с буферной памятью, где она преобразуется в соответствующие покадровые управляющие программы отдельно для "правой" и для "левой" сторон дискретного вращения соответственно каждому шаговому двигателю 30 и 31 в виде частоты и количества воздействующих импульсов в каждом отдельном кадре.
При этом управляющая программа первого кадра стадии "разгона" для двигателей 30 и 31 при перемещении стола 9 в сторону "плюс" вдоль координатной оси X соответственно содержит информацию, что на частоте 953,6 1/сек на двигатель 30 воздействует один импульс, и на частоте 452 1/сек на двигатель 31 воздействует также один импульс. Управляющая программа второго кадра стадии "разгона" для двигателей 30 и 31 соответственно содержит информацию, что на частоте 2366 1/сек на двигатель 30 воздействует один импульс и на частоте 756 1/сек на двигатель 31 воздействует также один импульс. В конечной фазе стадии "разгона" управляющая программа 91-го кадра для двигателя 30 содержит информацию, что на 70581-м управляющем импульсе на частоте 88235,3 1/сек на двигатель 30 воздействуют 231 импульс, а на 79993-м управляющем импульсе, то есть на 92-м кадре, на частоте 93750 1/сек на двигатель 30 воздействуют 588 импульсов. То же самое в конечной фазе стадии "разгона", управляющая программа 176-го кадра для двигателя 31 содержит информацию, что на 78463-м управляющем импульсе на частоте 13761,5 1/сек на двигатель 31 воздействует 6 импульсов, а на 79975-м управляющем импульсе, то есть на 177-м кадре, на частоте 13888,9 1/сек на двигатель 31 воздействует 14 импульсов.
Далее управляющая программа с 93-го по 77984-й кадр для двигателя 30 включает в себя 19473 раза повторенных блоков, каждый из которых содержит четыре последовательные подпрограммы, в том числе четыре управляющие подпрограммы первого блока (кадры с 93-го по 96-й) содержат информацию о том, что соответственно количество и частота воздействующих импульсов на двигатель 30 составляет 4 импульса на частоте 100000 1/сек, 1 импульс на частоте 93750 1/сек, 3 импульса на частоте 100000 1/сек, и 1 импульс на частоте 93750 1/сек. Затем следует второй блок, повторяющий алгоритм первого блока, и так далее до 19473-го блока. Наличие буферной памяти в многоканальном линейном микроинтерполяторе 41 позволяет обеспечить на участке управляющей программы двигателя 30 с 93-го кадра и по 77984-й кадр закономерность последовательности воздействующих импульсов в точном синхронном соответствии с последовательностью управляющих импульсов в каждой из 4-х указанных подпрограмм каждого указанного блока, начиная с 1-го блока и по 19473-й блок включительно. На 2747793-м управляющем импульсе начинают выполнять управляющую программу 77985-го кадра, в котором содержится информация о начале этапа "торможения" для двигателя 30. При этом на двигатель 30 воздействует 588 импульсов с частотой 93750 1/сек. В следующем 77986-м кадре содержится информация о воздействии на тот же двигатель 231 импульса на частоте 88235 1/сек. И так далее по закону "торможения" (симметрично аналогичному относительно оси времени закону "разгона") следует постепенное контролируемое торможение вала двигателя 30 вплоть до 78075-го кадра, который содержит информацию о том, что на 2825579-м управляющем импульсе на двигатель 30 воздействует 1 импульс на частоте 2366 1/сек. А в заключительном 178076-м кадре содержится управляющая программа на двигатель 30 о том, что на 2826213-м управляющем импульсе воздействует 1 импульс на частоте 954 1/сек, после чего на 2827786-м управляющем импульсе воздействие импульсов на двигатель 30 прекращают и соответственно вращение вала двигателя останавливают (вал электродвигателя "запирают").
Управляющая программа со 178-го кадра по 25110-й кадр для 25 двигателя 31 включает в себя 24933 раза повторенных кадра, в каждом из которых содержится информация о том, что соответственно частота и количество воздействующих импульсов на двигатель 31 составляет 1 импульс на 14018,7 1/сек. Наличие буферной памяти в многоканальном линейном микроинтерполяторе 41 позволяет обеспечить на участке со 178-го по 25110-й кадр управляющей программы двигателя 31 равномерность последовательности воздействующих на двигатель 31 импульсов путем синхронизации ее с равномерной последовательностью каждого 108-го (через каждые 107 пропущенных) управляющего импульса и, тем самым, обеспечить равномерную скорость вращения вала двигателя 31. Далее на 2747809-м управляющем импульсе начинают выполнять управляющую программу 25111-го кадра для двигателя 31 на начальном этапе его торможения. При этом на двигатель 31 воздействуют 14-тью импульсами на частоте 13888,9 1/сек. В следующем 25112-м кадре содержится информация о воздействии 6-ти импульсов на частоте 13761,5 1/сек. И так далее по закону "торможения" (симметрично аналогичному относительно оси вращения закону "разгона") следует постепенное контролируемое торможение вала двигателя 31 вплоть до 25286-го кадра, который содержит информацию о том, что на 2822983-м управляющем импульсе на двигатель 31 воздействует 1 импульс на частоте 756 1/сек. А в заключительном 25287-м кадре содержится управляющая программа на двигатель 31 о том, что на 2824467-м управляющем импульсе воздействует 1 импульс на частоте 452 1/сек, после чего на 2827786-м управляющем импульсе воздействие импульсов на двигатель 31 прекращают и соответственно вращение вала двигателя останавливается (вал электродвигателя "запирают").
Таким образом, управление работой двигателей 30 и 31 привода 12 в режиме прямого счета управляющих импульсов позволяет обеспечить точность отсчета координатных перемещений с разрешающей способностью, не превышающей единицу величины дискретного перемещения от двигателя 30 на единичный управляющий импульс. Кроме того, кинематическая точность перемещения (как наибольшая величина отклонение от заданной скорости в каждой точке траектории) лежит в пределах от 74940,483 мкм/сек до 75035,716 мкм/сек или составляет от -0,292% до +0, 125% от номинально заданного значения, равного 75000,0 мкм/сек. Алгоритм управления двигателем 63 привода 14 перемещения суппорта 8 по наклонным направляющим 60 станины 3 начинает действовать одновременно с началом переустановочного перемещения стола 9 относительно суппорта 8. При этом вал двигателя 63 разгоняют по программе, определяемой результатом решения компьютером в системе 16 числового программного управления интерполяционных уравнений, аналогичным интерполяционным уравнениям "разгона - торможения" двигателя 30 привода 12. При этом задают суммарное время на "разгон плюс торможение" вала двигателя 63 эквивалентного суммарному времени управляющих импульсов в количестве 164419 (на частоте 1500000 1/сек). В течении времени "разгона" и времени "торможения" двигателя 63 в результате соответствующего 92-кратного решения интерполяционных уравнений на стадии "разгона" и такого же количества решений на стадии "торможения" (то есть в сумме за 184 кадра управляющей программы) на двигатель 63 в сумме поступит 5332 воздействующих импульса, что соответствует суммарному на участках "разгона - торможения" перемещению суппорта 8 вдоль координатной оси X' на 266,6 мкм. А участок пути между зонами "разгона" и "торможения" суппорт 8 осуществит равномерное перемещение по наклонным направляющим 60 станины 3 в сторону "плюс" ("с горы") вдоль координатной оси X' по управляющей программе, состоящей из 26588-ми кадров. При этом в каждом таком кадре записана одна и та же информация о том, что на двигатель 63 поступает один воздействующий импульс на частоте 93750 1/сек. Таким образом общее количество кадров в управляющей программе "отскока" обрабатываемых поверхностей изделий 11 от производящей инструментальной поверхности 6, осуществляемых двигателем 63 привода 14, составляет 26772 кадра. Наличие буферной памяти в многоканальном линейном микроинтерполяторе 41 позволяет обеспечить на участке с 93-го по 26680-й кадр управляющей программы двигателя 63 равномерность последовательности воздействующих на двигатель 63 импульсов путем синхронизации ее с равномерной последовательностью каждого 17-го (через каждые 16 пропущенных) управляющего импульса, и, тем самым, обеспечить равномерную скорость вращения вала двигателя 63. Во время управления вышеуказанными перемещениями направление вращения валов 26, 27 и 62 соответствующих двигателей 30, 31 и 63 не изменяли, что соответствовало знаку "плюс", поэтому покадровую передачу управляющей программы на блоки управления 64, 65 и 68 соответствующими шаговыми двигателями 30, 31 и 63 от многоканального линейного микроинтерполятора 41 с буферной памятью осуществляли по соответствующим входам 42, 44 и 50. При необходимости управления перемещениями теми же исполнительными органами станков (стола 9 и суппорта 8) только в противоположном направлении покадровую передачу другой управляющей программы на блоки управления 64, 65, и 68 соответствующими шаговыми двигателями 30, 31 и 63 приводов 12 и 14 от многоканального линейного микроинтерполятора с буферной памятью 41 осуществляют по соответствующим входам 43, 45 и 51.
В каждом из указанных блоков 64, 65 и 68 соответствующими шаговыми двигателями 30, 31 и 63 приводов 12 и 14 осуществляют покадровое преобразование исходной информации, записанной в управляющих программах в виде частоты и количества воздействующих импульсов отдельно для "положительной" и отдельно для "отрицательной" сторон вращения выходных валов 26,27 и 62 соответствующих двигателей, в удвоенную частоту и количество воздействующих (силовых) импульсов со стабилизацией силы тока более высокого напряжения в обмотках двигателя, а также осуществляет векторное фазовое преобразование в обмотках двигателя в зависимости от направления вращения выходного вала. Все вышеуказанные преобразования от блоков управления 64, 65 и 68 поступают в обмотки двигателей 30, 31 и 63 по входам 69, 70 и 73. При этом каждый единичный импульс в каждом отрабатываемом кадре управляющей программы, поступающей по одному или другому входу в блок управления шаговым двигателем, преобразуется в дискретный поворот выходного вала соответствующего шагового двигателя либо в сторону "плюс", либо в сторону "минус" на величину 1:1000 части одного его оборота с частотой, соответствующей частоте воздействующих импульсов управляющей программы в отрабатываемом кадре.
Выполнение кинематической цепи механической части привода 12, например, в виде шариковой винтовой передачи поступательного перемещения с использованием суммирующего механизма с двумя входными звеньями в виде двухпланетарно-цевочного 24 редуктора циклоидального зацепления 22 на передаточное отношение, как 1: 100, между соосно друг другу расположенными выходным (ходовой винт шариковой винтовой передачи с шагом 5 мм) и первым входным (вал 26 шагового двигателя 30) звеньями, а также параллельно друг другу расположенными выходным (тот же ходовой винт шариковой винтовой передачи с шагом 5 мм) и вторым входным (вал 27 шагового двигателя 31) звеньями с передаточным отношением, как 1:1, за счет использования возможности дополнительного вращения цевочного (солнечного) колеса первого планетарного ряда в двухпланетарно-цевочном 24 редукторе циклоидального зацепления 22 (соосно указанному ходовому винту) обеспечивает суммирование дискретного поступательного перемещения стола 9 относительно суппорта 8 вдоль координатной оси X одновременно от двух шаговых двигателей 30 и 31. При этом каждый воздействующий импульс управляющей программы соответственно вызывает дискретный поворот на 1:1000 часть от одного целого оборота как вала 26 шагового двигателя 30, так и вала 27 шагового двигателя 31. А это, в свою очередь, приводит к одновременным дискретным поступательным перемещениям конечного звена кинематической цепи механической части привода 12, (стола 9 относительно суппорта 8) на величину единичных дискрет соответственно на 0,05 мкм и на 5 мкм.
Если, например, выбранный тип шаговых двигателей 30 и 31 имеет ограниченное по максимальной скорости вращения валов 26 и 27, равной 6000 об/мин (что соответствует частоте воздействующих импульсов, равной 100000 1/сек), то максимальная линейная скорость перемещения стола 9 относительно суппорта 8 вдоль координатной оси X при этом составит 505 мм/сек.
Выполнение кинематической цепи механической части привода 13 по аналогии с приводом 12 так же в виде суммирующего механизма с двумя входными звеньями и использованием двухпланетарно-цевочного 25 редуктора циклоидального зацепления 23 на передаточное отношение 1:100 между соосно друг другу расположенными выходным (ходовой винт с шагом 5 мм) и первым входным (вал 28 шагового двигателя 32) звеньями, а также параллельно друг другу расположенными выходными (тот же ходовой винт с шагом 5 мм) и вторым входным (вал 29 шагового двигателя 33) звеньями с передаточным отношением между этими звеньями, как 1:1, за счет использования возможности дополнительного вращения цевочного (солнечного) колеса первого планетарного ряда в двухпланетарно-цевочном 25 редукторе циклоидального зацепления 23 (соосно указанному ходовому винту) обеспечивает суммирование дискретного поступательного перемещения суппорта 8 по наклонным направляющим 60 станины 3 вдоль координатной оси Y одновременно от двух шаговых двигателей 32 и 31. При этом каждый воздействующий импульс управляющей программы соответственно вызывает дискретный поворот на 1:1000 часть от одного целого оборота и вала 28 шагового двигателя 32 и вала 29 шагового двигателя 33. А это, в свою очередь, приводит к одновременным поступательным перемещениям конечного звена кинематической цепи механической части привода 13, суппорта 8 относительно станины 3 вдоль координатной оси Y на величину единичных дискрет соответственно 0,05 мкм и 5 мкм. Если, например, тип шаговых двигателей 31 и 32 имеют ограничения по максимальной скорости вращения выходных валов 28 и 29, равной 6000 об/мин (что соответствует 100000 1/сек частоты воздействующих импульсов), то максимальная линейная скорость перемещения суппорта 8 по наклонным направляющим 60 станины 3 вдоль координатной оси Y составит 505 мм/сек.
Выполнение кинематической части привода 14, например, в виде шариковой винтовой передачи поступательного перемещения с использованием двухпланетарно-цевочного редуктора циклоидального зацепления на передаточное отношение, как 1:100, между соосно друг другу расположенными выходным (ходовой винт шариковой винтовой передачи с шагом 5 мм) и входным (вал 62 шагового двигателя 63) звеньями обеспечивает дискретность поступательного перемещения суппорта 8 по наклонным направляющим 60 станины 3 вдоль координатной оси X', равную 0,05 мкм на каждую 1:1000 дискретную часть от одного целого оборота вала 62 шагового двигателя 63.
Если, например, тип шагового двигателя 63 имеет ограничение по максимальной скорости вращения вала 62, равной 6000 об/мин (что соответствует частоте 100000 1/сек воздействующих импульсов), то максимальная линейная скорость перемещения суппорта 8 по наклонным направляющим 60 станины 3 в направлении координатной оси X' при этом составит 5 мм/сек. С учетом того, что синус угла наклона направляющих 60 станины 3 относительно горизонтальной плоскости формообразования составляет 0,1, то максимальная скорость врезной подачи обрабатываемых изделий 11 в направлении по нормали к плоскости формообразования вдоль координатной оси Z при этом составит 0,5 мм/сек.
Приводом 89 координатного поворота обрабатываемых изделий 11 вокруг оси A на угол яруса расположения обрабатываемых поверхностей граней и приводом 90 для координатного поворота обрабатываемых изделий 11 вокруг оси B на единичный угол расположения соседних поверхностей граней в одном ярусе, осуществляют управление в режиме прямого счета управляющих импульсов во время координатного "отскока" обрабатываемых изделий в направлении оси Z относительно производящей поверхности 6 на удвоенную величину припуска +319,2 мкм с возвратом ("подскок") на исходную величину припуска +159,6 мкм при остановленном столе 9 в точках либо крайне "правого" либо крайне "левого" реверса направления его продольного перемещения (в крайних точках положения стола 9 относительно суппорта 8 вдоль координатной оси X). При этом суммарное число управляющих импульсов при одновременном осуществлении указанных поворотов вокруг осей A и B составляет 1681508 единиц, а время деления соответственно составляет 1,121 сек. С учетом того, что кинематическая цепь механической части привода 90, например, может содержать двухпланетарно-цевочный редуктор 104 с передаточным отношением, как 1:100, зубчатую передачу 134 с передаточным отношением 1:2, а в кинематической цепи многоместной кассеты 130 шаг полых винтов 153 и 154, например, может быть равен числу p и количество зубьев косозубого колеса 132 шпинделя в приспособлении 10 для крепления обрабатываемых изделий 11, например, может быть равно 18 (при модуле, равном единице, и тангенсе угла наклона зубьев, равным 1:18), то от каждого одного воздействующего импульса, вызывающего дискретный поворот на 1:1000 часть одного оборота выходного вала 102 шагового двигателя 98, по указанной кинематической цепи этот воздействующий импульс приводит к единичному дискретному повороту конечных ее звеньев, - шпинделей в приспособлении 10 для крепления обрабатываемых изделий 11 на величину 0, 0001 град. Если, например, тип шагового двигателя 98 имеет ограничения по максимальной скорости его вращения, равной 6000 об/мин (что соответствует наибольшей частоте воздействующих импульсов, равной 100000 1/сек), то с учетом участков "разгона" и "торможения" выходного вала 102 двигателя 98 за указанное время единичного деления 1,121 сек все указанные шпиндели и соответственно все изделия 11 совершат поворот вокруг оси B на максимальный угол, равный 10,6767 град при этом суммарное число управляющих импульсов составит 1681508 единиц.
Аналогичным образом управляют двигателем 97 привода 89 с учетом того, что кинематическая цепь механической части привода 89, например, может содержать сдвоенный двухпланетарно-цевочный редуктор 103 циклоидального зацепления на передаточное отношение, как 1:3600, в котором в первом планетарно-цевочном редукторе с циклоидальным зацеплением и во втором планетарно-цевочном редукторе с циклоидальным зацеплением соответственно обеспечивают передаточное отношение 1: 100 и 1:36. При этом единичный воздействующий на двигатель 97 импульс, вызывающий 1:1000 часть одного оборота выходного вала 101 двигателя 97, приводит к 0, 0001 град части углового градуса дискретного поворота (одна угловая дискретность) каждого шпинделя в приспособлении 10 для крепления обрабатываемых изделий 11 вокруг координатной оси A. Если выбранный шаговый двигатель 97, например, имеет наибольшую скорость вращения выходного вала 101, равную 6000 об/мин, что соответствует наибольшей частоте воздействующих импульсов, равной 100000 1/сек, то с учетом участков "разгона" и "торможения" выходного вала 101 двигателя 97 за указанное время единичного деления 1,121 сек все шпиндели вместе со всеми изделиями 11 совершат поворот вокруг оси A на максимальный угол, равный 10,6767 град, и при этом суммарное число управляющих импульсов составит 1681508 единиц.
Учитывая, что, например, при обработке изделий типа "ювелирная вставка" количество ярусов, включая "рундист", не превышает числа семи и что для обработки верхней и нижней частей таких изделий требуются по меньшей мере два технологических перехода с одной переустановкой сменной кассеты 130 с обрабатываемыми изделиями 11, то суммарное количество угловых градусов поворота изделий 11 вокруг оси A составит 360 град (2 поворота в пределах 90 град в сторону "плюс" и два поворота по 90 град в сторону "минус" для возврата в исходное положение) и вокруг оси B составит 2520 град. Поэтому наименьшее суммарное время деления при обработке одним режущим инструментом 5 изделий 11 типа "ювелирная вставка" в количестве 15-ти штук составит 302,4 сек = (360 град · 7 + 360 град) + 10,6767 град) · 1, 121.
Примененные в механической части приводов 12, 13, 14, 89 и 90 двухпланетарно-цевочные
редукторы
циклоидального зацепления имеют уникальные технические характеристики, в том
числе:
- 100%-ную многопарность зацепления одновременно в двух планетарных рядах при 96%-ом КПД
передачи;
- отсутствие люфтов, гистерезиса и зоны нечувствительности;
- линейную
характеристику крутильной жесткости при постоянстве моментно-запертого состояния к знакопеременным
внешним возмущающим
нагрузкам выходного вала редуктора;
- динамическую
стабилизацию
постоянства передаточного отношения с точностью 0,02%;
- отсутствие случайных составляющих и
возможность программной
компенсации кинематической погрешности;
- 100-кратное и более
(до
3600) усиление крутящего момента особенно на малых скоростях вращения выходного вала редуктора;
- возможность
выполнения редуктора в виде суммирующего механизма с
двумя входными
звеньями
(примененная в приводах 12 и 13) позволяют дополнительно использовать такие редукторы в качестве
отсчетных устройств
координатных дискретных микроповоротов выходных валов
редукторов с
дискретностью
1:100000 оборота на скорости вращения до 101 об/сек, (что эквивалентно частоте 10,17106
управляющих импульсов в
секунду) и, тем самым, исключить необходимость применения
датчика
обратных связей со
100000 делений на оборот угловых перемещений на выходных валах редукторов. Но при этом
обеспечить устойчивое
управление координатными вращениями выходных валов таких
редукторов
в режиме прямого счета
количества угловых дискретностей с программно взаимосвязанными поворотами одного или
одновременно двух
входных звеньев на максимальной скорости их вращения до 6000
об/мин,
что соответствует
максимальной частоте воздействующих импульсов всего 100000 1/сек.
На первом этапе обработки при последовательной от изделия N 1 к изделию N 5 идентификации режимов интенсивности бездефектного съема припуска определяют температурные деформации по последовательному изменению за время каждой 1/4 части оборота режущего инструмента (то есть с частотой 240 1/сек) статической составляющей упругой деформации в каждой обрабатывающей системе. При этом компьютером системы 16 числового программного управления математическими методами анализируют результаты непрерывного (с частотой 240 1/сек) опроса информации с каждого пьезоэлектрического датчика 35 многоканальной измерительной системы 142. Причем указанные измерения осуществляют на участках траектории между крайними точками реверса направления продольного перемещения за вычетом длины участка этой траектории, определенной расстоянием между точками включения и выключения динамической составляющей врезной микроподачи от многоканального цифрового пьезоэлектрического привода 136 автономно для каждого из пяти одновременно обрабатываемых изделий 11.
В
том случае, если компьютером системы
16 числового программного управления будет зафиксирован результат, при котором имеет место:

где (dΔj+dτ) _ изменение статической составляющей упругой деформации с j-ым изделием за дискретный временной интервал, равный 1/4 времени одного оборота режущего инструмента, то есть 1/240 сек;
i - порядковый номер последовательности дискретных временных интервалов,
то фиксируют факт снижения температурных деформаций.
При
этом смещают в плоскости формообразования параллельно самой себе и координатной оси X траекторию
продольного перемещения вдоль
координатной оси Y на
величину Mу = -5 мкм в сторону "минус"
(к оси вращения режущего инструмента 5) для стабилизации температурных деформаций в зоне
микрошлифования. Если будет
зафиксирован результат, при
котором вышеуказанное отношение будет меньше единицы,
то указанное смещение траектории Mу = +5 мкм, осуществляют в сторону "плюс"
(от оси вращения режущего
инструмента 5) для
стабилизации температурных деформаций в зоне микрошлифования. Из
всего вышеуказанного комплекса отдельных технологических переходов в зависимости от
формы,
числа граней на
обрабатываемых
поверхностях изделий 11 (например, "ювелирных вставок" из натуральных алмазов
с 57-ю гранями) и количества их в многоместной сменной кассете 130 (например,
количество
15-и штук), а
также в
зависимости от заданных точностных и качественных выходных параметров (по возможному
присутствию дефектов от технологического процесса микрошлифования в
приповерхностном слое),
от величины
исходного припуска (например, равного 160 мкм) для режущего инструмента 5 с вышеуказанными
характеристиками компонуют управляющую программу, однозначно
регламентирующую весь процесс
обработки
(например, огранки этих изделий), в том числе и технологическое диагностирование параметров
микрошлифования в ходе этого процесса, в автоматической режиме.
При этом суммарное машинное время
обработки таких изделий определяется набором следующих технологических переходов:
- временем
тестового диагностирования режимов бездефектного
микрошлифования одновременно первых пяти
изделий,
равным 60,06 сек;
- временем съема основного припуска, включая технологическое
диагностирование, равным 80,59 сек (55,42 + 19,41 + 5,76 =
80,59 сек);
- временем
"отскока"
на
величину исходного припуска, совмещенное со временем смены позиции перемещением стола 9 вдоль
оси X на величину 137,5 мм, равным 1,89 сек;
- суммарным временем обработки
второй партии
изделий из пяти штук во второй позиции стола, равным 142,53 сек;
- суммарным временем
обработки третьей партии изделий из пяти штук в третьей
позиции стола, равным 142,53
сек;
- суммарным временем обработки одной грани на 15-и изделиях, равным 427,59 сек;
- суммарным
временем деления при обработке 57-и граней и 24-х
граней "рундиста",
расположенных на 7-и ярусах
формы окончательно 15-и обработанных изделий, равным 302,4 сек;
- суммарным временем обработки
57-и граней плюс 24 грани "рундиста" на 15-и
изделиях (427,59
· 81 + 302,4), равным
34937,107 сек.
Таким образом, суммарное машинное время обработки одного изделия составляет
2329,14 сек, а суммарное количество
обработанных изделий
одним оператором в одну смену
при
одновременном обслуживании 2-х шлифовальных станков с числовым программным управлением (на одном станке
обрабатывают грани верхней части формы
изделия, на другом
станке - грани нижней части
формы)
- 30 изделий (с учетом фактического снижения усредненной величины припуска со 160 мкм до 130 мкм
при последовательной обработке от одной
грани к другой в
каждом ярусе многогранного
изделия).
Таким образом, из вышеприведенных расчетов следует, что при использовании предлагаемого способа микрошлифования и соответствующего станка для автоматизации огранки изделий из натуральных алмазов в ювелирном производстве возможно в 7 ... 8 раз повысить производительность по сравнению с существующей в настоящее время технологией получения готовых изделий только в результате применения ручной огранки.
С учетом того, что вероятность обработки самой "твердой" 35 грани поверхности в каждом технологическом переходе, то есть из 240 раз, не превысит 66%, а также учитывая то обстоятельство, что величина снимаемого припуска изменяется в зависимости от порядкового номера обрабатываемой грани в каждом ярусе в диапазоне от 1 до 0,3, то фактическое машинное время обработки партии из 15-и изделий будет меньше расчетного. Поэтому следует ожидать, что фактический рост производительности составит 9 ... 10 раз. При этом годовой объем огранки "ювелирных вставок" с 57-ю гранями из природных алмазов (25000 карат) режущим инструментом 5 тремя операторами на двух станках с числовым программным управлением в три смены составит 30000 штук.
При необходимости полного устранения привнесенных процессом микрорезания режущим инструментом 5 дефектов из приповерхностного слоя обрабатываемой поверхности продолжают удаление припуска вначале режущим инструментом 167 (с размерами режущих зерен 85, равными 10 ... 12 мкм и связкой 21, выполненной из органического материала, например из костной муки), а затем режущим инструментом 168 (с размерами режущих зерен 85, равными 14 ... 20 мкм и, например, полиуретановой связкой 21 с графитовым наполнителем). Геометрические параметры кругов 167 и 168 (по наружному и внутреннему диаметрам торцевой производящей инструментальной поверхности 6), количество радиальных выступов 86, а также скорость вращения равны аналогичным параметрам режущего инструмента 5.
Для этого выводят из рабочей зоны режущий инструмент 5 и подводят режущий инструмент 167 поворотом вокруг оси C, параллельной оси Z станка, револьверной головки 169 с приводами 15, для вращения соответствующих режущих инструментов. Время указанной переустановки режущего инструмента 167 и режущего инструмента 168 в рабочую зону обработки составляет 2 сек.
До начала обработки режущим инструментом 167 устанавливают начальные параметры по длине (27500 мкм), по скорости (65476,2 мкм/сек) перемещений стола 9 вдоль координатной оси X станка 1, аналогичные первому этапу обработки режущим инструментом 5. Затем осуществляют ускоренный подвод по координатной оси Z станка 1 одновременно всех пяти обрабатываемых изделий 11 из исходного "нулевого" положения в плоскость формообразования 6, которая соответствует положению в момент окончания съема припуска при обработке режущим инструментом 5 без учета его размерного износа. При этом управление скоростью ускоренного подвода осуществляют равномерно в режиме прямого счета одного за другим каждого 151-го управляющего импульса (то есть с частотой 10000 1/сек) до фиксации момента касания режущего инструмента 167 с наиболее твердым из изделий (изделия N 4 и N 5). Причем скорость врезной подачи в момент касания принимают равной (или меньше) скорости врезной подачи в момент окончания обработки режущим инструментом 5 наиболее твердых из пяти одновременно обрабатываемых изделий (изделия N 4 и N 5), то есть эта скорость равна 0, 923 мкм/сек (частота воздействующих на двигатель 63 привода 14 в этот момент равна 185 1/сек).
При этом ожидаемую величину ускоренного подвода инструмента 167
до первого касания с
изделиями N 4 и N 5 определяют
вычислениями:
159,6 - 40,19 =
119,41 мкм (с учетом статической составляющей упругих деформаций, равных 40,19 мкм, но без учета размерного
износа инструмента
5).
С учетом частоты
воздействующих импульсов на шаговый двигатель 63
привода 14 при ускоренном подводе, (10000 1/сек) ожидают время ускоренного подвода до момента первого касания,
равное 2,388
сек.
Однако в связи с
размерным износом инструмента 5 фактическое время
ускоренного подвода инструмента 167 до первого касания составляет 2,09 сек. По разнице указанных ожидаемого и
фактического
времени
моментов касания
режущего инструмента 167 с обрабатываемыми
изделиями N 4 и N 5 определяют величину размерного износа инструмента 5, которая равна (2,388 - 2,09) · 10000
· 0,
005 = 15 мкм
и вносят
соответствующую корректировку в размерную
настройку станка 1 по координатной оси Z при работе режущим инструментом 167. После фиксации момента касания на двигатель
63 привода
14 на частоте
185
1/сек подают 8038 воздействующих импульсов в
связи с тем, что в конце этого процесса, то есть через 43,40 сек, положение производящей поверхности 6 режущего инструмента
167 будет
соответствовать
конечному положению производящей инструментальной
поверхности 6 режущего инструмента 5. В точке совмещения плоскостей формообразования 6 режущего инструмента 167 и режущего
инструмента 5 датчиками
35
системы оперативного контроля 142 фиксируют
статические составляющие упругих деформаций в обрабатывающих системах 2, которые для соответствующих обрабатываемых изделий
имеют следующие
величины:
- для изделия N 1 - 2,806 мкм;
- для изделия N 2 - 12,24 мкм;
- для изделия N 3 - 19,93 мкм;
- для изделий N 4 и N 5 - 29,01 мкм.
Затем
осуществляют
два продольных прохода стола 9 вдоль
координатной оси X относительно суппорта 8 с выключенной периодической дискретной врезной макроподачей по координатной оси Z от
привода 14 и с
помощью датчиков 35
системы оперативного контроля 142
фиксируют изменения статических составляющих упругих деформаций в обрабатывающих системах 2 в каждом проходе, которые для
соответствующих
обрабатываемых изделий имеют
следующие величины:
- для изделия N 1 - 2,658 мкм и 2,518 мкм;
- для изделия N 2 - 12,041 мкм и 11,844 мкм;
- для изделия N
3
- 19,69 мкм и
19,45 мкм;
- для изделий
N 4 и N 5 - 28,824 мкм и 28,
639 мкм.
Далее компьютерными вычислениями в системе 16 числового программного управления станка 1
вычисляют для
каждого из пяти одновременно обрабатываемых
изделий 11 величины
нижеперечисленных параметров режимов бездефектного размерно-регулируемого микрошлифования режущим инструментом 167, в
том числе:
- фактическую постоянную времени T167Фj переходных
процессов резания, которая для соответствующей j-ой упругой обрабатывающей системы 2, составляет:




- количество W167j знакопеременных возвратно-поворотных мод пластической деформации при синхронном образовании в результате накопления усталости множества единичных пластически деформированных стружек с линейными размерами каждой 0, 05 мкм для соответствующей j-ой упругой обрабатывающей системы 2, которое составляет:




- диаметр d167j пятна контакта режущего инструмента 167 с обрабатываемой поверхностью j-го изделия для соответствующей упругой обрабатывающей системы 2, который составляет:




- наибольшую скорость продольной подачи V167j вдоль координатной оси X для каждой j-ой упругой обрабатывающей системы 2, которая составляет:
V167(1) = 1500000 + 241243 · 27,71 = 172,3 мкм/с;
V167(2) = 1500000 + 162741 · 22,76 = 209,8 мкм/с;
V167(3) = 1500000 + 158098 · 22,43 = 212, 8 мкм/с;
V167(4,5) = 1500000 + 171270 · 23,35 = 204,5 мкм/с;
- наибольшую скорость врезной макроподачи d167j вдоль координатной оси Z станка 1 для каждой j-ой упругой обрабатывающей системы 2, которая составляет:
d167(1) = 2,518 + 8,1 = 0,31 мкм/с;
d167(2) = 11, 844 + 25, 7 = 0,46 мкм/с;
d167(3) = 19,45 + 41 = 0,47 мкм/с;
d167(4,5) = 28,639 + 65,4 = 0,44 мкм/с;
- время t167j одного продольного прохода в направлении координатной оси X станка 1 для каждой j-ой упругой обрабатывающей системы 2, которое составляет:
t167(1) = 27500 + 172,3 = 159,6 с;
t167(2) = 27500 + 209,8 = 131,1 с;
t167(3) = 27500 + 212,8 = 129, 2 с;
t167(4,5) = 27500 + 204,5 = 134,5 с;
- наибольшие колебания g167(j)y суппорта 8 вместе со столом 9 относительно станины 3 по наклонным направляющим 60 вдоль координатной оси Y для каждой j-ой упругой обрабатывающей системы 2, которые составляют:
g167(1)y = +13,85 мкм;
g167(2)y = +11,4 мкм;
g167(3)y = +11,2 мкм;
gl67(4,5)y = +11,7 мкм;
- ожидаемая (расчетная) величина суммарного припуска S167j за время t167j для каждой j-ой упругой обрабатывающей системы 2, которая составляет:
S167(1) = 159,6 · 0,31 = 49, 5 мкм;
S167(2) = 131,1 · 0,46 = 60,3 мкм;
S167(3) = 129,2 · 0,47 = 60,7 мкм;
S167(4,5) = 134,5 · 0,44 = 59,2 мкм.
В систему 16
числового программного управления
станка 1 задают следующие режимы бездефектного
микрошлифования режущим
инструментом 167, единые для всех пяти одновременно обрабатываемых
изделий 11, в том
числе:
- длину продольного
перемещения суппорта 8 со столом 9 вдоль координатной
оси Y от привода 13,
равную +13,85 мкм;
- скорость продольного перемещения
стола вдоль координатной
оси X от привода 12, равную 172,3
мкм/сек;
- скорость врезной макроподачи вдоль
координатной оси Z от
привода 14, равную 0,31 мкм/сек.
Далее осуществляют процесс съема припуска с каждого j-го обрабатываемого изделия на указанных режимах, с идентификацией в реальном масштабе времени параметров бездефектного микрорезания по указанным правилам технологической диагностики, аналогичным при обработке режущим инструментом 5.
По окончании
обработки суммарная величина
перемещения Σ S167 на режущий инструмент
167 вдоль координатной оси Z
от привода 14 из исходного
("нулевого") положения в положение окончательной обработки
составит:
Σ S167 = 2,
088 · 10000 · 0,005 + 40,19 +
49,5 = 194,09 мкм.
Суммарная ожидаемая
величина удаленного припуска Σ Hj с поверхности каждого
j-го изделия последовательно
режущими инструментами 5 и 167 составят:
Σ H(5+157)1 = 159,
6 - 15,0 - 3,55 + (3,55 - 2,
518) + 49,5 = 191,582 мкм;
Σ H(5+157)2 = 159,6 - 15,
0 - 17,55 + (17,55 - 7,965)
+ 49,5 = 186,135 мкм;
Σ
H(5+157)3 = 159,6 - 15,0 - 28,49 +
(28,49 - 12,710) + 49,5 =
181,39 мкм;
Σ H(5+157)4,5 = 159,6 - 15,0 - 40,19 + (40,
19 - 20,275) + 49,5 = 173,
815 мкм.
Фактические
статические составляющие упругих
деформаций Δ 167(Фj) в
каждой j-ой упругой обрабатывающей системе 2 по окончании обработки
инструментом 167 составят:
Δ 167(Ф1) = 2,52 мкм;
Δ 167(Ф2) = 7,965
мкм;

Δ 167(Ф4,5) = 20,275 мкм.
Величина разноразмерности между наиболее "твердым" и наиболее "мягким" изделиями составляет 17,77 мкм.
Суммарное Σ t167 время обработки пяти изделий режущим инструментом 167 составляет Σ t167 = 2,09 + 43,4 + 159,6 = 205,09 сек.
Суммарное время двух последовательных переустановок стола 9 относительно суппорта 8 вдоль координатной оси X составляет 1,88372 = 3,8 сек.
Суммарное время обработки одной грани на 15-ти изделиях режущим инструментом 167 составляет 3,8 + 37205,09 = 619,07 сек.
Суммарное время обработки одной грани на одном изделии режущим инструментом 167 составляет 619,07 + 15 = 41,3 сек.
Затем осуществляют очередной поворот "револьверной головки" 169 вокруг оси Z, параллельной координатной оси Z станка 1, и заменяют в рабочей зоне режущий инструмент 167 на режущий инструмент 168. Время указанной переустановки составляет 2 секунды.
До начала обработки режущим инструментом 168 устанавливают начальные параметры по длине (27500 мкм) и по скорости (65476,2 мкм/сек) перемещений стола 9 относительно суппорта 8 вдоль координатной оси X станка, аналогичные первому этапу обработки режущим инструментом 5.
Затем осуществляют ускоренный подвод по координатной оси Z станка одновременно всех пяти обрабатываемых изделий 11 из исходного "нулевого" положения в плоскость формообразования 6, которая соответствует положению в момент окончания съема припуска при обработке режущим инструментом 167 без учета его фактического размерного износа. При этом управляют двигателем 63 привода 14 и соответственно скоростью ускоренного подвода обрабатываемых изделий 11 к производящей инструментальной поверхности 6 режущего инструмента 168 в режиме прямого счета управляющих импульсов воздействующими импульсами на двигатель 63 с частотой 10000 1/сек и ожидают момент касания с наиболее "твердыми" обрабатываемыми поверхностями изделий 4 и 5, в котором переключают скорость подвода с 50 мкм/сек на 0,44 мкм/сек.
Ожидают момент касания
на длине
перемещения, равной 194,09 - 20,275 = 173,815 мкм
через 3,48 сек, но в связи с
размерным износом режущего инструмента 167 фактический момент касания произошел через 3,28 сек, что
соответствует 10
мкм
размерного износа режущего инструмента 167.
Поэтому фактическая величина
снятого припуска Σ HФ режущими инструментами 5 и 167 для соответствующих упругих обрабатывающих
систем 2
составит:
Σ H1Ф = 181,582 мкм;
Σ H2Ф = 176,135 мкм;
Σ H4Ф = 171,39 мкм;
Σ H4,5Ф = 163,815 мкм.
С учетом такого
указанного
размерного износа режущего инструмента 167 вносят
соответствующую корректировку в
размерную настройку станка 1 по координатной оси Z при работе режущим инструментом 168. После фиксации
момента
касания на скорости 0,44 мкм/сек осуществляют
периодическую врезную макроподачу от
привода 14 по координатной оси Z на величину, равную величине статической составляющей упругих деформаций
в
обрабатывающих системах с изделиями 4 и 5, то есть
равную Δ 167(4,5)Ф = 20,275
мкм. В конце этого процесса, то есть через 65,4 сек положение производящей инструментальной поверхности 6
режущего
инструмента 168 будет соответствовать конечному
положению производящей
инструментальной поверхности режущего инструмента 167. В указанных точках совмещения плоскостей формообразования 6
режущего
инструмента 168 с режущим инструментом 167
датчиками 35 системы
оперативного контроля 142 фиксируют статические оставляющие упругих деформаций в обрабатывающих системах 2, которые для
соответствующих
обрабатываемых изделий имеют следующие
величины:
- для изделия N 1 - -2,48 мкм;
- для изделия N 2 - -7,965 мкм;
- для изделия N 3 - -12,71 мкм;
- для изделий N 4 и
N 5 - -20,275 мкм.
Затем осуществляют
два продольных прохода стола 9 вдоль координатной оси X относительно суппорта 8 с выключенной периодической дискретной
врезной макроподачей по
координатной оси Z от привода 14 и с
помощью датчиков
35 системы 142 оперативного контроля фиксируют изменения статических составляющих упругих деформаций в обрабатывающих
системах 2, которые для
соответствующих обрабатываемых изделий
имеют следующие
величины:
- для изделия N 1 - 2,388 и 2,3 мкм;
- для изделия N 2 - 7,808 и 7,772 мкм;
- для
изделия N 3 - 12,614 и 12,
519 мкм;
- для изделий N 4 и
N 5 - 20,178 и
20,082 мкм.
Далее компьютерными вычислениями в системе 16 числового программного управления
станком 1
вычисляют для каждого из
пяти одновременно обрабатываемых
изделий 11 величины
нижеперечисленных параметров режимов бездефектного размерно-регулируемого микрошлифования режущим
инструментом 168, в том
числе:
- фактическую постоянную времени T168Фj
переходных
процессов резания, которая для соответствующей j-ой упругой обрабатывающей системы 2 составляет:




- количество W168j знакопеременных возвратно-поворотных мод пластической деформации при синхронном образовании в результате накопления усталости множества единичных пластически деформированных стружек с линейными размерами каждой 0,05 мкм для соответствующей j-ой упругой обрабатывающей системы 2, которое составляет:




- диаметр d168j пятна контакта режущего инструмента 168 с обрабатываемой поверхностью j-го изделия для соответствующей упругой обрабатывающей системы 2, который составляет:




- наибольшая скорость продольной подачи V168j вдоль координатной оси X станка 1 для каждой j-ой упругой обрабатывающей системы 2, которая составляет:
V168(1) = 1500000 + 352174 · 33,5 = 142,7 мкм/с;
V168(2) = 1500000 + 330031 · 32,4 = 147,3 мкм/с;
V168(3) = 1500000 + 327129 · 32,3 = 148,1 мкм/с;
V168(4,5) = 1500000 + 325665 · 32,2 = 148,3 мкм/с;
- наибольшая скорость врезной макроподачи δ 168j вдоль координатной оси Z станка 1 для каждой j-ой упругой обрабатывающей системы 2, которая составляет:
δ 168(1) = 2,3 + 10,8 = 0,213 мкм/сек;
δ 168(2) = 7,965 + 34,2 = 0,233 мкм/сек;
δ 168(3) = 12,710 + 54,6 = 0,233 мкм/сек;
δ 168(4,5) = 20,215 + 87,2 = 0,233 мкм/сек;
- время τ 168j одного продольного прохода в направлении координатной оси X станка 1 для каждой j-ой упругой обрабатывающей системы 2, которое составляет:
τ 168(1) = 27500 + 142,7 = 192,7 с;
τ 168(2) = 27500 + 147,3 = 186,7 с;
τ 168(3) = 27500 + 148,1 = 185, 7 с;
τ 168(4,5) = 27500 + 148,3 = 185,4 с;
- расчетная величина съема припуска за время одного продольного прохода τ 168j для каждого j-го обрабатываемого изделия 11, которое составляет:
для изделия N 1 - 41,045 мкм;
для изделия N 2 - 43,5 мкм;
для изделия N 3 - 43,27 мкм;
для изделий N 4 и N 5 - 43,20 мкм;
- суммарная величина перемещения Σ S168(1) на режущий инструмент 168 вдоль координатной оси Z от привода 14 из исходного "нулевого" положения в положение окончательной обработки в конце первого продольного прохода составит:
Σ S168 = 3,28 ·10000 · 0,05 + 20,275 + 41,045 = 225,32 мкм.
Исходя из указанных
расчетных данных, в систему 16
числового
программного управления станком 1 задают следующие режимы бездефектного
размерно-регулируемого микрошлифования режущим инструментом 168, единые для всех пяти
одновременно обрабатываемых
изделий 11,
в
том числе:
- длину продольного перемещения стола 9
относительно суппорта 8 вдоль координатной оси X станка 1, равную 27500 мкм;
- наибольшие колебания суппорта 8 со
столом 9 по
наклонным направляющим 60 станины 3 вдоль координатной оси Y
станка 1 от привода 13, равное +16,75 мкм;
- скорость продольного перемещения
стола 9 вдоль координатной оси X
станка 1 от
привода
12, равную 142,7 мкм/сек;
- скорость врезной
макроподачи по нормали к плоскости формообразования 6 вдоль координатной оси Z от привода 14,
равную 0,213 мкм/сек.
Далее осуществляют съем/припуска с каждого j-го обрабатываемого изделия на указанных режимах с идентификацией в реальном масштабе времени параметров бездефектного микрорезания по указанным правилам технологической диагностики, аналогичным при обработке режущим инструментом 5.
По окончании первого продольного прохода с каждого
j-го обрабатываемого изделия
будет снят припуск, в
том числе:
с изделия N 1 - 41,038 мкм;
с
изделия N 2 - 43,791 мкм;
с изделия N 3 - 44,180 мкм;
с изделий N 4 и N
5 - 44,378 мкм.
Ожидаемая
суммарная величина снятого припуска с каждого j-го
обрабатываемого изделия режущими инструментами 5, 167 и первым продольным проходом режущим инструментом
168, равна, в том
числе:
с изделия
N
1 - 181,582 + 41,038 + (2,520 - 2,3) = 222,84
мкм;
с изделия N 2 - 176,135 + 43,791 + (7,965 - 7,772) = 220,119 мкм;
с изделия N 3
- 171,39 + 44,180 +
(12,71 - 12,518) = 215,762
мкм;
с изделий N 4 и N 5 - 163,315 +
44,378 + (20,275 - 20,082) = 207,886 мкм.
Фактическая разноразмерность между наиболее "твердыми" (N 4 и N 5) изделиями и наиболее "мягким" (N 1) изделием составляет 14,954 мкм.
Затем формируют управляющую программу окончательного съема припуска с целью устранения указанной разноразмерности между отдельными изделиями из партии пяти одновременно обрабатываемых изделий 11 (относительно изделия N 1) на втором продольном проходе. При этом в качестве регулирующего воздействия на соответствующую j-ую упругую обрабатывающую систему 2 используют врезную микроподачу от соответствующего датчика 35 многоканального цифрового пьезоэлектрического привода 136 в направлении по нормали к плоскости формообразования 6 режущего инструмента 168 с выключенным приводом 14 дискретных врезных макроподач вдоль координатной оси Z станка 1.
Далее
исходят из условия сохранения постоянным расположение
производящей
инструментальной
поверхности 6 режущего инструмента 168 (на всем протяжении второго продольного прохода) относительно исходного
"нулевого" его расположения, равного 225,320 мкм, из
условия сохранения
на всем
протяжении второго продольного прохода постоянства величин статической составляющей упругой деформации в каждой j-ой
упругой обрабатывающей системе 2, в том числе
равных:
на изделии N
1
- 2,3 мкм;
на изделии N 2 - 5,019 = (7,772 - 43,791 + 41,038) мкм;
на изделии N 3 - 9,376 = (12,518
- 44,180 + 41,038) мкм;
на изделиях N 4
и N 5 - 16,742 = (20,082 - 44,
378 + 41,038) мкм,
а также исходят из условия, что скорость продольной подачи от привода 12 вдоль
координатной
оси X равна 142,7 мкм/сек, и условия, что
наибольшие колебания суппорта 8 со
столом 9 по наклонным направляющим 60 станины 3 вдоль координатной оси Y равна +16,75 мкм, а также
вычисляют в компьютере
устройства 16 числового программного
управления станком 1 общее количество
дискретных равномерных приращений линейного размера пьезоэлектрического элемента в каждом датчике
35 многоканального
цифрового пьезоэлектрического привода 136
на частоте управляющих импульсов
(1500000
1/сек) в каждом J-ом одновременно обрабатываемом изделии 11.
При этом
учитывают сохранение
постоянными на всем протяжении второго
продольного прохода соответствующего
количества W168j
знакопеременных возвратно-поворотных мод пластической деформации при синхронном
образовании в результате
накопления усталости множества
единичных пластически деформированных
стружек с линейными
размерами каждой из них, равной 0,05 мкм, и которые для соответствующих упругих
обрабатывающих систем 2
равны:
для изделия N 1
- W168(1) = 352174;
для изделия
N 2 - W168(2) = 330031;
для изделия N 3 - W168(3) = 327129;
для изделий N 4 и N 5
- W168(4,5) = 325665.
Для съема припуска
с каждого j-го обрабатываемого изделия,
численно равного величине
статической составляющей упругой деформации соответствующей обрабатывающей
системы, суммарное
количество указанных дискретных
равномерных линейных приращений размеров
пьезоэлектрических элементов в
многоканальном цифровом пьезоэлектрическом приводе 136 для каждого j-го
обрабатываемого изделия
составит, в том числе:
для изделия N 1 - 2,3 + 0,05 ·
352174 = 16200004;
для
изделия N 2 - 5,019 + 0,05 · 330031 = 33128511;
для
изделия N 3 - 9,376 + 0,05
· 327129 = 61343230;
для изделий N 4 и N 5 - 16,742 +
0,05 · 325665 =
109045668.
На основании этих данных рассчитывают время
воздействия многоканального
пьезоэлектрического привода 136 на
обрабатываемую поверхность каждого
j-го изделия, в том числе:
на изделие N 1 - 10,8 сек;
на изделие N 2 - 22,09 сек;
на изделие N 3 - 40,9
сек;
на изделия N 4 и N
5 - 72,7 сек.
С
указанными расчетными режимами
осуществляют обработку режущим инструментом 168 на втором продольном
проходе. При этом длина второго
продольного прохода стола 9
относительно суппорта 8 равна:
72,7 · 142,7 = 10374,29
мкм.
Затем перемещают в исходное "нулевое" положение обрабатываемые изделия 11 от производящей инструментальной поверхности 6 режущего инструмента 168 по координатной оси Z станка 1 с использованием привода 14 на величину 225,32 мкм (время отвода составляет 4,08 сек). После этого возвращают в прежнее "рабочее" положение обрабатываемые поверхности изделий 11 к производящей инструментальной поверхности 6 режущего инструмента 167. Время переустановки составляет 2 сек. Затем на скорости 50 мкм/сек и ожидают момент касания через 4,7 секунды, (то есть при перемещении на величину 235,32 мкм) и фиксируют момент такого касания через 4,6 сек, что соответствует указанному фактическому перемещению на величину 230, 32 мкм по координатной оси Z от привода 14.
Разница между указанными расчетным и фактическим перемещениями, равная 5 мкм, вызвана размерным износом вершин 7 режущих зерен 85 на производящей инструментальной поверхности 6 режущего инструмента 168.
В связи с этим, фактическая суммарная величина снятого припуска при обработке режущими инструментами 5, 167 и 168 для каждого из пяти одновременно обработанных изделий составляет 220,14 мкм. При этом наибольшая величина разноразмерности не превысит 0,5 мкм.
Суммарное Σ t168 время
обработки режущим инструментом 168 одновременно пяти изделий 11 равно:
Σ t168 = 64,4 +
192,7 + 72,7 + 13,96 = 343,76 сек.
Суммарное время двух последовательных переустановок стола 9 относительно суппорта 8 вдоль координатной оси X составляет 1,833 · 2 = 3,8 сек.
Суммарное время обработки одной
грани на
15-ти изделиях режущим
инструментом 168 составляет:
3,8 + 3 · 343,76 = 1035,08 сек.
Суммарное время
обработки одной грани на одном изделии режущим
инструментом 168
составляет:
1035,08 + 15 = 69,005 сек.
Суммарное время обработки одной грани на
одном изделии
последовательно режущими инструментами 3, 167 и 168
составляет:
(427,
59 + 619,07 + 1035,
08) + 15 = 138,8 сек.
Наименьшее суммарное количество обработанных изделий с одной гранью, ориентированной только в "твердом" направлении, при полном отсутствии привнесенных в приповерхностный слой технологическим процессом микрошлифования дефектов (изделия из натуральных алмазов для наноэлектроники и медицины) одним оператором в одну смену при одновременном обслуживании 2-х станков с числовым программным управлением составляет 400 изделий в смену.
Наименьший годовой объем выпуска указанных изделий 3-мя операторами в три смены на 2-х станках с числовым программным управлением составляет 420000 изделий в год.
Таким образом, предлагаемое согласно изобретению комплексное техническое решение предлагаемых способа, устройства и приспособления впервые в мировой практике механической обработки при огранке натуральных алмазов позволяет осуществить бездефектное размерно-регулируемое микрошлифование даже в том случае, если вектор скорости резания совпадает с "твердым" направлением к истиранию кристаллической решетки алмаза. Это впервые дает возможность гибко с воспроизводимыми результатами автоматизировать процесс групповой огранки алмазов в различных видах производств на станках с числовым программным управлением при минимизации весовых потерь каждого отдельного наукоемкого изделия из природных алмазов для нано- и микроэлектроники, медицины и ювелирных изделий на базе компьютерных технологий. Поэтому предлагаемые согласно изобретению способ и устройство дают возможность впервые сформулировать и реализовать технические требования на изготовление соответствующих многокоординатных станочных модулей различных типоразмеров с интеллектуальными системами числового программного управления.
При этом конструктивные и компановочные решения станочных модулей
обеспечивают
следующие базовые технологические возможности:
- размерно-регулируемое микрошлифование в упругой обрабатывающей системе со сверхнизкой врезной подачей, с адаптивным выбором
режимов
интенсивности съема припуска в области пластичного
микрошлифования и их технологической диагностики, обеспечивающей стабильный дискретный процесс стружкообразования и получения на
обработанной
поверхности оптических характеристик чистоты (Rz = 0,05 мкм);
- совмещение технологических операций шлифования и микрошлифования предварительно необработанных
заготовок с
отсутствием в результате обработки привнесенных
технологическим процессом дефектов в приповерхностном слое готового изделия;
- геометрическую точность обработки по отклонениям
от
плоскостности не более 1,0 мкм на площади 100&100
мм;
- размерную точность обработки по отклонениям от заданных линейных размеров готового изделия не более 1,0 мкм.
Технологическое и программное обеспечение
интеллектуальных
систем числового программного управления многокоординатными станочньми модулями обеспечивают:
- автоматическое
определение области
режимов интенсивности бездефектного
съема
припуска в
реальных (конкретных) условиях обработки с учетом фактических механических характеристик твердоструктурного и анизотропного
обрабатываемого
материала и минерала (алмаза);
- технологическое
диагностирование и оперативное формирование режимов интенсивности бездефектного съема припуска с учетом фактической режущей
способности
инструмента, величины исходного припуска
на
обработку, упругих
и температурных деформаций в обрабатывающей системе;
- управление процессом формирования методом "следа"
отдельной поверхности в
многогранных изделиях произвольно
заданной формы в условиях
групповой обработки с минимизацией весовых потерь каждого отдельного изделия.
Суперпрецизионные
многокоординатные станочные
модули с числовым программным
управлением позволяют
обеспечить:
- число одновременно управляемых осей координат - 6;
- число шпинделей для режущего
инструмента (револьверная головка)
- 3;
- дискретность задания и отработки
перемещений по:
осям X, Y, мкм - 0,05;
оси Z, мкм - 0,005;
осям A, B, град - 0,0001;
- максимальные величины
перемещений
по:
линейной оси X, мм - от 350
до 1000;
линейной оси Y, мм - от 150 до 300;
линейной оси Z, мм - до 10;
круговой
оси A, град - 90;
круговой
оси B, град
- 360
град·N;
- диапазон
рабочих подач, мм/мин - 0,06 ... 4500;
- диапазон частоты вращения шпинделей с режущими
инструментами, об/мин - 3000 ... 10000;
- число
одновременно обрабатываемых изделий,
закрепленных в сменной многоместной кассете - 15;
- шероховатость обработанной поверхности
Rz, мкм - 0,03 ... 0,05.
Технические решения механической, электрической и электронной частей станка и программно-математического обеспечения отвечают требованиям дальнейшего совершенствования его потребительских свойств на базе компьютерных технологий за счет расширения технологических возможностей и концентрации операций. В этой связи возможно дальнейшее совершенствование станка за счет наращивания базовых технологических возможностей (обработка исходной произвольной формы каждого "сырого" алмаза в бриллиант, включая предварительную и окончательную обработку "рундиста", граней "павильона" и граней "короны") дополнительными функциями, обеспечивающими с одного постанова осуществление измерения и сертификации каждого отдельного "сырого" алмаза с составлением технологического маршрута механической обработки и управляющей программы, геометрического формообразования конечного продукта, а также дополнительными функциями, обеспечивающими измерение и сертификацию отдельных внутренних дефектов, не снимая обработанные бриллианты со станка, а также устранение выявленных отдельных дефектов в бриллиантах воздействием на них, например, лазерного луча непосредственно на станке.
В
результате применения предложенных
согласно изобретению способа и устройства возможно обеспечить следующие выходные экономические
показатели:
- совместить
операции шлифования и
микрошлифования при полном устранении
микротрещин и достичь оптических классов чистоты на обработанной поверхности;
- достичь с
воспроизводимыми результатами высокое
качество и размерную
стабильность обработанных оптических
поверхностей на технологически сложных деталях оператором независимо от уровня его квалификации;
- повысить точность обработки и
снизить долю
поверхности,
подвергшейся при шлифовании
хрупкому разрушению с 99% до 5%;
- осуществить автоматический выбор оптимальных режимов резания
на более высоких технологических
параметрах, чем при
ручных
операциях полирования и притирке;
- осуществить групповую обработку изделий типа "ювелирная вставка" (диаметр 1 - 25 мм) в
15-местной сменной кассете со
стабильным эстетическим
качеством,
соответствующим бриллиантовой
огранке, в условиях мелкосерийного и серийного производства при минимизации весовых потерь на каждом
отдельном изделии;
- обеспечить 10-кратное
повышение
производительности при отказе от
использования операторов (огранщиков) высокой квалификации, а также от доводочных операций (притирки,
полировки);
- обеспечить годовой объем в
количестве
30000 штук в год при огранке
"ювелирных вставок" с 57-ю гранями из природных алмазов (объемом 25000 карат) тремя операторами на 2-х
станках при 3-сменной
работе;
- обеспечить
годовой объем в
количестве 420000 штук в год
при обработке в "твердом" направлении подложек из натуральных алмазов для изделий нано- и
микроэлектроники тремя
операторами на 2-х станках при 3-сменной
работе.
Реферат
Способ размерного микрошлифования изделий осуществляют посредством упругой обрабатывающей системы шлифовального станка с программным управлением инструментом, имеющим производящую инструментальную поверхность со связанными режущими зернами, вершины которых выступают из связки на одинаковую высоту. Способ включает введение в программу системы ее предела упругости, заданных размеров готового изделия, заданной высоты микронеровностей, расчетных параметров интенсивности съема припуска. В процессе шлифования многопроходные реверсивные продольные перемещения осуществляют дискретно с шагом, равным заданной высоте микронеровностей на обработанной поверхности готового изделия, в точке касания обрабатываемой поверхности с вершиной каждого режущего зерна непрерывно измеряют величину статической и величину динамической составляющих силы резания и непрерывно определяют величину статической составляющей упругой деформации обрабатывающей системы и величину ее динамической составляющей, определяют момент появления периодически равномерной величины динамической составляющей силы резания, соответствующий моменту выхода обрабатывающей системы станка на управляемый режим шлифования, при котором непрерывно осуществляют корректировку, по меньшей мере, одного из параметров интенсивности съема припуска так, чтобы в каждой точке касания величина динамической составляющей упругой деформации не превышала заданную высоту микронеровностей, а сумма величин статической составляющей и динамической составляющей упругой деформации не превышала заданного предела упругости на сжатие этой системы. Устройство содержит систему оперативного контроля, имеющую электрическую цепь, содержащую последовательно подключенные пьезоэлектрический датчик силы, нормирующий усилитель напряжения и аналого-цифровой преобразователь, выход которого подсоединен к соответствующему входу средства числового программного управления, которое выполнено на базе компьютера и многоканального линейного микроинтерполятора, выходы которого подсоединены к соответствующим управляющим входам приводов перемещения стола с приспособлением для крепления обрабатываемых изделий по координатным осям X, Y и Z станка. Приспособление для крепления обрабатываемых изделий имеет привод вращения обрабатываемых изделий и содержит два полых винта, установленных параллельно и диаметрально противоположно относительно зубчатого венца по меньшей мере одного шпинделя с возможностью их взаимосвязанного вращения. 3 c. и 29 з.п.ф-лы, 18 ил.

Формула
V = Rz · f,
где Rz - заданная высота микронеровностей на обработанной поверхности готового изделия, мкм;
f - количество точек касания обрабатываемой поверхности с производящей инструментальной поверхностью в одну секунду.

где δ - глубина врезной подачи в момент выхода обрабатывающей системы станка на управляемый режим шлифования, мкм.

где Рд - величина динамической составляющей силы резания, кгс;
Рс - величина статической составляющей силы резания, кгс.

где f - количество точек касания обрабатываемой поверхности с производящей инструментальной поверхностью в одну секунду.
Комментарии