Система для струйной резки и способ управления перемещением головки для струйной резки - RU2754421C2
Код документа: RU2754421C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к системе для резки струей текучей среды/струйной резки, выполненной с возможностью управления перемещением предназначенной для струйной резки головки данной системы относительно заготовки, подлежащей резке, и относится к способу управления перемещением предназначенной для струйной резки головки указанной системы на основе заданной величины угла наклона посредством управляющего устройства.
Настоящее изобретение также относится к программе, хранящейся на носителе данных, выполненной с возможностью обеспечения перемещения предназначенной для струйной резки головки струйного устройства, и к программному продукту, хранящемуся на носителе данных и предназначенному для выполнения этапов указанного способа.
Предназначенный для водоструйной резки станок из системы для струйной резки представляет собой промышленное оборудование, в котором используется струя воды под ультравысоким давлением, попеременно смешиваемая с абразивными частями, которая обеспечивает истирание материала заготовки и, следовательно, разрезает материал.
Система для струйной резки может быть использована для широкого ряда материалов, таких как металл, стекло, композиционные материалы, резина, вспененный материал, пластики, кожа, кровельная черепица, стекло, керамические материалы, пищевые продукты, бумага и т.д.
Настоящее изобретение относится к отрасли промышленности, в которой используется водоструйная обработка, и в особенности относится к различным системам управления перемещением головки для струйной резки.
УРОВЕНЬ ТЕХНИКИ
Система для струйной резки может быть использована для резки ровных плоских заготовок, при этом предназначенная для струйной резки головка системы перемещается над заготовкой. Перемещение и наклон можно изменять для достижения заданного качества поверхности, образуемой резкой. В некоторых известных системах по предшествующему уровню техники скорость резки задана в качестве величины уставки, указывающей заданное значение существенной переменной, зависящей от нескольких параметров, при этом управляющее устройство осуществляет автоматическое управление головкой для струйной резки на основе указанной заданной скорости резки. Уставку скорости резки используют для резки заготовки с учетом оптимального качества поверхности, образуемой резкой.
Тем не менее, в течение некоторого времени стало очевидным, что отклонения в допусках и используемые отдельные станки для водоструйной резки означают, что качество поверхности, образуемой резкой, может варьироваться, несмотря на предусмотренный признак, заключающийся в точном определении скорости резки заранее. Это также может быть вызвано изменчивостью расстояния между отдельной головкой для струйной резки и заготовкой, разным качеством используемых в конечном счете, абразивных частиц, различным конкретным давлением воды, небольшими различиями в качестве материала конкретной заготовки и т.д., которые определяют фактический угол наклона или уклон, получаемый механической обработкой.
Современные системы для струйной резки также могут иметь недостатки, заключающиеся в том, что они не включают в себя никакого оптимизированного управляющего устройства и программы, хранящейся на носителе данных, выполненной с возможностью обеспечения перемещения головки для струйной резки, соответствующего оптимальному уклону и углу отставания головки для струйной резки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего раскрытия изобретения состоит в разработке системы для струйной резки, содержащей управляющее устройство, выполненное с возможностью управления перемещением предназначенной для струйной резки головки системы относительно заготовки, подлежащей резке.
Задача настоящего изобретения состоит в разработке системы для струйной резки и способа управления перемещением головки для струйной резки для оптимизации поверхности, образуемой резкой, и времени обработки, при этом целью указанных системы и способа является уменьшение или устранение одного или более из вышеуказанных недостатков в уровне техники по одному или в любой комбинации.
Еще одна дополнительная задача состоит в ступенчатом изменении технологии для современных систем для струйной резки.
Вышеупомянутая задача решается посредством системы для струйной резки, содержащей управляющее устройство, выполненное с возможностью управления перемещением предназначенной для струйной резки головки системы для струйной резки относительно заготовки, подлежащей резке, при этом управляющее устройство соединено с приводом головки для струйной резки, выполненным с конфигурацией, обеспечивающей возможность наклона головки для струйной резки относительно вертикальной линии, при этом управляющее устройство выполнено с возможностью управления перемещением головки для струйной резки на основе заданной величины угла наклона и других рабочих данных; управляющее устройство выполнено с возможностью автоматической адаптации скорости головки для струйной резки в соответствии с заданной величиной угла наклона.
Таким образом достигается то, что система учитывает величину фактического угла уклона и/или фактического угла отставания в зависимости от конкретной отдельной системы для струйной резки и/или фактического качества материала заготовки, подлежащей резке.
Остальные рабочие данные соответственно могут быть сведены в по меньшей мере одну фиксированную переменную и в по меньшей мере одну динамическую переменную.
Фиксированная (-ые) переменная (-ые) предпочтительно может/могут включать физическую характеристику отверстия головки для струйной резки, через которое проходит текучая среда, и/или физические характеристики используемой фокусирующей трубки и/или используемой сетки для абразива и т.д.
Динамическая (-ие) переменная (-ые) соответственно может/могут включать фактические характеристики потока для абразивной обработки и/или фактические значения давления воды и/или фактическую скорость резки и т.д.
Величину фактического угла уклона и/или фактического угла отставания предпочтительно определяют на основе резки части для калибровки или части, имеющей такое же качество материала, как у материала заготовки, при этом рез, выполняемый в части для калибровки, и рез, выполняемый в заготовке, выполняются одно определенной системой для струйной резки.
Величину фактического угла уклона и/или фактического угла отставания соответственно определяют на основе характеристики конкретной головки для струйной резки.
Величину фактического угла уклона и/или фактического угла отставания предпочтительно определяют на основе других рабочих данных, таких как геометрический объект, тип материала, качество материала, толщина материала и т.д.
Величину фактического угла уклона и/или фактического угла отставания соответственно определяют на основе резки части для калибровки, имеющей такое же качество материала, как у материала заготовки, при этом рез, выполняемый в части для калибровки, определяет величину углового смещения.
Заданная величина угла наклона предпочтительно определяется величиной, задаваемой посредством фактического угла уклона и/или фактического угла отставания.
Таким образом, заданная величина угла наклона служит в качестве исходного параметра, используемого управляющим устройством, обеспечивающим выполнение перемещения и управление перемещением головки для струйной резки.
Управляющее устройство соответственно соединено со средством взаимодействия пользователя с машиной.
Система для струйной резки предпочтительно содержит источник текучей среды под высоким давлением, соединенный с головкой для струйной резки.
Система для струйной резки соответственно содержит смесительную камеру для смешивания воды и абразивных частиц, при этом указанная смесительная камера соединена с головкой для струйной резки.
Система для струйной резки предпочтительно содержит прямоугольную раму, имеющую по меньшей мере сторону, выполненную возможностью удерживания одного конца штанги или оси для перемещения по направляющим качения и/или скольжения в первом направлении (направлении Y). Штанга или ось удерживает систему для приведения в движение головки для струйной резки, выполненную с конфигурацией, обеспечивающей возможность перемещения на штанге или оси во втором направлении (направлении Х), которое может быть перпендикулярным к указанному первому направлению и/или отклоняется от указанного первого направления.
Привод головки для струйной резки соответственно соединен с системой для приведения в движение головки для струйной резки.
Управляющее устройство предпочтительно содержит устройство числового программного управления (ЧПУ).
Управляющее устройство соответственно выполнено с возможностью управления системой перемещения по 5 координатам.
Таким образом, можно использовать систему обеспечения главного движения, выполненную с возможностью приведения режущей головки в движение в трех направлениях: по координате Y (взад/вперед), координате Х (влево/вправо) и координате Z (вверх-вниз), и использовать систему обеспечения вспомогательного движения, выполненную с конфигурацией, обеспечивающей возможность поворота головки для струйной резки вокруг оси В и оси С привода режущей головки.
Система обеспечения вспомогательного движения предпочтительно содержит систему обеспечения перемещения, выполненную с возможностью, обеспечивающей конусообразную кинематическую модель, образующую центр (ТСР) инструмента.
Таким образом, устраняются значительные перемещения по координатам X и Y в системе перемещения по 5 координатам.
Центр ТСР инструмента представляет собой фиксированную точку в пространстве, через которую струя текучей среды будет проходить всегда независимо от используемых углов, описанных выше.
Привод режущей головки соответственно соединен с роботизированной рукой роботизированного устройства.
Таким образом достигается то, что система может быть использована для многоцелевого применения, например, в автомобильной и аэрокосмической промышленности.
Система предпочтительно содержит часть для калибровки, выполненную с конфигурацией, обеспечивающей возможность ее разрезания указанной головкой для струйной резки для выполнения реза для калибровки, определяющего заданную величину угла наклона.
Часть для калибровки соответственно может представлять собой часть для калибровки, выполненную из такого же материала, что и материал заготовки, или часть для калибровки может представлять собой участок самой части для калибровки или часть отходов при обработке заготовки.
Система предпочтительно выполнена с конфигурацией, обеспечивающей выполнение реза в указанной части для калибровки вручную, полуавтоматически или автоматически.
Таким образом достигается то, что рез, выполненный в части для калибровки, определяет величину углового смещения, при этом указанную величину углового смещения вводят в управляющее устройство, и она служит в качестве исходного параметра, используемого управляющим устройством, обеспечивающим выполнение перемещения и управление перемещением головки для струйной резки.
Величина углового смещения соответственно определяется посредством полуавтоматического или автоматического измерения угла между плоскостью лицевой стороны заготовки и плоскостью поверхности, образуемой резкой, который взят в воображаемой плоскости, ориентированной перпендикулярно к направлению перемещения головки для струйной резки.
Заданная величина угла наклона предпочтительно определяется как угол, образованный между продольной осью головки для струйной резки и вертикальной линией, нормальной к плоскости заготовки.
Соответственно, заданная величина угла наклона соответствует величине угла уклона и/или величине угла отставания.
Рабочие данные предпочтительно могут содержать данные о давлении текучей среды и/или данные об абразивной среде и/или данные о головке для струйной резки и/или данные о фокусирующей трубке для струйной резки и/или размер песчаных зерен и/или данные о требованиях к шероховатости поверхности и/или данные о геометрическом объекте и/или данные о качестве материала заготовки и/или толщину заготовки.
Таким образом достигается то, что скорость головки для струйной резки посредством управляющего устройства оптимальным образом адаптируется к определенному материалу заготовки, подлежащей резке.
Управляющее устройство соответственно выполнено с возможностью автоматической адаптации скорости головки для струйной резки, при этом указанная скорость обеспечивается в направлении перемещения головки для струйной резки и указанная скорость оценивается управляющим устройством в соответствии с заданной величиной угла наклона.
Привод головки для струйной резки предпочтительно расположен на опорной штанге, присоединенной к главному приводному устройству для перемещения опорной штанги над заготовкой.
Вышеуказанная задача также решается посредством способа управления перемещением предназначенной для струйной резки головки системы для струйной резки, содержащей привод головки для струйной резки и управляющее устройство, выполненное с возможностью управления перемещением головки для струйной резки на основе заданной величины угла наклона и других рабочих данных и с возможностью автоматической адаптации скорости головки для струйной резки в соответствии с заданной величиной угла наклона, при этом способ включает в себя этапы, на которых: режут часть для калибровки, имеющую такие же свойства материала, как заготовка, подлежащая резке; измеряют величину углового смещения для определения указанной заданной величины угла наклона; выполняют передачу данных, относящихся к заданной величине угла наклона, в управляющее устройство; режут заготовку в соответствии с указанной заданной величиной угла наклона и другими рабочими данными и выполняют автоматическую адаптацию скорости головки для струйной резки посредством управляющего устройства в соответствии с заданной величиной угла наклона.
Этап резки заготовки соответственно выполняют в соответствии с перемещением опорной штанги, содержащей привод головки для струйной резки и присоединенной к главному приводному устройству.
Вышеуказанная задача также решается посредством струйного устройства системы для струйной резки, содержащего управляющее устройство, выполненное с возможностью управления перемещением предназначенной для струйной резки головки системы относительно заготовки, подлежащей резке, при этом управляющее устройство соединено с приводом головки для струйной резки, выполненным с возможностью наклона головки для струйной резки относительно вертикальной линии, при этом управляющее устройство выполнено с возможностью управления перемещением головки для струйной резки на основе заданной величины угла наклона и других рабочих данных; управляющее устройство выполнено с возможностью автоматической адаптации скорости головки для струйной резки в соответствии с заданной величиной угла наклона, при этом перемещение головки для струйной резки обеспечивается посредством выполнения этапов способа согласно пункту 7 или 8 формулы изобретения.
Вышеуказанная задача также решается посредством программы, хранящейся на носителе данных и выполненной с возможностью обеспечения перемещения предназначенной для струйной резки головки струйного устройства согласно пункту 9 формулы изобретения, при этом указанная программа, хранящаяся на носителе данных, содержит программный код, хранящийся на носителе, который является читаемым на компьютере, для обеспечения выполнения управляющим устройством этапов способа: резки части для калибровки, имеющей такие же свойства материала, как заготовка, подлежащая резке; измерения величины углового смещения для определения указанной заданной величины угла наклона; передачи данных, относящихся к заданной величине угла наклона, в управляющее устройство; резки заготовки в соответствии с указанной заданной величиной угла наклона и другими рабочими данными и автоматической адаптации скорости головки для струйной резки посредством управляющего устройства в соответствии с заданной величиной угла наклона.
Вышеуказанная задача также решается посредством программного продукта, хранящегося на носителе данных и содержащего программный код, хранящийся на носителе, который является читаемым на компьютере, для выполнения этапов способа согласно пункту 7 или 8 формулы изобретения, при выполнении программы, хранящейся на носителе данных, согласно пункту 10 формулы изобретения в управляющем устройстве.
Скорость головки для струйной резки в направлении перемещения определяется как относительная скорость между головкой для струйной резки и плоскостью лицевой стороны заготовки, на которую воздействует головка.
Плоскость лицевой стороны заготовки определяется как поверхность заготовки, которая обращена к головке для струйной резки.
Величина углового смещения определяется как величина наклона плоскости поверхности, образуемой резкой, посредством головки для струйной резки, ориентированной нормально к плоскости лицевой поверхности заготовки, относительно вертикальной линии, перпендикулярной к лицевой поверхности заготовки, если смотреть в направлении, поперечном к направлению перемещения головки для струйной резки. Данная величина углового смещения используется для наклона головки для струйной резки так, чтобы наклон головки для струйной резки соответствовал заданной величине угла наклона или указанной величине углового смещения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение далее будет описано посредством примеров со ссылками на сопровождающие схематические чертежи, из которых:
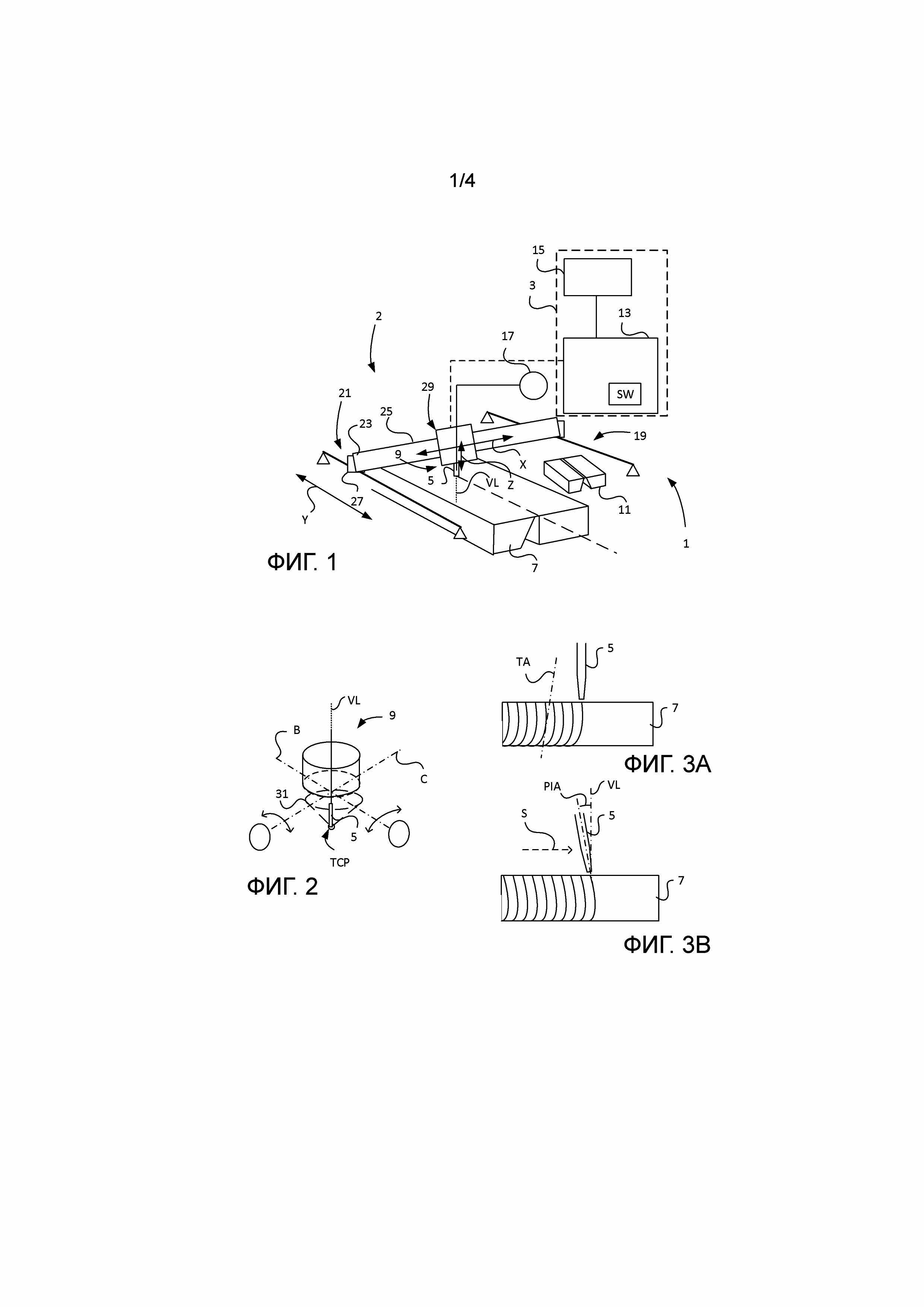
фиг.1 иллюстрирует систему для струйной резки, содержащую управляющее устройство, выполненное с возможностью управления перемещением головки для струйной резки, в соответствии с первым примером настоящего изобретения;
фиг.2 иллюстрирует привод предназначенной для струйной резки головки системы для струйной резки в соответствии со вторым примером настоящего изобретения;
фиг.3а и 3b иллюстрируют автоматическую адаптацию скорости головки для струйной резки в соответствии с заданной величиной угла наклона, определяемой как угол отставания, в соответствии с третьим примером системы для струйной резки;
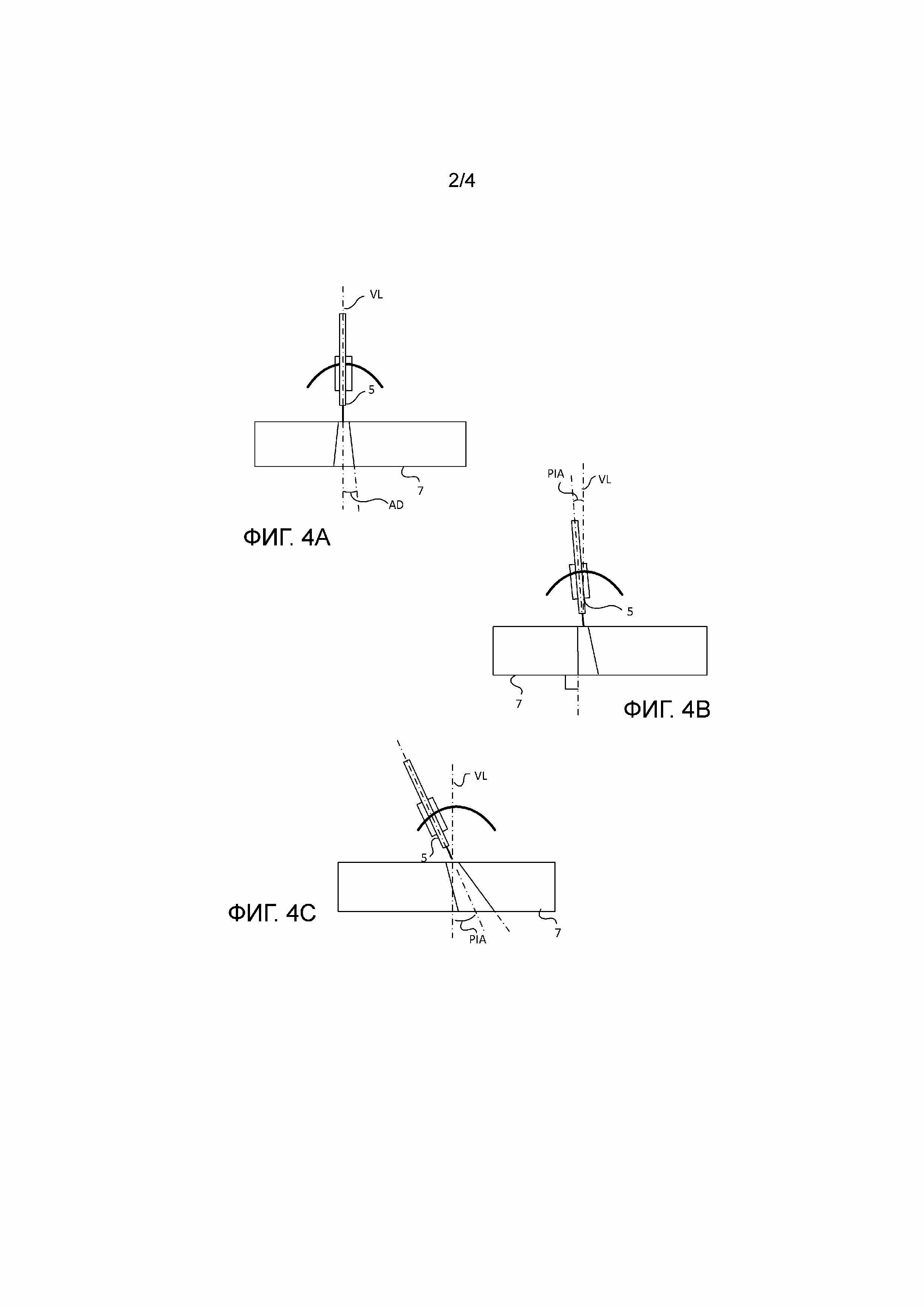
фиг.4а-4с иллюстрируют определение величины углового смещения для определенной заготовки и отдельной системы для струйной резки в соответствии с четвертым примером системы для струйной резки;
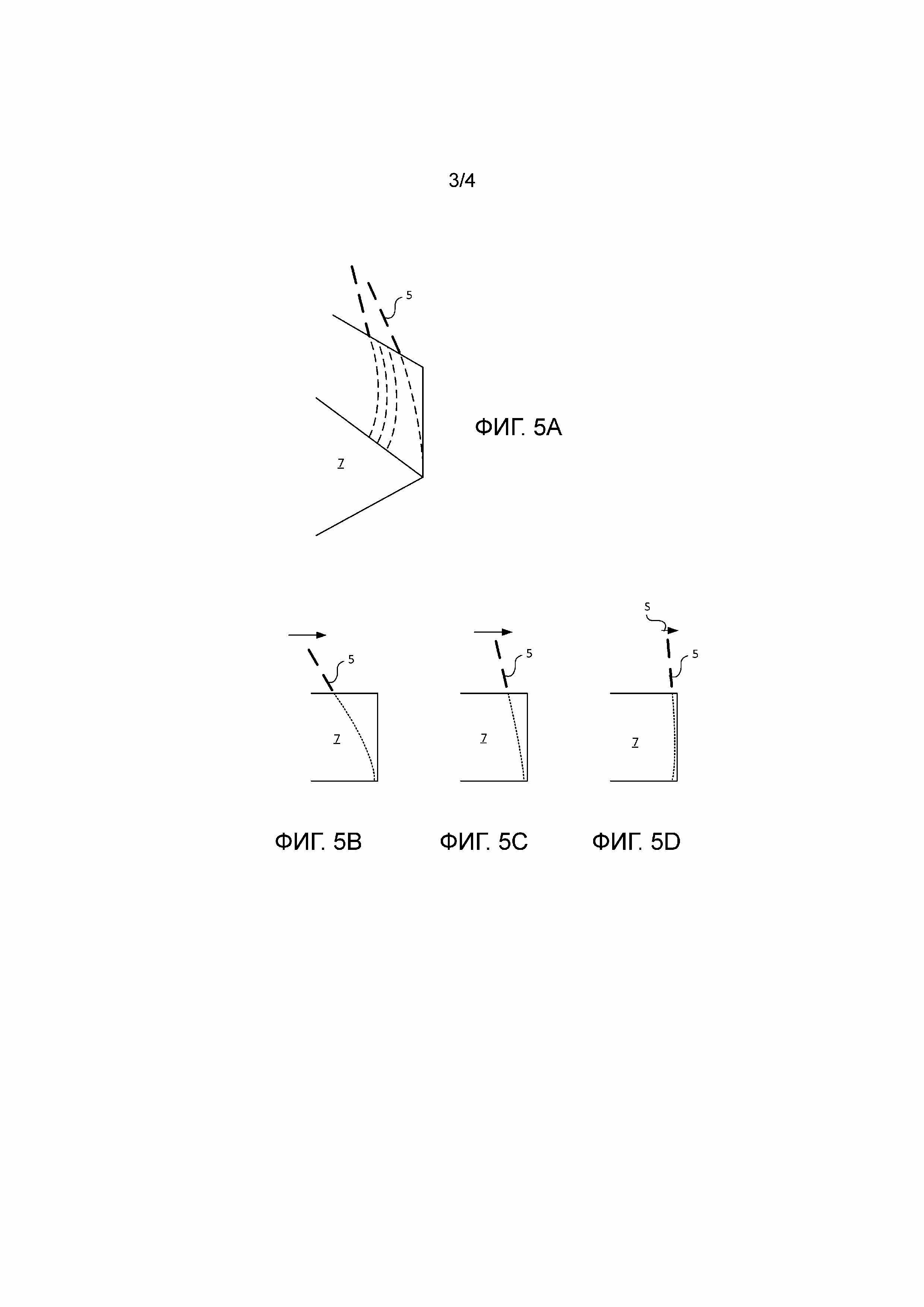
фиг.5а-5d иллюстрируют автоматическую адаптацию скорости при изменении направления перемещения головки для струйной резки в соответствии с пятым примером системы для струйной резки;
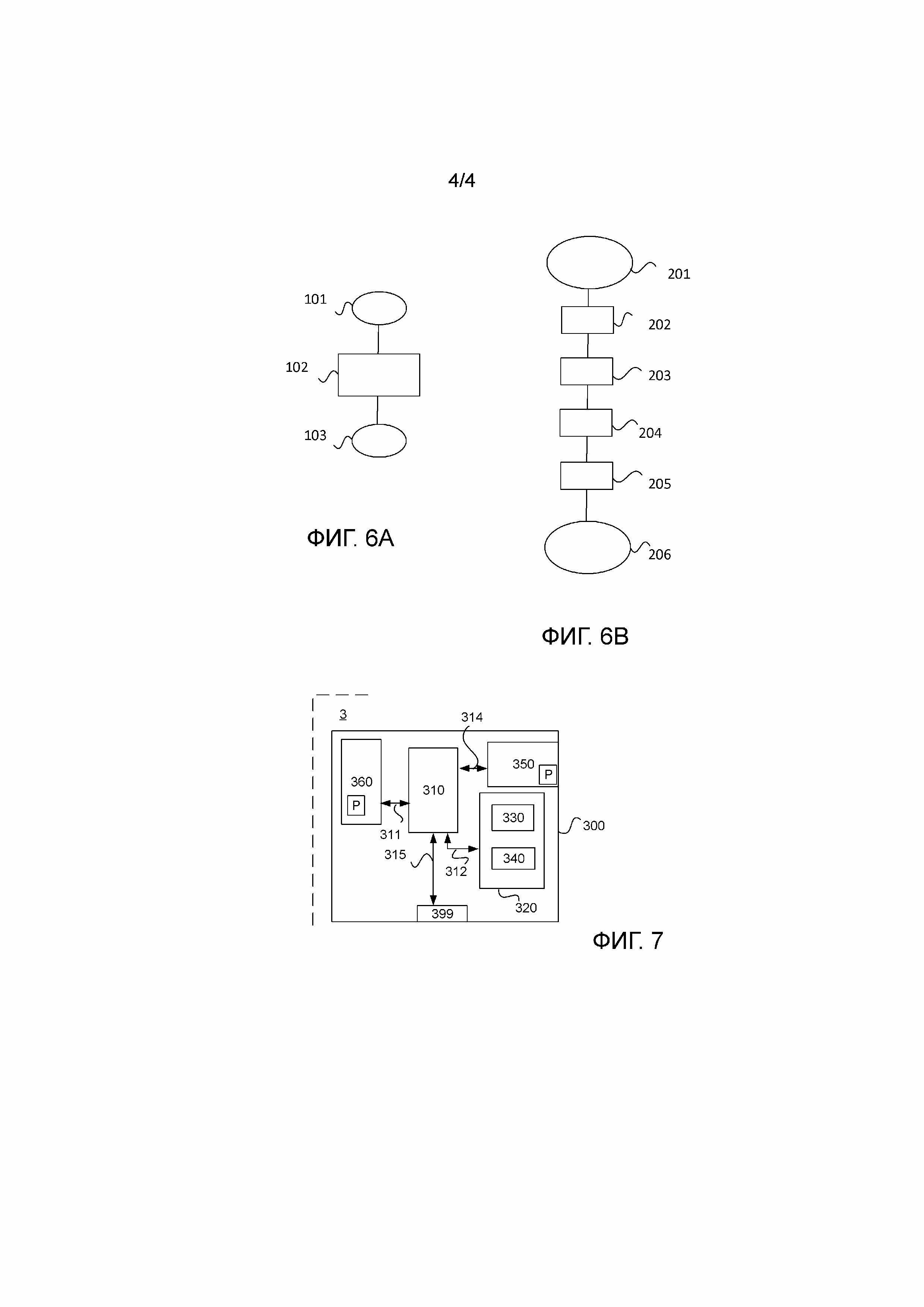
фиг.6а и 6b иллюстрируют альтернативные схемы последовательности операций, показывающие приведенные в качестве примера способы автоматической адаптации скорости головки для струйной резки посредством управляющего устройства в соответствии с заданной величиной угла наклона; и
фиг.7 иллюстрирует управляющее устройство в соответствии с разными примерами изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В дальнейшем примеры настоящего изобретения будут описаны подробно со ссылкой на сопровождающие чертежи, при этом для ясности и понимания изобретения некоторые детали, не имеющие важного значения, могут быть удалены из чертежей.
Фиг.1 иллюстрирует систему 1 для струйной резки, содержащую управляющее устройство 3, выполненное с возможностью управления перемещением головки 5 для струйной резки, в соответствии с первым примером.
Система 1 для струйной резки выполнена с возможностью управления перемещением предназначенной для струйной резки головки 5 системы 1 для струйной резки относительно заготовки 7, подлежащей резке, управляющее устройство 3 соединено с приводом 9 головки для струйной резки, выполненным с возможностью наклона головки 5 для струйной резки относительно вертикальной линии VL, при этом управляющее устройство 3 выполнено с возможностью управления перемещением головки 5 для струйной резки на основе заданной величины PIA (predetermined inclination angle) угла наклона (см., например, фиг.3b и 4b) и других рабочих данных; управляющее устройство 3 выполнено с возможностью автоматической адаптации скорости головки 5 для струйной резки в соответствии с заданной величиной PIA угла наклона. Система 1 для струйной резки содержит часть 11 для калибровки, выполненную с возможностью ее разрезания указанной головкой 5 для струйной резки для выполнения реза для калибровки, определяющего указанную заданную величину PIA угла наклона.
Остальные рабочие данные могут быть сведены в по меньшей мере одну фиксированную переменную и в по меньшей мере одну динамическую переменную, при этом фиксированная (-ые) переменная (-ые) может/могут включать физическую характеристику отверстия головки для струйной резки, через которое проходит текучая среда, и/или физические характеристики используемой фокусирующей трубки и/или используемой сетки для абразива и т.д.
Динамическая (-ие) переменная (-ые) может/могут включать фактические характеристики потока для абразивной обработки и/или фактические значения давления воды и/или фактическую скорость резки и т.д.
Часть 11 для калибровки имеет такое же качество материала, как у материала заготовки 7, подлежащей резке. Предпочтительно одна и та же система 1 для струйной резки выполняет рез для калибровки в части 11 для калибровки и впоследствии выполняет рез в заготовке 7.
Заданная величина PIA угла наклона служит в качестве исходного параметра и передается в управляющее устройство 3. Управляющее устройство 3 после этого обеспечивает выполнение перемещения и управление перемещением головки 5 для струйной резки для резки заготовки 7 и может содержать устройство 13 числового программного управления (ЧПУ). В данном примере величина PIA фактического заданного угла наклона может быть определена исходя из характеристики отдельной головки 5 для струйной резки и других рабочих данных, таких как геометрический объект, тип материала заготовки, качество материала заготовки, толщина материала заготовки и т.д. Управляющее устройство 3 соединено со средством 15 взаимодействия пользователя с машиной (например, средство взаимодействия с сенсорным экраном) и содержит программное обеспечение системы CAD/CAM, выполненное с возможностью ввода/сбора данных. Программное обеспечение системы CAD/CAM выполнено с возможностью осуществления ввода параметров, таких как вышеупомянутые рабочие данные. Таким образом, управляющее устройство 3 и программное обеспечение системы CAD/CAM позволяют получить многокоординатную систему 1 для струйной резки с полным управлением посредством программного обеспечения, обеспечивающую гибкость также для резки при строго определенных углах и кривых (см., например, фиг.4с и 5а). Управляющее устройство 3 выполнено с возможностью инициирования выполнения одной или более функций системы 1 для струйной резки, таких как запуск, останов, реверсирование и автоматическое изменение скорости, на основе заданного угла наклона и заданного перечня команд.
Система 1 для струйной резки может содержать источник 17 текучей среды под высоким давлением, который соединен с головкой 5 для струйной резки. Головка 5 для струйной резки, в свою очередь, может быть соединена со смесительной камерой (непоказанной) для смешивания воды и абразивных частиц.
Источник 17 текучей среды под высоким давлением генерирует давление текучей среды с величиной, которую можно регулировать в соответствии с мягкостью, твердостью, толщиной, качествами и другими характеристиками материала заготовки 7. Регулирование может выполняться электронными средствами посредством ввода значений требуемой величины давления текучей среды на средстве 15 взаимодействия пользователя с машиной.
Система 1 для струйной резки содержит прямоугольную раму 19, имеющую по меньшей мере сторону 21, выполненную с конфигурацией, позволяющей удерживать один конец 23 штанги 25 с возможностью скольжения посредством приводного устройства 27 в первом направлении (направлении Y). Штанга 25 удерживает систему 29 для приведения в движение головки для струйной резки, выполненную с возможностью перемещения на штанге 25 во втором направлении (направлении Х), которое может быть перпендикулярным к указанному первому направлению и/или отклоняется от указанного первого направления. Привод 9 головки для струйной резки может быть соединен с системой 29 для приведения в движение головки для струйной резки. Привод 9 головки для струйной резки может быть расположен на штанге 25, которая, в свою очередь, соединена с приводным устройством 27 для перемещения штанги 25 над заготовкой 7. Таким образом, в системе 1 для струйной резки используется струйное устройство 2.
Управляющее устройство 3 выполнено с возможностью управлением системой с перемещениями по 5 координатам для перемещения привода 9 режущей головки в трех направлениях: вдоль оси Y (взад/вперед), вдоль оси Х (влево/вправо) и вдоль оси Z (вверх-вниз). Система с перемещениями по 5 координатам также выполнена с возможностью поворота головки 5 для струйной резки вокруг оси В и оси С привода 9 режущей головки, при этом может быть обеспечена конусообразная кинематическая модель 31, образующая центр (ТСР - tool center point) инструмента.
Пример привода 9 режущей головки показан на фиг.2. Конусообразная кинематическая модель 31, образующая центр (ТСР) инструмента, устраняет любые значительные перемещения по координатам Х и Y в системе перемещений. Центр ТСР инструмента представляет собой фиксированную точку в пространстве, через которую струя текучей среды будет проходить независимо от наклона головки 9 для струйной резки.
В альтернативном варианте система для струйной резки может содержать роботизированное устройство (непоказанное), содержащее роботизированную руку (непоказанную), на которой смонтирована головка 5 для струйной резки.
Сенсорные устройства (непоказанные) системы 1 для струйной резки предусмотрены для мониторинга фактического перемещения головки 5 для струйной резки над заготовкой 7. Сенсорные устройства выполнены с возможностью определения скорости, ориентации, близости головки 5 для струйной резки к другим объектам и т.д.
Базовый ввод заданной величины PIA угла наклона в управляющее устройство 3 может быть обеспечен посредством информационного сигнала от датчика, генерируемого непрерывно или дискретизированного последовательно и передаваемого со временем для управления головкой 5 для струйной резки, расположенной над заготовкой 7, и указывающего текущее положение, скорость и наклон головки 5 для струйной резки.
Другие рабочие данные могут быть сведены в по меньшей мере одну фиксированную переменную и в по меньшей мере одну динамическую переменную, при этом фиксированная (-ые) переменная (-ые) может/могут включать физическую характеристику отверстия головки для струйной резки, через которое проходит текучая среда, и/или физические характеристики используемой фокусирующей трубки и/или используемой сетки для абразива и т.д.
Динамическая (-ие) переменная (-ые) может/могут включать фактические характеристики потока для абразивной обработки и/или фактические значения давления воды и/или фактическую скорость резки и т.д.
Фиг.3а и 3b иллюстрируют автоматическую адаптацию скорости S головки 5 для струйной резки в соответствии с заданной величиной PIA угла наклона, определяемого как угол отставания, в соответствии с третьим примером системы для струйной резки. Фиг.3а показывает пример схемы с углом ТА (TA - trailback angle) отставания для поверхности, образуемой резкой, на заготовке 7. Данная схема может корректироваться посредством наклона головки 5 для струйной резки, как показано на фиг.3b. Угол ТА отставания может быть измерен измерительным устройством (непоказанным) на части для калибровки. Фиг.3b показывает, что головка 5 для струйной резки наклонена под углом (с заданной величиной PIA угла наклона), соответствующим углу ТА отставания. Управляющее устройство (непоказанное) системы 1 для струйной резки выполнено с возможностью управления перемещением головки 5 для струйной резки на основе заданной величины PIA угла наклона и других рабочих данных. Управляющее устройство выполнено с возможностью автоматической адаптации скорости головки 5 для струйной резки в соответствии с заданной величиной PIA угла наклона.
Фиг.4а-4с иллюстрируют определение величины AD углового смещения для определенной заготовки 7, обеспечиваемое отдельной системой 1 для струйной резки в соответствии с четвертым примером системы 1 для струйной резки. Фиг.4а показывает пример величины AD углового смещения (угла уклона) между поверхностью, образуемой резкой, и вертикальной линией VL. Данный угол уклона может быть скорректирован посредством наклона головки 5 для струйной резки под углом (с заданной величиной PIA угла наклона), соответствующим углу уклона, как показано на фиг.4b. Заданная величина PIA угла наклона служит в качестве исходного параметра и передается в управляющее устройство (не показано). После этого управляющее устройство обеспечивает выполнение перемещения и управление перемещением головки 5 для струйной резки для резки заготовки 7. Значение фактической величины PIA задаваемого угла наклона в данном примере может быть определено исходя из характеристик конкретной головки 5 для струйной резки и других рабочих данных, таких как геометрический объект, тип материала, качество материала, толщина материала, тип абразивных частиц, различное определенное давление воды и т.д. Таким образом, рабочие данные могут содержать данные о давлении текучей среды и/или данные об абразивной среде и/или данные о головке для струйной резки и/или данные о фокусирующей трубке для струйной резки и/или размер песчаных зерен и/или данные о требованиях к шероховатости поверхности и/или данные о качестве материала заготовки и/или толщину заготовки и т.д. Управляющее устройство управляет перемещением головки 5 для струйной резки исходя из заданной величины PIA угла наклона и автоматически адаптирует скорость перемещения головки 5 для струйной резки относительно заготовки 7 в соответствии с заданной величиной PIA угла наклона. На фиг.4с показан пример наклонной поверхности, образуемой резкой, при этом фактический угол уклона учитывается для получения заданной величины PIA угла наклона.
Фиг.5а-5d иллюстрируют автоматическую адаптацию скорости при изменении направления перемещения головки для струйной резки в соответствии с пятым примером системы для струйной резки. Фиг.5а показывает рез, выполняемый головкой 5 для струйной резки, при этом управляющее устройство (непоказанное) автоматически адаптирует скорость головки 5 для струйной резки в соответствии с заданной величиной угла наклона. В данном примере режущая головка 5 приближается к повороту в угловой зоне, и исходя из оцениваемого наклона режущей головки управляющее устройство обеспечивает еще больший наклон режущей головки для резки материала в нижней части перед резкой материала в верхней части заготовки 7, подлежащей резке. Это схематически показано на фиг.5b и 5с. На фиг.5d показано, что скорость S адаптирована к заданной величине угла наклона, к которой посредством управляющего устройства была добавлена величина наклона, пригодная для указанного поворота в угловой зоне.
Фиг.6а и 6b иллюстрируют альтернативные схемы последовательности операций, показывающие приведенные в качестве примера способы автоматической адаптации скорости предназначенной для струйной резки головки системы для струйной резки исходя из заданной величины угла наклона. Система для струйной резки содержит привод головки для струйной резки и управляющее устройство, выполненное с возможностью управления перемещением головки для струйной резки на основе заданной величины угла наклона и других рабочих данных и с возможностью автоматической адаптации скорости головки для струйной резки в соответствии с заданной величиной угла наклона.
В способе, показанном на фиг.6а, проиллюстрирован первый этап 101, включающий в себя начало выполнения способа. Второй этап 102 иллюстрирует способ выполнения автоматической адаптации скорости перемещения головки для струйной резки над заготовкой в соответствии с заданной величиной угла наклона. Третий этап 103 иллюстрирует прекращение выполнения способа. Второй этап 102 может включать в себя этапы: резки части 11 для калибровки, имеющей такие же свойства материала, как заготовка 7, подлежащая резке; измерения величины AD углового смещения для определения указанной заданной величины PIA угла наклона; выполнения передачи данных, относящихся к заданной величине PIA угла наклона, в управляющее устройство 3; резки заготовки 7 в соответствии с указанной заданной величиной PIA угла наклона и другими рабочими данными и автоматической адаптации скорости головки 5 для струйной резки посредством управляющего устройства 3 в соответствии с заданной величиной PIA угла наклона.
Фиг.6b иллюстрирует дополнительный пример способа. Этап 201 иллюстрирует начало выполнения способа. Этап 201 показывает определение величины угла наклона посредством использования указанной головки для струйной резки для резки части для калибровки, имеющей такие же свойства материала, как заготовка, подлежащая резке. Этап 202 показывает задание величины угла наклона в качестве указанной заданной величины угла наклона. Этап 203 показывает резку заготовки с использованием указанной заданной величины угла наклона относительно вертикальной линии и других рабочих данных. Этап 204 показывает автоматическую адаптацию скорости головки для струйной резки посредством управляющего устройства в соответствии с заданной величиной угла наклона. Этап 205 показывает этап резки заготовки, выполняемый в соответствии с перемещением опорной штанги, содержащей привод головки для струйной резки и соединенной с главным приводным устройством. На этапе 206 завершается полное выполнение способа.
Фиг.7 иллюстрирует центральное процессорное устройство 300 в соответствии с разными вариантами осуществления. Центральное процессорное устройство 300 может быть сформировано в управляющем устройстве 3 системы для струйной резки. Управляющее устройство 3 выполнено с возможностью управления перемещением предназначенной для струйной резки головки системы относительно заготовки, подлежащей резке. Управляющее устройство 3 содержит центральное процессорное устройство 300 компьютера. Центральное процессорное устройство 300 содержит энергонезависимую память NVM (non-volatile memory) 320, которая представляет собой память компьютера, которая может хранить записанную информацию даже при отсутствии подачи питания к компьютеру. Центральное процессорное устройство 300 дополнительно содержит процессор 310 и память 350 с оперативной записью и считыванием. Энергонезависимая память 320 содержит первый блок 330 памяти. Компьютерная программа (которая может быть программой любого типа, пригодной для любых рабочих данных) хранится в первом блоке 330 памяти для управления функционированием центрального процессорного устройства 300. Кроме того, центральное процессорное устройство 300 содержит шинный контроллер (непоказанный), последовательный интерфейс (непоказанный), обеспечивающий физическое средство взаимодействия, посредством которого информация передается отдельно в двух направлениях. Центральное процессорное устройство 300 может содержать модуль ввода/вывода (непоказанный) любого пригодного типа, обеспечивающий передачу входных/выходных сигналов, аналого-цифровой преобразователь (непоказанный) для преобразования непрерывно изменяющихся сигналов от датчиков (непоказанных) системы для струйной резки и от других устройств текущего контроля (непоказанных), расположенных в пределах системы для струйной резки в соответствующих местах, в двоичный код, пригодный для компьютера.
Остальные рабочие данные могут быть сведены в по меньшей мере одну фиксированную переменную и в по меньшей мере одну динамическую переменную, при этом фиксированная (-ые) переменная (-ые) может/могут включать физическую характеристику отверстия головки для струйной резки, через которое проходит текучая среда, и/или физические характеристики используемой фокусирующей трубки и/или используемой сетки для абразива и т.д.
Динамическая (-ие) переменная (-ые) может/могут включать фактические характеристики потока для абразивной обработки и/или фактические значения давления воды и/или фактическую скорость резки и т.д.
Центральное процессорное устройство 300 также содержит блок ввода/вывода (непоказанный) для конфигурации с временем и датой. Центральное процессорное устройство 300 также содержит счетчик событий (непоказанный) для подсчета числа составных событий, которые «возникают» из независимых событий при работе привода струйного устройства. Кроме того, центральное процессорное устройство 300 включает в себя блоки прерываний (непоказанные), взаимодействующие с компьютером для обеспечения вычислений в многозадачном режиме работе и в реальном времени для автоматической адаптации скорости головки для струйной резки в соответствии с заданной величиной угла наклона.
Энергонезависимая память 320 также включает в себя второй блок 340 памяти для обеспечения работы внешних управляемых устройств. Программа Р, хранящаяся на носителе данных, может содержать подпрограммы для автоматической адаптации скорости головки для струйной резки в соответствии с заданной величиной угла наклона и предусмотрена для управления центральным процессорным устройством 300 для выполнения способа.
Программа Р, хранящаяся на носителе данных, содержит программный код, хранящийся на носителе, который является читаемым на компьютере, для обеспечения выполнения управляющим устройством 3 способа управления перемещением предназначенной для струйной резки головки системы для струйной резки, содержащей привод головки для струйной резки. Система содержит управляющее устройство, выполненное с возможностью управления перемещением головки для струйной резки на основе заданной величины угла наклона и других рабочих данных и выполненное с возможностью автоматической адаптации скорости головки для струйной резки в соответствии с заданной величиной угла наклона. Способ включает в себя этапы, на которых: режут часть 11 для калибровки, имеющую такие же свойства материала, как заготовка 7, подлежащая резке; измеряют величину углового смещения AD для определения указанной заданной величины PIA угла наклона; выполняют передачу данных, относящихся к заданной величине PIA угла наклона, в управляющее устройство 3; режут заготовку 7 в соответствии с указанной заданной величиной PIA угла наклона и другими рабочими данными и выполняют автоматическую адаптацию скорости головки 5 для струйной резки посредством управляющего устройства 3 в соответствии с заданной величиной PIA угла наклона.
Программа Р, хранящаяся на носителе данных, может дополнительно храниться в отдельной памяти 360 и/или в памяти 350 с оперативной записью и считыванием. Программа Р, хранящаяся на носителе данных, в данном варианте осуществления хранится в исполняемом или упакованном формате данных.
Следует понимать, что при описании того, что процессор 310 выполняет определенную функцию, подразумевается то, что процессор 310 может выполнять определенную часть программы, хранящейся в отдельной памяти 360, или определенную часть программы, хранящейся в памяти 350 с оперативной записью и считыванием.
Процессор 310 соединен с портом 399 данных для связи посредством первой шины 315 данных. Энергонезависимая память NVM 320 выполнена с возможностью связи с процессором 310 посредством второй шины 312 данных. Отдельная память 360 выполнена с возможностью связи с процессором 310 посредством третьей шины 311 данных. Память 350 с оперативной записью и считыванием выполнена с возможностью связи с процессором 310 посредством четвертой шины 314 данных. Порт 399 данных предпочтительно может быть соединен с каналами передачи данных, предусмотренными в системе для струйной резки. При приеме данных портом 399 данных данные будут временно сохраняться во втором блоке 340 памяти. После временного сохранения принятых данных процессор 310 будет готов к выполнению программного кода в соответствии с вышеуказанным способом. Сигналы (принятые портом 399 данных) предпочтительно содержат информацию о рабочем состоянии системы для струйной резки, таком как рабочее состояние, связанное с положением головки для струйной резки, положением головки для струйной резки относительно заготовки, подлежащей резке. Сигналы могут также содержать информацию, например, о рабочих данных, относящихся к давлению текучей среды и/или данным об абразивной среде и/или данным о головке для струйной резки и/или данным о фокусирующей трубке для струйной резки и/или данным о требованиях к шероховатости поверхности и/или данным о геометрическом объекте и/или данным о качестве материала заготовки и/или толщине заготовки.
В соответствии с одним аспектом сигналы, принимаемые портом 399 данных, могут содержать информацию о фактических положениях головки для струйной резки, полученную посредством датчиков. Сигналы, принятые в порте 399 данных, могут быть использованы центральным процессорным устройством 300 для управления и мониторинга автоматической адаптации скорости головки для струйной резки в соответствии с заданной величиной угла наклона.
Сигналы, принятые портом 399 данных, могут быть использованы для автоматического перемещения головки для струйной резки между двумя конечными положениями. Сигналы могут быть использованы для разных операций головки для струйной резки. Получение информации предпочтительно осуществляется посредством соответствующих датчиков системы для струйной резки. Информация также может быть введена в управляющее устройство вручную посредством соответствующего устройства связи, такого как дисплей или сенсорный экран компьютера.
Способ также может быть частично выполнен центральным процессорным устройством 300 посредством процессора 310, при этом указанный процессор 310 выполняет программу Р, хранящуюся на носителе данных и сохраненную в отдельной памяти 360 или памяти 350 с оперативной записью и считыванием. Когда центральное процессорное устройство 300 выполняет программу Р, хранящуюся на носителе данных, будут выполняться соответствующие этапы способа, описанные в данном документе. Также разработан программный продукт, хранящийся на носителе данных и содержащий программный код, хранящийся на носителе, при этом указанный продукт является читаемым на компьютере, для выполнения этапов способа: резки части 11 для калибровки, имеющей такие же свойства материала, как заготовка 7, подлежащая резке; измерения величины углового смещения AD для определения указанной заданной величины PIA угла наклона; передачи данных, относящихся к заданной величине PIA угла наклона, в управляющее устройство 3; резки заготовки 7 в соответствии с указанной заданной величиной PIA угла наклона и другими рабочими данными и автоматической адаптации скорости головки 5 для струйной резки посредством управляющего устройства 3 в соответствии с заданной величиной PIA угла наклона, когда программа Р, хранящаяся на носителе данных, в соответствии с пунктом 10 формулы изобретения, выполняется в управляющем устройстве 3.
Само собой разумеется, настоящее изобретение никоим образом не ограничено предпочтительными вариантами осуществления, описанными выше, но многие возможности модификаций или комбинаций описанных вариантов осуществления должны быть очевидными для среднего специалиста в данной области техники без отхода от базовой идеи изобретения, определенного в приложенной формуле изобретения.
Реферат
Изобретение относится к системе для струйной резки. Система содержит управляющее устройство, выполненное с возможностью управления перемещением предназначенной для струйной резки головки системы для струйной резки относительно заготовки, подлежащей резке. Управляющее устройство соединено с приводом головки для струйной резки, выполненным с возможностью наклона головки для струйной резки относительно вертикальной линии. Управляющее устройство выполнено с возможностью управления перемещением головки для струйной резки на основе заданной величины угла наклона и других рабочих данных. Управляющее устройство выполнено с возможностью автоматической адаптации скорости головки для струйной резки в соответствии с заданной величиной угла наклона. Заданная величина угла наклона определена величиной, задаваемой посредством фактического угла уклона и/или фактического угла отставания. В результате скорость головки для струйной резки адаптируется к определенному материалу заготовки, подлежащей резке. 3 н. и 7 з.п. ф-лы, 7 ил.
Комментарии