Станок для установки инструмента относительно заготовки - RU2076020C1
Код документа: RU2076020C1
Чертежи
Описание
Изобретение относится к станку с позиционной установкой рабочего органа и объекта обработки относительно друг друга, а точнее к универсальному станку, в котором инструмент может совершать движение в трех прямолинейных направлениях и трех вращательных направлениях по отношению к поверхности обрабатываемой заготовки.
Известно обрабатывающее устройство (авт. св. ССР N 1296401) в виде двух платформ-опор, одна из которых несет инструментальную головку, а другая - приспособление для заготовки. Платформы связаны шестью регулируемыми элементами, размещенными последовательно по окружности парами и шарнирно скрепляемыми с платформами.
Однако доступ к объему между опорами и регулируемыми элементами такого устройства затруднен, что не позволяет позиционировать обрабатываемые детали большого объема. Кроме того, устойчивость и маневренность опор такого устройства относительно друг друга не всегда оказывается достаточной.
Техническим результатом изобретения является создание максимально универсального станка, дающего возможность обработать любую точку обрабатываемой детали большого объема и обеспечивающего повышенную устойчивость и маневренность опор относительно друг друга, т.е. максимальное число степеней перемещения рабочего органа относительно объекта.
Технический результат достигается тем, что в станке, содержащем две расположенные на некотором расстоянии друг от друга опоры, одна из которых несет инструмент, а другая заготовку, шесть размещенных последовательно по окружности парами ножкообразных элементов, каждый из которых шарнирно соединен с каждой из опор, и средства для индивидуального манипулирования ножкообразными элементами, ножкообразные элементы каждой пары выполнены с пересекающимися осями, а шарнирные соединения указанных элементов с каждой опорой образуют зоны, идентичные друг другу.
Станок может быть снабжен блоком управления средствами манипулирования.
Кроме того, в станке опора, несущая заготовку, может быть установлена неподвижно, а другая опора с возможностью перемещения относительно первой посредством ножкообразных элементов и наоборот опора, несущая инструмент, может быть установлена неподвижно, а другая с возможностью перемещения относительно первой посредством ножкообразных элементов.
Станок может иметь по крайней мере один раздвижной измерительный рычаг, связанный с блоком управления.
В станке места расположения шарнирных соединений ножкообразных элементов на каждой опоре могут ограничивать зону в форме треугольника, причем зоны опор развернуты относительно друг друга таким образом, что образуют в плане шестиугольник.
Станок может содержать совокупность измерительных рычагов, неподвижно установленных относительно ножек и соединенных с опорами, а может содержать шесть измерительных рычагов, каждый из которых соединен с одним ножкообразным элементом.
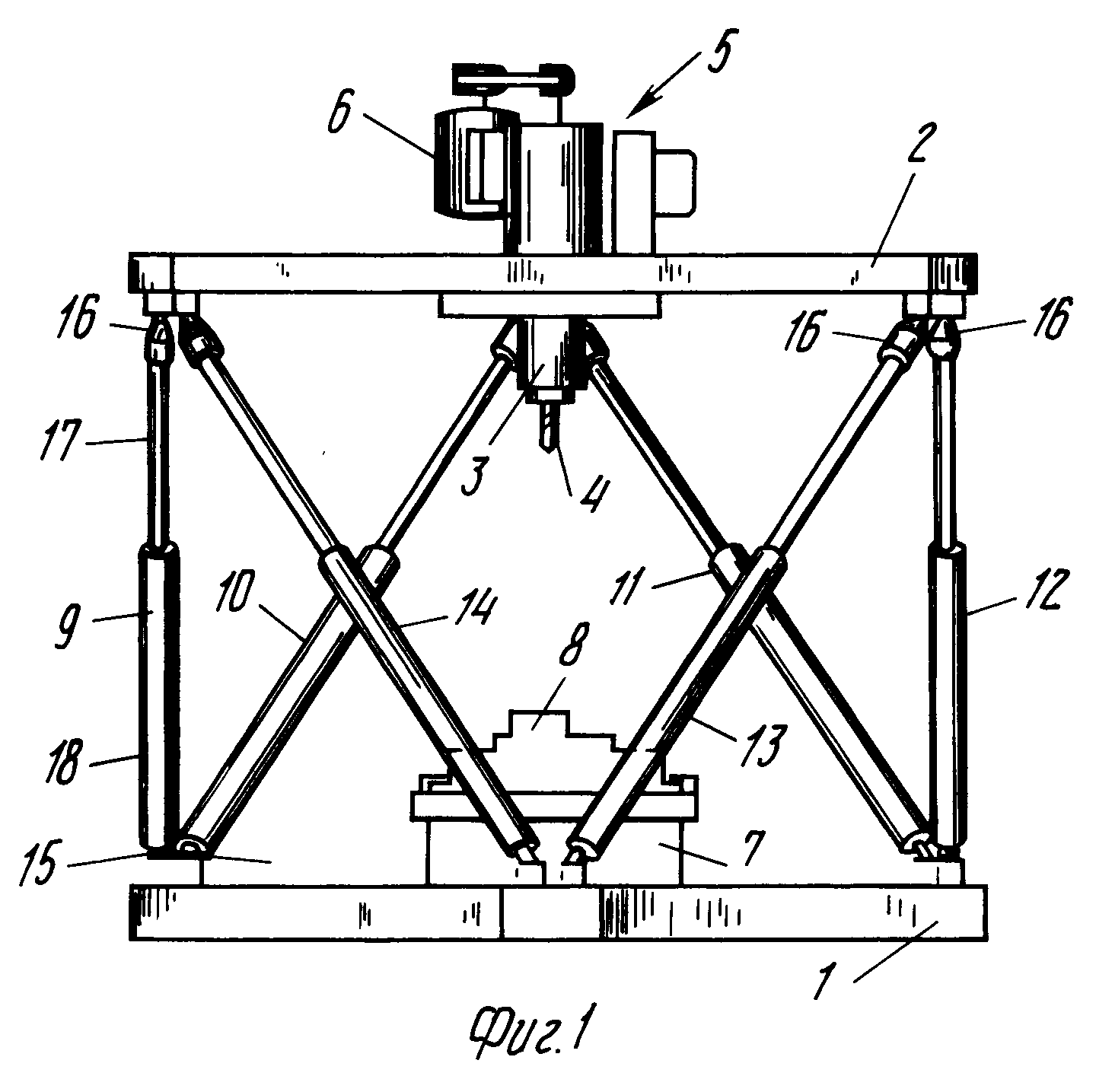
На фиг.1 показан станок, вид сбоку; на фиг.2 то же, вид сверху; на фиг.3 перспективный вид второго варианта исполнения станка; на фиг.4 то же, вид сбоку; на фиг.5 разрез А-А на фиг.4; на фиг.6 третий вариант исполнения станка, вид сбоку; на фиг.7 частичное изображение при виде сбоку конструкции, состоящей из ножек и измерительных рычагов, которая применима в любом из указанных вариантов осуществления изобретения; на фиг.8 схематичное изображение системы управления для станка согласно настоящему изобретению; на фиг.9 схема второго варианта системы управления; на фиг.10 схема третьего варианта системы управления; на фиг.11 перспективный вид четвертого варианта исполнения станка; на фиг.12 перспективный вид пятого варианта и сполнения станка; на фиг. 13 пеpспективный вид шестого варианта исполнения станка; на фиг.14 раздвижная, оснащенная приводом ножка, используемая в станках, продольный разрез; на фиг.15 часть одного из сцепных устройств для соединения ножки с платформой или опорой, продольный поперечный разрез; на фиг.16 разрез Б-Б на фиг. 14; на фиг.17 перспективный вид сцепного устройства на фиг.15 и 16; на фиг. 18 укороченный вид в продольном поперечном разрезе измерительного рычага, применяемого в станках; на фиг.19 разрез В-В на фиг.18; на фиг.20 схематическое изображение измерительного рычага, использующего лазерный интерферометр для измерения расстояний; на фиг.21 - векторная схема, иллюстрирующая способ определения команд позиционного расположения ножек станков.
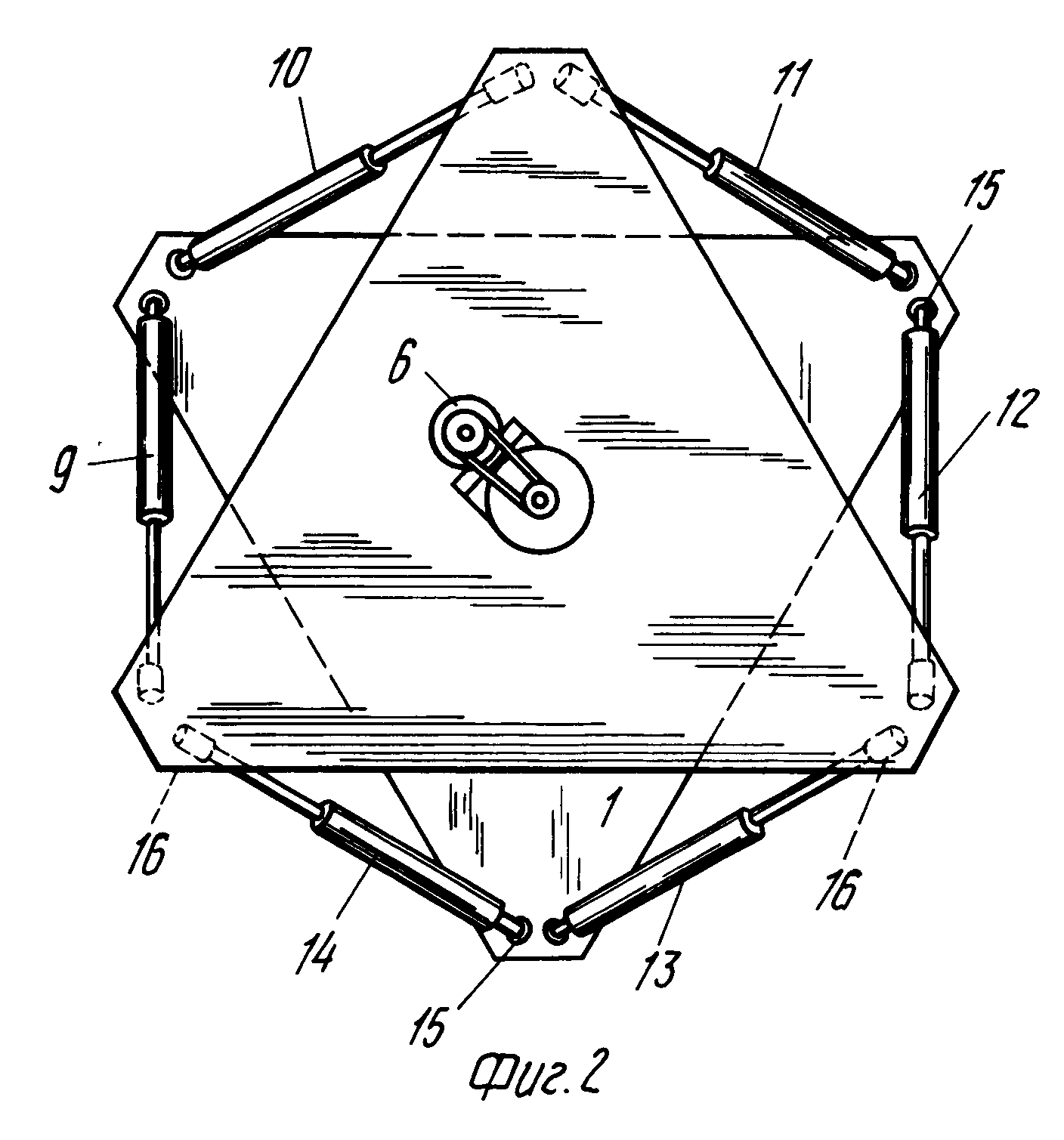
На фиг. 1 и 2, станок в первом варианте исполнения имеет основание 1 в виде опоры или платформы и опору или платформу 2 для шпинделя, расположенную на некотором расстоянии от основания 1. На шпиндельной платформе 2 смонтирована шпиндельная головка 3, приспособленная для приема вращающего режущего инструмента 4. На шпиндельной платформе 2 установлен привод шпинделя, обозначенный позицией 5, которыйвключает в себя двигатель 6, соединенный через силовую зубчатую передачу со шпиндельной головкой 3 обычным образом. Платформа-основание 1 несет на себе опору 7 для заготовки, принимающую в свою очередь, заготовку, представленную частью 8.
Расположенные на некотором расстоянии одна от другой платформы 1 и 2 связаны между собой шестью механически приводимыми в движение растяжными ножками 9-14. Каждая из ножек своим нижним концом шаровым шарнирным соединением 15 прикреплена к платформе-основанию 1. Аналогичным образом каждая из верхних концов 9-14 шарнирно, посредством шарового шарнира 16, прикреплен к шпиндельной платформе 2.
Ножки 9-14 могут состоять из, например, телескопически раздвижных верхних и нижних частей 17 и 18. Телескопически раздвижные части могут представлять собой шток 17 и цилиндр 18 гидроцилиндра. Длину ножек можно регулировать регулированием объема рабочей жидкости в каждом конце каждого цилиндра.
Положение опоры 2 для шпинделя относительно опорного основания 1, а следовательно, и положение режущего инструмента 4 относительно обрабатываемой заготовки 8 могут регулироваться одновременным регулированием длины каждой из шести ножек 9-14. В пределах огибающей кривой движения режущий инструмент 4 может прилагаться ко всем пяти открытым поверхностям обрабатываемой заготовки кубического типа. Единственными ограничениями перемещения относительно пяти открытых поверхностей являются зона расположения шарниров 15 на опорном основании 1 и зона расположения шарниров 16 на шпиндельной опоре 2, минимальная и максимальная длина ножек 9-14, общая протяженность прямолинейного движения каждой из ножек и необходимость исключать возможность помещения определенных ножек в одну плоскость в целях обеспечения устойчивости. В пределах огибающей кривой движения данная конструкция позволяет производить обработку контуров в трех размерах, а также прямолинейную, от точки до точки, обработку.
Одновременное регулирование длины каждой из ножек 9-14 позволяет получить движение во всех шести осевых направлениях, то есть движение в прямолинейном направлении по каждой из трех ортагональных осей и вращательное движение вокруг каждой из указанных трех осей.
В варианте, представленном на фиг.1 и 2, шесть ножек могут рассматриваться как расположенные
парами. То есть ножки 9 и 10 составляют одну пару, ножки 11 и 12 другую и ножки 13 и 14 третью пару. Следует заметить, что ножки каждой пары расположены под некоторым углом друг к другу. Соединения 15
пары ножек 9 и 10 расположены рядом. Вблизи друг от друга расположены также, например, и соединения 16 смежных ножек 1 и 14. В результате этого нижние соединения 15 образуют в сущности треугольник и
верхние соединения 16
также треугольник. Эти два треугольника и шесть ножек образуют по существу шестиугольник. Как видно на фиг.1 и 2, площадь платформы-основания 1, описываемая нижними
шаровыми соединениями 15, и площадь шпиндельной опоры 2, описываемая верхними шаровыми соединениями 16, по существу одинаковы. Это по ряду причин является выгодным. Во-первых, такая конструкция
обеспечивает станку максимальную конструкционную жесткость. Во-вторых, сводится к минимуму рабочее место для обрабатываемой конкретной заготовки кубической формы. Кроме того, для обрабатываемой
заготовки создается большая огибающая поверхность, прежде чем определенные ножки и опоры будут установлены в одной плоскости, создавая тем самым потенциально неопределенное положение.
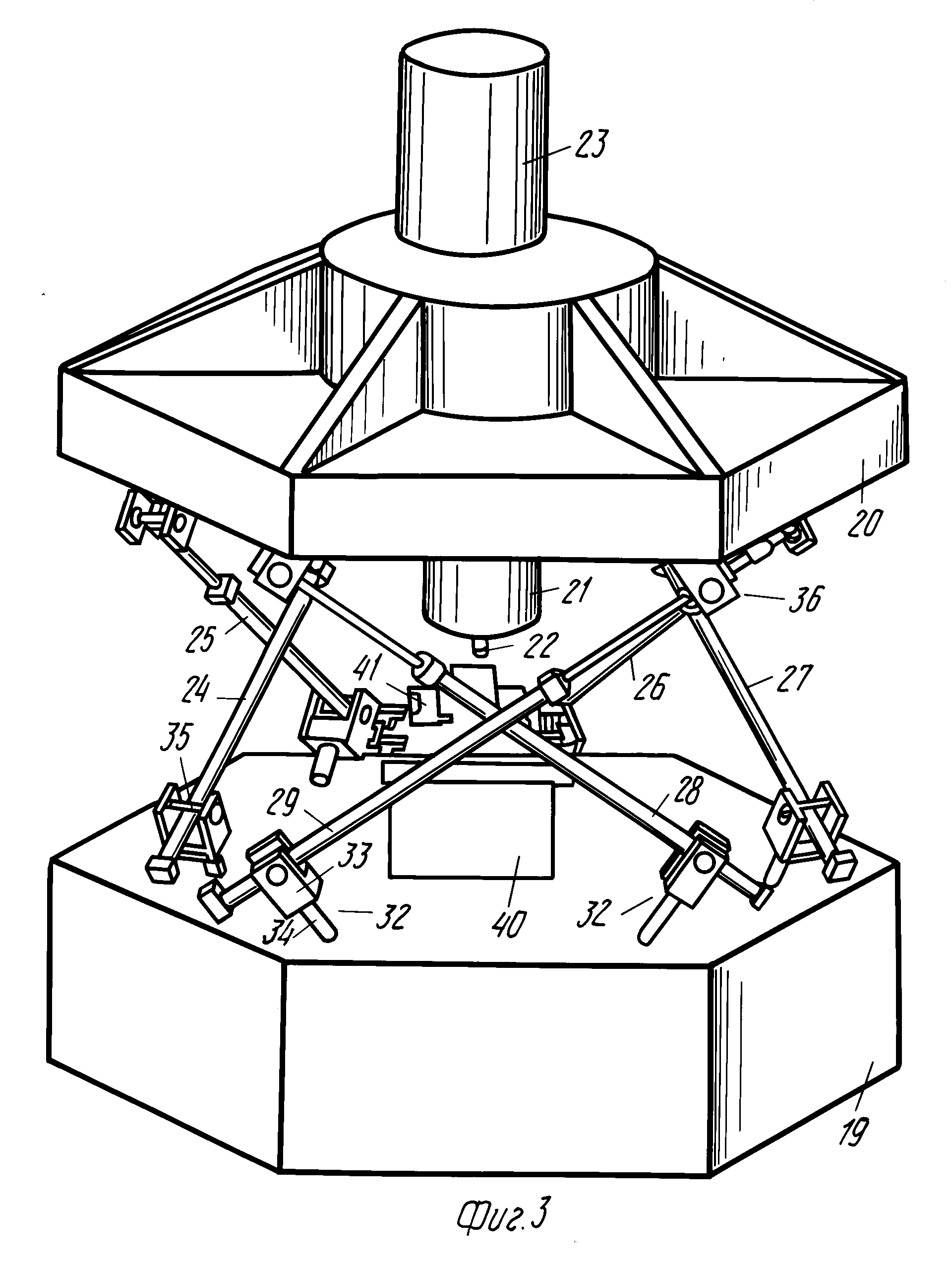
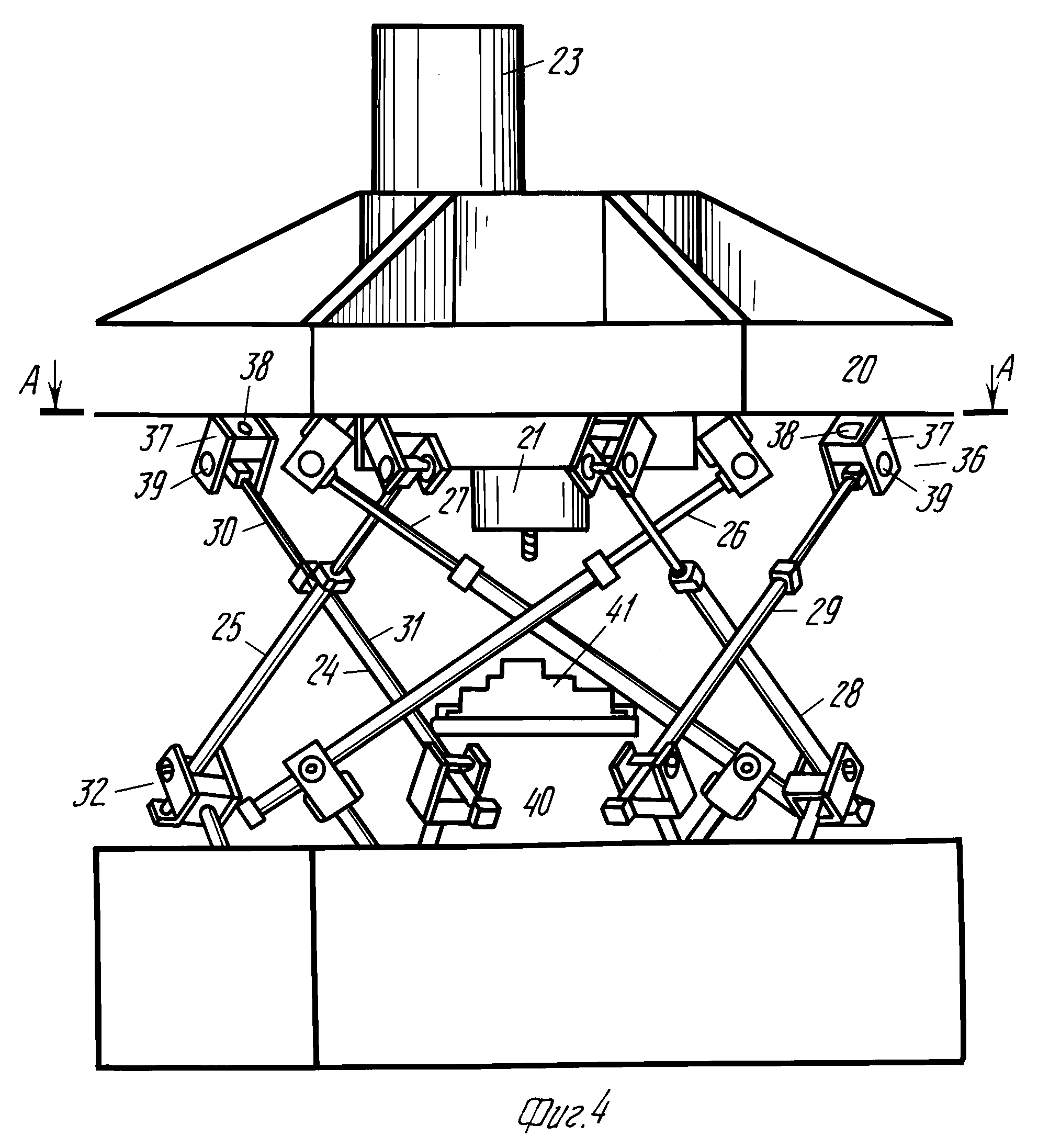
На фиг. 3-5 станок согласно второму варианту выполнения включает в себя опорное основание или платформу 19, опору 20 шпинделя, в котоpой закрепляется шпиндельная головка 21, приспособленная для приема в себя режущего инструмента 22. Шпиндельную головку вращает привод 23 шпинделя. Опорное основание 19 и опора 20 шпинделя соединены между собой шестью раздвижными ножками 24 29. Ножки расположены парами 24 и 25, и ножки каждой пары пересекают друг друга так, что опять-таки располагаются под некоторым углом по отношению друг к другу. Ножки 24-29 также состоят из телескопически подвижных верхнего и нижнего элементов 30 и 31.
Ножки 24-29 соединяются с опорным основанием 19 в первой точке, близкой к их нижнему концу посредством соединения, обозначенного позицией 32. Соединение 32 включает в себя вилку 33, устанавливаемую с возможностью вращения вокруг оси вала 34, выходящего из опорного основания 19. С нижним элементом каждой ножки соединена обычная ось поворота 35, устанавливаемая с возможностью вращения в вилке 33. Следовательно, видно, что соединение 32 обеспечивает две степени свободы движения.
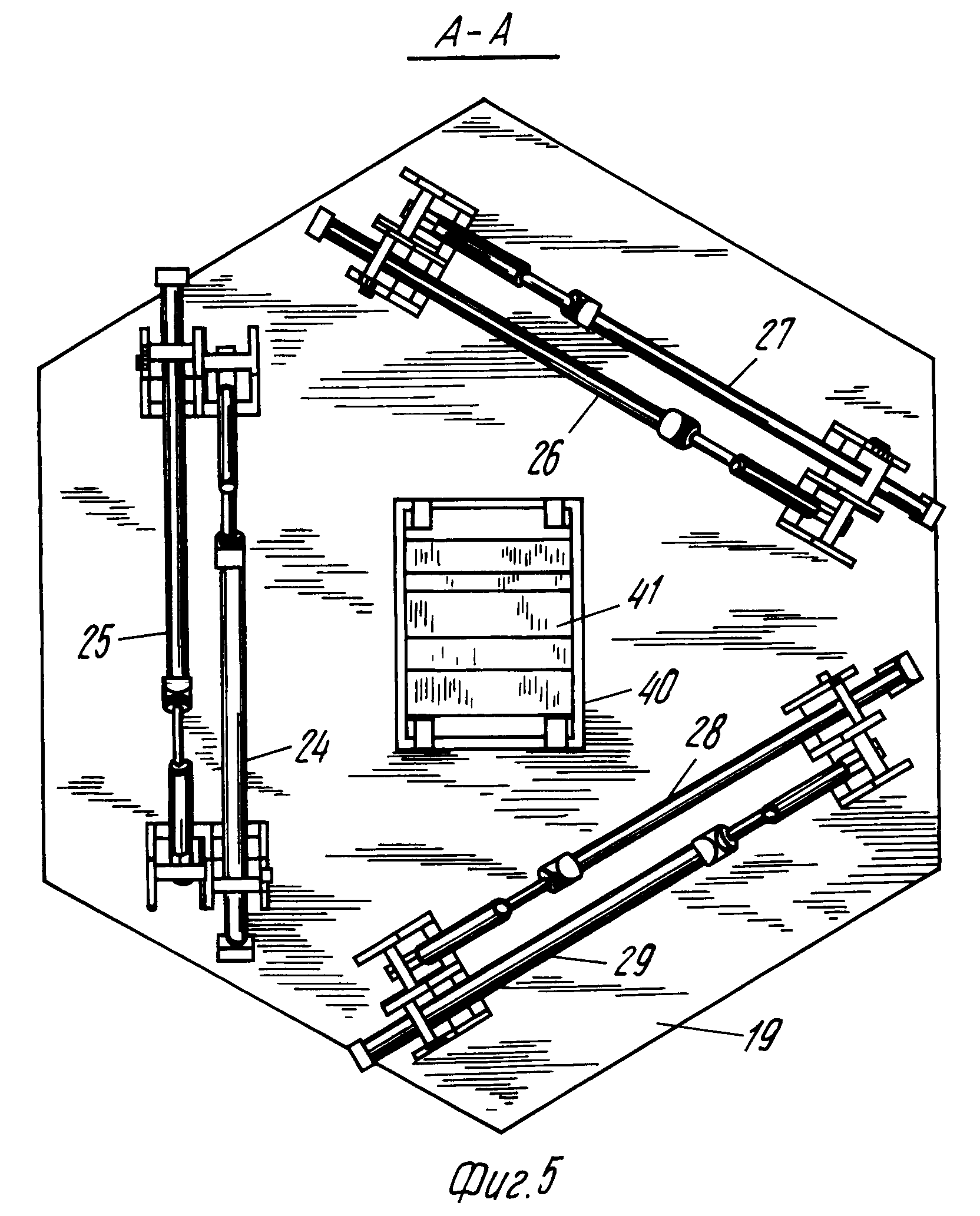
Верхние телескопически подвижные части ножек аналогичным образом соединены вторыми точками на длине ножек и посредством соединений 36 и с опорой 20 шпинделя. Соединения 36 также состоят из вилки 37, установленной с возможностью вращения на валу 38, направленному вниз от нижней стороны опоры 20 шпинделя, и оси поворота 39, поддерживающей верхние элементы ножки 30 в вилке 37. Как видно на фиг.5, соединения 32 и 36 и части их крепления к опорам 19 и 20 образуют углы шестистороннего многоугольника в каждой из двух опор. Как показывают фиг.3-5, площадь опорного основания 19, описываемая соединительными линиями шести нижних соединений 32, та же, что площадь опоры 20 шпинделя, описываемая соединительными линиями шести верхних соединений 36.
Валы 34 и 38 соединений 32 и 36 могут устанавливаться в их соответствующих опорах с любым направлением ориентации. Во втором варианте также могут использоваться шаровые шарнирные соединения, применяемые в первом варианте, а оси поворота, используемые во втором варианте, могли бы быть применимы в первом варианте.
Опорное основание 30 несет на себе опору 40 для заготовки, поддерживающую обрабатываемую заготовку, представленную в виде части 41.
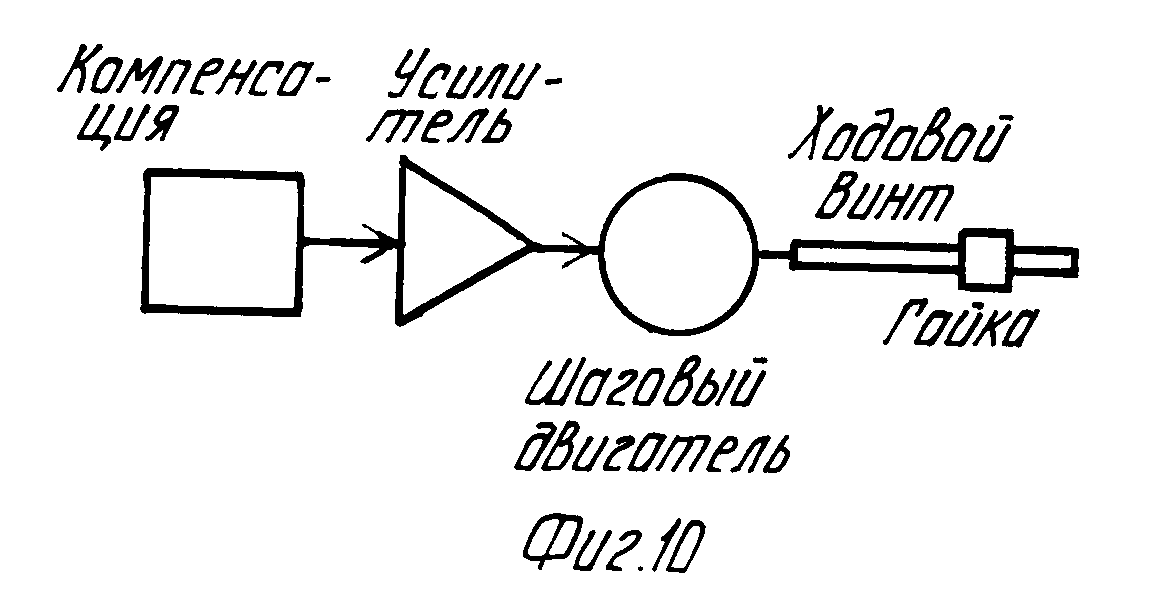
Ножки 24-29, как и гидроцилиндры, могут также выполняться со штоком, имеющим верхний конец 30 и т.д. и цилиндром, образующим нижний конец 31 и т. д. Поскольку шток может вращаться в цилиндре, то достаточно двух степеней движения, обеспечиваемых в точках соединений 32 и 36. Если невозможно скручивание верхней и нижней частей приводов, образующих ножки, то вместо гидроцилиндра используют другой тип исполнительного механизма, осуществляющего удлинение, и для верхнего 32 или нижнего соединения 36 требуется обеспечить третью степень вращательного движения. В ножке на фиг.14-17 в ее соединении необходимо предусмотреть дополнительную степень движения, или нужно обеспечить компенсирование неточности прямолинейного движения, являющейся следствием относительного проворачивания телескопически подвижных частей, выражающегося в небольшом угловом смещении относительно друг друга сцепных устройств. Вместо гидроцилиндров в качестве приводов для ножек могут быть использованы любые средства, обеспечивающие прямолинейное перемещение; например, верхняя часть каждой ножки может выполняться в виде ходового винта, а на нижней части может устанавливаться вращающаяся гайка, или наоборот. Альтернативными решениями являются применения двигателей прямолинейного движения, шарико-винтовых приводов, цепных приводов и т.д.
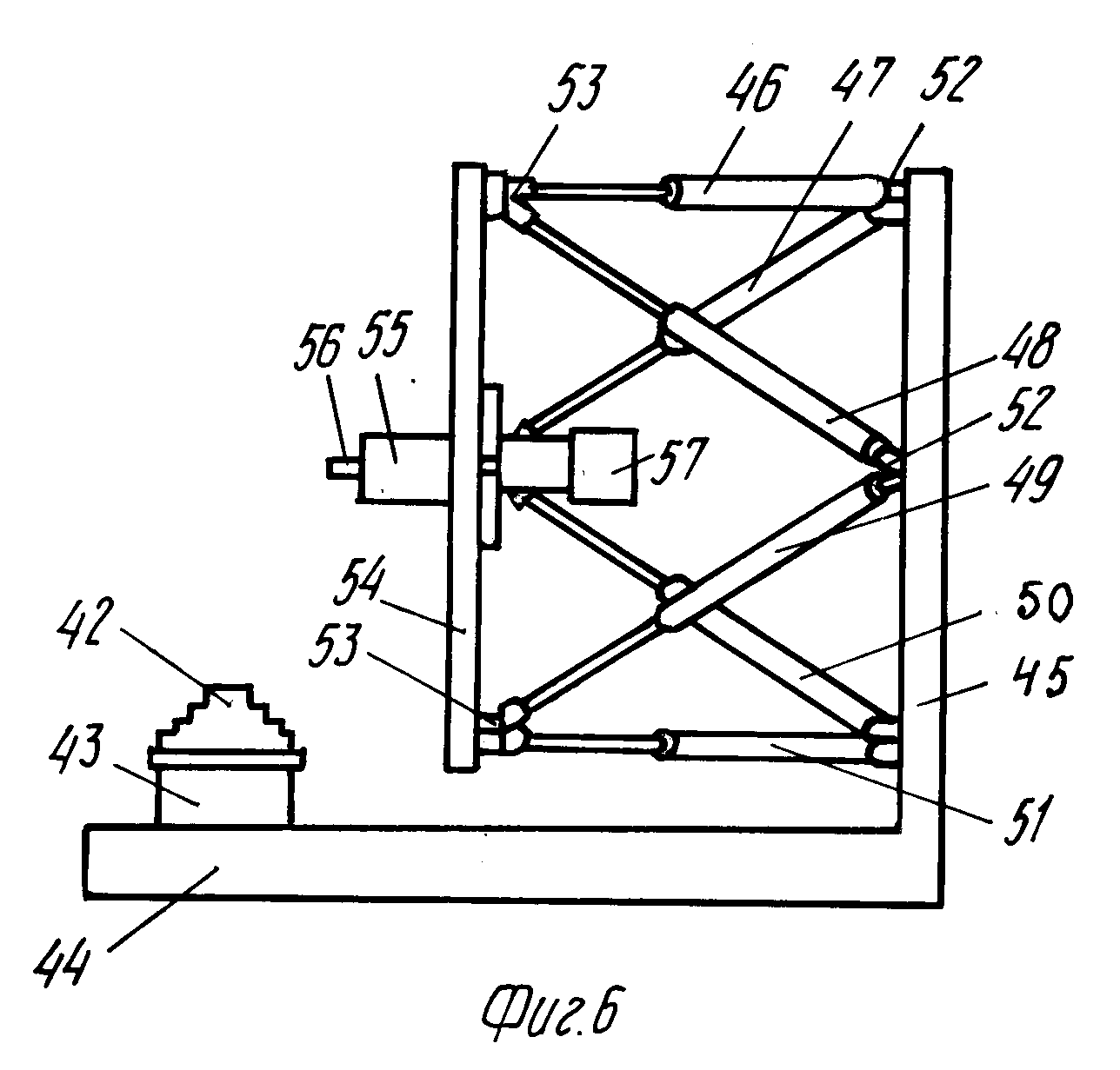
В третьем варианте, представленном на фиг.6, в пределах огибающей, очерченной конструкцией из ножек, нет ни инструмента, ни обрабатываемой заготовки. Заготовка установлена на опору 43 под заготовку, установленную, в свою очередь, на основании 44, которое прикреплено к стойке 45. Шесть ножек 46-51 одними своими концами посредством осей поворота 52 соединены со стойкой 45 аналогично тому, как они подсоединены во втором варианте. Противоположные концы ножек 46-51 посредством оси поворота 53 соединены с опорой 54 шпинделя. Опора шпинделя несет шпиндель 55, приспособления для удержания инструмента 56, и шпиндель получает вращение от привода 57. Инструмент 56 выступает за пределы огибающей, описанной ножками 46-51. Третий вариант, таким образом, аналогичен первому.
В третьем варианте опора 43 под заготовку устанавливается на направляющие, поддерживаемые основанием 44, с тем, чтобы опора 44 могла перемещаться вместе с заготовкой 40 относительно инструмента 56. Даже если бы заготовка 42 не крепится на стойке 45, она может устанавливаться в неподвижное положение относительно стойки 45 или в положение, известное в данный конкретный момент.
Могут также использоваться и другие варианты расположения шпинделя и заготовки, например вариант установки заготовки над шпинделем или вариант установки стойки 45, как в случае третьего вариант исполнения устройства на фиг. 6, на направляющих с тем, чтобы она могла перемещаться по длине заготовки.
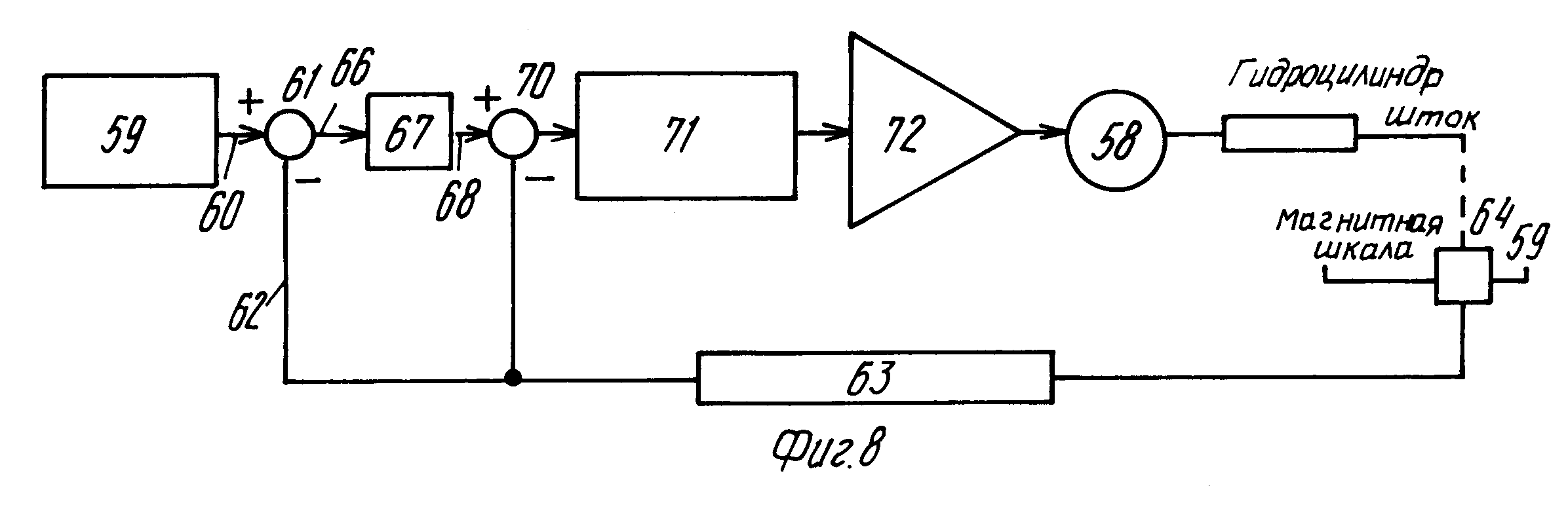
Перемещение ножек должно осуществляться согласованно для установки опор или платформ в позиции относительно друг друга. Согласованное перемещение предпочтительно осуществляется компьютером, который создает сигнал позиции каждой ножки, обеспечивающий установку в нужное положение платформы шпинделя относительно платформы-основания, а следовательно, и режущего инструмента относительно заготовки. На фиг.8 и 9 представлены предпочтительные схемы управления. На фиг.8 перемещением ножки, выполненной в виде гидроцилиндра, например ножек 9-14, управляет сервоприводной клапан 58, регулирующий объем рабочей жидкости в цилиндре с каждой стороны поршня и, следовательно, положение штока в цилиндре. Компьютер 59 подает выходную команду позиции по линии 60. Эта команда позиции сопоставляется в суммирующей цепи 61 с "позиционным" сигналом обратной связи на линии 62, идущей от возбудителя/демодулятора 63, принимающего сигнал от воспринимающей головки 64, перемещающейся вдоль магнитной шкалы 65. Воспринимающая головка 64 связана со штоком 17, в результате чего изменения положения штока отражаются на изменениях положения воспринимающей головки 64 на магнитной шкале 65, которая находится в известном положении, либо фиксированном либо переменном, по отношению к гидроцилиндру 18 и его соответствующим частям. Суммирующая цепь 61 создает сигнал позиционной ошибки в линии 66, который поступает в схему интегрирования 67, выходным сигналом которой является команда скорости, подаваемая по линии 68. Команда скорости сравнивается со "скоростным" сигналом обратной связи на линии 69, идущей от возбудителя/демодулятора 63, и подаются два сигнала в суммирующую цепь 70, которая генерирует выходной сигнал ошибки скорости. Этот сигнал ошибки скорости подается в схему компенсации 71, где происходит компенсация, смены базы, и получаемый компенсированный сигнал направляют в усилитель 72, который, в свою очередь, управляет работой сервоприводного клапана 58.
Аналогичной схемой управления, исходящей от компьютера, можно было бы обеспечить каждую из шести ножек 9-14, и компьютер 59 генерировал бы выходную команду по установке каждой из ножек в нужную позицию, обеспечивающую расположение режущего инструмента в конкретной определенной позиции относительно заготовки.
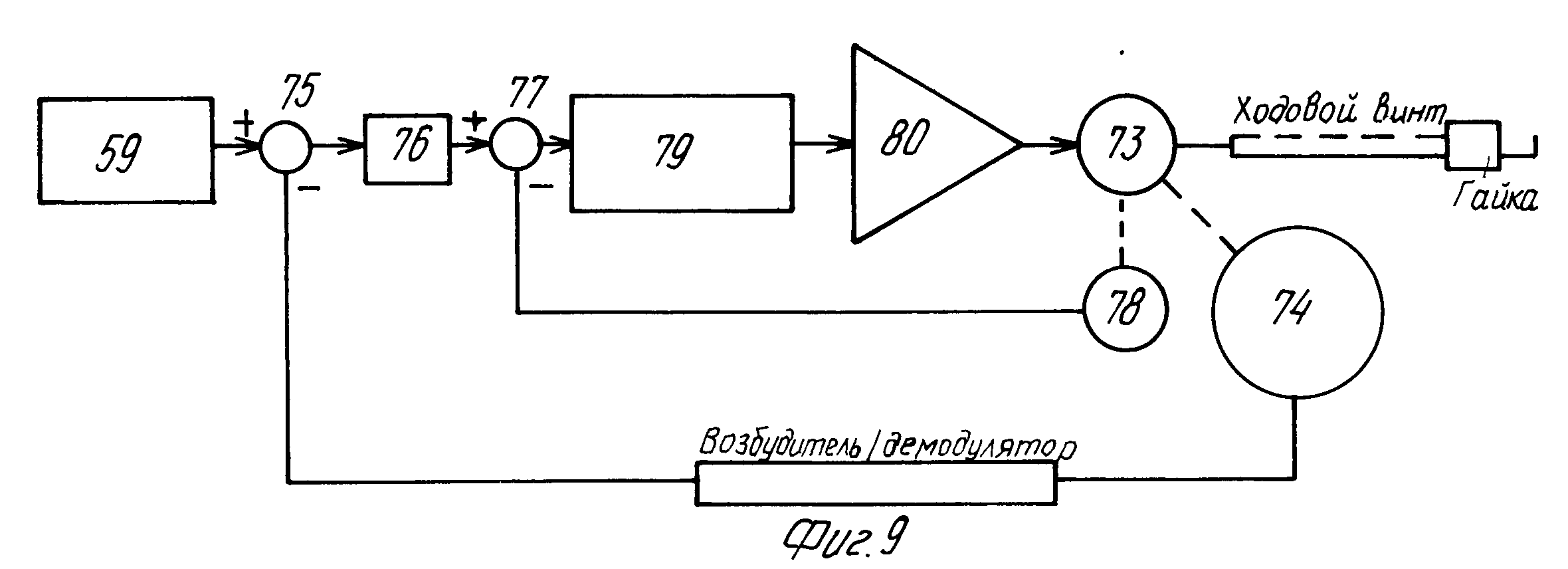
Схема управления на фиг.9 аналогично представленной на фиг.8 за исключением того, что в ней предусмотрен двигатель 73, обеспечивающий вращение устройства "ходовой винт-гайка". С двигателем 73 связано кодирующее или решающее устройство 74, подающее "позиционный" сигнал обратной связичерез возбудитель/демодулятор, и этот сигнал в суммирующем узле 75 сравнивается с командой позиции, исходящей из компьютера 59, для получения сигнала ошибки позиции, направляемого в интегральную схему 76, которая подает команду скорости, сравниваемую в суммирующем узле 77 с "позиционным" сигналом скорости, исходящим от тахометра 78, связанным двигателем 73. Компенсирующая схема 79 подает соответствующий сигнал на усилитель 80, соединенный с электроприводом. И в этом случае аналогичной схемой можно было бы снабдить каждую из ножек станка.
Схемы управления, представленные на фиг. 8 и 9, используют замкнутую управляющую цепь. Однако при использовании шарового двигателя нет необходимости применять замкнутую управляющую цепь. Пример системы управления, использующей шаговый двигатель, показан на фиг.10.
Сигналы позиции подаются датчиками, связанными непосредственно с каждой из ножек или с приводами для ножек. Однако более точное решение предполагает применение отдельных измерительных рычагов. Такая конструкция представлена на фиг.7.
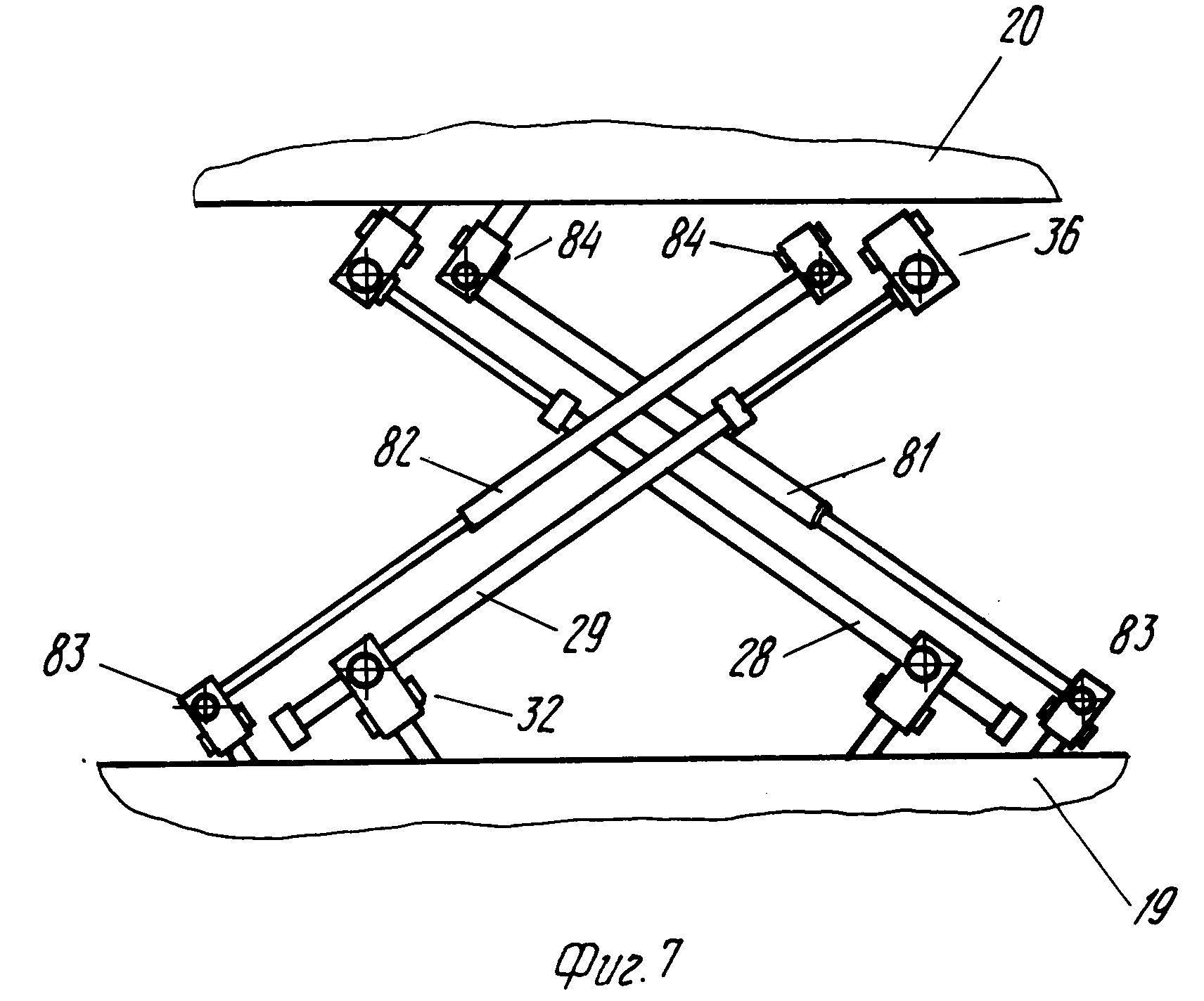
Как видно на фиг.7, станок с шестью ножками, выполненный в соответствии с вариантом, показанным на фиг.3-6, имеет раздельные измерительные рычаги 81 и 82, связанные с соответствующими механически подвижными ножками 28 и 29. Измерительные рычаги 81 и 82, каждый, своими нижними концами соединены с платформой-основанием 19 посредством осей поворота 83 с возможностью прямолинейного перемещения и нижними концами посредством осей поворота 84 с платформой 20 шпинделя. Шарнирные соединения 83 и 84 по конструкции и работе аналогичнысоединениям 32 и 36, связывающим ножки 28 и 29 с платформами 19 и 20.
Измерительные рычаги 81 и 82 используются исключительно для восприятия относительных положений платформ. Измерительные рычаги могут включать воспринимающую головку, перемещающуюся вдоль магнитной шкалы и подающую требуемый сигнал обратной связи о положении и, следовательно, о длине. Возможно использование измерительных рычагов и в другом исполнении. Преимущество, связанное с использованием разделительных измерительных рычагов, заключается в том, что колебания нагрузки, происходящие в силовых ножках и в их соединениях, не вызывают ошибок установки режущего инструмента. Измерительные рычаги, будучи меньших размеров и более легкими и не неся какого-либо другого веса, кроме собственного, не подвергаются воздействию тех сил и изгибающих усилий, которым подвергаются ножки.
Хотя на чертеже показано, что измерительные рычаги 81 и 82 установлены параллельно соответствующим ножкам, это не означает, что они обязательно должны располагаться таким образом. Нет необходимости связывать измерительные рычаги с какой-либо конкретной подвижной ножкой. Однако необходимо иметь по меньшей мере шесть измерительных ножек для получения определенной совокупности сигналов установки опор или платформ в нужное положение относительно друг друга.
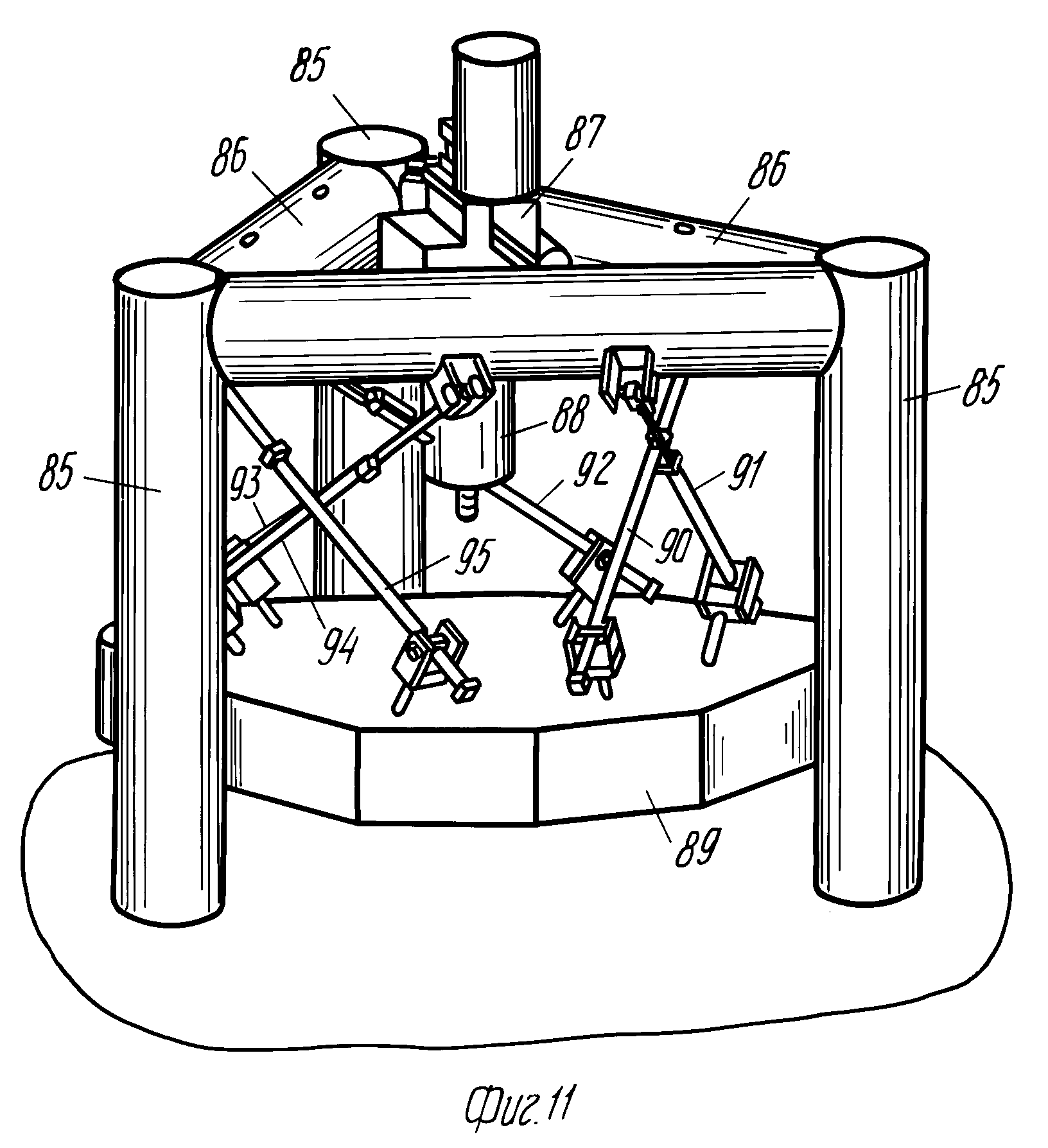
В четвертом варианте, представленном на фиг.11, одна из платформ приподнята, а другая подвешена к первой посредством шести ножек. Точнее говоря, опорная конструкция выполнена из трех вертикальных стоек 85, соединенных между собой треугольнойрамой, состоящей из элементов 86. Корпус шпинделя 87 прикреплен к треугольной раме 86 вместе со шпинделем 88, направленным вниз к платформе 89 для заготовки. Платформа 89 для заготовки подвешена на шести раздвижных ножках 90-95, расположенных в виде пар взаимопересекающихся ножек аналогично расположению ножек 24-29 второго варианта, показанного на фиг.3, 4 и 5. На платформе 89 для заготовки может устанавливаться подложная плита вместе с заготовкой (не показана), как это обычно делается. Ножки 90-95 верхними концами соединены с элементами 86, а нижними концами с платформой 89 для заготовки подобно тому, как это выполнено относительно второго варианта.
Одно преимущество, которое обеспечивает подвеска платформы на шести ножках, заключается в том, что в случае большого недостатка энергии, который мог бы привести к утрате ножками способности поддерживать платформу, рабочая платформа могла бы отойти от шпинделя. Это позволило бы избежать нанесения повреждения шпинделю, инструменту либо заготовке, так как исключается возможность столкновения частей. Тогда как в конструкции по первому и второму вариантам большая недостаточность энергии, при которой ножки утрачивают способность поддерживать платформу, могла бы привести к соударению шпинделя и заготовки или опоры под заготовку.
Вместо того чтобы подвершивать платформу для заготовки под платформой шпинделя, первую можно был бы устанавливать и над второй. Тогда стружка, естественно, падала бы с заготовки.
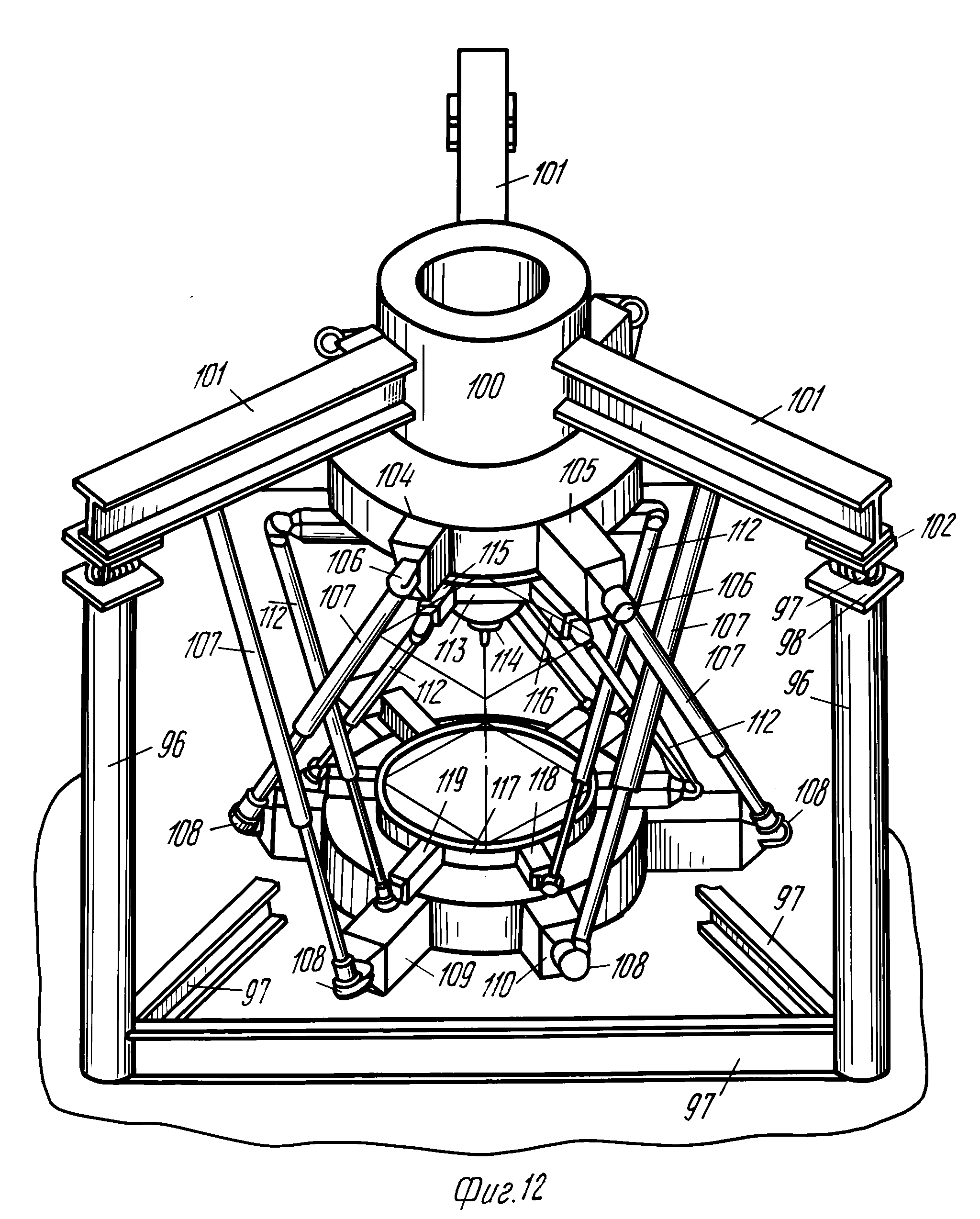
В пятом варианте, представленном на фиг.12, платформа для заготовки также в подвешенном состоянии поддерживается опорой. Кроме того, в этом варианте имеется измерительный рычаг, связанный с каждой из шести силовых ножек, и предусмотрена спицевидная система соединения концов шести силовых ножек и измерительных рычагов с платформой и опорой.
Точнее говоря, пятый вариант, показанный на фиг.12, имеет три вертикальные стойки 96, соединенные в своем основании тремя двутавровыми балками 97 (две из балок показаны укороченными). К верху каждой стойки 96 крепится несущая плита 98, на которую помещен элемент гашения вибрации в виде винтовой пружины 99. Корпус шпинделя 100 имеет три радиально направленных опорных рычагов 101 в виде двутавровых балок. Наружные концы опорных рычагов 101, каждый, несут опорную плиту 102, установленную на соответствующий элемент гашения вибрации 99.
Шпиндельная головка 100 установлена сверху кольцевой платформы 103, на которой выступают две группы спицеобразных элементов 104 и 105. Элементы 104 и 105 выполняются двух разных длин, которые чередуются по окружности кольцевой платформы 103, и указанные элементы поддерживают универсальные шарниры 106, соединяющие концы шести силовых ножек 107 с платформой 103. Нижние концы силовых ножек 107 соединены с универсальными шарнирами 108, прикрепленными к концам элементов 109 и 110, которые радиально отходят от кольцеобразной рабочей платформы 111. Элементы 104, 105 и 109, 110 выполняются разной длины с целью обеспечения нахлесточного и перекрестного расположения силовых ножек 107, аналогичного тому, которое предусмотрено для второго и четвертого вариантов.
Аналогичная конструкция из колец и спиц используется для крепления универсальных шарниров на концах шести измерительных рычагов 112. То есть, вторую кольцевую конструкцию 113 располагают ниже кольцевой опоры 103 в зоне конца шпинделя и вокруг шпинделя 114. Группы радиально выступающих на кольце 113 спиц 115 и 116 имеют две разные длины. Нижняя платформа 111 под заготовку содержит второе кольцо 117, на котором выступают две группы спицевидных элементов 118 и 119, связанных через универсальные шарниры с нижними концами измерительных рычагов 112. Измерительные рычаги 112 расположены в виде пар пересекающихся рычагов аналогично расположению силовых ножек 107.
Применение спицевидных элементов, выступающих на платформе, дает возможность отводить силовые ножки и измерительные рычаги от зоны, находящейся в непосредственной близости от центральной оси шпиндельной головки и опоры заготовки, в результате чего облегчается операция по помещению заготовки на рабочую платформу. Это иллюстрируется на фиг.12, где штрихпунктирной линией показана заготовка, которая могла бы быть принята станком, и можно заметить, что в устройстве между силовыми ножками 107 и измерительными рычагами 112 имеется пространство, обеспечивающее возможность установки или извлечения заготовки показанного размера.
Кольцевая конструкция 113 и кольцо 117 могут быть конструктивно независимы от кольцевой платформы 103 и рабочей платформы 111, а измерительные рычаги 112 могут быть конструкционно изолированы от колебаний платформы, вызываемых силовыми ножками 107.
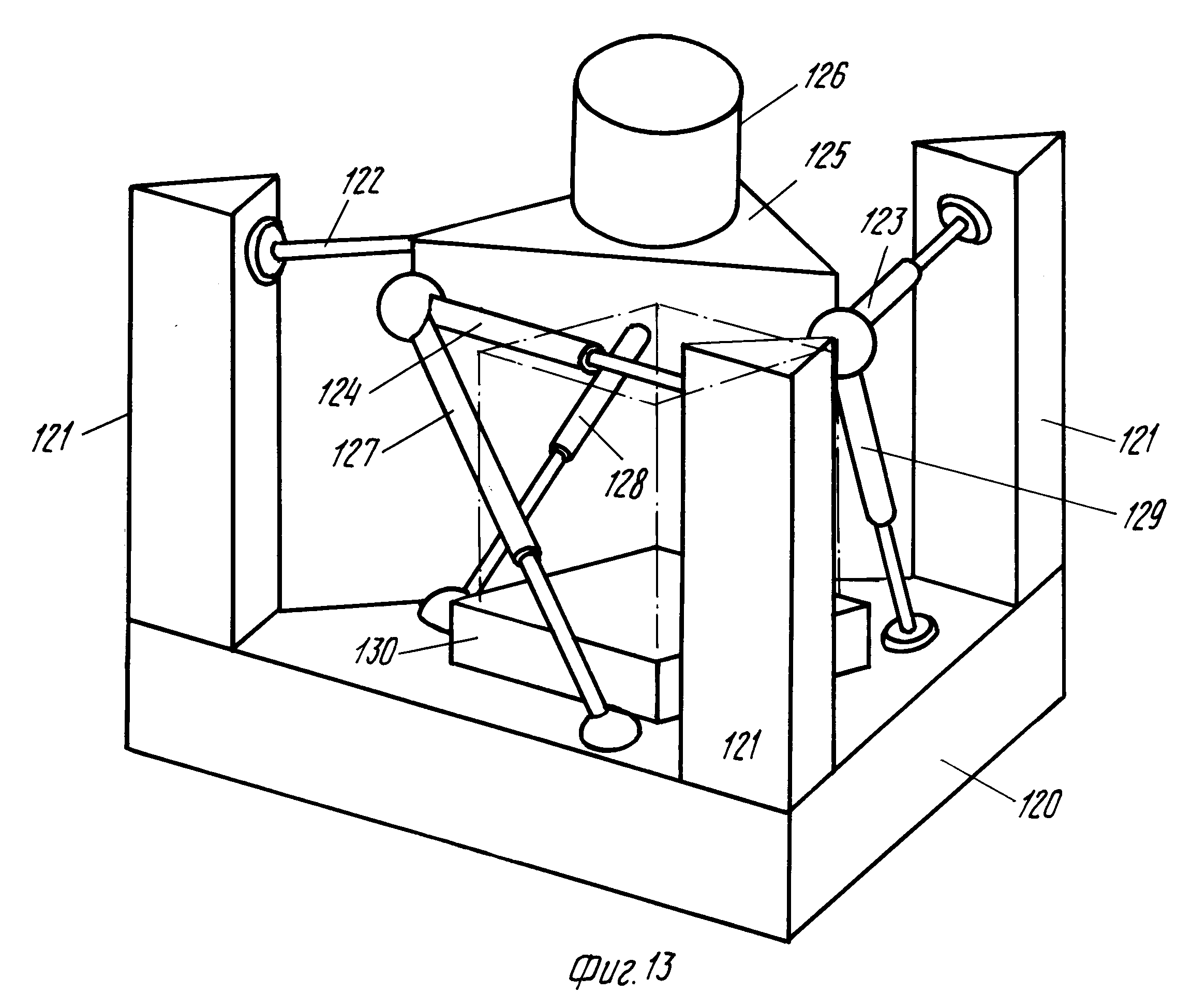
В шестом варианте на фиг.13 три из шести ножек имеют другое расположение по сравнению с предыдущими вариантами. Говоря точнее, три ножки устанавливают в одной общей плоскости или около нее, в которой располагается верхняя платформа. Как видно на фиг.13, к углам основания 120, имеющего в сущности треугольную форму, крепятся треугольные стойки 121. От универсальных шарниров, расположенных в зоне верхних концов стоек 121, отходят три силовые ножки 122, 123 и 124. Другие концы трех ножек 122, 123 и 124 посредством универсальных шарниров соединены с углами треугольной платформы 125 для шпинделя, на которой установлена шпиндельная головка 126. Остальные три ножки 127, 128 и 129 от универсальных шарниров в основании 120 простираются вверх к трем углам треугольной платформы 125 для шпинделя. Платформа 130 для заготовки помещена на основание 120 и располагается в пределах огибающей, описанной тремя нижними 127, 128 и 129.
Станок, показанный на фиг. 13, работает аналогично другим вариантам и показывает, что необходимо, чтобы ножки располагались между двумя плоскостями, поскольку они располагаются между двумя платформами. В варианте на фиг. 13 шесть ножек направлены от платформы для заготовки, представленной основанием 120 и стойками 121, к платформе 125 для шпинделя.
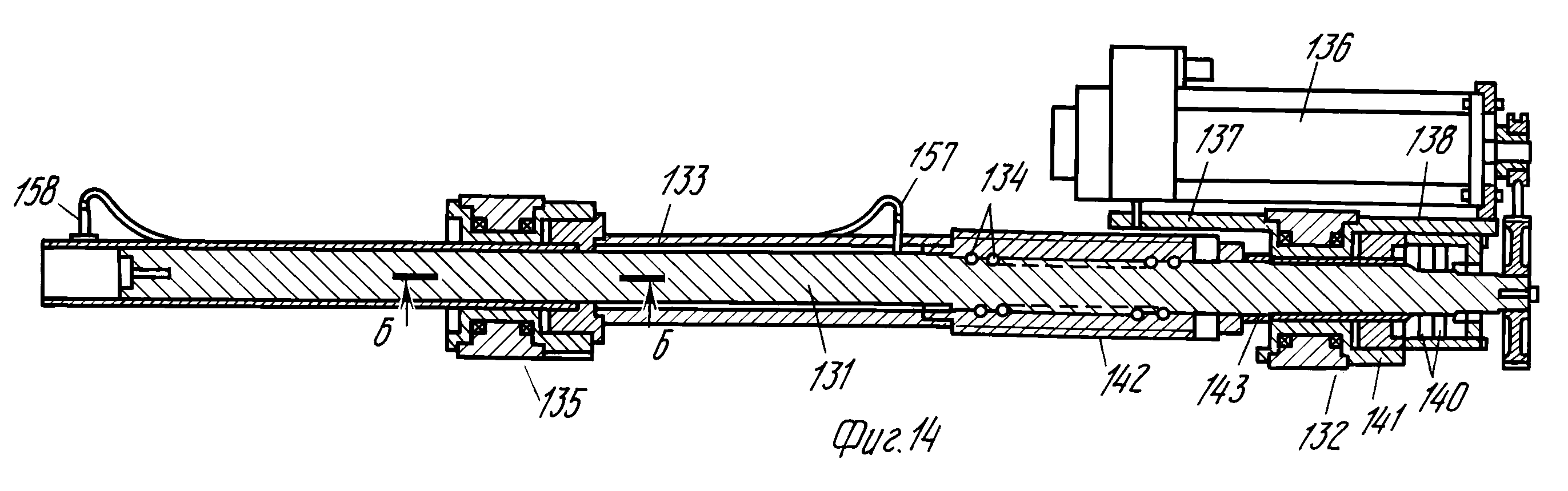
На фиг. 14 17 показана ножка, раздвигаемая посредством шарикового винтового механизма, которая применима в станкахсогласно настоящему изобретению. Как правило, вращающийся шариковый винтовой шток 131 соединяют со сцепным устройством неподвижной платформы, обозначенным 132. Шариковый винтовой шток окружен трубчатой гайкой 133, в которой он взаимодействует через множество вращающихся шариков 134. Трубчатая гайка 133 соединена со сцепным устройством подвижной платформы, обозначенным позицией 135. Сцепные устройства 132 и 135 соединены соответственно с неподвижной и подвижной платформами станка. Шариковый винтовой шток 131 получает вращение от гидравлического или электрического двигателя 136, соединенного посредством кронштейна 137 со сцепным устройством 132 платформы. Двигатель имеет выходной вал 138, соединенный с шариковым винтовым штоком 131 посредством зубчатого ремня 139, работающего между шкивами, связанными с выходным валом 138 и шариковым винтовым штоком 131. Шариковый винтовой шток 131 установлен в паре упорных подшипников 140, сепаратор которых связан с вилков 141 двигателя, составляющей часть сцепного устройства 132 неподвижной платформы. Один конец гофрированной трубки 142 связан с трубчатой гайкой 133, а другой ее конец с трубкой 143, которая, в свою очередь, соединена с вилкой 141 двигателя. При вращении шарикового и винтового штока 131 двигателем 136 трубчатая гайка 133 перемещается по длине штока 131 в каком-либо направлении в зависимости от направления вращения штока 131. Следствием этого перемещения будет сокращение или увеличение расстояния между сцепными устройствами 132 и 135, чем и достигается выбор полезной длины ножки.
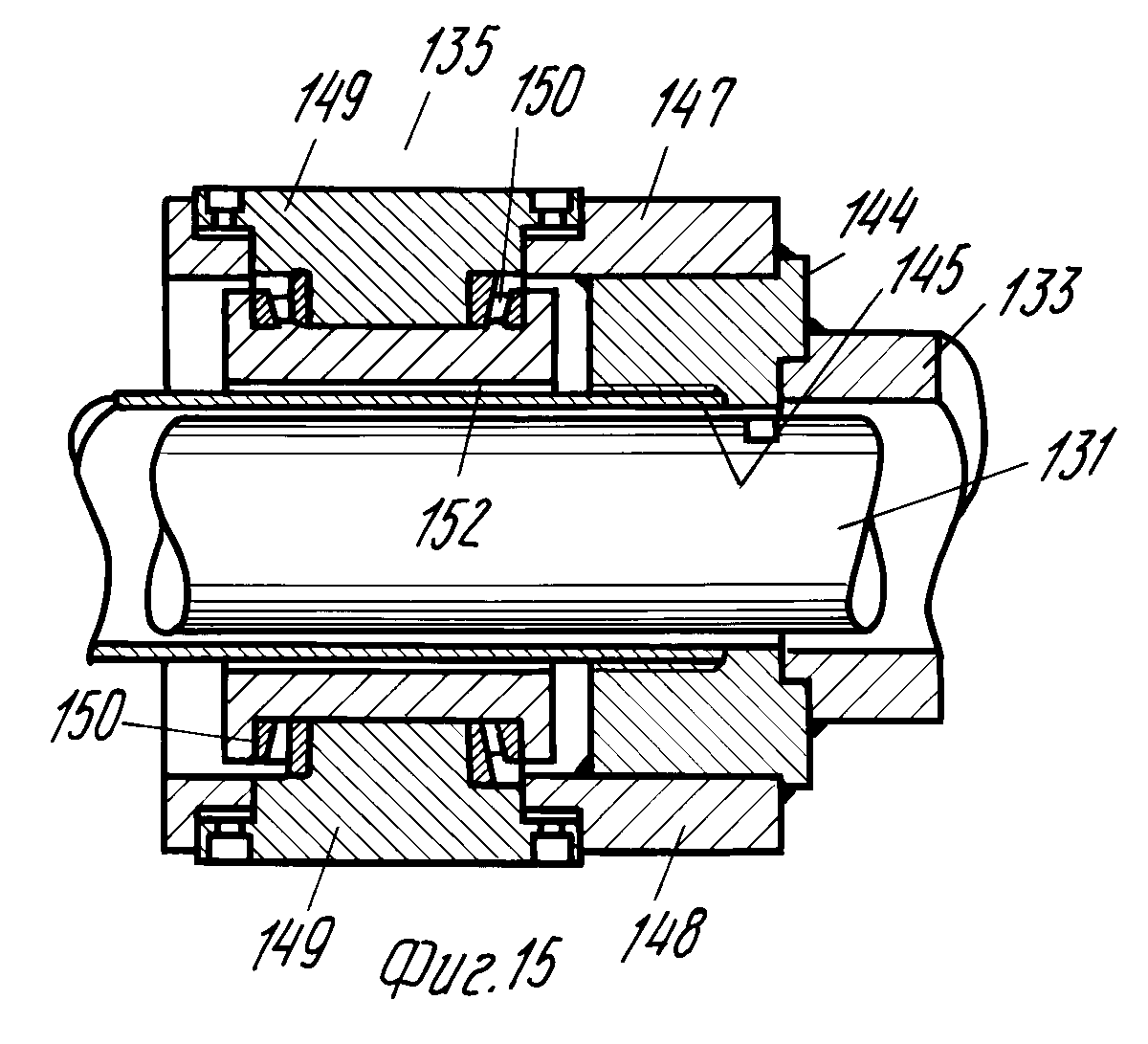
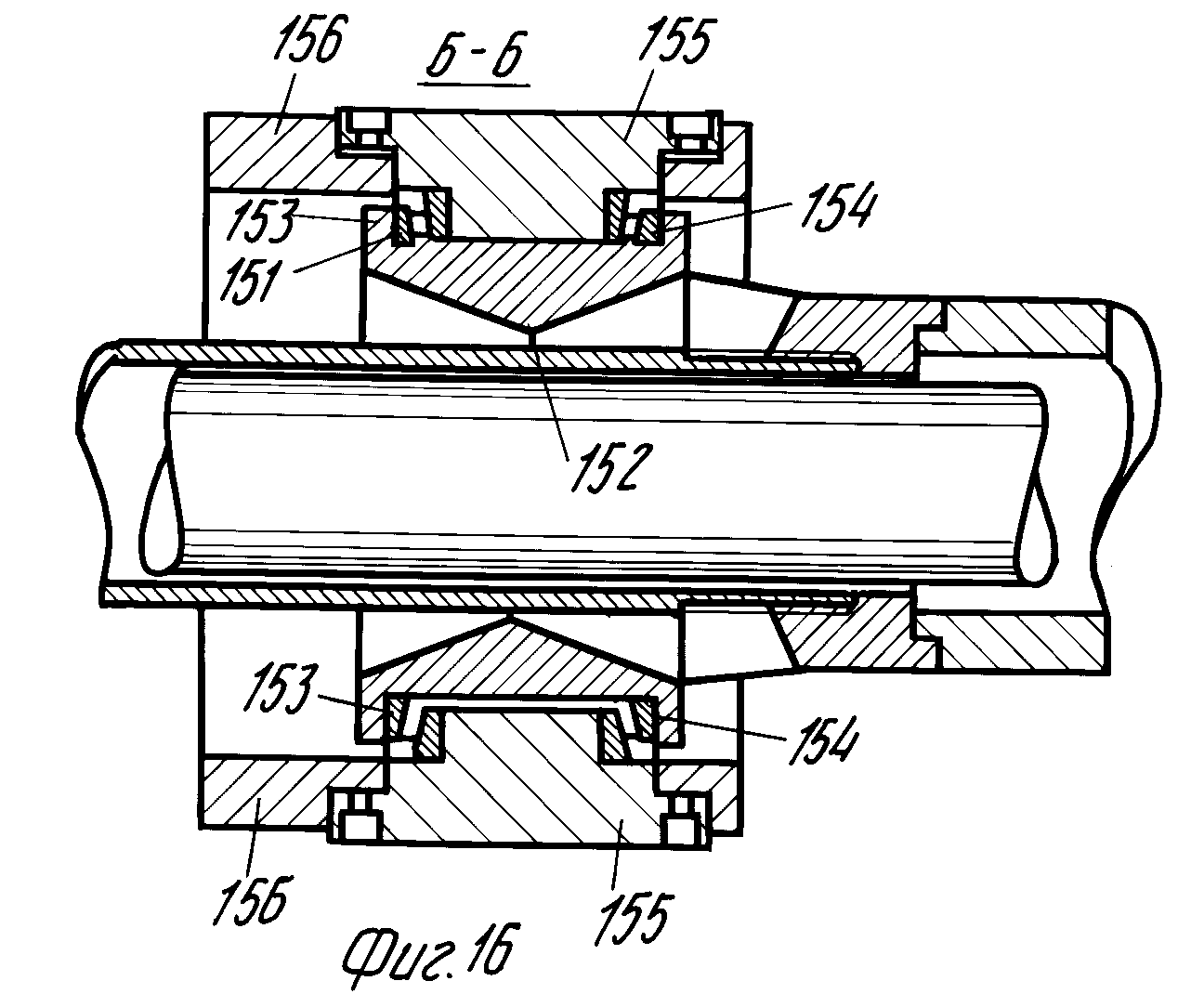
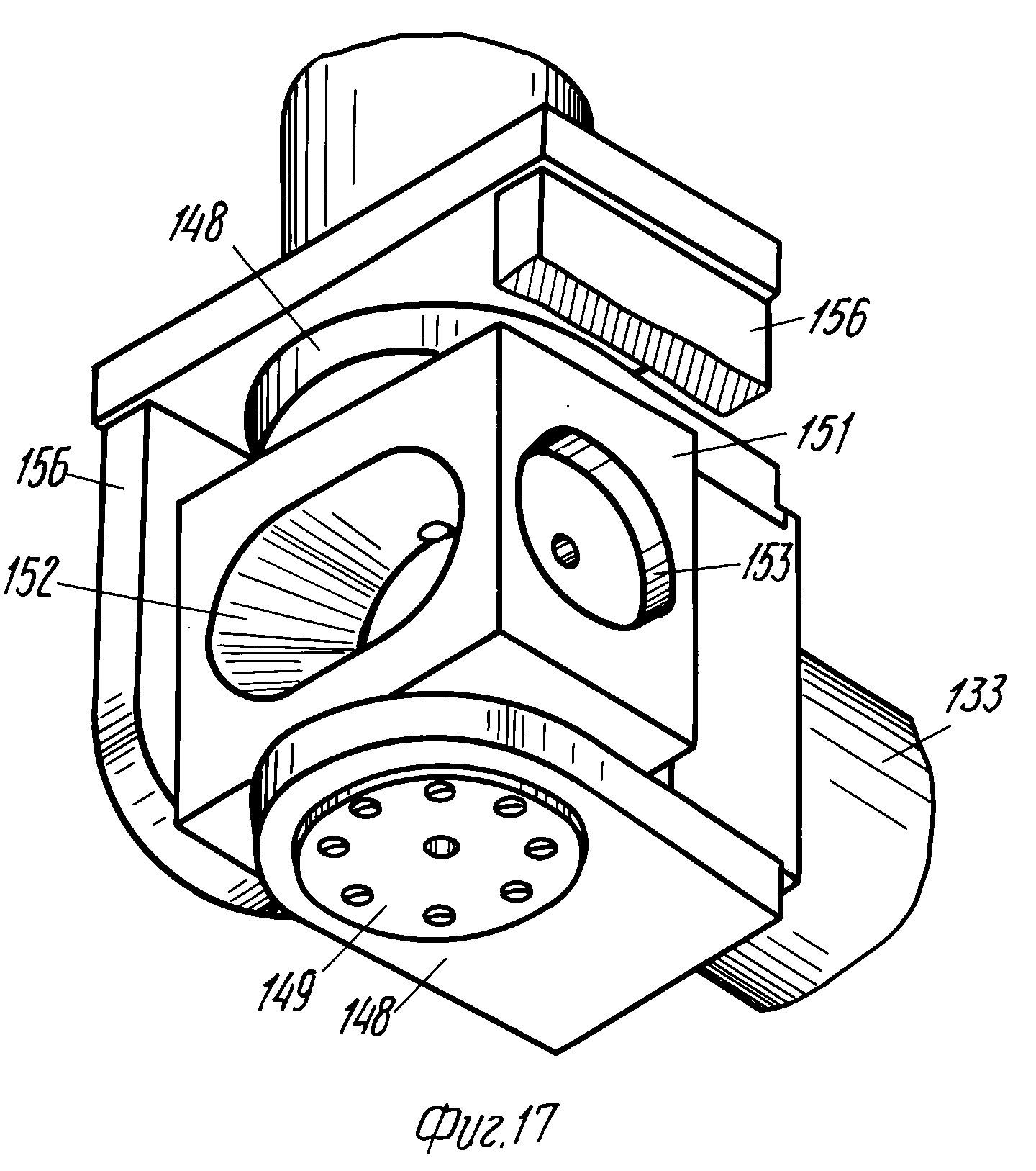
Как видно на фиг. 15-17, сцепное устройство 135 подвижной платформы включает в себя U-образную вилку 144, которая соединена с трубчатой гайкой 133 и которая имеет центральное отверстие 154 для входа винтового штока 131. От вилки 144 с наружной стороны винтового штока 131 простирается защитная трубка 146. Боковые ответвления 147 и 148 вилки 144 несут держатели подшипника 149, которые удерживают внутреннее кольцо упорных подшипников 150, размещаемых в углублениях, выполненных на противоположных боковых поверхностях блока 151. Блок 151 имеет центральное отверстие 152, которое в виде конуса простирается от срединной точки отверстия к противоположным концам блока 151, как показано на фиг.16. Остальные две поверхности блока 151 имеют углубления 153, в которых размещаются упорные подшипники 154, удерживаемые на месте держателями 155. Держатели 155 подшипников устанавливаются в расположенных на некотором расстоянии друг от друга ответвлениях 156 второй вилки, прикрепленной к подвижной платформе. По конструкционным причинам обе вилки располагаются под углом 90o друг к другу.
Следует отметить, что сцепное устройство 135 допускает вращательное движение вокруг оси посредством подшипников 154 и вращательное движение вокруг оси посредством подшипников 150. Коническая форма отверстия 152 допускает последнее вращательное движение. Конструкция и работа сцепного устройства 132 неподвижной платформы аналогичны конструкции и работе устройства 135 подвижной платформы.
Установка сцепных устройств в точках на длине силовой ножки, а не на концах ее, позволяет значительное увеличить соотношение максимального и минимального расстояний между сцепными устройствами при перемещении ножки.
В трубчатой гайке 133 около обоймы для шариков установлен первый конечный выключатель 157. Около конца защитной трубки 146 установлен второй конечный выключатель 158. Конечные выключатели 157 и 158 останавливают перемещение шарикового винтового штока, когда он достигает конечных пределов допускаемого его перемещения. То есть, когда конец шарикового винтового штока 131 изменяет состояние конечного выключателя 158, происходит укорочение ножки до заданного предела. Положение, показанное на фиг.14, отражает приблизительное предельное короткое расстояние перемещения. С другой стороны, когда конец шарикового винтового штока 131 изменяет состояния конечного выключателя 157, длин силовой ножки увеличивается до максимально требуемого предела. В обоих случаях конечные выключатели 157 и 158 оказывают влияние на продолжительность действия двигателя 136.
Одно исполнение измерительного рычага, применимого в станках согласно настоящему изобретения, представлено на фиг.18 и 19. Один конец измерительного рычага выполнен с твердотельным элементом 159, который крепится к одному концу первой трубки 160. Другой конец трубки 160 крепится к подшипнику скольжения 161, который скользит по наружной из пары концентрических неподвижных трубок 162 и 163. Каждая из неподвижных трубок 162 и 163 прикреплена к элементу 164, образуя противоположный конец измерительного рычага. К второму элементу 164 также крепится наружная защитная трубка 165, которая окружает первую трубку 160. Следовательно, можно увидеть, что первая трубка 160 может телескопически перемещаться относительно неподвижных трубок162 и 163 и защитной трубки 165.
К концу твердотельного элемента 159 прикреплен один конец измерительного стержня 166. Противоположный конец измерительного стержня 166 связан с поршнем 167, который перемещается внутри внутренней неподвижной трубки 163. Измерительный стержень окружает считывающая головка 168, которая крепится к свободному концу внутренней и наружной неподвижных трубок 162 и 163. Считывающая головка 168, следовательно, неподвижна относительно неподвижного конца измерительного рычага, и измерительный стержень 166 может перемещаться в продольном направлении внутри считывающей головки 168 при выдвижении и задвижении измерительного рычага. Измерительный стержень 166 и считывающая головка 168 имеют известные конструкцию и принцип работы. Как правило, считывающая головка воспринимает при своем продвижении вдоль измерительного стержня, когда эти оба элемента перемещаются относительно друг друга, и создает сигнал, который после усиления используется известным образом для показа относительного положения и изменений положения этих двух частей. Применимая цифровая система показаний позиции для измерительного стержня и считывающая головка могут быть таковыми, каковые изготавливаются фирмой "Sokki Electronics Corp.", и относятся к серии JS 7 цифровых систем показаний позиции.
Для обеспечения должной работы считывающей головки и измерительного стержня важно, чтобы последний был туго натянутым. Для этой цели воздушным давлением воздействуют на поршень 167, к которому прикреплен один конец измерительного стержня 166. Воздух под давлением подают через центральное отверстие 169 в неподвижном конце 164 измерительного рычага, и он проходит через пространство между внутренней и внешней трубками 162 и 163 и отверстие 170 во внутренней трубке 163 в зоне ее крепления к считывающей головке 168. Этим обеспечивается подача сжатого воздуха в полость внутренней трубки 163, в которой перемещается поршень 167. Сквозь считывающую головку 168 продольно проходит калиброванный канал 171, обеспечивающий сообщение пространства между твердотельным элементом 159 измерительного рычага и считывающей головкой 168 с внутренней полостью, причем в этом пространстве не создается вакуума, поскольку два конца измерительного рычага совершают перемещение относительно друг друга. Пространство между внутренней и наружной неподвижными трубками 162 и 163 также используют для размещения проводки 172, соединяющей считывающую головку с наружной стороной измерительного рычага.
Измерительный рычаг монтируют способом, аналогичным тому, которым крепят силовые ножки, используя сцепные приспособления. Как и в случае силовых ножек, с целью увеличения соотношения максимального и минимального расстояний между сцепными устройствами, последние предпочтительно устанавливают между концами, например в точках 173 и 172, показанных на фиг.18.
Подвижный конец измерительного рычага включает в себя отливку-поперечину 175, имеющую впускное отверстие 176 и выпускное отверстие 177 для впуска и выпуска сжатого воздуха. Указанные впускное и выпускное отверстия сообщаются с центральнойкольцевой дорожкой качения 178, где размещен шарикоподшипник 179. Поданный в отливку 175 сжатый воздух побуждает шарикоподшипник 179 быстро катиться по дорожке 178. Это вызывает эксцентрическое движение конца 459 измерительного рычага относительно продольной оси последнего. Такое эксцентрическое движение служит для обеспечения равномерного перемещения телескопически подвижных элементов измерительного рычага относительно друг друга. Одновременно с этим вращающийся шарикоподшипник 179 вызывает вибрационное движение, действующее в направлении, поперечном направлению замеряемого движения, которое, следовательно, не оказывает существенного влияния на измерение.
На фиг.20 представлен вариант исполнения измерительного рычага, использующего лазерный интерферометр. Данный измерительный рычаг состоит из концентрических внутренней и наружной трубок 180 и 181, которые совершают перемещение относительно друг друга с помощью подшипников 182, выполняемых предпочтительно из политетрафторида. Гофрированная часть 183 соединяет конец наружной трубки 181 с наружной частью внутренней трубки 180 для заключения внутри трубок объема и для предотвращения загрязнения через подшипники 182. Лазерный луч от источника лазерного излучения 184 направляется во внутреннюю полость измерительного рычага через окно и, отражаясь от зеркала 186, попадает в интерферометр 185, где он разделяется на две составляющие. Одна составляющая выходит из интерферометра и по трубкам проходит к лазерному отражателю 187, который установлен в зоне закрытого конца наружной трубки 181. Отраженный луч по трубкам направляется к интерферометру185. В интерферометре две составляющие излучения снова соединяются и претерпевают интерференцию с взаимным ослаблением или усилением в зависимости от их фазы. Фотодетектор внутри источника лазерного излучения 184 регистрирует интерференционные полосы, появившиеся вследствие интерференции между двумя составляющими светового луча, по мере продвижения отражателя 187 относительно интерферометра. Фаза зависит от расстояния между интерферометром 185 и отражателем 187, и интерференционные полосы, следовательно, являются показателем изменений длины измерительного рычага.
Количество световых волн при их прохождении между интерферометром 185 и отражателем 187 зависит не только от расстояния между этими двумя приборами, но также от скорости света. Скорость света в воздушной среде зависит от атмосферного давления, температуры и влажности. Давление и температура оказывают наибольшее влияние и, следовательно, их необходимо знать, чтобы на основе количества интерференционных полос произвести расчет расстояния между интерферометром и отражателем. Воздух, присутствующий внутри измерительного рычага, отводится в раздвижной баллончик 188. При раздвижении измерительного рычага последний вытесняет воздух, накопленный в баллончике 188. Баллончик постоянной мягкий и поэтому давление в рычаге равно давлению окружающей среды снаружи рычага. Для всех измерительных рычагов для измерения давления воздуха, через который проходит световой луч, используется, следовательно, один датчик давления.
Датчик температуры 189 воспринимает температуру внутри каждого измерительного рычага, поскольку температура может быть локализована. Влияние влажности незначительно и им пренебрегают.
Вместо измерительного рычага, представляющего собой единую цельную конструкцию, возможно применение известных вариантов исполнения датчиков положения для измерения расстояния между платформами. Например, возможно использование кабельного датчика смещений, поставляемого фирмой "Houston Sientific international, Inc.", и относящегося к серии 1850. При использовании такого датчика провод подсоединяют к одной из платформ, а корпус датчика к другой платформе. Потенциометр в указанном корпусе подает сигнал длины провода, исходящего от корпуса, при каком-либо конкретном положении компонентов станка.
Для ускорения установки в должное положение компонентов станка может также использоваться комбинация измерений, полученных с помощью силовых ножек и измеренного рычага. Силовые ножки, например, могут быть снабжены линейной шкалой (фиг. 8) или вращающимся решающим или кодирующим устройством (фиг.9) для получения "позиционного" сигнала обратной связи, обеспечивающего грубую установку платформ одна относительно другой. В этом случае измерительный рычаг мог бы быть использован для их точной установки при более медленном перемещении силовых ножек в требуемое конечное положение.
Величина углов, образуемых силовыми ножками с платформами,влияет на жесткость конструкции станка и точность установки инструмента относительно заготовки. Оптимальное положение ножек относительно платформ, при котором обеспечивалась бы оптимальная горизонтальная и вертикальная жесткость конструкции, соответствует их взаимному расположению под углом приблизительно 35o. Это предполагает, что каждая платформа обладает жесткостью по своей ортогональной оси. Для наилучшего решения расположения указанных частей по вертикали и горизонтали, позволяющего обеспечивать точность, в номинальных позициях оптимальный угол расположения ножек относительно платформ выбирают равным примерно 41o.
Типичная частичная программа для станка имеет своим назначением создавать блоки команд, касающиеся координат 3 X, Y, Z, A, B, C расположения рабочего конца
инструмента относительно заготовки. Так как расположение шести ножек станка согласно настоящему изобретению не соответствует нормальным ортогональным координатам, то необходимо разработать метод,
позволяющий соотносить нормальные координатные блоки команд с длиной ножек. Для этой цели был разработан следующий метод. Этапы построены в логической последовательности и могут быть представлены в
следующей обобщенном виде:
I. Задание начальных координат X, Y, Z, A, B, C, cтанка.
II. Для каждой из шести ножек
А. Задать координаты векторов верхней и нижней осей
поворота.
В. Вычислить и задать настоящую длину ножки.
С. Определить значения координат Х, Y, Z, A, B, C при настоящей длине ножки.
III. Установить промежуточное время (обычно 0,02 с), достаточно короткое для обеспечения требуемых линейности и точности движения.
IУ. Для каждой частичной программы
А. Для каждого блока.
I. С частичной программы считать координаты места назначения X, Y, Z, A, D, C и скорость подачи.
2. Используя значения скорости подачи и промежуточного времени, вычислить количество подблоков, которые должны достичь места расположения блока.
3. Для каждого подблока
а) Для каждой из шести координат
1. Настоящее значение конечному
значению предыдущего подблока.
2. Конечное значение (значение места назначения минус настоящее значение), поделенное на число остальных подблоков плюс настоящее значение.
в) Используя граничное значение шести координат, получите граничный вектоp подблока.
с) Для каждой ножки
1. Проверните вектор верхней оси поворота до граничных углов
для настоящего подблока.
2. К полученному результату прибавьте граничный вектор подблока.
3. Вычесть значение вектора нижней оси поворота из полученного результата.
4. Вычислить предельную длину ножки путем извлеченияквадратного корня из суммы площадей координат, результата по п.3 (с).
5. Преобразовать значение конечной длины ножки в ближайший отсчет сервокоманды.
6. Направить импульс позиции в буферное устройство сервокоманд.
7. Вычислить скорость одной ножки, необходимую для достижения ножкой нового предела длины за один подблоковый период времени.
8. Преобразовать скорость ножки в ближайшее интегральное значение импульса сервокоманды.
9. Направить импульс скорость в буферное устройство сервокоманд.
(d) Одновременно направить подблоковую стартовую команду во всех сервомеханизмы ножек.
В. Блок окончательно укомплектован, когда совсем не остается подблоков.
У. Задача окончательно выполнена, когда в программе не остается подблоков.
Задание настоящему станку исходных данных представляет собой процесс, известный в области изготовления станков под названием "гриддинг". Он позволяет установит "домашнее" положение, при котором рабочий конец инструмента совмещается с центром кубической заготовки.
Вектор верхней оси поворота это вектор поворота инструмента относительно верхней точки поворота для одной конкретной ножки. Векторы верхней оси поворота имеют фиксированную протяженность, но могут проходить через координаты А, В, С. На фиг.21 показана векторная схема, иллюстрирующая взаимосвязь блок-вектора и результирующего вектора ножки, которая должна быть обеспечена для получения требуемого блок-вектора. Следует указать, что все векторы имеют три измерения, хотя на фиг.21 они показаны только в двух измерениях.
Нужно заметить, что важное значение имеет не только длина вектора ножки, но также скорость перемещения ножек, так как регулирование скорости движения обеспечивает возможность вычерчивания контуров.
Хотя изобретение описано как предназначенное для станков, оно также может быть использовано применительно к любой машине, которая требует установки рабочего органа в должное положение относительно обрабатываемого объекта. Оно применимо также для множества разнообразных инструментов, а не только для традиционного режущего инструмента.
Реферат
Использование: машиностроение. Сущность изобретения: станок включает в себя пару расположенных на некотором расстоянии одна от другой платформ. Одна платформа (2, 20, 125, 54, 100, 87) может нести рабочий орган, например инструмент, в шпинделе, а другая (1, 19, 120, 111, 89, 104) - объект обработки, например обрабатываемую деталь. Расположенные на некотором расстоянии одна от другой платформы соединены посредством шести оснащенных силовым приводом раздвижных опор (9-14, 24-29, 46-51, 90-95, 107, 122, 124, 127-129), соединенных с соответствующими платформами шаровыми шарнирами. Длина опор индивидуально регулируется для изменения положения платформ, а следовательно, и объекта обработки и рабочего органа относительно друг друга в шести осях. Опорами с силовым приводом могут быть гидроцилиндры (9-14) или же они могут приводиться в движение посредством ходового шарикового винта (131, 134, 135). Расстояние между платформами может измеряться раздельными удерживающими инструмент рычагами (81, 82, 112), соединяющими платформы. Удерживающие инструмент рычаги могут использовать цифровое установочное устройство (166, 168) для измерения удлинения и укорочения удерживающих инструмент рычагов или же могут использовать для этой цели интерферометр (185) с лазерным источником света. Изменения длины удерживающих инструмент рычагов могут быть использованы для генерирования сигналов, управляющих удлинением или укорочением приводимых в движение опор. Характеризуется также способ преобразования команд блока согласования частичной программы в команды, изменяющие длину приводимых в движение опор. 7 з.п. ф-лы, 21 ил.
Комментарии