Система для сверления панелей при чистовой сборке летательных аппаратов - RU2748241C2
Код документа: RU2748241C2
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ
[001] Раскрытие настоящего изобретения в целом относится к устройству, выполненному с возможностью и запрограммированному для сверления внешних панелей, таких как элементы обшивки летательного аппарата, и их прикрепления к соединительным конструкциям, таким как шпангоуты, стрингеры, нервюры и/или лонжероны, а в частности -к рабочим органам, предназначенным для способствования сверлению во время так называемой "чистовой сборки" (one up assembly); т.е. без необходимости разделения таких парных компонентов для удаления заусенцев, очистки и/или герметизации после сверления отверстий под крепежные изделия через указанные компоненты.
УРОВЕНЬ ТЕХНИКИ
[002] Коммерческое производство летательных аппаратов с момента своего возникновения было трудоемким и поэтому дорогостоящим. По существу, для производителей летательных аппаратов существует постоянная потребность в разработке менее дорогостоящих процедур и методов. Одна из таких попыток касается сборки внешних панелей крыла летательного аппарата, также называемых элементами обшивки крыла, с установкой на внутренних нервюрах и/или конструкциях лонжеронов летательных аппаратов. Например, хотя при изготовлении крыльев летательных аппаратов использовались многие методы, в частности, так называемое завершающее прикрепление с "закрытием" элементов обшивки крыла к нервюрам и/или конструкциям лонжеронов крыла, большинство таких методов все же сопровождается затратами времени на процессы ручного сверления, очистки и герметизации.
[003] Например, один из подходов включает использование ручных дрелей и временного приложения отдельных зажимных усилий руками в важных местах, чтобы избежать необходимости разделения и удаления заусенцев, очистки и герметизации панелей и нервюр, лонжеронов и/или других соединительных конструкций после сверления отверстий для размещения в них крепежных изделий во время закрытия. Хотя этот подход оказался успешным, он остается более утомительным и трудоемким, чем желательно.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[004] В одном варианте раскрытия настоящего изобретения, рабочий орган выполнен с возможностью чистовой сборки для скрепления пары компонентов, включающих в себя панель, под действием зажимных усилий, достаточных для избежания в процессе работы отделения панели от спаренного с ней компонента для удаления заусенцев. Рабочий орган включает в себя автоматизированную сверлильную головку, имеющую сверло и выдачное устройство для раздвижных зажимов, выполненное с возможностью вставки раздвижных зажимов в различные предварительно просверленные направляющие отверстия, раздвижения раздвижных зажимов и их извлечения из различных предварительно просверленных направляющих отверстий во время операции завершающего сверления, бурения перед закреплением панели вместе со спаренным с ней компонентом. Выдачное устройство для раздвижных зажимов обеспечивает плотное закрепление панели и спаренного с ней компонента под действием временно прикладываемых заданных зажимных усилий между панелью и компонентом во время каждого случая автоматизированного сверления отверстия под крепежное изделие.
[005] В другом варианте раскрытия настоящего изобретения раскрыта система для использования множества электронно программируемых рабочих органов, в которой каждый рабочий орган включает в себя сверлильную головку, имеющую сверло и выдачное устройство для раздвижных зажимов, выполненное с возможностью вставки раздвижных зажимов в различные предварительно просверленные направляющие отверстия, раздвижения раздвижных зажимов и их извлечения из различных предварительно просверленных отверстий в части панели летательного аппарата во время процесса сверления при "чистовой" сборке перед прикреплением панели к компоненту. В указанной системе каждый рабочий орган имеет магазин (holster) для раздвижных зажимов, выполненный с возможностью подачи и отвода раздвижных зажимов, для плотного скрепления друг с другом части панели и спаренного с ней компонента под действием заданных усилий во время каждого случая автоматизированного завершающего сверления отверстия под крепежное изделие в панели и спаренном с ней компоненте.
[006] Еще в одном варианте раскрытия настоящего изобретения раскрыт способ обеспечения чистовой сборки обшивки крыла летательного аппарата с ее установкой на кессон крыла, включающий этапы:
обеспечения наличия обшивки крыла с кессоном крыла, содержащим открытые конструкции нервюр и/или лонжеронов крыла;
предварительного сверления направляющих отверстий в обшивке крыла;
наложения обшивки крыла на указанные конструкции нервюр и/или лонжеронов;
наложения программируемого рабочего органа, имеющего сверлильную головку и выдачное устройство для раздвижных зажимов, на внешнюю часть обшивки крыла;
определения первого направляющего отверстия возле первоначального местоположения отверстия под крепежное изделие;
использования указанного выдачного устройства рабочего органа для временной вставки раздвижного зажима в первое направляющее отверстие;
использования указанного рабочего органа для закручивания раздвижного зажима после его вставки с получением заданного усилия между обшивкой крыла и конструкциями нервюр и/или лонжеронов;
использования указанного рабочего органа для сверления группы отверстий под крепежные изделия возле первого направляющего отверстия;
использования указанного рабочего органа для откручивания и извлечения раздвижного зажима и
последовательного пошагового перемещения указанного рабочего органа в следующее положение и повторения тех же самых этапов для сверления дополнительных групп отверстий под крепежные изделия.
Предложенный способ обеспечивает возможность сверления отверстий под крепежные изделия в панели крыла летательного аппарата и внутренних конструкциях нервюр и/или лонжеронов крыла под действием зажимных усилий, достаточных для избежания в процессе работы отделения панелей крыла для удаления заусенцев, очистки и герметизации.
[007] Все особенности, функции и преимущества, раскрытые в настоящем документе, могут быть реализованы независимо в различных вариантах реализации изобретения или могут быть объединены в других вариантах реализации изобретения, подробные сведения о которых можно получить со ссылкой на последующее описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[008] На ФИГ. 1 приведен схематический вид в разрезе крыла летательного аппарата такого типа, который может быть использован на коммерческом летательном аппарате.
[009] На ФИГ. 2 приведен перспективный вид сверху части кессона крыла летательного аппарата по ФИГ. 1, находящегося на этапе строительства.
[0010] На ФИГ. 3 приведен вид в разрезе конструкции нервюры крыла, выполненном по линии 3-3 на ФИГ. 2.
[0011] На ФИГ. 4 приведен вид в разрезе, выполненном по линии 4-4 на ФИГ. 2, показывающий, как часть панели крыла будет выглядеть при ее размещении поверх конструкции нервюры крыла, показанной на ФИГ. 2.
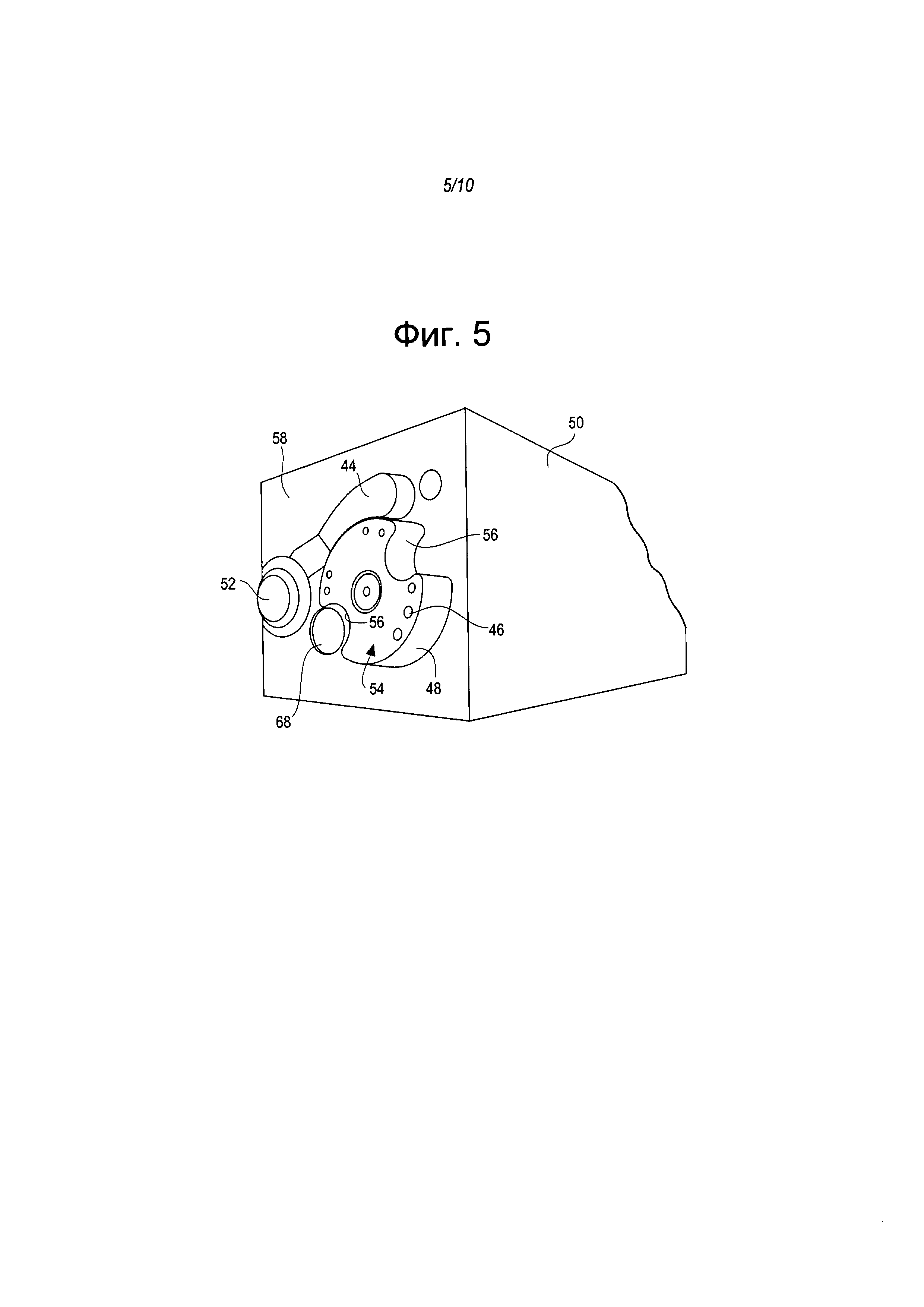
[0012] На ФИГ. 5 приведен фрагментарный перспективный вид рабочего конца автоматизированного рабочего органа, выполненного в соответствии с раскрытием настоящего изобретения.
[0013] На ФИГ. 6 приведен вид спереди рабочего конца автоматизированного рабочего органа, изображенного на ФИГ. 5.
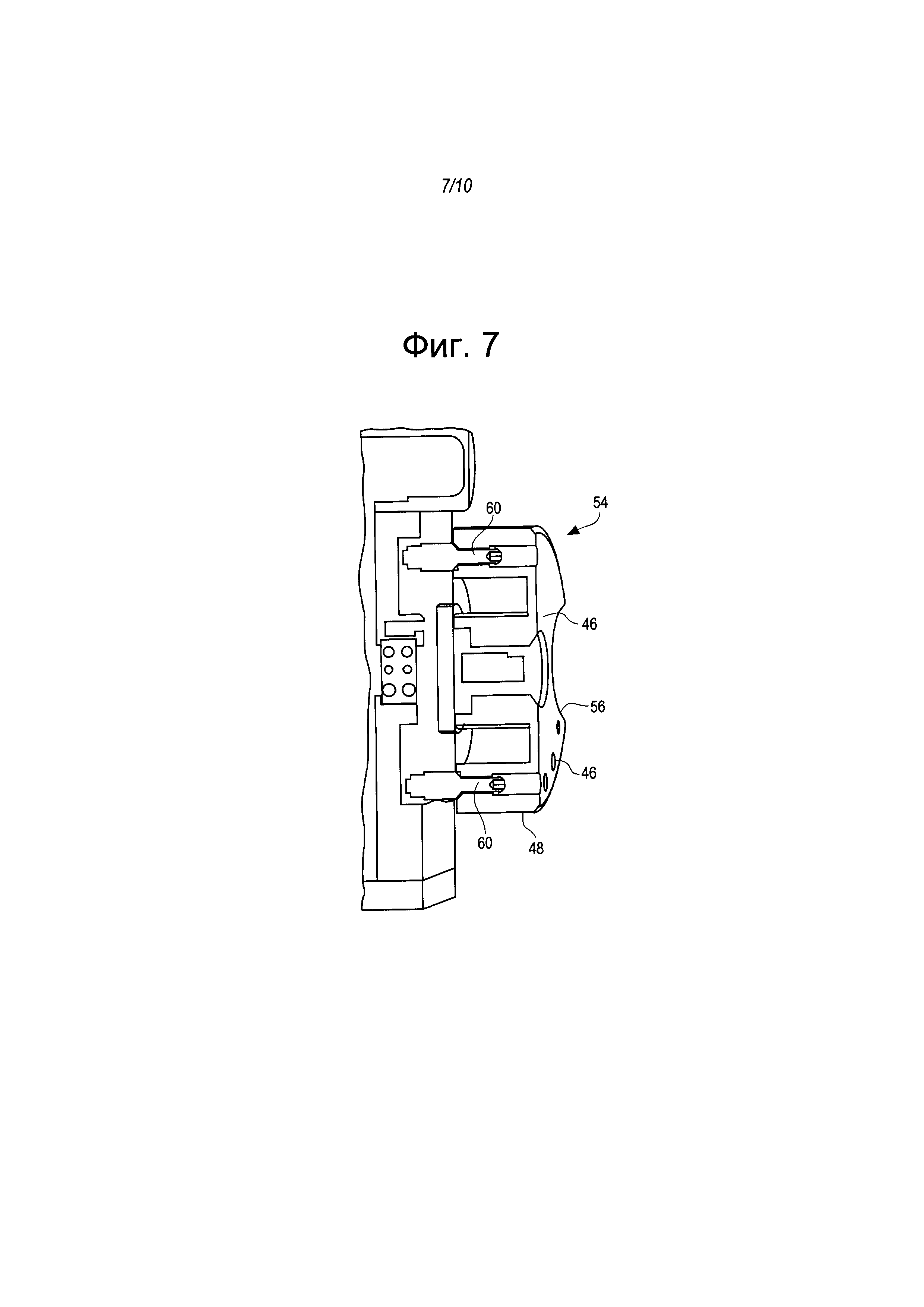
[0014] На ФИГ. 7 приведен перспективный вид с разрезом части автоматизированного рабочего органа согласно раскрытию настоящего изобретения.
[0015] На ФИГ. 8 приведен перспективный вид раздвижного зажима, используемого в автоматизированном рабочем органе согласно раскрытию настоящего изобретения.
[0016] На ФИГ. 9 приведен перспективный вид множества автоматизированных рабочих органов, использующих раскрытую технологию для сверления отверстий под крепежные изделия через предварительно выбранные места в верхней панели крыла по ФИГ. 4, в нервюры и/или лонжероны кессона крыла по ФИГ. 2.
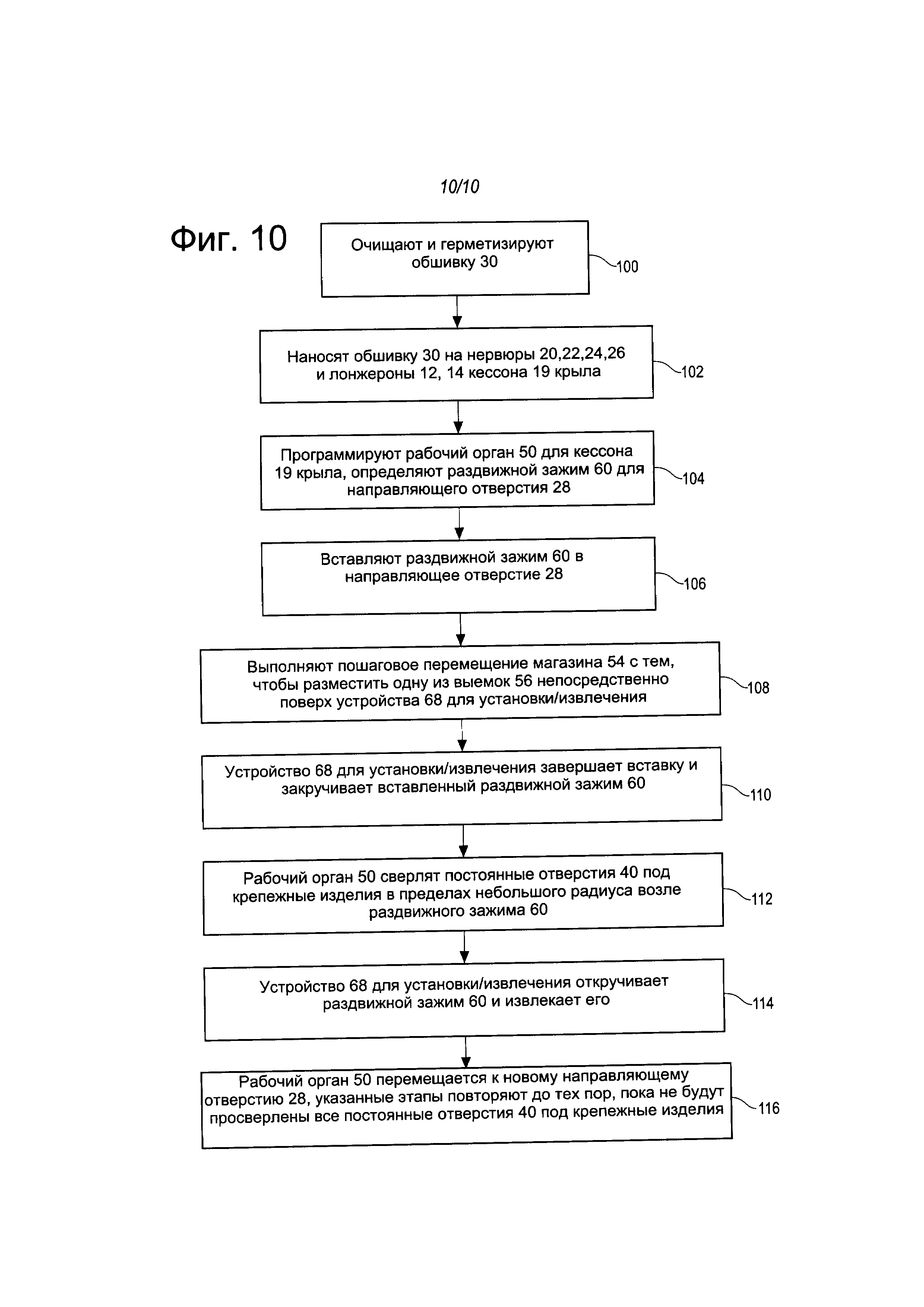
[0017] На ФИГ. 10 приведена блок-схема последовательности операций способа применения раскрытия настоящего изобретения.
[0018] Следует отметить, что указанные чертежи не обязательно выполнены в масштабе, и что различные раскрытые варианты реализации проиллюстрированы только схематично. Аспекты раскрытых вариантов реализации могут быть объединены или заменены другими в различных системах и средах, которые не показаны и не описаны в настоящем документе. По существу, следует отметить, что следующий раздел "Осуществление изобретения" является просто иллюстративным и не предназначен для ограничения его применения или использования.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0019] Следующий раздел "Осуществление изобретения" предназначен для обеспечения устройства и способов реализации раскрытия настоящего изобретения. Фактический объем раскрытия настоящего изобретения ограничен прилагаемой формулой изобретения.
[0020] Со ссылкой на ФИГ. 1 схематически показано сечение крыла 10 летательного аппарата по продольной оси "а-а", ориентированной вдоль общего направления полета. Крыло 10 включает в себя внутренний передний лонжерон 12 крыла, внутренний задний лонжерон 14 крыла и верхнюю и нижнюю внешние поверхности 15 и 17 крыла, соответственно. Крыло 10 включает в себя переднюю кромку 16 и заднюю кромку 18. Границы переднего лонжерона 12 крыла, заднего лонжерона 14 крыла, верхней поверхности 15 крыла и нижней поверхности 17 крыла образуют и задают кессон 19 крыла. Передний лонжерон 12 крыла расположен возле передней кромки 16 крыла 10, а задний лонжерон 14 крыла расположен возле задней кромки 18 крыла 10. Хотя устройство и способы согласно раскрытию настоящего изобретения сфокусированы, в частности, на кессоне 19 крыла, в качестве отдельной части крыла 10 по ФИГ. 1, такие же устройство и способы в равной степени применимы к наложению элементов обшивки фюзеляжа на внутренние шпангоуты и стрингеры.
[0021] Со ссылкой на ФИГ. 2 показан кессон 19 крыла, который проходит в боковом направлении вдоль оси "b-b", причем он показан во время его изготовления, т.е. без верхней панели крыла, также известной как верхняя обшивка 30 крыла (ФИГ. 4). Кессон 19 крыла проходит между проходящими в боковом направлении передним и задним лонжеронами 12 и 14 крыла, соответственно, и включает в себя множество внутренних нервюр 20, 22, 24, 26, размещенных на расстоянии друг от друга в боковом направлении, каждая из которых проходит в продольном направлении, с обеспечением, таким образом, образования соединительных элементов жесткости, проходящих в переднезаднем направлении между двумя лонжеронами 12, 14 крыла. Хотя для простоты показаны только четыре нервюры, крылья коммерческих летательных аппаратов обычно включают в себя многократное количество нервюр, показанных и описанных в настоящем документе.
[0022] Для обеспечения закрепления обшивки 30 крыла каждая нервюра 20, 22, 24, 26 включает в себя множество выполненных за одно целое верхних держателей, также называемых связующими звеньями в коммерческой авиационной промышленности. Например, нервюра 20 включает в себя держатели 20А, 20В, 20С и 20D, а нервюра 22 включает в себя держатели 22А, 22В, 22С и 22D, как показано на чертежах. Схожим образом, нервюры 24 и 26 включают в себя определенные держатели. Также со ссылкой на ФИГ. 3 и 4, чтобы прикрепить верхнюю обшивку 30 крыла (ФИГ. 4) к переднему и заднему лонжеронам 12 и 14 крыла и к нервюрам 20, 22, 24 и 26, выполняют предварительное сверление множества направляющих отверстий 28 (ФИГ. 2 и 3) в обшивке 30 крыла, лонжеронах 12, 14 крыла (ФИГ. 2), а также в верхней поверхности 34 (ФИГ. 3) в каждом из держателей 20A-D, 22A-D, 24A-D и 26A-D (ФИГ. 2). Специалистам в данной области техники будет понятно, что верхняя поверхность 34 каждого держателя выполнена смежно с каждой нервюрой 20, 22, 24, 26 и задает верхнюю поверхность 32. Кроме того, каждое направляющее отверстие 28 является меньшим отверстием, чем отверстие 40 под крепежное изделие, как, например, показано в держателе 22С (ФИГ. 2 и 4), по причинам, объясненным ниже. Обшивку 30 крыла в завершении размещают поверх лонжеронов 12, 14 и прикрепляют к ним, а также поверх верхних поверхностей 32 (ФИГ. 3) нервюр 20, 22, 24, 26 (ФИГ. 2) для завершающего закрытия кессона 19 крыла летательного аппарата.
[0023] Все примеры в этом описании относятся к устройству, способу и/или системе для крепления обшивки 30 крыла к лонжеронам 12, 14 крыла и к различным держателям 20А-D, 22A-D, 24A-D и 26A-D. Также со ссылкой на ФИГ. 5, 6 и 7, чтобы избежать утомительных и трудоемких процессов, связанных с использованием ручных инструментов для прикрепления элементов обшивки крыла к конструкциям крыла летательного аппарата, может быть использован автоматизированный рабочий орган 50 (ФИГ. 5) для способствования выполняемой при чистовой сборке операции сверления с одной стороны обшивки 30 крыла летательного аппарата (ФИГ. 4) для ее завершающего прикрепления к множеству описанных выше конструкций нервюр и лонжеронов крыла. Поскольку процесс чистовой сборки разработан так, чтобы избежать выполняемых после сверления операций отделения обшивки 30 крыла от нервюр и лонжеронов крыла для удаления заусенцев, очистки и герметизации сопряженных компонентов, предназначенных для завершающего скрепления друг с другом, рабочий орган 50 использует систему временных зажимов для предварительного нагружения сопряженных друг с другом компонентов до начала любой фактической последовательности сверления.
[0024] Для этой цели рабочий орган 50 использует раздвижные зажимы 60 (ФИГ. 7 и 8) для временного приложения зажимных усилий между сопряженными компонентами для сверления отверстий 40 под крепежные изделия. Зажимы могут быть вставлены в направляющие отверстия 28 при подготовке к установке самих крепежных изделий (не показано). Физическая установка крепежных изделий может происходить на другой сборочной станции, которая следует далее в технологической цепочке и которая не показана и не является частью раскрытия настоящего изобретения.
[0025] Лицевая сторона 58 рабочего органа 50 (ФИГ. 5 и 6) включает в себя вакуумный желоб 44, предназначенный для удаления остаточных продуктов резания, включающих в себя пыль и стружку, образующуюся в процессе сверления. Магазин 54 для раздвижных зажимов выполнен с возможностью удерживания раздвижных зажимов 60 различных размеров, которые содержатся в гнездах 46 различных размеров. Зажимы 60 различных размеров необходимы для учета переменной толщины обшивки летательного аппарата, которая может иметь толщину на внутренней кромке кессона 19 крыла, которая может быть в пять раз больше толщины на наружной кромке. Магазин 54 для раздвижных зажимов выполнен поворотным, а также с возможностью пошагового перемещения с тем, чтобы обеспечить возможность последовательной выдачи раздвижных зажимов 60 разного размера и последующего поворота одной из пары выемок 56 (ФИГ. 5 и 6), расположенных в скругленной стороне 48 магазина 54, в положение обеспечения размещения раздвижного зажима устройства 68 для установки/извлечения. Устройство 68 для установки/извлечения предназначено для вставки и закручивания и для последующего откручивания и извлечения раздвижного зажима 60, выполняемых последовательно, как описано ниже. Многоразмерные гнезда 46 содержат зажимы 60 различных размеров, такие как односторонние раздвижные зажимы Centrix®, для которых доступны разные размеры и которые продаются компанией Centrex, LLC, Кент, штат Вашингтон, США (www.centrix-llc.com).
[0026] Трехмерный магазин 54 расположен на расстоянии от носовой сверлильной части 52 (ФИГ. 5 и 6), а магазин 54 и носовая сверлильная часть проходят от лицевой стороны 58 рабочего органа 50. Носовая сверлильная часть 52 предназначена для удерживания сверлильной головки 96 (такого типа, который показан на ФИГ. 9). Как раскрыто, после наложения обшивки 30 (ФИГ. 4) поверх открытых нервюр 20, 22, 24, 26 и лонжеронов 12, 14 кессона 19 крыла (ФИГ. 2), рабочий орган 50 может быть запрограммирован на определение первоначального направляющего отверстия 28 возле первоначального необходимого местоположения отверстия под крепежное изделие. Затем магазин 54 для раздвижных зажимов может выполнить пошаговое перемещение для размещения одной из выемок 56 поверх устройства 68 для установки/извлечения раздвижного зажима. Затем устройство 68 последовательно вставляет раздвижной зажим 60, выведенный из гнезда 46 магазина 54, в предварительно просверленное направляющее отверстие 28 (ФИГ. 2 и 3) возле первоначального местоположения отверстия под крепежное изделие. Затем устройство 68 прочно устанавливает вставленный раздвижной зажим 60 посредством закручивания крепежной головки 66 (ФИГ. 8) раздвижного зажима 60 с поворотом, таким образом, имеющего внутреннюю резьбу болта 64 зажима до тех пор, пока не произойдет раздвижение его вставочного конца 62 для обеспечения заданного зажимного усилия между сопряженными компонентами (например, обшивкой 30 и лонжероном 12).
[0027] Рабочий орган 50 запрограммирован на сверление группы отверстий под крепежные изделия в заданных местах, расположенных ближе всего к временно установленному раздвижному зажиму 60, т.е. непосредственно его окружающих. После этого рабочий орган откручивает и удаляет раздвижной зажим 60 и выполняет последовательно пошаговое перемещение в следующее положение для повторения идентичных этапов для продолжения сверления множества отверстий под крепежные изделия.
[0028] В раскрытых вариантах реализации магазин 54 выполнен модульным и с возможностью съема для очистки и перезагрузки. В идеальном случае, заданное зажимное усилие, обеспечиваемое раздвижным зажимом 60, будет по меньшей мере равно усилию сверления, необходимому для создания отверстия под крепежное изделие. Было установлено, что такие зажимные усилия достаточны, чтобы избежать образования заусенцев между сопряженными компонентами, что нарушает целостность граничной области между указанными компонентами и требует последующих операций отделения панелей для удаления заусенцев, очистки и герметизации. В завершение следует отметить, что этапы очистки и герметизации панели и ее сопрягаемых конструкций нервюр и/или лонжеронов будут происходить заранее перед любой данной выполняемой при чистовой сборке операции сверления; т.е. перед фактическим сверлением обшивки крыла и ее сопрягаемых конструкций нервюр и лонжеронов, например.
[0029] Раскрытая система для использования поворотного магазина 54 для раздвижных зажимов, полностью содержащегося внутри рабочего органа 50, как для выдачи, так и для отвода временных раздвижных зажимов 60, обеспечивает плотное сопряжение компонентов обшивки крыла, нервюры и лонжерона под действием заданных временно приложенных усилий во время каждого случая автоматизированного сверления отверстий под крепежные изделия через сопрягаемые конструкции.
[0030] Со ссылкой на ФИГ. 6, в состав программируемой системы машинного зрения (не показано) может входить камера 70 для обеспечения запрограммированных перемещений рабочего органа 50 поверх кессона 19 крыла. Кроме того, различные гидравлические и/или пневматические линии 72, 74, 76 и 78 могут быть включены для управления различными рабочими аспектами/функциями рабочего органа 50.
[0031] Со ссылкой на ФИГ. 9, может быть обеспечена система рабочих органов 80, 82, 84 для сверления отверстий под крепежные изделия в переднем лонжероне крыла и областях держателей нервюр кессона 19 крыла, а другая система рабочих органов 86, 88, 90, может быть обеспечена для аналогичной одновременной работы поверх заднего лонжерона крыла и областей держателей нервюр кессона 19 крыла. Каждый из рабочих органов имеет сверлильные головки 96, которые могут управляться компьютерной базой данных и рабочей программой (не показаны).
ПРИМЕР СПОСОБА
Заданные условия
A) Используют односторонние раздвижные зажимы Centrix®, имеющие размеры от 1/16 до 1 дюйма (1,588-24,400 мм), с номинальной нагрузкой зажимного усилия до 2000 фунтов (8896 Н).
B) Размер направляющих отверстий составляет по меньшей мере 1/16 дюйма (1,588 мм).
C) Каждое связующее звено или каждый держатель 20A-D, 22A-D, 24A-D и 26A-D (ФИГ. 2) включает в себя по меньшей мере одно предварительно просверленное направляющее отверстие, а верхняя поверхность 34 держателя имеет площадь поверхности по меньшей мере 10 квадратных дюймов (64,5 см2).
D) Диаметр каждого отверстия под крепежное изделие составляет по меньшей мере 3/16 дюйма (4,739 мм).
РЕАЛИЗАЦИЯ СПОСОБА
Также со ссылкой на блок-схему последовательности операций по ФИГ. 10, могут быть реализованы следующие этапы для одной выполняемой при чистовой сборке операции сверления, в соответствии с вышеприведенным раскрытием изобретения:
1) Сначала очищают внутреннюю поверхность обшивки 30 и наносят на нее герметизирующий материал.
2) Затем обшивку 30 наносят поверх открытых нервюр 20, 22, 24, 26 и лонжеронов 12, 14 кессона 19 крыла (ФИГ. 2).
3) Рабочий орган 50 программируют под конкретные размер и конфигурацию кессона 19 крыла, рабочий орган 50 определяет первоначальное предварительно просверленное направляющее отверстие 28 возле непросверленного места первоначального отверстия 40 под крепежное изделие и вставляет раздвижной зажим 60 подходящего размера в направляющее отверстие 28.
4) Затем магазин 54 выполняет пошаговое перемещение с тем, чтобы разместить одну из выемок 56 непосредственно поверх устройства 68 для установки/извлечения.
5) Рабочий орган 50 вставляет определенный раздвижной зажим 60 (например, один односторонний раздвижной зажим Centrix® величиной 1/16 дюйма (1,588 мм)) в направляющее отверстие 28, например, обшивки 30 и держателя с целью плотного сжатия этих спаренных компонентов друг с другом.
6) Затем устройство 68 для установки/извлечения завершает вставку и закручивает вставленный раздвижной зажим 60 для скрепления обшивки 30 и держателя друг с другом под действием заданного зажимного усилия.
7) Затем рабочий орган 50 перемещается над поверхностью обшивки 30 и держателя 22В в соответствии с заданной программой сверления и после сверления первоначального постоянного отверстия 40 последовательно сверлит дополнительные отверстия 40 под крепежные изделия (например от 3/16 до 5/16 дюйма (4,739-7,938 мм)) через обшивку и держатель; например, по меньшей мере в двух заданных местах, включая первоначальное место, все из которых расположены возле раздвижного зажима 60; т.е. в радиусе в несколько дюймов от зажима 60.
8) После сверления отверстий под крепежные изделия рабочий орган 50 выполняет пошаговое перемещение для размещения устройства 68 для установки/извлечения поверх раздвижного зажима 60, и затем устройство 68 для установки/извлечения откручивает раздвижной зажим 60 и удаляет его.
9) Затем рабочий орган 50 перемещается над поверхностью обшивки 30 к новому направляющему отверстию 28 либо в другом связующем звене обшивки, либо в другом лонжероне 12 или лонжероне 14 (ФИГ. 2), и указанные этапы повторяют до тех пор, пока в кессоне 19 крыла не будут просверлены все предварительно запрограммированные отверстия под крепежные изделия.
10) В завершении, кессон 19 крыла переносят на отдельную сборочную станцию для установки самих крепежных изделий.
Для ускорения указанного переноса некоторые односторонние раздвижные зажимы Centrix® могут быть оставлены на месте в нескольких отверстиях.
Описанная выше методика чистовой сборки для предварительного нагружения и сверления через сопряженные компоненты, включающие в себя обшивку или панель, могут иметь другие варианты и альтернативные конструкции, не раскрытые и не предлагаемые. Например, хотя в данном документе везде описываются только конечные и/или постоянные отверстия под крепежные изделия, эти отверстия под крепежные изделия вместо этого в некоторых контекстах могут быть использованы как временные. Хотя в данном документе показаны только рабочие органы крыльев летательного аппарата, чистовая сборка в равной степени может быть применена к другим не показанным конструкциям, таким как фюзеляжи летательных аппаратов. Кроме того, другие элементы, такие как, например, указанные пары выемок 56, выполненные в магазине 54 для удобства быстрого пошагового перемещения, могут быть изменены без потери эффективности устройства и/или способа согласно раскрытию настоящего изобретения; в альтернативном варианте реализации может быть использована одна выемка.
Кроме того, раскрытие настоящего изобретения содержит варианты реализации согласно следующим пунктам:
Пункт 1. Рабочий орган, выполненный с возможностью закрепления и сквозного сверления пары компонентов при чистовой сборке под действием зажимных усилий, достаточных для избежания разделения указанных компонентов для удаления заусенцев после сверления, содержащий:
автоматизированную сверлильную головку, включающую в себя сверло и выдачное устройство для раздвижных зажимов, выполненное с возможностью вставки раздвижных зажимов в различные предварительно просверленные направляющие отверстия, раздвижения раздвижных зажимов и их извлечения из различных предварительно просверленных направляющих отверстий в указанных компонентах во время завершающего сверления отверстий под крепежные изделия в указанных компонентах; причем
выдачное устройство для раздвижных зажимов обеспечивает плотное закрепление выбираемой части указанных компонентов под действием временно приложенных заданных зажимных усилий во время каждого случая автоматизированного сверления отверстий под крепежные изделия в указанных компонентах.
Пункт 2. Рабочий орган по пункту 1, в котором выдачное устройство для раздвижных зажимов содержит магазин, выполненный с возможностью подачи и отвода по выбору множества раздвижных зажимов во время завершающего сверления.
Пункт 3. Рабочий орган по пункту 1, причем рабочий орган выполнен с возможностью приложения только к одной стороне указанной пары компонентов.
Пункт 4. Рабочий орган по пункту 1, причем рабочий орган является автоматизированным устройством.
Пункт 5. Рабочий орган по пункту 1, причем один из указанных компонентов является панелью.
Пункт 6. Рабочий орган по пункту 1, причем рабочий орган выполнен с возможностью его электронного программирования для определения положений раздвижного зажима и крепежного изделия во время завершающего сверления указанных компонентов.
Пункт 7. Рабочий орган по пункту 2, в котором магазин выполнен модульным и с возможностью съема для очистки и перезагрузки.
Пункт 8. Рабочий орган по пункту 2, в котором магазин расположен на расстоянии от сверла, причем магазин выполнен с возможностью пошагового перемещения и полностью автоматизирован.
Пункт 9. Рабочий орган по пункту 3, в котором рабочий орган включает в себя электронную камеру машинного зрения для точного размещения и перемещения рабочего органа поверх панельной стороны указанных компонентов.
Пункт 10. Система для использования множества электронно программируемых рабочих органов, в которой:
каждый рабочий орган включает в себя сверлильную головку, имеющую сверло и выдачное устройство для раздвижных зажимов, выполненное с возможностью вставки раздвижных зажимов в различные предварительно просверленные направляющие отверстия, раздвижения раздвижных зажимов и их извлечения из различных предварительно просверленных отверстий в части панели летательного аппарата во время чистовой сборки для сверления отверстий под крепежные изделия в панели и связанном компоненте, и
каждый рабочий орган имеет магазин, выполненный с возможностью подачи раздвижных зажимов и их отвода в сверлильную головку, для плотного скрепления друг с другом части панели летательного аппарата и связанного компонента под действием заданного усилия во время каждого случая автоматизированного завершающего сверления отверстия под крепежное изделие в панели летательного аппарата и связанном компоненте.
Пункт 11. Система для использования указанного множества электронно программируемых рабочих органов по пункту 10, в которой каждый магазин выполнен с возможностью подачи и отвода по выбору раздвижных зажимов во время чистовой сборки для завершающего сверления.
Пункт 12. Система для использования указанного множества электронно программируемых рабочих органов по пункту 10, в которой каждый рабочий орган выполнен с возможностью приложения только к внешней панельной стороне указанных компонентов.
Пункт 13. Система для использования указанного множества электронно программируемых рабочих органов по пункту 10, в которой каждый рабочий орган является автоматизированным устройством.
Пункт 14. Система для использования указанного множества электронно программируемых рабочих органов по пункту 10, в которой указанная панель летательного аппарата является панелью крыла или фюзеляжа летательного аппарата.
Пункт 15. Система для использования указанного множества электронно программируемых рабочих органов по пункту 14, в которой каждый рабочий орган выполнен с возможностью размещения раздвижных зажимов и крепежных изделий в положениях, полученных предварительным сверлением, на части панели крыла или фюзеляжа во время прикрепления панели к нервюре, лонжерону, шпангоуту или стрингеру.
Пункт 16. Система для использования указанного множества электронно программируемых рабочих органов по пункту 10, в которой каждый магазин выполнен модульным и с возможностью съема для очистки и перезагрузки.
Пункт 17. Система для использования указанного множества электронно программируемых рабочих органов по пункту 11, в которой каждый магазин расположен на расстоянии от сверла, причем каждый магазин выполнен с возможностью пошагового перемещения и полностью автоматизирован.
Пункт 18. Система для использования указанного множества электронно программируемых рабочих органов по пункту 14, в которой каждый рабочий орган включает в себя электронную камеру машинного зрения для точного размещения и перемещения рабочего органа поверх внешней стороны панели крыла.
Пункт 19. Способ обеспечения чистовой сборки обшивки крыла летательного аппарата с ее установкой на множестве конструкций нервюр и/или лонжеронов крыла, включающий этапы:
обеспечения наличия обшивки крыла и кессона крыла летательного аппарата, имеющего открытые конструкции нервюр и/или лонжеронов крыла;
предварительного сверления направляющих отверстий в обшивке крыла;
наложения обшивки крыла на конструкции нервюр и/или лонжеронов крыла;
наложения программируемого рабочего органа, имеющего сверлильную головку и выдачное устройство для раздвижных зажимов, на внешнюю часть обшивки крыла;
использования указанного рабочего органа для определения первого направляющего отверстия в обшивке крыла возле первоначального местоположения отверстия под крепежное изделие для установки первого раздвижного зажима;
использования указанного выдачного устройства рабочего органа для временной вставки раздвижного зажима в первое направляющее отверстие;
использования указанного рабочего органа для закручивания раздвижного зажима после вставки с получением заданного усилия между обшивкой крыла и конструкциями нервюр и/или лонжеронов;
определения дополнительных необходимых местоположений отверстий под крепежные изделия непосредственно возле первого направляющего отверстия;
использования указанного рабочего органа для сверления первой группы отверстий под крепежные изделия непосредственно возле первого направляющего отверстия;
использования указанного рабочего органа для откручивания и извлечения раздвижного зажима;
последовательного пошагового перемещения указанного рабочего органа в следующее положение и повторения тех же самых этапов для сверления дополнительных групп отверстий под крепежные изделия в следующих необходимых местоположениях;
так что обеспечивают возможность прикрепления панели крыла летательного аппарата к внутренней конструкции нервюры и/или лонжерона крыла и ее сверления под действием зажимного усилия, достаточного для избежания в процессе работы отделения панелей крыла для удаления заусенцев, очистки и герметизации.
Пункт 20. Способ по пункту 19, также включающий этапы очистки и герметизации панели крыла перед ее установкой поверх конструкций нервюр крыла.
Наконец, сопряженные компоненты могут быть выполнены из волокнистых композиционных материалов, а также из металлов, таких как алюминиевые сплавы. Кроме того, конструкции могут иметь конфигурации и формы, а задействованные процессы могут предусматривать перемещения и последовательности, отличные от описанных в настоящем документе, а раскрытие настоящего изобретения может быть потенциально применимо к другим средам, не упомянутым и не предложенным в настоящем документе. Например, раскрытый способ можно расширить и включить в него вставку и использование раздвижных крепежных изделий 60 в некоторых из отверстий 40 под крепежные изделия, если это необходимо, и, конечно, после сверления таких отверстий 40 в ходе процесса чистовой сборки. Кроме того, хотя раскрытие представляет конкретные конструкции в формах, описанных в настоящем документе, могут быть предусмотрены многочисленные варианты раскрытых конструкций для использования при изготовлении различных альтернативных вариантов.
Реферат
Изобретение относится к устройству, выполненному с возможностью запрограммированного сверления внешних панелей, таких как элементы обшивки летательного аппарата, и их прикрепления к соединительным конструкциям, таким как шпангоуты, стрингеры, нервюры и/или лонжероны. Рабочий орган выполнен с возможностью закрепления и сквозного сверления пары компонентов при чистовой сборке под действием зажимных усилий, достаточных для избежания разделения указанных компонентов для удаления заусенцев после сверления. При этом рабочий орган содержит автоматизированную сверлильную головку, включающую в себя сверло и выдачное устройство для раздвижных зажимов, выполненное с возможностью вставки раздвижных зажимов в различные предварительно просверленные направляющие отверстия, раздвижения раздвижных зажимов и их извлечения из различных предварительно просверленных направляющих отверстий в указанных компонентах во время завершающего сверления отверстий под крепежные изделия в указанных компонентах. Причем выдачное устройство для раздвижных зажимов содержит магазин, выполненный с возможностью подачи и отвода по выбору множества раздвижных зажимов во время завершающего сверления. При этом магазин выполнен с возможностью поворота и пошагового перемещения. Причем магазин выполнен с возможностью последовательной выдачи раздвижных зажимов и поворота одной из пары выемок, расположенных в скругленной стороне магазина, в положение поверх раздвижного зажима устройства для установки/извлечения, а раздвижной зажим устройства для установки/извлечения выполнен с возможностью последовательной вставки раздвижного зажима, выведенного из гнезда магазина, в предварительно просверленное направляющее отверстие возле первоначального местоположения отверстия под крепежное изделие. Причем выдачное устройство для раздвижных зажимов обеспечивает плотное закрепление выбираемой части указанных компонентов под действием временно приложенных заданных зажимных усилий во время каждого случая автоматизированного сверления отверстий под крепежные изделия в указанных компонентах. Группа изобретений также относится к системе для использования множества электронно программируемых рабочих органов и к способу обеспечения чистовой сборки обшивки крыла летательного аппарата с ее установкой на множестве конструкций нервюр и/или лонжеронов крыла. Предложенная группа изобретений обеспечивает возможность легкого сверления отверстий под крепежные изделия в панели крыла летательного аппарата и внутренних конструкциях нервюр и/или лонжеронов крыла под действием зажимных усилий, достаточных для избежания в процессе работы отделения панелей крыла для удаления заусенцев, очистки и герметизации. 3 н. и 16 з.п. ф-лы, 10 ил.
Комментарии