Способ получения тонкодисперсных металлических, легированных и композиционных порошков - RU2367542C2
Код документа: RU2367542C2
Чертежи





Описание
Изобретение относится к способу получения металлических, легированных или композиционных порошков со средним диаметром частиц D50, не превышающим 25 мкм, причем сначала исходный порошок преобразуют в частицы пластинчатой формы, которые затем подвергают измельчению в присутствии интенсификаторов помола, а также к получаемому указанным способом металлическому, легированному или композиционному порошку.
Известны многочисленные металлургические или химические способы получения металлических и легированных порошков. Если необходимо получить мелкодисперсный порошок, то начальной стадией известных способов часто является плавление соответствующего металла или сплава.
При диспергировании расплава путем его распыления через сопло частицы порошка образуются непосредственно из капелек расплава вследствие их затвердевания. В зависимости от метода охлаждения расплава (воздухом, инертным газом или водой), технологических параметров распыления, например геометрических характеристик сопла, скорости и температуры газа или типа материала, из которого изготовлено сопло, а также характеристик материала расплава, таких как температура его плавления и затвердевания, поведение при затвердевании, вязкость, химический состав и реакционная способность по отношению к технологическим средам, существуют многочисленные варианты осуществления способа распыления через сопло, а также ограничения для его использования (W.Schatt, K.-P.Wieters в "Powder Metallurgy - Processing and Materials", EPMA European Powder Metallurgy Association, 1997, 10-23).
Поскольку получение порошков способом распыления через сопло имеет особое техническое и экономическое значение, разработаны различные принципы его осуществления. Конкретный способ распыления выбирают в зависимости от необходимых свойств получаемого порошка, таких как размер частиц, их распределение по размерам, морфология, наличие примесей, а также в соответствии со свойствами распыляемых расплавов, такими как температура плавления или реакционная способность, и приемлемыми производственными расходами. Однако нередко существуют экономические и технические пределы оправданности производственных расходов, позволяющих достичь определенного комплекса свойств порошка (распределения частиц по размерам, содержания примесей, выхода “целевого зерна”, морфологии частиц, их способности к спеканию и т.д.) (W.Schatt, K.-P.Wieters в "Powder Metallurgy - Processing and Materials", EPMA European Powder Metallurgy Association, 1997, 10-23).
Недостатком способа получения порошков путем распыления через сопло прежде всего является необходимость использования больших количеств энергии и распыляющего газа, что обусловливает чрезвычайно высокую затратоемкость данной технологии. В частности, низкорентабельным является получение тонкодисперсных порошков из тугоплавких сплавов с температурой плавления выше 1400°С, поскольку, с одной стороны, высокая температура плавления обусловливает чрезвычайно большой расход необходимой для получения расплава энергии, а с другой стороны, по мере уменьшения требуемых размеров частиц существенно возрастает расход газа. Кроме того, нередко возникают затруднения, если по меньшей мере один из элементов сплава обладает высоким химическим сродством к кислороду. Благодаря использованию специально разработанных сопел для получения легированных порошков с особенно высокой дисперсностью удается обеспечить преимущества с точки зрения соответствующих производственных издержек.
Наряду с получением частиц способом распыления через сопло часто используют также другие одноступенчатые пирометаллургические технологии, например, так называемое прядение из расплава, то есть литье расплава на охлаждаемый валик, в результате которого образуются тонкая, как правило, пригодная для измельчения лента или так называемая тигельная экстракция расплава, то есть погружение вращающегося с большой скоростью охлаждаемого профилированного валика в расплав металла, причем получают частицы или волокна.
Другим важным вариантом производства порошков является химический метод, предусматривающий восстановление оксидов или солей металлов. Однако получение легированных порошков этим методом не представляется возможным (W.Schatt, K.-P.Wieters в "Powder Metallurgy - Processing and Materials", EPMA European Powder Metallurgy Association, 1997, 10-23).
Чрезвычайно тонкодисперсный порошок с частицами, размер которых составляет менее микрометра, может быть получен также благодаря комбинированию процессов испарения и конденсации металлов и сплавов, а также благодаря использованию газофазных реакций (W.Schatt, K.-P.Wieters в "Powder Metallurgy - Processing and Materials", EPMA European Powder Metallurgy Association, 1997, 39-41). Однако техническое осуществление этих способов является крайне дорогостоящим.
Если осуществляют охлаждение большого объема/блока расплава, то для получения металлических или легированных порошков, пригодных для переработки методами порошковой металлургии, следует использовать технологические операции грубого, тонкого и сверхтонкого механического измельчения. Обзор механических способов производства порошков приведен в W.Schatt, K.-P.Wieters в "Powder Metallurgy - Processing and Materials", EPMA European Powder Metallurgy Association, 1997, 5-47.
Механическое измельчение материалов, особенно размол в мельницах, является весьма выгодным с технической точки зрения старейшим методом регулирования размеров частиц, поскольку этот метод может быть реализован с небольшими издержками и применим для переработки многочисленных материалов. Однако механический размол требует соблюдения определенных требований к измельчаемому материалу, например, к размерам исходных кусков и хрупкости. Кроме того, механический размол не всегда бывает беспредельным. Дальнейшему уменьшению размеров частиц препятствует установление равновесной степени измельчения, наступающее также в том случае, если процесс размола начат с более мелкодисперсных исходных порошков. Традиционно используемые процессы размола модифицируют в том случае, если достигают физических пределов способности исходного материала к измельчению, а также с целью оптимизации определенных эффектов, например низкотемпературного перехода материала в хрупкое состояние или воздействия интенсификаторов помола на поведение материала при размоле, соответственно его способность к измельчению.
Во многих случаях особенно пригодный метод тонкого измельчения относительно хрупких, подвергнутых предварительному размолу материалов, основан на использовании газовых противоточных струйных мельниц, которые могут быть поставлены многими коммерческими предприятиями, в частности фирмой Hosokawa-Alpine или Netzsch-Condux. Измельчение в подобных мельницах находит широкое применение, и по сравнению с традиционно используемыми для чисто механического размола мельницами, например шаровыми мельницами или шаровыми мельницами с мешалками, струйные мельницы обеспечивают существенные технические (незначительное содержание примесей, аутогенное размалывание) и экономические преимущества, в особенности, если размолу подлежат хрупкие материалы. Струйные мельницы достигают предела своих технических, а следовательно, и экономических возможностей, если речь идет об измельчении дуктильных исходных порошков, то есть трудно измельчаемых материалов, и о небольших размерах конечного зерна. Это обстоятельство обусловлено уменьшением кинетической энергии частиц порошка, измельчающих самих себя в газовой струе. Поскольку частицы порошка снабжаются кинетической энергией только от газа-носителя, удельный расход необходимой для тонкого измельчения энергии возрастает до экономически недопустимого предела и при переработке порошков с повышенной дуктильностью становится практически неприемлемым. Кроме того, спекаемость измельченных этим методом порошков не соответствует спекаемости частиц порошков, полученных традиционно используемыми методами измельчения.
Чрезвычайно мелкие частицы могут быть получены, например, благодаря комбинированию операций измельчения с реакциями гидрирования и дегидрирования, включая комбинирование реакционных продуктов с целью обеспечения требуемого фазового состава порошка (I.R.Harris, С.Noble, Т.Bailey, Journal of the Less-Common Metals, 106 (1085, L1-L4). Однако применимость комбинированного метода ограничена сплавами, содержащими элементы, способными образовывать стабильные гидриды. Благодаря использованию комбинированного метода удается в значительной степени исключить механические воздействия на измельчение, приводящие к нарушению кристаллической решетки порошков или иным дефектам. Это обстоятельство имеет особенно большое значение прежде всего в том случае, если функциональные свойства частиц порошка, например кристалличность, оказывают существенное влияние на свойства конечного порошкового продукта, например, если речь идет о постоянных магнитах из сплава неодима, железа и бора (NdFeB).
Предел применимости указанных выше способов всегда наступает в тех случаях, когда возникает необходимость в получении чрезвычайно тонких порошков дуктильных металлов или сплавов, которые обладают как высокой реакционной способностью по отношению к кислороду, так и высокой способностью к спеканию.
Для получения подобных продуктов был разработан процесс, предусматривающий использование хладагентов, в соответствии с которым охлажденные до низких температур частицы металла пропускают через трубку Вентури, после чего они с чрезвычайно высокой скоростью, достигающей одного Маха, соударяются с охлажденной пластиной. Согласно данным, приведенным W.Schatt, K.-P.Wieters в "Powder Metallurgy - Processing and Materials", EPMA European Powder Metallurgy Association, 1997, 9-10, этим способом может быть получен порошок с размером частиц от 5 до 10 мкм. Однако необходимость ускорения исходного порошка до звуковой скорости обусловливает чрезвычайно высокий расход энергии, используемой для осуществления данного способа. Кроме того, могут возникать проблемы, обусловленные повышенным абразивным истиранием, а вследствие взаимодействия частиц с пластиной в подвергаемый измельчению материал могут попасть опасные примеси.
Другим методом получения тонкодисперсных порошков из дуктильных материалов является механическое легирование. При этом в результате интенсивного измельчения получают агломераты, состоящие из кристаллитов размером от 10 до 0,01 мкм. Благодаря воздействию мощной механической нагрузки дуктильный металлический материал изменяется таким образом, что в известных условиях образуются отдельные мелкие частицы. Эти частицы обладают типичным для сплава составом. Однако данный метод обладает недостатком, состоящим в иногда значительном загрязнении измельчаемого материала примесями, что в первую очередь обусловлено истиранием. Именно неконтролируемое истирание, как правило, служит препятствием для технического использования данного метода. Кроме того, дискретные мелкие частицы образуются только в результате чрезвычайно продолжительного измельчения. В связи с этим рентабельное получение тонкодисперсных металлических и легированных порошков путем простого механического легирования не представляется возможным.
Учитывая вышеизложенное, в основу настоящего изобретения была положена задача предложить способ получения тонкодисперсных, прежде всего дуктильных металлических, легированных или композиционных порошков, причем способ должен быть пригоден прежде всего для получения сплавов, то есть многокомпонентных систем, и должен предоставлять возможность целенаправленного регулирования важнейших свойств порошков, таких как размер частиц, их распределение по размерам, способность к спеканию, содержание примесей или морфология частиц, соответственно допускать возможность оказания воздействия на эти свойства.
Согласно изобретению указанная задача решается благодаря двухстадийному способу, причем сначала исходный порошок преобразуют в частицы пластинчатой формы, которые затем измельчают в присутствии интенсификаторов помола.
Таким образом, объектом настоящего изобретения является способ получения металлических, легированных или композиционных порошков со средним диаметром частиц D50, определенным по ASTM С 1070-01 на измерительном приборе Microtrac® ×100, не превышающим 25 мкм, из исходного порошка с частицами большего среднего диаметра, причем
a) частицы исходного порошка на стадии деформации перерабатывают в частицы пластинчатой формы с соотношением диаметра к толщине, находящимся в интервале от 10:1 до 10000:1, и
b) частицы пластинчатой формы подвергают измельчающему размолу в присутствии интенсификатора помола.
Прибор Microtrac® ×100 для измерения размеров частиц может быть приобретен у фирмы Honeywell (США).
Диаметр и толщину частиц пластинчатой формы с целью последующего определения их соотношения измеряют методом оптической микроскопии. Для этого сначала две объемные части вязкотекучей прозрачной эпоксидной смолы смешивают с одной объемной частью частиц пластинчатой формы. Затем из полученной смеси путем вакуумирования удаляют попавшие в нее при перемешивании пузырьки воздуха. Освобожденную от пузырьков воздуха смесь выливают на ровную подложку и раскатывают по всей ее ширине валиком. Благодаря этому частицы пластинчатой формы приобретают предпочтительную ориентацию в поле течения между валиком и подложкой. Предпочтительной является такая ориентация пластинчатых частиц, согласно которой нормали к поверхностям частиц в среднем оказываются параллельны нормалям к поверхности гладкой подложки, то есть частицы пластинчатой формы располагаются слоями в среднем плоскопараллельно по отношению к подложке. После отверждения эпоксидной смолы из сформированной на поверхности подложки пластины вырезают образцы надлежащего размера. Эти образцы исследуют под микроскопом в перпендикулярном и параллельном подложке направлениях. При использовании снабженного калиброванной оптикой микроскопа и соблюдении достаточно точной ориентации частиц определяют размеры по меньшей мере пятидесяти частиц и вычисляют соответствующее среднее значение. Это среднее значение соответствует диаметру частиц пластинчатой формы. Затем исследуемый образец разрезают в перпендикулярном подложке направлении и под микроскопом с калиброванной оптикой, который использовали для измерения диаметра, определяют толщину частиц пластинчатой формы. Особое внимание при этом следует обращать на то, чтобы измерению подвергались частицы, расположенные как можно более плоскопараллельно относительно подложки. Поскольку частицы помещены в окружающую их со всех сторон оболочку из прозрачной эпоксидной смолы, выбор надлежащим образом ориентированных частиц и уверенное соотнесение наблюдаемых под микроскопом контуров с подлежащими оценке частицами не представляет никакого труда. Указанным выше образом определяют толщину по меньшей мере пятидесяти частиц и вычисляют соответствующее среднее значение. Это среднее значение соответствует толщине частиц пластинчатой формы. Используя измеренные выше средние значения диаметра и толщины пластинчатых частиц, вычисляют соотношение этих параметров.
Предлагаемым в изобретении способом прежде всего могут быть получены тонкодисперсные дуктильные металлические, легированные или композиционные порошки. При этом под дуктильными металлическими, легированными или композиционными порошками подразумеваются порошки, которые под действием механической нагрузки вплоть до достижения предела текучести испытывают пластическое удлинение, соответственно деформирование, прежде чем произойдет характерное повреждение материала (его переход в хрупкое состояние, разрушение). Подобные пластические изменения материала зависят от его свойств, и им соответствует интервал от 0,1% до нескольких сот процентов в расчете на первоначальную длину.
Степень дуктильности, то есть способности материалов под действием механического напряжения испытывать пластическую, то есть остаточную деформацию, можно определить, соответственно описать, путем механического испытания на растяжение и/или сжатие.
Для определения степени дуктильности путем испытания на механическое растяжение изготавливают образцы испытуемого материала, так называемые образцы для испытания на растяжение. Речь при этом может идти об образцах, обладающих, например, цилиндрической формой, средняя часть которых длиной, составляющей примерно 30-50% от общей длины образца, обладает диаметром, уменьшенным примерно на 30-50%. Образец для испытания на растяжение закрепляют в зажимном приспособлении электромеханической или электрогидравлической машины, предназначенной для испытания на растяжение. Прежде чем приступить к непосредственному механическому испытанию к средней части образца прикрепляют чувствительный элемент датчика длины, измерительная база которого составляет около 10% от общей длины образца. В процессе прикладывания механического растягивающего напряжения этот чувствительный элемент позволяет проследить за увеличением длины выбранной измерительной базы. Напряжение повышают до тех пор, пока оно не приведет к разрушению образца, после чего на основании графической записи зависимости удлинения от напряжения определяют численное значение доли пластической деформации в общем изменении длины образца. Материалы, доля пластической деформации которых, установленная при указанном испытании, составляет по меньшей мере 0,1%, в контексте настоящего изобретения считаются дуктильными.
Аналогичным образом на стандартной машине для испытаний на сжатие можно также подвергнуть механическому нагружению сжатием цилиндрический образец материала, соотношение диаметра которого к толщине составляет около 3:1. При этом достаточное механическое нагружение сжатием также приводит к возникновению остаточной деформации цилиндрического образца. После снятия сжимающей нагрузки и извлечения образца определяют увеличение соотношения его диаметра к толщине. Материалы, доля пластической деформации которых, установленная при указанном испытании, составляет по меньшей мере 0,1%, в контексте настоящего изобретения считаются дуктильными.
Предлагаемым в изобретении способом предпочтительно получают тонкодисперсные дуктильные легированные порошки, степень дуктильности которых составляет по меньшей мере 5%.
Согласно изобретению пригодность для измельчения самих по себе неспособных к дальнейшему измельчению легированных или металлических порошков повышают благодаря использованию интенсификаторов помола механического, механохимического и/или химического действия, которые добавляют целенаправленно или которые создают в процессе измельчения. Одним из важнейших аспектов подобного подхода является недопустимость изменения совокупного заданного химического состава порошка, полученного с использованием интенсификаторов помола, или даже оказание такого воздействия на порошок, которое приводило бы к улучшению его технологических свойств, например повышало способность порошка к спеканию, или текучесть.
Предлагаемый в изобретении способ пригоден для получения различных тонкодисперсных металлических, легированных или композиционных порошков со средним диаметром частиц D50, не превышающим 25 мкм.
Так, например, могут быть получены металлические, легированные или композиционные порошки, составу которых соответствует формула

в которой
А означает один или несколько следующих элементов: железо (Fe), кобальт (Со), никель (Ni),
В означает один или несколько следующих элементов: ванадий (V), ниобий (Nb), тантал (Та), хром (Сr), молибден (Мо), вольфрам (W), марганец (Мn), рений (Re), титан (Ti), кремний (Si), германий (Ge), бериллий (Be), золото (Аu), серебро (Аg), рутений (Ru), родий (Rh), палладий (Pd), осмий (Os), иридий (Ir), платина (Pt),
С означает один или несколько следующих элементов: магний (Мg), алюминий (Аl), олово (Sn), медь (Сu), цинк (Zn), и
D означает один или несколько следующих элементов: цирконий (Zr), гафний (Hf), редкоземельный металл, и
h, i, j и k означают массовые содержания, причем
h, i, j и k соответственно независимо друг от друга означают содержания от 0 до 100 мас.%,
при условии, что сумма h, i, j и k составляет 100 мас.%.
В формуле (I)
А предпочтительно означает один или несколько следующих элементов: железо (Fe), кобальт (Со), никель (Ni),
В предпочтительно означает один или несколько следующих элементов: ванадий (V), хром (Сr), молибден (Мо), вольфрам (W), титан (Ti),
С предпочтительно означает один или несколько следующих элементов: магний (Мg), алюминий (Аl), и
D предпочтительно означает один или несколько следующих элементов: цирконий (Zr), гафний (Hf), иттрий (Y), лантан (La).
h предпочтительно составляет от 50 до 80 мас.%, особенно предпочтительно от 60 до 80 мас.%,
i предпочтительно составляет от 15 до 40 мас.%, особенно предпочтительно от 18 до 40 мас.%,
j предпочтительно составляет от 0 до 15 мас.%, особенно предпочтительно от 5 до 10 мас.%,
k предпочтительно составляет от 0 до 5 мас.%, особенно предпочтительно от 0 до 2 мас.%.
Полученные согласно изобретению металлические, легированные или композиционные порошки состоят из частиц, обладающих небольшим средним диаметром D50. Средний диаметр частиц D50, определенный по ASTM С 1070-01 на измерительном приборе Microtrac® ×100, предпочтительно не превышает 15 мкм.
В качестве исходных порошков могут использоваться, например, порошки, которые уже обладают необходимым составом конечных металлических, легированных или композиционных порошков. Однако в соответствии с предлагаемым в изобретении способом можно использовать также смесь нескольких исходных порошков, причем необходимый состав конечных металлических, легированных или композиционных порошков обеспечивают только путем выбора надлежащего соотношения между исходными порошками. Кроме того, влияние на состав конечного металлического, легированного или композиционного порошка может также оказывать выбор интенсификатора помола, если он остается в конечном продукте.
В качестве исходных порошков предпочтительно используют порошки со сферической или угловатой формой частиц и определенным по ASTM С 1070-01 средним диаметром частиц D50, составляющим более 25 мкм, предпочтительно находящимся в интервале от 30 до 2000 мкм, особенно предпочтительно от 30 до 1000 мкм.
Необходимые исходные порошки могут быть получены, например, путем распыления расплавленных металлов через сопло и при необходимости последующей воздушной классификации или просеивания.
Согласно изобретению исходный порошок сначала подвергают переработке на стадии деформации. Стадия деформации может быть осуществлена в известном устройстве, например валковой дробилке, мельнице Гаметага, высокоэнергетической мельнице или истирателе, соответственно шаровой мельнице с мешалкой. Благодаря выбору надлежащих технологических параметров, прежде всего благодаря воздействию механических напряжений, достаточных для обеспечения пластической деформации материала, соответственно частиц порошка, отдельные частицы деформируются таким образом, что в конечном итоге они приобретают форму пластинок, толщина которых предпочтительно составляет от 1 до 20 мкм. Подобная деформация может быть реализована, например, путем воздействия однократных нагрузок в валковой или молотковой дробилке, многократного воздействия нагрузки при осуществлении кратковременных операций деформирования, например, путем ударного размалывания в мельнице Гаметага или мельнице Simoloyer®, или путем комбинирования ударного и фрикционного размалывания, например, в истирателе или шаровой мельнице. Высокая нагрузка на материал при подобном пластическом деформировании может вызвать нарушение его кристаллической структуры и/или переход материала в хрупкое состояние, что может использоваться для его измельчения на последующих технологических стадиях.
Кроме того, могут использоваться известные пирометаллургические методы ускоренного затвердевания с целью изготовления ленточек или так называемых флокенов. Последние также пригодны для последующего, описанного ниже измельчающего размола, как и полученные механическими методами частицы пластинчатой формы.
Используемые для осуществления стадии деформации устройства, размалывающие средства и прочие условия размола предпочтительно выбирают таким образом, чтобы содержание примесей, обусловленное истиранием и/или взаимодействием с кислородом или азотом, было как можно более низким и находилось ниже порога применимости конечного продукта, соответственно в пределах соответствующей спецификации на материал.
Это может быть обеспечено, например, благодаря надлежащему выбору материала, из которого выполнен резервуар для размола, и материала, из которого выполнено размалывающее средство, использованию газов, предотвращающих окисление и образование нитридов металлов, и/или добавлению защитных растворителей во время осуществления стадии деформации.
Согласно одному из особых вариантов осуществления предлагаемого в изобретении способа частицы пластинчатой формы получают на стадии быстрого затвердевания, реализуемой, например, путем так называемого прядения из расплава, то есть получают непосредственно из расплава путем его охлаждения на одном или нескольких, предпочтительно охлаждаемых валках или между такими валками, благодаря которому происходит непосредственное образование пластинок (флокенов).
Согласно изобретению получаемые на стадии деформации частицы пластинчатой формы подвергают измельчающему размолу. При этом, во-первых, изменяется соотношение между диаметром частиц и толщиной, причем, как правило, получают первичные частицы с соотношением диаметра к толщине от 1:1 до 10:1. Во-вторых, регулируют требуемый средний диаметр частиц, составляющий не более 25 мкм, без образования агломератов частиц, с трудом поддающихся повторному измельчению.
Измельчающий размол может быть выполнен, например, в мельнице, в частности эксцентриковой мельнице, а также в мельнице Гульбетта, предназначенной для горячего прессования прессе или аналогичных устройствах, вызывающих нарушение упорядоченности материала пластинчатых частиц, обусловленное разными скоростями его перемещения и нагружения.
Согласно изобретению измельчающий размол осуществляют в присутствии интенсификатора помола. В качестве интенсификаторов помола могут быть добавлены, например, жидкие интенсификаторы помола, воска и/или хрупкие порошки. При этом интенсификаторы помола могут оказывать механическое, химическое или механохимическое воздействие.
Под интенсификаторами помола подразумеваются, например, парафиновое масло, парафиновый воск, металлический порошок, легированный порошок, сульфиды металлов, соли металлов, соли органических кислот и/или порошок высокопрочного материала.
Хрупкие порошки или фазы действуют подобно механическим интенсификаторам помола и могут использоваться, например, в виде порошков из сплавов, элементов, высокопрочных материалов, карбидов, силицидов, оксидов, боридов, нитридов или солей. Так, например, используют предварительно измельченные порошки элементов и/или легированные порошки, которые совместно с используемым, трудно измельчаемым исходным порошком образуют обладающий необходимым составом конечный порошок.
В качестве хрупких порошков предпочтительно используют бинарные, тройные и/или состоящие из большего количества элементов композиции, образованные присутствующими в используемом исходном сплаве элементами А, В, С и/или D, причем А, В, С и D такие, как указано выше.
Могут использоваться также жидкие и/или легко деформируемые интенсификаторы помола, например воска. Соответствующими примерами могут служить углеводороды, такие как гексан, а также спирты, амины или водные среды. Речь при этом предпочтительно идет о соединениях, которые могут быть необходимы для осуществления последующих технологических операций и/или могут быть легко удалены по завершении измельчающего размола.
Могут использоваться также особые органические соединения, известные из области производства пигментов, где их применяют с целью стабилизации необразующих агломератов индивидуальных пластинчатых частиц в жидкой среде.
Согласно одному из особых вариантов осуществления изобретения используют интенсификаторы помола, вступающие в целенаправленное химическое взаимодействие с исходным порошком, для обеспечения успешного измельчения и/или установления определенного химического состава конечного продукта. Речь при этом может идти, например, о способных к деструкции химических соединениях, лишь один или несколько компонентов которых необходимы для обеспечения требуемого состава конечного продукта, причем по меньшей мере один компонент, соответственно одну составную часть, можно максимально полно удалить путем реализации теплового процесса.
Примерами подобных химических соединений могут служить восстанавливаемые и/или деструктируемые вещества, такие как гидриды, оксиды, сульфиды, соли, сахара, которые при осуществлении последующих технологических операций и/или в процессе пирометаллургической переработки порошкового продукта по меньшей мере частично удаляют из измельченного материала, причем остающаяся часть выполняет функцию добавки, обеспечивающей требуемый химический состав конечного порошка.
Кроме того, можно не добавлять интенсификатор помола специально, а получать его в процессе измельчающего размалывания in situ. Речь при этом может идти, например, о генерировании интенсификатора помола, осуществляемом благодаря добавлению химически активного газа, который в определенных условиях измельчающего размола вступает во взаимодействие с исходным порошком, образуя хрупкую фазу. В качестве химически активного газа предпочтительно используют водород.
Хрупкие фазы, создаваемые путем обработки химически активным газом, например, образуемые гидридами и/или оксидами фазы, могут быть удалены после успешного измельчающего размола, как правило, при осуществлении соответствующей технологической операции или в процессе дальнейшей переработки полученного тонкодисперсного металлического, легированного или композиционного порошка.
Интенсификаторы помола, которые не удаляют из получаемых согласно изобретению металлических, легированных или композиционных порошков или удаляют лишь частично, предпочтительно выбирают таким образом, чтобы остающиеся составные части оказывали желаемое воздействие на то или иное свойство материала, например улучшали его механические свойства, уменьшали подверженность коррозии, повышали твердость и улучшали абразивные свойства, соответственно фрикционные и антифрикционные характеристики. Примером подобного интенсификатора помола является высокопрочный материал, содержание которого на последующей технологической стадии повышают настолько, чтобы этот высокопрочный материал мог быть подвергнут дальнейшей переработке совместно с легированным компонентом в твердый сплав, соответственно композиционный материал, состоящий из высокопрочного материала и легированного компонента.
Согласно изобретению определенный по ASTM С 1070-01 на приборе Microtrac® ×100 средний диаметр D50 первичных частиц металлического, легированного или композиционного порошка, полученного в результате реализации стадии деформации и последующего измельчающего размола, не превышает 25 мкм.
Известные взаимодействия, происходящие между частицами сверхтонкого порошка несмотря на использование интенсификаторов помола, наряду с желаемым формированием мелких первичных частиц могут приводить к формированию более крупных вторичных частиц (агломератов), диаметр которых значительно превышает необходимый средний диаметр частиц, не превышающий 25 мкм.
В связи с этим после измельчающего размола предпочтительно осуществляют стадию деагломерации, которая обеспечивает разрушение агломератов и высвобождение первичных частиц. Деагломерация может быть осуществлена, например, путем приложения срезывающих усилий в виде механических и/или термических нагрузок и/или путем удаления ранее введенных между первичными частицами разделительных слоев. Используемые в особых случаях методы деагломерации реализуют с учетом степени агломерирования первичных частиц, назначения конечного тонкодисперсного порошка, его склонности к окислению и допустимого содержания примесей в готовом продукте.
Деагломерация порошка может быть осуществлена, например, механическими методами, в частности путем обработки в газовой противоточной струйной мельнице, просеивания, воздушной классификации или обработки в истирателе, смесителе или диспергаторе типа “ротор-статор”. Кроме того, для этой цели могут использоваться поля напряжений, подобные генерируемым при ультразвуковой обработке, термическая обработка, например осуществляемое под действием низких или высоких температур высвобождение, соответственно преобразование разделительного слоя, ранее введенного между первичными частицами, или химическое превращение введенных или целенаправленно созданных фаз.
Деагломерацию предпочтительно осуществляют в присутствии одной или нескольких жидкостей, вспомогательных диспергирующих добавок и/или связующих веществ. Подобным методом может быть получен шликер, паста, пластилин или суспензия с содержанием твердого вещества от 1 до 95 мас.%. Если содержание твердого вещества в таких композициях находится в интервале от 30 до 95 мас.%, они могут быть подвергнуты непосредственной переработке принятыми в порошковой технологии методами, например путем литья под давлением, отливки пленок, наслаивания, горячего литья, а затем превращены в конечный продукт путем осуществления операций сушки, удаления связующего вещества и спекания.
Для деагломерации особенно чувствительных к воздействию кислорода порошков предпочтительно используют газовую противоточную струйную мельницу, функционирующую с использованием инертного газа, например аргона или азота.
Полученные предлагаемым в изобретении способом металлические, легированные или композиционные порошки по сравнению с обычными порошками, полученными, например, путем распыления через сопло, частицы которых обладают аналогичным средним диаметром и аналогичным химическим составом, отличаются рядом специфических свойств.
Таким образом, другим объектом настоящего изобретения являются металлические, легированные и композиционные порошки со средним диаметром частиц D50, определенным по ASTM С 1070-01 на приборе Microtrac® ×100, не превышающим 25 мкм, которые могут быть получены предлагаемым в изобретении способом.
Так, например, предлагаемые в изобретении металлические, легированные и композиционные порошки обладают отличной способностью к спеканию. Плотность спекания, аналогичная плотности спекания порошков, полученных путем распыления через сопло, может быть достигнута при более низкой температуре. Из прессованных заготовок, обладающих определенной плотностью прессования, при одинаковой температуре спекания можно получить изделия с более высокой плотностью. Повышенная спекаемость предлагаемых в изобретении порошков проявляется, например, также в том, что усадка в процессе спекания вплоть до достижения ее максимального значения превышает усадку, происходящую при спекании полученных традиционным методом порошков.
Таким образом, еще одним объектом настоящего изобретения являются металлические, легированные или композиционные порошки с определенным по
ASTM С 1070-01 на приборе Microtrac® ×100 средним диаметром частиц D50, не превышающим 25 мкм, причем усадка, определенная посредством дилатометра по DIN 51045-1, вплоть до достижения ее максимального значения составляет по меньшей мере 1,05 от усадки полученного путем распыления через сопло металлического, легированного или композиционного порошка аналогичного химического состава и с аналогичным средним диаметром частиц D50, притом подлежащий испытанию порошок перед измерением усадки подвергнут уплотнению до плотности прессования, составляющей 50% от теоретической плотности.
При этом уплотнение исследуемого порошка можно осуществлять, добавляя обычные, способствующие прессованию средства, например парафиновый воск, другие воска, соли или органические кислоты, например стеарат цинка.
Под полученными распылением металлическими, легированными или композиционными порошками, по сравнению с которыми предлагаемые в изобретении порошки обладают улучшенной способностью к спеканию, подразумеваются порошки, полученные традиционно используемым, известным специалистам методом распыления через сопло.
Предпочтительную способность к спеканию предлагаемых в изобретении металлических, легированных и композиционных порошков наглядно демонстрируют кривые спекания, соответственно усадки, приведенные в качестве примера на Фиг.7.
На Фиг.7 показана усадка (S), соответственно скорость усадки (AS), сравнительного порошка (V) и предлагаемого в изобретении порошка (PZD) соответственно в относительных единицах в зависимости от температуры TN, нормированной к соответствующей температуре спекания TS.
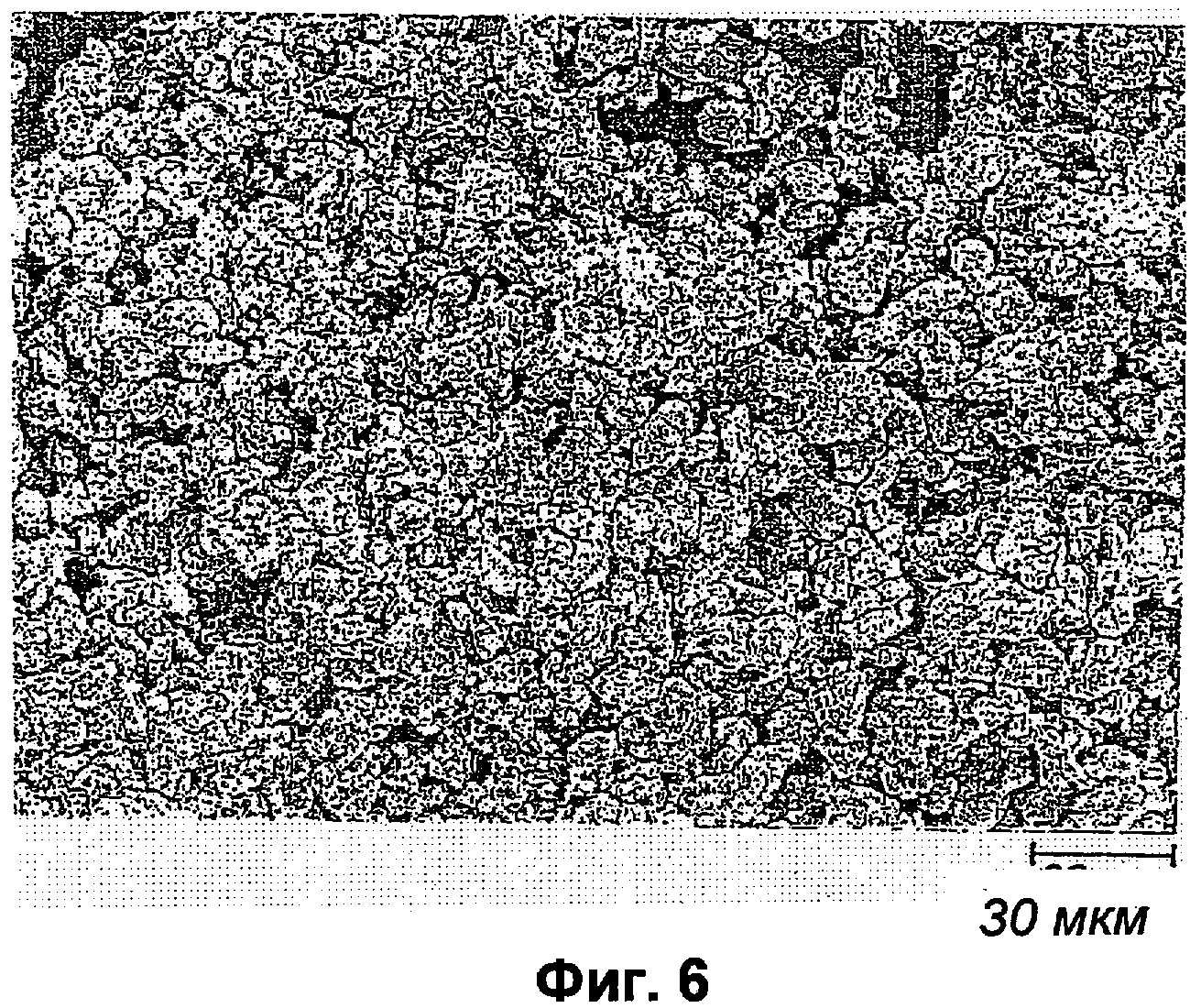
Под сравнительным порошком (V) подразумевается продукт, полученный путем выполненного в инертной атмосфере распыления через сопло, состав которого и морфология частиц соответствуют материалу, описанному в Примере 1. Распределение частиц по размеру (их показатель D50 составляет около 8,4 мкм) аналогично показанному на Фиг.5. Под предлагаемым в изобретении порошком (PZD) подразумевается порошок, полученный в соответствии с Примером 1, который обладает показанной на Фиг.6 морфологией частиц и содержит 0,4 мас.% кислорода.
После смешивания каждого из порошков с 3 мас.% микровоска, используемого в качестве облегчающей прессование добавки, путем их сжатия в прессовом штампе с усилием 400-600 мПа изготавливают прессованные заготовки. Плотность свежеизготовленных заготовок в обоих случаях составляет около 40% от теоретической плотности. Каждую из полученных прессованных заготовок подвергают спеканию в дилатометре по DIN 51045-1, используя в качестве защитного технологического газа аргон. Нагревание осуществляют со скоростью около 1 К/мин (соответственно примерно 6·10-4·Тs/мин, при этом Ts составляет около 1600 К). Чувствительный плунжер дилатометра не оказывает никакого давления на образец; в представляющей интерес температурной области спекания (от 0,5 до 0,95 TS) плунжер вносит измеримый вклад в достигаемую при спекании усадку.
При повышении температуры до 0,45*TS происходит вытеснение облегчающей прессование органической добавки. При продолжении осуществляемого с постоянной скоростью нагревания в интервале температур от 0,5 до 0,99 TS происходит непосредственное спекание с образованием твердых тел.
Преимущества предлагаемого в изобретении порошка обеспечиваются благодаря следующим, вытекающим из рассмотрения Фиг.7 эффектам и общим закономерностям. Для их понимания прежде всего следует ввести обозначения, используемые для общего описания процессов спекания:


Предлагаемые в изобретении порошки обладают следующими общими свойствами по сравнению с порошком, полученным традиционным методом распыления через сопло:
На основании приведенных выше неравенств могут быть сделаны следующие выводы, касающиеся различия свойств предлагаемого в изобретении порошка (PZD) и сравнительного порошка (V), полученного традиционным методом распыления через сопло.
- Предлагаемый в изобретении порошок обладает более широким температурным интервалом спекания.
- Предлагаемый в изобретении порошок обладает более низкой температурой начала усадки, при которой она составляет 10% от одинаковой для обоих порошков конечной усадки, и более низкой температурой, при которой усадка достигает максимального значения.
- Из рассмотрения максимумов скоростей усадки на соответствующих нормированных зависимостях, показанных на Фиг.7, следует, что предлагаемый в изобретении порошок обладает более низкой скоростью усадки приPZDТmax, чем сравнительный образец приVTmax.
- Предлагаемый в изобретении порошок обладает более широким начальным температурным интервалом до достижения максимальной усадки.
- Предлагаемый в изобретении порошок обладает более широким интервалом между температурой начала усадки и температурой достижения ее максимального значения.
- Предлагаемый в изобретении порошок обладает более широким интервалом между температурой, соответствующей усадке 10%, и температурой, соответствующей усадке 90%.
- Предлагаемый в изобретении порошок обладает более широким интервалом между температурой начала усадки и температурой, соответствующей усадке 90% от ее конечного значения.
Эти выводы относятся к однофазному исходному состоянию порошков. В случае присутствия других фаз не всегда должно соблюдаться соответствие всей совокупности неравенств (I)-(IХ): в частности, в прессованных заготовках, выполненных из предлагаемых в изобретении порошков, могут наблюдаться очень высокие скорости локальных усадок, обусловленные повышенной активизацией спекания жидких фаз, что является дополнительным преимуществом таких порошков с точки зрения технологических свойств. Однако справедливость неравенств (III), (IV), (VIII) и (IX) остается незыблемой и в этом случае.
Кроме того, предлагаемые в изобретении металлические, легированные и композиционные порошки в связи с особой морфологией образующих их частиц с шероховатой поверхностью отличаются высокой пригодностью для прессования и обеспечиваемой в результате прессования высокой плотностью, обусловленной сравнительно широким распределением частиц по размерам. Это проявляется в том, что при прочих равных условиях изготовления прессованные заготовки из порошков, полученных методом распыления через сопло, обладают более низким пределом прочности при изгибе нежели прессованные заготовки из предлагаемых в изобретении порошков аналогичного химического состава с аналогичным средним размером частиц D50. Дополнительное улучшение свойств прессованных заготовок может быть достигнуто, если использовать смеси порошков, содержащие от 1 до 95 мас.% предлагаемого в изобретении металлического, легированного или композиционного порошка и от 99 до 5 мас.% порошка, полученного методом распыления через сопло.
Кроме того, целенаправленное воздействие на способность полученных предлагаемым в изобретении способом порошков к спеканию может быть оказано благодаря выбору надлежащего интенсификатора помола. Так, например, в качестве интенсификатора помола можно использовать один или несколько сплавов, которые в связи с более низкой температурой плавления по сравнению с исходным сплавом уже в процессе нагревания образуют жидкие фазы, улучшающие взаимное расположение частиц, а также диффузию материалов, а следовательно, спекаемость, соответственно усадочные свойства, благодаря чему при аналогичной температуре могут быть достигнуты более высокие плотности спекания, или же плотность спекания, аналогичная плотности спекания сравнительных порошков, может быть достигнута при более низкой температуре этого процесса. Могут использоваться также химически деструктируемые соединения, продукты деструкции которых совместно с базовым материалом образуют жидкие фазы или фазы, обладающие повышенными коэффициентами диффузии, которые оказывают благоприятное воздействие на уплотнение.
Согласно результатам рентгенографических исследований на дифрактограммах предлагаемых в изобретении металлических, легированных и композиционных порошков обнаруживаются рефлексы, расширенные по сравнение с порошками, полученными методом распыления через сопло и обладающими аналогичным средним диаметром частиц и аналогичным химическим составом. Расширение рентгеновских рефлексов проявляется в увеличении соответствующих значений полуширины. Полуширина рентгеновских рефлексов предлагаемых в изобретении порошков, как правило, возрастает более чем в 1,05 раза. Причина этого явления заключается в механически напряженном состоянии частиц, наличии более высокой концентрации дислокации, то есть атомарных дефектов твердого тела, и размерах присутствующих в частицах кристаллитов. В случае композиционных порошков на соответствующих дифрактограммах наряду с расширенными рентгеновскими рефлексами основной фазы обнаруживаются фазы, обусловленные присутствием сплавов и/или технологическими причинами и имеющие большое значение для усадочных свойств.
Предлагаемый в изобретении способ позволяет получать металлические, легированные и композиционные порошки с целенаправленно регулируемым содержанием кислорода, азота, углерода, бора и кремния. В случае присутствия кислорода или азота использование повышенного количества энергии может способствовать образованию оксидных и/или нитридных фаз. Присутствие подобных фаз может быть желательным для определенных областей использования готовых порошков, поскольку способно обеспечить упрочнение материала. Подобное явление известно и его называют эффектом дисперсионного усиления частиц. Однако нередко наличие подобных фаз обусловливает ухудшение технологических свойств порошков (например, снижение их способности к уплотнению и спеканию). В связи с тем, что дисперсные фазы, как правило, инертны по отношению к сплавам, они могут оказывать препятствующее спеканию действие.
Осуществляемый согласно изобретению измельчающий размол обеспечивает немедленное сверхтонкое распределение указанных выше фаз в получаемом порошке. Следовательно, фазы, образующиеся в предлагаемых в изобретении металлических, легированных и композиционных порошках (например, фазы оксидов, нитридов, карбидов, боридов), распределены в них гораздо тоньше и равномернее, чем в получаемых традиционным методом порошках. Это, в свою очередь, обусловливает повышенную способность к спеканию по сравнению с введением аналогичных дискретных фаз.
Технологические свойства предлагаемых в изобретении металлических, легированных и композиционных порошков, например способность к прессованию и спеканию, а также пригодность для переработки методом литья металлических порошков под давлением, шликерным методом или методом литья пленок, часто могут быть также дополнительно улучшены путем примешивания металлических, легированных и композиционных порошков, полученных традиционными методами, прежде всего путем распыления через сопло.
Таким образом, еще одним объектом настоящего изобретения являются смеси, содержащие от 1 до 95 мас.% предлагаемого в изобретении металлического, легированного или композиционного порошка и от 99 до 5 мас.% полученного обычным методом металлического, легированного или композиционного порошка.
Предлагаемые в изобретении смеси предпочтительно содержат от 10 до 70 мас.% предлагаемого в изобретении металлического, легированного или композиционного порошка и от 90 до 30 мас.% металлического, легированного или композиционного порошка, полученного обычным методом.
Под полученным обычным методом металлическим, легированным или композиционным порошком предпочтительно подразумевается порошок, полученный путем распыления через сопло.
Полученный обычным методом металлический, легированный или композиционный порошок может обладать таким же химическим составом, как и смешиваемый с ним предлагаемый в изобретении порошок. Соответствующие смеси по сравнению с чистыми предлагаемыми в изобретении порошками отличаются прежде всего дополнительно улучшенной способностью к прессованию.
Однако возможен также разный химический состав предлагаемого в изобретении порошка и порошка, полученного обычным методом, образующих соответствующую смесь. В этом случае можно целенаправленно варьировать состав смеси и тем самым целенаправленно регулировать определенные свойства порошка, а следовательно, и свойства материала.
Ниже изобретение более подробно рассмотрено на примерах его осуществления, которые служат для понимания принципа, положенного в основу изобретения, и не ограничивают его объема.
Приведенные в примерах значения среднего диаметра частиц D50 определяли по ASTM С 1070-01 на измерительном приборе Microtrac® ×100 фирмы Honeywell (США).
Пример 1
В качестве исходного порошка использовали распыленный через сопло посредством аргона легированный порошок типа Nimonic® 90, обладающий составом Ni20Cr16Co2,5Ti1,5Al. Полученный порошок просеивали, отбирая фракции с размером частиц в интервале от 53 до 25 мкм. Плотность порошка составляла около 8,2 г/см3. Как показано на Фиг.1, частицы исходного порошка обладали преимущественно сферической формой (снимок получен в растровом электронном микроскопе при 300-кратном увеличении).
Исходный порошок подвергали деформационному размолу в вертикальной шаровой мельнице с мешалкой (фирма Netzsch Feinmahltechnik, тип PR 1S), в результате которого частицы первоначальной сферической формы приобретали форму пластинок. Использовали, в частности, следующие параметры размола:

На Фиг.2 показан снимок полученных после осуществления стадии деформации пластинчатых частиц (растровый электронный микроскоп, 300-кратное увеличение). Форма частиц в результате специальной обработки претерпела существенные изменения по сравнению с исходным порошком. На снимке можно видеть также дефекты структуры материала (трещинообразование).
Далее порошок подвергали измельчающему размолу. Для этой цели использовали эксцентриковую вибрационную мельницу (фирма Siebtechnik GmbH, ESM 324) и следующие технологические параметры:

В результате двухчасового измельчающего размола получали образованные мелкими первичными частицами агломераты. На Фиг.3 приведен снимок продукта, полученный в растровом электронном микроскопе при 1000-кратном увеличении. На снимке видны агломераты (вторичные частицы) со структурой, напоминающей цветную капусту, причем диаметр первичных частиц гораздо меньше 25 мкм.
Для получения отдельных первичных частиц образец первичных частиц, соответственно, состоящих из них агломератов, на третьей технологической стадии в течение 10 минут подвергали деагломерации путем ультразвуковой обработки, осуществляемой в ультразвуковом приборе TG 400 (фирма Sonic Ultraschallanlagenbau GmbH) в среде изопропанола при нагрузке, составляющей 50% от максимальной мощности прибора.
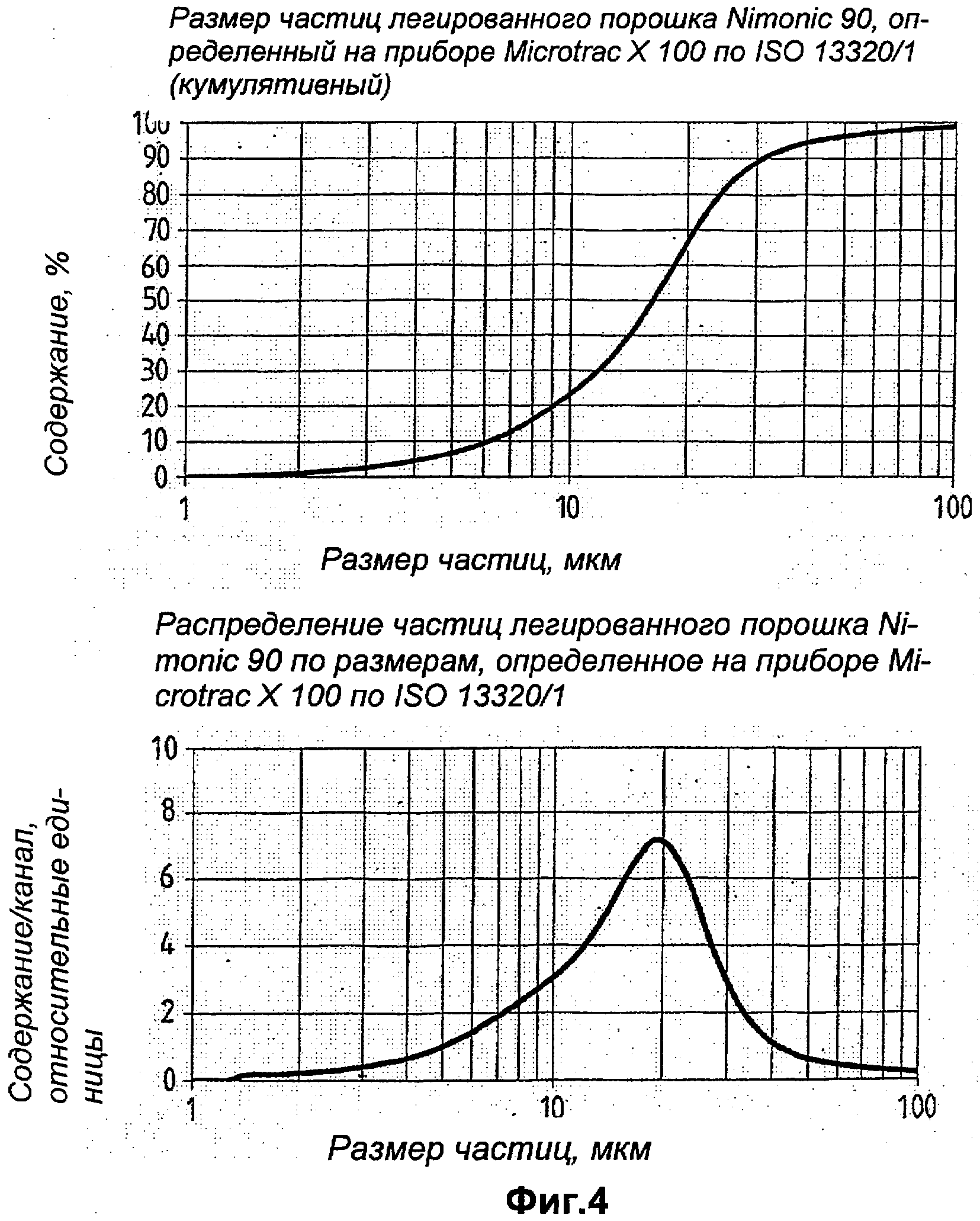
Распределение частиц подвергнутого деагломерации образца по размерам определяли по ASTM С 1070-01 на приборе Microtrac® ×100 (изготовитель фирма Honeywell, США). Получали показанную на фиг.4 кривую распределения частиц по размерам. Показатель D50 исходного порошка составлял 40 мкм и после осуществления предлагаемой в изобретении обработки снижался примерно до 15 мкм.
Остальное количество полученных на стадии измельчающего размола первичных частиц на альтернативной третьей технологической стадии подвергали деагломерации, осуществляемой путем обработки в газовой противоточной струйной мельнице и последующей ультразвуковой обработки в среде изопропанола в ультразвуковом приборе TG 400 (фирма Sonic Ultraschallanlagenbau GmbH) при нагрузке, составляющей 50% от максимальной мощности прибора. Размер частиц также определяли на приборе Microtrac®×100. Полученная кривая распределения частиц по размерам показана на Фиг.5. Показатель D50 после деагломерации не превышал 8,4 мкм. Это подтверждает возможность дальнейшего увеличения содержания мелких частиц путем дополнительной высокоэнергетической обработки полученного согласно изобретению порошка.
Полученный в растровом электронном микроскопе снимок частиц, подвергнутых обработке в газовой противоточной струйной мельнице, приведен на Фиг.6 (600-кратное увеличение). Благодаря использованию надлежащего метода воздушной классификации предоставляется возможность получения легированных порошков, обладающих еще более узким распределением частиц по размерам. Таким образом, технически возможно рентабельное получение частиц, показатель D50 которых составляет примерно менее 8 мкм.
Введенный в качестве интенсификатора помола парафин может быть удален путем термической деструкции и/или испарения в процессе дальнейшей переработки легированного порошка, осуществляемой методами порошковой металлургии, соответственно может использоваться в качестве вспомогательного вещества при последующем прессовании.
Пример 2
Получение сверхтонких порошков Fe24Cr10Al1Y с использованием механического интенсификатора помола без изменения состава исходного порошка
500 г исходного легированного порошка Fe24Cr10Al1Y, сферические частицы которого обладали средним диаметром (D50), составляющим 40 мкм, в условиях, аналогичных Примеру 1, перерабатывали в порошок с частицами пластинчатой формы.
Затем осуществляли измельчающий размол пластинчатых частиц в эксцентриковой вибрационной мельнице, как описано в Примере 1. При этом в качестве интенсификатора помола добавляли смесь измельченных хрупких порошков Fe70Cr, Fe60Al и Fe16Y со средним диаметром частиц около 40 мкм и тонкодисперсный порошок железа (Fe) со средним диаметром частиц D50, составляющим 10 мкм.
Для измельчающего размола использовали 15 г интенсификатора помола. Типичным для данной стадии является добавление около 10 об.% обладающего механическим действием интенсификатора помола. В зависимости от поставленной цели может оказаться целесообразным также добавление меньших количеств интенсификаторов помола. Состав используемого интенсификатора помола представлен в Таблице 1. Образуется смесь, содержащая 65 мас.% железа (Fe), 24 мас.% хрома (Сr), 10 мас.% алюминия (Al) и 1 мас.% иттрия (Y). Таким образом, благодаря выбору указанных в Таблице 1 количеств образующих интенсификатор помола сплавов химический состав исходного порошка не изменяется. Композиционный порошок, полученный предлагаемым в изобретении способом, обладает особым распределением использованных для его получения компонентов (исходного порошка, интенсификатора помола), благодаря чему в процессе дальнейшей переработки этого порошка, осуществляемой, например, путем спекания, или иной термической обработки, он претерпевает металлургическое изменение.
После измельчающего размола и выполненной в ультразвуковом поле деагломерации получали композиционный порошок со средним диаметром частиц D50, составляющим 15 мкм. После дополнительной термической обработки из подобного композиционного порошка может быть получен металлургический сплав.
Пример 3
Получение сверхтонких порошков Fe24Cr10Al1Y с использованием механического интенсификатора помола и изменением состава по сравнению с исходным порошком
В отличие от Примера 2 в данном случае стремились изменить химический состав в процессе измельчения, соответственно его изменение было допустимым. Полученный путем распыления Fe25,6Cr10,67Al легированный порошок со средним диаметром частиц D50, составляющим 40 мкм, подвергали деформации в условиях, аналогичных описанным в Примере 1. Получали частицы пластинчатой формы со средним диаметром D50, составляющим 70 мкм, которые выглядели в основном также, как в Примере 1.
Затем пластинчатые частицы подвергали измельчающему размолу. Его осуществляли аналогично Примеру 1, однако в качестве интенсификатора помола использовали 10 г порошка Fe16Y со средним диаметром частиц D50, составляющим 40 мкм, причем длительность измельчения составляла 2 часа.
В Таблице 2 приведены состав и количество исходного легированного порошка с пластинчатыми частицами и сплава, добавляемого в качестве интенсификатора измельчающего размола.
Как следует из приведенных в Таблице 2 данных, полученный в результате измельчающего размола композиционный порошок обладал составом Fe24Cr10Al1Y. Его подвергали ультразвуковой обработке, в результате которой получали композиционный порошок со средним диаметром частиц D50, составляющим 13 мкм.
Пример 4
Пример выполняли аналогично Примеру 3, однако в качестве интенсификатора помола использовали смесь нескольких хрупких материалов и чистый железный порошок.
В Таблице 3 приведены состав и навески исходного порошка и интенсификатора помола. Хрупкие интенсификаторы помола Fe60Al, Fe70Cr и Y2,2H перед использованием подвергали размолу на отдельной стадии измельчения, получая частицы со средним диаметром D50, составляющим 40 мкм. Средний диаметр частиц используемого порошка железа (Fe) D50 составлял 10 мкм.
Как следует из приведенных в Таблице 3 данных, полученный в результате измельчающего размола композиционный порошок обладал составом Fe24Cr10Al1Y. Его подвергали ультразвуковой обработке, в результате которой получали композиционный порошок со средним диаметром частиц D50, составляющим 15 мкм.
Пример 5
Получение сверхтонкого порошка Fe24Cr10Al1Y из двух порошков сплава железа, хрома и алюминия (FeCrAl) и Fe16Y в качестве единственного хрупкого механического интенсификатора помола
Каждый из двух полученных распылением через сопло легированных порошков состава Fe19,9Cr24,8Al, соответственно Fe27,9Cr5Al, со средним диаметром частиц D50, составляющим 40 мкм, перерабатывали аналогично Примеру 1 на отдельно реализуемых стадиях деформации, получая пластинчатые частицы со средним диаметром D50, составляющим 70 мкм, внешний вид которых в основном не отличался от показанных на Фиг.2 частиц.
При последующем измельчающем размоле в качестве единственного интенсификатора помола использовали порошок особо хрупкого сплава Fe16Y, предварительно размолотый до частиц со средним диаметром D50, составляющим около 40 мкм. Измельчающий размол осуществляли аналогично Примеру 1, причем его продолжительность составляла 2,5 часа.
В Таблице 4 приведены состав и навески обоих исходных легированных порошков FeCrAl с частицами пластинчатой формы и хрупкого интенсификатора помола Fe16Y.
Как следует из приведенных в Таблице 4 данных, полученный в результате измельчающего размола композиционный порошок обладал составом Fe24Cr10Al1Y. Его подвергали ультразвуковой обработке, в результате которой получали композиционный порошок со средним диаметром частиц D50, составляющим 12 мкм.
Пример 6
Получение интенсификатора помола in situ
Полученный методом распыления легированный порошок состава Ni15Co10Cr5,5Al4,8Ti3Mo1V, коммерчески доступный под торговым наименованием IN 100®, подвергали осуществляемой в инертной атмосфере деформации, как описано в Примере 1.
При последующем измельчающем размоле хрупкий интенсификатор помола не добавляли, однако он образовывался в процессе размола in situ. С этой целью эксцентриковую вибрационную мельницу заполняли газовой смесью, содержащей 94 об.% аргона и 6 об.% водорода. При этом рабочий объем мельницы был термически изолирован таким образом, чтобы температура процесса установилась на уровне примерно 300°С благодаря выделяющейся во время размола тепловой энергии. Остальные условия размола соответствовали указанным в Примере 1. Повышенная температура и присутствие водорода в составе технологического газа обеспечивали образование хрупких соединений титана с водородом (Ti-H), а также ванадия с водородом (V-H), действие которых было аналогично используемым в примерах 1-5 интенсификаторам помола и, следовательно, способствовало измельчению. В результате трехчасового размола в содержащей водород атмосфере получали легированный порошок со средним диаметром частиц D50, составляющим 13 мкм.
Полученный сверхтонкий порошок по своему химическому составу лишь незначительно отличался от исходного порошка. Содержание водорода возрастало, составляя менее 1000 частей на млн. В процессе последующей переработки полученного в соответствии с изобретением легированного порошка путем спекания в вакууме содержание водорода вновь снижалось и составляло менее 50 частей на млн.
Пример 7
Порошок кремния (Si) в качестве интенсификатора помола
Полученный методом распыления через сопло легированный порошок Ni38Cr8,7Al1,09Hf со средним диаметром сферических частиц D50, составляющим 40 мкм, подвергали переработке на стадии деформации, как описано в Примере 1.
150 г полученного в истирателе порошка с частицами пластинчатой формы подвергали измельчающему размолу в эксцентриковой вибрационной мельнице, как описано в Примере 1, причем в качестве интенсификатора помола использовали 13 г порошка кремния (Si) со средним диаметром частиц D50, составляющим 40 мкм. В результате двухчасового размола получали легированный порошок требуемого состава (Ni35Cr8Al8Si1Hf) со средним диаметром частиц D50, составляющим 10,5 мкм. Использование кремния желательно, соответственно необходимо, чтобы получить сплав требуемого состава. Из возможных хрупких интенсификаторов помола кремний особенно пригоден в связи с присущими ему свойствами. Содержание кислорода в подвергнутом обработке порошке составляло около 0,4 мас.%.
Пример 8
Полученный методом распыления легированный порошок Ni38Cr8,7Al1,09Hf со средним диаметром сферических частиц D50, составляющим 40 мкм, подвергали переработке на стадии деформации, как описано в Примере 7, используя истиратель (шаровую мельницу с мешалкой).
Последующий измельчающий размол осуществляли также в шаровой мельнице с мешалкой в присутствии 13 г используемого в качестве интенсификатора помола порошка кремния (Si) при следующих технологических параметрах:

По завершении 1,5-часового измельчающего размола и последующего ультразвуковой деагломерации получали легированный порошок со средним диаметром частиц D50, составляющим 13 мкм (измерительный прибор Microtrac® ×100). При этом использование кремния желательно, соответственно необходимо, для установления требуемого конечного состава Ni35Cr8Al8Si1Hf, а с технологической точки зрения кремний выбран, чтобы обеспечить необходимую эффективность измельчения. Из используемых в качестве интенсификаторов помола элементов кремний наилучшим образом пригоден в связи с присущей ему хрупкостью. Измельчающий размол приводил к повышению содержания кислорода в порошке. В конце размола оно составляло 0,4 мас.%.
Пример 9
Полученный методом распыления через сопло легированный порошок состава Ni17Mo15Cr6Fe5W1Co со средним диаметром сферических частиц D50, составляющим 40 мкм, коммерчески доступный под торговым наименованием Hastelloy® С, подвергали деформации, как описано в Примере 1.
Далее порошок с частицами пластинчатой формы подвергали измельчающему размолу в эксцентриковой вибрационной мельнице в присутствии используемого в качестве интенсификатора помола карбида вольфрама (WC) в следующих условиях:
В результате измельчающего размола получали композиционный порошок, состоящий из сплава и высокопрочного материала, причем средний диаметр D50 частиц сплава составлял около 5 мкм, а средний диаметр D50 частиц высокопрочного материала составлял около 1 мкм. Частицы высокопрочного материала были преимущественно равномерно распределены в объеме легированного порошка.
Композиционный порошок, состоящий из сплава и высокопрочного материала, можно было обычным методом переработать в пригодный для нанесения распылением порошок. Для этого к 163 г полученного предлагаемым в изобретении способом композиционного порошка, состоящего из сплава и высокопрочного материала, добавляли 797 г карбида вольфрама со средним размером частиц по ASTM В 330 (FSSS), составляющим 1 мкм, этанол, поливиниловый спирт и стабилизаторы суспензий с целью диспергирования и получения суспензии. Получали суспензию, содержащую до 25 об.% металлической связующей фазы и до 75 об.% образованной карбидом вольфрама фазы высокопрочного материала. Эту суспензию подвергали дополнительной переработке путем распылительного гранулирования и воздушной классификации, получая предназначенный для нанесения распылением полуфабрикат с частицами размером от 20 до 63 мкм. Из этого полуфабриката сначала удаляли органические вспомогательные вещества путем пропускания газа при температуре от 100 до 400°С, после чего осуществляли спекание в инертной атмосфере при температуре около 1300°С. При этом возникали прочные связи между гранулами и менее прочные связи между отдельными зернами гранул. В заключение осуществляли деагломерацию и воздушную классификацию, получая фракцию с необходимыми размерами зерен (например, от 15 до 45 мкм). Полученный порошок можно использовать для изготовления деталей с покрытием из твердого металла, соответственно композита, состоящего из сплава и высокопрочного материала, путем осуществляемого известными методами термического напыления.
Пример 10
Титановый порошок со средним диаметром частиц D50, составляющим 100 мкм, перерабатывали предлагаемым в изобретении способом аналогично Примеру 1.
Полученный порошок подвергали дальнейшей переработке путем измельчающего размола аналогично Примеру 1, причем к навеске обладающих пластинчатой формой частиц титана (150 г), в качестве интенсификатора помола добавляли 10 г гидрида титана TiH2. В результате измельчающего размола получали тонкодисперсный титановый порошок со средним диаметром частиц D50, составляющим около 15 мкм.
Титановый порошок, полученный предлагаемым в изобретении способом, можно перерабатывать в формованные изделия, используя обычную технологию. Полученный титановый порошок защищали от окисления, храня его под слоем органического растворителя, например н-гескана. Перед дальнейшей металлургической переработкой к титановому порошку добавляли длинноцепочечные углеводороды, например парафин, или амины. С этой целью парафин растворяли, например в н-гексане, раствор добавляли к порошку, после чего удаляли н-гексан путем испарения при непрерывном перемешивании порошка. Это обеспечивало капсулирование поверхности частиц, что предотвращало неконтролируемое поглощение кислорода и улучшало способность порошка к переработке прессованием. Благодаря этому обеспечивали возможность переработки титанового порошка на воздухе.
После одноосного прессования порошка в формованные изделия путем термической обработки осуществляли удаление органических компонентов, термическую деструкцию интенсификаторов помола, а также спекание в формованные изделия высокой плотности.
Пример 11
Пластинчатые частицы легированного порошка 17-4 РН® (Fe17Cr12Ni4Cu2.5Mo0.3Nb), полученные аналогично Примеру 1, подвергали обработке в противоточной мельнице. Отношение диаметра пластинчатых частиц к толщине составляло около 1000:1 при среднем диаметре D50, составляющем 150 мкм. Обработку порошка в противоточной мельнице осуществляли в атмосфере инертного газа. В качестве интенсификатора помола использовали полученный распылением через сопло неподвергнутый предварительной обработке материал из аналогичного сплава с частицами сферической формы диаметром от 100 до 63 мкм. Рабочий резервуар емкостью около 5 л заполняли 2,5 л порошка (насыпной объем), содержащего 67 мас.% интенсификатора помола и 33 мас.% частиц пластинчатой формы и приступали к размолу. Просеивание полученной тонкодисперсной фракции осуществляли путем соответствующей настройки последовательно подключенного к мельнице воздушного классификатора (на размер частиц 10 мкм).
В отличие от предыдущих примеров благодаря описанной выше технологии измельчающий размол и в большинстве случаев необходимую деагломерацию осуществляли в одну стадию. Особенностью подобной технологии явилось использование аналогичного легированному порошку или подобного ему интенсификатора помола в виде неизмельчаемого или плохо измельчаемого порошка, который в процессе размола обеспечивал более интенсивный перенос энергии, а следовательно, усиление эффекта измельчения.
Пример 12
Полученный распылением через сопло легированный порошок Ni17Mo15Cr6Fe5W1Co с диаметром частиц от 100 до 63 мкм, коммерчески доступный под торговым наименование Hastelloy® С, подвергали механической обработке в высокоэнергетической мельнице (эксцентриковой вибрационной мельнице) в следующих условиях:

Получали частицы пластинчатой формы толщиной около 20 мкм с отношением диаметра к толщине 1:2.
Затем осуществляли измельчающий размол в газовой противоточной струйной мельнице. В процессе размола благодаря надлежащей настройке последовательно подключенного к мельнице воздушного классификатора отбирали частицы с диаметром менее 20 мкм. Подобным образом получали тонкодисперсный легированный порошок, частицы которого после ультразвуковой обработки обладали средним диаметром D50, составляющим 12 мкм, и определенным на приборе Microtrac® ×100 показателем D90, составляющим 20 мкм.
Реферат
Изобретение относится к способу получения металлических, легированных и композиционных порошков со средним диаметром частиц D50, не превышающим 25 мкм из исходного порошка с частицами большего среднего диаметра, а также к получаемому указанным способом металлическому, легированному и композиционному порошку. Частицы исходного порошка на стадии деформации перерабатывают в частицы пластинчатой формы с отношением диаметра к толщине, находящимся в интервале от 10:1 до 10000:1. Частицы пластинчатой формы подвергают измельчающему размолу в присутствии интенсификатора помола. Техническим результатом является возможность получения дуктильных металлических порошков и сплавов и возможность целенаправленного регулирования свойств порошков. 3 н. и 43 з.п. ф-лы, 7 ил., 4 табл.
Формула
a) частицы исходного порошка перерабатывают на стадии деформации в частицы пластинчатой формы с отношением диаметра к толщине, находящимся в интервале от 10:1 до 10000:1, и
b) частицы пластинчатой формы подвергают измельчающему размолу в присутствии интенсификатора помола.

в которой А означает один или несколько из элементов: железо (Fе), кобальт (Со), никель (Ni),
В означает один или несколько из элементов: ванадий (V), ниобий (Nb), тантал (Та), хром (Сr), молибден (Мо), вольфрам (W), марганец (Мn), рений (Re), титан (Ti), кремний (Si), германий (Ge), бериллий (Be), золото (Аu), серебро (Ag), рутений (Ru), родий (Rh), палладий (Pd), осмий (Os), иридий (Ir), платина (Pt),
С означает один или несколько из элементов: магний (Мg), алюминий (Аl), олово (Sn), медь (Сu), цинк (Zn), и
D означает один или несколько из элементов: цирконий (Zr), гафний (Hf), редкоземельный металл, и
h, i, j и k означают массовые содержания, причем
h, i, j и k соответственно независимо друг от друга означают содержания от 0 до 100 мас.%,
при условии, что сумма h, i, j и k составляет 100 мас.%.
А означает один или несколько из элементов: железо (Fe), кобальт (Со), никель (Ni),
В означает один или несколько из элементов: ванадий (V), хром (Сr), молибден (Мо), вольфрам (W), титан (Ti),
С означает один или несколько из элементов: магний (Mg), алюминий (Аl), и
D означает один или несколько из элементов: цирконий (Zr), гафний (Hf), иттрий (Y), лантан (La).
h составляет от 50 до 80 мас.%,
i составляет от 15 до 40 мас.%,
j составляет от 0 до 15 мас.%,
k составляет от 0 до 5 мас.%
при условии, что сумма h, i, j и k составляет 100 мас.%.
h оставляет от 50 до 80 мас.%,
i составляет от 15 до 40 мас.%,
j составляет от 0 до 15 мас.%,
k составляет от 0 до 5 мас.%
при условии, что сумма h, i, j и k составляет 100 мас.%.
Документы, цитированные в отчёте о поиске
Способ получения невзрывоопасного порошка, содержащего тонкодисперсные частицы металла (варианты) и порошкообразная смесь (варианты)
Комментарии