Составной валок - RU2158640C2
Код документа: RU2158640C2
Чертежи

Описание
Данное изобретение относится к составному валку, включающему, по меньшей мере, одно кольцо из цементированного карбида и оболочку из узловатого литейного чугуна. Составной валок можно изготовить в виде цельного изделия или валкового кольца для прикрепления к ведущему шпинделю.
Составные валки из цементированного карбида для горячей или холодной прокатки состоят из одного или нескольких колец из цементированного карбида с оболочкой из чугуна, присоединенных к ведущему шпинделю различными соединительными фланцами с топорными устройствами. Одна из проблем с такими валками состоит в том, что во время охлаждения от температуры литья оболочка подвергается усадке в большей степени, чем кольцо из цементированного карбида. В результате возникают силы, направленные к кольцу из цементированного карбида и порождающие усилия на внешней поверхности кольца, которые действуют перпендикулярно к микротрещинам, образовавшимся на поверхности валка во время прокатки.
Под влиянием этих растягивающих усилий микротрещины разрастаются в глубину, что может вызвать разрушение валка или необходимость в лишней обрубке, что ограничивает вальцующую способность валка.
В патентах США NN 5 248 289 и 5359 772 указано, что даже цельный валок можно изготовить таким же образом при наличии хорошего соединения между литьевым чугуном и цементированным карбидом. Однако термообработка цельных валков длиной до 2500 мм требует использования печей большого размера, а длительная стадия термообработки увеличивает время полного цикла. Полученная структура со смесью баинита и остаточного аустенита также поддается обработке с большим трудом.
Одно из решений этой проблемы описано в патенте США N 5 104 458, согласно которому одно из несколько колец из цементированного карбида отливаются в оболочку из графитового литейного чугуна, которая после литья содержит структуры баинита и остаточного аустенита, предпочтительно в количестве 15-20 вес. %, который при последующих одной или нескольких стадиях термообработки полностью или частично превращается в баинит. Таким образом достигается благоприятное напряженное состояние. Однако эта термообработка является дорогостоящим и длительным процессом, которого желательно избежать.
Задачей изобретения является создание в валке желательного напряженного состояния в сочетании с хорошим металлургическим сцеплением без последующей термообработки.
Согласно
изобретению в составном валке для горячей или холодной прокатки, включающем, по меньшей мере, одно кольцо из
цементированного карбида, отлитое
в оболочку из сплава, представляющего собой по существу
графитовый литейный чугун, литейный чугун имеет более 40 об.% перлита, дополнительно содержит медь при
следующем соотношении компонентов,
вес.%:
Кремний (Si) - 1,9-2,8
Магний (Mg)
- 0,02-0,10
Никель (Ni) - 0,5-4,0
Марганец (Mn) - 0,1-1,0
Медь (Cu)
- <2
Молибден (Mo)
- <
1
Железо - Остальное
и имеет Сэкв, равный 2,5-6,0, где Cэкв = %C + 0,3 (%Si + %P).
Кроме того,
валок отличается тем, что литейный
чугун содержит,
вес. %:
Кремний (Si) - 2,1-2,5
Магний (Mg) - 0,04-0,07
Никель (Ni) - 1-2
Марганец (Mn) - 0,6-0,7
Медь
(Cu) - 0,01-1
Молибден
(Mo) - <1
Железо - Остальное
и имеет Cэкв, равный 3,5-5.
Согласно данному изобретению было установлено, что при использовании в качестве литейного материала сплава со структурой перлита и феррита получается желательное напряженное состояние в сочетании с хорошим металлургическим сцеплением без последующей термообработки валка. Литейный чугун легко поддается обработке в литом состоянии и обладает такой твердостью и жесткостью, которые находятся в равновесии при использовании валка.
На фиг. 1 показан составной валок, состоящий из кольца из цементированного карбида 2 и оболочки из литейного чугуна 1, которая крепится на шпинделе.
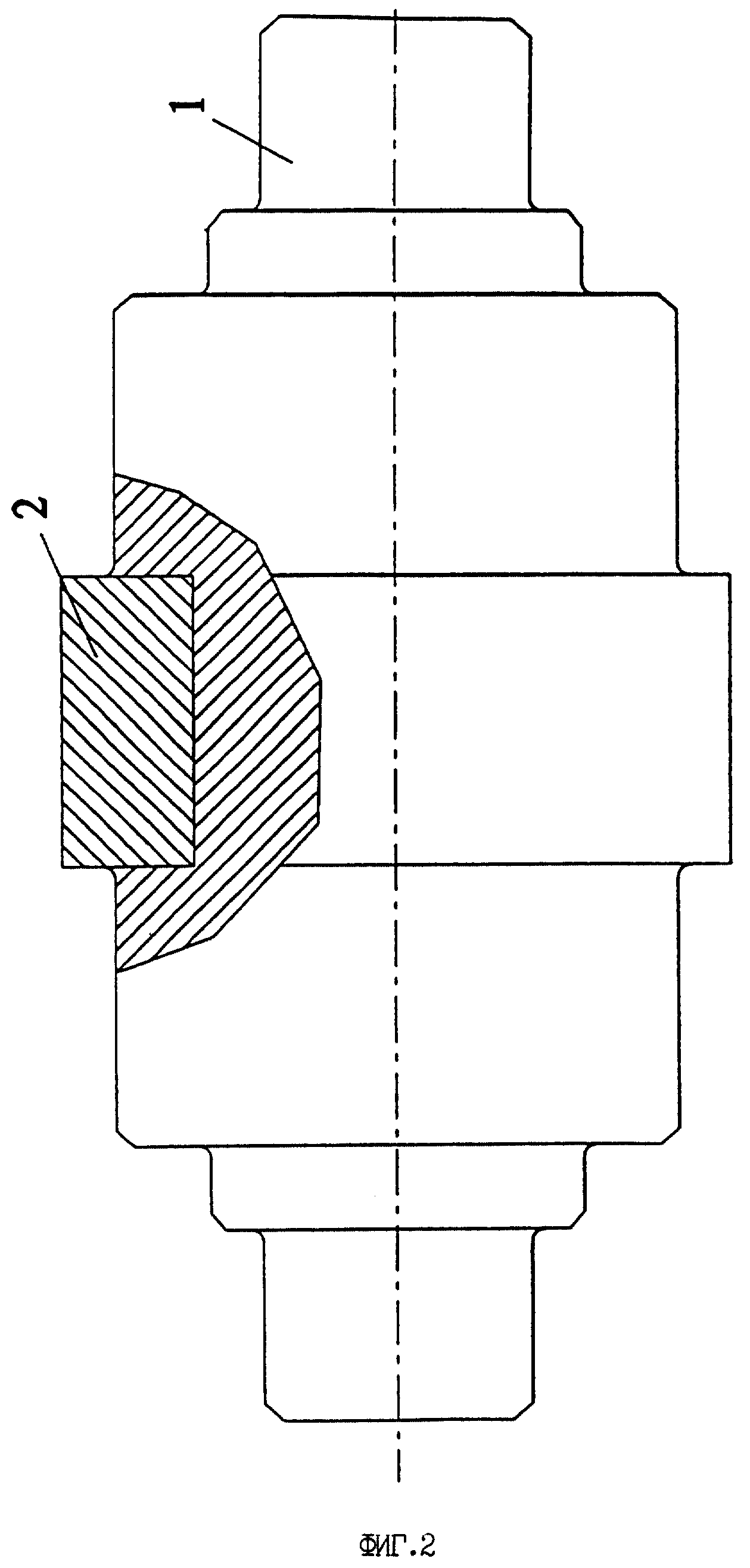
На фиг. 2 изображен цельный валок, включающий сердечник и цапфы с одним литым кольцом из цементированного карбида 2.
На фиг. 3 показана микроструктура узловатого литого чугуна согласно изобретению, где 3 - включения графита; 4 - перлит; 5 - феррит.
Согласно настоящему изобретению цементированный карбид отливают в оболочку из графитового литейного чугуна, имеющего состав, подобранный таким образом, чтобы углеродный эквивалент Cэкв = %C + 0,3•(%Si + %P) равнялся 2,5-6, предпочтительно, 3,5-5. В литейный сплав добавляют ферросилициймагний и/или никель-магний до содержания магния 0,02-0,10 вес.%, предпочтительно 0,04-0,07 вес.%.
За счет затравки ферросилицием литейный чугун содержит кремний в количестве 1,9-2,8 вес.%, предпочтительно 2,1-2, 5 вес.%. Таким образом получают узловатый литейный чугун, содержащий диспергированный сфероидальный графит. Кроме того, добавляют элементы, замедляющие диффузию углерода, предпочтительно никель в количестве 0,5-4,0, предпочтительно 1-2 вес.%, и марганец в количестве 0,1-1,0 предпочтительно 0,6-0,7 вес.%, при этом получают структуру перлита и феррита с содержанием не менее 40% об. перлита и некоторого количества, менее 5% об., остаточного аустенита. Ni и/или Cu можно частично заменить молибденом в количестве до 1 вес.%. Если вес части валка, изготовленного из литого чугуна, больше 1000 кг, следует добавлять менее 2 вес.%, предпочтительно, 0,01-1 вес.% Cu. В литом состоянии литейный чугун в валке имеет твердость по Бринеллю, равную 190-250, если вес части валка, изготовленной из чугуна, составляет 200-1000 кг.
Согласно одному аспекту валок представляет собой цельное изделие, включающее сердечник и цапфы с, по меньшей мере, одним кольцом из цементированного карбида.
Сердечник валка и цапфы могут быть изготовлены из другого литейного сплава. Например, на фиг. 1 показан составной валок, состоящий из кольца 2 из цементированного карбида и оболочки 1 из литейного чугуна, устанавливаемой на шпинделе, а на фиг. 2 изображен цельный валок, включающий сердечник и цапфы 1 с одним отлитым кольцом 2 из цементированного карбида. Как показано на фиг. 3, микроструктура узловатого литейного чугуна в валке содержит включения графита 3, перлит 4 и феррит 5.
Согласно другому аспекту валок состоит из кольца из цементированного карбида (или колец), отлитого в кольцеобразную оболочку, при этом кольца прикреплены к ведущему шпинделю при помощи соединительных фланцев и стопорных устройств.
Согласно изобретению предусмотрен также способ изготовления цельного валка, содержащего сердечник и цапфы или кольцо (кольца) из цементированного карбида, отлитое в кольцеобразную оболочку, только при этом кольцо (кольца) прикреплены к шпинделю для горячего или холодного вальцевания.
В соответствии с этим способом, по меньшей мере, одно кольцо из спеченного цементированного карбида помещают в форму, при этом внутренняя поверхность кольца и его боковые поверхности свободны для соприкосновения с литейным чугуном. Форму заполняют расплавленным литейным чугуном состава, указанного выше, и подвергают соответствующему нагреванию. После охлаждения до комнатной температуры валок очищают и обрабатывают до получения нужной формы и размера.
Согласно одному варианту литье осуществляют статическим методом.
Согласно предпочтительному варианту валок изготавливают методом статического литья в форму, в которой струя расплава направлена к внутренней поверхности валка из цементированного карбида.
Согласно другому варианту осуществляют центробежное литье. Форма вращается и, когда достигается подходящая скорость, около 400 об/мин, расплавленный чугун выливают во вращающуюся форму. Скорость вращения непрерывно уменьшается во время выливания расплава, которое длится примерно 1 мин. В результате расплавленный чугун попадает на стенку формы и затвердевает под давлением. Иначе, отливают кольцо (кольца) из цементированного карбида в оболочку из упомянутого литейного чугуна, после чего сердечник и цапфы отливают из другого литейного сплава центробежным или статическим методом.
Для получения оптимальной металлургической связи между цементированным карбидом и литьевым чугуном необходимо использовать перегрев чугуна в лотке на 200-300oC в сочетании с регулируемым заполнением формы и, в случае центробежного литья, заданную скорость вращения для достижения сбалансированного нагрева и расплавления поверхностного слоя части кольца из цементированного карбида, которое не формуется в литейной форме, т.е. части, которая будет связана металлургически с литейным чугуном. Было установлено, что переходная зона между цементированным карбидом и чугуном величиной 1-5 мм является удовлетворительной.
Данный составной валок представляет собой после обработки до получения конечных формы и размера цельный валок или валковое кольцо. Трудности в существующем процессе литья валков заключаются в осуществлении термообработки поверхности необходимого размера, и расходы, и потеря времени, требуемые для этой термообработки, исключаются при использовании литейного сплава по данному изобретению.
Пример
Кольцо из спеченного
цементированного карбида состава: 70% WC, 13% Co, 15% Ni, 2% Cr (вес.%) формуют в форме
из формовочной смеси. Кольцо из
цементированного карбида имеет размеры:
внешний диаметр 340 мм
внутренний диаметр 260 мм
ширина 100 мм.
После формования внутреннюю поверхность кольца из цементированного карбида и его боковые поверхности между внутренним диаметром и диаметром 310 мм освобождают для создания в этих местах металлургической связи между цементированным карбидом и литейным чугуном.
Валок отливают методом статического литья в форме, в которой впуск направлен тангенциально к внутренней поверхности кольца из цементированного карбида.
Расплав литейного чугуна состава 3,5% C, 2,2% Si, 0,6% Mn, 1,65% Ni, 0,05% Mg, остальное - Fe (вес.%) при температуре 1540oC выливают в форму. Продолжительность заполнения составляет примерно 1 мин.
После охлаждения составной валок очищают и осуществляют проверку качества ультразвуковым методом. Качество металлургической связи хорошее.
Валок имеет следующие
размеры:
Бочка валка: диаметр 310 мм (часть
из цементированного карбида имеет диаметр 340 мм) • 500 мм
Цапфы: диаметр 220
• 300 мм + диаметр
220 • 520 мм.
Реферат
Данное изобретение относится к прокатному валку, выполненному из цементированного карбида и литейного чугуна. Валок можно использовать для горячей или холодной прокатки. Задача изобретения - исключение расходов и времени на термообработку валка. Литейный чугун в добавление к железу содержит, вес. %: Si 1,9-2,8, Mg 0,02-0,10, Ni 0,5-4, Mn 0,1-1, Cu < 2, Mo < 1 и имеет Сэкв, равный 2,5-6. Литейный чугун имеет более 40% перлита. Технический результат, получаемый при использовании данного изобретения, заключается в том, что в валке создается желательное напряженное состояние в сочетании с хорошим металлургическим сцеплением без последующей термообработки. 1 з.п. ф-лы, 3 ил.

Формула
Кремний (Si) - 1,9 - 2,8
Магний (Mg) - 0,02 - 0,10
Никель (Ni) - 0,5 - 4,0
Марганец (Mn) - 0,1 - 1,0
Медь (Cu) - < 2
Молибден (Mo) - < 1
Железо - Остальное
и углеродном эквиваленте C экв, равном 2,5 - 6, где C экв = % углерода (C) + 0,3 [% кремния (Si) + % фосфора (P)], при этом литейный чугун имеет более 40 об.% перлита.
Кремний (Si) - 2,1 - 2, 5
Магний (Mg) - 0,04 - 0,07
Никель (Ni) - 1 - 2
Марганец (Mn) - 0,6 - 0,7
Медь (Cu) - 0,01 - 1
Молибден (Mo) - < 1
Железо - Остальное
Комментарии