Безушковая швейная игла и способ ее изготовления - RU2422106C2
Код документа: RU2422106C2
Чертежи


Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к безушковой швейной игле и способу ее изготовления. В частности изобретение относится к безушковой швейной игле, выполненной из аустенитной нержавеющей стали волоконной кристаллической структуры, проходящей вдоль длины швейной иглы.
Уровень техники
Нержавеющая сталь является подходящим материалом для швейных игл, используемых в хирургических операциях. При применении мартенситной нержавеющей стали, дисперсионно-твердеющей нержавеющей стали или т.п. в качестве материала используются проволочные прутки диаметром 6-10 мм. При применении углеродистой стали или мартенситной нержавеющей стали волочение проволоки выполняют неоднократно, получая заготовки проволоки, каждая из которых имеет диаметр изготавливаемой швейной иглы. При применении нержавеющей стали выполняют термическую обработку на твердый раствор между всеми волочениями.
Эти проволочные заготовки нарезают с требуемой длиной, а потом их оконечность заостряют шлифованием при помощи шлифовального круга для создания конусной или пирамидальной формы; затем заготовку изгибают механическими средствами и сверлением или лазером выполняют отверстие, проходящее от заднего конца иглы к ее оконечности. После этого оконечность, как правило, закаливают, и в упомянутое отверстие вставляют хирургическую нить, которую обжимают и фиксируют. При применении дисперсионно-твердеющей нержавеющей стали после неоднократного выполнения волочения проволоки и термической обработки на твердый раствор для получения требуемой толщины швейной иглы проволоку нарезают на заданную длину, оконечность заостряют упомянутым образом, а затем в заднем конце иглы выполняют отверстие. После этого выполняют дисперсионное твердение, а не закалку.
Поскольку упомянутые материалы мягкие, они легко обрабатываются, но в связи с недостаточной пластичностью при закалке и дисперсионном твердении могут появиться трещины, изломы, сколы или т.п. Также имеет место проблема коррозионной стойкости, т.к. характеристики этих материалов допускают появление ржавчины.
Для решения этих проблем в патенте Японии (Kokoku) № Hei 1-11084 предложен способ изготовления продукта с использованием проволоки из аустенитной нержавеющей стали, вытянутой с коэффициентом уменьшения площади поперечного сечения, равным 80% или более, с выполнением последующей обработки этой проволоки; причем соответствующая обработка этой стальной проволоки выполняется всегда при температурах ниже 500°С. Поскольку твердость за счет механического упрочнения повышается, или деформационное упрочнение снижается при температуре свыше 500оС, поэтому температуру задают не более 500оС. Поскольку аустенитную нержавеющую сталь закаливать нельзя, поэтому вместо этого выполняют механическое упрочнение во время волочения проволоки. Применение аустенитной нержавеющей стали повышает коррозионную стойкость. Кроме того, т.к. закалку не выполняют, не происходит появления трещин или сколов.
Аустенитная нержавеющая сталь, вытянутая указанным выше способом до заданного диаметра, приобретает тонко-волокнистую структуру с кристаллическими зернами, проходящими в продольном направлении, за счет чего обеспечивается необходимая твердость швейной иглы. Согласно этому способу проволоку из нержавеющей стали нарезают на определенную длину, оконечность заготовок заостряют в форме конуса или пирамиды, затем сверлением или лазером выполняют отверстие на заднем конце иглы.
Но поскольку вся заготовка от оконечности до заднего конца имеет волокнистую структуру, она твердая, и поэтому затрудняется прикрепление хирургической нити к швейной игле. Кроме того, в отверстии появляются трещины даже при обжатии, вследствие чего существует риск анатомического повреждения, натяжение хирургической нити ослабляется, снижается надежность удерживания ею шва. Соответственно в патенте Японии (Kokoku) № Hei 4-67978 предложено нагревать область формирования отверстия пламенем горелки, электрическим сопротивлением, высокочастотной индукцией для получения структуры без длинных кристаллических зерен, а также, чтобы сделать эту область более мягкой, и после этого выполнять обжатие.
Хотя швейную иглу согласно патенту Японии (Kokoku) № Hei 4-67978 выполняют с отверстием в заднем конце иглы с кристаллической структурой и без направленности, зернистая структура проходит гораздо дальше отверстия в сторону острия иглы. Поэтому, если хирург во время наложения шва берет иглу вблизи отверстия, возникает проблема, заключающаяся в том, что он будет держаться за гибкую зернистую структуру, в результате чего швейная игла может погнуться. В этом случае за иглу нужно держаться на стороне ее оконечности, например, в положении, удаленном приблизительно на треть длины иглы от ее заднего конца, но в зависимости от разных частей шва легче накладывать шов, держась за иглу ближе к отверстию, например, в положении, удаленном от заднего конца иглы на расстояние, приблизительно равное от четверти до одной пятой длины иглы. Необходимость постоянно держать иглу на стороне ее оконечности вызывает неудобство для хирурга.
Можно упомянуть общую тенденцию держаться за иглу на стороне ее оконечности в положении, отстоящем от нижней части отверстия иглы на расстоянии, приблизительно составляющем трехкратную величину диаметра швейной иглы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение разработано с целью устранения изложенных выше проблем известного уровня техники. Целью изобретения является создание швейной иглы, которую невозможно согнуть, даже если держать ее вблизи отверстия, а также создание способа изготовления этой иглы. Для этого швейная игла согласно изобретению выполнена гибкой вблизи отверстия, чтобы периферию отверстия можно было бы легко обжимать, с одновременным обеспечением значительной твердости в положении, несколько удаленном от отверстия в сторону острия иглы.
Для достижения упомянутой цели безушковая швейная игла согласно изобретению содержит изогнутый осевой основной корпус, проходящий от заднего конца иглы к острию иглы и выполнена из аустенитной нержавеющей стали волокнистой структуры, в которой кристаллическая структура основного корпуса проходит в осевом направлении. Игла также имеет осевое отверстие, проходящее от заднего конца иглы. Игла отличается тем, что периферия осевого отверстия на нижнем конце нагревается для преобразования волокнистой структуры в зернистую структуру, без направленности, а, по меньшей мере, часть затронутой нагреванием зоны, образованной между волокнистой структурой и зернистой структурой вследствие нагревания находится в области, которая в три раза больше диаметра швейной иглы и проходит от фактического основания отверстия к острию швейной иглы.
Область, отстоящая приблизительно на четверть длины иглы от заднего конца основного корпуса в сторону острия иглы, не включает в себя зернистую кристаллическую структуру, а включает в себя затронутую нагреванием зону или волокнистую кристаллическую структуру.
Изобретение предлагает способ изготовления безушковой швейной иглы, имеющей изогнутый осевой основной корпус, проходящий от заднего конца иглы к острию иглы, и также имеющей осевое отверстие, проходящее от заднего конца, при этом основной корпус имеет кристаллическую структуру из аустенитной нержавеющей стали с проходящей в осевом направлении волокнистой структурой. Этот способ отличается тем, что включает в себя этапы, на которых: нагревают периферию осевого отверстия на заднем конце иглы для преобразования волокнистой структуры в зернистую структуру, без направленности; и образуют затронутую нагреванием зону между волокнистой структурой и зернистой структурой, посредством нагревания. По меньшей мере, часть затронутой нагреванием зоны находится в области, которая в три раза больше диаметра швейной иглы и проходит от фактического основания отверстия к острию швейной иглы.
Способ изготовления безушковой швейной иглы согласно изобретению также отличается тем, что область, отстоящая приблизительно на четверть длины иглы от заднего конца основного корпуса в сторону острия, не имеет зернистую кристаллическую структуру, а включает в себя затронутую нагреванием зону или волокнистую кристаллическую структуру.
Безушковая швейная игла согласно изобретению имеет волокнистый основной корпус, и поэтому он обладает твердостью, задний конец иглы нагревают до или после выполнения отверстия на поверхности заднего конца для создания гибкой зернистой структуры, облегчающей обжатие и соответствующие операции. Кроме того, сторона острия остается с волокнистой структурой, обеспечивающей требуемую при наложении шва прочность. Когда задний конец иглы нагревают для придания ему зернистой структуры, то область, расположенная рядом с нагреваемой зоной, подвергается влиянию этого нагревания и переходит в промежуточное состояние между волокнистой структурой и зернистой структурой. Эта область характеризуется как подвергнутая нагреванием зона, и длина зернистой структуры определяется по положению этой затронутой нагреванием зоны. То есть, чем дальше от фактического основания отверстия в сторону острия иглы находится эта затронутая нагреванием зона, тем длиннее будет гибкая имеющая зернистую структуру часть на стороне заднего конца. Если хирург держит иглу вблизи отверстия швейной иглы при помощи держателя иглы, то она может легко погнуться. Поэтому если по меньшей мере часть затронутой нагреванием зоны будет отстоять от фактического основания отверстия на расстоянии, меньшем трехкратной величины диаметра иглы, то можно будет обеспечить протяженность гибкой зернистой структуры, отстоящую от фактического основания отверстия в сторону острия иглы на расстояние, меньшее трехкратной величины диаметра иглы. Поэтому будет исключена возможность сгибания швейной иглы, обеспечена удобная безушковая швейная игла, т.к. за нее не придется держаться с помощью держателя иглы очень близко у заднего конца иглы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
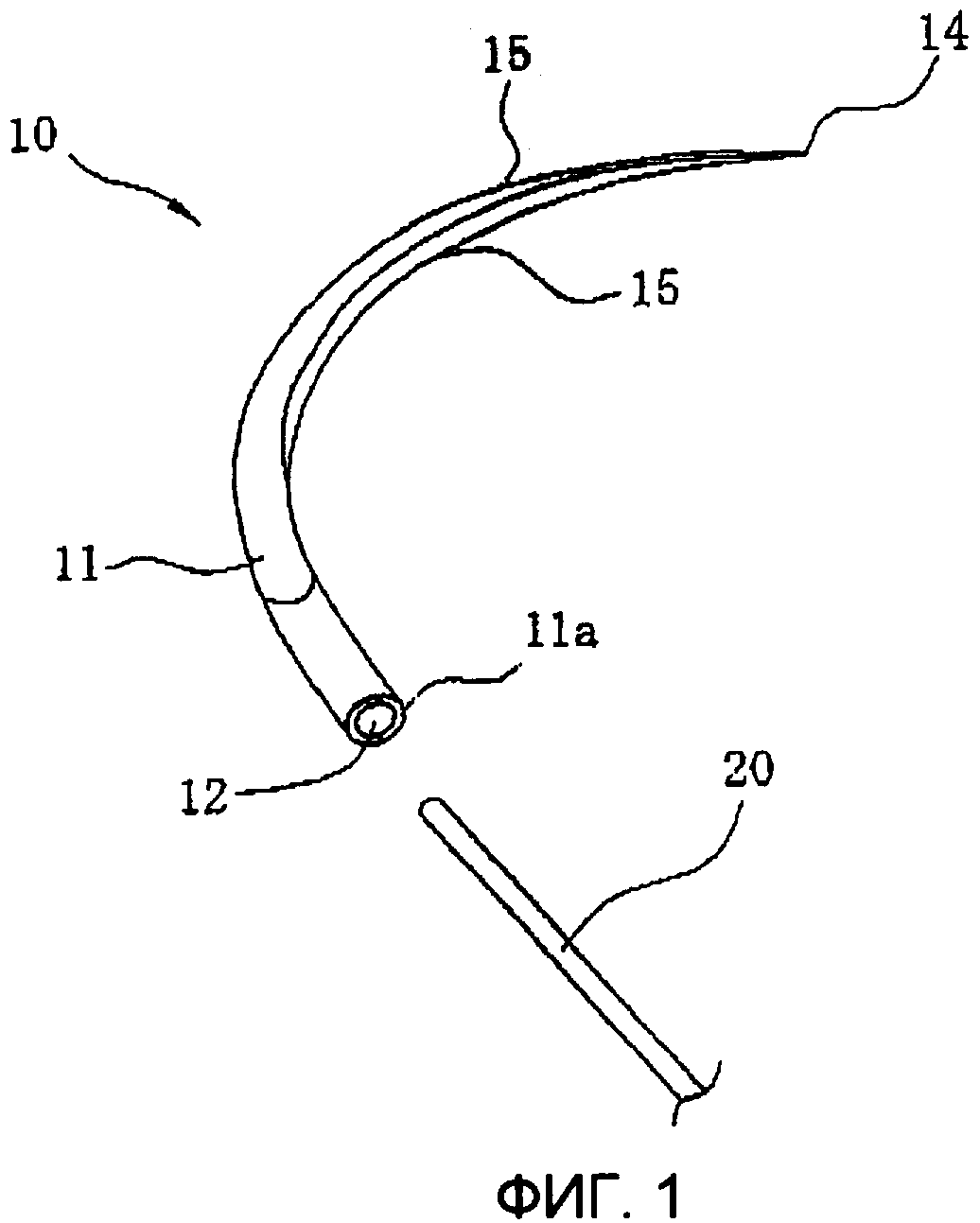
Фиг.1 представляет собой вид в перспективе безушковой швейной иглы согласно изобретению;
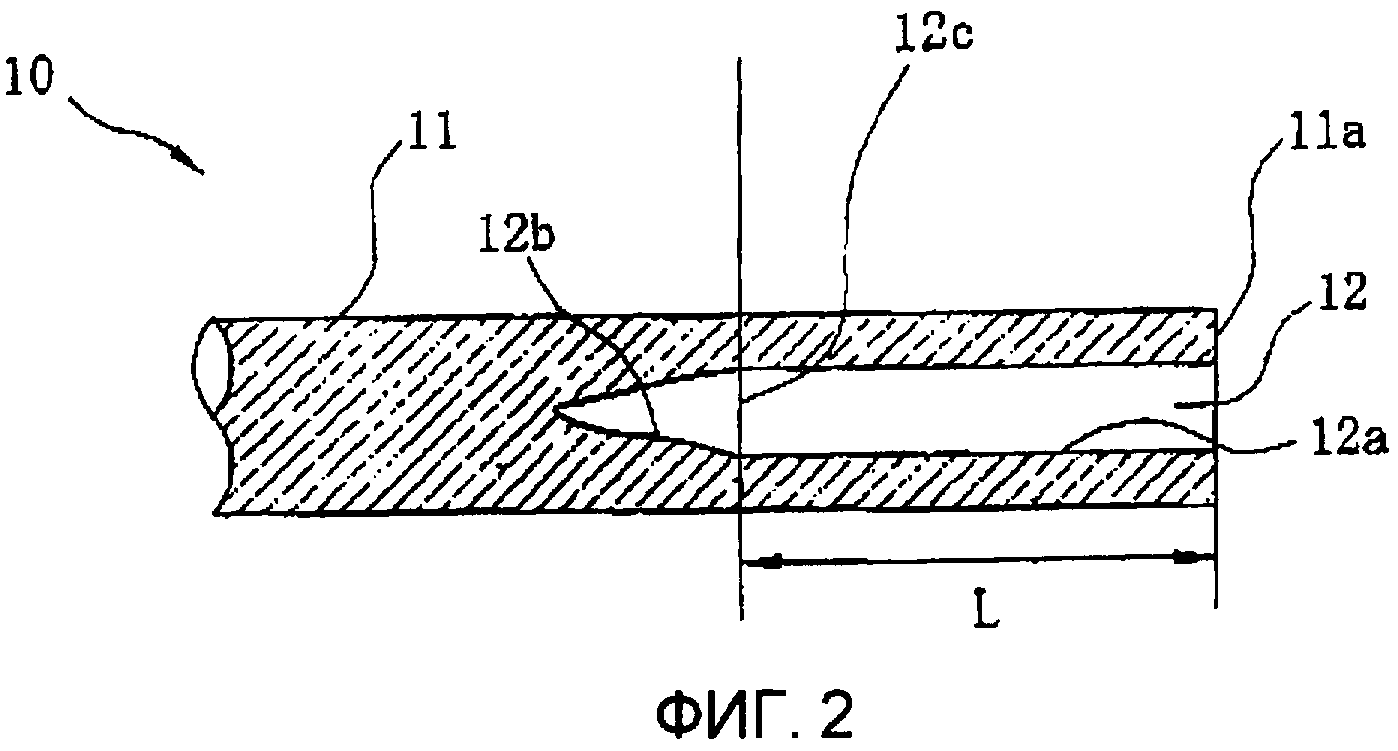
Фиг.2 представляет собой увеличенное поперечное сечение заднего конца безушковой швейной иглы, показанной на фиг.1;
Фиг.3 представляет собой схему выполнения нагревания заднего конца основного корпуса;
Фиг.4 представляет собой схематичный вид структуры поперечного сечения после выполнения осевого отверстия; и
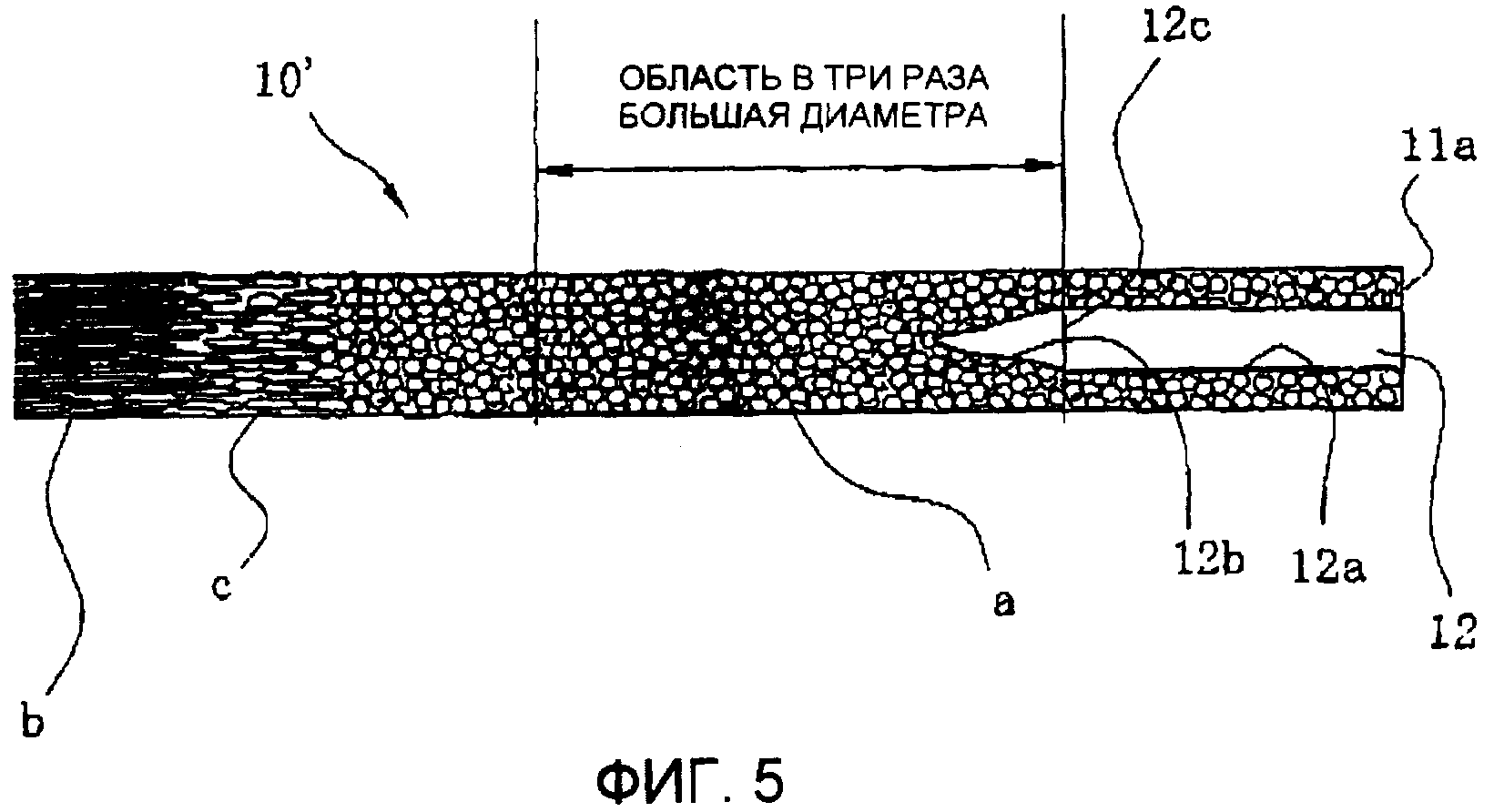
Фиг.5 представляет собой схематичный вид структуры поперечного сечения безушковой швейной иглы известного уровня техники.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Вариант осуществления изобретения описан со ссылкой на прилагаемые чертежи.
На фиг.1 показан вид в перспективе безушковой швейной иглы согласно изобретению. Показано, что безушковая швейная игла 10 полностью выполнена из аустенитной нержавеющей стали; задний конец 11а расположен на конце основного корпуса 11, и осевое отверстие 12 выполнено на этом заднем конце 11а, которое является цилиндрическим высверленным отверстием по продольной оси иглы при помощи лазера, электронного луча, сверла или т.п. Острие 14 иглы образовано на оконечности безушковой швейной иглы 10, и продолжением от острия 14 иглы является пирамидальная форма с режущими гранями 15.
Безушковой швейной иглой 10 может быть швейная игла с заостренной кромкой (на чертеже не показано), в которой поперечное сечение режущих граней 15 согласно фиг.1 имеет форму многоугольника; круглой иглой (не показано на чертеже) без режущих граней 15, с по существу круглым поперечным сечение, или т.п. Эти швейные иглы выбирают и используют сообразно анатомии и сшиваемому участку.
Существует много типов хирургической нити 20, отличающихся друг от друга толщиной и используемым материалом (найлон, шелк и др.), и/или структурой - из мононити, из комплексных нитей. Целесообразный тип хирургической нити подбирают и используют сообразно анатомии и сшиваемого участка. Конец хирургической нити 20 вставляют в осевое отверстие 12, и осевое отверстие 12 сдавливают и обжимают прессом, тем самым, прикрепляя хирургическую нить 20 к заднему концу безушковой швейной иглы 10. Безушковая швейная игла 10 имеет преимущество в том, что достаточно длинная для наложения шва нить прикрепляется с самого начала, и поэтому не нужно пропускать нить через отверстие - как в случае иглы с ушком.
На фиг.2 показано увеличенное поперечное сечение нижнего конца безушковой швейной иглы 10, показанной на фиг.1. Задний конец 11а основного корпуса 11 имеет осевое отверстие 12, выполненное лазером. Осевое отверстие 12 имеет часть 12а, несколько более широкую, чем диаметр хирургической нити 20, и почти прямую, чтобы можно было вставить хирургическую нить 20. Нижняя часть 12b осевого отверстия 12 постепенно сужается к своему глухому концу. Хирургическую нить 20 можно вставить только в почти прямую часть 12а. Воображаемая поверхность, образованная на границе части 12а и части 12b, называется фактическим основанием 12с осевого отверстия 12, и расстояние L от заднего конца 11а осевого отверстия 12 до фактического основания 12с называется фактической глубиной. Диаметр осевого отверстия 12 приблизительно равен 20-80% диаметра (диаметра необработанного основного корпуса 11) безушковой швейной иглы 10; и фактическая глубина L приблизительно равна 1,1-1,7 диаметрам.
Поскольку основной корпус 11 безушковой швейной иглы 10 волокнистый и твердый, поэтому прикрепление нити к нему затруднено. Поэтому до и после изготовления осевого отверстия 12 необходимо нагревание этого заднего конца для придания ему зернистой структуры. Следует отметить, что т.к. выполнение осевого отверстия 12 сверлением или т.п. обусловливает механическое упрочнение на внутренней поверхности осевого отверстия 12, поэтому нагревание заднего конца предпочтительно выполнять после него.
На фиг.3 схематично показано выполнение нагревания. Основной корпус 11 безушковой швейной иглы перед выполнением осевого отверстия 12 имеет острие 14 с множеством проходящих от него режущих граней 15.
Этот основной корпус 11 устанавливают на транспортер 30 и транспортируют. При этом сторона заднего конца основного корпуса 11 свисает с транспортера 30 на величину фактической длины L осевого отверстия 12. Изолирующую пластину 31 и горелку 32 обеспечивают в заданных положениях вдоль маршрута транспортера 30. Поверхность 31а на внешней стороне изолирующей пластины 31 та же, что и внешняя поверхность 30а транспортера 30. Изолирующей пластиной 31 может быть гипсовый картон, или она может быть выполнена из различных типов керамики, эффективно отражающей тепло от горелки 32.
Следует отметить, что хотя в этом варианте осуществления длина свисания задана величиной L, эта длина не ограничивается этим значением, и определяется по таким условиям, как толщина безушковой швейной иглы 10 и тепловые характеристики горелки 32.
После того, как безушковая швейная игла 10, транспортируемая по транспортеру 30, достигнет заданного положения, ее удерживают сверху изолирующей пластиной 31, при этом обеспечивают свисание части стороны заднего конца безушковой швейной иглы 10 на длину “L”. Эту свисающую наружу на длину L часть нагревают приблизительно до температуры 800°С пламенем горелки 32. Нагретую безушковую швейную иглу 10 транспортируют на транспортере 30 от горелки 32, и затем ее охлаждают на воздухе. За счет этого нагревания и охлаждения задний конец, в котором выполняют осевое отверстие 12, изменяется и становится более мягким, его структура изменяется с волокнистой на зернистую. Осевое отверстие 12 затем выполняют лазерной обработкой или т.п. способом, известным из уровня техники.
На фиг.4 схематично показана структура поперечного сечения после выполнения осевого отверстия. Длина L нагретой части является глубиной, представленной фактическим основанием 12с осевого отверстия; и зернистая структура а проходит дальше фактического основания 12с осевого отверстия, близко подходя к нижней поверхности 12b осевого отверстия 12. На участки, удаленные от осевого отверстия 12 по длине иглы, нагревание не влияет, и поэтому волокнистая структура b остается той же, обеспечивая необходимую твердость для безушковой швейной иглы 10. Затронутая нагреванием зона с формируется между зернистой структурой а и волокнистой структурой b. Эта затронутая нагреванием зона с является областью с низким содержанием хрома, из которой произошло осаждение карбида хрома, и ее коррозионная стойкость снижена. Твердость этой затронутой нагреванием зоны с имеет среднее значение между значениями твердости волокнистой структуры b и зернистой структуры а.
Согласно изобретению затронутая нагреванием зона с отстоит приблизительно на четверть длины иглы от заднего конца 11а основного корпуса 11; и волокнистая кристаллическая структура сформирована в той части, которая отстоит на четверть длины иглы от заднего конца 11а и проходит в сторону острия швейной иглы.
При разрезании безушковой швейной иглы 10, выполненной описанным выше способом, в центре вдоль оси, и когда поперечное сечение подвергается коррозии, например, в результате электролитического травления, затронутая нагреванием зона с подвергается травлению в излишней степени по причине сниженной коррозионной стойкости, и чернеет только эта затронутая нагреванием зона. Это обстоятельство позволяет легко определить положение и величину затронутой нагреванием зоны с.
На фиг.5 схематично показана структура поперечного сечения безушковой швейной иглы 10' известного уровня техники. Поскольку задний конец в известном уровне техники просто нагревается неконтролируемым образом, поэтому нагревается довольно длинная часть заднего конца 11а, и эта часть имеет зернистую структуру и простирается к острию иглы от фактического основания 12с осевого отверстия 12; при этом затем формируется затронутая нагреванием зона с. Поскольку зернистая структура протяженная, поэтому во время наложения шва имеющую зернистую структуру часть удобно держать с помощью держателя иглы. Но если держать иглу за имеющую зернистую структуру часть а, то будет существовать большой риск того, что безушковая швейная игла 10' погнется.
Как показано на фиг.3, поскольку безушковая швейная игла 10 согласно изобретению ограничивает нагреваемую часть фактической глубиной L осевого отверстия при помощи транспортера 30 и изолирующей пластины 31, поэтому можно сократить величину простирания зернистой структуры а, как показано на Фиг.4. В частности, имеющую зернистую структуру часть можно сократить почти до непосредственной близости к осевому отверстию 12.
Хотя значения осевой длины зернистой структуры а и затронутой нагреванием зоны с изменяются из-за различных влияющих факторов, но поскольку часть затронутой нагреванием зоны от фактического основания 12с в сторону острия иглы меньше трехкратной величины диаметра иглы, поэтому протяженность, на которой образуется зернистая структура а, также в основном меньше величины трехкратного диаметра иглы - от фактического основания 12с в сторону острия иглы. В направлении к острию иглы образуются затронутая нагреванием зона с и волокнистая структура b, имеющие твердую структуру. Поэтому при использовании безушковой швейной иглы 10 исключается возможность того, что иглу будут держать в области зернистой структуры а, и поэтому устраняется возможность сгиба безушковой швейной иглы 10 по неосторожности. Изобретение делает возможным обеспечение удобной безушковой швейной иглы, которую можно держать даже вблизи осевого отверстия 12.
Изобретение изложено со ссылкой на конкретный приводимый в качестве примера вариант осуществления, но в рамках прилагаемой формулы изобретения можно осуществить прочие очевидные специалисту в данной области техники дополнения и усовершенствования, в пределах объема изобретения в его более широком аспекте.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Изобретение обеспечивает удобную безушковую швейную иглу, которую невозможно согнуть, даже если ее держать вблизи осевого отверстия, а также обеспечивает способ ее изготовления. Для этой цели швейная игла согласно изобретению выполнена гибкой вблизи осевого отверстия, в результате периферия отверстия легко обжимается, при этом сохраняя значительную твердость в положении, несколько удаленном от осевого отверстия в сторону острия иглы.
Реферат
Изобретение относится к медицине и может быть использовано в хирургических операциях. Безушковая швейная игла, в которой периферию осевого отверстия у заднего конца иглы нагревают для преобразования волокнистой структуры в зернистую структуру без какой-либо направленности. По меньшей мере, часть затронутой нагреванием зоны, образованной вследствие нагревания между волокнистой структурой и зернистой структурой, находится в области, которая в три раза больше диаметра швейной иглы и которая проходит от фактического основания осевого отверстия к острию. За счет этого обеспечивается гибкая швейная игла, благодаря чему периферию отверстия можно обрабатывать с сохранением твердости, в положении, несколько удаленном от осевого отверстия. 2 н. и 2 з.п. ф-лы, 5 ил.
Формула
периферия осевого отверстия на заднем конце иглы имеет волокнистую структуру с зернистой структурой без направленности, а, по меньшей мере, часть затронутой нагреванием зоны, образованной между волокнистой структурой и зернистой структурой, вследствие нагревания находится в области, которая в три раза больше диаметра швейной иглы, и проходит от фактического основания осевого отверстия к острию швейной иглы.
нагревают периферию осевого отверстия на заднем конце иглы для преобразования волокнистой структуры в зернистую структуру без направленности и
образуют подверженную нагреву зону между волокнистой структурой и зернистой структурой посредством нагревания, при этом,
по меньшей мере, часть затронутой нагреванием зоны находится в области, которая в три раза больше диаметра швейной иглы и проходит от фактического основания осевого отверстия к острию швейной иглы.
Комментарии