Устройство и способ нанесения текучего материала на вращаемое вокруг оси вращения основание - RU2695403C2
Код документа: RU2695403C2
Чертежи












Описание
Изобретение относится к устройству для нанесения текучего материала на вращаемое вокруг оси вращения основание согласно заданным графическим данным, которые сохранены в виде пикселей или в виде векторов заданной декартовой координатной системы в первом накопителе, имеющему по меньшей мере одну печатающую головку, которая имеет несколько расположенных на межсопловом расстоянии друг от друга сопел для выдачи капель материала текучего материала и расположена на вертикальном удалении от основания, и управление для позиционирования основания относительно по меньшей мере одной печатающей головки, а также для выдачи капель материала.
Кроме того, изобретение относится к способу нанесения текучего материала на вращаемое вокруг оси вращения основание согласно заданным графическим данным, которые сохранены в виде пикселей или в виде векторов заданной декартовой координатной системы в первом накопителе, причем капли материала текучего материала размещают на основании посредством печатающей головки, которая имеет несколько расположенных на межсопловом расстоянии друг от друга сопел.
Такое устройство, и соответственно, такой способ известны, например, из US 2004/0265413 А1.
В известном устройстве два узла печатающих головок расположены в держателях печатающих головок, которые укреплены на ползунах, посредством которых их передвигают над кольцеобразным основанием в радиальном направлении. Посредством узлов печатающих головок материал размещают на кольцеобразном основании. Поскольку путь вдоль внутреннего периметра кругового кольца является меньшим, чем путь вдоль внешнего периметра кругового кольца, плотность нанесенного на внутреннем периметре кругового кольца материала превышает плотность нанесенного на внешнем периметре кругового кольца материала.
Для противодействия данному эффекту соплами узлов печатающих головок управляют таким образом, что они при постоянной угловой скорости кольцеобразного основания, а также при постоянной скорости, с которой узлы печатающих головок получают перемещение в радиальном направлении над основанием, орошают трапецевидную поверхность, более короткое основание которой обращено к внутреннему периметру кругового кольца. Конструкция известного устройства является сложной и подверженной повреждениям, прежде всего, вследствие подвижно расположенных устройств печатающих головок. В печатаемых рисунках могут встречаться геометрические искажения и неоднородности. Поскольку предусмотрен чрезвычайно большое число малых печатающих головок, совмещение является практически невозможным. Кроме того, скорость печатания является относительно малой вследствие необходимого для перемещения узлов печатающих головок времени.
Задачей данного изобретения является такое развитие ранее указанного устройства, и соответственно, ранее указанного способа, которое обеспечивает достижение надежного производственного процесса, а также высокой скорости и качества печатания при высокой гомогенности печатаемого рисунка.
Решение этой задачи следует из признаков п.п. 1, 2, 7 и 8 формулы изобретения. Выгодные варианты осуществления изобретения следуют из зависимых пунктов формулы изобретения.
Согласно изобретению в устройстве ранее указанной разновидности предусмотрено наличие второго накопителя, в котором сохранены особые точки растра в полярных координатах заданного растра в полярных координатах, которые расположены на окружностях, которые имеют предварительно заданное межокружное расстояние относительно друг друга, и которые расположены на первых лучах, которые имеют первое угловое расстояние относительно друг друга, а также в направлении начала координат расположены на других лучах, которые имеют угловое расстояние относительно друг друга, которое является большим, чем первое угловое расстояние, когда точки декартова растра сохранены в координатах заданной декартовой координатной системы, а также предусмотрен компьютер, посредством которого точки декартового растра сравниваются с пикселями или с векторами графических данных.
Вышеуказанная цель может быть достигнута в отношении способа также посредством того, что предусмотрен второй накопитель, в котором сохраняют особые точки растра в полярных координатах заданного растра в полярных координатах, которые расположены на окружностях, которые имеют предварительно заданное межокружное расстояние относительно друг друга, и которые расположены на первых лучах, которые имеют первое угловое расстояние относительно друг друга, а также в направлении начала координат расположены на других лучах, которые имеют угловое расстояние относительно друг друга, которое является большим, чем первое угловое расстояние, а также предусмотрен компьютер, посредством которого сохраненные в первом накопителе пиксели или векторы трансформируют в полярные координаты, и полученные таким образом графические данные в полярных координатах сравнивают с сохраненными во втором накопителе особыми точками растра в полярных координатах.
Понятие «угловое расстояние» относится к лучам, которые простираются через особые точки растра в полярных координатах, которые расположены на окружности друг рядом с другом, то есть между этими особыми точками растра в полярных координатах в пределах углового расстояния на соответствующей окружности не расположена какая-либо другая особая точка растра в полярных координатах.
В отношении способа ранее указанный разновидности указанная выше цель достигнута посредством того, что заданы особые точки растра в полярных координатах заданного растра в полярных координатах, которые расположены на окружностях, которые имеют предварительно заданное межокружное расстояние относительно друг друга, и расположены на первых лучах, которые имеют первое угловое расстояние относительно друг друга, и которые особые точки растра в полярных координатах расположены в направлении начала координат на других лучах, которые имеют угловое расстояние относительно друг друга, которое превышает первое угловое расстояние, и причем особые точки растра в полярных координатах трансформируют в координаты заданной декартовой координатной системы, и полученные таким образом декартовы точки растра сравнивают с пикселями или векторами графических данных, и соответственно, пиксели или векторы заданной декартовой координатной системы трансформируют в полярные координаты, и причем полученные таким образом графические данные в полярных координатах или же точки в полярных координатах сравнивают с особыми точками растра в полярных координатах растра в полярных координатах.
Вследствие наличия второго накопителя, в котором сохранены точки в полярных координатах заданного растра в полярных координатах, которые расположены на окружностях, которые имеют предварительно заданное межокружное расстояние относительно друг друга, и расположены на первых лучах, которые имеют первое угловое расстояние относительно друг друга, а также расположены в направлении начала координат на других лучах, которые имеют угловое расстояние относительно друг друга, которое превышает первое угловое расстояние, предпочтительным образом имеется растр, в котором точки растра расположены образом, подобным таковому в декартовой координатной системе. Иными словами, образованный из особых точек растр повсюду имеет по существу равномерную поверхностную плотность. В противоположность точкам заданного растра в полярных координатах, которые имеют поверхностную плотность, возрастающую по мере приближения к началу координат заданного растра в полярных координатах, поверхностная плотность особых точек заданного растра в полярных координатах не подвержена изменению в зависимости от расстояния до начала координат растра в полярных координатах.
Заданный растр в полярных координатах, и соответственно, образованный из особых точек растр представлен на вращаемом основании, которое целесообразным образом выполнено в виде кругового кольца. Иными словами, предоставлена возможность такого управления соплами печатающей головки, что каплю материала они отдают лишь тогда, когда их положение по отношению к основанию соответствует положению особой точки заданного растра в полярных координатах. За счет этого получают печатаемый рисунок, который имеет равномерную плотность независимо от расстояния до оси вращения.
За счет того, что предусмотрен компьютер, посредством которого сохраненные во втором накопителе особые точки растра в полярных координатах являются трансформируемыми в координаты заданной декартовой координатной системы, имеется возможность проецирования образованного из особых точек растра в полярных координатах растра в заданную декартову координатную систему. Тем самым, предпочтительным образом достигают того, что пиксели заданного декартова растра координат могут быть подвернуты сравнению с трансформируемыми особыми точками растра в полярных координатах.
За счет этого обеспечена возможность задания простым образом того, в каких точках растра в полярных координатах на основании происходит размещение материала. Материал размещают на основании только в таких точках растра в полярных координатах, которые соответствуют таким особым точкам растра в полярных координатах, которые в трансформированных в заданный декартов растр координат точках совпадают с пикселями заданного декартова растра координат. За счет этого применяют только пиксели декартова растра координат, координаты которых совпадают с координатами трансформированных в декартову координатную систему особых точек растра в полярных координатах. Таким образом, размещенное на вращаемом основании изображение повсюду имеет почти одинаковую плотность материала.
Вместо трансформации особых точек растра в полярных координатах в координаты заданной декартовой координатной системы, возможной является трансформация сохраненных в первом накопителе пикселей в координаты заданного растра в полярных координатах. Сравнение пикселей с особыми точками растра в полярных координатах происходит в этом случае в заданном растре в полярных координатах. Простирающиеся через располагающиеся на внешнем круговом кольце точки в полярных координатах лучи заданного растра в полярных координатах целесообразным образом имеют угловое расстояние, которое соответствует угловому расстоянию или, примерно, доле углового расстояния, которая получается, когда расстояние между двумя расположенными на внешнем круговом кольце точками в полярных координатах соответствует межсопловому расстоянию.
В предпочтительном варианте осуществления изобретения графические данные сохранены в первом накопителе для первого и для второго слоя изготавливаемого по меньшей мере из двух слоев капельного материала слоевого пакета, причем во втором накопителе сохранены первый и второй наборы с особыми точками растра в полярных координатах, и причем в этих наборах точки растра в полярных координатах являются различно расположенными в заданном растре в полярных координатах, и причем с помощью компьютера точки растра в полярных координатах первого набора являются трансформируемыми в координаты заданной декартовой координатной системы, и полученные таким образом первые декартовы точки растра сравниваются с пикселями или с векторами графических данных первого слоя, а точки растра в полярных координатах второго набора в координатах заданной декартовой координатной системы являются трансформируемыми в координаты заданной декартовой координатной системы, и полученные таким образом вторые декартовы точки растра сравниваются с пикселями или с векторами графических данных второго слоя, или причем сохраненные в первом накопителе для первого слоя пиксели или векторы в полярных координатах могут быть с помощью компьютера трансформированы, и полученные таким образом первые графические данные в полярных координатах являются сравниваемыми с сохраненными во втором накопителе особыми точками растра в полярных координатах первого набора, а сохраненные во втором накопителе для второго слоя пиксели или векторы являются трансформируемыми в полярные координаты, и полученные таким образом вторые графические данные в полярных координатах сравниваются с сохраненными во втором накопителе особыми точками растра в полярных координатах второго набора.
Места расположения особых точек растра в полярных координатах в отдельных слоях капельного материала выбирают различными способами. Этот подход имеет то преимущество, что на окружностях, на которых на основе заданного растра в полярных координатах расположены особые для него точки растра в полярных координатах, между соседними относительно друг друга в окружном направлении окружности особыми точками растра в полярных координатах в слоевом пакете получаются впадины или отверстия, причем в лежащих друг на друге слоях они лежат не точно друг над другом, но со смещением относительно друг друга в окружном направлении. Таким образом, размещенный на основании или же на слоевом пакете материал распределен в окружном направлении более равномерно, что противодействует образованию каналов, которые, в противном случае, проходят через отверстия или впадины до уровня основания. Различные наборы с особыми точками растра в полярных координатах могут быть созданы, например, посредством того, что точки растра в полярных координатах для отдельных слоев получают угловое приращение вокруг начала координат заданного растра в полярных координатах или же вокруг оси вращения для достижения смещения точек растра в полярных координатах в окружном направлении окружностей относительно друг друга, или же для скручивания относительно друг друга на несколько угловых приращений. Однако также предполагается возможным отражение размещения особых точек растра в полярных координатах на простирающихся через начало прямых линиях.
Предпочтительным образом, сопла расположены таким образом, что проходящая по меньшей мере через два сопла прямая линия проходит параллельно лучу растра в полярных координатах, причем простирающаяся через сопла прямая линия, предпочтительно, пересекает ось вращения или ее прямолинейное продление. Таким образом, простым образом обеспечена возможность размещения посредством сопел изображения, пиксели которого расположены в растре в полярных координатах, на вращаемом вокруг оси вращения основании. Прежде всего, обеспечена возможность беспроблемного последовательного расположения нескольких печатающих головок в радиальном направлении таким образом, который позволяет увеличение простым образом участка основания, на котором должен быть нанесен материал. Таким образом, например, обеспечена возможность последовательного расположения четырех печатающих головок, вследствие чего, материалом может быть снабжен кольцеобразный участок, который в четыре раза превышает участок, который может быть снабжен материалом от одной печатающей головки.
Сопла могут быть расположены на единственной, простирающейся параллельно лучу растра в полярных координатах прямой линии или на двух простирающихся параллельно тому же лучу растра в полярных координатах прямых линиях, которые расположены на том же вертикальном удалении от основания. В последнем из приведенных случаев расположенные на одной прямой линии сопла, предпочтительно, смещены по отношению к расположенным на другой прямой линии соплам на величину впадины. Это делает возможным плотное размещение сопел.
Предпочтительным образом, расстояние между окружностями заданного растра в полярных координатах соответствует расстоянию между двумя соплами, когда они расположены в ряду параллельно лучу растра в полярных координатах. Расстояние между соплами выбирают таким образом, что выдаваемые ими капли материала создают обладающую равномерной плотностью линию.
Предпочтительным образом, угловое расстояние сохраненных во втором накопителе особых точек растра в полярных координатах выбирают таким образом, что расстояние между двумя лежащими друг рядом с другом на той же окружности особыми точками растра в полярных координатах соответствует, по меньшей мере, доле, и, тем не менее, предпочтительно, попросту расстоянию между соплами, причем угловое расстояние выбирают таким образом, что оно соответствует правильной дроби от полного круга или же оборота. За счет этого может быть простым образом обеспечено воздействие на плотность размещенного на основании материала. Разумеется, следует учитывать, что расстояние должно быть выбрано таким образом, что оно соответствует правильной дроби от полного круга. За счет этого достигают того, что после полного оборота основания вокруг оси вращения точки растра в полярных координатах вновь оказываются расположенными точно в их начальных позициях, вследствие чего, отсутствует необходимость в перемещении основания в его исходное положение на отдельном этапе. Это очень выгодным образом отражается на времени обработки. Не возникает смещения в результате погрешностей.
Особо предпочтительным является вариант осуществления изобретения, в котором угловое расстояние других лучей заданного растра в полярных координатах соответствует целому числу, кратному угловому расстоянию первых лучей. Тем самым предоставлена возможность особо точного размещения особых точек растра в полярных координатах.
В предпочтительном варианте осуществления изобретения по меньшей мере с двумя точками растра в полярных координатах соотнесены капли материала различного объема, причем во втором накопителе для отдельных точек растра в полярных координатах в каждом случае сохранена информация об объеме для отдаваемой в соответствующей точке растра в полярных координатах капли материала, и причем устройство выполнено таким образом, что капли материала на подлежащих печати местах в каждом случае наносят с объемом, который соответствует сохраненной во втором накопителе информации об объеме соответствующей точки растра в полярных координатах. Вследствие этого, габариты расположенных между соседними относительно друг друга в окружном направлении окружности особыми точками растра в полярных координатах впадин или отверстий в слоевом пакете могут быть уменьшены или впадины или же отверстия могут быть даже и вовсе устранены. В результате различных объемов капель материала в итоге получают капли материала с различными размерами.
Предпочтительным является, что на первой окружности растра в полярных координатах расположены первые точки растра в полярных координатах, а на другой окружности растра в полярных координатах - другие точки растра в полярных координатах, что диаметр другой окружности является меньшим, чем диаметр первой окружности, и что сохраненная во втором накопителе информация об объеме выбрана таким образом, что сумма соотнесенных с точками растра в полярных координатах другой окружности объемов является меньшей, чем сумма соотнесенных с точками растра в полярных координатах первой окружности объемов. Предпочтительно, отношение этих сумм соответствует, например, отношению диаметров окружностей. Это делает возможным особо равномерное нанесение материала.
Поскольку, как было разъяснено выше, посредством данного изобретения может быть создан особо гомогенный печатаемый рисунок, то есть изобретение может найти применение в печатающих устройствах, которые проводят печатание печатаемого рисунка на вращаемом вокруг оси вращения основании, применение изобретения является очень выгодным, прежде всего, в печатающих устройствах, с помощью которых посредством послойного нанесения материала могут быть изготовлены трехмерные предметы. Поскольку, прежде всего, в таких печатающих устройствах непрерывное вращательное движение печатного стола особо заметно отображается на достигаемой экономии времени. Кроме того, при использовании изобретения предоставлена возможность неподвижного монтажа печатающих головок, вследствие чего, печатающее приспособление приобретает прочность, обладает особо высокой точностью совмещения и имеет высокую надежность.
Кроме того, особо предпочтительным является размещение особых точек растра в полярных координатах в зависимости от геометрии печатающего приспособления, иными словами, прежде всего, от вращаемого вокруг оси вращения основания, а также от узла печатающей головки. Таким образом, требуется проведение только однократного расчета особых точек растра в полярных координатах для печатающего приспособления.
Тем самым, особые точки растра в полярных координатах могут быть длительное время сохранены во втором накопителе. За счет этого предотвращают издержки на вычисления, что очень выгодным образом отражается на скорости печатания.
Необходимо также упомянуть, что заданные графические данные могут быть представлены в виде пикселей заданного декартова растра координат, линии координат которого имеют растровое расстояние относительно друг друга, или в виде векторов.
Другие подробности, признаки и преимущества данного изобретения могут быть получены из последующего описания особого примера воплощения с отсылкой на чертеж. В частично схематизированном виде показано:
Фиг. 1 - перспективный вид примера воплощения устройства для послойного изготовления трехмерных формовых изделий, которое имеет поворотный стол, на который наносят несколько слоев материала для формовых изделий,
Фиг. 2 - подобное фиг. 1 представление после нанесения других слоев материала и опускания поворотного стола по отношению к фиг. 1,
Фиг. 3 - расположенное в образованном посредством особых точек растра в полярных координатах растре в полярных координатах изображение,
Фиг. 4 - соответствующее напечатанное изображение,
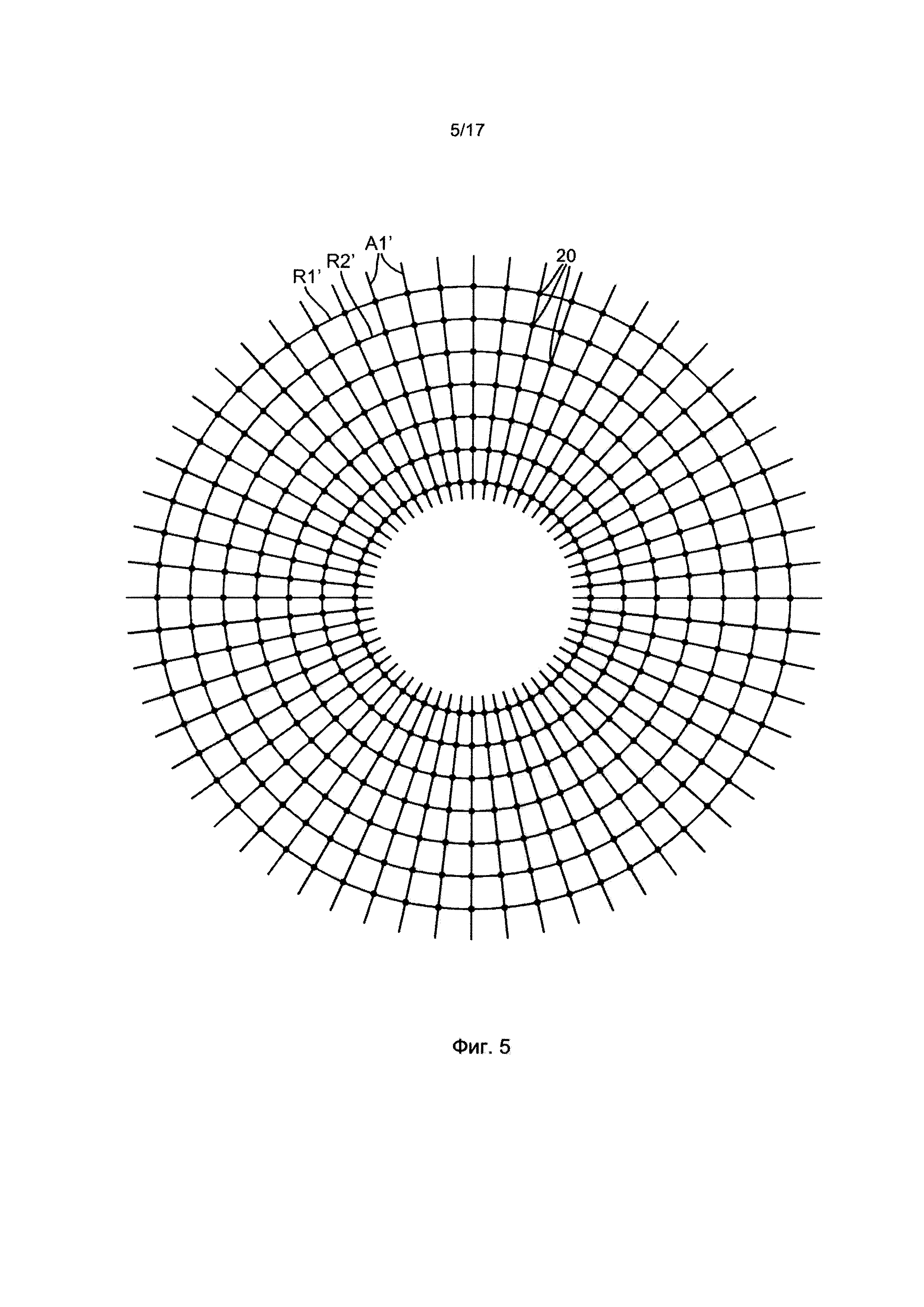
Фиг. 5 - графическое представление растра в полярных координатах, который имеет множество точек растра в полярных координатах, которые расположены на концентрических относительно начала координат воображаемых окружностях и на нескольких простирающихся в радиальном направлении к началу координат воображаемых лучах,
Фиг. 6 - графическое представление особых точек растра в полярных координатах представленного на фиг. 5 растра в полярных координатах,
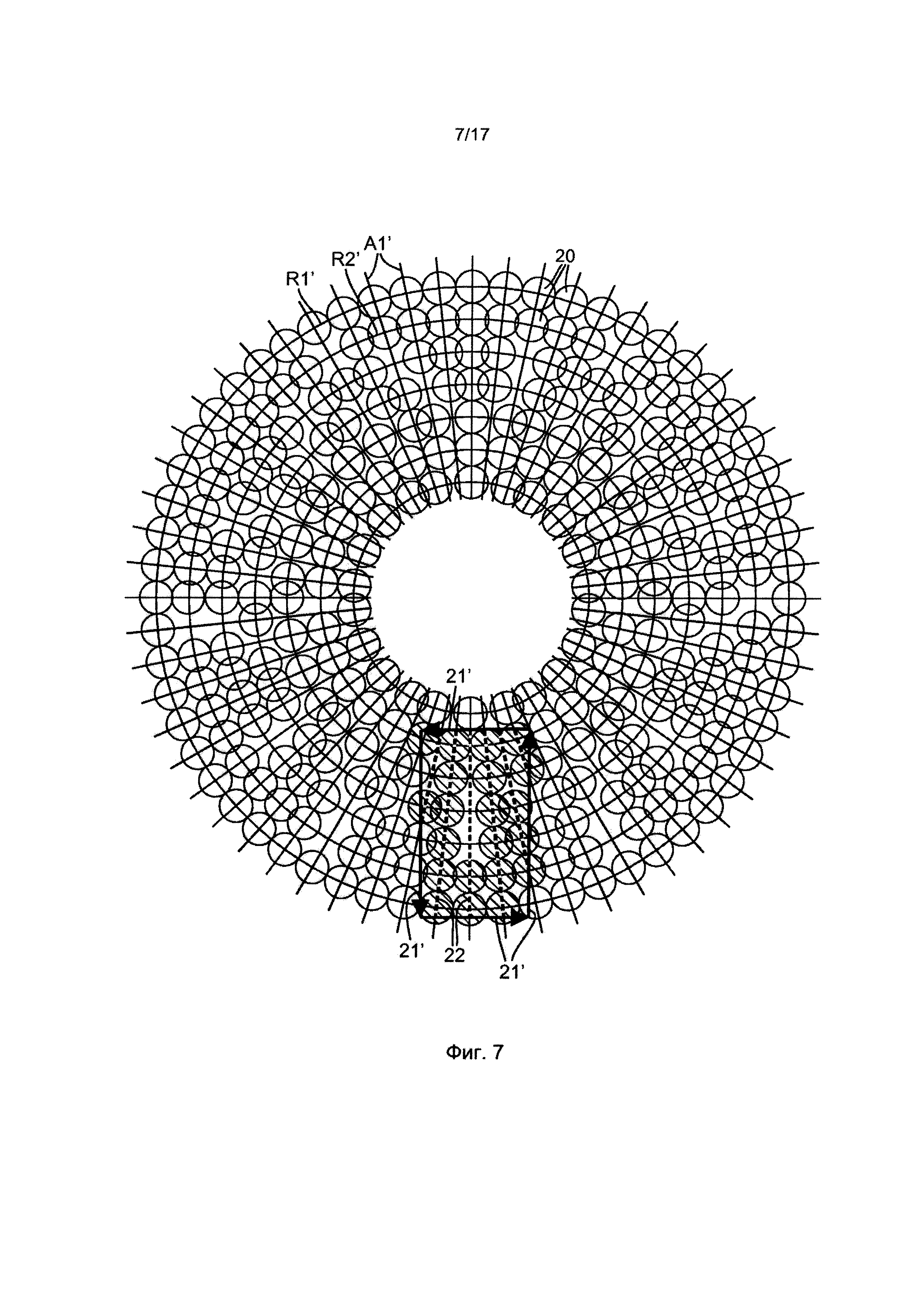
Фиг. 7 - подобное фиг. 6 представление, где, однако, особые точки растра в полярных координатах представлены в виде кругов, которые соответствуют каплям материала, которые устройство наносит при печатании на основании в особых точках растра в полярных координатах,
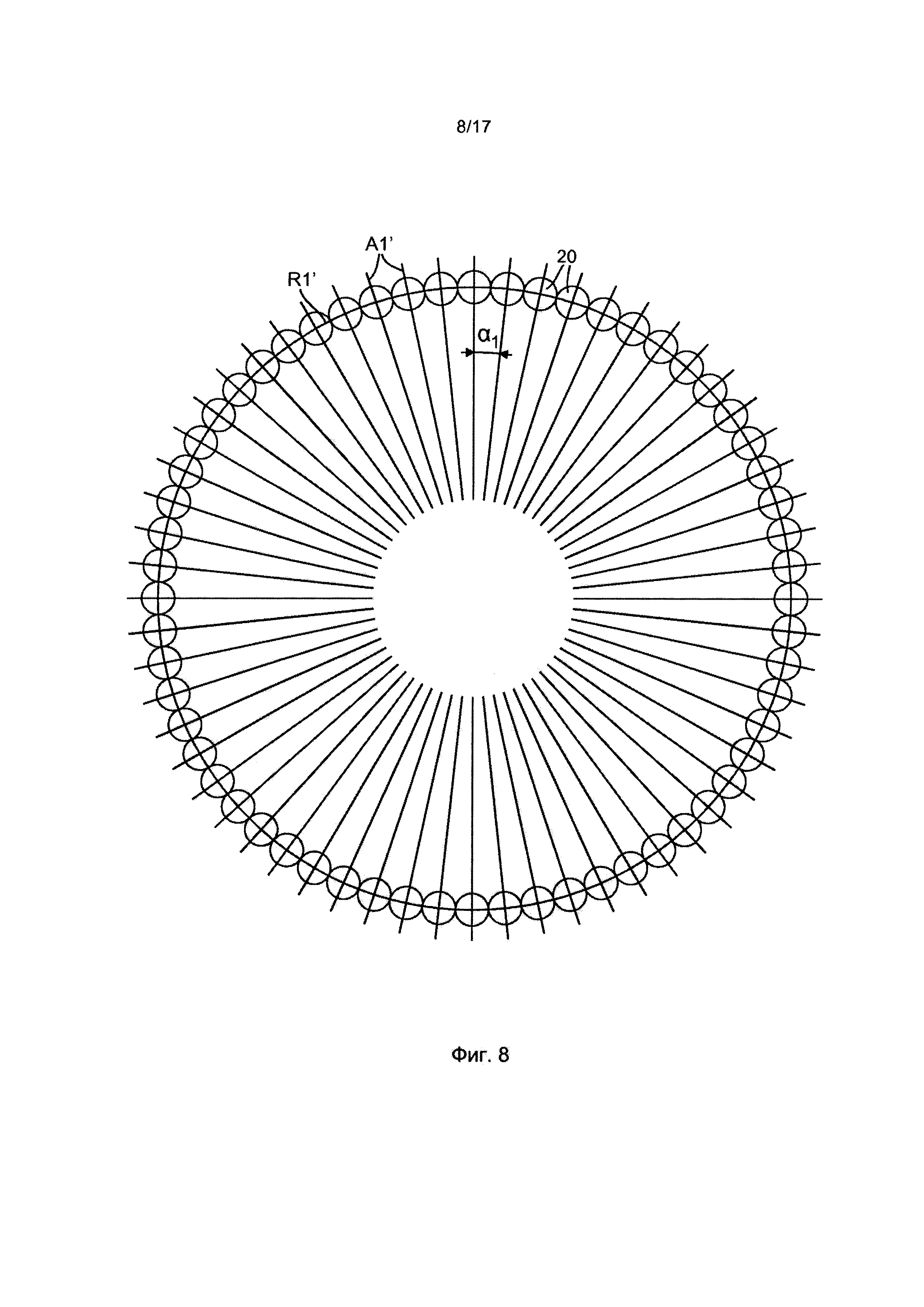
Фиг. 8 - частичное представление согласно фиг. 7, которое показывает нанесенные на основание капли материала для расположенных на первой окружности особых точек растра в полярных координатах,
Фиг. 9 - частичное представление согласно фиг. 7, которое показывает нанесенные на основание капли материала для расположенных на второй окружности особых точек растра в полярных координатах, причем диаметр второй окружности является меньшим, чем диаметр первой окружности,
Фиг. 10 - частичное представление согласно фиг. 7, которое показывает нанесенные на основание капли материала для расположенных на третьей окружности особых точек растра в полярных координатах, причем диаметр третьей окружности является меньшим, чем диаметр второй окружности,
Фиг. 11 - частичное представление согласно фиг. 7, которое показывает нанесенные на основание капли материала для расположенных на четвертой окружности особых точек растра в полярных координатах, причем диаметр четвертой окружности является меньшим, чем диаметр третьей окружности,
Фиг. 12 - частичное представление согласно фиг. 7, которое показывает нанесенные на основание капли материала для расположенных на пятой окружности особых точек растра в полярных координатах, причем диаметр пятой окружности является меньшим, чем диаметр четвертой окружности,
Фиг. 13 - частичное представление согласно фиг. 7, которое показывает нанесенные на основание капли материала для расположенных на шестой окружности особых точек растра в полярных координатах, причем диаметр шестой окружности является меньшим, чем диаметр пятой окружности,
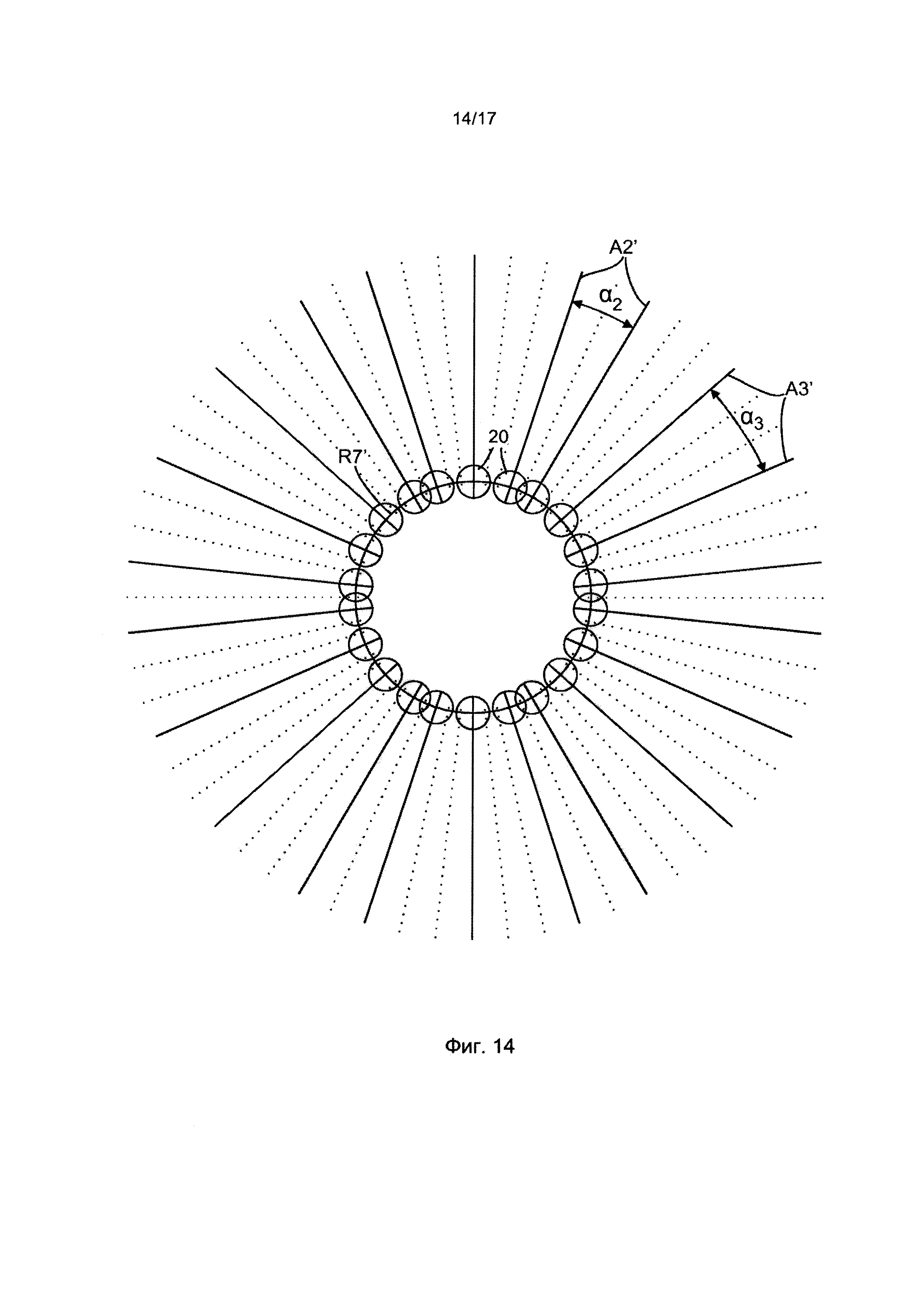
Фиг. 14 - частичное представление согласно фиг. 7, которое показывает нанесенные на основание капли материала для расположенных на седьмой окружности особых точек растра в полярных координатах, причем диаметр седьмой окружности является меньшим, чем диаметр шестой окружности,
Фиг. 15 - подобное фиг. 7 представление, где, однако, особые точки растра в полярных координатах расположены в растре в полярных координатах отличным от фиг. 7 образом,
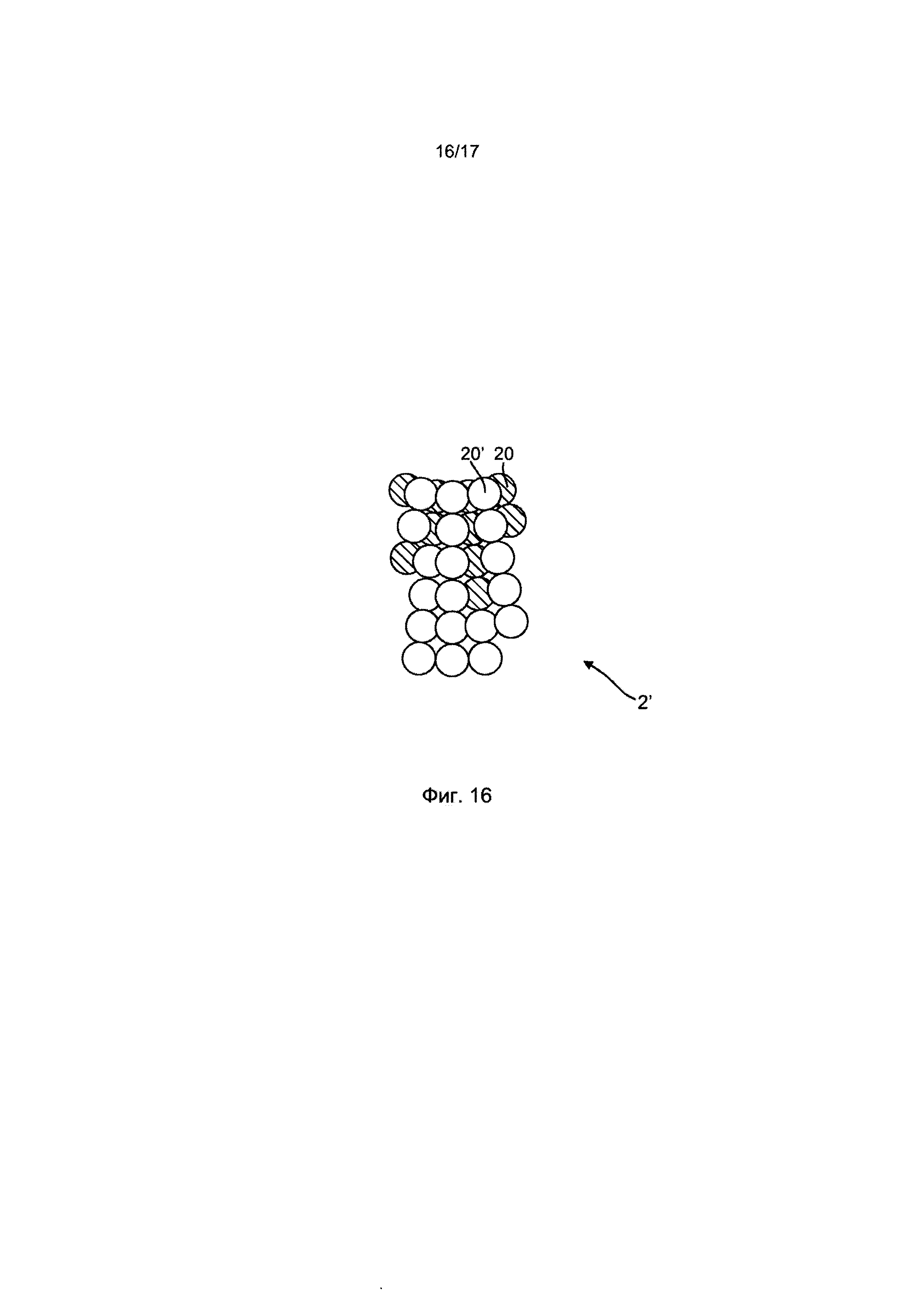
Фиг. 16 - слоевый пакет, который имеет два напечатанных слоя, причем особые точки растра в полярных координатах нижнего слоя представлены заштрихованными, а особые точки растра в полярных координатах верхнего слоя - незаштрихованными, и
Фиг. 17 - представление нанесенных на основание капель материала различного диаметра, которые расположены в заданном растре в полярных координатах, который обозначен посредством окружностей, лучей, а также черных или же белых точек растра в полярных координатах.
Обозначенное в общем на фиг. 1 ссылочным обозначением 1 устройство для изготовления трехмерных формовых изделий 2А, 2В, 2С, 2D посредством послойного нанесения материала имеет ровное основание 3, которое простирается в горизонтальной плоскости. На основании 3 могут быть размещены слоевые пакеты 2А', 2В', 2С, 2D' для нескольких формовых изделий 2А, 2В, 2С, 2D, которые в каждом случае имеют несколько слоев материала.
Основание 3 выполнено в виде кольцеобразного поворотного стола, который вращательно смонтирован на опорах на неподвижном креплении 5 вокруг вертикальной оси 4 вращения. Крепление 5 имеет на его нижней стороне опорную поверхность, посредством которой оно установлено, например, на столешнице или на полу помещения.
Основание 3 состоит в приводном соединении с первым позиционирующим устройством, которое имеет первый приводной двигатель 6, посредством которого основание 3 может быть позиционировано в направлении стрелки 7 вращательным образом и в соответствии с поданным от устройства 8 управления сигналом позиционирования для углового положения. С этой целью первый приводной двигатель 6 соединен со встроенным в устройство 8 управления первым регулятором положения, который имеет кодирующее устройство 9 для регистрации углового положения основания 3. Регулятор положения или, соответственно, кодирующее устройство 9 могут быть выполнены в виде импульсного датчика. С помощью первого позиционирующего устройства основание 3 может быть приведено к непрерывному вращению с высокой скоростью вращения без необходимости в остановках почти на любой угол более 360° относительно крепления 5 вокруг оси 4 вращения.
Кроме того, основание 3 состоит в приводном соединении со вторым позиционирующим устройством, которое имеет второй приводной двигатель 10, посредством которого основание 3 может быть перемещено вверх и вниз в направлении двойной стрелки 11 относительно крепления 5 и может быть позиционировано в соответствии с поданным от устройства 8 управления сигналом позиционирования для положения по высоте (фиг. 1 и 2). Позиционирование может быть проведено ступенчатым или непрерывным образом. С этой целью второй приводной двигатель 10 соединен со встроенным в устройство 8 управления вторым регулятором положения, который имеет датчик 12 положения для регистрации положения по высоте основания 3.
Устройство 1 имеет два расположенных несъемным образом на креплении 5 узла 13А, 13В печатающих головок, которые в каждом случае состоят из четырех расположенных последовательно в радиальном направлении печатающих головок, которые в каждом случае имеют подробно не представленный на чертеже сопельный узел с несколькими снабженными управляемыми вентилями соплами, которые могут в каждом случае подавать капли материала текучего материала, такого как, например, полимер, клей, связующее и т.д. Сопла отдельных сопельных узлов в каждом случае расположены в простирающемся параллельно плоскости основания 3 ряду и обращены своими отверстиями сопел к основанию 3. Ряды, в которых расположены сопла отдельных сопельных узлов, в каждом случае простираются в примерно радиальном направлении к оси 4 вращения основания 3. Каждый сопельный узел в каждом случае соединен с подробно не представленным на чертеже резервуаром для запаса текучего материала. Резервуары могут быть наполнены различными материалами. Для изготовления двухкомпонентных формовых изделий они могут иметь, например, различные цвета или свойства материала. Многоцветная версия также является возможной.
Позиционирующими устройствами и соплами печатающей головки посредством устройства 8 управления управляют таким образом, что формовые изделия 2А, 2В, 2С, 2D могут быть изготовлены посредством послойного нанесения материала. С этой целью устройство 8 управления имеет буфер 14 печати, в котором могут быть сохранены печатные данные для расположенного с помощью печатающих узлов 13А, 13В на основании 3, находящегося на нем слоя материала, расположенного на основании 3 слоевого пакета с несколькими слоями материала и/или наносимого на расположенное на основании, слое материала или слоевом пакете изделие слоя материала.
Печатные данные сохраняют в буфере 14 печати в форме матрицы пикселей, которая имеет множество пикселей, которые расположены соответствующим образом в полярной координатной системе с несколькими окружностями и несколькими радиальными лучами. Окружности расположены концентрическим образом относительно оси 4 вращения основания 3 и в каждом случае имеют предварительно заданное число пикселей, которые в угловом растре смещены относительно друг друга по отношению к оси 4 вращения. Расположенные на большем удалении от оси 4 вращения основания 3 строки имеют большее число пикселей, чем расположенные ближе к оси 4 вращения строки. Каждый узел 13А, 13В печатающей головки в каждом случае имеет для каждой окружности по одному соплу.
Для каждой пиксели, в каждом случае для каждого узла 13А, 13В печатающей головки в буфере 14 печати сохранена информация, которая имеет первое значение (например, «1»), когда соответствующее сопло соответствующего узла 13А, 13В печатающей головки должно выдавать на соотнесенном с пикселем месте изготавливаемого слоя материала каплю материала. Когда сопло узла 13А, 13В печатающей головки не должно выдавать на соотнесенном с пикселем месте слоя материала каплю материала, сохраненная в буфере 14 печати для этой пиксели информация имеет второе значение (например, «0»).
Для загрузки матрицы пикселей в буфер 14 печати устройство 8 управления соединено с вышестоящим компьютером 15, таким как, например, ПК, в котором сохранены геометрические данные для формовых изделий 2А, 2В, 2С, 2D. Геометрические данные могут быть поставлены, например, посредством программного обеспечения CAD, которое может быть выполнено на компьютере 15. Кроме того, на компьютере 15 может быть выполнено программное обеспечение, которое подготавливает геометрические данные и создает из них печатные данные для отдельных слоев формовых изделий 2А, 2В, 2С, 2D. С помощью программного обеспечения матрицу пикселей создают таким образом, что являются, по возможности, малыми искажения в местах, на которых сохраненная в первом накопителе 18, представленная в декартовых координатах геометрия формовых изделий 2А, 2В, 2С, 2D отклоняется от образованной посредством пересчета геометрии декартовых координат в полярные координаты.
Это достигнуто за счет задания особых точек 20А, 20В растра в полярных координатах растра в полярных координатах, которые расположены на окружностях, которые имеют предварительно заданное межокружное расстояние относительно друг друга. На фиг. 3 показано, что точки 20В растра в полярных координатах имеют менее значительное расстояние до начала координат или же до центра окружностей, чем точки растра 20А в полярных координатах. Точки 20А расположены на первых лучах А1, которые имеют первое угловое расстояние относительно друг друга. На фиг. 3 по причинам наглядности показан только первый луч А1. Точки 20В расположены на вторых лучах А2, которые имеют второе угловое расстояние относительно друг друга, которое превышает первое угловое расстояние. Иными словами, точки растра в полярных координатах расположены в направлении начала координат на других лучах, которые имеют угловое расстояние относительно друг друга, которое превышает первое угловое расстояние. При уменьшении удаления от начала координат растра в полярных координатах угловое расстояние возрастает, вследствие чего может быть достигнуто поддержание постоянным расстояния между расположенными на одной окружности точками растра в полярных координатах.
Расстояние между окружностями соответствует угловому расстоянию сопел печатающих головок 13А, 13В. Угловое расстояние является переменным, и его выбирают таким образом, что расстояние между расположенными на заданной окружности особыми точками 20А, 20В растра в полярных координатах соответствует, например, расстоянию между соплами. Иными словами, расстояние между особыми точками 20А, 20В растра в полярных координатах, которые расположены на ближайшей к оси 4 вращения окружности является большим, чем угловое расстояние между особыми точками 20А, 20В растра в полярных координатах, которые расположены на наиболее удаленной от оси 4 вращения окружности. Для каждого кругового кольца имеется возможность расчета идеального углового расстояния, которое выполняет условие соответствия расстояния между особыми расположенными на этой окружности точками 20А, 20В растра в полярных координатах, например, расстоянию между соплами. Если расстояние между особыми точками 20А, 20В растра в полярных координатах на заданной окружности не соответствует целочисленной доле полного круга или же оборота, угловое расстояние посредством округления приспосабливают таким образом, что оно соответствует целочисленной доле полного круга или же оборота. Образованный посредством особых точек 20А, 20В растра в полярных координатах растр в полярных координатах сохранен во втором накопителе 19.
Посредством компьютера 15 полярные координаты особых точек 20А, 20В растра в полярных координатах пересчитывают в декартовы координаты. Затем сохраненные в первом накопителе 18 декартовы координаты графических данных сравнивают с декартовыми координатами пересчитанных особых точек 20А, 20В растра в полярных координатах. Пиксели, декартовы координаты которых совпадают с декартовыми координатами пересчитанных особых точек 20А, 20В растра в полярных координатах, подлежат печати. Пиксели, декартовы координаты которых не совпадают с декартовыми координатами пересчитанных особенных точек 20А, 20В растра в полярных координатах, не подлежат печати. Соответствующие особые точки 20А, 20В растра в полярных координатах помечают соответствующим образом. Полученные таким образом печатные данные могут быть загружены из компьютера 15 в буфер печати.
На фиг. 3 представлен состоящий из особых точек 20А, 20В растра в полярных координатах растр. Растр имеет простирающиеся в радиальном направлении лучи A1, А2, а также круговые кольца R1, R2. Особые точки 20А, 20В растра в полярных координатах на окружностях R1, R2 в каждом случае расположены на расстоянии относительно друг друга, которое соответствует расстоянию между соплами. Особые точки 20А, 20В растра в полярных координатах имеют то же расстояние в радиальном направлении. На образованном посредством особых точек 20А, 20В растра в полярных координатах растре представлена фигура 21. Если фигура 21 реализована в векторизованной форме, может быть проведена проверка на то, какие полярные координаты, то есть особые точки 20А, 20В растра в полярных координатах располагаются в пределах или вне графических контуров.
Для проверки может быть использован стандартный алгоритм графической программы. Все находящиеся в пределах графического контура особые точки 20В растра в полярных координатах, которые образуют центр представленных в виде кругов капелек материала, получают каплю материала. Все находящиеся вне графического контура особые точки 20А растра в полярных координатах не получают каплю материала.
За счет этого получено представленное на фиг. 4 изображение.
Кроме того, устройство 8 управления имеет соединенный с буфером 14 печати микропроцессор 16, на котором может быть выполнена рабочая программа, посредством которой первым и вторым позиционирующими устройствами и соплами печатающих головок 13А, 13В управляют таким образом, что формовые изделия могут быть изготовлены посредством послойного нанесения материала. Рабочая программа сохранена в подробно не представленном на чертеже накопителе устройства 8 управления. Устройство 8 управления соединено посредством линии передачи данных или же линии управления с печатающими головками 13А, 13В и с позиционирующими устройствами.
Кроме того, устройство 1 имеет фиксирующее устройство 17, которое для укрепления или же для присоединения расположенного на основании 3, находящегося на нем слоя материала и/или находящегося на основании 3 слоевого пакета с несколькими размещенными посредством печатающих головок 13А, 13В слоями материала, имеет подробно не представленный на чертеже источник ультрафиолетового излучения, который своей излучающей стороной обращен к основанию 3. Вместо источника ультрафиолетового излучения также может быть предусмотрено другое средство фиксации. Фиксирующее устройство 17 расположено неподвижно по отношению к креплению 3 и направлено своей продольной протяженностью, например, в радиальном направлении к оси 4 вращения (фиг. 3).
В последующем изложении разъяснено, как посредством устройства 1 послойным образом изготавливают формовые изделия 2А, 2В, 2С, 2D.
Основание 3 позиционируют с помощью второго позиционирующего устройства и с помощью датчика 12 положения на предварительно заданном расстоянии до сопельных узлов печатающих головок 13А, 13В. Расстояние выбирают таким образом, что посредством сопельных узлов капли материала для первого слоя материала могут быть нанесены на основание 3. Кроме того, основание 3 с помощью первого позиционирующего устройства и с помощью кодирующего устройства 9 приводят в предварительно заданное угловое положение по отношению к креплению 5. Печатные данные для первого изготавливаемого слоя материала загружают из компьютера 15 в буфер 14 печати.
Затем основание 3 смещают во вращательном движении в направлении стрелки 7 с предварительно заданной, постоянной, но выбираемой угловой скоростью относительно крепления 5, в то время как с помощью сопельных узлов печатающих головок 13А, 13В на те места, на которых на основание должен быть нанесен в каждом случае соотнесенный с печатающими головками 13А, 13В материал, в каждом случае выдают капли материала для изготовления на основании 3 первого слоя материала. Выдачу капель материала проводят в зависимости от сохраненных в буфере 14 печати данных и в зависимости от измерительного сигнала кодирующего устройства 9.
Нанесенный на основание 3 слой материала укрепляют с помощью фиксирующего устройства 17 посредством ультрафиолетового излучения или энергии от другого источника энергии. После того как первый слой материала оказывается полностью нанесенным, основание 3 вращают далее вокруг оси 4 вращения с предварительно заданной угловой скоростью. Когда сопельные узлы печатающих головок 13А, 13В расположены над сегментом основания 3, в котором не подлежат выдаче какие-либо капли материала, из компьютера 15 в буфер 14 печати загружают печатные данные для другого слоя материала, который подлежит нанесению на уже законченный первый слой материала. Также предполагается возможным, что устройство 8 управления имеет несколько буферов 14 печати, каждый из которых в каждом случае содержит печатные данные для изготавливаемого в настоящее время слоя материала. В этом случае, во время изготовления данного слоя материала в другом буфере печати печатные данные для другого, изготавливаемого к более позднему моменту времени слоя материала могут быть считаны таким образом, что эти печатные данные непосредственно после окончания находящегося в обработке слоя материала уже находятся в распоряжении для изготовления другого слоя материала.
Как только первый слой материала закончен, основание 3 опускают с помощью второго позиционирующего устройства на толщину первого слоя материала таким образом, что сопельные узлы расположены теперь на предварительно заданном расстоянии от обращенной к основанию 3 поверхности первого слоя материала. Однако опускание может быть проведено непрерывным образом.
В то время как основание 3 вращают, кроме того, вокруг оси 4 вращения, с помощью сопельных узлов печатающих головок 13А, 13В в местах, на которых на первый слой материала должен быть нанесен соотнесенный с отдельными печатающими головками 13А, 13В материал, в каждом случае выдают капли материала для нанесения другого слоя материала. При этом выдачу капель материала вновь проводят в зависимости от сохраненных в буфере 14 печати данных и в зависимости от измерительного сигнала кодирующего устройства 9. Описанные выше этапы повторяют в рамках соответствующего способа для нанесения других слоев материала до тех пор, пока формовые изделия 2А, 2В, 2С, 2D не будут закончены. Затем формовые изделия 2А, 2В, 2С, 2D удаляют с основания, и возвращают основание в его исходное положение для изготовления, при необходимости, других формовых изделий 2А, 2В, 2С, 2D.
В последующем изложении второй пример воплощения изобретения разъяснен с помощью фиг. 5-14. В этом примере воплощения с помощью устройства, которое соответствует представленному на фиг. 1 и 2 примеру воплощения, на основании 3 печатают примерно прямоугольное формовое изделие. Формовое изделие наносят на основание 3 в виде слоевого пакета 2' с несколькими уложенными друг на друга слоями материала. Геометрия формового изделия сохранена в первом накопителе 18 в форме векторных графических данных. Для слоя слоевого пакета в каждом случае соответствующие векторные графические данные сохранены в первом накопителе 18.
В этом примере воплощения по причинам графической представимости выбрано очень незначительное число точек растра в полярных координатах. Как показано на фиг. 5, наличествует в целом семь окружностей R1'…R7', на которых в каждом случае расположены по 60 точек растра в полярных координатах. На практике, тем не менее, число расположенных на отдельных окружностях R1'…R7' точек растра в полярных координатах 20 является существенно большим. Например, это число может иметь значение 64000. Также число окружностей R1'…R7', соответствующим образом, превышает семь. Этого достигают посредством того, что между представленными на фиг. 5 окружностями R1'…R7' располагают другие окружности. Различие диаметров между соседними друг к другу окружностями R1'…R7' в каждом случае соответствует расстоянию до центра соседних друг к другу в радиальном к оси 4 вращения направлении сопел печатающей головки.
Как можно увидеть на фиг. 5, точки 20 растра в полярных координатах на всех окружностях R1'…R7' в каждом случае расположены на равномерных расстояниях друг от друга, то есть угловое расстояние между соседними друг к другу на окружности R1'…R7' точками 20 растра в полярных координатах при 60 точках растра в полярных координатах на окружность R1'…R7' составляет в каждом случае α1=360/60=6°.
Кроме того, на фиг. 5 показано, что точки 20 растра в полярных координатах расположены на 60 прямых лучах A1', А2', A3', которые простираются в проходящей через точки 20 растра в полярных координатах плоскости от начала координат растра в полярных координатах в радиальном направлении наружу, и смещены относительно друг друга на угловое расстояние α1 в окружном направлении окружностей R1'…R7'. Начало координат расположено на оси 4 вращения вращаемого основания 3. Недвусмысленно показано, что каждый из 60 лучей А1', А2', A3' в каждом случае строго однократно пересекает каждую из окружностей R1''…R7', то есть на каждом луче А1', А2', A3' имеется семь точек пересечения, на которых в каждом случае расположена одна точка 20 растра в полярных координатах.
Во втором накопителе 19 сохранен первый набор с особыми точками 20 растра в полярных координатах растра в полярных координатах, который включает в себя только часть имеющихся в целом точек 20 растра в полярных координатах. На практике это может быть достигнуто, например, посредством того, что число предусмотренных для первого набора запоминающих ячеек второго накопителя является меньшим, чем число точек 20 растра в полярных координатах, или посредством того, что запоминающие ячейки второго накопителя, которые соответствуют точкам 20 растра в полярных координатах, не являющимся какими-либо особыми точками 20 растра в полярных координатах, в каждом случае заполняют логическим значением, которое соответствует «отверстию», и имеет, например, логическое значение «0».
Построение особых точек 20 растра в полярных координатах первого набора является очевидным из фиг. 6. Число расположенных на внешней окружности R1' особых точек 20 растра в полярных координатах совпадает с числом лежащих на этой окружности R1' точек 20 растра в полярных координатах, смотри фиг. 5, 6 и 8.
Число особых точек 20 растра в полярных координатах первого набора, которые расположены на лежащих в пределах внешней окружности R1' других окружностях R2'…R7', в каждом случае соответствует числу особых точек 20 растра в полярных координатах внешней окружности R1' этого набора, умноженному на частное от деления диаметра другой окружности R2'…R7' на диаметр внешней окружности R1'. При этом результат этой вычислительной операции подлежит, при известных обстоятельствах, округлению до целочисленного значения, поскольку на окружности R1'…R7' может быть расположено только целое число точек 20 растра в полярных координатах. За счет этого получают убывание числа лежащих на окружностях R1'…R7' особых точек 20 растра в полярных координатах в направлении от внешней окружности R1' к внутренней окружности R7', в каждом случае от одной из окружностей R1'…R7' к другой из окружностей R1'…R7', смотри фиг. 9-14.
Как показано на фиг. 6-14, особые точки 20 растра в полярных координатах первого набора в каждом случае распределены вдоль окружностей R1'…R7' на возможно более равномерных расстояниях. Поскольку особые точки 20 растра в полярных координатах первого набора, тем не менее, расположены на всех окружностях R1'…R7' в том же угловом растре, угловое расстояние для некоторых окружностей R2'…R5', R7', при всем том, не может быть выбрано одинаковым по размеру в окружном направлении для соседних друг к другу на окружности R1'…R7' особых точках 20 растра в полярных координатах. Таким образом, например, угловое расстояние между особыми точками 20 растра в полярных координатах, которые лежат на представленных на фиг. 9-13 окружностях R2'…R6', составляет либо α1=6°, либо α2=12°. Для особых точек 20 растра в полярных координатах, которые лежат на представленной на фиг. 14 внутренней окружности R7', угловое расстояние составляет от α2=12° до α2=18°. Колебание углового расстояния соответствует для этих окружностей R2'…R5', R7' угловому расстоянию al лежащих на внешней окружности особых точек 20 растра в полярных координатах. Только для представленных на фиг. 9 и 13 окружностей R1', R6' угловое расстояние между особыми точками 20 растра в полярных координатах является постоянным.
Обобщая, таким образом получаем, что особые точки 20 растра в полярных координатах первого набора, которые лежат на представленной на фиг. 9 внешней окружности R1', расположены на первых лучах А1', А2', A3', которые имеют между собой первое угловое расстояние α1. По меньшей мере две особые точки 20 растра в полярных координатах, которые в каждом случае расположены на лежащих на фиг. 9, 10, 11, 12 и 13 между внешним и внутренним круговыми кольцами круговых кольцах, в каждом случае расположены на вторых лучах А1', А2', A3', которые имеют между собой второе угловое расстояние α2, которое превышает первое угловое расстояние α1. По меньшей мере две особые точки 20 растра в полярных координатах, которые лежат на представленном на фиг. 14 внутреннем круговом кольце, расположены на третьих лучах А1', А2', A3', которые имеют между собой третье угловое расстояние α3, которое превышает второе угловое расстояние α2.
С помощью компьютера 15 сохраненные в первом накопителе 18 для первого слоя векторные графические данные трансформируют в полярные координаты. На фиг. 7 представлены трансформируемые в полярные координаты графические векторы 21', которые соответствуют контуру размещаемого слоя. Образованную посредством графических векторов 21' замкнутую полигональную линию подвергают сравнению с сохраненными во втором накопителе 19 особыми точками 20 растра в полярных координатах первого набора. Для этого сначала вычисляют участки 22 лучей А1', А2', A3', которые расположены в пределах заданной посредством графических векторов 21' полигональной линии. Они представлены на фиг. 9 штриховыми линями. Затем задают те особые точки 20 растра в полярных координатах, которые лежат на этих участках 22 лучей и, таким образом, находятся в пределах окруженной графическими векторами 21' площади. Для этих особых точек 20 растра в полярных координатах посредством печатающей головки каплю материала выдают в каждом случае на соответствующем месте на основание 3 или же на ранее размещенный на нем слой материала.
Соответствующие точки 20 растра в полярных координатах представлены на фиг. 7 заштрихованными. Для расположенных вовне окруженной графическими векторами 21' площади особых точек 20 растра в полярных координатах какой-либо выдачи капель материала не проводят. Эти точки 20 растра в полярных координатах не являются заштрихованными на фиг. 7. Диаметр, с которым узлы 13А, 13В печатающих головок наносят капли материала на основание 3 или же на один или несколько ранее размещенных на нем слоев материала соответствует диаметру кругов, которыми точки 20 растра в полярных координатах представлены на фиг. 7-16.
После полного нанесения на основание 3 первого слоя слоевого пакета 2' основание 3 опускают на толщину слоя относительно печатающей головки 13А для размещения второго слоя в рамках соответствующего способа. Для нанесения второго слоя вместо представленного на фиг. 7 первого набора с особыми точками 20 в полярных координатах применяют представленный на фиг. 15 второй набор с особыми точками 20' в полярных координатах. Как понятно из сравнения фиг. 7 и 15, особые точки 20 в полярных координатах первого набора могут быть перемещены посредством вращения вокруг начала координат растра в полярных координатах или же вокруг оси 4 вращения на угол α1 против часовой стрелки. Тем самым достигают того, что места, на которых растр в полярных координатах не имеет точек 20 растра в полярных координатах или же имеет «отверстия», в пределах отдельных слоев в окружном направлении окружностей R1'…R7' смещены относительно друг друга. Как показано на фиг. 16, тем самым получают более равномерное распределение материала в слоевом пакете 2', при котором капли материала второго слоя покрывают отверстия в первом слое, а капли материала первого слоя - отверстия во втором слое.
Необходимо также упомянуть, что графические данные в показанном на фиг. 5-16 примере воплощения могут быть представлены также в форме пикселей или же в форме битовой карты в заданной декартовой координатной системе. В этом случае пиксели битовой карты трансформируют с помощью компьютера в полярные координаты, и полученные таким образом графические данные в полярных координатах подвергают сравнению с сохраненными во втором накопителе 19 особыми точками 20, 20', 20А, 20В растра в полярных координатах.
При наличии согласования на соответствующем месте печатающая головка выдает каплю материала на основание 3 или же на ранее размещенный на нем слой материала. Соответствующие точки 20 растра в полярных координатах представлены на фиг. 7 заштрихованными. Если сравнение не дает в итоге согласования с точкой 20 растра в полярных координатах, выдача каких-либо капель материала отсутствует.
В представленном на фиг. 17 третьем примере воплощения на основание 3 или же на один или несколько ранее размещенных на нем слоев материала наносят капли материала с различными диаметрами. На фиг. 17 диаметр капель материала соответствует диаметру кругов, с помощью которых графически представлены точки 20 растра в полярных координатах. Различные диаметры капель материала создают посредством того, что все сопла печатающей головки в составе печатающей головки имеют одинаковый диаметр, и что в местах, на которые должны быть нанесены большие капли материала, с помощью соотнесенного с соответствующим местом сопла печатающей головки выдают соответствующее объему создаваемой капли материала число суб-капель, которые сливаются друг с другом с образованием большой капли 20 материала прежде их попадания на основание или же на уже нанесенный на него слой материала. На практике число выданных на печатаемом месте суб-капель может составлять, например, от 1 до 10.
Во втором накопителе 19 в каждом случае сохранена информация об объеме для отдельных точек 20 растра в полярных координатах. Устройство 1 выполнено таким образом, что капли материала на печатаемых местах в каждом случае создают с объемом, который соответствует сохраненной во втором накопителе 19 информации об объеме для соответствующей точки 20 растра в полярных координатах.
Как показано на фиг. 17, первый ряд в составе пяти расположенных на первом луче А1'' капель материала нанесен на основание 3 или же на размещенный на нем слой материала таким образом, что объем капель материала убывает начиная от внешнего конца (на фиг. 17 - сверху) в направлении внутреннего конца первого ряда.
Кроме того, второй ряд 4 в составе четырех расположенных на втором луче А2'' капель материала создают таким образом, что объем нанесенных на основание 3 или же на размещенный на нем слой материала капель материала прибывает начиная от внешнего конца (на фиг. 17 - сверху) в направлении внутреннего конца первого ряда. Второй луч А2'' в окружном направлении окружностей R1''…R13'' непосредственно соседствует с первым лучом А1''. На фиг. 17 недвусмысленно показано, что образованный рядами рисунок повторяется в окружном направлении окружностей R1''…R13'', то есть первые и вторые ряды чередуются в окружном направлении.
На сегменте первой окружности R1'' растра в полярных координатах, который простирается от первого луча А1'' к другому лучу A3'' растра в полярных координатах, выданы четыре капли 20 материала. На сегменте другой окружности R3'', диаметр которой является меньшим, чем диаметр первой окружности R1'', выданы четыре другие капли 20 материала. Этот сегмент равным образом простирается от первого луча А1'' к другому лучу A3''. Сумма объемов вторых капель 20 материала является меньшей, чем сумма объемов первых капель 20 материала.
Реферат
Устройство (1) для нанесения текучего материала на вращаемое вокруг оси (4) вращения основание (3) согласно заданным графическим данным, которые сохранены в виде пикселей или в виде векторов заданной декартовой координатной системы в первом накопителе (18), имеет по меньшей мере одну печатающую головку (13А, 13В), которая имеет несколько расположенных на межсопловом расстоянии относительно друг друга сопел для выдачи капель материала текучего материала и которая расположена на вертикальном удалении от основания, и устройство (8) управления для позиционирования основания (3) относительно по меньшей мере одной печатающей головки (13А, 13В), а также для управления выдачей капель материала. Во втором накопителе (19) сохранены особые точки (20А, 20В) растра в полярных координатах заданного растра в полярных координатах, которые расположены на окружностях (R1, R2), которые имеют предварительно заданное межокружное расстояние относительно друг друга и которые расположены на первых лучах (A1, А1'), которые имеют первое угловое расстояние относительно друг друга, а также в направлении начала координат расположены на других лучах (А2, А2', A3'), которые имеют угловое расстояние относительно друг друга, которое является большим, чем первое угловое расстояние. Предусмотрен компьютер (15), посредством которого сохраненные во втором накопителе (19) особые точки (20А, 20В) растра в полярных координатах являются трансформируемыми в координаты заданной декартовой координатной системы, и полученные таким образом декартовы точки растра сравниваются с пикселями графических данных. 4 н. и 15 з.п. ф-лы, 17 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ облегчения удаления остатков, прилегающих к трехмерному объекту, выполненному из множества слоев
Комментарии