Способ адаптивного управления производством технически сложного изделия вдоль жизненного цикла - RU2709156C1
Код документа: RU2709156C1
Чертежи
Описание
Изобретение относится к моделям и математическому моделированию и может быть применено как в процессе проектирования, так и в процессе конструкторско-технологической доводки технически сложного изделия.
Технически сложное изделие - это сложный технический комплекс средств, состоящий из ряда систем, закономерно объединенных в единое целое в соответствии с определенными принципами или связанных между собой заданными отношениями. В состав каждой системы входит множество взаимосвязанных элементов. Примерами технически сложных изделий могут быть изделия наукоемких отраслей производства, таких как аэрокосмической, авиационной, военной, радиоэлектронной промышленности, приборостроения, электроники, электротехники, атомного машиностроения и т.д.
Производство технически сложного изделия - это единый сложно-динамический процесс изготовления конкурентоспособного изделия, удовлетворяющего современным требованиям приемочного контроля. Он достаточно длителен и может исчисляться месяцами и даже годами. При существующих в настоящее время темпах прогресса в науке и технике в течение этого времени требования к изделию могут существенно меняться, при этом изготавливаемое изделие все равно должно соответствовать эталонному образцу, который удовлетворяет всем требованиям, предъявляемым к изделию в любой момент времени.
Из существующего уровня техники известен способ адаптивного управления производством технически сложного изделия вдоль жизненного цикла, представляющий собой циклически повторяющийся пошаговый процесс, включающий определение критерия соответствия изделия и его производства требованию удовлетворять потребности по назначению, построение пространства главных параметров порядка и введение в него функций принадлежности, определение целевого состояния изделия и его производства, построение полунатурной модели производства, построение оптимальных стратегий адаптивного управления производством по целевому состоянию и реализацию их в материальном производстве, построение фактических траекторий движения производства к целевому состоянию, проверку адекватности модели адаптивного управления (см., напр., RU 2666980 C1, опубл. 13.09.2018). Указанное техническое решение имеет ряд недостатков. Используя данный способ сложно создать адекватную динамическую модель на аналоге самолетов. Кроме того, ограничено количество параметров на структуре производства для моделирования производства.
Предлагаемый способ исключает указанные недостатки путем применения динамических моделей системного синтеза оптимизации целевого состояния производства и применения оптимальных стратегий конструкторско-технологической отработки изделий с использованием неограниченного количества параметров для моделирования.
Задачей, на решение которой направлено настоящее изобретение, является создание способа адаптивного управления производством технически сложного изделия по целевому состоянию вдоль жизненного цикла с гарантией соответствия создаваемого изделия и его производства всем требованиям динамической модели целевого состояния.
Поставленная задача достигается за счет того, что в заявленном способе адаптивного управления производством технически сложного изделия вдоль жизненного цикла, представляющий собой циклически повторяющийся пошаговый процесс, включающем определение критерия соответствия изделия и его производства требованию удовлетворять потребности по назначению, построение пространства главных параметров порядка и введение в него функций принадлежности, определение целевого состояния изделия и его производства, построение полунатурной модели производства, построение оптимальных стратегий адаптивного управления производством по целевому состоянию и реализацию их в материальном производстве, построение фактических траекторий движения производства к целевому состоянию, проверку адекватности модели адаптивного управления, согласно изобретению, вводят критерий полезности как обобщающий идентичные критерии качества и потребительной стоимости в виде функции принадлежности состояния изделия и его производства к целевому состоянию, принимают ее как функцию полезности и рассматривают в качестве меры полезности, изменяющейся в интервале от нуля до единицы, которую вводят в пространство главных параметров порядка, пространство главных параметров порядка строят на множестве показателей состояния изделия и его производства и вводят в него соответствующие функции полезности по главным параметрам порядка, а целевое состояние производства определяют равенством всех функций полезности единице, полунатурную модель производства изделия строят на основе аналогии этого производства с силовой электрической сетью, управляемой слаботочной сетью, при этом технологической сети производства ставят в соответствие силовую электрическую сеть, управляемую слаботочной сетью, производство представляют преобразованием стоимости ресурсов в потребительную стоимость, а моделирующий электрический процесс - работой электрического тока, напряжение которого эквивалентно стоимости, а сопротивление - трудоемкости, при этом время выполнения технологических операций моделируют временем задержки тока с помощью реле времени, размещенных в узлах электрической сети, источник ресурсов принимают за эквивалент источника питания в силовой сети, в слаботочной сети за источник тока принимают информационный центр предприятия, а изделие - в качестве аккумулятора емкостью, приведенной к единице, заряжаемого электрической сетью как зарядным устройством, при чем все слаботочные токи, поставленные в соответствие главным параметрам порядка, также осуществляют зарядку соответствующих аккумуляторов, при этом по результатам оценки рассогласования фактических и оптимальных значений уровней зарядки аккумуляторов оценивают рассогласование фактического и целевого состояния производства и его изделия, после чего осуществляют адаптивное управление состоянием производства и его изделия путем их конструкторско-технологической отработки по соответствующим технологическим картам.
Для построения оптимальных стратегий адаптивного управления производством по целевому состоянию строят зависимость функций полезности изделия и его производства от начальных условий и определяют с помощью полученной зависимости потребные управляющие воздействия для адаптивного управления производством.
Для реализации указанных оптимальных стратегий в материальном производстве отображают полученные в пространстве функций полезности значения адаптивных управлений на технологические карты и проводят по ним конструкторско-технологическую отработку изделия и его производства по критерию полезности, оценивают новые фактические значения функций полезности изделия и его производства, определяют по ним новые начальные условия для построения новых оптимальных стратегий и строят новые оптимальные стратегии для нового цикла адаптивного управления, который повторяют до тех пор, пока фактические значения функций полезности не будут близки к единице с заданным допуском.
Построение фактических траекторий движения производства к целевому состоянию производят путем построения фактических траекторий функций полезности по полученным в каждом цикле новым фактическим значениям функций полезности.
Проверку адекватности модели адаптивного управления проводят по критерию сходимости фактических значений функций полезности к значениям при целевом состоянии.
Оптимальные траектории функций полезности вдоль жизненного цикла строят с помощью зависимости:
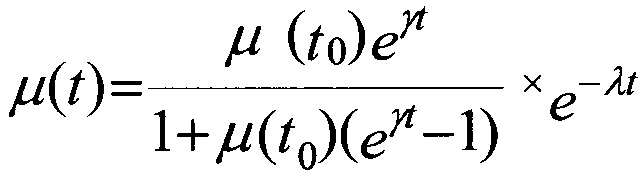
при μ(t)=1, t=Т*, Т*=Ткр,
где μ(t) - текущее значение функции полезности изделия, ед.
μ(t0) - начальное значение функции полезности изделия, ед.,
γ - параметр развития, руб/ч,
λ - параметр стабилизации, руб/ч,
t - текущее время, ч,
Т* - время выхода производства на целевое состояние на основе модели, ч
Ткр - фактическое время прохождения критического пути по технологической сети производства, ч
С помощью указанной зависимости определяют потребные ресурсы, как для стабилизации, так и для развития производства.
Техническим результатом, достигаемым приведенной совокупностью признаков, является сокращение сроков и затрат на разработку и постановку изделия на производство и его конструкторско-технологическую доводку, выявление и устранение факторов риска возникновения опасных явлений после производственного контроля по всему производственному циклу, в том числе до момента поступления изделия на приемочный контроль, обеспечение соответствия изделия и его производства всем требованиям на момент поступления изделия и его производства на приемо-сдаточные испытания путем применения циклически повторяющегося процесса пошагового определения целевого состояния изделия и его производства, построения на каждом шаге оптимальных стратегий адаптивного управления производством по целевому состоянию и реализацию их в материальном производстве за счет применения функции полезности в качестве меры полезности, обобщающей идентичные критерии качества и потребительной стоимости, построения пространства главных параметров порядка с введением меры полезности в это пространство и создания полунатурной модели производства и его изделия на основе аналогии этого производства с силовой электрической сетью, управляемой слаботочной сетью, последующей оценки рассогласования фактического и целевого состояния производства и его изделия по рассогласованию фактических и оптимальных значений уровней зарядки аккумуляторов, построения оптимальных траектории функций полезности вдоль жизненного цикла и последующего адаптивного управления производством и его изделием путем их конструкторско-технологической отработки по соответствующим технологическим картам.
Суть способа заключается в пошаговом определении целевого состояния производства изделия, построении на каждом шаге эталонной траектории изменения полезности изделия и осуществлении проектирования и доводки изделия вдоль всего жизненного цикла на основе полунатурной модели с последующей оценкой ее адекватности и уточнения модели адаптивного управления.
Пошаговый процесс включает определение критерия соответствия изделия и его производства требованию удовлетворять потребности по назначению, построение пространства главных параметров порядка и введение в него функций принадлежности, определение целевого состояния изделия и его производства, построение полунатурной модели производства, построение оптимальных стратегий адаптивного управления производством по целевому состоянию и реализацию их в материальном производстве, построение фактических траекторий движения производства к целевому состоянию, проверку адекватности модели адаптивного управления.
Критерий полезности производства и его изделия определяют вдоль жизненного цикла как обобщение идентичных критериев качества и потребительной стоимости - удовлетворение потребности производства и его изделия требованиям по назначению. Характеризуют ее функцией принадлежности текущего состояния изделия и его производства к целевому состоянию, принимают ее как функцию полезности и рассматривают в качестве меры полезности, изменяющейся в интервале от нуля до единицы, которую вводят в пространство главных параметров порядка.
Строят пространство главных параметров порядка на множестве показателей состояния изделия и его производства и вводят в него соответствующие функции полезности по главным параметрам порядка. Целевое состояние изделия и его производства определяют равенством всех функций полезности единице.
Строят полунатурную модель целевого состояния производства и его изделия в зависимости от начальных условий и выделенных ресурсов. Полученную зависимость используют для определения оптимальных стратегий выхода производства на целевое состояние: времени выхода на целевое состояние и распределения выделенных ресурсов между мероприятиями по развитию и стабилизации производства. Полунатурную модель текущего состояния изделия и его производства строят на основе аналогии этого производства с моделью силовой электрической сети, управляемой слаботочной сетью. Полунатурная модель состоит из модели производства, которая является аналогом силовой электрической сети, управляемой слаботочной сетью, и натурной модели, в качестве которой выступает само материальное производство. Для построения указанной модели строится пространство главных параметров порядка, каждому главному параметру порядка ставится в соответствие своя функция полезности, каждая из которых изменятся от нуля до единицы.
Технологической сети производства ставится в соответствие силовая электрическая сеть, управляемая слаботочной сетью. Производство представляют преобразованием стоимости ресурсов в потребительную стоимость - изделие, а моделирующий преобразование электрический процесс - работой электрического тока, напряжение которого эквивалентно стоимости, а сопротивление - трудоемкости. Время выполнения технологических операций моделируют временем задержки тока с помощью реле времени, размещенных в узлах электрической сети. Источник ресурсов принимают за эквивалент источника питания в силовой сети, в слаботочной сети за источник тока принимают информационный центр предприятия, а изделие - в качестве аккумулятора емкостью единица, заряжаемого электрической сетью как зарядным устройством. Силовой ток является несущим током для всех слаботочных токов, поставленных в соответствие главным параметрам порядка и также осуществляющих зарядку соответствующих аккумуляторов. По результатам оценки рассогласования фактических и оптимальных значений уровней зарядки аккумуляторов оценивают рассогласование фактического и целевого состояния производства и его изделия. По результатам оценки рассогласования фактического и целевого состояния производства и его изделия осуществляют адаптивное управление состоянием производства и его изделия путем их конструкторско-технологической отработки по соответствующим технологическим картам.
Для построения оптимальных стратегий адаптивного управления производством по целевому состоянию строят зависимость функций полезности изделия и его производства от начальных условий и определяют с помощью полученной зависимости потребные управляющие воздействия для адаптивного управления производством. Для реализации указанных оптимальных стратегий в материальном производстве отображают полученные в пространстве функций полезности значения адаптивных управлений на технологические карты и проводят по ним конструкторско-технологическую отработку изделия и его производства по критерию полезности. Далее оценивают новые фактические значения функций полезности изделия и его производства, определяют по ним новые начальные условия для построения новых оптимальных стратегий и строят новые оптимальные стратегии для нового цикла адаптивного управления. Цикл повторяют до тех пор, пока фактические значения функций полезности не будут близки к единице с заданным допуском.
Производят построение фактических траекторий движения производства к целевому состоянию путем построения фактических траекторий функций полезности по полученным в каждом цикле новым фактическим значениям функций полезности.
Проверку адекватности модели адаптивного управления проводят по критерию сходимости фактических значений функций полезности к значениям при целевом состоянии.
Оптимальные траектории функций полезности вдоль жизненного цикла строят с помощью зависимости:

при μ(t)=1, t=Т*, Т*=Ткр,
где μ(t) - текущее значение функции полезности изделия, ед.
μ(t0) - начальное значение функции полезности изделия, ед.,
γ - параметр развития, руб/ч,
λ - параметр стабилизации, руб/ч,
t - текущее время, ч,
Т* - время выхода производства на целевое состояние на основе модели, ч
Ткр - фактическое время прохождения критического пути по технологической сети производства, ч
С помощью указанной зависимости определяют потребные ресурсы, как для стабилизации, так и для развития производства.
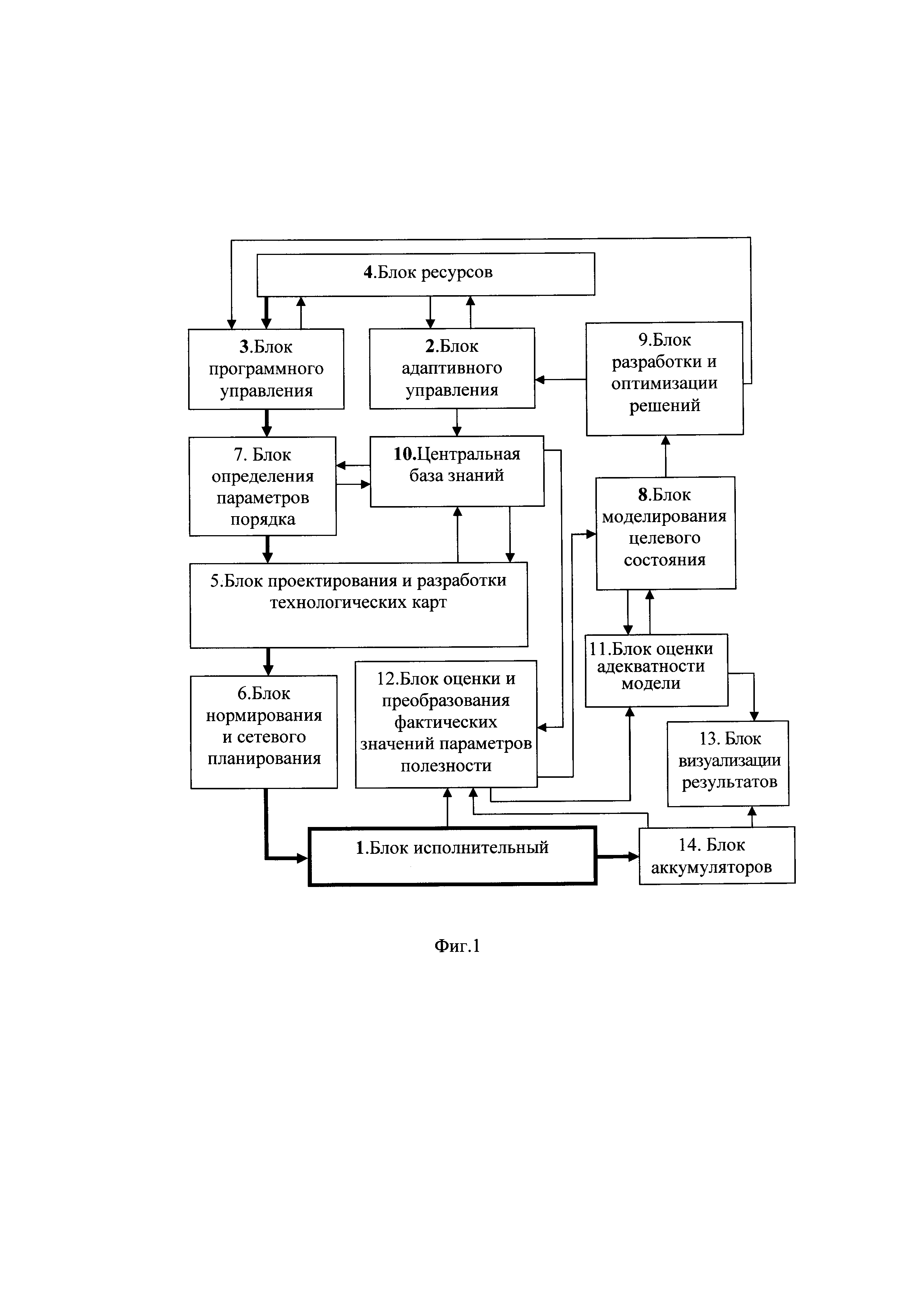
Сущность заявленного способа поясняется на примере его применения на основе автоматизированного комплекса адаптивного управления производством технически сложного изделия вдоль жизненного цикла, блок-схема которого приведена на фиг. 1.
Автоматизированный комплекс состоит из компьютерных блоков, которые распределены на структуре изделия вдоль жизненного цикла, соединены между собой информационной связью и обозначены на блок-схеме следующими позициями:
1 - Блок исполнительный
2 - Блок адаптивного управления
3 - Блок программного управления
4 - Блок ресурсов
5 - Блок проектирования и разработки технологических карт
6 - Блок нормирования и сетевого планирования
7 - Блок определения параметров порядка
8 - Блок моделирования целевого состояния
9 - Блок разработки и оптимизации решений
10 - Центральная база знаний
11 - Блок оценки адекватности модели
12 - Блок оценки и преобразования фактических значений параметров полезности
13 - Блок визуализации результатов
14 - Блок аккумуляторов
Блоки 1, 3, 4, 5, 6, 7, 14 представляют собой силовую сеть, которой поставлено в соответствие производство, а блоки 2, 8, 9, 10, 11, 12, 13 представляют собой слаботочную сеть, адекватно моделирующую параметры порядка.
В блоке 8 моделирования целевого состояния на основании начальных условий, поступающих из блока 12 оценки и преобразования фактических значений параметров полезности строят модель целевого состояния производства как системы обслуживания требований потребителя по критерию полезности и направляют указанные требования в блок 9 разработки и оптимизации решений. В блоке 9 определяют оптимальные стратегии перехода производства от текущего состояния к целевому состоянию и направляют их в блоки 3,2 программного и адаптивного управления, которые через блок 4 ресурсов получают потребные ресурсы, а также разрабатывают планы будущего производства. Результаты разработки из блоков 3,2 программного и адаптивного управления поступают соответственно в блок 7 определения параметров порядка и центральную базу 10 знаний, где назначаются соответственно главные параметры порядка и критерии полезности. Из блока 7 определения параметров порядка и центральной базы 10 знаний параметры порядка и критерии полезности поступают в блок 5 проектирования и разработки технологических карт, где на их основании разрабатывают нормативно-техническую документацию, которую передают в блок 6 нормирования и сетевого планирования. В блоке 6 нормирования и сетевого планирования на основании поступившей нормативно-технической документации осуществляют нормирование и сетевое планирование производства, в соответствии с которыми в блоке 1 исполнительном осуществляют технологические процессы производства и контроль состояния производства на соответствие его целевому состоянию по критерию полезности с помощью блока 12 оценки и преобразования фактических значений параметров полезности и блока 14 аккумуляторов. На основании полученной из блоков 1, 14 и 10 информации в блоке 12 осуществляют преобразование фактических значений в оценку параметров полезности, которую передают в блок 8 как начальные условия для последующего цикла управления, который совершают в том случае, если рассогласование между фактическими оценками состояния производства будут больше допустимых. Цикл будет повторяться до тех пор, пока указанные рассогласования не будут в норме. Из блока 12 фактические значения параметров полезности передают в блок 11, из блока 8 в блок 11 передают результаты моделирования. В блоке 11 производят оценку адекватности модели адаптивного управления. Результат выводят в блок 13 и в блок 8. Информацию из блоков 11 и 14 выводят в блок 13 для визуализации результатов.
Заявленный способ позволяет создать адаптивный цикличный поточно-стендовый технологический процесс конструкторско-технологической отработки производства и сократить сроки и затраты на постановку на производство новых изделий, их конструкторско-технологическую отработку и сертификацию; обеспечивает возможность устранения эмерджентных явлений в результате пошагового адаптивного управления производством по критерию полезности по мере продвижения вдоль жизненного цикла; прогнозирует будущее целевое состояние производства; снижает размерность задач адаптивного управления и сертификации.
Реферат
Изобретение относится к области проектирования в процессе конструкторско-технологической доводки изделия. Технический результат изобретения заключается в выявлении и устранении факторов риска возникновения опасных явлений после производственного контроля по всему производственному циклу. Способ представляет циклически повторяющийся процесс пошагового определения динамической модели целевого состояния производства и построения оптимальной траектории выхода производства на целевое состояние на основе полунатурного моделирования. Полунатурная модель состоит из математической модели производства, которая является аналогом силовой электрической сети, управляемой слаботочной сетью, а также натурной модели, в качестве которой выступает само материальное производство. На каждом шаге при изменившихся начальных условиях определяют виртуальные управляющие воздействия. Цикл повторяют пока производство не выйдет на целевое состояние. На основе анализа оценивается адекватность модели адаптивного управления по критерию сходимости фактических значений оценок состояния производства к оптимальным значениям. По результатам оценки адекватности осуществляется корректировка модели адаптивного управления. 6 з.п. ф-лы, 1 ил.
Формула

Документы, цитированные в отчёте о поиске
Способ адаптивного управления качеством технически сложного изделия вдоль жизненного цикла
Способ и устройство выбора рациональной стратегии долгосрочного планирования мероприятий по обеспечению требуемого состояния сложной организационно-технической системы
Комментарии