Пресс-формы для формования пластмассовых изделий и способ изготовления части пресс-формы - RU2427464C2
Код документа: RU2427464C2
Чертежи























Описание
Изобретение относится к пресс-формам для формования пластмассовых изделий, в частности - к пресс-формам, снабженным охладительными каналами, пригодным для инжекционного или компрессионного формования изделий, таких как заготовки бутылок или укупорочных колпачков.
Формуемые изделия могут состоять из пластмасс, например, из полиэтилентерефталата (ПЭТ), полипропилена (ПП), поливинилхлорида (ПВХ), полиэтиленнафталата (ПЭН) или высокоплотного полиэтилена (HDPE).
Кроме того, изобретение относится к способу изготовления элементов пресс-формы, снабженных средством для пропускания охлаждающей текучей среды.
В ЕР 0768164 описана пара разрезных резьбовых вставок, применяемых для предварительного инжекционного формования заготовки горлышка бутылки, каждая из которых имеет задний конец, пару выровненных плоских поверхностей и изогнутую внутреннюю поверхность. Изогнутая внутренняя поверхность обычно полукруглая и включает в себя полукруглую канавку и резьбовой участок, кроме того, каждая вставка снабжена верхним и нижним коническими фланцами. Каждая разрезная резьбовая вставка дополнительно снабжена каналом для охлаждающей среды.
В ЕР 1270164 раскрыт способ изготовления пар разрезных вставок, применяемых для предварительного инжекционного формования заготовок бутылок. Способ включает в себя следующие этапы: производят механическую обработку полой наружной части каждой разрезной вставки, получая сквозное отверстие и наружные участки двух охладительных каналов, причем два охладительных канала продолжаются от сквозного отверстия до соответствующих впускного и выпускного отверстий. Кроме того, способ содержит этап, на котором изготавливают внутреннюю часть разрезных вставок посредством инжекционного формования керамического стержня с последующим литьем внутренней части по выплавляемой модели вокруг керамического стержня. На наружных поверхностях внутренней части выполняют внутренние участки охладительных каналов.
Затем наружную часть размещают вокруг внутренней части - таким образом, чтобы совместить внутренний и наружный участки двух охладительных каналов.
Затем внутреннюю и наружную часть спаивают вместе. На завершающем этапе объединенные наружную и внутреннюю части разрезают пополам, образуя пару разрезных вставок, причем в каждой из разрезных вставок находится один из охлаждающих каналов.
В патенте Германии 10022289 описано устройство для изготовления пластмассовой заготовки, содержащее стержневой элемент, образованный внутренней корпусной деталью и наружной корпусной деталью. Внутренняя и наружная корпусные детали соединены друг с другом посредством пайки-сварки и совместно образуют канальную систему. Канальная система поддерживает умеренную температуру в процессе формования.
Известны пресс-формы, содержащие пару матриц, или вставок полуформ, предназначенных для формования таких элементов, как, например,преформы или части таких преформ, в общем случае снабженные выступающими участками или поднутрениями, образующие участки горлышек бутылок или других емкостей. Участки бутылочных горлышек, выполненных из пластмассы, фактически содержат выступы, содержащие резьбу для присоединения соответствующего колпачка, и кольцевой венчик.
В конце процесса формования преформа остается в пресс-форме в течение некоторого времени, требуемого для ее охлаждения и затвердевания. Затем ее извлекают из пресс-формы путем разъема двух матриц - таким образом, чтобы освободить области поднутрений.
Преформу необходимо достаточно быстро охлаждать, чтобы уменьшить время формования и добиться высокой производительности.
Для охлаждения преформ матрицы снабжают контуром, по которому циркулирует охлаждающая текучая среда. Контур обычно содержит множество прямолинейных каналов, выполненных с помощью механического сверления на станках. Каналы обычно расположены на одном уровне и пересекаются между собой, образуя контур, по которому течет охлаждающая среда.
В случае с матрицами, которые в закрытом состоянии образуют полость, ограниченную цилиндрической формовочной поверхностью, прямолинейные каналы располагают по касательной к этой полости. Таким образом, различные смежные зоны формовочной поверхности расположены на разных расстояниях от прямолинейных охладительных каналов и охлаждаются неравномерно.
Как известно, колпачки бутылок или других емкостей содержат чашеобразный корпус, образованный цилиндрической боковой стенкой, снабженной внутренней резьбовой поверхностью и закрытой с одного конца дном. Уплотнительный выступ выступает от дна внутрь чашеобразного корпуса. В процессе эксплуатации уплотнительный выступ зацепляется с краем емкости таким образом, что емкость оказывается, по существу, герметично закрытой.
Колпачки вышеописанного типа получают внутри пресс-форм, содержащих матрицу, снабженную формовочной полостью, и пуансон, взаимодействующий с матрицей с целью формования колпачка из жидкой или полужидкой пластмассы. Уплотнительный выступ формуют вместе с чашеобразным корпусом как единое целое. Если уплотнительный выступ имеет участки с поднутрением, то для отсоединения колпачка от пуансона последний изготавливают из двух частей и снабжают центральным элементом и наружным элементом, подвижным относительно центрального элемента, что дает возможность снять отформованный колпачок с центрального элемента.
Пресс-формы для укупорочных колпачков вышеописанного типа снабжены контурами, по которым течет охлаждающая среда, что позволяет охлаждать колпачок до извлечения из пресс-формы. Эти каналы выполнены как в матрице, так и в центральном элементе пуансона.
Недостатком известных пресс-форм, предназначенных для изготовления колпачков, является то, что они не дают возможности быстрого и эффективного охлаждения изнутри колпачка, в частности - в области резьбовой поверхности колпачка и в области уплотнительного выступа. Данный недостаток приводит к увеличению времени охлаждения и, следовательно, к увеличению продолжительности цикла формования, что в конечном итоге служит причиной снижения производительности.
Технической задачей настоящего изобретения является улучшение известных пресс-форм для формования пластмассовых изделий.
Еще одной задачей изобретения является создание пресс-форм для формования пластмассовых изделий с более высокой эффективностью охлаждения.
Еще одной задачей изобретения является создание пресс-формы, позволяющей практически равномерно охлаждать все области формовочной полости в условиях хорошего теплообмена и с высокой скоростью охлаждения.
Дополнительной задачей изобретения является создание пресс-формы, снабженной эффективным и в то же время сравнительно простым в изготовлении охлаждающим контуром.
Еще одной задачей изобретения является разработка способа изготовления частей пресс-формы, снабженных легко приводимым в действие средством для пропускания охлаждающей среды.
Еще одной задачей изобретения является разработка способа изготовления частей пресс-формы, позволяющего выполнять в частях пресс-формы даже каналы сложной геометрической формы.
Согласно первому аспекту изобретения обеспечена пресс-форма, содержащая, по меньшей мере, две части матрицы, причем каждая часть матрицы содержит углубление для формования части изделия и средство для пропускания охлаждающей среды, причем данное средство пропускания содержит изогнутый канал, окружающий указанное углубление, впускной канал с подающим участком, ведущим в упомянутый изогнутый канал, и выпускной канал с выпускным участком, выходящего из упомянутого изогнутого канала, и образует траекторию движения охлаждающей среды, отличающаяся тем, что упомянутые изогнутый канал, подающий участок и выпускной участок расположены с возможностью пересечения их общей плоскостью, содержащей упомянутую траекторию.
Согласно второму аспекту изобретения обеспечена пресс-форма, содержащая, по меньшей мере, две части матрицы, причем каждая часть матрицы содержит углубление для формования части изделия и средство для пропускания охлаждающей среды, причем данное средство содержит охлаждающий канал, окружающий упомянутое углубление, впускной канал, ведущий в упомянутый охлаждающий канал, и выпускной канал, выходящий из упомянутого охлаждающего канала, отличающаяся тем, что упомянутый охлаждающий канал волнообразно огибает упомянутое углубление.
Благодаря данным аспектам изобретения можно получить сборную пресс-форму такого типа, какие используют, например, для формования преформ пластмассовых изделий, дающую возможность эффективного и равномерного охлаждения частей матрицы. Форма средства для пропускания охлаждающей среды дает возможность существенно усилить теплообмен между охлаждающей средой и формуемым изделием во всех точках изделия. Это приводит к повышению скорости охлаждения и, следовательно, дает возможность уменьшить время охлаждения и длительность цикла формования, способствуя тем самым повышению производительности.
Согласно третьему аспекту изобретения обеспечена пресс-форма, содержащая, по меньшей мере, две части матрицы, причем каждая часть матрицы содержит углубление для формования участка изделия и средство для пропускания охлаждающей среды, причем данное средство продолжается вокруг упомянутого углубления, по меньшей мере, на двух различных уровнях, отличающаяся тем, что упомянутое средство для пропускания охлаждающей среды содержит последовательность прямолинейных каналов.
Средство для пропускания охлаждающей среды продолжается на двух уровнях, или в двух плоскостях, и дает возможность эффективного и равномерного охлаждения углубления в матрице.
Если пресс-форма согласно третьему аспекту изобретения предназначена для формования преформ емкостей, то средство для пропускания охлаждающей среды, проходящее на двух разных уровнях, дает возможность эффективного охлаждения преформы, даже если участок преформы, формуемый с помощью, по меньшей мере, двух частей матрицы, имеет относительно большую протяженность, как бывает в случае с преформами емкостей большой вместимости.
Кроме того, средство для пропускания охлаждающей среды, содержащее последовательность прямолинейных каналов, относительно просто и быстро в изготовлении, например, посредством механической обработки на станках.
Согласно четвертому аспекту изобретения обеспечена пресс-форма, содержащая пуансон, снабженный внутренним средством формования и наружным средством формования, подвижными друг относительно друга, причем пуансон содержит систему каналов для пропускания охлаждающей среды, отличающаяся тем, что система каналов для пропускания охлаждающей среды содержит первое средство для пропускания охлаждающей среды, выполненное в упомянутом внутреннем средстве формования, и второе средство для пропускания охлаждающей среды, выполненное в упомянутом наружном средстве формования.
Данный объект изобретения дает возможность получения пресс-формы, пригодной для формования пластмассовых изделий, таких как колпачки для укупорки емкостей, в которой формуемое изделие подвергается эффективному и равномерному охлаждению. В частности, пресс-форма согласно четвертому объекту изобретения дает возможность оптимального охлаждения областей формуемого изделия, контактирующих с внутренним средством формования, а особенно - областей, контактирующих с наружным средством формования.
Если пресс-форма согласно четвертому объекту изобретения используется для формования колпачков, снабженных уплотнительным выступом, то второе средство для пропускания охлаждающей среды позволяет более эффективно охлаждать уплотнительный выступ, чтобы колпачок можно было извлечь из пресс-формы почти сразу же после формования. Если колпачок дополнительно снабжен внутренней резьбой, то последняя также эффективно охлаждается вторым средством для пропускания охлаждающей среды. В частности, второе средство для пропускания охлаждающей среды может иметь конструкцию, позволяющую по-разному охлаждать различные участки колпачка.
Например, участками колпачка, которые труднее всего снимать с пуансона, считаются участки, снабженные резьбой вблизи дна, поскольку расположенная вблизи дня резьба с трудом поддается деформации. При подходящей форме второго средства для пропускания охлаждающей среды можно охлаждать резьбу вблизи дна более интенсивно, чем резьбу, расположенную дальше от дна. Когда расположенная вблизи дна резьба хорошо охлаждается, появляется возможность приложить к резьбовому участку относительно большое усилие, позволяющее деформировать этот резьбовой участок в достаточной степени, чтобы снять колпачок с пуансона, не повредив при этом резьбу.
В общем и целом, второе средство для пропускания охлаждающей среды может иметь конструкцию, дающую возможность более избирательного охлаждения формуемого изделия, с тем чтобы улучшить охлаждение на наиболее важных участках.
Согласно пятому аспекту изобретения обеспечен способ изготовления части пресс-формы, снабженной средством для пропускания охлаждающей среды, причем данный способ содержит следующие этапы:
- обеспечивают первый элемент и второй элемент упомянутой части пресс-формы, причем первый элемент снабжен заготовкой упомянутого средства для пропускания охлаждающей среды, представляющей собой систему открытых каналов;
- соединяют упомянутые первый элемент и второй элемент таким образом, чтобы поверхность второго элемента была обращена к системе открытых каналов, образуя упомянутое средство для пропускания охлаждающей среды.
Благодаря данному объекту изобретения можно относительно легко изготовить часть пресс-формы, снабженную средством для пропускания охлаждающей среды очень сложной геометрической формы. Система открытых каналов, выполненная в первом элементе, фактически может проходить по любой траектории. Таким образом, можно избежать необходимости в сложных операциях сверления или механической обработки для получения средства для пропускания охлаждающей среды внутри одной из частей. В частности, благодаря пятому аспекту изобретения появляется возможность изготавливать части пресс-формы, снабженные средством для пропускания охлаждающей среды, которое не обязательно выполнять с помощью сверления.
Лучшему пониманию изобретения будет способствовать изучение прилагаемых чертежей, на которых представлены не носящие ограничительного характера примеры вариантов осуществления изобретения.
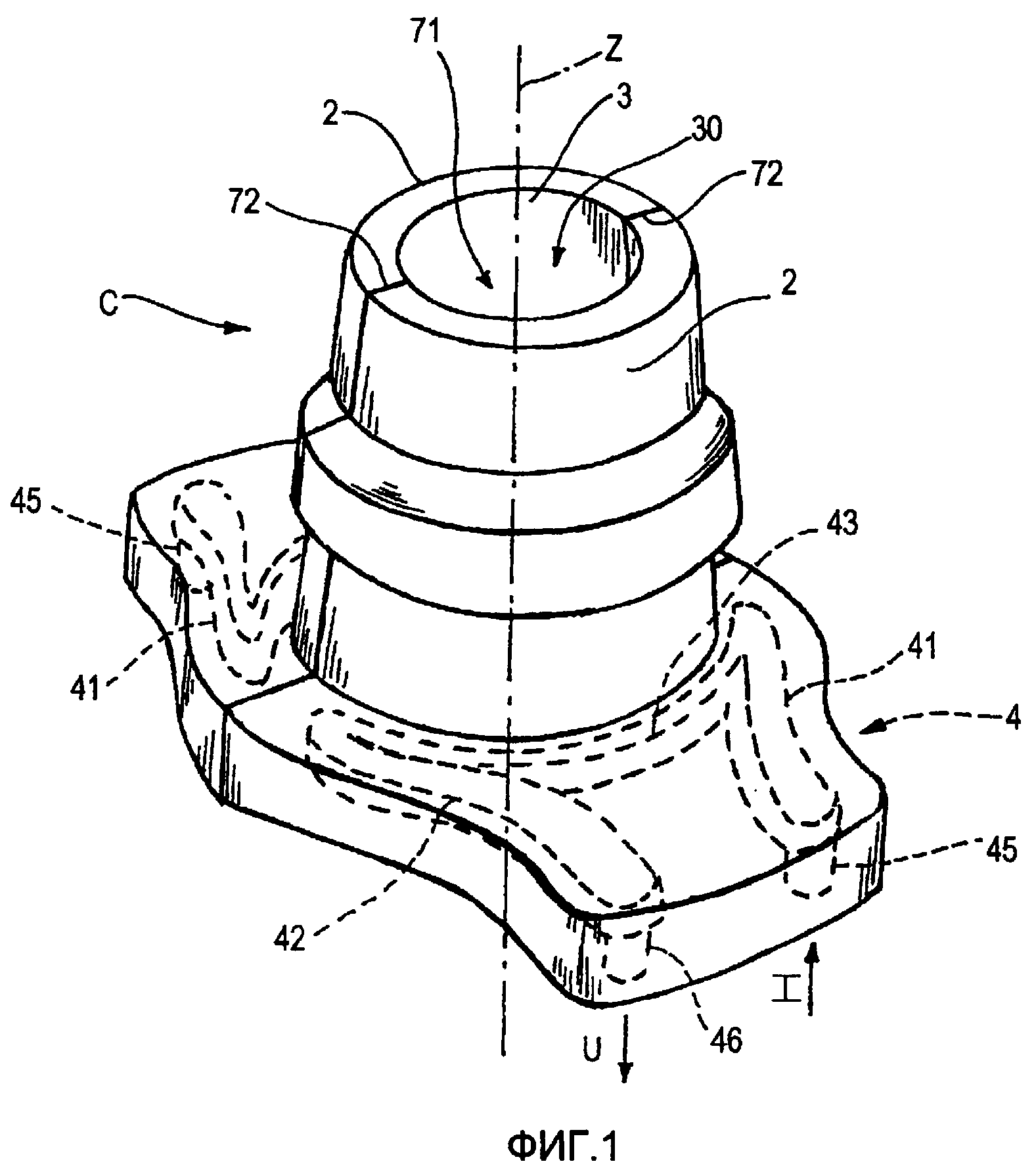
Фиг.1 - общий вид двух подвижных частей пресс-формы для формования преформ емкостей.
Фиг.2 - вид подвижных частей, представленных на Фиг.1, в разрезе по продольной оси пресс-формы.
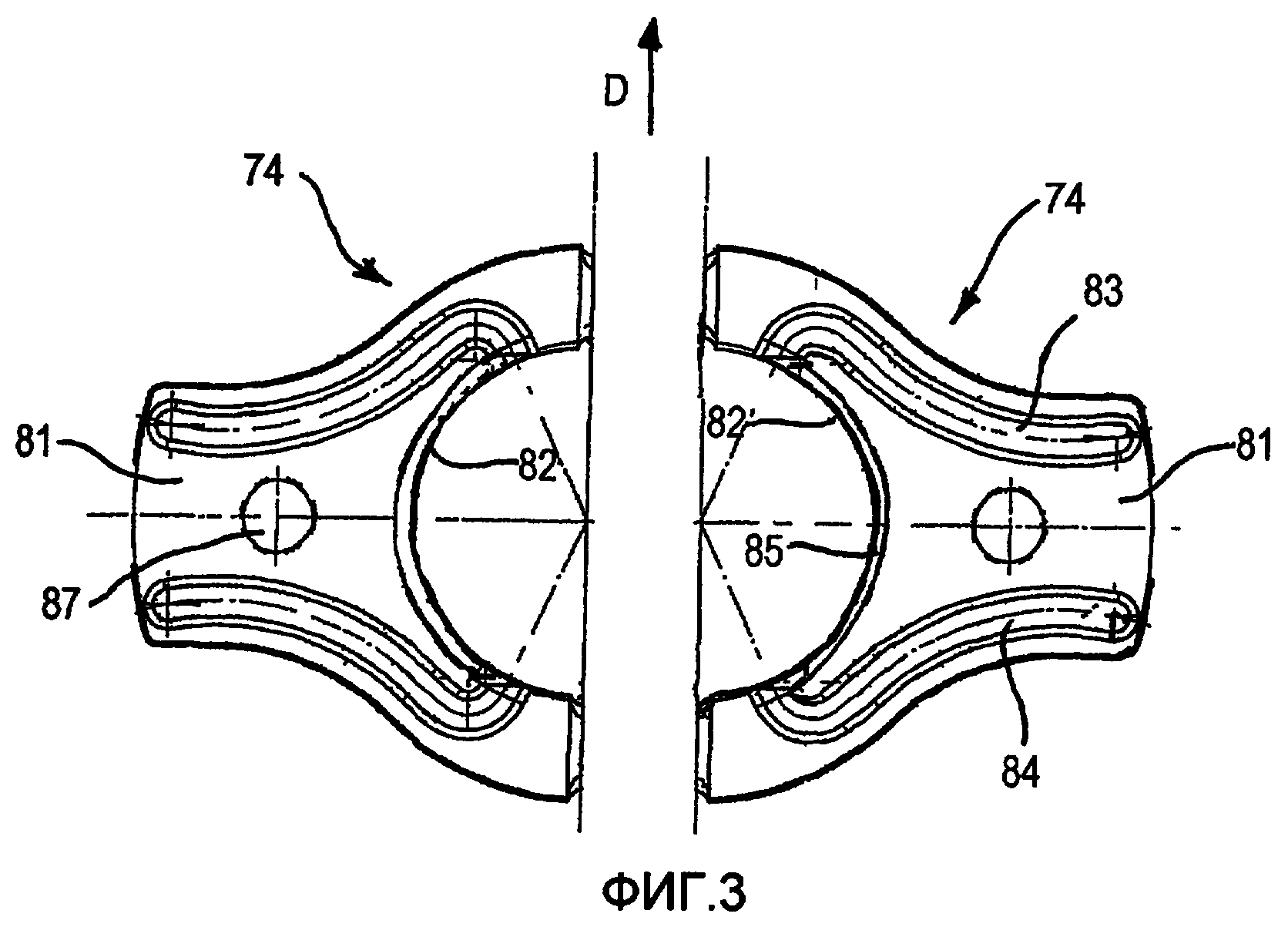
Фиг.3 - вид двух элементов подвижных частей, представленных на Фиг.2, в направлении D (Фиг.2), в разнесенном положении.
Фиг.4 - общий вид траектории внутреннего средства для пропускания охлаждающей среды, обеспеченного в подвижной части, изображенной на Фиг.1.
Фиг.5 - общий вид, аналогичный Фиг.4, на котором показана траектория движения охлаждающей среды в средстве для пропускания охлаждающей среды согласно первому альтернативному варианту осуществления изобретения.
Фиг.6 - общий вид, на котором показана траектория движения охлаждающей среды в средстве для пропускания охлаждающей среды согласно второму альтернативному варианту осуществления изобретения.
Фиг.7 - вид в разрезе, аналогичный Фиг.2, на котором представлен альтернативный вариант осуществления средства для пропускания охлаждающей среды.
Фиг.8 - вид, аналогичный Фиг.3, на котором представлен элемент подвижной части пресс-формы, представленной на Фиг.7.
Фиг.9 - вид в направлении Е на Фиг.8.
Фиг.10 - вид, аналогичный Фиг.4, на котором показана траектория движения охлаждающей среды в средстве для пропускания охлаждающей среды согласно третьему альтернативному варианту осуществления изобретения.
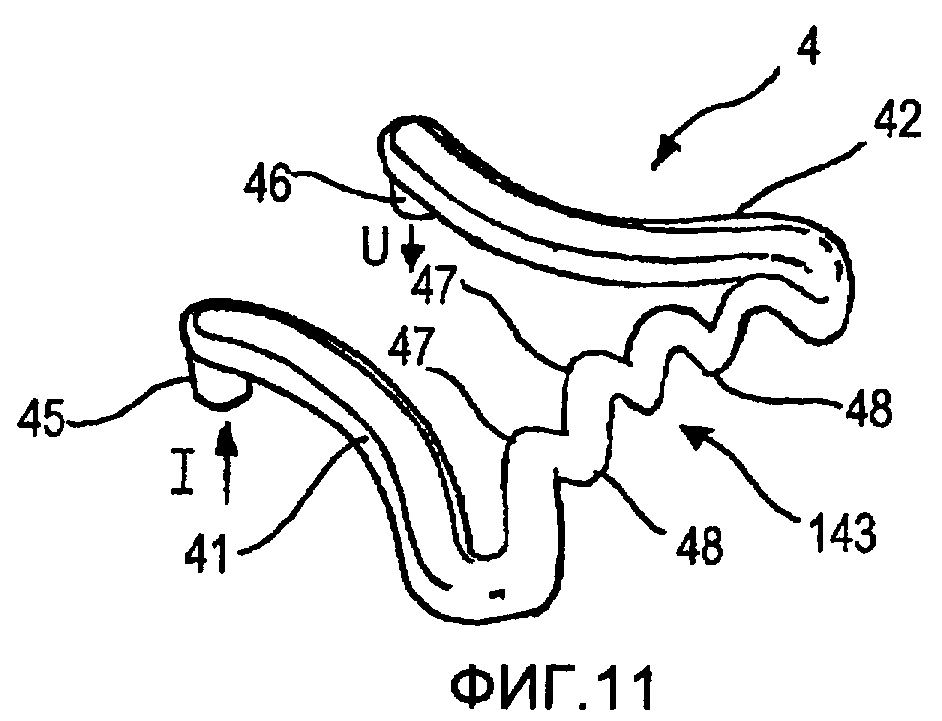
Фиг.11 - вид, аналогичный Фиг.4, на котором показана траектория движения охлаждающей среды в средстве для пропускания охлаждающей среды согласно четвертому альтернативному варианту осуществления изобретения.
Фиг.12 - вид, аналогичный Фиг.4, на котором показана траектория движения охлаждающей среды в средстве для пропускания охлаждающей среды согласно пятому альтернативному варианту осуществления изобретения.
Фиг.13 - «прозрачный» общий вид подвижной части представленного на Фиг.1 типа, содержащей средство для пропускания охлаждающей среды.
Фиг.14 - вид, аналогичный Фиг.13, но под другим углом.
Фиг.15 - вид с местным разрезом, на котором представлена пресс-форма для изготовления колпачков, находящаяся в закрытом положении.
Фиг.16 - схематичный общий вид внутреннего формовочного элемента пуансона пресс-формы, изображенной на Фиг.15.
Фиг.17 - вид элемента, представленного на Фиг.16, в разрезе плоскостью, содержащей ось Z1.
Фиг.18 - «прозрачный» общий вид наружной части пуансона пресс-формы, изображенной на Фиг.15.
Фиг.19 - увеличенный вид участка на Фиг.18.
Фиг.20 - общий вид, на котором показана траектория движения охлаждающей среды в пуансоне пресс-формы, представленной на Фиг.15, в положении формования.
Фиг.21 - вид, аналогичный Фиг.20, в разомкнутом положении.
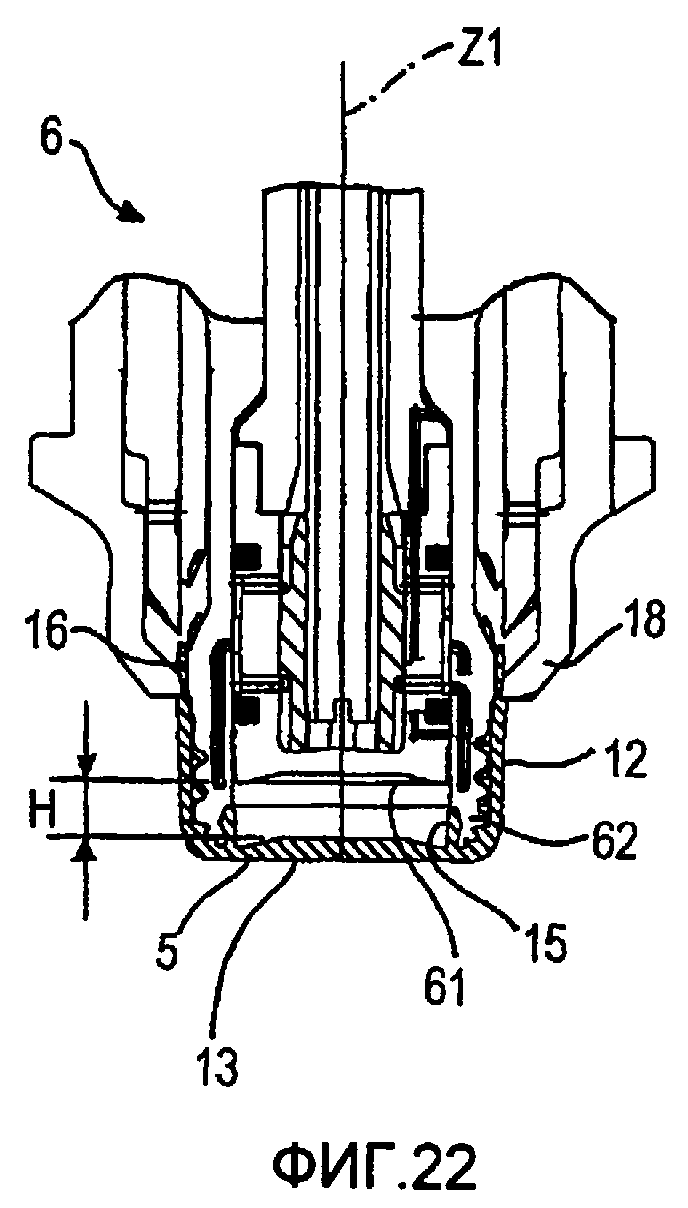
Фиг.22 - вид, аналогичный Фиг.15, иллюстрирующий пресс-форму в первом промежуточном положении.
Фиг.23 - вид, аналогичный Фиг.15, иллюстрирующий пресс-форму во втором промежуточном положении.
Фиг.24 - вид, аналогичный Фиг.15, иллюстрирующий пресс-форму во время извлечения изделия.
Фиг.25 - вид, аналогичный Фиг.15, иллюстрирующий пресс-форму согласно альтернативному варианту осуществления изобретения.
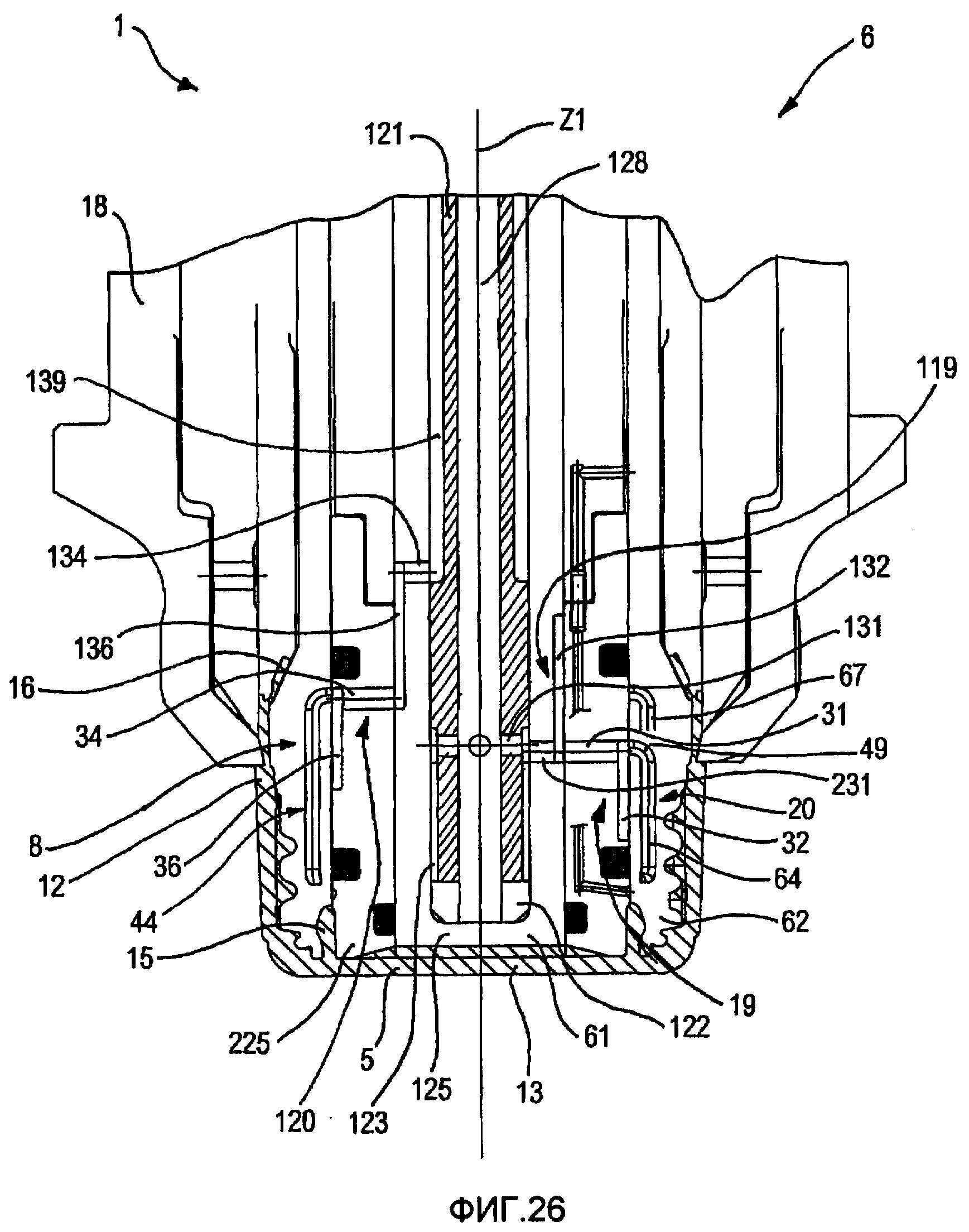
Фиг.26 - вид с местным разрезом, на котором показана пресс-форма для изготовления колпачков согласно альтернативному варианту осуществления изобретения, в закрытом положении.
Фиг.27 - вид, аналогичный Фиг.26, на котором показана пресс-форма в разомкнутом положении.
Фиг.28 - вид, аналогичный Фиг.26, на котором наружная часть пуансона пресс-формы отсоединяется от внутренней резьбы колпачка.
На Фиг.1 показан участок пресс-формы, включенной в состав устройства для предварительного формования заготовок посредством инжекционного или компрессионного формования пластмасс, например, полиэтилентерефталата (ПЭТ), полипропилена (ПП), поливинилхлорида (ПВХ), полиэтиленнафталата (ПЭН) или высокоплотного полиэтилена (HDPE).
Получаемые таким образом преформы можно использовать для получения емкостей, например бутылок, посредством ориентированного формования раздувом.
Преформы для получения бутылок обычно содержат цилиндрический полый корпус, один конец которого закрыт изогнутой стенкой. Открытый конец преформы, лежащий напротив вышеупомянутого закрытого конца, снабжен горлышком, на котором может быть наружная резьба, подходящая для зацепления с сопрягаемой внутренней резьбой на колпачке. Кроме того, горлышко содержит кольцевой выступ, расположенный под внутренней резьбой, и венчик, расположенный под кольцевым выступом.
Пресс-форма, представленная на Фиг.1, содержит не показанный на чертеже пуансон, воспроизводящий форму внутренней части преформы, и матрицу, разбираемую на две подвижные части 2 и нижнюю часть, не показанную на чертеже. В нижней части матрицы, не показанной на чертеже, формуют наружную сторону цилиндрического корпуса преформы, предназначенного для выполнения корпуса окончательной емкости, тогда как в подвижных частях 2 формуют, по меньшей мере, горлышко преформы. В частности, если емкостью, получаемой из преформы, является бутылка ограниченной вместимости, подвижными частями 2 формуют только горлышко, снабженное наружной резьбой, кольцевой выступ и венчик, не подвергаемые существенным изменениям формы во время последующего ориентированного формования раздувом, которому подвергают преформу. С другой стороны, если нужно получить бутылку большой вместимости, например 1,5 литра, подвижными частями 2 формуют не только горлышко, но и промежуточный участок преформы, образующий часть корпуса бутылки. Этот промежуточный участок может быть образован цилиндрической поверхностью или поверхностью в форме усеченного конуса, дающей возможность перехода от малого наружного диаметра вблизи горлышка к большему наружному диаметру дальше от горлышка.
Подвижные части 2, по существу, одинаковы, и каждая из них содержит вогнутый участок 3 с формовочной поверхностью 70, показанной на Фиг.2, образующей углубление 71. Каждая формовочная поверхность 70 воспроизводит форму участка, а точнее - половины горлышка преформы.
Каждая подвижная часть 2, кроме того, содержит две контактные поверхности 72, которые могут быть плоскими, расположенные на боковых сторонах соответствующего углубления 71.
Подвижные части 2 могут перемещаться между закрытым положением С (Фиг.1) и открытым положением(не показано на чертеже). В закрытом положении С контактные поверхности 72 каждой подвижной части 2 упираются друг в друга. Между двумя вогнутыми участками 3 образована формовочная полость 30 для формования наружной стороны, по меньшей мере, горлышка преформы.
В открытом положении подвижные части 2 разнесены таким образом, чтобы заготовку можно было извлечь из пресс-формы.
В каждой подвижной части 2 имеется средство 4 для пропускания охлаждающей среды, например воды, позволяющее охлаждать преформу как в процессе соответствующего этапа формования, так и по его завершении. Охлаждающая среда движется внутри средства 4 в каждой подвижной части 2 по траектории, показанной на Фиг.4.
Средство 4 для пропускания охлаждающей среды в каждой подвижной части 2 содержит впускной канал 41 и выпускной канал 42, через которые охлаждающая среда может соответственно попадать в подвижную часть 2 и выходить из нее. Впускной канал 41 и выпускной канал 42 могут быть подсоединены непосредственно к источнику I и к стоку, или выходу, U наружного циркуляционного контура охлаждающей среды, принадлежащим к известному типу и не показанным на чертежах.
Кроме того, средство 4 для пропускания охлаждающей среды в каждой подвижной части 2 содержит промежуточный канал 43, огибающий формовочную поверхность 70 соответствующей подвижной части 2 между впускным каналом 41 и выпускным каналом 42.
В частности, промежуточный канал 43 изогнут и проходит вокруг формовочной поверхности 70 на расстоянии от нее, причем это расстояние может быть почти постоянным. В данном конкретном случае формовочная поверхность 70 имеет, по существу, цилиндрическую форму, и промежуточный канал 43 проходит по дуге окружности. Расстояние между промежуточным каналом 43 и формовочной поверхностью 70, т.е. толщина соответствующей разделительной стенки, имеет минимальное допустимое значение, соответствующее конструктивным требованиям и требованиям к стойкости пресс-формы. Это позволяет оптимизировать охлаждение заготовки.
Впускной канал 41 имеет подающий участок 41а, ведущий в промежуточный канал 43; выпускной канал 42 имеет выпускной участок 42а, выходящий из промежуточного канала 43. Подающий участок 41а, промежуточный канал 43 и выпускной участок 42а можно пересечь общей плоскостью 40, перпендикулярной продольной оси Z формы.
Средство 4 для пропускания охлаждающей среды может быть симметричным относительно продольной плоскости, проходящей через продольную ось Z и перпендикулярной общей плоскости 40.
Впускной канал 41 и выпускной канал 42 изогнуты с целью приспособления к форме соответствующей подвижной части 2 и продолжаются от периферии подвижной части 2 к области вблизи вогнутого участка 3. В непроиллюстрированном варианте впускной канал 41 и выпускной канал 42 могут быть прямолинейными.
Средство 4 для пропускания охлаждающей среды каждой подвижной части 2 может содержать отрезок 45 подачи для присоединения впускного канала 41 к источнику I охлаждающей среды. Отрезок 45 подачи может быть соединен с концом впускного канала 41, расположенный напротив подающего участка 41а. Отрезок 45 подачи почти перпендикулярен впускному каналу 41.
Средство 4 для пропускания охлаждающей среды также может включать в себя выпускной отрезок 46 для соединения выпускного канала 42 со стоком U наружного контура охлаждающей среды. Выпускной отрезок 46 может быть присоединен к концу выпускного канала 42 напротив выпускного участка 42а и расположен почти перпендикулярно относительно выпускного канала 42.
Каждая подвижная часть получена сборкой трех отдельных элементов (Фиг.2), а именно - основания 73, крышки 74 и верхнего элемента 75. Основание 73 образовано центральным С-образным элементом 76, внутри которого размещена формовочная поверхность 70, образующая углубление 71. Центральный элемент 76 продолжается, по существу, вдоль продольной оси Z, и его нижний участок снабжен плоским фланцем 77. Фланец 77 лежит в поперечной плоскости, а более конкретно - в плоскости, перпендикулярной продольной оси Z. Кромка 78 выступает вверх относительно периметра фланца 77 и окружает его. Между кромкой 78 и центральным элементом 76 выполнено гнездо 79, утопленное во фланце 77.
В гнезде 79 установлена крышка 74, содержащая центральный участок 80, образованный С-образной внутренней поверхностью 82, продолжающейся вокруг продольной оси Z. Наружу относительно центрального участка 80 выступает фланец 81, лежащий на поперечной плоскости, а точнее - на плоскости, перпендикулярной продольной оси Z. На нижней поверхности фланца 81 имеются первый канал 83, второй канал 84 и третий канал 85, причем третий канал 85 размещен между первым каналом 83 и вторым каналом 84. Первый канал 83, второй канал 84 и третий канал 85 имеют форму в плане, соответствующую форме впускного канала 41, выпускного канала 42 и промежуточного канала 43 в плане соответственно и служат заготовками для последних.
Крышка 74 размещена в гнезде 79 основания 73 таким образом, что первый канал 83 и второй канал 84 обращены к фланцу 77, а третий канал 85 обращен к центральному элементу 76. Первый канал 83, второй канал 84 и третий канал 85 закрыты поверхностями основания 73 таким образом, что первый канал 83, второй канал 84 и третий канал 85 образуют впускной канал 41, выпускной канал 42 и промежуточный канал 43 соответственно, по которым может течь охлаждающая среда.
Основание 73 и крышка 74 в центральных участках снабжены сквозными отверстиями 86 и 87 соответственно. Когда крышку 74 располагают внутри гнезда 79, сквозное отверстие 87 оказывается рядом со сквозным отверстием 86.
Наружные размеры фланца 81 в плане немного меньше внутреннего периметра кромки 78. Таким образом, когда крышку 74 располагают внутри гнезда 79, между основанием 73 и крышкой 74 образуется щель 88 (Фиг.2).
Сквозное отверстие 86, сквозное отверстие 87 и щель 88 используют для крепления основания 73 к крышке 74, как будет подробнее описано далее.
Основание 73 и крышку 74 можно изготовить с применением технологии MIM (инжекционное формование металла). В этом случае основание 73 и крышку 74 изготавливают из смеси металлических порошков с диаметром частицы около 10 мкм и пластмассы, так называемой «связки», выступающей в роли связующего вещества.
Смесь экструдируют и используют для заполнения первой формы, воспроизводящей форму основания 73, и второй формы, воспроизводящей форму крышки 74. Пластмасса образует вокруг металлических частиц пленку, обеспечивающую хорошее сцепление между металлическими частицами. Так получают предварительные заготовки основания 73 и крышки 74, имеющие плотность, равную примерно 95% плотности металлического сплава, из которого состоят частицы. Эти предварительные заготовки довольно мягкие и при необходимости легко поддаются механической обработке.
Первый канал 83, второй канал 84 и третий канал 85 выполняют непосредственно в форме, образующей крышку 74.
Затем основание 73 и укупорочный элемент 74, расположенные в корпусе 79 основания 73, располагают во вспомогательной форме, в которой в закрытом положении образуется камера, воспроизводящая форму подвижной части 2. Во вспомогательную форму впрыскивают ту же смесь металлических порошков и пластмасс, что использовалась для выполнения основания 73 и крышки 74. Эта смесь образует верхний элемент 75, расположенный над основанием 73 и крышкой 74, объединяя их. Кроме того, смесь металлических порошков и пластмасс заполняет сквозное отверстие 86, сквозное отверстие 87 и щель 88, выступая в роли уплотнительной фиксирующей субстанции 89, показанной с правой стороны Фиг.2 черным цветом.
Так получают заготовку, которую затем подвергают известному процессу выплавления примесей, чтобы почти полностью устранить пластмассу, выполняющую роль связки. Подвергнутую выплавлению примесей заготовку обрабатывают в автоклавных системах, подвергая воздействию высокого давления и температуры, чтобы вызвать спекание металлических частиц, образующих основание 73, крышку 74 и верхний элемент 75. Благодаря спеканию металлические частицы сближаются, деформируются и привариваются друг к другу, образуя единый элемент с огромной прочностью даже в зоне стыка основания 73 и укупорочного элемента 74. В процессе спекания следы пластмассы, остающиеся в подвижной части 2 после выплавления, устраняются посредством сублимации. В результате получается подвижная часть 2 с плотностью, равной, по существу, 100% плотности металлического сплава, из которого состоят отдельные металлические частицы.
В альтернативном варианте осуществления верхний элемент 75 может быть изготовлен с помощью технологии MIM, вышеописанным способом, но с использованием смеси металлических порошков и пластмасс, отличной от той, что используется для изготовления основания 73 и крышки 74. Таким способом можно получить различные физические и химические свойства в разных зонах подвижной части 2 в соответствии с применяемыми смесями металлов и пластмасс. Предпочтительно, чтобы смесь металлических порошков и пластмасс, используемых для изготовления основания 73 и крышки 74, была совместима со смесью, используемой для изготовления верхнего элемента 75, чтобы вышеперечисленные элементы можно было объединить без тепловой обработки.
Согласно варианту осуществления, не показанному на чертежах, основание 73 и крышку 74, получаемые посредством технологии MIM, можно объединить с помощью одного лишь уплотнительного фиксирующего вещества 89 без применения верхнего элемента 75.
В этом случае основание 73 и крышку 74 по отдельности подвергают процессу выплавления примесей, после чего крышку 74 располагают на корпусе 79 основания 73. Затем уплотнительное фиксирующее вещество 89, содержащее множество металлических компонентов, впрыскивают в сквозное отверстие 86, в сквозное отверстие 87 и в щель 88, окружающую весь периметр фланца 81. Полученную таким способом заготовку помещают в автоклавную систему и подвергают воздействию относительно высокого давления и температуры, чтобы произошло спекание металлических порошков, образующих основание 73 и крышку 74, устранение остаточных следов связующей смолы и соединение частиц, образующих уплотнительную фиксирующую субстанцию 89. Таким способом крышку 74 присоединяют к основанию 73.
Согласно еще одному альтернативному варианту осуществления основание 73 и укупорочный элемент 74 можно изготовить без применения технологии MIM, например, при помощи механообработки, а затем соединить с помощью уплотнительного фиксирующего вещества 89, которое может содержать связующее вещество, припой, отвердитель и т.п.
Существует возможность значительно упростить производство подвижной части 2 посредством изготовления подвижной части 2 из нескольких элементов. В частности, в крышке 74 и/или в основании 73 очень легко выполнить каналы, образующие средство 4 для пропускания охлаждающей среды.
На Фиг.5 проиллюстрирован вариант осуществления подвижных частей 2, в которых средство 4 для пропускания охлаждающей среды каждой подвижной части 2 содержит, в дополнение к тому, что уже было описано в связи с Фиг.4, дополнительный промежуточный канал 53, расположенный вокруг углубления 71 и пересекаемый дополнительной плоскостью, например, параллельной общей плоскости 40. Дополнительный промежуточный канал 53, который может иметь изогнутую форму, присоединен к впускному каналу 41 посредством первого соединительного канала 56, а к выпускному каналу 42 - посредством второго соединительного канала 57. При более конкретном рассмотрении, первый соединительный канал 56 и второй соединительный канал 57 ведут от области стыка впускного канала 41 и промежуточного канала 43 и от области стыка выпускного канала 42 и промежуточного канала 43 соответственно. Таким образом, первый соединительный канал 56 и второй соединительный канал 57 также соединяют промежуточный канал 43 с дополнительным промежуточным каналом 53.
Первый соединительный канал 56 и второй соединительный канал 57 могут располагаться перпендикулярно дополнительному промежуточному каналу 53 и/или общей плоскости 40.
Промежуточный канал 43 и дополнительный промежуточный канал 53 позволяют охлаждать горлышки преформ, имеющие относительно большую длину по продольной оси Z, например, в случае с преформами, предназначенными для изготовления бутылок большой вместимости. Фактически охлаждающая среда, попадающая в каждую подвижную часть 2 через впускной канал 41, делится на два потока, первый из которых проходит через промежуточный канал 43, а второй попадает в дополнительный промежуточный канал 53 через первый соединительный канал 56. Первый и второй потоки, проходя соответственно в промежуточный канал 43 и в дополнительный промежуточный канал 53, позволяют охлаждать участки горлышка преформы, находящиеся на различной высоте. Затем второй поток, пройдя через второй соединительный канал 57, выходит из подвижной части 2 через впускной канал 42, соединяясь там с первым потоком.
Вариант осуществления средства 4 для пропускания охлаждающей среды, представленный на Фиг.6, отличается от варианта, представленного на Фиг.5, тем, что промежуточный канал 43 и дополнительный промежуточный канал 53 соединены не только первым соединительным каналом 56 и вторым соединительным каналом 57, но также и третьим соединительным каналом 58 и четвертым соединительным каналом 59.
Первый соединительный канал 56, второй соединительный канал 57, третий соединительный канал 58 и четвертый соединительный канал 59 могут иметь, по существу, одинаковые поперечные сечения. Тогда как первый соединительный канал 56 и второй соединительный канал 57, по существу, параллельны продольной оси Z, третий соединительный канал 58 и четвертый соединительный канал 59 расположены под углом и сходятся в центральном участке 60 дополнительного промежуточного канала 53.
Охлаждающая среда, выходящая из впускного канала 41, делится на первый поток F1, попадающий в промежуточный канал 43, и второй поток F2, попадающий в первый соединительный канал 56. Промежуточный канал 43 и первый соединительный канал 56 имеют такие размеры, что скорость первого потока F1 примерно в два раза больше скорости второго потока F2. Затем первый поток F1 подразделяется на третий поток F3, продолжающий движение по промежуточному каналу 43, и четвертый поток F4, направленный по третьему соединительному каналу 58 к центральному участку 60 промежуточного канала 53. Третий поток F3 и четвертый поток F4, по существу, одинаковы, и скорость их движения равна скорости второго потока F2.
В центральном участке 60 второй поток F2, выходящий из первого соединительного канала 56, соединяется с четвертым потоком F4, выходящим из третьего соединительного канала 58, образуя пятый поток F5, направленный к выпускному каналу 42 и проходящий через второй соединительный канал 57 и четвертый соединительный канал 59, аналогично описанному выше в отношении впускного канала для охлаждающей среды.
Подвижная часть 2, снабженная средством 4 для пропускания охлаждающей среды, показанным на Фиг.6, может быть изготовлена способами, аналогичными описанным в отношении Фиг.2 и 3, с обеспечением подходящей сети каналов в крышке 74 и/или основании 73.
Следует отметить, что, хотя впускной канал 41, выпускной канал 42 и промежуточный канал 43 пересекаемы общей плоскостью 40, дополнительный промежуточный канал 53 пересекает дополнительная плоскость, параллельная общей плоскости 40. Кроме того, промежуточный канал 43, дополнительный промежуточный канал 53 и соединительные каналы 56, 57, 58 и 59 пересекаемы полуцилиндрической поверхностью, осью которой является продольная ось Z.
Устройство и расположение соединительных каналов 56, 57, 58 и 59 дает возможность обеспечения турбулентного движения охлаждающей среды, что гарантирует хороший теплообмен между охлаждающей средой и заготовкой.
Вариант осуществления подвижных частей 2, проиллюстрированный на Фиг.7-9, отличается от варианта, представленного на Фиг.5, тем, что промежуточный канал 43 и дополнительный промежуточный канал 53 соединены множеством соединительных каналов, по существу, параллельных продольной оси Z.
Для получения подвижной части 2 проиллюстрированного на Фиг.7-9 типа можно использовать основание 73 и крышку 74 раскрытого в отношении Фиг.2 и 3 типа. В этом случае на крышке 74 выполняют нижний канал 90 и верхний канал 91, параллельные друг другу и пересекаемые соответствующими плоскостями, по существу, перпендикулярными продольной оси Z. Нижний канал 90 и верхний канал 91 соединены множеством соединительных каналов 92, которые, по существу, параллельны продольной оси Z.
Когда крышка 74 присоединена к основанию 73, например, посредством верхнего элемента 75 и уплотнительного фиксирующего вещества 89, нижний канал 90, верхний канал 91 и соединительные каналы 92 образуют промежуточный канал 43, дополнительный промежуточный канал 53 и соединительные каналы, соединяющие промежуточный канал 43 с дополнительным промежуточным каналом 53, соответственно.
Следует отметить, что нижний канал 90, подобно соответствующему промежуточному каналу 43, снабжен центральным участком 93 уменьшенного поперечного сечения, во избежание возврата охлаждающей среды, направляемой к выпускному каналу 42 через соединительные каналы, к впускному каналу 41 посредством обратного перемещения по промежуточному каналу 43.
На Фиг.10 проиллюстрирован вариант осуществления подвижной части 2, отличный от представленного на Фиг.5, так как в нем нет ни первого соединительного канала 56, ни второго соединительного канала 57, соединяющих дополнительный промежуточный канал 53 с промежуточным каналом 43. В варианте осуществления, представленном на Фиг.10, дополнительный промежуточный канал 53 расположен между дополнительным впускным каналом 51 и дополнительным выпускным каналом 52 средства 4 для пропускания охлаждающей среды. Дополнительный впускной канал 51 и дополнительный выпускной канал 52 могут быть, по существу, такими же, как впускной канал 41 и выпускной канал 42, и их может пересекать дополнительная общая плоскость 50, пересекающая также дополнительный промежуточный канал 53. Дополнительная общая плоскость 50 параллельна общей плоскости 40 и во время работы пресс-формы расположена над общей плоскостью 40.
Средство 4 для пропускания охлаждающей среды, показанное на Фиг.10, также содержит первый соединительный канал 54, соединяющий дополнительный впускной канал 51 с впускным каналом 41, и второй соединительный канал 55, соединяющий дополнительный выпускной канал 52 с выпускным каналом 42. В частности, первый соединительный канал 54 соединяет соответствующие концы впускного канала 41 и дополнительного впускного канала 51, расположенные напротив соответствующих концов, присоединенных к промежуточному каналу 43 и к дополнительному промежуточному каналу 53. Аналогичным образом второй соединительный канал 55 соединяет соответствующие концы выпускного канала 42 и дополнительного выпускного канала 52, лежащие напротив соответствующих концов, присоединенных к промежуточному каналу 43 и к дополнительному промежуточному каналу 53.
Первый соединительный канал 54 и второй соединительный канал 55 могут быть перпендикулярными впускному каналу 41, дополнительному впускному каналу 51, выпускному каналу 42 и дополнительному выпускному каналу 52, т.е. перпендикулярными общей плоскости 40 и дополнительной общей плоскости 50.
Первый соединительный канал 54 и второй соединительный канал 55 могут являться продолжениями отрезка 45 подачи и выпускного отрезка 46 соответственно.
Средство 4 для пропускания охлаждающей среды, представленное на Фиг.10, пропускает охлаждающую среду в подвижную часть 2 через отрезок 45 подачи и равномерно распределяет ее в выпускном канале 41 и дополнительном выпускном канале 51, а затем после прохождения среды по промежуточному каналу 43 и дополнительному промежуточному каналу 53 выпускает ее через выпускной отрезок 46.
Выполнение средства 4 для пропускания охлаждающей среды на двух разных уровнях, или планах, дает возможность увеличения теплообменной поверхности и, следовательно, количества тепла, забираемого охлаждающей средой из заготовки, что, в свою очередь, приводит к увеличению скорости охлаждения.
Согласно варианту осуществления, не проиллюстрированному на чертежах, средство 4 для пропускания охлаждающей среды может и не содержать первого соединительного канала 54 и второго соединительного канала 55. В этом случае второй впускной канал 51 и второй выпускной канал 52 присоединяют непосредственно к источнику I и стоку U наружного контура охлаждающей среды соответственно.
Средство 4 для пропускания охлаждающей среды может содержать более двух промежуточных каналов и более двух впускных и выпускных каналов, пересекаемых соответствующими общими плоскостями, которые могут быть параллельны друг другу, с целью охлаждения всего габарита подвижной части 2, т.е. вогнутого участка 3. Согласно варианту осуществления, представленному на Фиг.11, средство 4 для пропускания охлаждающей среды содержит промежуточный канал 143, продолжающийся вокруг углубления 71 и имеющий волнистую форму. Охлаждающая среда, проходящая через промежуточный канал 143, перемещается по траектории, образованной последовательностью волн. Фактически промежуточный канал 143 содержит множество изогнутых участков 47, каждый из которых обращен вогнутой стороной вниз, расположенных вперемежку с множеством изогнутых участков 48, обращенных вогнутой стороной вверх.
Согласно альтернативному варианту осуществления, представленному на Фиг.12, средство 4 для пропускания охлаждающей среды содержит промежуточный канал 243, продолжающийся вокруг углубления 71 и образующий ломаную траекторию перемещения охлаждающей среды.
Эта ломаная траектория содержит последовательность квадратных, или прямоугольных, изгибов. Фактически, промежуточный канал 243 содержит, по меньшей мере, один первый отрезок 43а, пересекаемый общей плоскостью 40, которая также пересекает впускной канал 41 и выпускной канал 42. Промежуточный канал 243, кроме того, содержит, по меньшей мере, один второй отрезок 43b, пересекаемый дополнительной плоскостью, параллельной общей плоскости 40. В процессе эксплуатации общая плоскость 40 расположена под горизонтальной дополнительной плоскостью, пересекающей второй отрезок 43b. Первый отрезок 43а и второй отрезок 43b соединены, по меньшей мере, одним третьим отрезком 43с, который может быть перпендикулярен общей плоскости 40.
В примере, представленном на Фиг.12, первый отрезок 43а обеспечен между двумя вторыми отрезками 43b, размещенными на более высоком уровне относительно первого отрезка 43а.
Первый отрезок 43а, вторые отрезки 43b и третьи отрезки 43с пересекает, по существу, цилиндрическая поверхность, расположенная вокруг формовочной поверхности 70. Другими словами, первый отрезок 43а и вторые отрезки 43b на виде в плане расположены по дуге окружности.
Волнистая форма промежуточных каналов 143 и 243, порождающая увеличение длины промежуточного канала и, следовательно, увеличение теплообменной поверхности, позволяет более эффективно охлаждать заготовку.
Каждый из вариантов осуществления подвижной части 2, снабженной средством 4 для пропускания охлаждающей среды, представленных на Фиг.1-12, можно получить путем изготовления подвижной части 2, по меньшей мере, из двух элементов, как описано в отношении Фиг.2, 3 и 7-9. В частности, вышеупомянутые два элемента можно получить с помощью технологии MIM.
На Фиг.13 и 14 представлена подвижная часть 2 пресс-формы для предварительного формования преформ, снабженная средством 4 для пропускания охлаждающей среды. Средство 4 содержит впускной канал 141, выпускной канал 142 и систему 144 охладительных каналов, проходящую между первым каналом 141 и вторым каналом 142 рядом с углублением 71. Система 144 охладительных каналов содержит первый нижний охладительный канал 147 и второй нижний охладительный канал 148, пересекаемые общей плоскостью 140, которая также пересекает впускной канал 141 и выпускной канал 142. В частности, первый нижний охладительный канал 147 присоединен к впускному каналу 141, тогда как второй нижний охладительный канал 148 присоединен к выпускному каналу 142.
Кроме того, система 144 охладительных каналов содержит первый верхний охладительный канал 149, соединенный со вторым верхним охладительным каналом 151. Первый верхний охладительный канал 149 и второй верхний охладительный канал 151 пересекает дополнительная общая плоскость 150, параллельная общей плоскости 140. Другими словами, первый верхний охладительный канал 149 и второй верхний охладительный канал 151 расположены выше впускного канала 141, выпускного канала 142, первого нижнего охладительного канала 147 и второго нижнего охладительного канала 148.
Первый нижний охладительный канал 147 соединен с первым верхним охладительным каналом 149 посредством соединительного канала 155, тогда как второй нижний охладительный канал 148 соединен со вторым верхним охладительным каналом 151 посредством соединительного канала 156. Соединительный канал 155 и соединительный канал 156 могут быть, по существу, параллельны продольной оси пресс-формы, т.е. соединительный канал 155 и соединительный канал 156 могут быть расположены, например, вертикально.
Впускной канал 141 и выпускной канал 142 присоединены к источнику I и стоку U охлаждающей среды соответственно напрямую или посредством участка 145 подачи и выпускного участка 146.
Первый нижний охладительный канал 147, второй нижний охладительный канал 148, первый верхний охладительный канал 149, второй верхний охладительный канал 151, соединительный канал 155 и дополнительный соединительный канал 156 прямолинейны, равно как и впускной канал 141 и выпускной канал 142. Следовательно, вышеперечисленные каналы могут быть выполнены в подвижной части 2 посредством сверления на станке, а затем закрыты соответствующими колпачками 152.
Следовательно, средство 4 для пропускания охлаждающей среды, представленное на Фиг.13 и 14, является довольно легким в изготовлении.
Первый нижний охладительный канал 147, второй нижний охладительный канал 148, первый верхний охладительный канал 149 и второй верхний охладительный канал 151 параллельны соответствующим прямым, касательным к формовочной поверхности 70, и находятся на минимально возможном, в условиях данных конструктивных требований и требований по прочности, расстоянии от нее.
Таким образом, средство 4 для пропускания охлаждающей среды, представленное на Фиг.13 и 14, позволяет достаточно эффективно охлаждать преформу. Кроме того, двухуровневая конструкция системы 144 охладительных каналов позволяет охлаждать область горлышка заготовки, имеющую значительную протяженность в направлении продольной оси пресс-формы.
Охлаждающая среда, попадающая в подвижную часть 2 через впускной канал 141, фактически передается в первый нижний охладительный канал 147 и начинает охлаждать нижний участок горлышка преформы. Затем охлаждающая среда попадает на верхний уровень, проходя по соединительному каналу 155, и перемещается в первый верхний охладительный канал 149, а затем - во второй верхний охладительный канал 151. Затем при прохождении через другой охладительный канал 156 охлаждающая среда возвращается на нижний уровень, и после прохождения через второй нижний охладительный канал 148 выходит из подвижной части 2 через выпускной канал 142.
На Фиг.15 представлена пресс-форма 1 для изготовления колпачка 5 компрессионным формованием порции пластмассы. Колпачок 5 содержит цилиндрическую боковую стенку 12, продолжающуюся вокруг оси Z1 и закрытую с торца дном 13. Боковая стенка 12 снабжена внутренней резьбой 14, подходящей для зацепления с соответствующей наружной резьбой на горлышке емкости, например бутылки. Со дна 13 выступает уплотнительный выступ 15, обращенный внутрь колпачка 5 и способный зацепляться с краем емкости, практически герметично укупоривая емкость. Уплотнительный выступ 15 снабжен поднутрением 108 в области соединения уплотнительного выступа 15 и дна 13. Кроме того, колпачок 5 снабжен защитным кольцом 16, препятствующим незаконному вскрытию, присоединенным к торцу боковой стенки 12, противоположному относительно дна 13. Защитное кольцо 16 при эксплуатации складывается внутрь колпачка 5 и зацепляется с венчиком емкости, что позволяет пользователю определить, была ли емкость вскрыта.
Пресс-форма 1 содержит пуансон 6 и матрицу 7, подвижные друг относительно друга и перемещающиеся в закрытое положение (Фиг.15), в котором порцию пластмассы подвергают формованию с целью получения колпачка 5, и в открытое положение (не показанное на чертежах), в котором только что отформованный колпачок снимают с пуансона 6 и вводят новую порцию пластмассы в матрицу 7. Последняя снабжена формовочной полостью 17 для придания формы наружной стороне колпачка 5.
Пуансон 6 содержит внутреннее средство формования, обеспеченное внутренней частью 61 пуансона, предназначенной для формования уплотнительного выступа 15 и дна 13 с внутренней стороны, и наружное средство формования, обеспеченное наружной частью 62 пуансона, предназначенной для формования боковой стенки 12 и защитного кольца 16 с внутренней стороны, а также для формования наружного участка уплотнительного выступа 15. Внутренняя часть 61 пуансона и наружная часть 62 пуансона соосны, наружная часть 62 пуансона полая внутри и позволяет разместить в ней внутреннюю часть 61.
Наружная часть 62 пуансона подвижна относительно внутренней части 62 пуансона и перемещается между положением формования, показанным на Фиг.15, в котором пуансон 6 воспроизводит форму внутренней поверхности колпачка 5, и разомкнутым положением (Фиг.22), в котором наружная часть 62 пуансона выступает в сторону матрицы 7 относительно внутренней части 61 пуансона. Когда наружная часть 62 пуансона перемещается из положения формования в разомкнутое положение, колпачок 5, в частности дно 13 и уплотнительный выступ 15, отсоединяется от внутренней части 61 пуансона таким образом, что его можно затем снять с пуансона 6 с помощью втулочного съемника 18.
Согласно не представленному на чертежах варианту осуществления, наружная часть 62 пуансона может быть неподвижной, тогда как внутренняя часть 61 пуансона может перемещаться между разомкнутым положением и положением формования.
Внутренняя часть 61 пуансона содержит шток 21 трубчатой формы, продолжающийся вдоль оси Z1. Снаружи штока 21 установлена втулка 22, зафиксированная относительно штока 21. Над втулкой 22 обеспечен опорный элемент 23, окружающий шток 21 и зафиксированный относительно штока 21. Опорный элемент 23 находится на расстоянии от штока 21 в радиальном направлении. К опорному элементу 23 присоединен, например, посредством паяного шва 24 внутренний формовочный элемент 25, в торце которого имеется первая формовочная поверхность 26, предназначенная для формования внутренней поверхности дна 13, и вторая формовочная поверхность 27 для формования внутренней поверхности уплотнительного выступа 15.
Пуансон 6 содержит канальную систему 8, по которой может течь охлаждающая среда, например вода, для охлаждения пластмассы, из которой изготавливают колпачок, в течение всего времени формования последнего, а также в течение того времени, пока колпачок 5 остается в пресс-форме 1 с целью стабилизации его формы. Канальная система 8 содержит первое средство 19 для пропускания охлаждающей среды, выполненное во внутренней части пуансона 61, и второе средство 20 для пропускания охлаждающей среды в наружной части 62 пуансона.
Первое средство 19 для пропускания охлаждающей среды содержит центральный канал 28, выполненный внутри штока 21 и продолжающийся вдоль оси Z1. Центральный канал 28 соединен с источником охлаждающей среды и ведет в накопительную камеру 29, расположенную между внутренним формовочным элементом 25, втулкой 22 и штоком 21. Первое средство 19 для пропускания охлаждающей среды также содержит множество подающих каналов 31 (Фиг.15-17), продолжающихся поперек оси Z1, например перпендикулярно данной оси, и пересекающих в радиальном направлении всю толщину внутреннего формовочного элемента 25. Подающие каналы 31 могут быть расположены во внутреннем формовочном элементе 25 с равными угловыми промежутками, и их может пересекать общая плоскость, которая в представленном примере горизонтальна. Подающие каналы 31 ведут к наружной стороне внутреннего формовочного элемента 25, в соответствующие каналы 32 сообщения, функция которых будет подробно описана ниже. Каждый канал 32 сообщения имеет форму паза, выполненного в наружной поверхности 33 внутреннего формовочного элемента 25, и может быть, по существу, параллелен оси Z1. Как показано на Фиг.16, каждый подающий канал 31 ведет к нижнему концу 35 соответствующего канала 32 сообщения. Длина каждого канала 32 сообщения, измеренная параллельно оси Z1, равна, по меньшей мере, длине хода H (Фиг.22) наружной части 62 пуансона, необходимой для его перемещения из положения формования в разомкнутое или наоборот.
На внутреннем формовочном элементе 25 дополнительно предусмотрено множество возвратных каналов 34, каждый из которых пересекает всю толщину внутреннего формовочного элемента 25. Возвратные каналы 34 продолжаются поперек, например перпендикулярно, оси Z1. Их пересекает общая плоскость; в данном варианте осуществления она, по существу, горизонтальна.
Возвратные каналы 34 также могут быть расположены с одинаковыми угловыми промежутками во внутреннем формовочном элементе 25, радиально внутри него. В примере, представленном на Фиг.15-17, возвратные каналы 34 расположены выше подающих каналов 31. Кроме того, подающие каналы 31 и возвратные каналы 34 расположены в шахматном порядке друг относительно друга, то есть между двумя подающими каналами 31 расположен возвратный канал 34, и наоборот.
Возвратные каналы 34 ведут к наружной поверхности 33 внутреннего формовочного элемента 25, в область расположения соответствующих дополнительных каналов 36 сообщения, выполненных в виде пазов на наружной поверхности 33, которые могут быть, например, параллельны оси Z1. Каждый возвратный канал 34 заканчивается у верхнего конца 37 соответствующего канала 36 сообщения (Фиг.16, 17). Кроме того, длина каналов 36 сообщения имеет длину, измеренную в направлении, параллельном оси Z1, примерно равна длине хода Н наружной части 62 пуансона, необходимой для перемещения ее из положения формования в разомкнутое положение и наоборот.
Каждый возвратный канал 34 на конце, противоположном концу, ведущему в канал 36 сообщения, сообщается с кольцевой камерой 38 (Фиг.15), образованной между втулкой 22, внутренним формовочным элементом 25 и опорным элементом 23. Кольцевая камера 38, в свою очередь, сообщается с выпускным каналом 39, образованным между штоком 21 и опорным элементом 23, посредством которого охлаждающую среду удаляют из пресс-формы 1.
Второе средство 20 для пропускания охлаждающей среды содержит множество холодильных каналов 44, выполненных в наружной части 62 пуансона и схематично показанных на Фиг.18 и 19, причем участок наружной части 62 пуансона, образующий внутреннюю резьбу 14 колпачка 5, из соображений простоты не показан. Каждый холодильный канал 44 содержит первый поперечный участок 49, продолжающийся от внутренней поверхности 63 наружной части 62 пуансона наружу, поперек оси Z1, например перпендикулярно упомянутой оси. Впускной участок 64 продолжается вдоль оси Z1, начиная от первого поперечного участка 49 и к формовочному концу 65 наружной части 62 пуансона. Формовочный конец 65 придает форму наружному участку уплотнительного выступа 15 и участку внутренней резьбы 14 вблизи дна 13. В представленном примере каждый впускной участок 64, по существу, прямолинеен.
Каждый холодильный канал 44 дополнительно содержит соединительный участок 66, продолжающийся в поперечном направлении, например перпендикулярно, относительно оси Z1. Соединительный участок 66 расположен вблизи формовочного участка 65 и проходит по дуге окружности с центром на оси Z1. Первый конец каждого соединительного участка 66 соединен с соответствующим впускным участком 64, тогда как второй конец каждого соединительного участка 66 соединен с соответствующим выпускным участком 67. Последний может быть параллелен впускному участку 64 и продолжаться вдоль оси Z1.
Второй поперечный участок 68 продолжается поперек оси Z1, идет к внутренней поверхности 63 наружной части 62 пуансона и соединяется с концом выпускного участка 67, противоположным относительно другого конца данного участка, который сообщается с соединительным участком 66.
Первые поперечные участки 49 пересекает первая общая плоскость, отличная от второй общей плоскости, которая пересекает вторые поперечные участки 68. В представленном примере как первая, так и вторая общие плоскости, по существу, горизонтальны. Кроме того, первая общая плоскость расположена ниже второй. Соединительные участки 66 пересекает третья общая плоскость, которая в представленном примере тоже горизонтальна и расположена ниже первой общей плоскости. Таким образом, в результате получается канал U-образной формы, с двумя вертикальными отрезками разной длины, содержащий впускной участок 64, соответствующий соединительный участок 64 и выпускной участок 67.
Холодильные каналы 44 расположены друг за другом, в радиальном направлении, вокруг оси Z1, причем каждый впускной участок 64 расположен между двумя выпускными участками 67. В представленном примере холодильные каналы 44 расположены с равными угловыми промежутками.
С целью выполнения холодильных каналов 44 в наружной части 62 пуансона можно изготовить наружную часть 62 пуансона из двух частей, т.е. из первой части 69 и второй части 94 (Фиг.18 и 19). Первая часть 69 имеет форму втулки, снабженной с одного конца поверхностью в форме усеченного конуса, зацепляющейся с сопрягаемой поверхностью внутри второй части 94. В первой части 69 выполнены первые поперечные участки 49 и вторые поперечные участки 68. Кроме того, на наружной поверхности 95 первой части 69 выполнено множество первых канавок 96 и вторых канавок 97, параллельных друг другу и расположенных вдоль оси Z1, а также третьих канавок 98, соединяющих каждую первую канавку 96 с соответствующей второй канавкой 97. Когда первую часть 69 вставляют внутрь второй части 94, первые канавки 96, вторые канавки 97 и третьи канавки 98, закрытые внутренней поверхностью 99 второй части 94, образуют впускные участки 64, выпускные участки 67 и соединительные участки 66 соответственно.
Первую часть 69 и вторую часть 94 можно изготовить с применением технологии MIM; в этом случае первые поперечные участки 49, вторые поперечные участки 68, первые канавки 96, вторые канавки 97 и третьи канавки 98 выполняют непосредственно в форме, в которой изготавливают первую часть 69. В качестве альтернативы первую часть 69 и вторую часть 94 можно изготовить с применением других технологий, например, механической обработки на станке или какой-либо эквивалентной технологии.
Затем первую часть 69 и вторую часть 94 объединяют в единое целое, размещая между внутренней поверхностью 99 и наружной поверхностью 95 уплотнительное фиксирующее вещество. Данное вещество может представлять собой смесь металлических порошков, которые плавятся на этапе спекания в автоклаве, куда помещают первую часть 69 и вторую часть 94 при изготовлении их по технологии MIM. В качестве альтернативы уплотнительное фиксирующее вещество может представлять собой припой или клей.
Согласно альтернативному варианту осуществления наружная часть 62 пуансона, снабженная холодильными каналами 44, может быть изготовлена как единое целое, например, с помощью селективного лазерного спекания (SLS).
На наружной поверхности 33 внутреннего формовочного элемента 25 выполнены нижняя канавка 100 и верхняя канавка 101, в которых размещены соответствующие кольцевые уплотнения 102, расположенные между внутренним формовочным элементом 25 и наружной частью 62 пуансона. В частности, нижняя канавка 100 расположена ниже подающих каналов 31, а верхняя канавка 101 - над возвратными каналами 34, с целью предотвращения попадания охлаждающей среды, протекающей по подающим каналам 31 и/или возвратным каналам 34, в зоны, где возможна протечка между внутренним формовочным элементом 25 и наружной частью 62 пуансона.
Во внутренней части 61 пуансона выполнено отверстие 103, сообщающееся с источником сжатого газа, например сжатого воздуха, с целью подачи газа к колпачку 5 после формования последнего, чтобы колпачок 5 легче отделялся от пуансона 6.
Матрица 7 снабжена дополнительной канальной системой 11 известного типа для пропускания охлаждающей среды, например воды, с целью охлаждения колпачка 5.
Во время операции формования исходным положением пресс-формы 1 является открытое положение, когда матрица 7 находится на расстоянии от пуансона 6, чтобы в формовочную полость 17 можно было ввести порцию пластмассы. Затем матрица 7 приближается к пуансону 6, перемещаясь вдоль оси Z1, пока не достигнет закрытого положения (Фиг.15). Наружная часть 62 пуансона находится, относительно внутренней части 61 пуансона, в положении формования. Таким образом, между матрицей 7 и пуансоном 6 образуется формовочная камера 104, воспроизводящая форму колпачка 5. При закрытии пресс-формы 1 порция пластмассы сжимается и заполняет формовочную камеру 104, принимая форму колпачка 5.
Охлаждающая среда, поступающая из источника, не показанного на чертежах, попадает в пресс-форму 1 через центральный канал 28, а затем - в накопительную камеру 29. Так как последняя находится вблизи первой формовочной поверхности 26 внутреннего формовочного элемента 25, охлаждающая среда может в первую очередь охладить изнутри дно 13 колпачка 5.
Затем охлаждающая среда выходит из накопительной камеры 29 и перемещается к наружной части 62 пуансона, проходя через подающие каналы 31. Достигая наружной поверхности 33 внутреннего формовочного элемента 25, охлаждающая среда заполняет каналы 32 сообщения, а также распространяется в промежуток 105 между внутренней частью 61 пуансона и наружной частью 62 пуансона, ограниченный в направлении оси Z1 кольцевыми уплотнениями 102. Данный промежуток 105 показан на Фиг.20 и 21 заполненным охлаждающей средой.
Из каналов 32 сообщения охлаждающая среда попадает в наружную часть 62 пуансона через первые поперечные участки 49. Следует помнить, что в положении формования (Фиг.20) первые поперечные участки 49 обращены к соответствующим верхним концевым областям 106 каналов 32 сообщения и, следовательно, сообщаются с соответствующими подающими каналами 31.
Затем охлаждающая среда проходит через впускные участки 64 и оказывается вблизи формовочного конца 65, который охлаждается при прохождении охлаждающей среды через соединительные участки 66. Затем охлаждающая среда выходит из наружной части 62 пуансона, проходя через выпускные участки 67 и вторые поперечные участки 68.
Из вторых поперечных участков 68 охлаждающая среда проходит в дополнительные каналы 36 сообщения, а затем - во внутреннюю часть 61 пуансона через возвратные каналы 34. Следует отметить, что в положении формования вторые поперечные участки 68 (Фиг.20) обращены к верхним концам 37 соответствующих каналов 36 сообщения, сообщаясь с соответствующими возвратными каналами 34.
Благодаря наличию холодильных каналов 44 появляется возможность эффективного охлаждения уплотнительного выступа 15 и участков внутренней резьбы 14 вблизи дна 13, особенно когда охлаждающая среда протекает по соединительным участкам 66. Кроме того, можно охлаждать изнутри всю боковую стенку 12, вблизи которой расположены впускные участки 64 и выпускные участки 67. И, наконец, выпускные участки 67 и вторые поперечные участки 68 также позволяют охлаждать изнутри защитное кольцо 16.
Из возвратных каналов 34 охлаждающая среда перемещается к выходу, не показанному на чертеже, через кольцевую камеру 38 и выпускной канал 39.
Пресс-форму 1 держат закрытой в течение периода времени, необходимого для охлаждения колпачка 5 и стабилизации его геометрической формы. В течение этого периода времени колпачок 5 претерпевает усадку, так как пластмасса, из которой он изготовлен, уменьшается в объеме вследствие охлаждения. Пресс-форма 1 содержит компенсационные устройства известного типа, обеспечивающие, чтобы вопреки усадке колпачка 5 матрица 7, внутренняя часть 61 пуансона и наружная часть 62 пуансона оставались в контакте с пластмассой колпачка 5 и продолжали сжимать ее. При этом матрица 7, внутренняя часть 61 пуансона и наружная часть 62 пуансона отводят тепло от колпачка 5 в течение всего времени, пока пресс-форма 1 остается закрытой.
Когда колпачок 5 полностью сформирован и достаточно охлажден, матрицу 7 прямолинейно перемещают вдоль оси Z1, отодвигая от пуансона 6, достигая тем самым открытого положения. Не показанное на чертежах приводное устройство, содержащее, например, кулачок, перемещает к матрице 7 вдоль оси Z1 втулочный съемник 18, зацепляющийся с соединительным участком между боковой стенкой 12 и защитным кольцом 16. Так как колпачок 5 благодаря наличию внутренней резьбы 14 соединен с наружной частью 62 пуансона, последнюю тянут с помощью втулочного съемника 18 в сторону матрицы 7, преодолевая усилие упругого средства, стремящегося удержать наружную часть 62 пуансона в положении формования. При этом достигается разомкнутое положение (Фиг.22), в котором дно 13 колпачка отсоединено от первой формовочной поверхности 26 внутренней части 61 пуансона, и уплотнительный выступ 15 отсоединен от второй формовочной поверхности 27. Через отверстие 103 подают струю сжатого воздуха, помогающую отделить колпачок 5 от внутренней части 61 пуансона, препятствуя тем самым созданию всасывающего эффекта.
Когда наружная часть 62 пуансона достигает разомкнутого положения, втулочный съемник 18 вместе с колпачком 5 продолжает приближаться к матрице 7. Наружная часть 62 пуансона, напротив, остается неподвижной относительно внутренней части 61 пуансона, будучи запертой в разомкнутом положении с помощью стопора, не показанного на чертежах. Пока втулочный съемник 18 и колпачок 5 перемещаются как одно целое, внутренняя резьба 14 колпачка 5 выходит из зацепления с наружной частью 62 пуансона (Фиг.23). Затем (Фиг.24) наружная часть 62 пуансона возвращается в положение формования, в котором она уже не выступает из внутренней части 61 пуансона, в то время как колпачок 5 остается связанным с втулочным съемником 18 посредством поднутрения, выполненного в наружной части защитного кольца 16. Втулочный съемник 18 перемещают вдоль оси Z1, отодвигая его от матрицы 7, и он тащит за собой колпачок 5, пока верхняя кромка 6 защитного кольца 16 не упрется в наружную часть 62 пуансона. Защитное кольцо 16, контактируя с наружной частью 62 пуансона, упруго деформируется и выходит из зацепления с втулочным съемником 18, который, в свою очередь, продолжает подниматься. В этот момент колпачок полностью отделяется от пуансона 6, и его можно убрать от пресс-формы 1 с помощью устройства, не показанного на чертеже.
Пресс-форма 1, представленная на Фиг.15-24, особенно хорошо подходит для формования колпачков 5, в которых защитное кольцо 16 присоединено к боковой стенке 12 посредством сплошной соединительной полосы, как часто бывает при компрессионном формовании, а в некоторых случаях - и при инжекционном формовании. В колпачках 5, снабженных сплошной соединительной полосой с относительно высокой механической прочностью, защитное кольцо 16 можно выводить из зацепления с втулочным съемником 18 вышеописанным способом без риска поломки соединительной полосы во время деформации защитного кольца 16 в контакте с наружной частью 62 пуансона.
В устройстве, не показанном на чертежах и расположенном впереди по ходу относительно устройства, в котором установлены пресс-формы 1, сплошную соединительную полосу между защитным кольцом 16 и боковой стенкой 12 разрезают в множестве точек таким образом, что защитное кольцо 16 остается присоединенным к боковой стенке 12 в множестве участков соединения, которые пользователь впоследствии ломает, в первый раз открывая колпачок 5.
Также замечено, что, когда наружная часть 62 пуансона находится в разомкнутом положении, охлаждающая среда продолжает течь внутри пуансона 6 таким же образом, как и в положении формования. Фактически (Фиг.21) в разомкнутом положении первые поперечные участки 49 холодильных каналов 44 обращены к соответствующим нижним концам 35 каналов 32 сообщения, вблизи которых заканчиваются подающие каналы 31.
Аналогичным образом вторые поперечные участки 68 обращены к соответствующим нижним концевым участкам 107 дополнительных каналов 36 сообщения, так что охлаждающая среда, выходящая из холодильных каналов 44, может попасть в возвратные каналы 34, пройдя по всей длине каналов 36 сообщения. Кроме того, охлаждающая среда находится и в промежутке 105, что тоже способствует охлаждению пуансона 6.
Охлаждающая среда, попадающая в наружную часть 62 пуансона, таким образом, продолжает охлаждать боковую стенку 12 и уплотнительный выступ 15 и в разомкнутом положении. Это позволяет быстро стабилизировать форму колпачка 5, чтобы затем можно было снять колпачок 5 с наружной части 62 пуансона с помощью втулочного съемника 18, не повредив колпачок.
Согласно альтернативному варианту осуществления, показанному на Фиг.25, обеспечена втулка 22 с множеством продольных канавок 109 на наружной поверхности, которые могут быть параллельными оси Z1. Продольные канавки 109 расположены вокруг оси Z1 в шахматном порядке относительно подающих каналов 31 и возвратных каналов 34. Другими словами, на виде в плане каждая продольная канавка 109 расположена между подающим каналом 31 и следующим за ним возвратным каналом 34.
Когда втулка 22 установлена внутри внутреннего формовочного элемента 25, продольная канавка 109 образует множество продольных каналов, соединяющих накопительную камеру 29 с кольцевой камерой 38.
Во время работы охлаждающая среда попадает в накопительную камеру 29 через центральный канал 28. Из накопительной камеры 29 первая часть охлаждающей среды попадает в подающие каналы 31, а затем - в наружную часть 62 пуансона, как описано в отношении Фиг.15 и 20. После охлаждения наружной части 62 пуансона первая часть охлаждающей среды возвращается во внутреннюю часть 61 пуансона, где она проходит через возвратные каналы 34, а затем выходит из пресс-формы 1 через кольцевую камеру 38 и выпускной канал 39.
Вторая часть охлаждающей среды, находящейся в накопительной камере 29, течет непосредственно через продольные канавки 109 в кольцевую камеру 38, не достигая наружной части 62 пуансона, после чего выходит из пресс-формы 1 через выпускной канал 39. Вторая часть охлаждающей среды позволяет охлаждать внутреннюю часть 61 пуансона снаружи и поддерживать пониженную температуру пуансона 6, что улучшает отвод тепла от колпачка 5.
И, наконец, следует отметить, что устройство и расположение первого средства 19 для пропускания охлаждающей среды и второго средства 20 для пропускания охлаждающей среды, показанное на Фиг.15-25, также может быть использовано в пресс-форме для изготовления колпачков 5 посредством инжекционного формования.
На Фиг.26-28 представлен альтернативный вариант осуществления пресс-формы 1, применимый для инжекционного формования колпачков 5. Общие элементы пресс-формы 1, представленной на Фиг.26-28, и пресс-форм, описанных ранее со ссылкой на Фиг.15-24, обозначены одинаковыми номерами ссылочных позиций и не будут вновь подробно описаны.
Внутренняя часть 61 пуансона (Фиг.26) содержит первый формовочный элемент 125 и второй формовочный элемент 225. Первый формовочный элемент 125 позволяет формовать центральный участок дна 13. Второй формовочный элемент 225, с другой стороны, используют для формования внутренней стороны уплотнительного выступа 15 и периферийного участка дна 13. Первый формовочный элемент 125 и второй формовочный элемент 225 соосны, поскольку оба продолжаются вдоль оси Z1. Второй формовочный элемент 225 полый внутри, и первый формовочный элемент 125 размещен в нем. В то время как второй формовочный элемент 225 неподвижен в осевом направлении, первый формовочный элемент 125 подвижен вдоль оси Z1 благодаря средству привода, не показанному на чертежах и синхронизированному с дополнительным средством привода, перемещающим втулочный съемник 18.
Внутренняя часть 61 пуансона снабжена первым средством 19 для пропускания охлаждающей среды, содержащим первую сеть 119 каналов, выполненных в первом формовочном элементе 125, и вторую сеть 120 каналов, выполненных во втором формовочном элементе 225.
Первая сеть каналов 119 содержит центральный канал 128, продолжающийся вдоль оси Z1 и выполненный в штоке 121, закрепленном внутри первого формовочного элемента 125. Через центральный канал 128 охлаждающая среда, например вода, может попасть внутрь пуансона 6. Центральный канал 128 сообщается с множеством подающих каналов 131, выполненных в штоке 121 перпендикулярно оси Z1. В свою очередь, подающие каналы 131 сообщаются с соответствующими дополнительными подающими каналами 231, выполненными в первом формовочном элементе 125 и также расположенными поперек оси Z1. Дополнительные подающие каналы 231 ведут в соответствующие вторые каналы 132 сообщения, выполненные на наружной поверхности первого формовочного элемента 125 и продолжающиеся вдоль оси Z1. Вторые каналы 132 сообщения обращены к подающим каналам 31, выполненным во втором формовочном элементе 225, которые уже были описаны в отношении Фиг.15-24.
Нижний конец штока 121 снабжен множеством впадин 122, соединенных с центральным каналом 128. Впадины 122 ведут в промежуток 123 между штоком 121 и первым формовочным элементом 125. Промежуток 123 сообщается с подающими каналами 131 и с дополнительными подающими каналами 231.
Кроме того, первый формовочный элемент 125 снабжен множеством вторых дополнительных каналов 136 сообщения, расположенных в шахматном порядке относительно вторых каналов 132 сообщения. Вторые дополнительные каналы 13 сообщения сообщаются с возвратными каналами 34, выполненными во втором формовочном элементе 225, которые совершенно аналогичны представленным на Фиг.15-24.
Вторые каналы 132 сообщения и вторые дополнительные каналы 136 сообщения выполнены в виде канавок, длина которых, измеренная параллельно оси Z1, почти равна величине хода первого формовочного элемента 125 относительно второго формовочного элемента 225.
Множество дополнительных возвратных каналов 134, проходящих сквозь толщину первого формовочного элемента 125 поперек оси Z1, соединяют вторые дополнительные каналы 136 сообщения с выпускным каналом 139, выполненным между штоком 121 и первым формовочным элементом 125.
Дополнительные подающие каналы 131, другие дополнительные подающие каналы 231, вторые каналы 132 сообщения, вторые дополнительные каналы 136 сообщения и вторые возвратные каналы 134 входят в состав первой сети 119 каналов. Подающие каналы 31, каналы 32 сообщения, дополнительные каналы 36 сообщения и возвратные каналы 34, в свою очередь, входят в состав второй сети 120 каналов.
Конструкция наружной части 62 пуансона полностью аналогична конструкции, представленной на Фиг.15, 18 и 19.
Если нужно отформовать колпачок 5, наружную часть 62 пуансона, первый формовочный элемент 125 и второй формовочный элемент 225 выставляют в положение, показанное на Фиг.26, и они взаимодействуют с матрицей (не показанной на чертежах). Охлаждающая среда попадает внутрь штока 121 через центральный канал 128 и, проходя через подающие каналы 131 и 231, приближается к наружной поверхности первого формовочного элемента 125. Отсюда охлаждающая среда проходит во вторые каналы 132 сообщения, соответствующие нижние концевые участки которых в положении, показанном на Фиг.26, обращены к подающим каналам 31. После попадания во второй формовочный элемент 225 через подающие каналы 31 охлаждающая среда достигает наружной части 62 пуансона и охлаждает последнюю, проходя по холодильным каналам 44, полностью аналогично описанному в отношении Фиг.15-24.
Часть охлаждающей среды, попадающей в шток 121 через центральный канал 128, попадает во впадины 122, а из них - в промежуток 123, после чего перемещается к наружной части 62 пуансона, проходя через подающие каналы 231. Эта часть охлаждающей среды позволяет охлаждать как поверхность первого формовочного элемента 125, образующую внутреннюю сторону дна 13 колпачка 5, так и боковую поверхность первого формовочного элемента 125.
Из наружной части 62 пуансона охлаждающая среда возвращается во второй формовочный элемент 225 через возвратные каналы 34. Последние в положении, показанном на Фиг.26, обращены к соответствующим нижним концевым участкам вторых дополнительных каналов 136 сообщения. Это позволяет охлаждающей среде достичь выпускного канала 139, проходя через вторые дополнительные каналы 136 сообщения и дополнительные возвратные каналы 134, и выйти наружу из пресс-формы 1.
Когда колпачок 5 уже отформован и достаточно охлажден, матрицу отодвигают от пуансона 6. Втулочный съемник 18 и первый формовочный элемент 125 перемещают вдоль оси Z1 к матрице и переводят в разомкнутое положение (Фиг.27), в котором уплотнительный выступ 15 отсоединен от формовочного элемента 225. Колпачок 5, перемещаемый втулочным съемником 18, тянет к матрице наружную часть 62 пуансона, связанную с колпачком 5 посредством внутренней резьбы 14, преодолевая сопротивление упругого средства, не показанного на чертежах, которое воздействует на наружную часть 62 пуансона.
Следует отметить, что в разомкнутом положении, показанном на Фиг.27, подающие каналы 31 обращены к промежуточной области вторых каналов 132 сообщения и, следовательно, сообщаются с центральным каналом 128. Аналогичным образом возвратные каналы 34 сообщаются с выпускным каналом 139 и обращены к промежуточной области вторых дополнительных каналов 136 сообщения. Способ перемещения охлаждающей среды в наружной части 62 пуансона аналогичен описанному в отношении Фиг.22.
По достижении разомкнутого положения, показанного на Фиг.27, наружная часть 62 пуансона останавливается с помощью упора, не показанного на чертеже. При этом втулочный съемник 18 и первый формовочный элемент 125 продолжают перемещаться вдоль оси Z1 в сторону матрицы, в процессе чего внутренняя резьба 14 выходит из зацепления с наружной частью 62 пуансона, как показано на Фиг.28.
Следует отметить, что в положении, показанном на Фиг.28, подающие каналы 31 обращены к соответствующим верхним концевым участкам вторых каналов 132 сообщения и, следовательно, сообщаются с центральным каналом 128. Аналогичным образом возвратные каналы 34 сообщаются с выпускным каналом 139, причем возвратные каналы 34 обращены к соответствующим верхним концевым участкам вторых дополнительных каналов 136 сообщения.
Это дает возможность продолжать охлаждение колпачка 5 после того, как последний выйдет из зацепления с наружной частью 62 пуансона.
В то время как первый формовочный элемент 125 останавливается в положении, показанном на Фиг.28, втулочный съемник 18 продолжает перемещаться в сторону матрицы, полностью выводя внутреннюю резьбу 14 из зацепления с наружной частью 62 пуансона. Колпачок 5 остается связанным с втулочным съемником 18 посредством поднутрения на наружном участке защитного кольца 16. Затем втулочный съемник 18 вновь перемещают вдоль оси Z1 - от матрицы, и он тащит за собой колпачок 5, пока верхний край защитного кольца 16 не упрется в наружную часть 62 пуансона. В этот момент, пока втулочный съемник 18 продолжается перемещаться вверх, защитное кольцо 16 подвергается упругой деформации и выходит из зацепления с втулочным съемником 18.
Вариант осуществления, представленный на Фиг.26-28, особенно подходит в тех случаях, когда в пресс-форме 1 изготавливают колпачок 5, в котором защитное кольцо 16 присоединено к боковой стенке 12 посредством множества соединительных участков, имеющих относительно высокую прочность. В этом случае защитное кольцо 16 можно извлечь из втулочного съемника 18, как было описано выше, не рискуя при этом повредить соединительные участки. Такое иногда бывает при инжекционном формовании, реже - при компрессионном формовании.
Если, напротив, в пресс-форме 1 изготавливают колпачок 5, в котором защитное кольцо 16 присоединено к боковой стенке 12 с помощью множества относительно непрочных соединительных участков, как часто бывает в случае инжекционного формования, то можно использовать не показанный на чертежах вариант осуществления пресс-формы 1, в котором риск поломки соединительных участков сведен к минимуму. Этот вариант осуществления отличается от представленного на Фиг.26-28, так как при извлечении колпачка 5 из пресс-формы 1 первый формовочный элемент 125 перемещается вместе с втулочным съемником 18, пока внутренняя резьба 14 полностью не выйдет из зацепления с наружной частью 62 пуансона. В этот момент первый формовочный элемент 125 и втулочный съемник 18 останавливаются, а затем, удерживая на месте первый формовочный элемент 125, втулочный съемник 18 перемещают вдоль оси Z1, отодвигая его от матрицы. Колпачок 5 не может перемещаться вместе с втулочным съемником 18, поскольку дно 13 колпачка постоянно находится в контакте с первым формовочным элементом 125. Таким образом, защитное кольцо 16 деформируется, пока не выйдет из зацепления с втулочным съемником 18. В результате колпачок 5 оказывается полностью снятым с пуансона 6.
Следует отметить, что во время снятия колпачка 5 с пуансона 6 соединительные участки, расположенные между защитным кольцом 16 и боковой стенкой 12, не подвергаются воздействию напряжений. Таким образом, риск поломки соединительных участков практически устранен, хотя они очень тонкие и потому непрочные.
Реферат
Заявленное изобретение относится к пресс-формам для формования пластмассовых изделий, в частности снабженным охладительными каналами и пригодным для инжекционного или компрессионного формования изделий. Техническим результатом заявленного изобретения является создание пресс-форм для формования пластмассовых изделий с более высокой эффективностью охлаждения, снабженной эффективным и в то же время простым в изготовлении охлаждающим контуром. Технический результат достигается в пресс-форме для инжекционного или компрессионного формования преформ бутылок, которая содержит две части матрицы. Причем каждая часть матрицы содержит углубление, образованное формовочной поверхностью для формования участка горлышка преформы бутылки, и средство канала для охлаждения, через которое может протекать охлаждающая среда. Причем средство канала определяет траекторию движения охлаждающей среды и содержит изогнутый канал, окружающий углубление, впускной канал, снабженный подающим участком, ведущим в изогнутый канал, и выпускной канал, снабженный выпускным участком, выходящим из изогнутого канала. При этом изогнутый канал, подающий участок и выпускной участок расположены таким образом, что их пересекает общая плоскость, содержащая упомянутую траекторию. 25 з.п. ф-лы, 28 ил.
Комментарии