Композиции износостойких сплавов на основе железа, включающие никель - RU2759923C1
Код документа: RU2759923C1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в одном аспекте относится к композиции сплава на основе железа для вариантов применения в поверхностном упрочнении. В дополнительном аспекте изобретение относится к упрочняющему поверхность покрытию, сформированному из композиции сплава на основе железа. В еще одном дополнительном аспекте изобретение относится к способу поверхностного упрочнения изделия с использованием композиции сплава на основе железа в качестве покровного материала. Кроме того, в одном аспекте изобретение относится к поверхностному упрочнению наплавкой с использованием композиции сплава на основе железа в качестве покровного материала. В конкретном аспекте изобретение относится к поверхностному упрочнению лазерным плакированием с использованием композиции сплава на основе железа в качестве покровного материала. В еще одном конкретном аспекте изобретение относится к поверхностному упрочнению плазменно-дуговой наплавкой (PTA) с использованием композиции сплава на основе железа в качестве покровного материала.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Поверхностное упрочнение представляет собой металлургическую технологию для увеличения срока службы инструментов и других деталей, предназначенных для применения в очень жестких эксплуатационных условиях, созданием на наиболее подверженных этим воздействиям участках таких изделий износостойкого покровного слоя. Например, покрытие может быть нанесено на выбранные области поверхности в качестве защитного слоя при изготовлении новых деталей, или может быть нанесено для восстановления изношенных поверхностей в процессе ремонта. Как правило, покрытие для поверхностного упрочнения наносят в виде наплавленного слоя, металлургически связанного с участком подложки в изделии.
Материалы для поверхностного упрочнения представляют собой сложные сплавы, которые обычно разработаны для конкретных вариантов применения, чтобы обеспечивать защиту против повреждающих воздействий, таких как абразивный износ, износ под действием ударных нагрузок, и эрозия. Типичные варианты применения могут включать, но без ограничения этим, бурение при добыче нефти и газа, горные работы, производство цемента, сельскохозяйственную и землеройную технику, пресс-формы и детали турбин, например, для аэрокосмической техники и выработки электроэнергии. Однако многие из наиболее эффективных известных материалов для поверхностного упрочнения имеют ряд недостатков, включающих высокую стоимость, вредное влияние на окружающую среду, и очень ограниченную устойчивость, когда оказываются в ситуациях комбинированного износа, где механизмы различных типов износа сочетаются в комбинации для повреждения изделия в реальных эксплуатационных условиях.
Существуют различные способы нанесения упрочняющего поверхность покрытия на подложку. Одной из сложных проблем в этом контексте является то, что каждый способ имеет специфические для типа технологии характеристики, влияющие на свойства полученного покрытия, и тем самым на фактически достигаемую износостойкость. Например, способы лазерного плакирования имеют преимущество в быстром нанесении при относительно малой зоне теплового воздействия и низкой степени растворения подложки, по сравнению с другими типами способов наплавки. Однако, эти характеристики связаны с относительно высокой скоростью охлаждения расплава сварочной ванны, и обусловливают повышенную склонность к образованию трещин и/или пористости в покрытии. Повышенная склонность к образованию трещин и пористости может приводить к чрезмерному износу сравнительно, например, со способом с использованием более медленного способа плазменно-дуговой наплавки (PTA). С другой стороны, PTA-технология может приводить к обширной зоне теплового воздействия, усиленному растворению подложки и к опасности искажения покрываемой детали. Поэтому существует потребность в композициях сплавов, которые могут быть легко адаптированы или даже оптимизированы для конкретного способа поверхностного упрочнения, чтобы создавать покрытия со значительно сниженной склонностью к образованию пор и трещин, и наиболее предпочтительно создающих не содержащие поры и трещины покрытий с комбинированной устойчивостью к абразивному и ударному износу.
Некоторые из упомянутых выше проблем были разрешены в предыдущих исследованиях, результаты которых опубликованы авторами настоящего изобретения, например, смотри: Maroli и др., в докладе «Effect of Type and Amount of Tungsten Carbides on the Abrasive Wear of Laser Cladded Nickel Based Coatings» («Влияние типа и количества карбидов вольфрама на абразивный износ покрытий на основе лазерного плакирования никеля»), Int. Thermal Spray Conf. - ITSC 2015, Лонг-Бич, Калифорния, США; Bengtsson и др., в докладе «New Hardfacing Material with High Impact Wear Resistance» («Новый материал для поверхностного упрочнения с высокой стойкостью к износу под действием ударных нагрузок»), Int. Thermal Spray Conf. - ITSC 2016, Шанхай; Maroli и др., в докладе «Iron Based Hardfacing Alloys for Abrasive and Impact Wear» («Сплавы на основе железа для поверхностного упрочнения против абразивного и ударного износа»), Int. Thermal Spray Conf. - ITSC 2017, Дюссельдорф, Германия; и Maroli и др., в докладе «Cost Effective Iron Based Alloys for Abrasive Wear» («Экономичные сплавы на основе железа для абразивного износа»), Int. Thermal Spray Conf. - ITSC 2018, Орландо, США. Эти исследования среди прочих измерений представляют количественную оценку свойств определенных сплавов на основе железа и их применимость в экономичных вариантах использования для поверхностного упрочнения. Другие исследования были сосредоточены на полном исключении хрома в качестве компонента в сплавах для поверхностного упрочнения; например, смотри патентный документ на имя Eibl, WO 2017/040775, который относится к «Chromium Free and Low-Chromium Wear Resistant Alloys» («Не содержащим хром и с низким содержанием хрома износостойким сплавам»). Однако даже этим усовершенствованным композициям сплавов все еще могут быть присущи некоторые из вышеупомянутых ограничений. В некоторых вариантах применения, например, в таких покрытиях, как на некоторых типах противорежущих брусов, стальных роликов и фасонных штампах, трещины и пористость недопустимы. Поэтому существует непреходящая потребность в отыскании альтернативных вариантов, и предпочтительно улучшенных сплавов для поверхностного упрочнения, преодолевающих или устраняющих по меньшей мере некоторые из вышеуказанных проблем.
Кроме того, было установлено, что наиболее эффективные среди известных сплавов для поверхностного упрочнения могут быть скорее чувствительны к выбору способа наплавки, и к технологическим параметрам, используемым при нанесении сплава для поверхностного упрочнения в качестве покрытия на участок подложки. В то же время имеющееся оборудование для поверхностного упрочнения может определять тип обработки, и технологические параметры могут зависеть от внешних ограничений, обусловленных сложностью конкретной задачи поверхностного упрочнения. Отсутствие толерантности в отношении изменчивых технологических параметров может оказаться еще одной серьезной проблемой для разработки способа поверхностного упрочнения до желательного результата в плане качества и износостойкости покрытия. Поэтому также желательным является создание сплава и способа для поверхностного упрочнения, которые способны справляться с такими факторами, вместе с тем обеспечивая высокую износостойкость, в частности, в ситуациях износа комбинированного типа.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Первый аспект изобретения относится к композиции сплава на основе железа, включающей: бор (B): 1,6-2,4 мас.%; углерод (C): 1,7-3,0 мас.%; молибден (Mo): 16,0-19,5 мас.%; никель (Ni): 3,5-6,5 мас.%; марганец (Mn): менее 0,8 мас.%; кремний (Si): 0,2-3,0 мас.%; ванадий (V): 10,8-13,2 мас.%; и остальное количество из железа (Fe).
Композиция сплава на основе железа предназначена для поверхностного упрочнения подложки с помощью известных способов поверхностного упрочнения, таких как наплавка, с использованием, например, плазменно-дуговой наплавки (PTA) или способа лазерного плакирования. Сплав может быть сформирован в любой форме, пригодной для подачи и обработки в используемом устройстве для поверхностного упрочнения с образованием упрочняющего поверхность покрытия. Типичными подложками являются низколегированные стальные материалы, такие как обычно используемые для инструментов в любой из вышеупомянутых областей применения.
Композиция сплава на основе железа разработана так, чтобы (а) быть легко наплавляемой с незначительными трещинами или без них, и без вредной пористости, (b) обеспечивать высокую твердость, такую как выше 60 HRC (твердости по шкале Роквелла), высокую устойчивость к абразивному износу, такую как менее 15 мм3, согласно процедуре А стандарта ASTM G65, и хорошую ударостойкость, а также (с) со стабильными результатами контроля микроструктуры.
При добавлениях Ni в диапазоне, как здесь указанном, сплав становится легче наносимым в операции плакирования. При слишком низких уровнях содержания Ni материал склонен к растрескиванию, и при слишком высоком уровне содержания падает твердость. В пределах предлагаемого диапазона получается хорошая комбинация твердости и сопротивления растрескиванию. Содержание Si оптимизировано для баланса между твердыми фазами и эвтектической структурой. Фактически особое достоинство настоящего изобретения состоит в понимании того, что Si может быть использован неожиданно эффективным и надежным путем для контроля формирования боридов. Верхний предел задан для обеспечения достаточного формирования эвтектической структуры, которая необходима для достаточных твердости и износостойкости.
Преимущества добавления никеля и кремния в комбинации, в конкретных диапазонах, выбранных для содержания никеля и кремния, включают улучшенную разносторонность покровных систем сравнительно с известными сплавами для поверхностного упрочнения, благодаря неожиданно эффективному сочетанию характеристик износостойкости, где начинают действовать механизмы различных типов, а также качество покрытия, как видно, например, в анализах твердости, сопротивления абразивному износу, стойкости к износу под действием ударных нагрузок, порообразования, склонности к растрескиванию, и тому подобного, для образцов упрочняющих поверхность покрытий, полученных с использованием композиции сплава на основе железа согласно вариантам осуществления изобретения. Очевидно, что добавление Si синергически повышает эффект добавления Ni, и, помимо всего прочего, обеспечивает повышенную возможность регулирования имеющих отношение к износу характеристик покрытия по сравнению с известными композициями. Неожиданно простой принцип настройки обнаруживается в пределах диапазонов содержания Ni и Si согласно вариантам осуществления изобретения, как здесь раскрытым, тем самым обеспечивая неожиданно эффективный контроль свойств покрытия. Например, этот принцип регулирования обеспечивает возможность хорошо контролируемого приспособления системы покровного сплава к конкретным требованиям к данному способу нанесения покрытия, используемому в данном варианте применения, без ущерба общим характеристикам износостойкости такого покрытия в ситуации с комбинированным механизмом износа. Это позволяет квалифицированному специалисту использовать раскрытую систему покровного сплава для разработки композиции покровного сплава сообразно желательной износостойкости, например, настройкой желательного содержания Ni в пределах данного диапазона, и всего лишь варьируя содержание Si для данного содержания Ni, чтобы оптимизировать содержание Si для ситуации комбинированного износа в данном варианте применения. Например, покрытие может быть оптимизировано для максимальной твердости и сопротивления абразивному износу при более низких уровнях содержания Si.
В альтернативном варианте квалифицированный специалист, разрабатывающий покрытие для конкретного варианта применения, может повышать содержание Si, чтобы значительно снизить склонность к образованию трещин в определенных процессах нанесения покрытия с высокими скоростями охлаждения ванны расплава во время обработки, таких как скорости охлаждения, сравнимые с имеющими место в типичных способах лазерного плакирования. Значительное снижение склонности к образованию пор и трещин, когда получают упрочняющее поверхность покрытие лазерным плакированием, по сравнению с известными композициями, действительно оказывается поразительным эффектом объединенного добавления Ni и Si. Это достигается в пределах тщательно выбранных комбинаций поддиапазонов содержания никеля и содержания кремния, как более подробно излагается ниже.
Кроме того, согласно некоторым вариантам осуществления композиции сплава на основе железа, количество кремния составляет 0,3-2,0 мас.%. Этот диапазон содержания Si обеспечивает хорошее сочетание износостойкости с возможностью регулирования в широком диапазоне износостойкости и характеристиками качества покрытия для упрочняющего поверхность покрытия, полученного из композиции сплава на основе железа.
Минимальное содержание Si около 0,2 мас.%, или по меньшей мере 0,3 мас.%, или по меньшей мере 0,4 мас.%, или по меньшей мере 0,5 мас.%, является благоприятным для улучшенного поведения материала сплава в условиях порошковой технологии, в частности, когда используют такие способы измельчения, как газовое распыление или водное распыление, и во время наплавки.
Благоприятным образом согласно некоторым вариантам осуществления композиции сплава на основе железа, количество кремния составляет 1,8 мас.% или менее, предпочтительно 1,5 мас.% или менее, или 1 мас.% или менее. Тем самым достигается повышение эффективности настройки компромисса между весьма высокими характеристиками твердости/абразивного износа, с одной стороны, и, с другой стороны, склонностью к образованию трещин, с хорошими характеристиками твердости/абразивного износа. Например, характеристики твердости и/или абразивного износа в определенных процессах могут быть повышены снижением содержания Si в сторону нижнего предела диапазона, за счет повышенной склонности к образованию трещин. Это может быть полезным, если желательны предельные характеристики твердости и сопротивления абразивному износу, но где склонность к растрескиванию не является столь существенной проблемой, например, в способах поверхностного упрочнения типа PTA-наплавки, которые традиционно имеют более крупную варочную точку, чем, например, в типичных способах лазерного плакирования, и, как правило, более низкую в связи с этим скорость охлаждения для затвердевания расплавленного материала покрытия после нанесения его на подложку.
Как более подробно обсуждается ниже, важное понимание, составляющее основу настоящего изобретения, основывается на анализе микроструктуры обрабатываемых сплавов. Анализ микроструктуры обнаруживает, что квалифицированный специалист может использовать настоящее изобретение для разработки композиции сплава, оптимизированной для конкретного варианта применения, регулированием содержания никеля в композиции сплава на основе железа, и дополнительным добавлением кремния в пределах тщательно выбранных диапазонов, позволяющих настраивать распределение различных фаз в микроструктуре обрабатываемого материала, для достижения желательных характеристик комбинированной износостойкости, в том числе комбинации твердости, сопротивления абразивному износу, износу под действием ударных нагрузок, и/или качества покрытия (например, отсутствия трещин/низкой пористости). А именно, было найдено, что кремний влияет на частицы первичной твердой фазы, формируемой в сплавах на основе железа с добавками Ni, более конкретно, на количество частиц первичных боридов. Особенно благоприятный диапазон содержания Si для регулирования свойств сплава был найден составляющим менее 1,5 мас.%, или менее 1,4 мас.%, или менее 1,3 мас.%, или менее 1,2 мас.%, или менее 1,1 мас.%, или менее 1 мас.%, и выше 0,2 мас.%, или выше 0,3 мас.%, или выше 0,4 мас.%, или выше 0,5 мас.%, или выше 0,6 мас.%.
Согласно некоторым вариантам осуществления композиции сплава на основе железа, количество кремния благоприятным образом составляет по меньшей мере 0,7 мас.%, предпочтительно по меньшей мере 1 мас.%, или по меньшей мере 1,2 мас.%, или по меньшей мере 1,5 мас.%, или по меньшей мере 1,8 мас.%. Более высокое содержание Si обеспечивает такое преимущество, что синергически с добавлением Ni снижает склонность к образованию трещин и пор в покрытии, полученном из композиции сплава на основе железа, но в то же время обеспечивает удовлетворительные значения износостойкости для большинства вариантов применения поверхностного упрочнения, в том числе относительно абразивного износа, износа под действием ударных нагрузок и/или твердости. Это является особенно полезным для способов быстрой наплавки с высокой скоростью охлаждения ванны расплава в точке обработки, таких, как для традиционных вариантов применения лазерного плакирования, в частности, в комбинации с высокой скоростью сканирования.
Кроме того, согласно некоторым вариантам осуществления композиции сплава на основе железа, количество бора составляет 1,8-2,3 мас.%. В некоторых вариантах осуществления количество бора преимущественно составляет 1,8-2,2 мас.%.
Кроме того, согласно некоторым вариантам осуществления композиции сплава на основе железа, количество никеля составляет 4,2-6,1 мас.%. Согласно некоторым вариантам осуществления композиции сплава на основе железа, количество никеля благоприятным образом составляет по меньшей мере 4 мас.%, по меньшей мере 4,5 мас.%, или по меньшей мере 5 мас.%. Кроме того, согласно некоторым вариантам осуществления композиции сплава на основе железа, количество никеля составляет до 5,5 мас.%, до 6 мас.%, или до 6,5 мас.%. Кроме того, согласно некоторым вариантам осуществления, количество никеля находится в пределах любой комбинации минимального количества никеля и максимального количества никеля, причем минимальное количество никеля составляет одно из 4 мас.%, 4,5 мас.% и 5 мас.%, и причем максимальное количество никеля составляет одно из 5,5 мас.%, 6 мас.% и 6,5 мас.%.
Тем самым склонность к образованию пор и/или к растрескиванию упрочняющего поверхность покрытия, полученного из композиции сплава на основе железа, значительно снижается без слишком значительного ущерба другим параметрам эффективности износостойкости, тем самым делая сплав универсальным для применения в многообразных вариантах применения поверхностного упрочнения и для использования в многочисленных различных способах поверхностного упрочнения, сравнительно с известными композициями сплавов для поверхностного упрочнения. Это обеспечивает надежное проведение процессов поверхностного упрочнения со стабильным результатом обработки, которое также более устойчиво к намеренным или непреднамеренным вариациям технологических параметров. Синергическое действие в улучшении всех этих обстоятельств достигается для выбранных диапазонов содержания Ni в комбинации с добавлением Si в согласовании с вышеупомянутыми благоприятными количествами, такими как по меньшей мере 0,7 мас.%, предпочтительно по меньшей мере 1 мас.%, по меньшей мере 1,3 мас.%, или по меньшей мере 1,5 мас.%.
Согласно некоторым вариантам осуществления композиции сплава на основе железа, количество углерода благоприятным образом составляет 1,8-2,4 мас.%. Сокращение количества углерода до выбранного диапазона снижает опасность стабилизации чрезмерного количества остаточного аустенита в матрице обработанного сплава при комнатной температуре, в то же время обеспечивая достаточное минимальное количество углерода для надлежащего формирования первичных карбидов. Тем самым более надежно достигается желательная твердость и/или совокупная износостойкость.
Кроме того, согласно некоторым вариантам осуществления, композиция сплава на основе железа включает примеси, причем общее количество примесей в композиции сплава на основе железа составляет менее 1 мас.%. Когда сплав получают большими партиями в промышленном масштабе, остаточные примеси обычно являются неизбежными, но совокупное количество примесей в композиции сплава на основе железа обычно может поддерживаться менее 1 мас.%, или даже менее 0,5 мас.%. Как правило, примеси представляют собой дополнительные компоненты, иные, нежели заданные как легирующие элементы, составляющие композицию сплава. В данном случае любой элемент, иной, нежели легирующие элементы B, C, Mo, Ni, Mn, Si, V, и Fe, рассматривается как примеси в композиции сплава на основе железа. Типичные примеси включают один или многие из N, O, S, Cu, Co. Еще одним примером примеси является Cr, который в композиции сплава, как здесь обсуждаемой, может присутствовать в композиции сплава в количестве до 0,3 мас.%. Примеси могут быть неизбежными или намеренно добавленными дополнительными компонентами. Общее количество примесей обычно не будет превышать вышеуказанные диапазоны.
Кроме того, согласно некоторым вариантам осуществления композиции сплава на основе железа, композиция сплава представляет собой порошковую композицию. Тем самым композиция сплава на основе железа пригодна для применения в технологии нанесения упрочняющего поверхность покрытия на основе порошка. Это включает, например, совместимость с устройством, используемым для нанесения упрочняющего поверхность покрытия на подложку, таким как устройство для плазменно-порошковой PTA-наплавки, или для лазерного плакирования на порошковой основе. Например, порошок может быть получен любым подходящим известным способом, таким как газовое распыление. Частицы с заданными предельными размерами могут быть получены с использованием стандартных способов, известных в технологии, таких как применение любого известного подходящего способа просеивания, согласно предварительно определенным спецификациям в отношении размера частиц для совместимости с системой подачи порошка в выбранном оборудовании для поверхностного упрочнения.
Кроме того, согласно некоторым вариантам осуществления композиции сплава на основе железа, по меньшей мере 95 мас.% порошковой композиции имеют размер частиц до 300 мкм, или до 250 мкм, или до 200 мкм, или до 150 мкм, и/или в которой по меньшей мере 95 мас.% порошковой композиции имеют размер частиц по меньшей мере 5 мкм, или по меньшей мере 10 мкм, или по меньшей мере 20 мкм, или по меньшей мере 30 мкм, или по меньшей мере 40 мкм, или по меньшей мере 50 мкм, то есть: согласно некоторым вариантам осуществления, по меньшей мере 95% порошковой композиции имеют размер частиц до 300 мкм, или до 250 мкм, или до 200 мкм, или до 150 мкм; кроме того, согласно некоторым вариантам осуществления, по меньшей мере 95% порошковой композиции имеют размер частиц по меньшей мере 5 мкм, или по меньшей мере 10 мкм, или по меньшей мере 20 мкм, или по меньшей мере 30 мкм, или по меньшей мере 40 мкм, или по меньшей мере 50 мкм; кроме того, согласно некоторым вариантам осуществления, по меньшей мере 95% порошковой композиции имеют размер частиц в пределах любой комбинации указанного минимального размера частиц и указанного максимального размера частиц, причем минимальный размер частиц составляет один из 5 мкм, 10 мкм, 20 мкм, 30 мкм, 40 мкм и 50 мкм, и причем максимальный размер частиц составляет один из 150 мкм, 200 мкм, 250 мкм, и 300 мкм. Все размеры частиц как заданные здесь определяются сухим просеиванием согласно Европейскому Стандарту EN 24 497:1993, как утвержденному Европейским Комитетом по стандартизации (European Committee for Standardization (CEN)) 2 апреля 1993 года, причем стандарт EN 24 497:1993 поддерживает стандарт ISO 4497:1983.
Как упомянуто выше, предельный размер частиц благоприятным образом согласуется с техническими условиями для совместимости с устройствами для подачи порошка в оборудовании для нанесения покрытия, используемом для нанесения упрочняющего поверхность покрытия.
Пригодность для оборудования, применяемого для поверхностного упрочнения на порошковой основе, может дополнительно подразумевать общий максимальный размер частиц, который не должен превышаться, который может составлять величину выше верхнего предела для заданного диапазона размеров частиц, но где, в противном случае, по меньшей мере 95 мас.% находятся в пределах заданного диапазона размеров частиц. Согласно некоторым вариантам осуществления композиции сплава на основе железа, благоприятным образом по меньшей мере 97 мас.%, или по меньшей мере 98 мас.%, или по меньшей мере 99 мас.%, или по меньшей мере 99,9 мас.% всех частиц находятся в пределах заданного диапазона размеров частиц. Общий максимальный размер частиц, который не должен превышаться, будет зависеть от фактических технических условий используемого подающего порошок устройства/механизма, и, например, может составлять до 350 мкм, до 300 мкм, до 250 мкм, или до около 200 мкм. Частицы с предельным размером могут быть получены любым подходящим способом, известным в технологии получения порошков, таким как просеивание с использованием сетчатых тканей с различными размерами ячеек. Как уже упоминалось выше, все размеры частиц, как заданные в этом описании, определяются сухим просеиванием согласно Европейскому Стандарту EN 24 497:1993, как утвержденному Европейским Комитетом по стандартизации (CEN) 2 апреля 1993 года, причем стандарт EN 24 497:1993 поддерживает стандарт ISO 4497:1983.
Дополнительный аспект изобретения относится к покрытию, сформированному способом поверхностного упрочнения, таким как наплавка, с использованием любой из раскрытых здесь композиций сплавов. Дополнительный аспект изобретения относится к покрытому изделию, причем изделие включает покрытие, связанное с участком его подложки, причем покрытие получают способом поверхностного упрочнения, таким как наплавка, с использованием любой из раскрытых здесь композиций сплавов.
Согласно некоторым вариантам осуществления, изделие включает участок подложки и покрытие, связанное с участком подложки, причем покрытие сформировано с использованием композиции сплава на основе железа согласно любому из раскрытых здесь вариантов осуществления. Покрытие предназначено для поверхностного упрочнения участка подложки. Покрытие предпочтительно выполнено способом наплавки.
Кроме того, согласно некоторым вариантам осуществления покрытого изделия, покрытие наносят способом наплавки, таким как способ плазменно-дуговой наплавкой (PTA) или способ лазерного плакирования. Как упомянуто выше, различные способы поверхностного упрочнения могут иметь специфические технологические характеристики, влияющие на характеристики износостойкости полученного покрытия. Конкретные преимущества композиций сплавов на основе железа согласно вариантам осуществления изобретения проявляются, когда согласованы или даже оптимизированы с конкретным способом поверхностного упрочнения. Как способ PTA-наплавки, так и способ лазерного плакирования оказались действующими особенно хорошо для формирования упрочняющих поверхность покрытий с использованием композиции сплава на основе железа согласно вариантам осуществления изобретения, причем особенно благоприятные соответствующие диапазоны для применения в комбинации с PTA-наплавкой, или альтернативно, в комбинации с лазерным плакированием, были обсуждены выше.
Кроме того, вышеупомянутый простой принцип регулирования может быть эффективно использован для точно контролируемого приспособления системы покровного сплава к специфическим требованиям конкретного применяемого способа нанесения покрытия, без необходимости проведения обстоятельного исследования в отношении влияния содержащихся в сплаве многообразных дополнительных компонентов. Например, покрытие может быть оптимизировано для максимальных твердости и сопротивления абразивному износу при более низких уровнях содержания Si, но может иметь склонность к образованию пор или трещин при более высоких скоростях охлаждения. Такая композиция была бы наиболее применимой в комбинации с PTA-наплавкой, соответствующие которой преимущественные диапазоны для содержания Ni и для содержания Si обсуждаются выше. В еще одном примере, также обсуждаемом выше, квалифицированный специалист, разрабатывающий покрытие для конкретного варианта применения, может повышать содержание Si в комбинации с содержанием Ni, чтобы значительно снизить склонность к образованию пор и трещин в определенных способах нанесения покрытия, предусматривающих высокие скорости охлаждения, такие как скорости охлаждения, сравнимые с имеющими место в типичных способах лазерного плакирования. Такая композиция была бы наиболее применимой для процессов, где предпочтительно лазерное плакирование, причем соответственные благоприятные диапазоны содержания Ni и содержания Si также обсуждаются выше.
Кроме того, согласно некоторым вариантам осуществления покрытого изделия, растворение из материала подложки составляет менее 20%, или менее 15%, менее 10%, или менее 5%, или менее 1%.
Кроме того, согласно некоторым вариантам осуществления покрытого изделия, покрытие имеет твердость HRC по Роквеллу по меньшей мере 60, по меньшей мере 63, или по меньшей мере 65.
Кроме того, согласно некоторым вариантам осуществления покрытого изделия, покрытие имеет сопротивление абразивному износу, как определяемое согласно стандарту ASTM G65, процедура A, менее 15 мм3, менее 12 мм3, или менее 10 мм3.
Кроме того, согласно некоторым вариантам осуществления покрытого изделия, покрытие имеет стойкость к износу под действием ударных нагрузок, как определяемую методом испытания стойкости к ударному износу падающим шаром, более одного ударов для энергии удара при соударении 25 Дж, более 5 ударов для энергии удара при соударении 20 Дж, более 15 ударов для энергии удара при соударении 10 Дж.
Кроме того, согласно некоторым вариантам осуществления покрытого изделия, покрытие имеет микроструктуру, включающую первичный борид и материал эвтектической матрицы, причем отношение количества первичного борида по объему к количеству материала эвтектической матрицы по объему составляет менее 0,3, или менее 0,25. Кроме того, согласно некоторым вариантам осуществления покрытого изделия, покрытие имеет микроструктуру, включающую первичный борид и материал эвтектической матрицы, причем отношение количества первичного борида по объему к количеству материала эвтектической матрицы по объему составляет по меньшей мере 0,01, или по меньшей мере 0,03.
Как упомянуто выше, материал для поверхностного упрочнения обычно наносят в виде покрытия на участок подложки изделия. Типичные подложки представляют собой стальные материалы, такие как используемые для инструментов в любых упомянутых выше вариантах применения, например, низколегированная сталь. Материалы для поверхностного упрочнения на основе железа представляют собой композитные материалы с микроструктурой, образованной так называемыми частицами твердой фазы, которые погружены в матрицу еще одной твердой фазы. Материал для поверхностного упрочнения формируют в процессе первой плавки композиции сплава на основе железа, такой как композиция сплава на основе железа согласно вариантам осуществления настоящего изобретения, которую затем оставляют для охлаждения до затвердевания в желательной форме, например, в виде упрочняющего поверхность покрытия. Во время охлаждения частицы твердой фазы образуются ранее материала матрицы, то есть, частицы твердой фазы формируются затвердеванием при более высоких температурах, чем матрица. Поэтому частицы твердой фазы также называются «первичными» твердыми фазами. Когда анализируют относительные количества различных твердых фаз и материалов матрицы, количества определяют в процентах по объему с использованием стандартных металлургических методов на основе анализа изображений.
В материалах для поверхностного упрочнения, сформированных с использованием композиции сплава на основе железа согласно вариантам осуществления изобретения, частицы твердой фазы представляют собой первичные карбиды и первичные бориды, причем проведенное авторами настоящего изобретения элементное картирование указывает на преобладающее формирование обогащенных ванадием карбидных частиц, с одной стороны, и обогащенных молибденом боридных частиц, с другой стороны. Кроме того, проведенное авторами настоящего изобретения элементное картирование показывает, что образующийся затем матричный материал затвердевает как эвтектическая структура обогащенного молибденом борида с включениями мартенсита. Однако, металлургический анализ изображений на микрофотографиях наряду с данными элементного картирования также выявил, что материал матрицы дополнительно склонен включать обедненные молибденом островки, которые совпадают с обедненными бором областями. Тем самым можно отличить эти островки от областей эвтектической структуры анализом элементного картирования покровного материала с помощью энергодисперсионной спектроскопии (EDS). Области островков будут выглядеть как области с очень слабым сигналом для молибдена и бора. EDS-анализ обычно проводят в области, которая является показательной для покрытия, такой, которая является типичной в пределах всего объема покрытия, с использованием стандартного метода металлургического анализа изображений.
Без намерения ограничения определенной теорией, представляется, что эти островки могут быть отнесены на счет образования мартенсита, возможно, с небольшими количествами остаточного аустенита, который, как кажется, возникает как следствие расходования молибдена и бора для формирования частиц первичных боридов, перед затвердеванием материала матрицы. Более того, как понимают авторы настоящего изобретения, предполагается, что добавление кремния непосредственно влияет на количество первичных боридов, образующихся в материалах для поверхностного упрочнения при обработке композиции сплава на основе железа согласно вариантам осуществления изобретения, и в связи с этим, что регулирование содержания Si является решающим фактором в определении конечной микроструктуры материала для поверхностного упрочнения. Как следствие, регулирование содержания Si является решающим фактором в определении конечных свойств покрытия. Поэтому основополагающее для настоящего изобретения важное понимание сводится к тому, что варьирование содержание кремния в пределах тщательно выбранных диапазонов непосредственно влияет на количество первичных боридов, сформированных за счет количества материала эвтектической матрицы, чем создается возможность напрямую адаптировать свойства покрытия, образованного из композиции сплава согласно вариантам осуществления изобретения, например, в отношении абразивного износа. Например, создание первого покрытия, имеющего первое отношение количества боридов к количеству эвтектической структуры, и второго покрытия, имеющего второе отношение количества боридов к количеству эвтектической структуры, которое является иным сравнительно с первым отношением, будет приводить к различным характеристикам абразивного износа. Согласно вариантам осуществления настоящего изобретения, отношение количества боридов к количеству эвтектической структуры, и поэтому свойства покрытия, можно тем самым регулировать вариацией содержания кремния, причем повышение (снижение) содержания кремния снижает (повышает) устойчивость к абразивному износу незначительно, но все еще воспроизводимо. Если, например, первое отношение является бóльшим, чем второе отношение, сопротивление абразивному износу первого покрытия будет более низким (с более высоким значением абразивного износа, когда его измеряют с использованием процедуры А стандарта ASTM G65), сравнительно со вторым покрытием, и наоборот.
Дополнительный аспект изобретения относится к способу поверхностного упрочнения подложки, причем способ включает стадии: приготовления подложки; и нанесения покрытия на подложку с использованием композиции сплава на основе железа согласно любому из раскрытых здесь вариантов осуществления в качестве покровного материала. Покрытие благоприятным образом наносят способом наплавки. Тем самым аналогичным путем достигаются те же преимущества, как здесь обсуждаемые относительно композиции сплава на основе железа, и в отношении упрочняющих поверхность покрытий и покрытых изделий, полученных с использованием композиции сплава на основе железа согласно любому из раскрытых здесь вариантов осуществления. Типичными подложками являются стальные материалы, такие как используемые для инструментов в любых из упомянутых выше вариантов применения, например, низколегированная сталь.
Кроме того, согласно некоторым вариантам осуществления способа, способ наплавки представляет собой способ плазменно-дуговой наплавкой (PTA) или способ лазерного плакирования. Тем самым аналогичным путем достигаются те же преимущества, как здесь обсуждаемые, с конкретными преимуществами, достигаемыми комбинацией тщательно выбранных диапазонов содержания Ni и содержания Si, приспособленных к конкретному применению в PTA-наплавке и лазерном плакировании, соответственно, как уже обсуждалось выше.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет далее описано более подробно со ссылкой на примеры и сопроводительные чертежи, и как показывают чертежи,
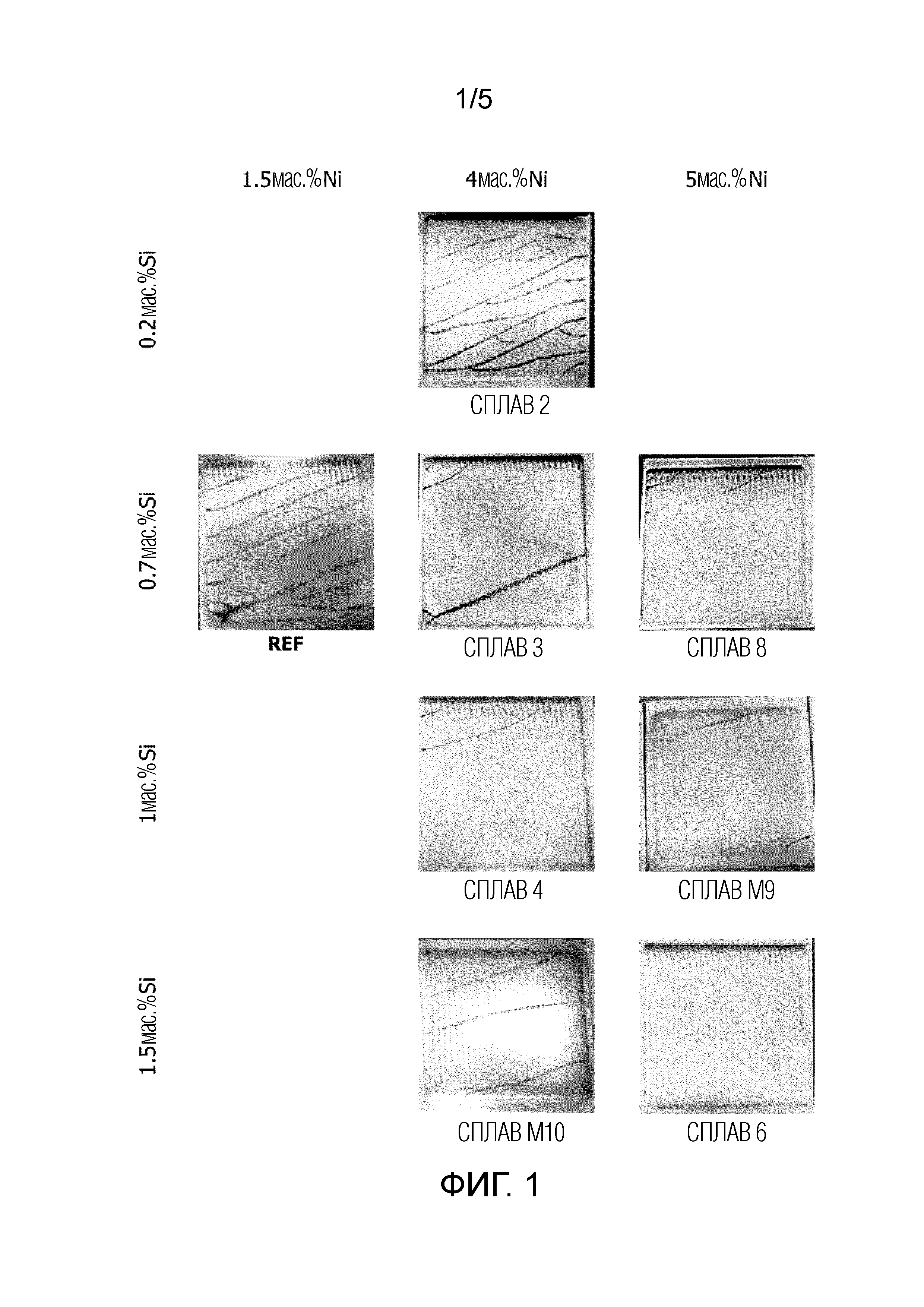
Фиг. 1 представляет обзор результатов испытания для определения пенетрации для различных композиций сплавов, нанесенных в качестве упрочняющего поверхность покрытия на подложку лазерным плакированием;
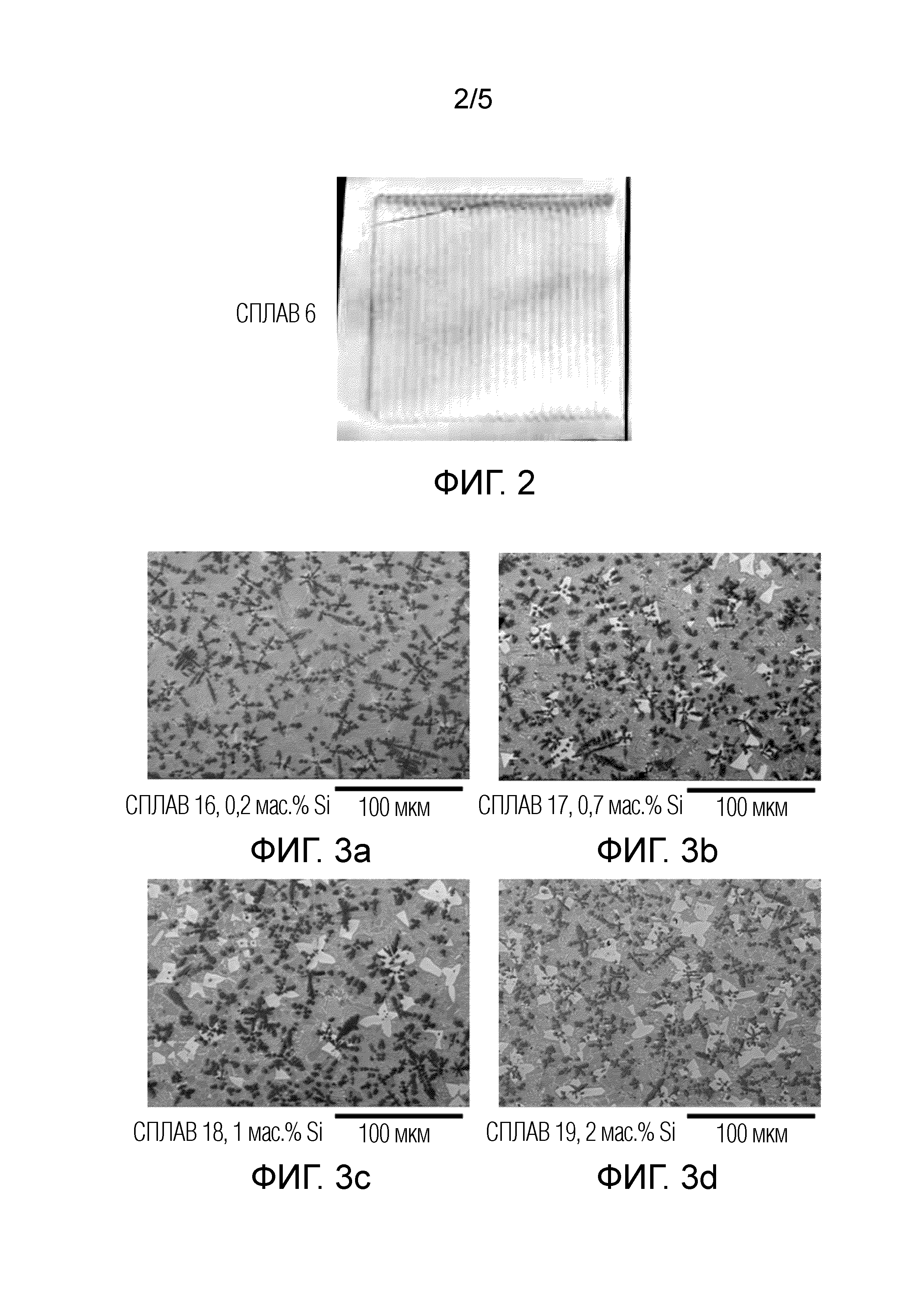
Фиг. 2 представляет результаты испытания для определения пенетрации для композиции сплава «Сплав 6», нанесенной в качестве упрочняющего поверхность покрытия на подложку лазерным плакированием при более высокой скорости;
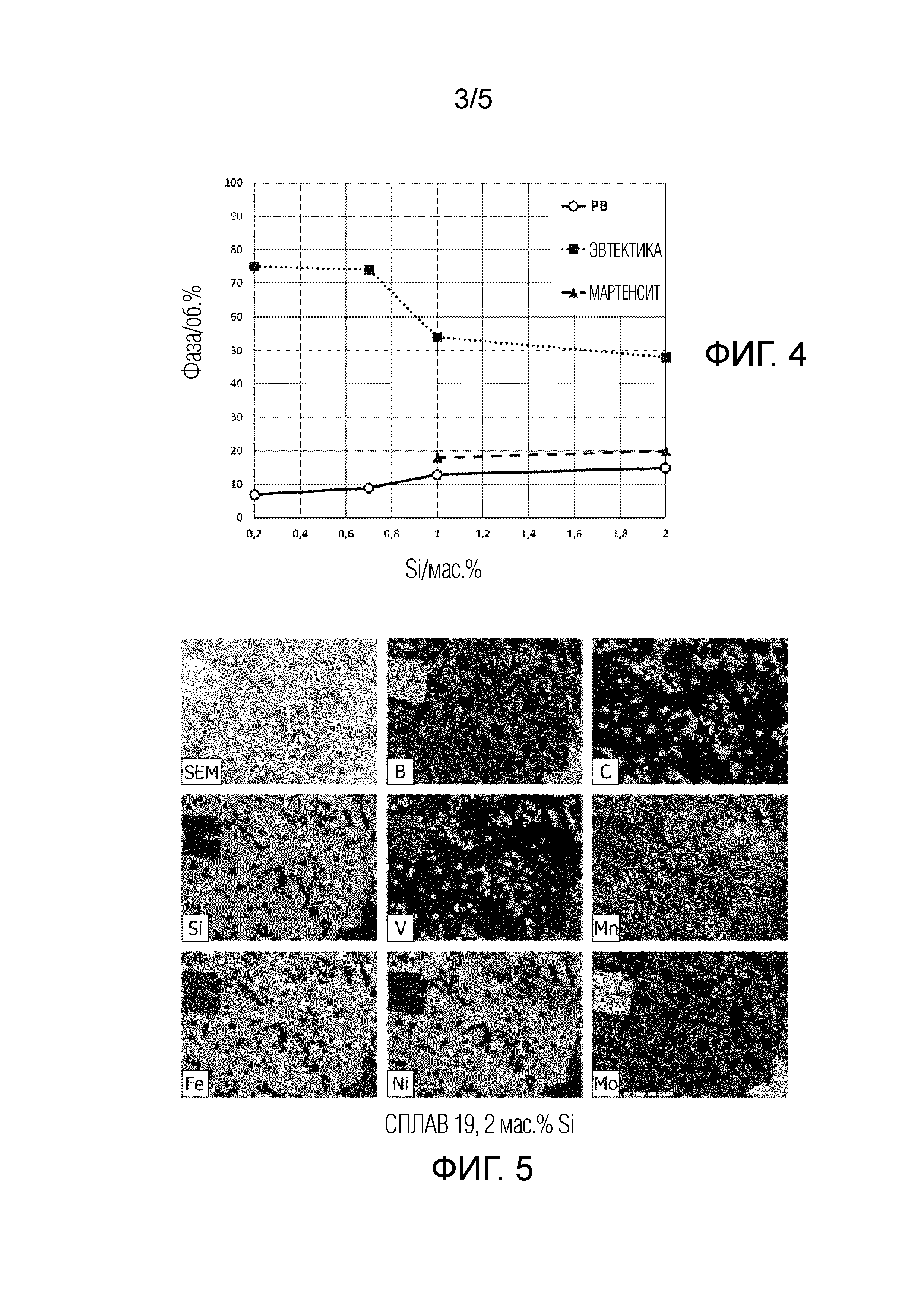
Фиг. 3a-d представляют полученные в сканирующем электронном микроскопе (SEM) микрофотографии, показывающие микроструктуру четырех различных сплавов, обработанных с образованием образцов в виде слитков;
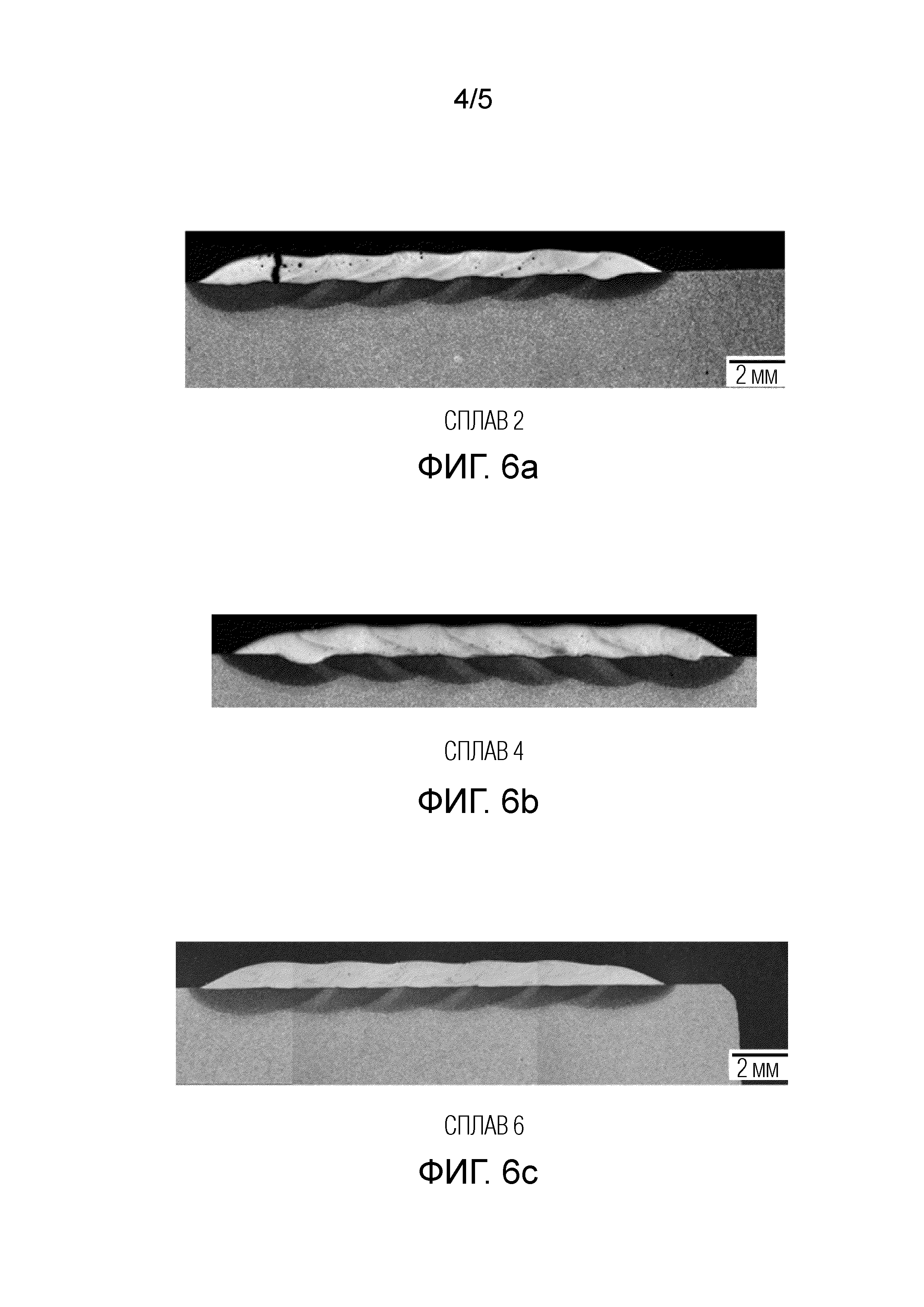
Фиг. 4 представляет график, показывающий влияние добавления Si на микроструктуру обработанных сплавов;
Фиг. 5 представляет SEM-микрофотографии из энергодисперсионного анализа, показывающие элементное картирование B, C, Si, V, Mn, Fe, Ni и Mo для одного примера сплава; и
Фиг. 6а-с представляют SEM-микрофотографии поперечного сечения наплавок, полученных лазерным плакированием с использованием трех различных сплавов;
Фиг. 7 схематически представляет устройство для испытания стойкости к износу под действием ударных нагрузок согласно методу падающего шара; и
Фиг. 8 представляет график с нанесением величин энергии удара как функции числа ударов, до возникновения первой трещины, для композиции сплава 3, сплава 6 и контрольного сплава REF.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Как упомянуто выше, один недостаток нанесенных лазерным плакированием покрытий, выполненных с использованием известных композиций сплавов, состоит в присутствии крупных пор и трещин в покрытии. Поры и трещины являются вредными для свойств покрытия. Например, это составляет проблему в плане вариантов применения, требующих устойчивости к абразивному износу, но также во многих других ситуациях в отношении устойчивости к комбинации различных механизмов износа. Оптимизаций количества кремния в композициях сплавов на основе железа, содержащих выбранные количества никеля, можно устранять или по меньшей мере нивелировать проблемы образования пор и трещин в упрочняющих поверхность покрытиях.
Далее изобретение описывается со ссылкой на примерные композиции сплавов с систематически варьирующими уровнями содержания никеля (Ni) и кремния (Si). Подробности композиций сплавов приведены в разделе МАТЕРИАЛ. Подробности процедур наплавки способами плазменно-дуговой наплавки (PTA) и лазерного плакирования приведены в разделе ОБРАБОТКА. Методы анализа для характеристики свойств обработанных сплавов описаны в разделе ОЦЕНКА. Результаты анализа представлены в разделе РЕЗУЛЬТАТЫ, в том числе обсуждение влияния добавления Ni и Si на композиции сплавов на основе железа согласно вариантам осуществления настоящего изобретения.
ПРИМЕРЫ
МАТЕРИАЛ
Были исследованы порошки сплавов REF (контроль), 1-8, М9 и М10 с химическим составом, приведенным в Таблице 1. Сплавы были получены газовым распылением и просеяны до размеров между 53-150 мкм для совместимости с устройствами для подачи порошков в оборудовании для наплавки.
Таблица 1: химический состав исследованных сплавов
ОБРАБОТКА
а) PTA-наплавка
Сплав 1-8, М9 и М10 в Таблице 1 осаждали на пластинки из мягкой конструкционной стали EN S235JR с использованием промышленной PTA-установки (Commersald 300I). Однослойные, одиночные защитные покрытия за один проход, были осаждены на подложке с размером 125×40×20 [мм] с использованием наплавки с параметрами согласно Таблице 2. В качестве защитного газа для защиты ванны расплава от окисления применяли смесь аргона и 5% Н2 с величиной расхода потока 16,5 л/мин. Аргон с расходом потока 2,0 л/мин использовали для переноса порошка из бункера в ванну расплава. Пилотный газ составлял 2,0 л/мин. Образцы, покрытые с параметрами в Таблице 2, использовали для измерений твердости покрытия, растворения и микроструктуры.
Таблица 2: параметры PTA-наплавки для покрытия подложек с размером 125×40×20 мм, один слой, один проход
Покрытия, сформированные в двух перекрывающихся проходах, осадили на подложке с размером 220×60×30 [мм]. Перекрывание между двумя соседними покрытиями составляло 3 мм, и колебание PTA-факела составляло 10 мм. Покрытия были осаждены с использованием наплавки с параметрами согласно Таблице 3 на подложках при комнатной температуре. Покрытые образцы охладили в червячном охладителе. В качестве защитного газа применяли смесь аргона и 5% Н2 с величиной расхода потока 16,5 л/мин. Аргон с расходом потока 2,0 л/мин использовали в качестве газа-носителя. Пилотный газ составлял 2,0 л/мин. Заготовки с размером, заданным в стандарте ASTM G65, вырезали из этих образцов, подвергли плоскому шлифованию и протестировали на сопротивление абразивному износу.
Таблица 3: параметры PTA-наплавки для покрытия подложек с размером 220×60×30 мм, один слой, два перекрывающихся прохода
b) Лазерное плакирование
Лазерное плакирование выполняли с использованием волоконного диодного лазера IPG мощностью 6 кВт с соплом для подачи порошка Coax 8 и круглым пятном с диаметром 5 мм. Технологический диапазон обычно определялся с использованием двух скоростей перемещения лазера, 16 и 8 мм/сек. Скорость подачи порошка регулировали для образования покрытий толщиной приблизительно 1 мм. Мощность лазера варьировали между 1000 до 2500 Вт. Аргон с расходом потока 15 л/мин использовали в качестве защитного газа. Аргон с расходом потока 6 л/мин использовали в качестве транспортного газа для порошка. Порошки осаждали на пластинки из мягкой стали EN S235JR с размером 100×35×10 мм, предварительно нагретые до 200°С. В шести проходах провели осаждение с 50%-ным перекрыванием. Исследуемые параметры наплавки обобщены в Таблице 4. Поперечное сечение плакированных образцов проверяли на степень сцепления с подложкой, пористость поверхности раздела и растворение из подложки, с использованием оптической микроскопии. Образцы с хорошим сцеплением с подложкой и растворением <10% были выбраны для оценки свойств покрытий.
Таблица 4. Параметры лазерного плакирования, использованного для нанесения покрытий на подложку EN S235JR с размером 100×35×10 мм, 6 перекрывающихся проходов
Брикеты с размером 80×80×30 мм, предварительно нагретые при 200°С, были покрыты для получения образцов для испытаний на абразивный износ согласно стандарту ASTM G65, процедура А. Из каждого брикета вырезали по два образца с размером 58×25×30 мм. Образцы затем подвергли плоскому шлифованию для соответствия требованиям к испытанию на абразивный износ.
Таблица 5. Параметры лазерного плакирования, использованного для нанесения покрытий на подложку EN S235JR с размером 80×80×30 мм
Кроме того, испытание лазерного плакирования с удвоенной скоростью прохода выполнили для оценки чувствительности к растрескиванию композиции сплава «Сплав 6» с использованием технологических параметров для нанесения покрытия из Сплава 6 на подложку из EN S235JR с размером 80×80×30 мм, как обобщено в Таблице 6.
Таблица 6. Параметры лазерного плакирования, использованного для плакирования подложек из EN S235JR Сплавом 6, скорость прохода 16 мм/сек
ОЦЕНКА
Покрытия были исследованы на присутствие трещин и других поверхностных дефектов. Они были очищены (очистителем CRC Crick 110) и затем покрыты красным красителем (CRC Crick 120), проникающим в поверхностные дефекты или трещины под действием капиллярных сил. Через 10 минут избыток красителя удалили с поверхности и нанесли белый проявитель (CRC Crick 130). Проявитель вытеснял пенетрант из разрывов, трещин или прочих полых дефектов, связываясь с поверхностью и окрашивая ее в красный цвет.
Твердость HRC по Роквеллу измеряли с использованием твердомера Wolpert Universal. Покрытия прошлифовали. На плоской поверхности выполняли семь воздействий индентором для определения твердости и рассчитали среднее значение.
Для измерения растворения из подложки покрытые образцы секционировали перпендикулярно направлению нанесения покрытия и затем прошлифовали наждачной (SiС) бумагой. Поперечное сечение обследовали с использованием стереомикроскопа, и определили растворение по геометрической картине. Перед измерением образцы протравили 1%-ным ниталом до воздействия на материал подложки, и тем самым облегчили детектирование покрытия. Поперечное сечение только что прошлифованного покрытия сфотографировали с использованием стереомикроскопа Leica. Общую площадь поверхности (Апокрытия+Аподложки) и площадь подложки, на которую должно быть нанесено покрытие перед наплавкой (Аподложки), измеряли анализом изображений. Растворение из материала подложки в пределах площади поперечного сечения тем самым рассчитывали, как определено в следующем уравнении:
Растворение в %=((Аподложки)/(Апокрытия+Аподложки))×100
Для анализа качества и микроструктуры покрытий, и в некоторых случаях измерения геометрии растворения из подложки, образцы затем залили синтетической смолой Bakelite, прошлифовали и отполировали с использованием стандартных процедур получения металлургического образца. Использовали полирование оксидом посредством коллоидного SiО2 как конечную стадию получения металлургического образца. Поперечное сечение покрытий обследовали с использованием светового оптического микроскопа (Leica DM 6000) и FEGSEM (Hitachi FU6600), оснащенного кремниевым дрейфовым детектором (SDD) для EDS-анализа (Quantax 800 Bruker). EDS-карты для Mo и V использовали для оценки объемной доли присутствующих в покрытиях фаз с помощью анализа изображений.
Тестирование абразивного износа при низкой нагрузке выполняли согласно стандарту ASTM G65 (ASTM G65: Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus («Стандартный метод испытания для измерения истирания с использованием устройства с сухим песком/резиновым колесом»), 2010), процедура A, с использованием промышленного мультиплексного трибометра для определения истирания песком/колесом (Phoenix tribology TE 65). Проводили испытания образцов в пяти репликах для каждого материала.
Тестирование износа под действием ударных нагрузок выполняли с использованием испытательного стенда собственного изготовления. Конструкция схематически показана в Фиг. 7. Стандартные стальные подшипниковые шарики с массой m падают с предварительно заданных высот на покрытый испытуемый образец. Потенциальная энергия (Ep) каждого шарика составляет Ep=mhg, где m представляет массу шарика, h представляет высоту падения, и g представляет гравитационную постоянную. Вариацией массы стальных шариков и высоты, с которой они падают, моделируют различные потенциальные энергии, то есть, энергии удара. Величина соответствует общему числу ударов шариков с предварительно определенной высоты, то есть, энергии удара, до возникновения первой круглой трещины вокруг образованной ударами вмятины. Тестирование модельного износа под действием ударных нагрузок этого типа пригодно для классификации стойкости к износу под действием ударных нагрузок материалов, подвергающихся ударным перегрузкам при относительно низких скоростях ударов. В качестве примера эксплуатационных условий, ближайших к моделированию в этом тестировании, можно привести первый контакт зуба на ковше экскаватора с грунтом; заполнение ковшей экскаватора выкапываемым материалом; забрасывание выкопанного материала на платформу грузовика, и т.д. Абразивный износ из этого тестирования исключен, в отличие от комбинированного тестирования абразивного-ударного износа.
РЕЗУЛЬТАТЫ
Растворение, сопротивление абразивному износу (AW) и твердость HRC сплавов 1-8, как обработанных с образованием упрочняющего поверхность покрытия PTA-наплавкой и лазерным плакированием, обобщены в Таблице 7.
Таблица 7. Растворение, сопротивление абразивному износу и HRC сплавов 1-8 как сформированных PTA-наплавкой и лазерным плакированием
В сплаве 1-8 с содержанием никеля от 3,5 мас.% до 6 мас.% сопротивление абразивному износу составляет менее 15 мм3, и снижается до 8 мм3, тогда как твердость HRC варьирует от 61 до 68 единиц HRC. Этот уровень устойчивости к абразивному износу является сравнимым с NiSiC-смесями с карбидами вольфрама, которые относятся к технологическим сплавам в вариантах применения, в которых имеет место серьезный абразивный износ. Этот уровень сопротивления абразивному износу также является сравнимым с контрольным сплавом (REF). Однако покрытия на основе NiSiC-матрицы с карбидами вольфрама, и покрытия на основе контрольного сплава REF известны как подверженные растрескиванию.
При надлежащих добавлениях никеля и кремния согласно вариантам осуществления настоящего изобретения неожиданно достигается комбинация ударной вязкости и сопротивления растрескиванию композиций сплавов на основе железа, когда их перерабатывают в упрочняющее поверхность покрытие, без негативного влияния на твердость или сопротивление абразивному износу. Например, это показано данными твердости и сопротивления абразивному износу для сплавов в Таблице 7. Сплавы с содержанием никеля между 3 мас.% и 6 мас.%, и содержанием кремния выше 0,2 мас.%, показывают хорошую комбинацию твердости и абразивного износа, в сочетании со значительно улучшенной устойчивостью к растрескиванию, как иллюстрировано в Фиг. 1. В то время как образцы контрольного сплава (REF) с низким содержанием никеля и низким содержанием Si (Сплав 2) проявляют выраженную склонность к образованию трещин, объединенное повышение количеств никеля и кремния значительно сокращает наблюдаемое число трещин (Сплавы 3, 4, 8, М9, М10). Фактически не содержащее трещин упрочняющее поверхность покрытие достигается для содержания никеля выше 4 мас.% в сочетании с содержанием кремния выше 1 мас.% (Сплав 6), которое воспроизводимо является неожиданно устойчивым к высоким скоростям охлаждения ванны расплава. Эта неожиданная устойчивость к вариациям имеющих отношение к обработке параметров дополнительно подтверждена испытаниями упрочняющего поверхность покрытия, проведенными при удвоенной скорости прохода, как иллюстрировано в Фиг. 2. Фиг. 2 показывает образцы, полученные с использованием скорости прохода 16 мм/сек (1 м/мин), и с параметрами покрытия, приведенными в Таблице 6. Почти не содержащее трещин покрытие достигается, несмотря на повышение скорости прохода от 8 мм/сек до 16 мм/сек.
Неожиданное улучшение качества упрочняющего поверхность покрытии дополнительно подтверждается анализом поперечного сечения нанесенных лазерным плакированием покрытий, сформированных с использованием таких сплавов, как иллюстрировано в Фиг. 6. Фиг. 6 показывает полученные с использованием светового оптического микроскопа (LOM) микрофотографии покрытий (светлый материал), нанесенных лазерным плакированием на материал подложки (серый материал). Показанные в Фиг. 6 покрытия выполнены из Сплава 2 (Фиг. 6а), Сплава 4 (Фиг. 6b), и Сплава 6 (Фиг. 6с). Трещины и поры видны как черные дефекты в светлом материале покрытия. Значительное влияние на сокращение пористых дефектов, а также на снижение склонности к образованию трещин, наблюдается, когда содержание никеля и содержание кремния повышаются в согласии с результатами относительно качества покрытия, выведенными из вышеупомянутых испытаний на пенетрацию. Все покрытия, показанные в Фиг. 6, получены при скорости прохода 16 мм/сек, настройке мощности лазера на 2,5 кВт для сплава 2 и 4, и на 2,0 кВт для сплава 6, и скорости подачи 20 г/мин.
Данные ударостойкости показаны в Фиг. 8. Фиг. 8 показывает энергию удара для каждого соударения как функцию числа ударов, требуемых для достижения первой трещины в покрытии. График показывает данные для композиции сплава на основе железа образца Сплава 3, Сплава 6, и контрольного сплава REF. Каждая из нанесенных на график линий представляет линейную регрессию для результатов измерений, полученных по меньшей мере на двух образцах соответствующего сплава, причем точки измерений были собраны для энергий на каждый удар 30 Дж, 25 Дж, 20 Дж, 15 Дж и 10 Дж. Соответствующие данные регрессии приведены ниже в Таблице 10. Образцы с наилучшей эффективностью могут проявлять так называемое отклоняющееся поведение, где при наименьших энергиях удара в расчете на удар образование трещин не наблюдается, или по меньшей мере не наблюдается воспроизводимым образом, в пределах большого числа ударов вплоть до 100 ударов. Точки на графике, показывающие такое отклоняющееся поведение, не были включены в линейную регрессию. Диаграмма показывает, что при одной и той же энергии удара покрытия, сформированные с использованием композиций Сплава 3 и Сплава 6, могут противостоять почти удвоенной энергии удара до появления первой трещины, когда проводят сравнение с контрольным сплавом (REF) с содержанием никеля менее 2 мас.%. Сплав 3 начинает проявлять отклоняющееся поведение ниже энергии удара 10 Дж, тогда как Сплав 6 начинает проявлять отклоняющееся поведение ниже энергии удара 15 Дж. Напротив, для контрольного сплава (REF) оказываются достаточными 20 ударов до образования первой трещины, когда энергия удара составляет 10 Дж.
Одно важное понимание, основополагающее для настоящего изобретения, относится к анализу микроструктуры сплавов, когда они обработаны плавлением и последующим охлаждением с образованием (повторно) отвержденного покрытия, как дополнительно разъясняется посредством примера ниже. Анализ микроструктуры выявляет, что квалифицированный специалист может использовать настоящее изобретение для разработки композиции сплава, оптимизированного для конкретного варианта применения, настройкой содержания никеля в композиции сплава на основе железа, и дополнительным добавлением кремния в пределах тщательно выбранных диапазонов, позволяющих регулировать распределение различных фаз в микроструктуре обработанного материала, для достижения желательных характеристик устойчивости к комбинированному износу, в том числе комбинации твердости, абразивного износа, износа под действием ударных нагрузок и/или качества покрытия (например, отсутствия трещин/низкой пористости). А именно, было найдено, что кремний влияет на количество частиц первичной твердой фазы, образованных в сплавах на основе железа с добавлением Ni, более конкретно, на количество частиц первичных боридов. Конкретный благоприятный диапазон содержания кремния для регулирования свойств сплава был найден составляющим менее 1,5 мас.%, или менее 1,4 мас.%, или менее 1,3 мас.%, или менее 1,2 мас.%, или менее 1,1 мас.%, или менее 1 мас.%, и выше 0,2 мас.%, или выше 0,3 мас.%, или выше 0,4 мас.%, или выше 0,5 мас.%, или выше 0,6 мас.%.
Для систематического осуществления квалифицированный специалист, разрабатывающий композицию сплава согласно желательным характеристикам износостойкости, может выработать информацию о характеристиках формирования фаз композиции сплава созданием образца обработанного сплава и анализом микроструктуры образца в отношении его фазового состава, и преимущественно в отношении долей частиц первичных боридов и материала эвтектической матрицы в материале обработанного сплава. Для целей анализа различных композиций сплавов в систематическом осуществлении изобретения квалифицированный специалист может, например, получить образцы выплавкой соответствующих композиции на основе железа и отливкой их в слитки, которые отполированы для анализа микроструктуры согласно известным методам металлургического анализа.
Один пример такого анализа микроструктуры приведен далее. В индукционной печи выплавили сплавы с номинальным содержанием никеля 4 мас.% и содержанием Si, варьирующим между 0,2 мас.% и 2 мас.%, и затем вылили в медную литейную форму. Проанализировали химический состав полученных слитков, и результаты приведены в Таблице 1 как сплавы 16, 17, 18 и 19. Исследовали микроструктуру с использованием SEM, оснащенного EDS-детектором для энергодисперсионной рентгеновской спектроскопии.
Фиг. 3 показывает микроструктуру сплавов 16-19, как видно в микрофотографиях SEM BSE (обратного рассеяния), причем сплав 16 имеет 0,2 мас.% Si (Фиг. 3а); сплав 17 имеет 0,7 мас.% Si (Фиг. 3b); сплав 18 имеет 1 мас.% Si (Фиг. 3с); и сплав 19 имеет 2 мас.% Si (Фиг. 3d). Микроструктура слитков, показанных в Фиг. 3 (Фиг. 3a-d) состоит из первичных дендритных карбидов (PC, темно-серые), первичных боридов (PB, белые частицы), эвтектической структуры, состоящей из обогащенных молибденом боридов и мартенсита, а также мартенситных островков, возможно, с малыми количествами остаточного аустенита. Пример элементного картирования B, C, Si, V, Mn, Fe, Ni и Mo с использованием EDS показан в Фиг. 5 для сплава 19 с 2 мас.% Si.
Вариации количеств первичных боридов (PB), эвтектической структуры (эвтектика) и мартенсита (Мартенсит) с возрастанием содержания Si показаны в Фиг. 4. Объемная доля первичного карбида подобна для всех четырех сплавов и составляет приблизительно 17 об.%. Диаграмма показывает, что при повышении количества Si увеличивается объемная доля первичных боридов (PB) и мартенсита (Мартенсит), тогда как количество эвтектической структуры сокращается. Особенно было найдено, что кремний влияет на количество частиц первичной твердой фазы, образованных в композиции сплава на основе железа с добавлением Ni, когда его количество варьирует в пределах диапазонов менее 2 мас.% Si, с благоприятными диапазонами, как приведенными выше. Особенно выраженный эффект виден в диапазоне около и менее 1 мас.% Si. Количество первичных боридов по сравнению с количеством материала эвтектической матрицы влияет на сопротивление покрытия абразивному износу. Поэтому регулирование содержания Si представляет собой самый полезный инструмент в определении конечной микроструктуры сплава, и, как следствие, конечных свойств покрытия. Подобные результаты были получены на образованных PTA-наплавкой и лазерным плакированием покрытиях, как иллюстрировано в Таблицах 8 и 9 для порошковых композиций на основе железа типа контрольного сплава REF, модифицированного добавлениями Ni и Si.
Таблица 8: объемная доля фаз, присутствующих в полученных PTA-наплавкой сплавах с различным содержанием Si, и сопротивление (AW) абразивному износу
Таблица 9: объемная доля фазы, присутствующей в полученных лазерного плакирования сплавах с различным содержанием Si, и сопротивление (AW) абразивному износу
Таблица 10: данные линейной регрессии для измерений износа под действием ударных нагрузок с использованием метода падающего шара
Реферат
Изобретение относится к износостойким сплавам на основе железа для упрочнения поверхности стальных изделий, которые могут быть использованы для бурения при добыче нефти и газа, горных работах, производстве цемента и т.д. Износостойкий сплав на основе железа для поверхностного упрочнения стальной подложки включает, мас.%: бор 1,6-2,4, углерод 1,7-3,0, молибден 16,0-19,5, никель 3,5-6,5, марганец менее 0,8, кремний 0,2-3,0, ванадий 10,8-13,2, остальное – железо. Изобретение также относится к изделию, включающему участок подложки и упрочняющее поверхность покрытие, связанное с участком подложки, причем упрочняющее поверхность покрытие сформировано способом наплавки с использованием износостойкого сплава на основе железа. Изобретение направлено на снижение склонности покрытий к образованию пор и трещин и повышение устойчивости к абразивному и ударному износу. 3 н. и 13 з.п. ф-лы, 1 пр., 10 табл., 8 ил.
Комментарии