Способ и устройство для изготовления заготовки режущей пластины - RU2670825C9
Код документа: RU2670825C9
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу и устройству для изготовления заготовки режущей пластины посредством сжатия порошка.
Изобретение относится к области техники, в которой режущие пластины, предпочтительно используемые для обработки металла фрезерованием, сверлением или точением или сходными способами образования стружки, производятся из порошка, который сжимается до заготовки, и затем подвергается стадии спекания, в которой заготовка дополнительно уплотняется.
УРОВЕНЬ ТЕХНИКИ
В связи со сжатием порошка до заготовки в процессе производства режущих пластин, порошок вводится в полость, образованную матрицей. Обычно, матрица включает верхнее отверстие, через которое порошок вводится в упомянутую полость, и через которое в процессе последующего этапа прессования верхний пуансон вводится в матрицу. Как правило, обеспечивается также нижний пуансон, который имеет возможность скольжения через канал в матрице и который будет образовывать, по меньшей мере, часть дна упомянутой полости матрицы и посредством которого заготовка, образованная сжатием порошка выдвигается из окружающей матрицы. От верхнего отверстия матрицы выполнен канал для пуансона, в котором верхний пуансон имеет возможность перемещаться вниз с целью контактирования с порошком и подвергания его сжимающему давлению. Другими словами, каналы для пуансона образуют полость матрицы, выполненную для размещения порошка, а пуансоны предназначены для цели сжимания порошка, размещенного в упомянутой полости.
После сжатия порошка до заготовки верхний пуансон отводится из матрицы, а заготовка выдвигается посредством движения нижнего пуансона относительно матрицы (хотя бы один из этих компонентов должен быть подвижным). Соответственно, заготовка выдвигается через канал, в который верхний пуансон вводится вниз в матрицу в процессе этапа прессования.
Как правило, материал заготовки имеет такое свойство, что он расширяется, когда выдвигается и освобождается из окружающей матрицы. Для того, чтобы дать возможность заготовке расширяться радиально, когда она выдвигается из полости, в которой она была спрессована, канал немного расширяется выше уровня, до которого верхний пуансон подается в процессе сжатия. Следует отметить, что полость выполнена с участком освобождения, имеющим определенный угол наклона внутренней стенки матрицы относительно центральной оси полости. Угол наклона (возможно также обозначаемый как угол освобождения) также как длина (в вертикальном направлении) участка освобождения соответствуют ожидаемому (радиальному) расширению заготовки при ее выдвижении.
Как правило, полость имеет поперечное сечение, которое сужается от участка освобождения к остающейся (нижней) части полости. При сжатии порошка нижняя кромка верхнего пуансона, которая образуется пересечением боковой поверхности и его нижней поверхности, не входит в контакт с внутренней периферийной поверхностью матрицы, поскольку такой контакт может привести в результате к разрушению, как матрицы, так и пуансона. Следовательно, пуансон доводится только до уровня, в котором будет небольшой зазор между упомянутой кромкой пуансона и внутренней периферийной поверхностью матрицы. В процессе сжатия порошка последний будет иметь возможность затекать через упомянутый зазор в участок освобождения. Такое затекание в результате приведет к образованию остаточной кромки на заготовке вдоль ее верхней кромки, которая должна быть обработана, т.е. извлечена перед последующим спеканием заготовки. Такая обработка требует времени и приводит к нежелательным производственным расходам. Затекание также приводит к нежелательной потере материала. Другими негативными эффектами затекания порошка могут также быть нежелательное влияние на форму верхней кромки заготовки или меньшая плотность, т.е. образование пористости, в области верхней кромки заготовки.
ЗАДАЧА ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание способа и устройства, посредством которых остаточная кромка, образуемая на заготовке режущей пластины в ее области, где верхний пуансон действует на заготовку в процессе ее прессования, уменьшена по отношению к уровню техники.
Задачей изобретения является также создание способа и устройства, посредством которых дополнительные негативные эффекты затекания порошка такие, как образование пористости в заготовке в области ее верхней кромки или деформации ее верхней кромки, могут быть уменьшены по отношению к уровню техники.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задача изобретения достигается посредством способа изготовления заготовки режущей пластины путем сжатия порошка, включающего этапы:
обеспечение пресс-формы, содержащей верхнюю часть матрицы и нижнюю часть матрицы, верхний пуансон и нижний пуансон, причем верхняя часть матрицы образует канал для пуансона, в котором верхний пуансон имеет возможность скольжения, а нижняя часть матрицы образует канал для пуансона, в котором нижний пуансон имеет возможность скольжения, причем части матрицы, когда соединены, вместе образуют полость матрицы, предназначенную для размещения порошка, сжимаемого путем воздействия соответствующими пуансонами для формирования упомянутой заготовки; размещение нижнего пуансона в заданном положении в канале для пуансона нижней части матрицы; заполнение порошком открытой полости, образованной нижней частью матрицы; соединение верхней и нижней частей матрицы так, что отверстие верхней части матрицы соединяется и сообщается с соответствующим отверстием нижней части матрицы, и так, что упомянутая полость, заполненная порошком в нижней части матрицы, образует часть упомянутой полости матрицы; сжатие порошка в упомянутой полости матрицы путем воздействия упомянутых пуансонов, при этом упомянутый верхний пуансон подается через канал для пуансона верхней части матрицы на заданное расстояние L через упомянутое отверстие нижней части матрицы и в нижнюю часть матрицы, посредством чего формируется упомянутая заготовка; смещение верхней части матрицы по отношению к отверстию нижней части матрицы, посредством чего образуется больше пространства для выхода заготовки, и извлечение верхнего пуансона из нижней части матрицы и движение заготовки из нижней части матрицы через упомянутое отверстие нижней части матрицы. Для большей ясности следует отметить, что каналы для пуансона образуют полость матрицы, предназначенной для размещения порошка, и пуансоны предназначены для цели сжатия порошка, размещенного в упомянутой полости. Порошок в полости матрицы может быть сжат посредством подачи верхнего пуансона по направлению к нижнему пуансону или посредством подачи обоих пуансонов друг к другу.
Задача изобретения достигается благодаря разделению матрицы на верхнюю часть матрицы и нижнюю часть матрицы. Поскольку верхняя часть матрицы удаляется перед выдвижением заготовки, нет необходимости в участке освобождения над уровнем, до которого подается нижняя кромка верхнего пуансона в процессе этапа прессования. Хотя участок освобождения все еще останется над упомянутым уровнем, но этот участок может быть значительно уменьшен по сравнению с участком освобождения, необходимым, в случае использования одной матрицы. Вследствие уменьшения участка освобождения, уменьшена остаточная кромка, образуемая на заготовке порошком, ушедшим в участок освобождения в процессе этапа прессования.
Следует понимать, что может быть предусмотрено более одного верхнего пуансона и более одного нижнего пуансона, и, что такие конструкции все еще будут находиться в объеме защиты, определенном формулой изобретения. Верхняя часть матрицы также может быть разделена на две или более частей, которые могут быть подвижны по отношению друг к другу, в частности с целью смещения верхней части матрицы по отношению к нижней части матрицы перед выдвижением заготовки.
Предпочтительно, полость матрицы, образованная частями матрицы, имеет вертикальную центральную ось и в области упомянутого отверстия нижней части матрицы внутренняя периферийная поверхность нижней части матрицы имеет угол наклона по отношению к упомянутой центральной оси такой, что внутренняя окружность внутренней периферийной поверхности нижней части матрицы увеличивается в направлении ее упомянутого отверстия. Угол наклона может отличаться для различных областей упомянутой внутренней периферийной поверхности в упомянутой области упомянутого отверстия. Например, в крайней сверху области упомянутой периферийной поверхности упомянутый наклон сможет быть меньше, чем в примыкающей нижней области упомянутой периферийной поверхности так, что он равен нулю или близок к нулю. Упомянутая центральная ось является также центральной осью соответствующего канала для пуансона и, таким образом, предпочтительно будет также центральной осью соответствующего пуансона, размещенного в упомянутых каналах для пуансона. Предпочтительно, наклонная внутренняя периферийная поверхность продолжается так, что она пересекается с (т.е. встречается) верхней поверхностью нижней части матрицы и образует кромку на упомянутом пересечении. Вертикальное продолжение наклонной периферийной поверхности от уровня в полости, до которого подается нижняя кромка верхнего пуансона в процессе этапа прессования, и вверх может быть очень коротким, поскольку удаляемая верхняя часть матрицы будет смещена по отношению к нижней части матрицы и гарантирует этим то, что при ее извлечении будет достаточно пространства для заготовки для расширения при выдвижении. Угол наклона внутренней периферийной поверхности нижней части матрицы в упомянутой области ее отверстия может быть, предпочтительно, таким же углом, как угол наклона внутренней периферийной поверхности части полости, в которой заготовка окончательно образуется. Другими словами, внутренняя периферийная поверхность нижней части матрицы в упомянутой области ее отверстия может образовывать продолжение упомянутой части полости, в которой заготовка окончательно образуется, с тем же углом наклона внутренней периферийной поверхности нижней части матрицы. Часть внутренней периферийной поверхности нижней части матрицы, которая будет находиться над уровнем до которого подается нижняя кромка верхнего пуансона в процессе этапа прессования, может быть отнесена к участку освобождения для заготовки, хотя и очень короткому по сравнению с уровнем техники.
В соответствии с предпочтительным вариантом изобретения отверстие верхней части матрицы меньше, чем отверстие нижней части матрицы так, что верхняя часть матрицы перекрывает отверстие нижней части матрицы на расстояние I, когда части матрицы соединены. Перекрытие верхней части матрицы приведет к ограничению пространства, в которое порошок может уходить через зазор между нижней кромкой верхнего пуансона и внутренней периферийной поверхностью нижней части матрицы в процессе этапа прессования. Упомянутое пространство ограничено внутренней периферийной поверхностью нижней части матрицы наружной периферийной (боковой) поверхностью верхнего пуансона и нижней поверхностью верхней части матрицы, которая перекрывает отверстие нижней части матрицы, и продолжается в направлении наружной периферийной (боковой) поверхности верхнего пуансона. Если выполнено больше, чем один верхний пуансон, упомянутое пространство может быть ограничено также периферийными поверхностями других верхних пуансонов. Предпочтительно I<55мкм.
В соответствии с предпочтительным вариантом верхний пуансон имеет опорную поверхность для опоры на порошок, наружную периферийную поверхность и кромку пуансона на пересечении между опорной поверхностью и наружной периферийной поверхностью, при этом верхний пуансон подается на такое расстояние L в нижнюю часть матрицы, что остается зазор g между упомянутой внутренней периферийной поверхностью нижней части матрицы и упомянутой кромкой пуансона. Зазор g должен быть достаточно малым, чтобы минимизировать образование остаточной кромки в результате ухода через него порошка в процессе этапа прессования. Предпочтительно, зазор имеет один и тот же размер вдоль периферии пуансона (или пуансонов, если верхний пуансон разделен на несколько пуансонов). Расстояние L является расстоянием в вертикальном направлении от кромки пуансона до верхней периферийной поверхности нижней части матрицы вблизи ее упомянутого отверстия, когда верхний пуансон при прессовании подан до конечного положения в нижней части матрицы. Когда верхний пуансон подан на расстояние L в нижнюю часть матрицы, уровень кромки пуансона будет определять верхнюю кромку сжатой заготовки. Другими словами, полость, которая будет определять форму сжатой заготовки, образуется нижней частью матрицы, нижним пуансоном и верхним пуансоном, поданным в нижнюю часть матрицы. Участок освобождения, т.е. пространство не занятое заготовкой, представлен нижней частью матрицы над уровнем, до которого в процессе сжатия подается кромка верхнего пуансона.
В соответствии с предпочтительным вариантом в области отверстия верхней части матрицы находится зазор k между наружной периферийной поверхностью верхнего пуансона и внутренней периферийной поверхностью верхней части матрицы, причем k<50мкм, предпочтительно k<30мкм, более предпочтительно k<15мкм и наиболее предпочтительно k<10мкм. Зазор k может различаться вдоль периферии верхнего пуансона, но предпочтительно по существу является тем же самым вокруг последнего в зависимости от геометрии полости матрицы, геометрии верхнего пуансона и положения верхнего пуансона. Малый зазор k будет предотвращать порошок от затекания из вышеупомянутого пространства через него между наружной периферийной поверхностью верхнего пуансона и внутренней периферийной поверхностью верхней части матрицы. Предпочтительно, I+k<55мкм, или более предпочтительно I+k<35мкм или даже более предпочтительно I+k≤20мкм.
L зависит от геометрии производимой заготовки. Однако, изобретение позволяет применение относительного короткого L и посредством этого определения относительно малого пространства, в которое порошок может уходить и образовывать остаточную кромку на заготовке. Однако, L не должно быть слишком коротким. В соответствии с предпочтительным вариантом L≥50мкм.
Предпочтительно, 2°<α<30°. Такой угол наклона будет удобным и предпочтительным для геометрии заготовок и порошков, которые применяются.
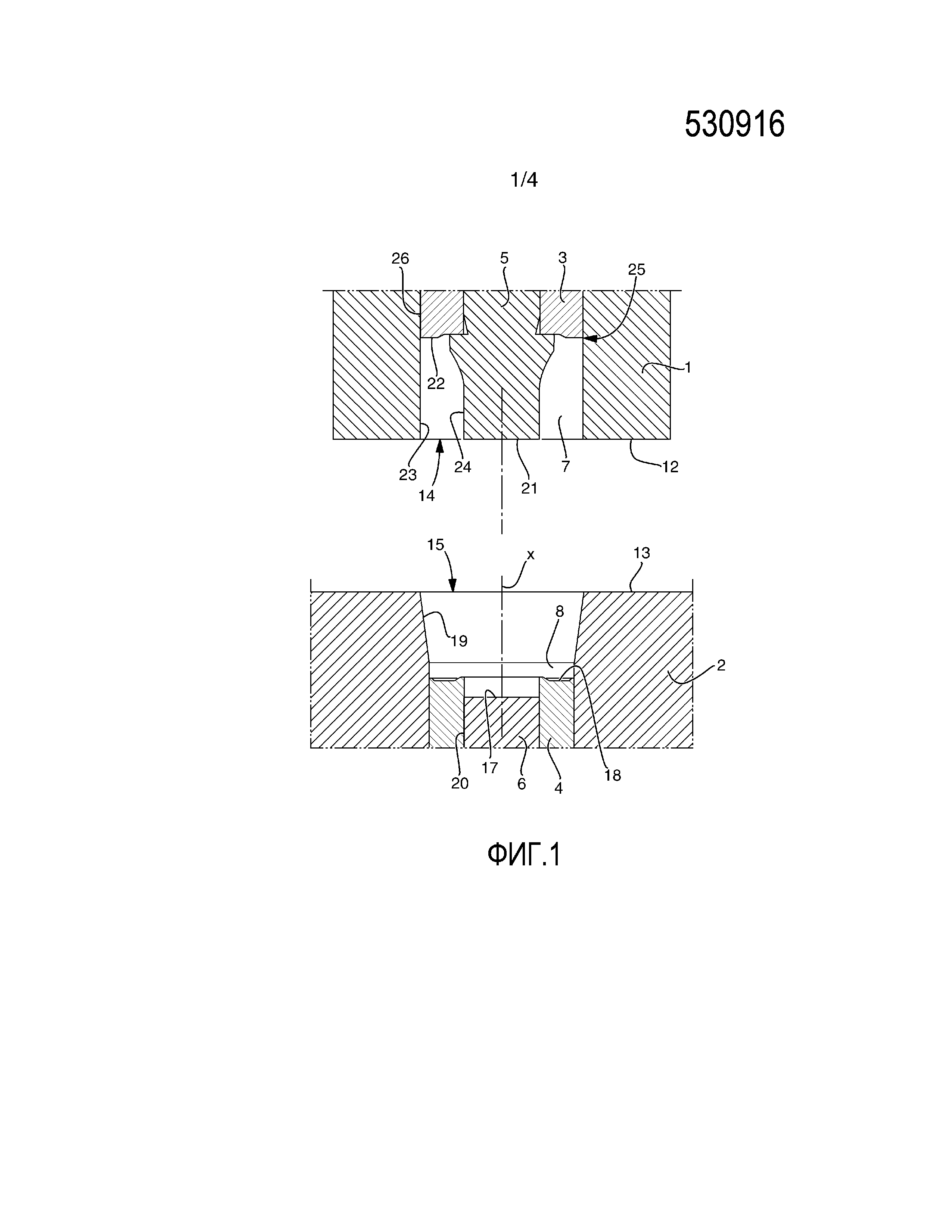
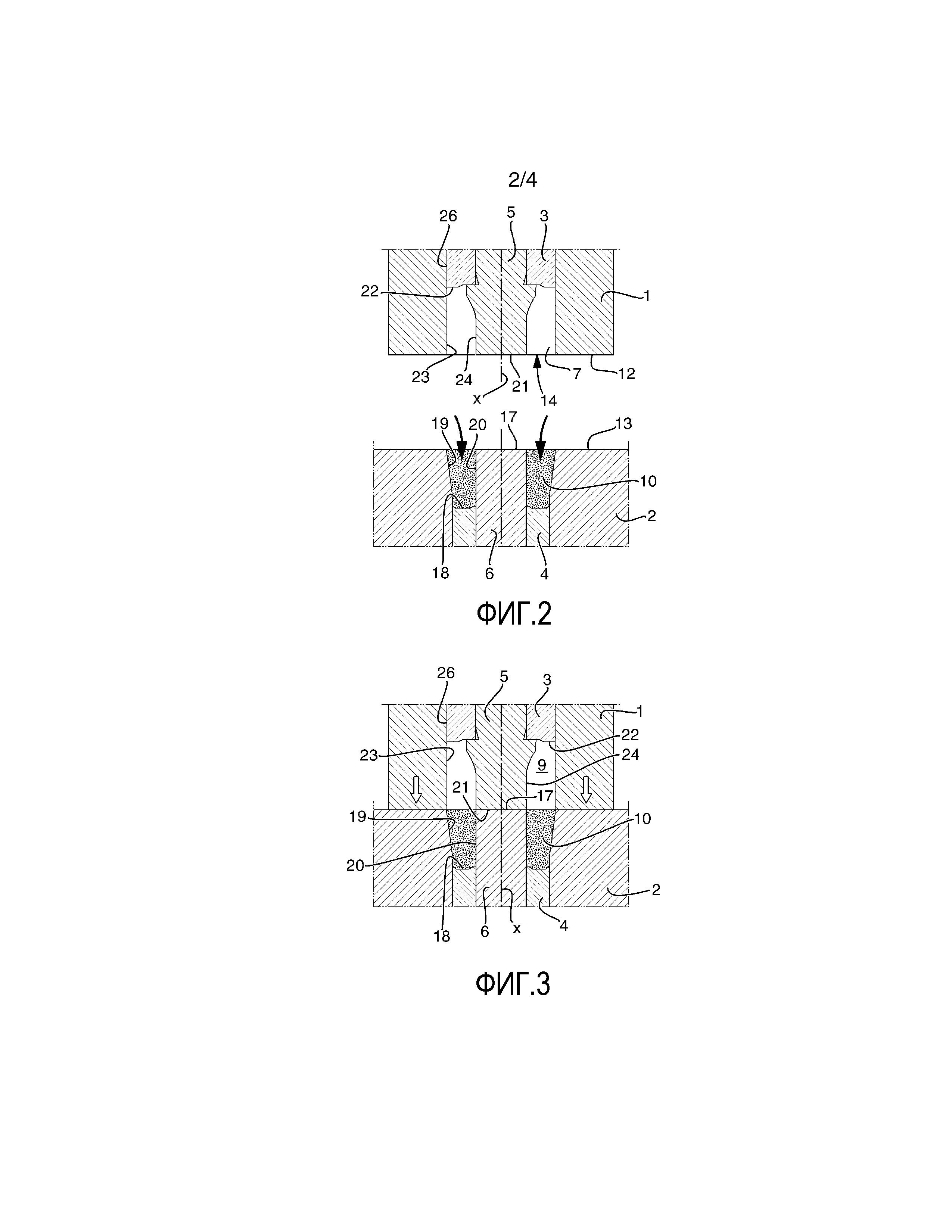
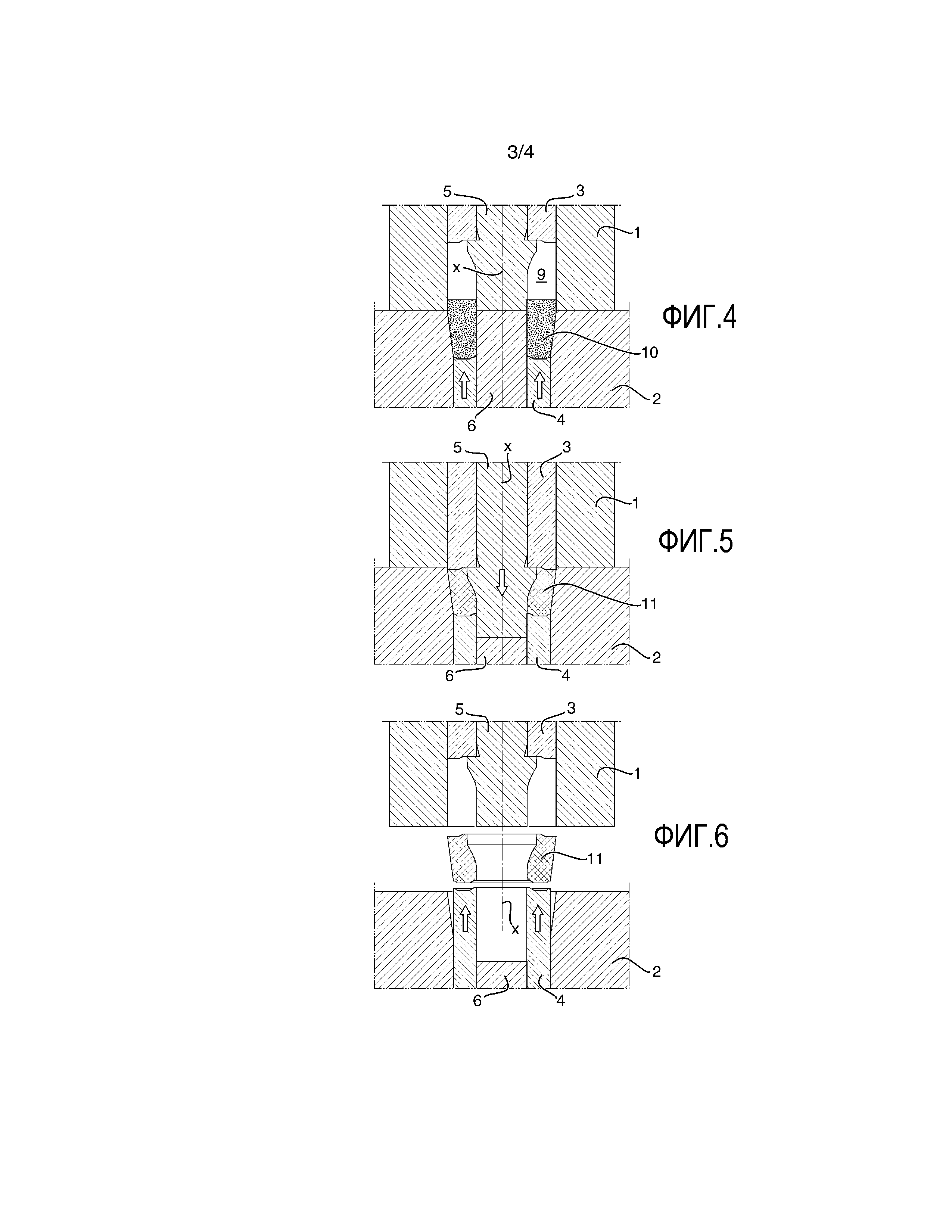
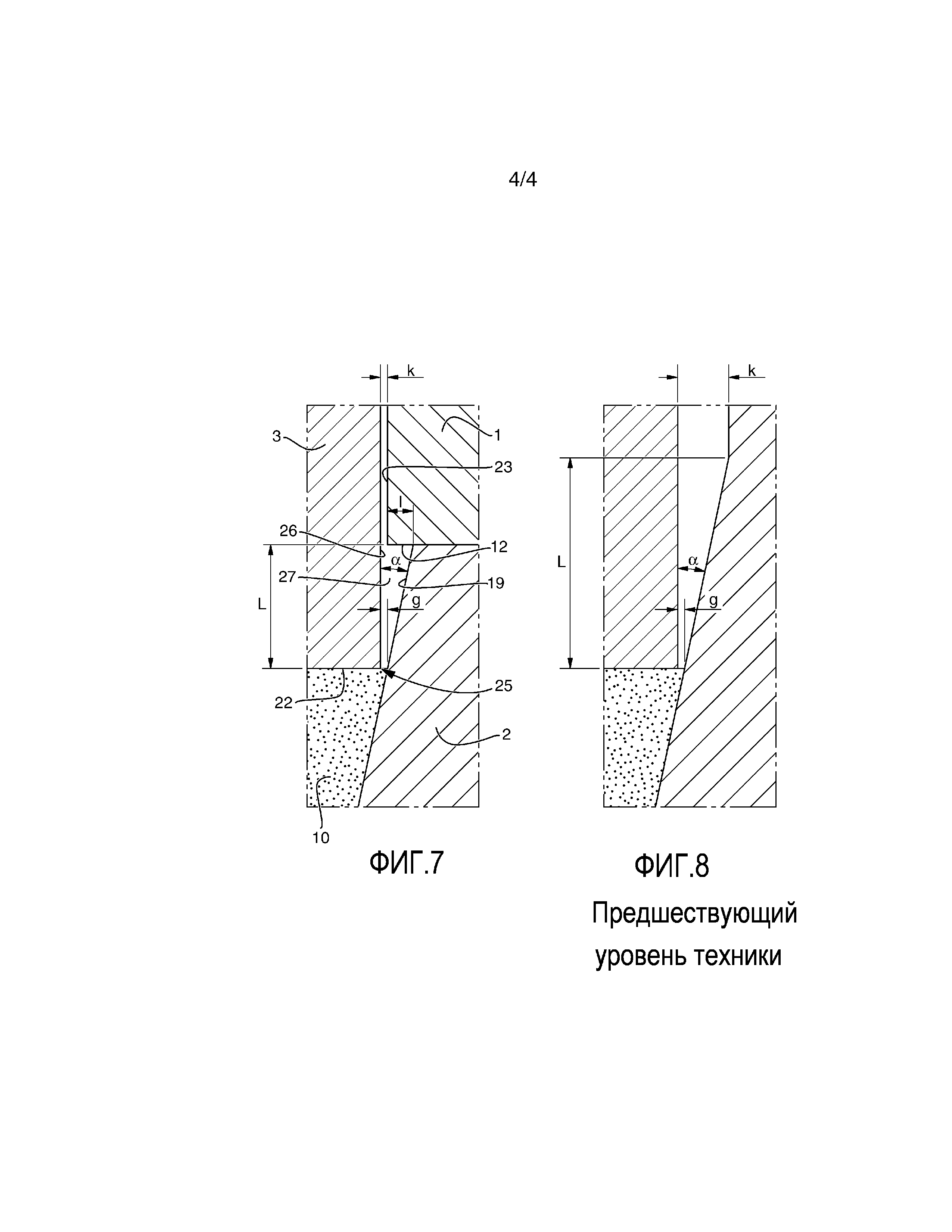
Предпочтительно, 0мкм После сжатия порошка посредством соответствующих верхнего и нижнего пуансона так, что заготовка формируется в упомянутой полости матрицы, заготовка выдвигается из нижней части матрицы как посредством от ввода нижней части матрицы, в то время как нижний пуансон удерживается в его положении, так и посредством выдвижения нижнего пуансона через нижнюю часть матрицы в то время, как последняя удерживается в ее положении, или их комбинации. Независимо от того, какой порядок используется, заготовка выдвигается через упомянутое отверстие нижней части матрицы. Задача изобретения достигается также посредством устройства для изготовления заготовки режущей пластины путем сжатия порошка, упомянутое устройство содержит: пресс-форму, содержащую верхнюю часть матрицы и нижнюю часть матрицы, верхний пуансон и нижний пуансон причем верхняя часть матрицы образует канал для пуансона, в котором верхний пуансон имеет возможность скольжения, а нижняя часть матрицы образует канал для пуансона, в котором нижний пуансон имеет возможность скольжения, при этом части матрицы когда соединены, вместе образуют полость матрицы, предназначенную для размещения порошка, подвергаемого сжатию посредством воздействия соответствующих пуансонов для образования упомянутой заготовки, при этом верхняя и нижняя части матрицы выполнены с соответствующими отверстиями так, что отверстие верхней части матрицы соединяется и сообщается с соответствующим отверстием нижней части матрицы, когда верхняя и нижняя части матрицы соединены, при этом верхний пуансон расположен с возможностью подачи на заданное расстояние L через упомянутое отверстие нижней части матрицы и в нижнюю часть матрицы при сжатии порошка, при этом верхняя часть матрицы имеет возможность смещения по отношению к отверстию нижней части матрицы и расположено с возможностью смещения относительно упомянутого отверстия нижней части матрицы перед извлечением упомянутой заготовки через упомянутое отверстие нижней части матрицы, посредством чего обеспечивается больше пространства для выхода заготовки. Предпочтительно, полость матрицы, образованная частями матрицы имеет вертикальную центральную ось (центральная ось упомянутых каналов для пуансонов) и в области упомянутого отверстия нижней части матрицы внутренняя периферийная поверхность нижней части матрицы имеет угол наклона по отношению к упомянутой центральной оси такой, что внутренняя окружность внутренней периферийной поверхности нижней части матрицы увеличивается в направлении ее упомянутого отверстия. Выше уровня, на котором расположена кромка верхнего пуансона, подаваемого в процессе прессования заготовки, внутренняя периферийная поверхность нижней части матрицы предпочтительно имеет упомянутый наклон, предпочтительно, до уровня, где упомянутая внутренняя периферийная поверхность пересекается, т.е. встречается с плоскостью верхней поверхности нижней части матрицы и образует кромку с последней. Посредством этого образуется отверстие для входа верхнего пуансона и обеспечивается участок освобождения для освобождения заготовки в связи с выдвижением ее через упомянутое отверстие нижней части матрицы. Предпочтительно, отверстие верхней части матрицы меньше, чем отверстие нижней части матрицы так, что верхняя часть матрицы перекрывает отверстие нижней части матрицы на расстояние I, когда части матрицы соединены. Внутренняя периферийная поверхность верхней части матрицы образует канал для пуансона в ней. Нижняя периферийная поверхность верхней части матрицы, которая будет опираться на противолежащую верхнюю периферийную поверхность нижней части матрицы, когда части матрицы соединены, встречается с внутренней периферийной поверхностью верхней части матрицы и образует с ней кромку. По меньшей мере, в области упомянутой кромки перекрытие верхней части матрицы относительно отверстия нижней части матрицы должно быть таким, чтобы зазор k между внутренней периферийной поверхностью верхней части матрицы и наружной, боковой периферийной поверхностью верхнего пуансона был достаточно малым для предотвращения затекания порошка через него в связи с прессованием порошка в полости матрицы до заготовки. Как упоминалось ранее, k<50мкм, предпочтительно k<30мкм, более предпочтительно k<15мкм и наиболее предпочтительно k<10мкм. Предпочтительно, упомянутая область, в которой существует зазор k и выполняются вышеупомянутые требования, продолжается в вертикальном направлении вдоль канала для пуансона верхней части матрицы и не ограничивается только упомянутой кромкой верхней части матрицы. В соответствии с предпочтительным вариантом верхний пуансон имеет опорную поверхность для опоры на порошок, наружную периферийную поверхность и кромку пуансона на пересечении между опорной поверхностью и наружной периферийной поверхностью, причем верхний пуансон расположен с возможностью подачи на такое расстояние L в нижнюю часть матрицы, что остается зазор g между упомянутой внутренней периферийной поверхностью нижней части матрицы и упомянутой кромкой пуансона. В зависимости от геометрии заготовки, отражаемой геометрией полости матрицы и формой соответствующих пуансонов, g может различаться вдоль периферии верхнего пуансона. Например, кромка может иметь волнистую форму, что в результате приведет в некоторых сечениях к большему зазору g, а в некоторых сечениях к меньшему зазору g вдоль периферии верхнего пуансона. Однако, предпочтительно, чтобы g удерживался постоянным вдоль периферии верхнего пуансона, в связи с чем в случаях, когда кромка имеет волнистую форму, допускается изменение I и L в соответствии с неправильной формой кромки. Предпочтительно, I≤55мкм. Предпочтительно, I+k<55мкм, или более предпочтительно I+k<35мкм, или даже более предпочтительно I+k<20мкм. Чем больше перекрытие I, тем больше будет пространство, образованное нижней периферийной поверхностью верхней части матрицы, наружной периферийной поверхностью верхнего пуансона и наклоненной внутренней периферийной поверхностью нижней части матрицы над уровнем, до которого подается кромка верхнего пуансона в процессе прессования порошка. Другими словами, если I является большим, пространство, в которое порошок будет переходить через зазор g и образовывать остаточную кромку на заготовке будет большим. Следовательно, предпочтительно, удерживать I относительно малым так же, как L. Предпочтительно, L>50мкм и предпочтительно 2°<α<30°. Предпочтительно, чтобы 0 Другие особенности и преимущества настоящего изобретения будут представлены в последующем детальном описании его варианта. КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ Ниже вариант настоящего изобретения будет представлен с отсылкой к приложенным чертежам, на которых: на фиг.1 представлено поперечное сечение устройства в соответствии с настоящим изобретением перед шагом наполнения, в котором порошок вводится в его полость матрицы, на фиг.2 представлено соответствующее поперечное сечение устройства, показанного на фиг.1, в процессе этапа наполнения, на фиг.3 представлено соответствующее поперечное сечение устройства, показанного на фиг.1 и 2, раскрывающее шаг в котором верхняя часть матрицы соединяется с нижней частью матрицы, на фиг.4 представлено соответствующее поперечное сечение устройства, показанного на фиг.1-3, в процессе начальной стадии этапа прессования, при котором сжимается порошок, введенный в полость матрицы, на фиг.5 представлено соответствующее поперечное сечение устройства, показанного на фиг.1-4, в процессе последующей стадии упомянутого этапа прессования, на фиг.6 представлено соответствующее поперечное сечение устройства, показанного на фиг.1-5 в связи с выдвижением заготовки, образованной в процессе предшествующего этапа прессования, на фиг.7 представлен фрагмент устройства в процессе этапа прессования, показанного на фиг.5, и на фиг.8 представлено соответствующее поперечное сечение из уровня техники. ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ На фиг.1-6 показаны различные этапы в процессе образования заготовки режущей пластины посредством устройства в соответствии с настоящим изобретением. Заготовка режущей пластины образована из порошка, который сжат посредством устройства и по способу согласно изобретению. Порошок может быть любым порошком, подходящим для такого производства, например, порошком, используемым для изготовления твердосплавных и керамических тел или тел из кермета. Производимая режущая пластина предназначена для обработки металла фрезерованием, сверлением или точением или похожими способами образования стружки. После образования заготовки, последняя, предпочтительно, спекается до ее окончательной формы в соответствии с подходящей технологией и обычно выполняется с соответствующим износостойким покрытием, содержащим один или множество слоев, например, по меньшей мере, одного из карбида, нитрида, карбонитрида, оксида или борида по любой подходящей технологии такой, как физическое или химическое осаждение из парогазовой фазы. Фиг.1 показывает основные компоненты устройства в соответствии с изобретением в положении перед шагом заполнения, в котором порошок вводится в полость его матрицы. Устройство содержит верхнюю часть 1 матрицы, нижнюю часть 2 матрицы, верхний пуансон 3 и нижний пуансон 4. Оно снабжено также верхним штифтом 5 сердцевины и нижним штифтом 6 сердцевины. Верхняя часть 1 матрицы образует канал 7 для пуансона, в котором верхний пуансон 3 имеет возможность скольжения в вертикальном направлении (при условии, что устройство, как предполагается, находится в помещении). Нижняя часть 2 матрицы образует канал 8 для пуансона, в котором нижний пуансон 4 имеет возможность скольжения в вертикальном направлении. Хотя на фигурах не показано, следует понимать, что соответствующие пуансоны 3, 4 соединены с соответствующим приводным устройством для привода каждого пуансона 3, 4 в его соответствующем канале для пуансона так, что соответствующий пуансон 3, 4 скользит в нем в вертикальном направлении. В показанном варианте верхний пуансон 3 прикреплен к верхнему штифту 5 сердцевины так, что эти компоненты двигаются вместе, как один узел. Нижний штифт 6 сердцевины, с другой стороны, который расположен в канале в нижнем пуансоне 4, имеет возможность перемещения в вертикальном направлении по отношению к нижнему пуансону 4 и имеет отдельный привод от последнего. Штифты 5, 6 сердцевины выполнены с целью образования центрального отверстия в заготовке режущей пластины, изготавливаемой посредством устройства. Следует понимать, что варианты, которые не включают штифты сердцевины или в которых они различно расположены и приводятся по отношению к остальным компонентам устройства, также подпадают и полностью возможны в объеме настоящего изобретения. Когда соединены верхняя и нижняя части 1, 2 матрицы, или более точно их каналы 7, 8 для пуансона, образуют полость 9 матрицы предназначенную для размещения порошка, обозначенного позицией 10 на фиг.2-4, который сжимается до заготовки режущей пластины, обозначенной позицией 11 на фиг.5, под действием верхнего и нижнего пуансонов 3, 4 в процессе этапа прессования, в котором, по меньшей мере, один из пуансонов 3, 4 движется в направлении противоположного пуансона 4, 3 в соответствующем канале 7, 8 для пуансона. Верхняя часть 1 матрицы включает нижнюю периферийную поверхность 12, расположенную для контактирования и опоры на соответствующую верхнюю периферийную поверхность 13 нижней части 2 матрицы, когда две части матрицы соединены. Канал 7 для пуансона верхней части 1 матрицы представляет отверстие 14 в нижней периферийной поверхности 12 верхней части 1 матрицы. Канал 8 для пуансона нижней части 2 матрицы представляет отверстие 15 в верхней периферийной поверхности 13 нижней части 2 матрицы. Отверстие 14 верхней части 1 матрицы слегка меньше, чем отверстие 15 нижней части 2 матрицы. Когда части 1, 2 матрицы соединены и расположены для этапа прессования, в котором порошок в полости 9 матрицы должен быть сжат, отверстие 14 верхней части 1 матрицы выровнено с и противоположно отверстию 15 нижней части 2 матрицы. Вследствие различия в размере между отверстиями 14, 15 верхняя часть 1 матрицы будет перекрывать отверстие 15 нижней части 2 матрицы. Предпочтительно, перекрытие, обозначенное I на фиг.7, является в основном постоянным вдоль периферии отверстия 15 нижней части 2 матрицы. Предполагается и является предпочтительным, что отверстие 14 верхней части 1 матрицы имеет форму, соответствующую форме отверстия 15 нижней части 2 матрицы. Однако, могут быть альтернативные варианты, в которых кромка пуансона (описанная ниже) верхнего пуансона 3 имеет нелинейную форму такую, как волнистая форма, вследствие чего I будет переменным и будет небольшое различие в форме между отверстием 14 верхней части 1 матрицы и отверстием 15 нижней части 2 матрицы. В последующем будут описаны существенные этапы процесса, в котором заготовка 11 режущей пластины изготавливается посредством устройства в соответствии с изобретением. Фиг.2 показывает шаг заполнения, в котором верхняя часть 1 матрицы, верхний пуансон 3 и верхний штифт 5 сердцевины извлечены от нижней части 2 матрицы, нижнего пуансона 4 и нижнего штифта 6 сердцевины. Нижний штифт 6 сердцевины подается в вертикальном направлении в положение, в котором его верхняя опорная поверхность 17 выровнена с верхней периферийной поверхностью 13 нижней части 2 матрицы. Нижний пуансон 4 размещен в вертикальном отведенном положении в канале 8 для пуансона нижней части 2 матрицы. Посредством чего открытая полость, которая образует часть полости 9 матрицы, упомянутой ранее, образуется верхней опорной поверхностью 18 нижнего пуансона 4, внутренней периферийной поверхностью 19 нижней части 2 матрицы, которая также образует, по меньшей мере, часть канала 8 для пуансона нижней части 2 матрицы, и наружной периферийной поверхностью 20 нижнего штифта 6 сердцевины. Порошок 10 введен в вышеупомянутую открытую полость в нижней части 2 матрицы. В последующем шаге, показанном на фиг.3, верхняя часть 1 матрицы соединена с нижней частью 2 матрицы, в этом варианте посредством вертикального движения верхней части 1 матрицы так, что она устанавливается на нижнюю часть 2 матрицы. Отверстие 14 верхней части 1 матрицы находится в вышеупомянутом положении по отношению к отверстию 15, в котором край верхней части 1 матрицы будет перекрывать отверстие 15 нижней части 2 матрицы вдоль периферии последней. Верхний пуансон 3 вместе с верхним штифтом 5 сердцевины подается до положения, в котором нижняя опорная поверхность 21 верхнего штифта 5 сердцевины опирается на верхнюю опорную поверхность 17 нижнего штифта 6 сердцевины. Закрытая полость 9 матрицы теперь определена нижней опорной поверхностью 22 верхнего пуансона 3, внутренней периферийной поверхностью 23 верхней части 1 матрицы, которая также образует, по меньшей мере, часть канала 7 для пуансона верхней части матрицы, наружной периферийной поверхностью 24 верхнего штифта 5 сердцевины и поверхностями, которые с отсылкой на фиг.2 образуют вышеупомянутую открытую полость. В другом последующем шаге, показанном на фиг.4, нижний пуансон 4 подается в направлении верхнего пуансона 3 так, что порошок 10 поднимается в полости 9 в направлении верхнего пуансона 3. Посредством этого достигается требуемое распределение порошка. Затем, как показано на фиг.5, верхний пуансон 3 подается в направлении нижнего пуансона 4. Поскольку в этом варианте верхний штифт 5 сердцевины соединен с верхним пуансоном 3, верхний штифт 5 сердцевины и нижний штифт 6 сердцевины также перемещаются вместе с движением верхнего пуансона 3 в том же направлении и на то же расстояние, как последний. Верхний пуансон 3 подается до определенного уровня в полости 9 так, что порошок 10 сжимается в заготовку 11. Верхний пуансон 3 представляет кромку 25 (см. фиг.1 и 7) на пересечении между опорной поверхностью 22 и наружной периферийной поверхностью 26 верхнего пуансона 3 и, как будет дополнительно обсуждено в последующем представлении изобретения, верхний пуансон 3 подается на такое расстояние L (см. фиг.7) в нижнюю часть 2 матрицы, что остается зазор g (см.фиг.7) между упомянутой внутренней периферийной поверхностью 19 нижней части матрицы и упомянутой кромкой 25 пуансона. Как может быть видно на фиг.5, 7 положение верхней части 1 матрицы относительно нижней части 2 матрицы и положение продвинутого верхнего пуансона 3 является таким, что вся заготовка 11 будет размещена в нижней части 2 матрицы при сжатии порошка 10. После сжатия порошка 10 в заготовку 11, показанного на фиг.5 способ согласно изобретению включает этапы смещения верхней части 1 матрицы относительно отверстия 15 нижней части 2 матрицы, посредством чего обеспечивается больше пространства для выхода заготовки 11, извлечения верхнего пуансона 3 из нижней части 2 матрицы и движение заготовки 11 из нижней части 2 матрицы через упомянутое отверстие 15 нижней части 2 матрицы. Эти этапы отмечены на фиг.6. В вариантах, которые также как один представленный здесь включают верхний штифт 5 сердцевины, соединенный с верхним пуансоном 3, верхний штифт 5 сердцевины также удаляется из нижней матрицы 2 вместе с верхним пуансоном 3. Поскольку верхний пуансон 3, нижняя часть 2 матрицы и верхняя часть 1 матрицы могут быть спроектированы так, что последняя будет на очень коротком расстоянии от уровня, до которого кромка 25 верхнего пуансона 3 подается в процессе сжатия, а верхняя часть 1 матрицы смещена от нижней части 2 матрицы перед выдвижением заготовки 11 из последней, очень малый участок освобождения на внутренней периферийной поверхности 19 нижней части 2 матрицы будет необходим выше упомянутого уровня. Как уже было объяснено формирование остаточной кромки на заготовке 11 посредством порошка, который выходит в такой участок освобождения в процессе этапа прессования сдерживается. На фиг.7 детально представлена область, в которой опорная поверхность 22 верхнего пуансона 3 опирается на порошок 10 в процессе его прессования на уровне, до которого верхний пуансон 3 максимально подается в нижнюю часть 2 матрицы. Верхний пуансон 3, а более точно, его кромка 25, подается на преопределенное расстояние L через отверстие 15 нижней части 2 матрицы в нижнюю часть 2 матрицы до уровня, на который он максимально подается. Полость 9 матрицы имеет центральную ось х (см. фиг.1-6). Верхний пуансон 3, нижний пуансон 4 и верхний и нижний штифты 5, 6 сердцевины также имеют х в качестве их соответствующей центральной оси. Над уровнем, до которого кромка 25 верхнего пуансона 3 максимально подается, внутренняя периферийная поверхность 19 нижней части 2 матрицы имеет угол наклона α по отношению к упомянутой центральной оси х такой, что внутренняя окружность внутренней периферийной поверхности 19 нижней части 2 матрицы увеличивается в направлении ее отверстия 15. В этом варианте внутренняя периферийная поверхность 19 нижней части 2 матрицы имеет такой же угол наклона α в области ниже упомянутого уровня, вниз к уровню, на который опорная поверхность нижнего пуансона 4 подается или расположена в процессе этапа прессования. Следует понимать, что угол наклона может отличаться вдоль внутренней периферийной поверхности 19, но при этом по меньшей мере, на участке освобождения, т.е. части упомянутой поверхности 19 над уровнем, до которого кромка 25 пуансона подается, должен быть такой угол, чтобы позволить радиальное расширение заготовки при ее выдвижении через отверстие 15 нижней части 2 матрицы. Угол наклона α находится в диапазоне 2°< α <30°, в зависимости от формы и размера образованной заготовки. Как может быть видно на фиг.7, верхний пуансон 3 подается только до такого уровня, чтобы оставался зазор g между кромкой 25 пуансона и внутренней периферийной поверхностью 19 нижней части 2 матрицы. Следует избегать контакта между кромкой 25 пуансона и внутренней периферийной поверхностью 19. Зазор g может различаться вокруг периферии верхнего пуансона 3, но не должен быть больше, чем 30мкм для того, чтобы предотвратить появление чрезмерно большой остаточной кромки на верхней кромке формируемой заготовки 11. Отверстие 14 верхней части 1 матрицы меньше, чем отверстие 15 нижней части 2 матрицы и имеет форму, соответствующую последней, которая в свою очередь зависит от формы образуемой заготовки 11 и приспособлена, чтобы облегчить выдвижение всей заготовки 11 из нижней части 2 матрицы через ее упомянутое отверстие 15. В результате этого часть нижней периферийной поверхности 12 верхней части 1 матрицы будет перекрывать отверстие 15 нижней части 2 матрицы. Это перекрытие обозначено как I на фиг.7 и образует край вдоль периферии отверстия 15 нижней части 2 матрицы. Следует понимать, что величина перекрытия I может изменяться вдоль периферии отверстия 15 нижней части 2 матрицы. Перекрытие I зависит от расстояния L, на которое верхний пуансон 3 подается в нижнюю часть 2 матрицы, и от угла наклона α внутренней периферийной поверхности 19 нижней части 2 матрицы. Оно также зависит от необходимости наличия весьма ограниченного зазора k между внутренней периферийной поверхностью 23 верхней части 1 матрицы и наружной периферийной поверхностью 26 верхнего пуансона 3, чтобы обеспечить его точное направление в канале 7, образуемом внутренней периферийной поверхностью 23 верхней части 1 матрицы и чтобы обеспечить предотвращение затекания порошка через упомянутый зазор k в связи с шагом прессования, в процессе которого порошок 10 сжимается в полости 9. Предпочтительно, k<10мкм, а L предпочтительно выбирают так, что I+k<20мкм. Посредством этого пространство 27, образованное наружной периферийной поверхностью 26 верхнего пуансона 3, перекрывающей части нижней периферийной поверхности 12 верхней части 1 матрицы и внутренней периферийной поверхностью 19 нижней части 2 матрицы, может быть очень ограниченным и будет обеспечивать образование только весьма малой остаточной кромки на заготовке вследствие затекания порошка в упомянутое пространство 27 в процессе этапа прессования. Это следует сравнивать с уровнем техники, показанным на фиг.8, в котором нет разделения матрицы на верхнюю часть и нижнюю часть и, в котором только матрица обеспечивает достаточный участок освобождения для выдвижения заготовки, когда последняя выдвигается в направлении верхнего пуансона. В уровне техники, следовательно, будет выбран значительно больший зазор k между внутренней периферийной поверхностью матрицы и наружной периферийной поверхностью пуансона и будет значительно большее пространство для порошка для затекания в него в процессе этапа прессования. Таким образом, в результате в уровне техники будет большая остаточная кромка на заготовке, чем в результате использования устройства и способа по настоящему изобретению. В приведенном выше описании настоящего изобретения, определения «верхний» и «нижний» использованы для ряда его компонентов и поверхностей и как следствие определения «вертикального направления». Однако, следует понимать, что эти определения сделаны просто для того, чтобы облегчить изложение изобретения, когда устройство в соответствии с изобретением расположено в таком положении в помещении, что эти определения являются действительными, как может быть видно на чертежах. Другое положение соответственно сконструированного устройства находится также в объеме защиты, определенном формулой изобретения. Однако, в соответствии с предпочтительным вариантом это конкретное положение устройства является предпочтительным, поскольку будет облегчать наладку устройства в целом, а также определенные этапы способа, в частности заполнение порошком полости матрицы.
Реферат
Группа изобретений относится к изготовлению заготовки режущей пластины путем сжатия порошка. Обеспечивают пресс-форму, содержащую верхнюю часть и нижнюю часть матрицы, соединенные с образованием рабочей полости, верхний и нижний пуансон. Верхняя часть матрицы образует канал скольжения в нем верхнего пуансона, а нижняя часть матрицы образует канал для скольжения в нем нижнего пуансона. Размещают нижний пуансон в заданном положении в канале для пуансона нижней части матрицы, заполняют порошком открытую полость, образованную нижней частью матрицы. Отверстие верхней части матрицы соединяется и сообщается с соответствующим отверстием нижней части матрицы. Сжимают пуансонами порошок, причем упомянутый верхний пуансон подают через канал для пуансона верхней части матрицы и на заданное расстояние L через упомянутое отверстие нижней части матрицы и в нижнюю часть матрицы с образованием зазора g между внутренней периферийной поверхностью нижней части матрицы и упомянутой кромкой пуансона, составляющего 0
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления режущих пластин
Комментарии